L'Hastelloy X supera l'Inconel 718 in termini di resistenza all'ossidazione e prestazioni strutturali ad alte temperature superiori a 704 °C, mentre l'Inconel 718 offre una resistenza alla trazione, una resistenza alla fatica e un limite di snervamento superiori a temperature inferiori a 700 °C grazie al suo meccanismo di indurimento per precipitazione. Noi di MWalloys forniamo entrambe le leghe in tutte le forme di prodotto e risolviamo quotidianamente questo preciso dilemma di scelta insieme a ingegneri dei settori aerospaziale, petrolifero e del gas, della produzione di energia e della produzione industriale. La scelta tra queste due leghe non riguarda quale sia universalmente migliore, ma piuttosto l'adattamento del profilo prestazionale specifico della lega alle precise esigenze del vostro ambiente operativo, dell'intervallo di temperatura, del metodo di fabbricazione e dei requisiti di carico strutturale.
Hastelloy X (UNS N06002) è una lega di nichel-cromo-ferro-molibdeno rinforzata mediante soluzione solida, ottimizzata per un impiego continuo a temperature comprese tra 760 °C e 1200 °C in atmosfere ossidanti. Inconel 718 (UNS N07718) è una lega di nichel-cromo-ferro-niobio induribile per precipitazione che raggiunge la massima resistenza a temperature inferiori a 704 °C attraverso un trattamento termico di invecchiamento controllato. Scegliere la lega sbagliata per la propria applicazione comporta o un'ossidazione prematura e un cedimento per scorrimento (utilizzando la 718 dove è richiesta la X) oppure costi di fabbricazione inutilmente elevati e una capacità di resistenza sottoutilizzata (utilizzando la X dove la 718 sarebbe perfetta).
Se il tuo progetto richiede l'uso di Hastelloy X o Inconel 718, puoi contattateci per un preventivo gratuito.
Cosa sono l'Hastelloy X e l'Inconel 718 e in cosa differiscono sostanzialmente?
L'Hastelloy X e l'Inconel 718 sono entrambe superleghe a base di nichel, ma rappresentano due filosofie ingegneristiche fondamentalmente diverse che determinano profili prestazionali molto diversi lungo l'intero intervallo di temperature.
Hastelloy X (UNS N06002, W.Nr. 2.4665) è stata sviluppata da Haynes International negli anni '50 proprio per rispondere all'esigenza di una lega di nichel che unisse un'eccezionale resistenza all'ossidazione a una buona resistenza strutturale a temperature superiori a 870 °C. Il suo meccanismo di rinforzo è l'indurimento per soluzione solida: grandi atomi di molibdeno e tungsteno disciolti nella matrice di nichel creano distorsioni del reticolo che resistono al movimento di dislocazione alle alte temperature. Poiché l'indurimento per soluzione solida non dipende da fasi di precipitato che si dissolvono a temperature elevate, l'Hastelloy X mantiene il suo meccanismo di rinforzo in modo continuo dalla temperatura ambiente fino al suo limite massimo di esercizio vicino ai 1200 °C.

Inconel 718 (UNS N07718, W.Nr. 2.4668) è stato sviluppato dalla International Nickel Company (INCO) nei primi anni '60 per fornire una superlega induribile per precipitazione con un'eccellente saldabilità — una combinazione che le precedenti leghe di nichel ad alta resistenza come Waspaloy e René 41 non erano in grado di offrire. L'Inconel 718 deriva circa il 70% della sua resistenza dai precipitati gamma doppio prime (γ'', Ni₃Nb) che si formano durante il trattamento termico di invecchiamento controllato. Questo meccanismo di indurimento per precipitazione produce resistenze allo snervamento a temperatura ambiente superiori a 1000 MPa — più del doppio di quanto possa raggiungere l’Hastelloy X — ma questi precipitati iniziano a dissolversi e a trasformarsi al di sopra di circa 650 °C, eliminando progressivamente il meccanismo di rinforzo primario.
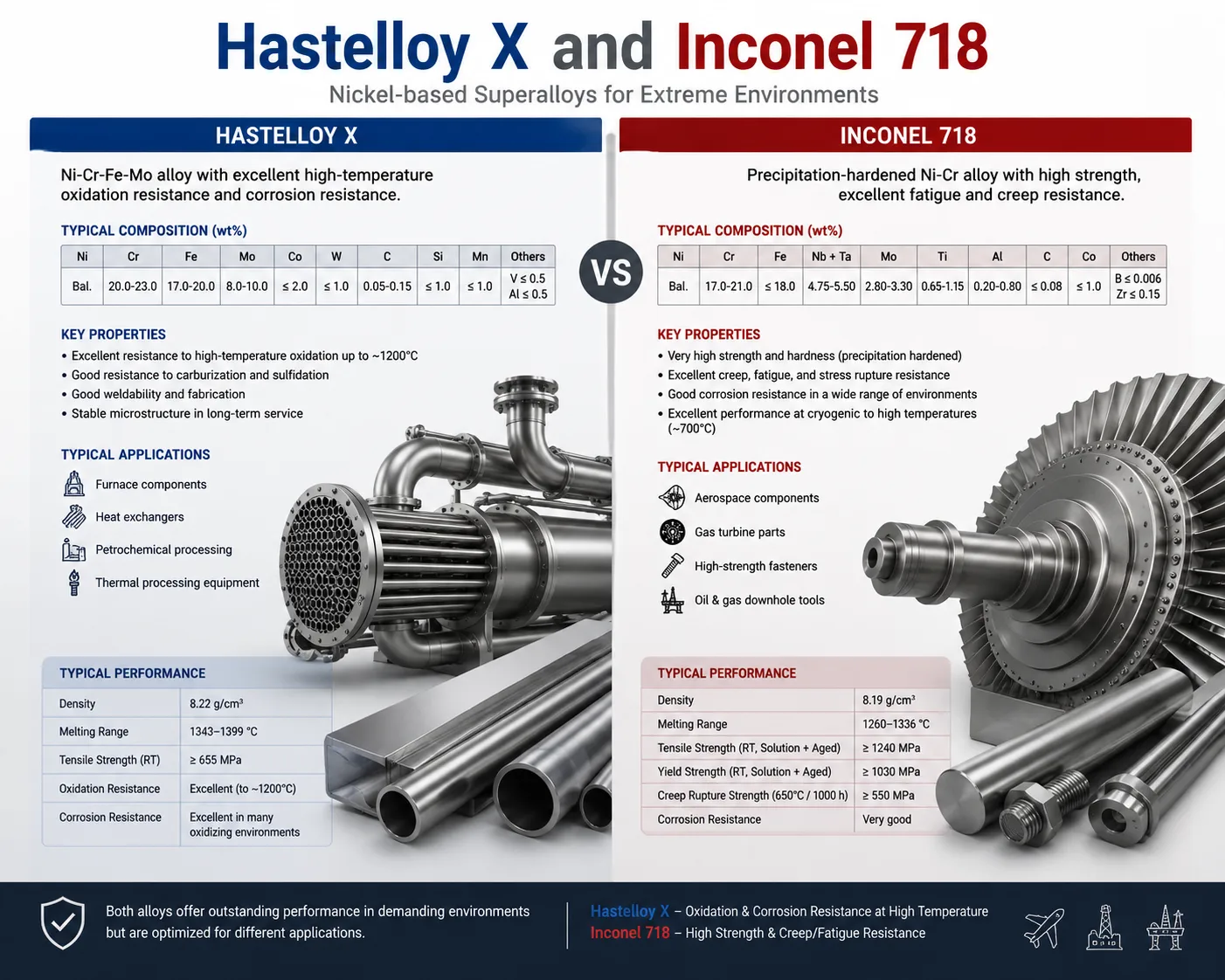
La differenza più significativa tra queste due leghe è il loro intervallo di temperatura di esercizio. L'Inconel 718 è una lega ad alta resistenza destinata a temperature moderate (inferiori a 700 °C). L'Hastelloy X è una lega a resistenza moderata per temperature estreme (da oltre 700 °C fino a 1200 °C). Non si tratta di una sottile differenza di prestazioni, ma di una differenza fondamentale nel meccanismo fisico che garantisce la resistenza, e determina l'idoneità all'applicazione più di qualsiasi altro singolo fattore.
Leggi anche: Produttore di lamiere in Hastelloy X: lamiere per alte temperature certificate AMS 5536
Abbiamo riscontrato numerosi casi in cui i team addetti agli appalti hanno inizialmente specificato l'Inconel 718 per applicazioni ad alta temperatura a causa della sua maggiore resistenza alla trazione nominale, senza rendersi conto che il rafforzamento per precipitazione da cui dipende tale resistenza è termodinamicamente instabile alla temperatura di esercizio prevista. Il risultato è stato un cedimento per scorrimento prematuro dei componenti che erano tecnicamente sovradimensionati in termini di resistenza a temperatura ambiente, ma fondamentalmente sottodimensionati per quanto riguarda la stabilità termica. Questo è esattamente il tipo di errore di selezione che un confronto tecnico strutturato permette di evitare.
Confronto tra le principali classificazioni delle leghe
| Caratteristica | Hastelloy X (N06002) | Inconel 718 (N07718) |
|---|---|---|
| Famiglia di leghe | Superlega rinforzata con soluzione solida | Superlega induribile per precipitazione |
| Meccanismo di rinforzo primario | Soluzione solida (Mo, W, Co in matrice di Ni) | Precipitati γ'' (Ni₃Nb) + γ' (Ni₃Al,Ti) |
| Intervallo di temperatura (uso strutturale) | 650 °C – 1177 °C | Criogenico – 704 °C |
| Temperatura massima di esercizio (continuata) | 1177°C (2150°F) | 704°C (1300°F) |
| Trattamento termico necessario per garantire la resistenza | Nessuna — resistenza allo stato ricotto | Invecchiamento in due fasi: 718 °C/8 ore + 621 °C/8 ore |
| Saldabilità | Ottimo: nessun rischio di fessurazione post-saldatura | Buono — ma rischio di fessurazione dovuta all'invecchiamento del cemento |
| Specifiche delle lamiere AMS | AMS 5536 | AMS 5596 |
| Specifiche delle barre AMS | AMS 5754 | AMS 5662 / AMS 5663 |
| Specifiche ASTM per le barre | ASTM B572 | ASTM B637 |
| Densità (g/cm³) | 8.22 | 8.19 |
| Designazione UNS | N06002 | N07718 |
| Codice materiale europeo | 2.4665 | 2.4668 |
Qual è il confronto tra le composizioni chimiche dell'Hastelloy X e dell'Inconel 718?
Le differenze prestazionali tra queste due leghe sono direttamente riconducibili alla loro composizione chimica. Comprendere il ruolo di ciascun elemento permette non solo di spiegare il comportamento attuale, ma anche di prevedere come ciascuna lega reagirà a specifiche condizioni operative.
Confronto diretto della composizione chimica
| Elemento | Hastelloy X Min (%) | Hastelloy X Max (%) | Inconel 718 Min (%) | Inconel 718 Max (%) |
|---|---|---|---|---|
| Nichel (Ni) | Equilibrio (~47%) | - | 50.00 | 55.00 |
| Cromo (Cr) | 20.5 | 23.0 | 17.00 | 21.00 |
| Ferro (Fe) | 17.0 | 20.0 | Equilibrio (~18%) | - |
| Molibdeno (Mo) | 8.0 | 10.0 | 2.80 | 3.30 |
| Cobalto (Co) | 0.5 | 2.5 | - | 1,00 max |
| Niobio + Tantalio (Nb+Ta) | - | - | 4.75 | 5.50 |
| Titanio (Ti) | - | - | 0.65 | 1.15 |
| Alluminio (Al) | - | 0,40 max | 0.20 | 0.80 |
| Tungsteno (W) | 0.2 | 1.0 | - | - |
| Carbonio (C) | 0.05 | 0.15 | - | 0,08 max |
| Silicio (Si) | - | 1,0 max | - | 0,35 max |
| Manganese (Mn) | - | 1,0 max | - | 0,35 max |
| Boro (B) | - | 0,010 max | - | 0,006 max |
| Fosforo (P) | - | 0,040 max | - | 0,015 max |
| Zolfo (S) | - | 0,030 max | - | 0,015 max |
| Rame (Cu) | - | - | - | 0,30 max |
Cosa comportano nella pratica le diverse scelte compositive
Cromo: 20,5–23% (Hastelloy X) rispetto a 17–21% (Inconel 718)
Il contenuto minimo di cromo più elevato dell'Hastelloy X (20,51% in peso) rispetto a quello dell'Inconel 718 (17,1% in peso) determina la formazione di uno strato protettivo di ossido di Cr₂O₃ significativamente più spesso e stabile a temperature superiori a 700 °C. Questa differenza spiega perché l'Hastelloy X mantiene tassi di ossidazione accettabili fino a 1177 °C, mentre l'Inconel 718 subisce una rapida ossidazione non protetta al di sopra di circa 870 °C in aria.
Molibdeno: 8–10% (Hastelloy X) rispetto a 2,8–3,3% (Inconel 718)
La tripla differenza nel contenuto di molibdeno è la ragione principale per cui l'Hastelloy X mantiene la resistenza strutturale alle alte temperature. Gli atomi di molibdeno sono notevolmente più grandi di quelli di nichel, creando gravi distorsioni del reticolo che ostacolano il movimento delle dislocazioni — il meccanismo fondamentale della deformazione ad alta temperatura. Il minor contenuto di molibdeno dell'Inconel 718 è adeguato per il contributo della soluzione solida a temperature moderate, ma insufficiente a sostenere il carico di rinforzo primario a temperature superiori a 704 °C, dove i precipitati γ'' si dissolvono.
Niobio: 4,75–5,50% (Inconel 718) rispetto a Nessuno (Hastelloy X)
Il niobio è l'elemento caratterizzante dell'Inconel 718 che non è presente nell'Hastelloy X. La fase di precipitato γ'' (Ni₃Nb) formata dal niobio è responsabile di circa il 70% della resistenza a invecchiamento dell'Inconel 718. Questo stesso contenuto di niobio consente la notevole saldabilità dell'Inconel 718 rallentando la cinetica di precipitazione, impedendo un rapido indurimento per invecchiamento nella zona termicamente alterata della saldatura. L'Hastelloy X non contiene niobio perché il suo meccanismo di rinforzo è interamente basato sulla soluzione solida e non richiede precipitazione.
Carbonio: 0,05–0,151% (TP3T, Hastelloy X) contro 0,081% max (TP3T, Inconel 718)
L'Hastelloy X presenta un requisito minimo di carbonio pari allo 0,051%, il che riflette il ruolo benefico della precipitazione di carburi ai bordi dei grani nel mantenimento della resistenza allo scorrimento durante un impiego prolungato ad alte temperature. L'Inconel 718 specifica il carbonio solo come limite massimo (0,081% in peso), riducendo al minimo la formazione di carburi che potrebbero sensibilizzare i bordi dei grani e ridurre la tenacità alla frattura nelle applicazioni aerospaziali in cui il 718 è più comunemente utilizzato.
Ferro: 17–20% (Hastelloy X) contro circa 18% (Inconel 718)
Entrambe le leghe contengono livelli simili di ferro, ma il ferro ha funzioni diverse. Nell'Hastelloy X, l'elevato contenuto di ferro è intenzionale e contribuisce alla formazione della complessa sottostruttura di spinello ferro-cromo che migliora la resistenza all'ossidazione. Nell'Inconel 718, il ferro, in quanto elemento di equilibrio, riduce il costo della materia prima pur partecipando alla matrice che ospita i precipitati γ'' e γ'.
Quali sono le proprietà meccaniche che distinguono l'Hastelloy X dall'Inconel 718 a temperatura ambiente e a temperature elevate?
Il confronto delle proprietà meccaniche tra queste due leghe costituisce la parte tecnicamente più rilevante del presente articolo, poiché determina direttamente quale lega sia più adatta per un determinato carico strutturale e una data condizione di temperatura.
Confronto delle proprietà meccaniche a temperatura ambiente
| Proprietà | Hastelloy X (ricotto in soluzione) | Inconel 718 (ricotto in soluzione) | Inconel 718 (indurito per precipitazione) | Standard di prova |
|---|---|---|---|---|
| Resistenza alla trazione finale | 793 MPa (115 ksi) (valore tipico) | 965 MPa (140 ksi) min | 1275 MPa (185 ksi) min | ASTM E8 |
| 0,2% Resistenza allo snervamento | 352 MPa (51 ksi) (valore tipico) | 550 MPa (80 ksi) min | 1034 MPa (150 ksi) min | ASTM E8 |
| Allungamento in 2" | 43% (valore tipico) | 30% min | 12% min | ASTM E8 |
| Riduzione dell'area | 55% (modello standard) | 35% min | 15% min | ASTM E8 |
| Durezza | 90–95 HRB | Rc 32 standard | Rc 40–44 standard | ASTM E18 |
| Modulo di elasticità | 197 GPa (28,6 Msi) | 200 GPa (29,0 Msi) | 200 GPa (29,0 Msi) | - |
| Limite di resistenza alla fatica | ~250 MPa (trave rotante) | ~450 MPa (trave rotante, invecchiata) | ~600 MPa (trave rotante, invecchiata) | ASTM E466 |
| Prova di impatto Charpy a -196 °C | Superiore a 100 J | Superiore a 80 J | Superiore a 50 J | ASTM E23 |
Il contrasto tra i limiti di snervamento a temperatura ambiente è sorprendente: l'Inconel 718 indurito per precipitazione raggiunge un limite di snervamento minimo di 1034 MPa, quasi tre volte il valore tipico dell'Hastelloy X ricotto in soluzione. Questa differenza consente direttamente di progettare componenti in Inconel 718 con sezioni trasversali più piccole a parità di capacità di carico, riducendo il peso nei motori aeronautici e in altre applicazioni in cui la massa è un fattore critico.
Confronto delle proprietà di resistenza alla trazione a temperature elevate
È proprio da questo confronto che emerge con maggiore chiarezza quale sia la scelta più indicata. I dati riportati di seguito mostrano come le proprietà di ciascuna lega variano al variare della temperatura, mettendo in evidenza il punto di svolta in cui il vantaggio in termini di stabilità dell'Hastelloy X diventa determinante.
| Temperatura | Hastelloy X - Resistenza alla trazione (MPa) | Hastelloy X YS (MPa) | Inconel 718 Resistenza alla trazione (MPa) | Inconel 718 YS (MPa) |
|---|---|---|---|---|
| 21 °C | 793 | 352 | 1380 (età) | 1170 (secolo) |
| 200°C | 724 | 290 | 1310 | 1100 |
| 400°C | 690 | 262 | 1275 | 1070 |
| 538°C | 669 | 248 | 1240 | 1035 |
| 649°C | 648 | 234 | 1170 | 1000 |
| 704°C | 620 | 215 | 1090 | 910 |
| 760°C | 600 | 207 | 870 | 750 |
| 871°C | 483 | 172 | 415 | 310 |
| 982 °C | 310 | 138 | Meno di 200 | Meno di 130 |
| 1093°C | 172 | 97 | Non raccomandato | Non raccomandato |
I dati mettono in luce una serie di aspetti fondamentali per il progettista:
A 704 °C, l'Inconel 718 (invecchiato) mantiene ancora una resistenza alla trazione (UTS) di circa 1090 MPa rispetto ai 620 MPa dell'Hastelloy X: l'Inconel 718 risulta quindi più resistente a questa temperatura. Tuttavia, la resistenza dell'Inconel 718 cala drasticamente al di sopra dei 704 °C con la dissoluzione dei precipitati γ'', mentre il rafforzamento da soluzione solida dell'Hastelloy X è termicamente più stabile. A 871 °C, le due leghe presentano livelli di resistenza comparabili. Al di sopra dei 982 °C, l'Hastelloy X supera chiaramente l'Inconel 718, che non è più adatto all'impiego strutturale.
Confronto tra i dati relativi allo scorrimento e alla rottura per sollecitazione
Per i componenti sottoposti a carico prolungato — dischi di turbina, recipienti a pressione, supporti strutturali — la resistenza alla rottura per scorrimento è un fattore determinante nella progettazione più della resistenza alla trazione a breve termine.
| Temperatura | Hastelloy X: tensione di rottura a 1.000 ore (MPa) | Inconel 718: tensione di rottura a 1.000 ore (MPa) |
|---|---|---|
| 538°C (1000°F) | Più di 500 (senza limitazioni) | 900 (circa) |
| 649°C (1200°F) | Più di 350 | 690 (circa) |
| 704°C (1300°F) | 310 (circa) | 450 (circa) |
| 760°C (1400°F) | 207 | 200 (in rapido calo) |
| 871 °C (1600 °F) | 90 | 55 (gravemente degradato) |
| 982 °C (1800 °F) | 38 | Non adatto |
| 1093°C (2000°F) | 17 | Non adatto |
Il punto di transizione nella resistenza alla rottura per scorrimento si verifica intorno ai 760 °C: al di sopra di questa temperatura, l'Hastelloy X presenta una capacità di carico a lungo termine superiore. Al di sotto dei 760 °C, l'Inconel 718 mantiene una tensione di rottura per scorrimento più elevata. Questa temperatura di transizione costituisce il criterio determinante per la scelta dell'applicazione.
Confronto delle proprietà fisiche
| Proprietà fisica | Hastelloy X | Inconel 718 | Implicazioni ingegneristiche |
|---|---|---|---|
| Densità (g/cm³) | 8.22 | 8.19 | Praticamente identici: nessuna differenza di peso nei modelli equivalenti |
| Conducibilità termica a 100 °C (W/m·K) | 11.7 | 11.4 | Quasi identici — comportamento simile nella gestione termica |
| Espansione termica (21–500 °C, µm/m·°C) | 14.8 | 13.0 | L'Hastelloy X si dilata maggiormente: la progettazione degli spazi liberi deve tenerne conto |
| Espansione termica (21–870 °C, µm/m·°C) | 15.8 | Non applicabile | L'Hastelloy X subisce una notevole dilatazione alle alte temperature di esercizio |
| Modulo di elasticità a 500 °C (GPa) | 180 | 185 | Rigidità pressoché identica a temperature moderate |
| Modulo di elasticità a 870 °C (GPa) | 152 | Non applicabile in modo affidabile | L'Hastelloy X mantiene una rigidità adeguata |
| Carattere magnetico | Non magnetico (FCC) | Sostanzialmente non magnetico (FCC) | Entrambi non magnetici in condizioni standard |
Quali sono le prestazioni dell'Hastelloy X e dell'Inconel 718 in ambienti ossidanti ad alta temperatura?
La resistenza all'ossidazione è senza dubbio il fattore di differenziazione più rilevante tra queste due leghe in condizioni di esercizio ad alta temperatura. La differenza nel comportamento all'ossidazione non è graduale, ma rappresenta una divergenza fondamentale nell'efficacia dei meccanismi di protezione al di sopra di circa 800 °C.
Confronto tra i tassi di ossidazione all'aria
| Temperatura | Aumento di peso dell'Hastelloy X (mg/cm²/1.000 h) | Aumento di peso dell'Inconel 718 (mg/cm²/1.000 h) | Valutazione |
|---|---|---|---|
| 700°C | Meno di 2,0 | Meno di 3,0 | Entrambi adeguati |
| 760°C | 2.0–4.5 | 4.0–8.0 | I vantaggi dell'Hastelloy X stanno venendo alla luce |
| 871°C | 4.5–9.0 | 15–35 | Il chiaro vantaggio dell'Hastelloy X |
| 982 °C | 8.0–18.0 | Guasto improvviso | L'Hastelloy X è di gran lunga superiore |
| 1093°C | 18–40 | Non adatto | È utilizzabile solo l'Hastelloy X |
La differenza nella velocità di ossidazione a 871 °C rappresenta il dato più rilevante dal punto di vista pratico: l’Hastelloy X registra un aumento di peso per ossidazione compreso tra 4,5 e 9,0 mg/cm²/1.000 ore, mentre l’Inconel 718 registra un aumento compreso tra 15 e 35 mg/cm²/1.000 ore — e tale confronto presuppone che l’Inconel 718 mantenga una patina protettiva coerente, cosa che diventa inaffidabile al di sopra di circa 900 °C.
Differenze nei meccanismi di ossidazione
Meccanismo di ossidazione dell'Hastelloy X:
Il contenuto di cromo (20,5–231 Il contenuto di ferro contribuisce alla formazione di uno spinello complesso Ni-Cr-Fe che si forma sotto il Cr₂O₃ primario, rallentando ulteriormente il trasporto di ossigeno. Questa patina stratificata e stabile mantiene la sua funzione protettiva attraverso ripetuti cicli termici — un requisito fondamentale nel servizio delle camere di combustione delle turbine a gas.
Meccanismo di ossidazione dell'Inconel 718:
Il cromo 17–21% contenuto nell'Inconel 718 è sufficiente a formare uno strato protettivo di Cr₂O₃ fino a circa 870 °C. Al di sopra di questa temperatura, due meccanismi compromettono le prestazioni di ossidazione: la patina di Cr₂O₃ inizia a formare CrO₃ volatile in flussi d’aria ad alta velocità a temperature che si avvicinano ai 900 °C, esaurendo la patina protettiva più rapidamente di quanto possa riformarsi; e la dissoluzione della fase γ'' ricca di niobio espone la superficie della lega a condizioni in cui la formazione di NiO e FeO accelera, creando uno strato di ossido poroso e non protettivo. Il risultato netto è un rapido aumento dei tassi di ossidazione al di sopra degli 870 °C che rendono l'Inconel 718 inadatto a un servizio di ossidazione prolungato in questo intervallo di temperatura.
Comportamento alla corrosione a caldo (indotta dai solfati)
Negli ambienti di combustione delle turbine a gas, dove lo zolfo derivante dalla combustione del combustibile si combina con il sale marino aspirato con l'aria in ingresso, la corrosione a caldo (di tipo I a 850–950 °C, di tipo II a 650–750 °C) attacca le superfici delle leghe attraverso un meccanismo diverso dalla semplice ossidazione.
| Tipo di corrosione a caldo | Prestazioni dell'Hastelloy X | Prestazioni dell'Inconel 718 |
|---|---|---|
| Tipo I (850–950 °C, Na₂SO₄) | Bene — Il contenuto di Cr garantisce resistenza | Scadente — protezione insufficiente a questa temperatura |
| Tipo II (650–750 °C, Na₂SO₄ + NiSO₄) | Moderata — attività del cromo ridotta a questa temperatura | Moderato — limitazione simile |
| Corrosione indotta dal vanadio | Moderato — reagisce al pentossido di vanadio | Limitazione analoga a quella dell'Hastelloy X |
Nel caso delle turbine a gas marine o delle turbine industriali alimentate con combustibile contaminato, nessuna delle due leghe garantisce una protezione completa dalla corrosione a caldo senza rivestimenti termici o rivestimenti ambientali. Tuttavia, l'Hastelloy X mantiene meglio l'integrità strutturale in caso di attacchi localizzati di corrosione a caldo, poiché il suo rafforzamento per soluzione solida non viene compromesso dai cambiamenti chimici superficiali, a differenza di quanto accade per la precipitazione γ''.
Leggi anche: Scorte di piastre Inconel 718: Certificato AMS 5596, servizi di taglio a misura
In che modo differisce la saldabilità tra l'Hastelloy X e l'Inconel 718?
La saldabilità è una delle differenze pratiche più rilevanti tra queste due leghe nelle strutture prefabbricate, negli interventi di riparazione e nelle operazioni di assemblaggio. La differenza in termini di saldabilità è talmente significativa da determinare autonomamente la scelta della lega in alcune categorie di applicazioni.
Confronto tra le valutazioni della saldabilità
| Criterio di saldabilità | Hastelloy X | Inconel 718 | Note |
|---|---|---|---|
| Suscettibilità alla fessurazione da HAZ | Molto bassa — ottima resistenza | Moderato — rischio di fessurazione dovuta all'invecchiamento | Differenza fondamentale |
| Fessurazione a caldo del metallo di saldatura | Basso (con metallo di base pulito) | Basso (il niobio aiuta) | Entrambe gestibili con le procedure corrette |
| È necessario preriscaldare | No — solo eliminazione dell'umidità | No — solo eliminazione dell'umidità | Entrambi saldabili senza preriscaldamento |
| È necessario un trattamento termico post-saldatura | Non obbligatorio per la maggior parte delle applicazioni | Non obbligatorio per la prevenzione delle crepe | PWHT facoltativo per entrambi |
| È necessario un ricottura post-saldatura | Consigliato per impieghi in ambienti corrosivi | Si consiglia di consumarlo prima che invecchi per goderne appieno le caratteristiche | Scopi diversi |
| Efficienza della resistenza delle saldature | Oltre 951 TP3T di metallo comune | 85–95% di metallo comune (a seconda delle condizioni) | I vantaggi dell'Hastelloy X nelle strutture metalliche |
| Saldatura di riparazione di componenti in servizio | Ottimo: il riscaldamento non provoca un indurimento | Richiede un'attenta pianificazione — ricottura di ricristallizzazione + invecchiamento | Un vantaggio pratico significativo dell'Hastelloy X |
Il rischio di fessurazione da invecchiamento nell'Inconel 718 durante la saldatura
Il problema più rilevante in termini di saldabilità dell'Inconel 718 è la formazione di cricche da invecchiamento sotto sforzo (SAC) nella zona termicamente alterata della saldatura. Le cricche SAC si verificano quando:
- La zona termicamente alterata (HAZ) della saldatura viene riscaldata e raffreddata all'interno dell'intervallo di temperatura di precipitazione γ'' (593–760 °C).
- Le tensioni residue da saldatura si manifestano contemporaneamente alla precipitazione di γ''.
- La sollecitazione combinata derivante dalla deformazione residua da saldatura e dalla contrazione volumetrica associata alla precipitazione di γ'' supera la duttilità locale del materiale.
La cinetica di precipitazione γ'' più lenta dell'Inconel 718 — la proprietà che lo rende saldabile rispetto a leghe con precipitazione più rapida come il Waspaloy — riduce significativamente ma non elimina il rischio di SAC. Per le saldature a più passaggi in sezioni spesse, o per le saldature su materiale di base già invecchiato, il rischio di SAC aumenta notevolmente. La saldatura dell'Inconel 718 allo stato ricotto in soluzione (prima dell'invecchiamento) riduce drasticamente il rischio di SAC eliminando i precipitati preesistenti che contribuirebbero alla sollecitazione indotta dall'indurimento.
L'Hastelloy X non presenta fasi di precipitazione che possano causare fessurazioni da invecchiamento sotto sforzo. La zona termicamente alterata (HAZ) della saldatura dell'Hastelloy X si ammorbidisce semplicemente e poi si indurisce nuovamente attraverso meccanismi di soluzione solida mentre si riscalda e si raffredda durante il ciclo termico della saldatura, senza alcuna reazione di precipitazione che potrebbe indurre la formazione di cricche. Questa differenza fondamentale rende l'Hastelloy X la scelta preferita in qualsiasi applicazione in cui:
- Nel corso della vita utile sono previste operazioni di saldatura di riparazione.
- La struttura verrà saldata dopo essere stata completamente rinforzata.
- È necessaria la saldatura a più passaggi su sezioni spesse.
- La qualità dei giunti saldati deve essere garantita senza ricorrere a prove di prequalificazione approfondite.
Metalli d'apporto e processi consigliati
| Processo di saldatura | Materiale di apporto Hastelloy X | Corso AWS | Materiale di apporto Inconel 718 | Corso AWS |
|---|---|---|---|---|
| GTAW (TIG): saldatura di radice e di riempimento | Hastelloy W | ERNiMo-3 | Inconel 718 o Inconel 625 | ERNiCrMo-3 |
| GMAW (MIG) | Filo in Hastelloy W | ERNiMo-3 | Filo di Inconel 718 | ERNiCrMo-3 |
| SMAW (bastone) | Elettrodo in Hastelloy W | ENiMo-3 | Elettrodo in Inconel 718 | ENiCrFe-7 |
| PAW (plasma) | ERNiMo-3 | ERNiMo-3 | ERNiCrMo-3 | ERNiCrMo-3 |
| Metalli dissimili (X a 718) | ERNiCrMo-3 (metallo d'apporto 625) | ERNiCrMo-3 | ERNiCrMo-3 (metallo d'apporto 625) | ERNiCrMo-3 |
Per i giunti tra metalli dissimili tra Hastelloy X e Inconel 718 — presenti nelle zone di transizione tra le sezioni ad alta temperatura e quelle a temperatura moderata dei motori a turbina a gas — il materiale d'apporto Inconel 625 (ERNiCrMo-3) offre il miglior equilibrio tra compatibilità con entrambi i metalli di base e adeguata resistenza alla corrosione e all'ossidazione in tutto il giunto.
Confronto tra i trattamenti termici post-saldatura
| Scenario PWHT | Requisiti relativi all'Hastelloy X | Requisiti per l'Inconel 718 |
|---|---|---|
| Saldatura strutturale, impiego in ambiente non corrosivo | Facoltativo — accettabile così com'è dopo la saldatura | Opzionale — accettabile così com'è per molte applicazioni |
| Saldatura strutturale, impiego in ambienti corrosivi o con acidi fluoridici | Si consiglia un trattamento di ricottura a 1163 °C | Si consiglia di effettuare un trattamento termico di ricottura prima della messa in servizio |
| Saldatura seguita da impiego ad alta temperatura | Non è necessario il trattamento termico post-saldatura (PWHT) — ricottura in servizio | Soluzione: ricottura + invecchiamento, se sono richieste tutte le proprietà |
| Saldatura di riparazione su un componente usurato | Si consiglia un ricottura di soluzione per ripristinare la duttilità | È necessario un trattamento di ricottura + invecchiamento per ottenere tutte le proprietà |
| Giunto saldato critico nel settore aerospaziale | Riscaldamento di ricristallizzazione secondo le specifiche di processo applicabili | Treatments di ricottura + invecchiamento per precipitazione secondo la norma AMS 2774 |
Quali protocolli di trattamento termico si applicano a ciascuna lega?
I requisiti relativi al trattamento termico costituiscono una delle principali differenze pratiche tra l'Hastelloy X e l'Inconel 718 in termini di complessità di produzione, durata del ciclo e costi.
Requisiti per il trattamento termico dell'Hastelloy X
L'Hastelloy X richiede un unico trattamento termico di ricottura in soluzione durante l'intero ciclo di lavorazione e di utilizzo:
Ricottura della soluzione standard:
- Temperatura: 1163 °C ±14 °C (2125 °F ±25 °F).
- Tempo: almeno 10 minuti per ogni 25 mm (1") di spessore della sezione.
- Raffreddamento: tempra rapida in acqua o raffreddamento rapido ad aria.
- Scopo: scioglie tutte le fasi precipitate; determina le proprietà meccaniche certificate; elimina la fase sigma.
- Frequenza: una volta per ogni ciclo di lavorazione del materiale; da ripetere dopo qualsiasi intervento a caldo o saldatura.
Non è richiesto, raccomandato né possibile alcun trattamento termico aggiuntivo che aumenti in modo significativo la resistenza dell'Hastelloy X rispetto allo stato di ricottura di solubilizzazione. La lega non può essere indurita per precipitazione: si tratta di una caratteristica intrinseca del materiale, non di una limitazione.
Requisiti per il trattamento termico dell'Inconel 718
L'Inconel 718 richiede un trattamento termico più complesso e accuratamente programmato per sviluppare appieno le proprie proprietà meccaniche:
Fase 1: Ricottura della soluzione (se non si è già in Condizione A):
- Temperatura: 980 °C ±14 °C (1800 °F ±25 °F) per i prodotti standard.
- Tempo: almeno 1 ora per ogni centimetro di sezione trasversale.
- Raffreddamento: Raffreddamento rapido ad aria o ad acqua.
Fase 2 — Prima età (sequenza di doppia età):
- Temperatura: 718 °C ±8 °C (1325 °F ±15 °F)
- Tempo: 8 ore
- Raffreddamento: raffreddare il forno a una velocità di 55 °C all'ora (100 °F all'ora) fino alla temperatura di secondo invecchiamento.
Fase 3: Seconda Era:
- Temperatura: 621 °C ±8 °C (1150 °F ±15 °F)
- Tempo: 8 ore
- Raffreddamento: Raffreddamento ad aria a temperatura ambiente
Confronto tra complessità e costi dei trattamenti termici
| Fattore | Hastelloy X | Inconel 718 |
|---|---|---|
| Numero di fasi di trattamento termico | 1 (solo ricottura in soluzione) | 3 (ricottura di soluzione + due fasi di invecchiamento) |
| Tempo totale di cottura | 1–4 ore (a seconda delle dimensioni della sezione) | minimo 18–24 ore |
| Precisione richiesta della temperatura del forno | ±14 °C | ±8 °C (le fasi di invecchiamento richiedono un controllo più rigoroso) |
| Specifiche tecniche di riferimento AMS | AMS 2774 (sezione di ricottura in soluzione) | AMS 2774 (sezione dedicata all'indurimento completo per precipitazione) |
| Trattamento termico successivo alla fabbricazione | Se necessario, eseguire un semplice ricottura di ricristallizzazione | Ricottura completa di ricristallizzazione + invecchiamento (16–20 ore in più) |
| Indice dei costi del trattamento termico | 1.0 (linea di base) | 2,5–3,5 (rispetto all'Hastelloy X) |
| Rischio di alterazione delle caratteristiche del prodotto a seguito della lavorazione | Basso | Moderato — richiede un controllo accurato della temperatura |
La differenza nella complessità del trattamento termico comporta conseguenze pratiche che vanno oltre il semplice costo. I componenti realizzati in Inconel 718 che richiedono una saldatura di riparazione dopo la produzione iniziale devono essere sottoposti a un nuovo ricottura di dissoluzione (per eliminare qualsiasi rischio di fessurazione da invecchiamento sotto sforzo) e quindi a un nuovo invecchiamento attraverso il ciclo completo di doppio invecchiamento prima di poter essere rimessi in servizio. Un singolo ciclo di riparazione su un componente in Inconel 718 richiede oltre 20 ore di tempo in forno di precisione. Un ciclo di riparazione equivalente su un componente in Hastelloy X richiede solo 2-4 ore di tempo in forno per il ricottura di soluzione post-riparazione.
In quali settori e per quali applicazioni specifiche si utilizzano l'Hastelloy X e l'Inconel 718?
La ripartizione delle applicazioni tra queste due leghe rispecchia fedelmente gli intervalli di temperatura di esercizio, con nette preferenze specifiche del settore che si sono consolidate nel corso di decenni di esperienza sul campo.
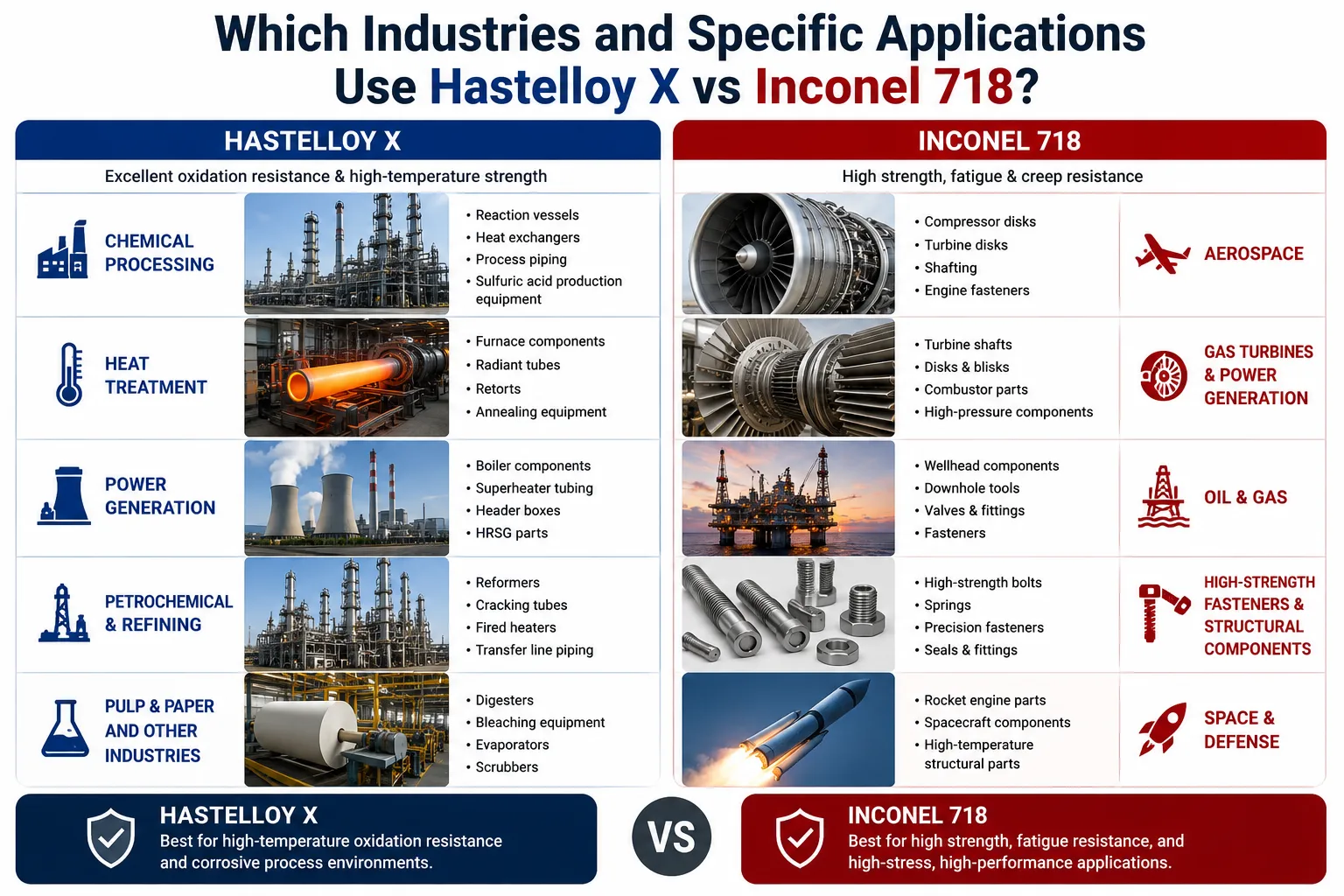
Applicazioni dei motori a turbina a gas nel settore aerospaziale
| Area motori | Temperatura tipica del metallo | Selezione del materiale | Motivazione |
|---|---|---|---|
| Disco della ventola / disco del compressore | 200–400 °C | Inconel 718 | È richiesta la massima resistenza; basse temperature |
| Pale del compressore (stadi anteriori) | 200–500 °C | Inconel 718 | Elevata sollecitazione centrifuga; temperatura moderata |
| Pale del compressore (stadi posteriori) | 400-600°C | Inconel 718 | Elevata sollecitazione a temperature elevate |
| Carter dei compressori | 300–500 °C | Inconel 718 | Contenimento delle sollecitazioni circolari |
| Rivestimento della camera di combustione | 700-950°C | Hastelloy X | Gas di combustione ossidante; cicli termici |
| Cupola del bruciatore | 750–1000 °C | Hastelloy X | Temperatura massima raggiunta nella camera di combustione |
| Condotto di transizione | 900–1100 °C | Hastelloy X | Percorso del gas caldo; nessun carico meccanico |
| Disco della turbina (bassa pressione) | 400–700 °C | Inconel 718 | Elevata sollecitazione centrifuga; temperatura nell'intervallo del 718 |
| Disco della turbina (alta pressione) | 600–800 °C | Waspaloy o René 41 | La temperatura supera il limite di 718 °C; è necessaria una resistenza maggiore |
| Pala della turbina (alta pressione) | 900–1100 °C+ | Leghe a solidificazione direzionale o monocristalline | Supera le prestazioni sia dell'Hastelloy X che del 718 |
| Carter di scarico della turbina | 500–800 °C | Hastelloy X oppure Inconel 625 | Temperatura moderata; grande struttura prefabbricata |
Questa tabella mostra come queste due leghe siano impiegate in diverse zone del motore anche all'interno di una singola turbina a gas: l'Inconel 718 nella parte fredda (compressore, disco anteriore), l'Hastelloy X nella parte calda (camera di combustione) e leghe con prestazioni più elevate nelle zone ad altissima temperatura (pale della turbina HP).
Applicazioni nel settore petrolifero e del gas
| Applicazione | Condizioni di funzionamento | Lega preferita | Motivo |
|---|---|---|---|
| Molle per teste di pozzo e componenti interni delle valvole | H₂S, cloruri, 25–200 °C | Inconel 718 (certificato NACE) | Resistenza + conformità alle norme sul gas acido |
| Molle per valvole di sicurezza sotterranee | H₂S, alta pressione, fino a 200 °C | Inconel 718 o Hastelloy C276 | Requisiti relativi al carico elastico; impiego in ambienti corrosivi |
| Alloggiamenti per utensili di perforazione | Alta pressione, temperatura moderata | Inconel 718 | Elevata resistenza; temperatura entro i limiti previsti |
| Componenti della punta del camino di scarico | Gas di combustione, 600–900 °C | Hastelloy X | Ambiente ossidante ad alta temperatura |
| Supporti dei tubi del generatore di calore bruciati | 700–900 °C | Hastelloy X | Supporto strutturale in ambiente di forno |
| Componenti del raffreddatore di gas di processo | Impiego in ambienti corrosivi a temperature comprese tra 400 e 600 °C | Inconel 718 o Inconel 625 | Resistenza alla corrosione a temperature moderate |
Applicazioni industriali e nel settore della produzione di energia
| Categoria di applicazione | Hastelloy X | Inconel 718 |
|---|---|---|
| Componenti interni di forni industriali (oltre 700 °C) | Materiale standard | Non idoneo — guasto da ossidazione |
| Supporti per forni di trattamento termico | Preferibile a temperature superiori a 800 °C | Preferibile al di sotto dei 600 °C |
| Raccordi per turbine a gas (industriali) | Standard | Non adatto a temperature superiori a 800 °C |
| Elementi di fissaggio per motori aeronautici (compressore) | Non ottimale — resistenza inferiore | Lega standard ad alte prestazioni per elementi di fissaggio |
| Componenti per valvole criogeniche | Applicazione non tipica | Ottimo — FCC, nessuna transizione duttile-fragile |
| Componenti interni dei reattori nucleari | Alcune applicazioni | Principale campo di applicazione: componenti per recipienti a pressione |
| Impianti medici che richiedono resistenza | Non tipico | Alcuni componenti di precisione |
Qual è il confronto tra le caratteristiche di lavorazione e i costi di produzione?
Entrambe le leghe sono considerate difficili da lavorare rispetto all'acciaio al carbonio, ma presentano difficoltà specifiche diverse che influiscono sulla scelta degli utensili, sui parametri di taglio e sul costo complessivo della lavorazione.
Confronto dei parametri di lavorazione
| Operazione di lavorazione | Parametri raccomandati per l'Hastelloy X | Parametri dell'Inconel 718 (ricotto) | Parametri dell'Inconel 718 (invecchiato) |
|---|---|---|---|
| Tornitura grossolana (carburo) | 25–50 SFM; 0,008–0,018 IPR in ingresso | 30–60 SFM; 0,008–0,018 IPR | 20–40 SFM; 0,006–0,015 IPR |
| Finitura di tornitura (carburato) | 50–100 SFM; 0,003–0,008 IPR | 60–120 SFM; 0,003–0,008 IPR | 30–80 SFM; 0,002–0,006 IPR |
| Sgrossatura (fresa in metallo duro) | 20–40 SFM; 0,002–0,005"/dente | 25–50 SFM; 0,002–0,005"/dente | 15–35 SFM; 0,001–0,004"/dente |
| Foratura (carburante o HSS-Co) | 10–20 SFM; 0,002–0,005 IPR | 12–25 SFM; 0,002–0,005 IPR | 8–18 SFM; 0,001–0,004 IPR |
| Durata relativa dell'utensile | Moderato | Buono (ricotto); Scadente (invecchiato) | Scadente — 30–50% di durata dell'utensile ricotto |
| Fabbisogno di liquido di raffreddamento | Irrigazione ad alta pressione indispensabile | Irrigazione ad alta pressione indispensabile | Alta pressione, portata massima |
| Tendenza all'indurimento del lavoro | Alto | Moderato-alto | Molto alto |
| Indice di lavorabilità relativa | 25–30% in acciaio a lavorabilità facilitata | 35–40% ricotto; 20–25% invecchiato | 20–25% di acciaio a lavorabilità facilitata |
L'Inconel 718 invecchiato è una delle leghe più difficili da lavorare nella produzione commerciale: la sua durezza di 40–44 Rc e l'elevata durezza a caldo, unite a un rapido incrudimento, determinano condizioni di forte usura degli utensili. La pianificazione della sequenza di lavorazione per i componenti in Inconel 718 raccomanda generalmente di eseguire la massima asportazione di materiale possibile allo stato ricotto in soluzione prima del trattamento termico di invecchiamento finale, riservando alla fase di lavorazione post-invecchiamento solo le passate di finitura e quelle critiche per la tolleranza.
L'Hastelloy X, pur non essendo facile da lavorare, presenta una difficoltà più costante che non varia a seconda delle condizioni di trattamento termico (poiché la lega ha un'unica condizione) ed è leggermente meno impegnativo dell'Inconel 718 invecchiato in termini di tasso di usura degli utensili.
Confronto tra gli indici dei costi di produzione
| Fattore di costo | Hastelloy X | Inconel 718 (ricotto + invecchiato) |
|---|---|---|
| Costo delle materie prime (per libbra, rapporto approssimativo) | 1.0 - versione di riferimento | 0,85–1,1 (contenuto di nichel simile; leghe diverse) |
| Costo del trattamento termico | Basso — ricottura singola | Elevato — sequenza in tre fasi, 18–24 ore |
| Costo di lavorazione (pezzo equivalente) | Moderato-alto | Elevata (ricotta); Molto elevata (invecchiata) |
| Costi di saldatura e lavorazione | Moderato | Medio-alto (il PWHT e il re-invecchiamento comportano un costo aggiuntivo) |
| Tasso di scarto (difetti di saldatura) | Basso | Moderato (rischio di criccatura delle ZTA) |
| Costo delle rilavorazioni post-saldatura | Basso | Da moderato a elevato (in caso di SAC) |
| Indice del costo totale di produzione | 1.0 | 1,3–1,8 (a seconda della complessità dei componenti) |
Per le strutture in lamiera lavorata — rivestimenti di camere di combustione, schermi termici, condotti di transizione — l'Hastelloy X offre un costo totale di produzione inferiore poiché non richiede trattamenti termici di invecchiamento e presenta una saldabilità superiore che riduce le rilavorazioni. Per i componenti lavorati che richiedono la massima resistenza a temperatura ambiente — dischi del compressore, dischi della turbina, elementi di fissaggio di precisione — il vantaggio in termini di resistenza dell'Inconel 718 giustifica il costo di fabbricazione più elevato.
Quali sono le forme disponibili del prodotto e le specifiche tecniche applicabili?
Entrambe le leghe sono disponibili in tutte le forme standard dei prodotti lavorati, ma le specifiche di riferimento differiscono e la disponibilità di dimensioni non standard varia da una all'altra.
Moduli dei prodotti e confronto delle specifiche
| Forma del prodotto | Specifiche dell'Hastelloy X | Specifiche tecniche dell'Inconel 718 | Note |
|---|---|---|---|
| Lastre e piastre | AMS 5536 / ASTM B435 | AMS 5596 / ASTM B670 | Entrambi sono facilmente reperibili |
| Barra e tondino | AMS 5754 / ASTM B572 | AMS 5662 / ASTM B637 | Entrambi disponibili presso i distributori |
| Tubi senza saldatura | AMS 5587 | AMS 5589 | Entrambi disponibili nelle misure standard |
| Tubi saldati | AMS 5588 | AMS 5590 | Entrambi disponibili |
| Forgiati | AMS 5754 (barra per forgiatura) | AMS 5662 (barra per forgiatura) | I pezzi forgiati per il settore aerospaziale richiedono la qualificazione da parte degli OEM |
| Filo per saldatura | AMS 5798 (ERNiMo-3) | AMS 5832 (ERNiCrFe-6) | Diverse famiglie di riempitivi — non intercambiabili |
| Elettrodi rivestiti | ENiMo-3 | ENiCrFe-7 | Diverse classificazioni |
| Polvere (produzione additiva) | Disponibile presso rivenditori specializzati | AMS 7000 / ASTM F3055 | 718, versione più standardizzata per AM |
Disponibilità delle scorte presso MWalloys
Noi di MWalloys disponiamo di scorte certificate sia di Hastelloy X che di Inconel 718 nelle forme e nelle dimensioni più comuni. Gli articoli standard disponibili a magazzino per la spedizione entro la settimana includono:
Hastelloy X (AMS 5536/5754):
- Lamiere: spessore 0,5–6,0 mm, larghezze standard 24", 36", 48".
- Lamiere: spessore 6,0–25 mm, dimensioni standard.
- Barra tonda: diametro 12–150 mm, lunghezze variabili.
Inconel 718 (AMS 5596/5662):
- Lamiere: spessore 3,0–50 mm, dimensioni standard.
- Barra tonda: diametro 12–200 mm, ricotta o indurita per precipitazione.
- Lamiere: spessore 0,5–4,76 mm in larghezze standard.
Le dimensioni non standard vengono fornite da acciaierie qualificate con tempi di consegna che variano solitamente dalle 4 alle 8 settimane, a seconda della forma e delle dimensioni specifiche.
Qual è il confronto tra Hastelloy X e Inconel 718 in termini di resistenza alla corrosione?
La resistenza alla corrosione in ambiente acquoso raramente costituisce il criterio di scelta principale tra queste due leghe — entrambe vengono selezionate principalmente per le loro prestazioni termiche — ma comprenderne il comportamento alla corrosione consente di evitare un impiego improprio in ambienti in cui la corrosione potrebbe rappresentare un meccanismo di cedimento secondario.
Confronto della resistenza alla corrosione in ambiente acquoso
| Ambiente corrosivo | Hastelloy X | Inconel 718 | La scelta preferita |
|---|---|---|---|
| Acqua di mare (fluente) | Ottimo — Il Cr + Mo garantisce resistenza | Buono — adeguato per un utilizzo moderato | Simili; si consiglia invece di prendere in considerazione il Monel 400 o il 625 |
| Cricca da tensocorrosione da cloruro | Buona resistenza | Buona resistenza (matrice FCC) | Entrambi accettabili |
| Impianti con presenza di H₂S (NACE MR0175) | Idoneo (si applica il limite di durezza) | Qualificato (max 40 HRC) | Entrambi in possesso della qualifica NACE |
| Acidi ossidanti (HNO₃) | Buono — Pellicola passiva Cr | Buono — Pellicola passiva Cr | Entrambi simili |
| Acido fluoridrico | Moderato | Moderato | Nessuna delle due soluzioni è ottimale: prendete in considerazione il Monel 400 |
| Acido solforico (diluito) | Buono | Buono | Simile |
| Soda caustica (NaOH) | Eccellente | Eccellente | Entrambi adeguati |
| Corrosione interstiziale in acqua di mare | Moderato — Mo inferiore rispetto al C276 | Moderato | Nessuna delle due soluzioni è ideale per l'impiego in fessure molto strette |
| Corrosione intergranulare (sensibilizzazione) | Basso rischio — emissioni di carbonio controllate | Rischio basso — Stabilizzazione dell'Nb | Entrambi buoni |
Né l'Hastelloy X né l'Inconel 718 sono leghe principalmente resistenti alla corrosione, come invece lo sono l'Hastelloy C276 o l'Inconel 625. Entrambe offrono un'adeguata resistenza alla corrosione per gli ambienti di impiego strutturale ad alta temperatura a cui sono destinate, ma nessuna delle due dovrebbe essere scelta principalmente per la resistenza alla corrosione acquosa aggressiva quando sono disponibili e opportunamente specificate alternative come l'Hastelloy C276 o il Monel 400.
Qual è la differenza di costo tra l'Hastelloy X e l'Inconel 718?
I costi delle materie prime per entrambe le leghe variano in base ai prezzi del nichel sul London Metal Exchange, ma le differenze relative tra i due sono più stabili e dipendono dalla composizione della lega e dalla complessità del processo di lavorazione.
Analisi dei fattori di costo
| Fattore di costo | Hastelloy X | Inconel 718 | Note |
|---|---|---|---|
| Principali fattori di costo | Ni + alto contenuto di Mo (8–10%) | Ni + Nb (4,75–5,50%) | Sia il Mo che il Nb incidono in modo significativo sui costi |
| Andamento tipico dei prezzi delle materie prime | 1,0–1,15× leghe equivalenti all'acciaio al carbonio | 0,85–1,05× rispetto all'Hastelloy X | I costi dei materiali sono sostanzialmente simili; è la lavorazione a fare la differenza |
| Costo del trattamento termico | Basso — ricottura in soluzione singola | Alto — sequenza in tre fasi | Notevole differenza di costo nel componente finito |
| Costo di lavorazione per pezzo equivalente | Moderato | Elevato (soprattutto con l'invecchiamento) | Ideale per pezzi lavorati complessi |
| Costi di saldatura e lavorazione | Moderato | Moderata-Elevata (complessità del trattamento termico post-saldatura) | Differenza significativa nelle lavorazioni complesse |
| Costo complessivo del componente finito (geometria equivalente) | Linea di base | da 1,2 a 1,8 volte, a seconda della complessità | Prezzo più elevato per i componenti complessi in Inconel 718 |
Il confronto dei costi varia notevolmente a seconda del tipo di componente. Per i semplici componenti ricavati da barre lavorate, in cui il costo del trattamento termico rappresenta una piccola parte del costo totale del pezzo, l'Inconel 718 e l'Hastelloy X possono avere costi finali simili. Per i complessi assemblaggi in lamiera lavorata che richiedono saldature estese, il vantaggio di saldabilità dell'Hastelloy X può ridurre il costo totale di fabbricazione nonostante l'eventuale sovrapprezzo della materia prima.
Come si fa a scegliere definitivamente tra queste due leghe?
Il quadro di riferimento per la selezione riportato di seguito offre un processo decisionale strutturato che tiene conto di tutti i fattori tecnici discussi nel corso di questo articolo.
Schema decisionale per la scelta tra Hastelloy X e Inconel 718
Fase 1: Temperatura massima di esercizio:
Se la temperatura massima del metallo del componente in qualsiasi momento del ciclo di funzionamento supera i 704 °C:
Escludere l'Inconel 718 dalla selezione. Il precipitato γ'' inizia a dissolversi al di sopra dei 650 °C e scompare quasi completamente a 704 °C. Al di sopra di questa temperatura, l'Inconel 718 perde ogni vantaggio in termini di resistenza derivante dall'indurimento per precipitazione.
Fase 2: Carico statico a temperatura:
Se il componente è sottoposto a sollecitazioni meccaniche prolungate (pressione, forza centrifuga, forza di gravità) a temperature superiori a 760 °C:
Si raccomanda l'uso dell'Hastelloy X. La sua resistenza allo scorrimento in soluzione solida a queste temperature supera quella dell'Inconel 718 residuo di un fattore che nessuna soluzione ingegneristica è in grado di compensare.
Fase 3: Requisiti relativi all'atmosfera ossidante:
Se il componente è esposto all'aria, a gas di combustione o ad atmosfere ossidanti a temperature superiori a 800 °C:
Specificare Hastelloy X. L'Inconel 718 è soggetto a un'ossidazione troppo rapida, che compromette l'integrità dimensionale e lo stato della superficie.
Fase 4: Requisiti di resistenza massima:
Se il vincolo progettuale principale è la resistenza allo snervamento a temperatura ambiente o a temperature moderate (inferiori a 600 °C) — componenti a disco, elementi di fissaggio per carichi elevati, pezzi lavorati soggetti a pressioni critiche:
Si raccomanda l'uso dell'Inconel 718. Il suo limite di snervamento indurito per precipitazione, pari ad almeno 1034 MPa, non ha eguali nell'Hastelloy X, che si attesta tra i 310 e i 380 MPa.
Fase 5: Valutazione delle strutture saldate:
Se il componente richiede lavorazioni di saldatura complesse, interventi di riparazione in loco o saldature a più passaggi su sezioni di grandi dimensioni:
Si consiglia di utilizzare l'Hastelloy X per la sua maggiore saldabilità e l'assenza di rischio di fessurazione da invecchiamento sotto sforzo. Se per motivi di resistenza è necessario utilizzare l'Inconel 718, assicurarsi che la procedura di saldatura preveda l'uso di metallo di base ricotto in soluzione e protocolli qualificati per il trattamento termico post-saldatura (PWHT).
Matrice riassuntiva della selezione finale
| Condizione di applicazione | Lega consigliata | Ragionamento critico |
|---|---|---|
| Temperatura del metallo mantenuta al di sopra dei 760 °C | Hastelloy X | La dissoluzione γ'' elimina la resistenza 718 |
| Atmosfera ossidante a temperature superiori a 800 °C | Hastelloy X | 718: tasso di ossidazione inaccettabile |
| Rivestimento o cupola della camera di combustione di una turbina a gas | Hastelloy X | Requisiti termici e di ossidazione |
| Componenti interni dei forni industriali | Hastelloy X | Funzionamento continuo ad alta temperatura |
| Disco del compressore di una turbina a gas | Inconel 718 | Sollecitazione centrifuga massima al di sotto dei 700 °C |
| Elementi di fissaggio ad alta resistenza (a temperature inferiori a 600 °C) | Inconel 718 | Limite di snervamento 3× Hastelloy X |
| Componenti degli strumenti HPHT per pozzi | Inconel 718 | Alta pressione + conformità NACE |
| Gruppo camera di combustione saldata | Hastelloy X | Saldabilità + temperatura |
| Valvola o recipiente criogenico | Inconel 718 | FCC + buona tenacità alle basse temperature |
| Componenti per contenitori nucleari | Inconel 718 | Elevata resistenza meccanica + resistenza alle radiazioni |
| Saldature di riparazione su componenti in servizio | Hastelloy X | Non è necessario un nuovo invecchiamento; nessun rischio di SAC |
| Zona di transizione termica (400–700 °C) | Dipendente dall'applicazione | Confronta i dati relativi allo scorrimento a una temperatura specifica |
Domande frequenti: Hastelloy X vs Inconel 718
1: Qual è la differenza massima di temperatura tra l'Hastelloy X e l'Inconel 718 in applicazioni strutturali?
L'Hastelloy X può resistere a temperature di esercizio fino a circa 1177 °C (2150 °F) in atmosfere ossidanti, mentre il limite pratico di impiego strutturale dell'Inconel 718 è di 704 °C (1300 °F) — una differenza di circa 473 °C che definisce i loro ambiti di applicazione principali, del tutto non sovrapposti. Al di sopra dei 704 °C, la fase di precipitato γ'' (Ni₃Nb) nell'Inconel 718 inizia a dissolversi in modo significativo, eliminando progressivamente l'indurimento per precipitazione che rappresenta il 70% della resistenza a invecchiamento della lega. A 871 °C, la resistenza alla trazione dell'Inconel 718 è scesa a circa 415 MPa — al di sotto dei 483 MPa dell'Hastelloy X alla stessa temperatura — e la sua resistenza alla rottura per scorrimento è scesa a livelli che rendono impraticabile l'uso strutturale prolungato per la maggior parte dei progetti portanti. L'Hastelloy X, che si basa sull'indurimento in soluzione solida termicamente stabile derivante dal molibdeno e dal tungsteno, mantiene il suo meccanismo di rafforzamento in modo continuo senza dissoluzione dei precipitati per tutto il suo intervallo di esercizio. Per la zona di transizione tra 650 °C e 760 °C, entrambe le leghe possono essere tecnicamente specificate e la scelta dovrebbe basarsi su requisiti specifici di rottura per scorrimento, esigenze di resistenza all’ossidazione e metodo di fabbricazione: un’attenta analisi ingegneristica piuttosto che un semplice confronto delle soglie di temperatura.
2: È possibile sostituire l'Hastelloy X con l'Inconel 718 nei rivestimenti delle camere di combustione delle turbine a gas?
No! L'Inconel 718 non può sostituire l'Hastelloy X nei rivestimenti delle camere di combustione delle turbine a gas, poiché le temperature del metallo in servizio (700–950 °C) superano la resistenza termica del meccanismo di indurimento per precipitazione dell’Inconel 718 e poiché la resistenza all’ossidazione dell’Inconel 718 alle temperature della camera di combustione è insufficiente per garantire una durata accettabile del componente. Questa sostituzione viene talvolta proposta come misura di contenimento dei costi quando le lastre di Hastelloy X presentano tempi di consegna prolungati, ma rappresenta un errore fondamentale di ingegneria dei materiali piuttosto che un compromesso ragionevole. A una temperatura del metallo della camera di combustione di 900 °C, l'Inconel 718 subirebbe velocità di ossidazione da 3 a 5 volte superiori rispetto all'Hastelloy X, consumando lo spessore della parete a una velocità tale da ridurre la durata del componente del 60–80%. Inoltre, qualsiasi indurimento residuo da precipitazione nell’Inconel 718 si dissolverebbe durante il funzionamento iniziale della camera di combustione, lasciando il rivestimento in una condizione di sovrainvecchiamento e rammollimento con una resistenza allo scorrimento significativamente inferiore al previsto. La sostituzione inversa — l’uso dell’Hastelloy X dove è specificato l’Inconel 718 in un’applicazione ad alta resistenza e bassa temperatura — è tecnicamente possibile in termini di resistenza termica, ma comporta una resistenza inadeguata che richiederebbe una riprogettazione completa con sezioni trasversali più ampie. Nessuna delle due sostituzioni è consigliabile senza un’analisi ingegneristica approfondita.
3: Quale lega presenta una maggiore resistenza alla fatica: l'Hastelloy X o l'Inconel 718?
L'Inconel 718 allo stato indurito per precipitazione presenta una resistenza alla fatica notevolmente superiore rispetto all'Hastelloy X a temperatura ambiente e a temperature inferiori a 600 °C, con limiti di resistenza a prova di trazione su provino rotante circa 2–2,5 volte superiori a quelli dell'Hastelloy X — ma a temperature superiori a 750 °C, dove lo stress termico ciclico causa fatica nei componenti della camera di combustione, l’Hastelloy X dimostra una durata a fatica termica superiore grazie alla sua microstruttura termicamente stabile e all’eccellente duttilità a temperatura elevata. Il confronto delle prestazioni a fatica dipende quindi interamente dal meccanismo di fatica e dalla temperatura: per la fatica meccanica (componenti rotanti, elementi strutturali sottoposti a carichi ciclici) al di sotto dei 700 °C, l’Inconel 718 invecchiato risulta chiaramente vincente. Per la fatica termica (rivestimenti di camere di combustione, scudi termici, pannelli di forni sottoposti a cicli termici con ampi intervalli di temperatura), l'Hastelloy X prevale grazie alla combinazione di un'adeguata duttilità alle alte temperature, una microstruttura stabile durante i cicli termici e una patina protettiva di ossido aderente che resiste alla spallazione termica. I dati di meccanica della frattura confermano questa distinzione: la maggiore resistenza dell'Inconel 718 comporta una dimensione critica del difetto più piccola a temperature più basse (vantaggiosa per la progettazione in condizioni di fatica ad alto numero di cicli), mentre l'elevata duttilità dell'Hastelloy X a temperatura (allungamento 43–75% nell'intero intervallo di esercizio) fa sì che le cricche si propaghino più lentamente per ciclo termico nel servizio in camera di combustione.
4: Quale dei due, l'Hastelloy X o l'Inconel 718, è più facile da saldare in contesti produttivi?
L'Hastelloy X è notevolmente più facile da saldare in contesti produttivi rispetto all'Inconel 718, principalmente perché l'Hastelloy X non presenta il meccanismo di indurimento per precipitazione che nell'Inconel 718 comporta il rischio di fessurazione da invecchiamento sotto sforzo nelle zone termicamente alterate delle saldature — L'Hastelloy X può essere saldato in qualsiasi condizione senza una preparazione pre-saldatura specializzata e non richiede un invecchiamento post-saldatura per ripristinare la resistenza. Nella pratica della saldatura industriale, la differenza si manifesta con maggiore evidenza in tre situazioni: la saldatura a più passaggi su sezioni spesse (dove il rischio di fessurazione nella zona termicamente alterata (HAZ) dell'Inconel 718 aumenta con ogni passaggio successivo), la saldatura di riparazione di componenti in servizio (dove l'Inconel 718 richiede un ricottura di solubilizzazione prima della saldatura di riparazione e un nuovo invecchiamento completo dopo), e la saldatura di materiale Inconel 718 già invecchiato (lo scenario più impegnativo, in cui il rischio di SAC è più elevato). Per i costruttori di camere di combustione aerospaziali che saldano abitualmente lamiere di Hastelloy X da 0,5–3 mm in complessi assemblaggi di rivestimento, la saldabilità è così affidabile che i tassi di accettazione della saldatura del primo passaggio superano tipicamente il 99% con procedure qualificate. Lavorazioni comparabili in Inconel 718 in sezioni spesse richiedono controlli non distruttivi (NDT) pre-saldatura più rigorosi, un attento controllo della temperatura interpasso e tassi di scarto post-saldatura più elevati anche con un eccellente controllo delle procedure.
5: Quali sono i limiti di durezza previsti dalla norma NACE MR0175 per l'Hastelloy X e l'Inconel 718 in presenza di gas acido?
Sia l'Hastelloy X (UNS N06002) e l’Inconel 718 (UNS N07718) sono qualificati secondo la norma NACE MR0175/ISO 15156 Parte 3 per applicazioni in servizio acido con un limite massimo di durezza di 40 HRC per entrambe le leghe — ma la capacità di indurimento per precipitazione dell’Inconel 718 implica che sia necessario un attento controllo del trattamento termico per rimanere entro questo limite, mentre il materiale ricotto in soluzione dell’Hastelloy X misura tipicamente 22–26 HRC con un margine intrinseco. Per l'Inconel 718 in servizio in ambiente acido, il limite massimo di 40 HRC costituisce il vincolo determinante che limita i parametri del trattamento di invecchiamento. L'Inconel 718 completamente invecchiato può raggiungere valori compresi tra 40 e 44 HRC, il che lo colloca al limite o al di sopra di quello stabilito dalla NACE. I componenti destinati al servizio in ambiente acido devono essere lavorati in condizioni di invecchiamento accuratamente controllate che sviluppino una resistenza adeguata mantenendo la durezza pari o inferiore a 40 HRC — ciò richiede un controllo preciso della temperatura e del tempo di invecchiamento, nonché la verifica della durezza su ogni lotto di produzione. L'Hastelloy X, essendo una lega a soluzione solida senza indurimento per precipitazione, raggiunge la sua tipica durezza di 22–26 HRC allo stato ricotto in soluzione senza che sia necessaria alcuna lavorazione speciale per soddisfare il limite di durezza NACE. Per applicazioni che combinano l'impiego in presenza di gas acido con temperature inferiori a 300 °C, dove i requisiti di carico elastico o di resistenza meccanica determinano le specifiche, entrambe le leghe sono valide; al di sopra dei 300 °C in presenza di gas acido, le prestazioni superiori ad alta temperatura dell'Hastelloy X e la sua intrinseca conformità NACE diventano vantaggi combinati convincenti.
6: Qual è la lega più indicata per la produzione additiva (stampa 3D) di componenti destinati a temperature elevate?
L'Inconel 718 è significativamente più consolidato nelle applicazioni di produzione additiva, con le norme ASTM F3055 e AMS 7000 che ne standardizzano le specifiche relative alla polvere e numerosi appaltatori principali del settore aerospaziale che hanno qualificato componenti in Inconel 718 realizzati con la produzione additiva per l'hardware di volo, mentre la polvere Hastelloy X per la produzione additiva è disponibile ma meno standardizzata e viene utilizzata principalmente in contesti di ricerca e prototipazione. La stampabilità di entrambe le leghe nei processi di fusione a letto di polvere (laser o fascio di elettroni) e di deposizione diretta di energia è tecnicamente fattibile, ma l’Inconel 718 vanta un vantaggio di circa 10 anni in termini di dati di qualificazione per la produzione additiva, caratterizzazione post-lavorazione e affidabilità produttiva. La struttura granulare prodotta dall'Inconel 718 con AM — con la sua caratteristica crescita colonnare e le proprietà anisotropiche — è stata ampiamente caratterizzata e sono stati stabiliti protocolli di trattamento termico sviluppati specificamente per il materiale AM. L'Hastelloy X prodotto con la produzione additiva viene utilizzato in programmi di sviluppo per componenti di camere di combustione di turbine e hardware di prova aerospaziale, ma i dati di qualificazione richiesti per l'uso in produzione critica per il volo sono ancora in fase di raccolta. Man mano che la tecnologia AM maturerà fino alla metà degli anni '20, entrambe le leghe raggiungeranno probabilmente uno status di produzione qualificata più ampio, con le applicazioni AM dell'Hastelloy X concentrate nella zona dell'hardware di combustione ad alta temperatura, dove il suo vantaggio in termini di prestazioni termiche giustifica l'investimento nello sviluppo.
7: Qual è il confronto tra Hastelloy X e Inconel 718 nelle applicazioni criogeniche?
Sia l'Hastelloy X che l'Inconel 718 mantengono un'eccellente tenacità a temperature criogeniche fino all'azoto liquido (-196 °C) e all'idrogeno liquido (-253 °C) grazie alle loro strutture cristalline FCC completamente austenitiche che non subiscono una transizione da duttile a fragile alle basse temperature — ma l'Inconel 718 è la scelta preferita per le applicazioni strutturali criogeniche perché il suo limite di snervamento molto più elevato consente di realizzare pareti più sottili a parità di contenimento della pressione. La struttura cristallina FCC di entrambe le leghe impedisce la trasformazione reticolare in martensite BCC, che causa la fragilità degli acciai ferritici e martensitici a temperature criogeniche. I valori di impatto Charpy misurati per entrambe le leghe a -196 °C superano costantemente gli 80 J — ben al di sopra di qualsiasi requisito minimo di tenacità per i serbatoi a pressione criogenici. Il vantaggio dell'Inconel 718 in termini di resistenza allo snervamento (1034 MPa invecchiato contro i 352 MPa dell'Hastelloy X) si traduce direttamente in pareti dei serbatoi criogenici più sottili e leggere, il che è particolarmente prezioso nelle applicazioni relative a veicoli di lancio e veicoli spaziali, dove la massa è il fattore primario di progettazione. L'Hastelloy X trova applicazione criogenica principalmente dove il componente deve anche resistere all'esposizione alle alte temperature durante lo stesso ciclo di servizio — per esempio, nei componenti dei motori a razzo che passano dalle temperature del propellente liquido durante il rifornimento alle temperature di combustione durante l'accensione del motore.
8: È possibile utilizzare insieme l'Hastelloy X e l'Inconel 718 nello stesso assemblaggio?
Sì. L'Hastelloy X e l'Inconel 718 vengono comunemente utilizzati insieme nello stesso gruppo motore a turbina a gas, con l'Inconel 718 nelle sezioni del compressore e del disco e l'Hastelloy X nella sezione della camera di combustione, uniti da saldature di transizione che utilizzano il metallo d'apporto Inconel 625 (ERNiCrMo-3), che garantisce la compatibilità con entrambi i metalli di base. La compatibilità galvanica tra queste due leghe è eccellente: entrambe sono leghe a base di nichel con potenziali elettrochimici simili, il che rende la corrosione galvanica alla loro interfaccia praticamente trascurabile in qualsiasi ambiente in cui le due leghe vengano utilizzate insieme. La considerazione progettuale principale nel punto di giunzione tra Hastelloy X e Inconel 718 è la discrepanza nell'espansione termica: l'Hastelloy X si espande di circa 15,8 µm/m·°C ad alta temperatura, mentre l'Inconel 718 ha un coefficiente inferiore, pari a circa 13,0 µm/m·°C a temperature equivalenti. In un giunto di transizione tra la zona più fredda dell'Inconel 718 e quella più calda dell'Hastelloy X, questa differenza di espansione crea una sollecitazione termica che deve essere compensata dal design del giunto — tipicamente attraverso una geometria che consenta un certo movimento relativo o attraverso un gradiente termico controllato che limiti l'espansione differenziale per unità di lunghezza. I progettisti di motori aerospaziali gestiscono con successo questa transizione da decenni e le regole di progettazione sono ben consolidate sia negli standard ingegneristici specifici degli OEM sia nella letteratura pubblicata sulla progettazione strutturale delle turbine a gas.
9: Qual è la differenza nei tempi di consegna tra le lastre in Hastelloy X e quelle in Inconel 718 disponibili a magazzino?
Le lastre in Inconel 718 nei spessori più comuni (3–50 mm) sono generalmente più facilmente reperibili nei magazzini dei distributori rispetto alle lastre in Hastelloy X di dimensioni equivalenti, il che riflette il volume di mercato complessivo più elevato dell'Inconel 718, grazie alla sua più ampia gamma di applicazioni — tuttavia, MWalloys dispone di scorte certificate di entrambe le leghe per le dimensioni standard, con spedizione entro 10–20 giorni. La domanda globale di Inconel 718 — stimata in circa il 341% della produzione totale di superleghe — dà vita a un mercato di distribuzione ampio e dinamico, con numerosi distributori che dispongono di scorte in tutto il mondo. L'Hastelloy X, pur essendo una lega importante in termini di volume, ha un mercato totale leggermente più ridotto, concentrato in settori applicativi specifici (combustori per turbine a gas e forni industriali). Per gli spessori standard delle lastre comunemente tenuti a magazzino dai distributori (6 mm, 10 mm, 12 mm, 19 mm in entrambe le leghe), la disponibilità è in genere simile. Per spessori non standard o lamiere di grandi dimensioni, entrambe le leghe richiedono l'approvvigionamento dalla fabbrica con tempi di consegna di 6-14 settimane. Per esigenze urgenti di manutenzione aerospaziale o emergenze di produzione, MWalloys mantiene scorte strategiche di entrambe le leghe e offre un'elaborazione rapida per il supporto a programmi critici. Contattate il nostro team dedicato ai materiali con le vostre specifiche esigenze per un preventivo sulla disponibilità attuale e sui tempi di consegna.
10: Quale lega dovrebbe scegliere un ingegnere di prodotto per un nuovo componente destinato all'uso ad alte temperature, in assenza di specifiche preesistenti?
Un ingegnere di prodotto che debba scegliere tra Hastelloy X e Inconel 718 per un nuovo componente dovrebbe basare la propria decisione su tre criteri sequenziali: in primo luogo, la temperatura massima sostenuta del metallo durante il servizio (Hastelloy X oltre i 700 °C, Inconel 718 pari o inferiore a 700 °C); in secondo luogo, il requisito meccanico dominante (la resistenza all'ossidazione e allo scorrimento favorisce l'Hastelloy X, mentre il limite di snervamento massimo e la resistenza alla fatica favoriscono l'Inconel 718); e in terzo luogo, il metodo di fabbricazione (le strutture in lamiera saldata favoriscono l'Hastelloy X, mentre i componenti lavorati ad alta resistenza favoriscono l'Inconel 718). In base alla nostra esperienza in MWalloys, il criterio della temperatura consente di risolvere correttamente la maggior parte delle scelte relative a nuove applicazioni senza dover ricorrere alla valutazione dei criteri secondari. Gli ingegneri sono talvolta tentati di specificare l’Inconel 718 per la sua maggiore resistenza nominale anche in applicazioni ad alta temperatura, ma ciò porta a componenti che, sebbene appaiano sovradimensionati sulla carta, risultano termicamente inadeguati durante l’uso. Al contrario, specificare l'Hastelloy X per applicazioni ad alto carico e temperatura moderata comporta componenti sovrappesati che richiedono sezioni trasversali più ampie per compensare la minore sollecitazione ammissibile. Quando la temperatura rientra chiaramente nell'intervallo operativo di una lega, la scelta è semplice. Per le applicazioni nella zona limite 650–760 °C, si consiglia di consultare i dati specifici di rottura per scorrimento per entrambe le leghe alla temperatura di esercizio effettiva e al livello di sollecitazione, tenendo conto dell’intero ciclo termico, comprese le temperature di picco durante i transitori, prima di prendere la decisione finale sulla scelta del materiale.
Riferimenti verificabili
Nella stesura del presente confronto tecnico sono state citate le seguenti fonti, verificabili in modo indipendente:
- Haynes International. Scheda tecnica della lega Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- Special Metals Corporation. Scheda tecnica della lega INCONEL 718 (SMC-045). Metalli speciali, Huntington, WV.
- SAE International. AMS 5536: lega di nichel, resistente alla corrosione e al calore, in fogli, nastri e lastre, 47Ni-22Cr-18Fe-9Mo (Hastelloy X), ricotta in soluzione. SAE International, Warrendale, PA.
- SAE International. AMS 5596: Lega di nichel, resistente alla corrosione e al calore, in fogli, nastri e lastre, 52,5Ni-19Cr-3,0Mo-5,1Cb-0,90Ti-0,50Al-18Fe (Inconel 718), ricotta in soluzione. SAE International, Warrendale, PA.
- SAE International. AMS 5754: lega di nichel, resistente alla corrosione e al calore, barre, tondini e fili, 47Ni-22Cr-18Fe-9Mo (Hastelloy X). SAE International, Warrendale, PA.
- SAE International. AMS 5662: lega di nichel, resistente alla corrosione e al calore, barre, pezzi forgiati e anelli, 52,5Ni-19Cr-3,0Mo-5,1Cb (Inconel 718), ricotta in soluzione. SAE International, Warrendale, PA.
- SAE International. AMS 2774: Trattamento termico, parti in lega di nichel e cobalto. SAE International, Warrendale, PA.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Settore petrolifero e del gas naturale — Materiali destinati all'impiego in ambienti contenenti H₂S, Parte 3. NACE International, Houston, TX.
- ASTM International. ASTM B435: Specifiche standard per lamiere, fogli e nastri in lega Hastelloy X. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B670: Specifiche standard per barre, piastre, lamiere e nastri in lega di nichel indurita per precipitazione (Inconel 718). ASTM International, West Conshohocken, PA.
- Donachie, M.J. e Donachie, S.J. Superleghe: Guida tecnica, 2a edizione. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Le Superleghe: Fondamenti e applicazioni. Cambridge University Press, 2006. ISBN: 978-0-521-07011-9
- Davis, J.R. (a cura di). Materiali resistenti al calore (Manuale specialistico ASM). ASM International, Materials Park, Ohio, 1997. ISBN: 0-87170-596-6
- Società americana di saldatura. AWS A5.14: Specifiche per elettrodi e fili per saldatura nudi in nichel e leghe di nichel. AWS, Miami, Florida.
- ASTM International. ASTM F3055: Specifiche standard per la produzione additiva di leghe di nichel (UNS N07718) mediante fusione a letto di polvere. ASTM International, West Conshohocken, PA.
