Hastelloy X übertrifft Inconel 718 hinsichtlich Oxidationsbeständigkeit und struktureller Eignung bei hohen Temperaturen über 704 °C, während Inconel 718 dank seines Ausscheidungshärtungsmechanismus bei Temperaturen unter 700 °C eine überlegene Zugfestigkeit, Ermüdungsbeständigkeit und Streckgrenze aufweist. Bei MWalloys liefern wir beide Legierungen in allen Produktformen und klären diese Auswahlfrage täglich gemeinsam mit Ingenieuren aus den Bereichen Luft- und Raumfahrt, Öl und Gas, Energieerzeugung und industrielle Fertigung. Bei der Wahl zwischen diesen beiden Legierungen geht es nicht darum, welche allgemein besser ist – es geht darum, das spezifische Leistungsprofil der Legierung genau auf die Anforderungen Ihrer Betriebsumgebung, den Temperaturbereich, das Fertigungsverfahren und die strukturellen Belastungsanforderungen abzustimmen.
Hastelloy X (UNS N06002) ist eine durch Feststofflösung verfestigte Nickel-Chrom-Eisen-Molybdän-Legierung, die für den Dauereinsatz bei Temperaturen von 760 °C bis 1200 °C in oxidierenden Atmosphären optimiert ist. Inconel 718 (UNS N07718) ist eine ausscheidungshärtbare Nickel-Chrom-Eisen-Niob-Legierung, die durch eine kontrollierte Alterungswärmebehandlung bei Temperaturen unter 704 °C ihre maximale Festigkeit erreicht. Die Wahl der falschen Legierung für Ihre Anwendung führt entweder zu vorzeitiger Oxidation und Kriechversagen (Verwendung von 718, wo X benötigt wird) oder zu unnötig hohen Fertigungskosten und einer nicht voll ausgeschöpften Festigkeit (Verwendung von X, wo 718 perfekt geeignet wäre).
Wenn für Ihr Projekt der Einsatz von Hastelloy X oder Inconel 718 erforderlich ist, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was sind Hastelloy X und Inconel 718 und worin unterscheiden sie sich grundlegend?
Hastelloy X und Inconel 718 sind beide Superlegierungen auf Nickelbasis, stehen jedoch für zwei grundlegend unterschiedliche Konstruktionskonzepte, die über den gesamten Temperaturbereich hinweg sehr unterschiedliche Leistungsprofile aufweisen.
Hastelloy X (UNS N06002, W.Nr. 2.4665) wurde in den 1950er Jahren von Haynes International speziell entwickelt, um den Bedarf an einer Nickellegierung zu decken, die eine außergewöhnliche Oxidationsbeständigkeit mit einer ausreichenden Festigkeit bei Temperaturen über 870 °C verbindet. Ihr Verfestigungsmechanismus beruht auf der Verfestigung durch feste Lösungen – große Molybdän- und Wolframatome, die in der Nickelmatrix gelöst sind, erzeugen Gitterverzerrungen, die der Versetzungsbewegung bei hohen Temperaturen widerstehen. Da die Festlösungshärtung nicht von Ausscheidungsphasen abhängt, die sich bei erhöhten Temperaturen auflösen, behält Hastelloy X seinen Verfestigungsmechanismus kontinuierlich von Raumtemperatur bis zu seiner maximalen Einsatzgrenze bei etwa 1200 °C bei.

Inconel 718 (UNS N07718, W.Nr. 2.4668) wurde Anfang der 1960er Jahre von der International Nickel Company (INCO) entwickelt, um eine ausscheidungsgehärtete Superlegierung mit hervorragender Schweißbarkeit bereitzustellen – eine Kombination, die frühere hochfeste Nickellegierungen wie Waspaloy und René 41 nicht bieten konnten. Inconel 718 bezieht etwa 70% seiner Festigkeit aus Gamma-Doppelprime- (γ'', Ni₃Nb) Ausscheidungen, die sich während einer kontrollierten Alterungswärmebehandlung bilden. Dieser Ausscheidungshärtungsmechanismus erzeugt Streckgrenzen bei Raumtemperatur von über 1000 MPa – mehr als doppelt so viel wie Hastelloy X erreichen kann –, doch diese Ausscheidungen beginnen sich oberhalb von etwa 650 °C aufzulösen und umzuwandeln, wodurch der primäre Festigkeitsmechanismus nach und nach aufgehoben wird.
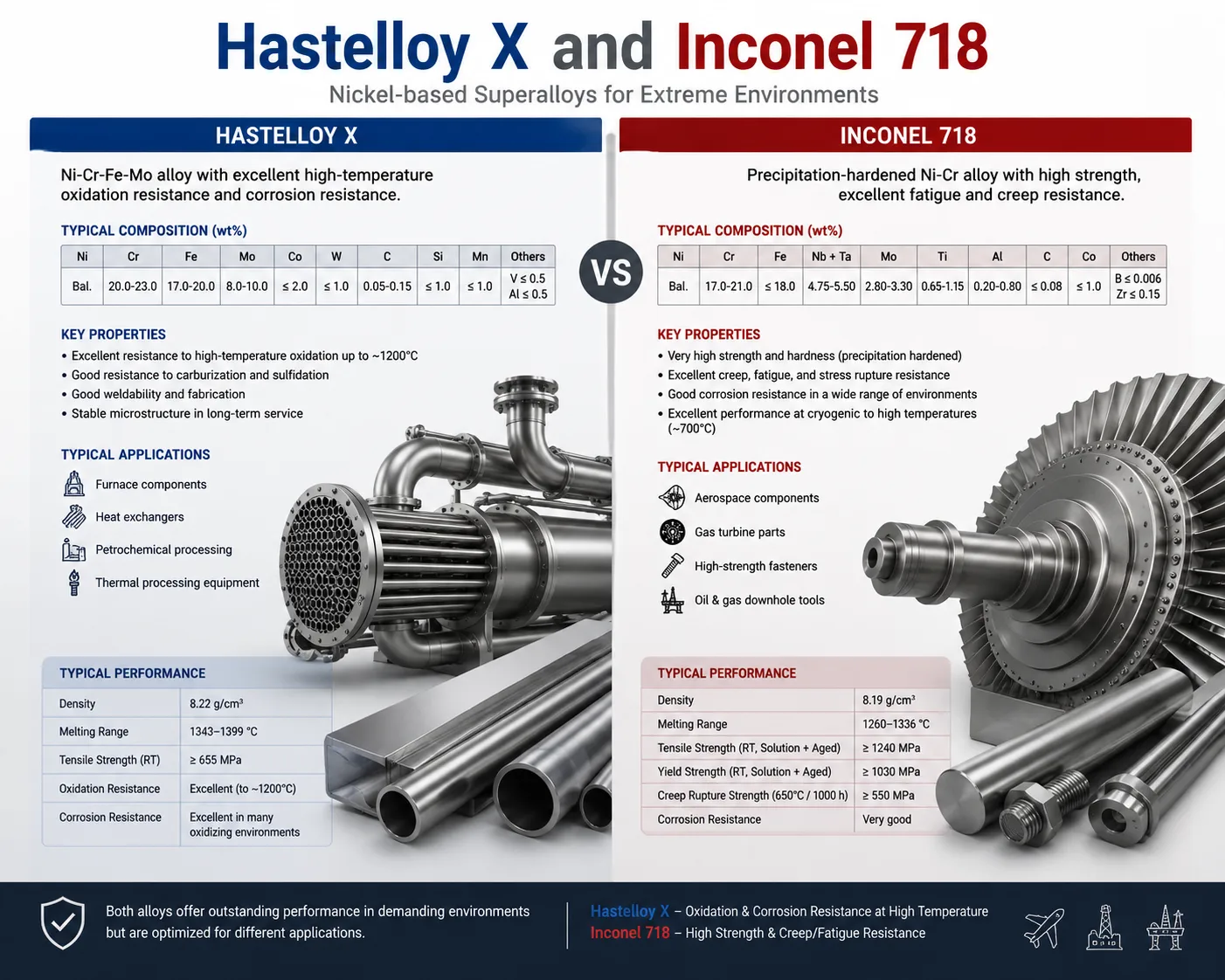
Der wichtigste Unterschied zwischen diesen beiden Legierungen ist ihr Temperatureinsatzbereich. Inconel 718 ist eine hochfeste Legierung für moderate Temperaturen (unter 700 °C). Hastelloy X ist eine Legierung mittlerer Festigkeit für extreme Temperaturen (von über 700 °C bis 1200 °C). Dies ist kein subtiler Leistungsunterschied – es handelt sich um einen grundlegenden Unterschied im physikalischen Mechanismus, der die Festigkeit gewährleistet, und dieser bestimmt die Eignung für eine Anwendung mehr als jeder andere einzelne Faktor.
Lesen Sie auch: Hersteller von Hastelloy X-Blechen: AMS 5536-zertifizierte Hochtemperaturbleche
Wir sind auf zahlreiche Fälle gestoßen, in denen Beschaffungsteams für Hochtemperaturanwendungen zunächst Inconel 718 aufgrund seiner höheren Nennzugfestigkeit spezifiziert haben, ohne zu erkennen, dass die Ausscheidungshärtung, auf der diese Festigkeit beruht, bei der vorgesehenen Betriebstemperatur thermodynamisch instabil ist. Die Folge war ein vorzeitiger Kriechbruch von Bauteilen, die hinsichtlich der Festigkeit bei Raumtemperatur technisch überdimensioniert, hinsichtlich der thermischen Stabilität jedoch grundlegend unterdimensioniert waren. Genau diese Art von Auswahlfehlern lässt sich durch einen strukturierten technischen Vergleich vermeiden.
Vergleich der grundlegenden Legungsklassifizierung
| Charakteristisch | Hastelloy X (N06002) | Inconel 718 (N07718) |
|---|---|---|
| Legierung Familie | Durch Mischkristallverfestigung verstärkte Superlegierung | Austauschhärtbare Superlegierung |
| Primärer Kräftigungsmechanismus | Mischkristall (Mo, W, Co in einer Ni-Matrix) | γ''- (Ni₃Nb) + γ'- (Ni₃Al,Ti) Ausfällungen |
| Temperaturbereich (bauliche Nutzung) | 650 °C – 1177 °C | Kryogen – 704 °C |
| Maximale Betriebstemperatur (Dauerbetrieb) | 1177°C (2150°F) | 704°C (1300°F) |
| Für die Festigkeit ist eine Wärmebehandlung erforderlich | Keine – Festigkeit im geglühten Zustand | Zweistufige Alterung: 718 °C/8 Std. + 621 °C/8 Std. |
| Schweißeignung | Hervorragend – keine Gefahr von Rissen nach dem Schweißen | Gut – jedoch besteht die Gefahr von altersbedingten Rissen |
| AMS-Spezifikation für Bleche/Platten | AMS 5536 | AMS 5596 |
| AMS-Stangenspezifikation | AMS 5754 | AMS 5662 / AMS 5663 |
| ASTM-Spezifikation für Stangen | ASTM B572 | ASTM B637 |
| Dichte (g/cm³) | 8.22 | 8.19 |
| UNS-Bezeichnung | N06002 | N07718 |
| Europäische Materialnummer | 2.4665 | 2.4668 |
Wie unterscheiden sich die chemischen Zusammensetzungen von Hastelloy X und Inconel 718?
Die Leistungsunterschiede zwischen diesen beiden Legierungen lassen sich direkt auf ihre chemische Zusammensetzung zurückführen. Das Verständnis der Rolle jedes einzelnen Elements erklärt nicht nur das aktuelle Verhalten, sondern lässt auch Vorhersagen darüber zu, wie die jeweilige Legierung auf bestimmte Betriebsbedingungen reagieren wird.
Vergleich der chemischen Zusammensetzung im Nebeneinander
| Element | Hastelloy X Min (%) | Hastelloy X Max (%) | Inconel 718 Min (%) | Inconel 718 Max (%) |
|---|---|---|---|---|
| Nickel (Ni) | Gleichgewicht (~47%) | - | 50.00 | 55.00 |
| Chrom (Cr) | 20.5 | 23.0 | 17.00 | 21.00 |
| Eisen (Fe) | 17.0 | 20.0 | Saldo (~18%) | - |
| Molybdän (Mo) | 8.0 | 10.0 | 2.80 | 3.30 |
| Kobalt (Co) | 0.5 | 2.5 | - | 1,00 max |
| Niob + Tantal (Nb+Ta) | - | - | 4.75 | 5.50 |
| Titan (Ti) | - | - | 0.65 | 1.15 |
| Aluminium (Al) | - | 0,40 max | 0.20 | 0.80 |
| Wolfram (W) | 0.2 | 1.0 | - | - |
| Kohlenstoff (C) | 0.05 | 0.15 | - | 0,08 max |
| Silizium (Si) | - | 1,0 max | - | 0,35 max |
| Mangan (Mn) | - | 1,0 max | - | 0,35 max |
| Bor (B) | - | 0,010 max | - | 0,006 max |
| Phosphor (P) | - | 0,040 max | - | 0,015 max |
| Schwefel (S) | - | 0,030 max | - | 0,015 max |
| Kupfer (Cu) | - | - | - | 0,30 max |
Was die einzelnen kompositorischen Unterschiede in der Praxis bedeuten
Chrom: 20,5–23% (Hastelloy X) gegenüber 17–21% (Inconel 718)
Der höhere Mindestchromgehalt von Hastelloy X (20,51 %) im Vergleich zu dem von Inconel 718 (17,1 % ) führt bei Temperaturen über 700 °C zu einer deutlich dickeren und stabileren Cr₂O₃-Schutzschicht. Dieser Unterschied erklärt, warum Hastelloy X bis 1177 °C akzeptable Oxidationsraten aufweist, während Inconel 718 in Luft bei Temperaturen über etwa 870 °C einer schnellen, ungeschützten Oxidation unterliegt.
Molybdän: 8–101 TP3T (Hastelloy X) gegenüber 2,8–3,31 TP3T (Inconel 718)
Der dreifache Unterschied im Molybdängehalt ist der Hauptgrund dafür, dass Hastelloy X seine Festigkeit bei hohen Temperaturen beibehält. Molybdänatome sind wesentlich größer als Nickelatome, was zu starken Gitterverzerrungen führt, die der Versetzungsbewegung – dem grundlegenden Mechanismus der Verformung bei hohen Temperaturen – entgegenwirken. Der geringere Molybdängehalt von Inconel 718 reicht für den Beitrag zur festen Lösung bei moderaten Temperaturen aus, ist jedoch unzureichend, um die Hauptlast der Festigkeitssteigerung bei Temperaturen über 704 °C zu tragen, bei denen sich γ''-Ausscheidungen auflösen.
Niob: 4,75–5,50% (Inconel 718) gegenüber keinem (Hastelloy X)
Niob ist das charakteristische Element von Inconel 718, das in Hastelloy X nicht vorkommt. Die aus Niob gebildete γ''-Ausscheidungsphase (Ni₃Nb) ist für etwa 70 % der Auslagerungsfestigkeit von Inconel 718 verantwortlich. Derselbe Niobgehalt ermöglicht die bemerkenswerte Schweißbarkeit von Inconel 718, indem er die Ausscheidungskinetik verlangsamt und eine schnelle Aushärtung in der Wärmeeinflusszone der Schweißnaht verhindert. Hastelloy X enthält kein Niob, da sein Verfestigungsmechanismus vollständig auf einer festen Lösung basiert und keine Ausscheidung erfordert.
Kohlenstoff: 0,05–0,151 % bei TP3T (Hastelloy X) gegenüber max. 0,081 % bei TP3T (Inconel 718)
Hastelloy X weist einen Mindestkohlenstoffgehalt von 0,051 % auf, was die positive Rolle der Karbidausscheidung an den Korngrenzen für die Aufrechterhaltung der Kriechfestigkeit bei längerem Einsatz unter hohen Temperaturen widerspiegelt. Inconel 718 legt den Kohlenstoffgehalt nur als Höchstgrenze fest (0,081 TP3T), wodurch die Karbidbildung minimiert wird, die die Korngrenzen sensibilisieren und die Bruchzähigkeit in den Luft- und Raumfahrtanwendungen verringern könnte, in denen 718 am häufigsten verwendet wird.
Eisen: 17–20% (Hastelloy X) gegenüber ca. 18% Rest (Inconel 718)
Beide Legierungen weisen einen ähnlichen Eisengehalt auf, doch das Eisen erfüllt unterschiedliche Funktionen. Bei Hastelloy X ist der hohe Eisengehalt beabsichtigt und trägt zur Bildung der komplexen Eisen-Chrom-Spinell-Subphase bei, die den Oxidationsschutz verbessert. In Inconel 718 senkt Eisen als Ausgleichselement die Rohstoffkosten und ist gleichzeitig Bestandteil der Matrix, in der die γ''- und γ'-Ausscheidungen eingebettet sind.
Welche mechanischen Eigenschaften unterscheiden Hastelloy X von Inconel 718 bei Raumtemperatur und erhöhten Temperaturen?
Der Vergleich der mechanischen Eigenschaften dieser beiden Legierungen ist der technisch relevanteste Abschnitt dieses Artikels, da er unmittelbar darüber entscheidet, welche Legierung für eine bestimmte konstruktive Belastung und Temperaturbedingung geeignet ist.
Vergleich der mechanischen Eigenschaften bei Raumtemperatur
| Eigentum | Hastelloy X (lösungsgeglüht) | Inconel 718 (glühgeglänzt) | Inconel 718 (aushärtend) | Test Standard |
|---|---|---|---|---|
| Zugfestigkeit (Ultimate Tensile Strength) | typischerweise 793 MPa (115 ksi) | 965 MPa (140 ksi) min | 1275 MPa (185 ksi) min | ASTM E8 |
| 0.2% Streckgrenze | typischerweise 352 MPa (51 ksi) | 550 MPa (80 ksi) min | 1034 MPa (150 ksi) min | ASTM E8 |
| Dehnung in 2" | 43% typisch | 30% min | 12% min | ASTM E8 |
| Verkleinerung der Fläche | 55% typisch | 35% min | 15% min | ASTM E8 |
| Härte | 90–95 HRB | Rc 32 typisch | Rc 40–44 typisch | ASTM E18 |
| Elastizitätsmodul | 197 GPa (28,6 Msi) | 200 GPa (29,0 Msi) | 200 GPa (29,0 Msi) | - |
| Ermüdung Ausdauergrenze | ~250 MPa (drehender Balken) | ~450 MPa (rotierender Balken, gealtert) | ~600 MPa (rotierender Balken, gealtert) | ASTM E466 |
| Charpy-Schlagzähigkeit bei -196 °C | Mehr als 100 J | Mehr als 80 J | Mehr als 50 J | ASTM E23 |
Der Unterschied in der Streckgrenze bei Raumtemperatur ist auffällig: Das ausscheidungsgehärtete Inconel 718 erreicht eine Mindeststreckgrenze von 1034 MPa – fast das Dreifache des typischen Wertes für lösungsgeglühtes Hastelloy X. Dieser Unterschied ermöglicht es direkt, Bauteile aus Inconel 718 mit kleineren Querschnitten bei gleicher Tragfähigkeit zu konstruieren, wodurch das Gewicht in Flugzeugtriebwerken und anderen angewandten Bereichen, in denen das Gewicht entscheidend ist, reduziert wird.
Vergleich der Zugfestigkeitseigenschaften bei erhöhten Temperaturen
An diesem Vergleich wird die Auswahlentscheidung am deutlichsten. Die nachstehenden Daten zeigen, wie sich die Eigenschaften der einzelnen Legierungen mit der Temperatur entwickeln, und verdeutlichen den Übergangspunkt, an dem der Stabilitätsvorteil von Hastelloy X entscheidend zum Tragen kommt.
| Temperatur | Hastelloy X – Streckgrenze (MPa) | Hastelloy X YS (MPa) | Inconel 718 – Zugfestigkeit (MPa) | Inconel 718 Zugfestigkeit (MPa) |
|---|---|---|---|---|
| 21 °C | 793 | 352 | 1380 (im Alter von) | 1170 (im Alter von) |
| 200°C | 724 | 290 | 1310 | 1100 |
| 400°C | 690 | 262 | 1275 | 1070 |
| 538°C | 669 | 248 | 1240 | 1035 |
| 649°C | 648 | 234 | 1170 | 1000 |
| 704°C | 620 | 215 | 1090 | 910 |
| 760°C | 600 | 207 | 870 | 750 |
| 871°C | 483 | 172 | 415 | 310 |
| 982 °C | 310 | 138 | Weniger als 200 | Weniger als 130 |
| 1093°C | 172 | 97 | Nicht empfohlen | Nicht empfohlen |
Die Daten liefern dem Konstrukteur einige wichtige Erkenntnisse:
Bei 704 °C weist Inconel 718 (gealtert) immer noch eine Zugfestigkeit von etwa 1090 MPa auf, gegenüber 620 MPa bei Hastelloy X – Inconel 718 ist bei dieser Temperatur also immer noch fester. Allerdings sinkt die Festigkeit von Inconel 718 oberhalb von 704 °C stark ab, da sich γ''-Ausscheidungen auflösen, während die Festigkeitssteigerung durch die Feststofflösung bei Hastelloy X thermisch stabiler ist. Bei 871 °C weisen die beiden Legierungen vergleichbare Festigkeitswerte auf. Oberhalb von 982 °C übertrifft Hastelloy X Inconel 718 deutlich, das für den Einsatz in tragenden Bauteilen nicht mehr geeignet ist.
Vergleich von Kriech- und Spannungsbruchdaten
Bei Bauteilen, die einer Dauerbelastung ausgesetzt sind – Turbinenscheiben, Druckbehälter, tragende Konstruktionselemente –, ist die Kriechbruchfestigkeit für die Auslegung ausschlaggebender als die Kurzzeitzugfestigkeit.
| Temperatur | Hastelloy X – Bruchspannung nach 1.000 Stunden (MPa) | Inconel 718 – Bruchspannung nach 1.000 Stunden (MPa) |
|---|---|---|
| 538°C (1000°F) | Mehr als 500 (ohne Einschränkung) | ca. 900 |
| 649°C (1200°F) | Mehr als 350 | ca. 690 |
| 704°C (1300°F) | ca. 310 | ca. 450 |
| 760°C (1400°F) | 207 | 200 (stark rückläufig) |
| 871 °C (1600 °F) | 90 | 55 (stark geschädigt) |
| 982 °C (1800 °F) | 38 | Nicht geeignet |
| 1093°C (2000°F) | 17 | Nicht geeignet |
Der Übergang bei der Kriechbruchfestigkeit liegt bei etwa 760 °C – oberhalb dieser Temperatur weist Hastelloy X eine überlegene Langzeitbelastbarkeit auf. Unterhalb von 760 °C behält Inconel 718 eine höhere Kriechbruchspannung bei. Diese Übergangstemperatur ist die entscheidende Grenze für die Auswahl des geeigneten Werkstoffs.
Vergleich der physikalischen Eigenschaften
| Physikalische Eigenschaft | Hastelloy X | Inconel 718 | Technische Auswirkungen |
|---|---|---|---|
| Dichte (g/cm³) | 8.22 | 8.19 | Im Wesentlichen identisch – kein Gewichtsunterschied bei gleichwertigen Konstruktionen |
| Wärmeleitfähigkeit bei 100 °C (W/m·K) | 11.7 | 11.4 | Nahezu identisch – ähnliches Wärmemanagementverhalten |
| Wärmeausdehnung (21–500 °C, µm/m·°C) | 14.8 | 13.0 | Hastelloy X dehnt sich stärker aus – dies muss bei der Auslegung der Abstände berücksichtigt werden |
| Wärmeausdehnung (21–870 °C, µm/m·°C) | 15.8 | Nicht anwendbar | Hastelloy X dehnt sich bei hohen Betriebstemperaturen erheblich aus |
| Elastizitätsmodul bei 500 °C (GPa) | 180 | 185 | Bei moderaten Temperaturen nahezu identische Steifigkeit |
| Elastizitätsmodul bei 870 °C (GPa) | 152 | Nicht zuverlässig anwendbar | Hastelloy X behält seine erforderliche Steifigkeit bei |
| Magnetische Eigenschaften | Nichtmagnetisch (FCC) | Im Wesentlichen nichtmagnetisch (FCC) | Beide sind unter Standardbedingungen nicht magnetisch |
Wie verhalten sich Hastelloy X und Inconel 718 in oxidierenden Umgebungen mit hohen Temperaturen?
Die Oxidationsbeständigkeit ist wohl das entscheidende Unterscheidungsmerkmal zwischen diesen beiden Legierungen im Hochtemperaturbetrieb. Der Unterschied im Oxidationsverhalten ist nicht graduell – er spiegelt eine grundlegende Abweichung in der Wirksamkeit der Schutzmechanismen bei Temperaturen über etwa 800 °C wider.
Vergleich der Oxidationsgeschwindigkeit an der Luft
| Temperatur | Gewichtszunahme bei Hastelloy X (mg/cm²/1.000 h) | Gewichtszunahme bei Inconel 718 (mg/cm²/1.000 h) | Bewertung |
|---|---|---|---|
| 700°C | Weniger als 2,0 | Weniger als 3,0 | Beides angemessen |
| 760°C | 2.0–4.5 | 4.0–8.0 | Die Vorteile von Hastelloy X kommen zum Tragen |
| 871°C | 4.5–9.0 | 15–35 | Eindeutiger Vorteil von Hastelloy X |
| 982 °C | 8.0–18.0 | Schneller Zusammenbruch | Hastelloy X ist weit überlegen |
| 1093°C | 18–40 | Nicht geeignet | Nur Hastelloy X kommt in Frage |
Der Unterschied in der Oxidationsrate bei 871 °C ist der praktisch wichtigste Datenpunkt: Hastelloy X weist eine oxidative Gewichtszunahme von 4,5–9,0 mg/cm²/1.000 Stunden auf, während Inconel 718 eine Zunahme von 15–35 mg/cm²/1.000 Stunden – und dieser Vergleich setzt voraus, dass Inconel 718 überhaupt eine zusammenhängende Schutzschicht aufrechterhält, die oberhalb von etwa 900 °C unzuverlässig wird.
Unterschiede im Oxidationsmechanismus
Oxidationsmechanismus von Hastelloy X:
Der Chromgehalt von 20,5–231 TP3T ermöglicht die Bildung einer dichten, fest haftenden Cr₂O₃-Schicht, die als Diffusionsbarriere gegen weiteres Eindringen von Sauerstoff wirkt. Silizium (bis zu 1,01 TP3T) trägt zur Bildung einer SiO₂-Unterschicht bei, die die Haftung der Schicht verbessert. Der Eisengehalt trägt zur Bildung eines komplexen Ni-Cr-Fe-Spinells bei, der sich unterhalb der primären Cr₂O₃-Schicht bildet und den Sauerstofftransport weiter verlangsamt. Diese geschichtete, stabile Schicht behält ihre Schutzfunktion auch bei wiederholten Temperaturwechseln bei – eine wesentliche Anforderung im Einsatz in Gasturbinenbrennkammern.
Oxidationsmechanismus von Inconel 718:
Der Chromgehalt von 17–21% in Inconel 718 reicht aus, um bis zu einer Temperatur von etwa 870 °C eine Cr₂O₃-Schutzschicht zu bilden. Oberhalb dieser Temperatur beeinträchtigen zwei Mechanismen die Oxidationsleistung: Die Cr₂O₃-Schicht beginnt bei hohen Luftströmungsgeschwindigkeiten und Temperaturen nahe 900 °C, flüchtiges CrO₃ zu bilden, wodurch die Schutzschicht schneller abgebaut wird, als sie sich neu bilden kann; und die Auflösung der niobreichen γ''-Phase setzt die Legierungsoberfläche Bedingungen aus, unter denen die Bildung von NiO und FeO beschleunigt wird, wodurch eine nicht schützende, poröse Oxidschicht entsteht. Das Endergebnis ist eine rapide steigende Oxidationsrate oberhalb von 870 °C, wodurch sich Inconel 718 für den dauerhaften Einsatz in oxidierender Umgebung in diesem Temperaturbereich nicht eignet.
Korrosionsverhalten bei hohen Temperaturen (sulfatinduziert)
In Verbrennungsumgebungen von Gasturbinen, in denen sich Schwefel aus der Brennstoffverbrennung mit dem über die Ansaugluft eingetragenen Meersalz verbindet, greift die Heißkorrosion (Typ I bei 850–950 °C, Typ II bei 650–750 °C) die Oberflächen von Legierungen durch einen Mechanismus an, der sich von der einfachen Oxidation unterscheidet.
| Art der Heißkorrosion | Leistung von Hastelloy X | Leistung von Inconel 718 |
|---|---|---|
| Typ I (850–950 °C, Na₂SO₄) | Gut – Der Cr-Gehalt sorgt für Festigkeit | Schlecht – unzureichender Schutz bei dieser Temperatur |
| Typ II (650–750 °C, Na₂SO₄ + NiSO₄) | Mäßig – geringere Chromaktivität bei dieser Temperatur | Mäßig – ähnliche Einschränkung |
| Vanadium-induzierter Angriff | Mäßig – reagiert mit Vanadiumpentoxid | Ähnliche Einschränkung wie bei Hastelloy X |
Bei Schiffsgasturbinen oder Industrieturbinen, die mit verunreinigtem Brennstoff betrieben werden, bietet keine der beiden Legierungen ohne Wärmeschutz- oder Umgebungsbeschichtungen einen vollständigen Schutz vor Heißkorrosion. Hastelloy X bewahrt jedoch im Falle eines lokalen Heißkorrosionsangriffs besser seine strukturelle Integrität, da seine Festlösungsverstärkung nicht durch Veränderungen der Oberflächenchemie beeinträchtigt wird, wie dies bei der γ''-Ausscheidung der Fall ist.
Lesen Sie auch: Inconel 718 Plattenmaterial: AMS 5596 zertifiziert, Zuschnittservice
Inwiefern unterscheidet sich die Schweißbarkeit von Hastelloy X und Inconel 718?
Die Schweißbarkeit ist einer der entscheidenden praktischen Unterschiede zwischen diesen beiden Legierungen bei konstruierten Bauteilen, Reparaturarbeiten und der Fertigungsmontage. Der Unterschied in der Schweißbarkeit ist so erheblich, dass er in bestimmten Anwendungsbereichen ausschlaggebend für die Wahl der Legierung ist.
Vergleich zur Bewertung der Schweißbarkeit
| Kriterium für die Schweißbarkeit | Hastelloy X | Inconel 718 | Anmerkungen |
|---|---|---|---|
| Anfälligkeit für HAZ-Risse | Sehr gering – ausgezeichnete Beständigkeit | Mäßig – Risiko für altersbedingte Rissbildung | Entscheidender Unterschied |
| Heißrisse im Schweißgut | Niedrig (bei sauberem Grundmetall) | Niedrig (Niob hilft) | Beides ist mit den richtigen Vorgehensweisen machbar |
| Vorheizen erforderlich | Nein – nur Feuchtigkeitsentfernung | Nein – nur Feuchtigkeitsentfernung | Beide sind ohne Vorwärmen schweißbar |
| Wärmebehandlung nach dem Schweißen erforderlich | Für die meisten Anwendungen nicht zwingend erforderlich | Nicht zwingend erforderlich zur Rissvermeidung | PWHT ist für beide optional |
| Ein Lösungsglühen nach dem Schweißen ist erforderlich | Empfohlen für den Einsatz in korrosiven Umgebungen | Empfohlen vor der Lagerung, um die vollen Eigenschaften zu entfalten | Unterschiedliche Zwecke |
| Effizienz der Schweißfestigkeit | Mehr als 951 TP3T unedles Metall | 85–95% aus unedlem Metall (je nach Zustand) | Vorteile von Hastelloy X bei Metallkonstruktionen |
| Reparaturschweißen von Bauteilen im Betrieb | Hervorragend – beim Wiederaufheizen kommt es nicht zur Aushärtung | Erfordert sorgfältige Planung – Lösungsglühen + Nachalterung | Ein wesentlicher praktischer Vorteil von Hastelloy X |
Das Risiko von Spannungsrissen beim Schweißen von Inconel 718
Das größte Problem hinsichtlich der Schweißbarkeit von Inconel 718 ist die Spannungsrissbildung (SAC) in der Wärmeeinflusszone der Schweißnaht. Zu einer SAC kommt es, wenn:
- Die Wärmeeinflusszone der Schweißnaht wird in den γ''-Ausscheidungstemperaturbereich (593–760 °C) erhitzt und durch diesen abgekühlt.
- Gleichzeitig mit der γ''-Ausscheidung treten Restschweißspannungen auf.
- Die kombinierte Belastung durch Restdehnungen aus dem Schweißprozess und die mit der γ''-Ausscheidung verbundene Volumenkontraktion übersteigt die lokale Duktilität des Werkstoffs.
Die langsame γ''-Ausscheidungskinetik von Inconel 718 – die Eigenschaft, die es im Vergleich zu Legierungen mit schnellerer Ausscheidung wie Waspaloy schweißbar macht – verringert das SAC-Risiko erheblich, beseitigt es jedoch nicht vollständig. Bei Mehrlagenschweißnähten in dicken Wandstärken oder bei Schweißnähten in bereits gealtertem Grundwerkstoff steigt das SAC-Risiko erheblich an. Das Schweißen von Inconel 718 im lösungsgeglühten Zustand (vor der Alterung) reduziert das SAC-Risiko drastisch, indem bereits vorhandene Ausscheidungen beseitigt werden, die zur durch die Verfestigung verursachten Spannung beitragen würden.
Hastelloy X weist keine Ausscheidungsphase auf, die zu Spannungsrissbildung führen könnte. Die Schweißnaht-Wärmeeinflusszone (HAZ) von Hastelloy X erweicht lediglich und härtet dann durch Mechanismen der festen Lösung wieder aus, während sie im Laufe des thermischen Schweißzyklus erhitzt und abgekühlt wird, ohne dass es zu einer Ausscheidungsreaktion kommt, die Risse hervorrufen könnte. Dieser grundlegende Unterschied macht Hastelloy X zur bevorzugten Wahl für alle Anwendungen, bei denen:
- Im Laufe der Lebensdauer ist mit Reparaturschweißarbeiten zu rechnen.
- Die Konstruktion wird im vollständig verstärkten Zustand geschweißt.
- Bei dicken Werkstücken ist das Mehrlagenschweißen erforderlich.
- Die Qualität der Schweißnähte muss ohne umfangreiche Vorqualifizierungsprüfungen gewährleistet sein.
Empfohlene Schweißzusätze und Verfahren
| Schweissverfahren | Hastelloy X-Zusatzwerkstoff | AWS-Kurs | Inconel 718-Zusatzwerkstoff | AWS-Kurs |
|---|---|---|---|---|
| GTAW (WIG)-Schweißen: Wurzelnaht und Füllnaht | Hastelloy W | ERNiMo-3 | Inconel 718 oder Inconel 625 | ERNiCrMo-3 |
| GMAW (MIG) | Hastelloy W-Draht | ERNiMo-3 | Inconel 718 Draht | ERNiCrMo-3 |
| SMAW (Stange) | Hastelloy W-Elektrode | ENiMo-3 | Inconel 718-Elektrode | ENiCrFe-7 |
| PAW (Plasma) | ERNiMo-3 | ERNiMo-3 | ERNiCrMo-3 | ERNiCrMo-3 |
| Unterschiedliche Metalle (X bis 718) | ERNiCrMo-3 (625-Schweißzusatz) | ERNiCrMo-3 | ERNiCrMo-3 (625-Schweißzusatz) | ERNiCrMo-3 |
Für Metallverbindungen zwischen unterschiedlichen Werkstoffen wie Hastelloy X und Inconel 718 – wie sie in Übergangsbereichen zwischen Hochtemperatur- und Mitteltemperaturbereichen von Gasturbinentriebwerken vorkommen – bietet der Inconel 625-Zusatzwerkstoff (ERNiCrMo-3) die beste Balance zwischen Verträglichkeit mit beiden Grundmetallen und ausreichender Korrosions- und Oxidationsbeständigkeit über die gesamte Verbindung hinweg.
Vergleich der Wärmebehandlung nach dem Schweißen
| PWHT-Szenario | Anforderungen an Hastelloy X | Anforderungen an Inconel 718 |
|---|---|---|
| Konstruktionsschweißnaht, korrosionsbeständiger Einsatz | Optional – im Schweißzustand zulässig | Optional – in geschweißtem Zustand für viele Anwendungen zulässig |
| Konstruktionsschweißnaht, Einsatz in korrosiven Umgebungen oder mit HF-Säure | Empfohlene Lösungsglühung bei 1163 °C | Vor der Inbetriebnahme wird ein Lösungsglühen empfohlen |
| Schweißen, gefolgt von Einsatz bei hohen Temperaturen | Keine Nachwärmbehandlung erforderlich – Service-Glühen während des Betriebs | Lösungsglühen + Auslagern, falls die vollen Eigenschaften erforderlich sind |
| Reparaturschweißnaht an einem im Einsatz befindlichen Bauteil | Es wird ein Lösungsglühen empfohlen, um die Duktilität wiederherzustellen | Für die Erzielung der vollen Eigenschaften sind eine Lösungsglühung und eine Nachalterung erforderlich |
| Kritische Schweißverbindung in der Luft- und Raumfahrt | Lösung gemäß den geltenden Prozessspezifikationen tempern | Lösungsglühen + Ausscheidungsalter gemäß AMS 2774 |
Welche Wärmebehandlungsverfahren gelten für die einzelnen Legierungen?
Die Anforderungen an die Wärmebehandlung stellen einen wesentlichen praktischen Unterschied zwischen Hastelloy X und Inconel 718 dar, was die Komplexität der Fertigung, die Durchlaufzeit und die Kosten betrifft.
Anforderungen an die Wärmebehandlung von Hastelloy X
Hastelloy X erfordert während seines gesamten Verarbeitungs- und Einsatzzyklus lediglich eine einzige Lösungsglühbehandlung:
Standardlösung für das Tempern:
- Temperatur: 1163 °C ± 14 °C (2125 °F ± 25 °F).
- Zeit: mindestens 10 Minuten pro 25 mm (1") Querschnittsdicke.
- Abkühlung: Schnelle Wasserabschreckung oder schnelle Luftkühlung.
- Zweck: Löst alle Ausscheidungsphasen auf; ermittelt zertifizierte mechanische Eigenschaften; unterdrückt die Sigma-Phase.
- Häufigkeit: Einmal pro Materialbearbeitungszyklus; wiederholbar nach jeder Heißbearbeitung oder jedem Schweißvorgang.
Es ist keine zusätzliche Wärmebehandlung erforderlich, empfohlen oder möglich, die die Festigkeit von Hastelloy X gegenüber dem lösungsgeglühten Zustand nennenswert erhöhen würde. Die Legierung kann nicht ausscheidungsgehärtet werden – dies ist konstruktionsbedingt und stellt keine Einschränkung dar.
Anforderungen an die Wärmebehandlung von Inconel 718
Inconel 718 erfordert eine komplexere, sorgfältig abgestimmte Wärmebehandlung, um seine volle mechanische Festigkeit zu entfalten:
Schritt 1: Lösungsglühen (sofern nicht bereits in Zustand A):
- Temperatur: 980 °C ±14 °C (1800 °F ±25 °F) für Standardprodukte.
- Dauer: mindestens 1 Stunde pro Zoll Querschnitt.
- Kühlung: Schnelle Luftkühlung oder Wasserabschreckung.
Schritt 2 – Erstes Alter (doppelte Alterssequenz):
- Temperatur: 718 °C ± 8 °C (1325 °F ± 15 °F)
- Zeit: 8 Stunden
- Abkühlung: Den Ofen mit einer Geschwindigkeit von 55 °C/Stunde (100 °F/Stunde) auf die Temperatur für die zweite Aushärtung abkühlen.
Schritt 3: Das zweite Zeitalter:
- Temperatur: 621 °C ± 8 °C (1150 °F ± 15 °F)
- Zeit: 8 Stunden
- Kühlung: Luftkühlung auf Raumtemperatur
Vergleich der Komplexität und Kosten von Wärmebehandlungen
| Faktor | Hastelloy X | Inconel 718 |
|---|---|---|
| Anzahl der Wärmebehandlungsschritte | 1 (nur Lösungsglühen) | 3 (Lösungsglühen + zwei Alterungsschritte) |
| Gesamtzeit im Ofen | 1–4 Stunden (je nach Größe des Abschnitts) | Mindestens 18–24 Stunden |
| Erforderliche Temperaturgenauigkeit des Ofens | ±14 °C | ±8 °C (Reifungsschritte erfordern eine genauere Kontrolle) |
| AMS-Richtlinie | AMS 2774 (Abschnitt zum Lösungsglühen) | AMS 2774 (Abschnitt über vollständige Ausscheidungshärtung) |
| Nachbearbeitungs-Wärmebehandlung | Bei Bedarf einfaches Glühen zur Wiederherstellung der Kristallstruktur | Vollständiges Re-Solution-Glühen + Nachalterung (zusätzlich 16–20 Stunden) |
| Kostenindex für Wärmebehandlung | 1,0 (Grundlinie) | 2,5–3,5 (im Vergleich zu Hastelloy X) |
| Risiko von Abweichungen bei den Eigenschaften aufgrund der Verarbeitung | Niedrig | Mäßig – strenge Temperaturkontrolle erforderlich |
Der Unterschied in der Komplexität der Wärmebehandlung hat praktische Konsequenzen, die über die Kosten hinausgehen. Bauteile aus Inconel 718, die nach der Erstfertigung reparativ geschweißt werden müssen, müssen erneut lösungsgeglüht werden (um das Risiko von Spannungsrissbildung zu beseitigen) und anschließend den vollständigen doppelten Alterungszyklus durchlaufen, bevor sie wieder in Betrieb genommen werden können. Ein einzelner Reparaturzyklus an einem Bauteil aus Inconel 718 beansprucht mehr als 20 Stunden Präzisionsofenzeit. Ein vergleichbarer Reparaturzyklus an einem Bauteil aus Hastelloy X erfordert für das Lösungsglühen nach der Reparatur lediglich 2–4 Stunden Ofenzeit.
In welchen Branchen und für welche konkreten Anwendungen wird Hastelloy X im Vergleich zu Inconel 718 eingesetzt?
Die Verteilung der Anwendungsbereiche zwischen diesen beiden Legierungen entspricht genau den Temperaturbereichen, wobei sich im Laufe jahrzehntelanger Praxiserfahrung klare branchenspezifische Präferenzen herausgebildet haben.
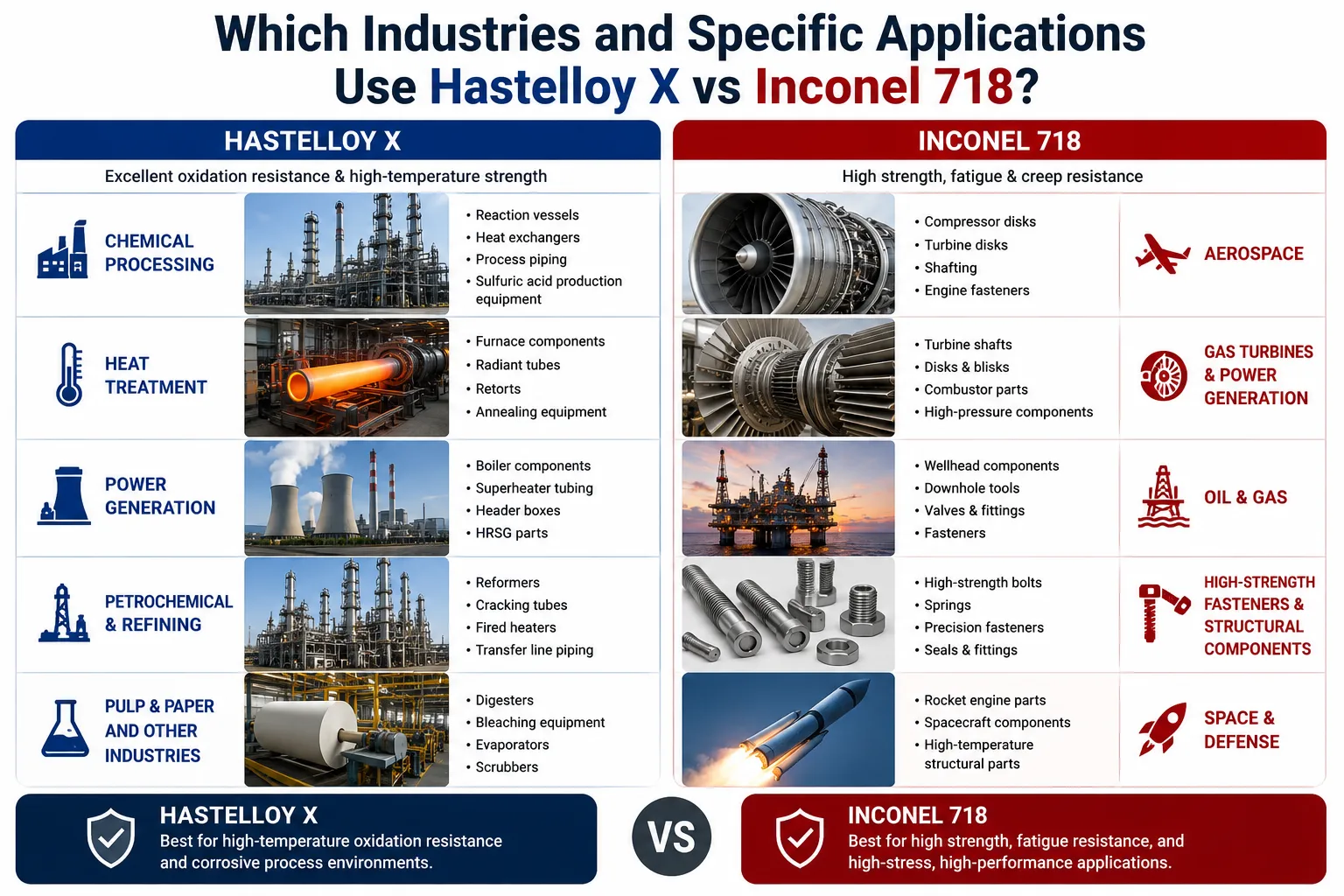
Anwendungen von Gasturbinentriebwerken in der Luft- und Raumfahrt
| Motorbereich | Typische Metalltemperatur | Auswahl des Materials | Begründung |
|---|---|---|---|
| Lüfterscheibe / Kompressorscheibe | 200–400 °C | Inconel 718 | Erfordert maximale Festigkeit; niedrige Temperaturen |
| Verdichterschaufeln (vordere Stufen) | 200–500 °C | Inconel 718 | Hohe Zentrifugalkräfte; mäßige Temperatur |
| Verdichterschaufeln (hintere Stufen) | 400-600°C | Inconel 718 | Hohe Belastung bei erhöhter Temperatur |
| Kompressorgehäuse | 300–500 °C | Inconel 718 | Eindämmung von Ringspannungen |
| Brennkammerauskleidung | 700-950°C | Hastelloy X | Oxidation von Verbrennungsgas; Temperaturwechselbeanspruchung |
| Brennkammerkuppel | 750–1000 °C | Hastelloy X | Höchste Temperaturbelastung in der Brennkammer |
| Übergangskanal | 900–1100 °C | Hastelloy X | Heißgaskanal; keine mechanische Belastung |
| Turbinenscheibe (Niederdruck) | 400–700 °C | Inconel 718 | Hohe Zentrifugalkräfte; Temperatur im Bereich von 718 °C |
| Turbinenscheibe (Hochdruck) | 600–800 °C | Waspaloy oder René 41 | Die Temperatur überschreitet den Grenzwert von 718 °C; es ist eine höhere Festigkeit erforderlich |
| Turbinenschaufel (Hochdruck) | 900–1100 °C+ | Richtungsgefestigte Legierungen oder Einkristalllegierungen | Übertrifft sowohl die Leistungsfähigkeit von Hastelloy X als auch von 718 |
| Turbinenauslassgehäuse | 500–800 °C | Hastelloy X oder Inconel 625 | Mäßige Temperaturen; großes Bauwerk |
Diese Tabelle verdeutlicht, wie diese beiden Legierungen selbst innerhalb einer einzigen Gasturbine in unterschiedlichen Motorbereichen zum Einsatz kommen: Inconel 718 im kalten Bereich (Kompressor, vordere Scheibe), Hastelloy X im heißen Bereich (Brennkammer) und Legierungen mit höherer Leistungsfähigkeit in den extrem heißen Bereichen (Hochdruckturbinenschaufeln).
Anwendungen in der Öl- und Gasindustrie
| Anmeldung | Betriebszustand | Bevorzugte Legierung | Grund |
|---|---|---|---|
| Quellenbrunnen und Ventilinnenteile | H₂S, Chloride, 25–200 °C | Inconel 718 (NACE-zertifiziert) | Festigkeit + Einhaltung der Vorschriften für Sauergas |
| Federn für unterirdische Sicherheitsventile | H₂S, Hochdruck, bis zu 200 °C | Inconel 718 oder Hastelloy C276 | Anforderungen an die Federkraft; Einsatz in saurer Umgebung |
| Gehäuse für Bohrlochwerkzeuge | Hoher Luftdruck, gemäßigte Temperaturen | Inconel 718 | Hohe Festigkeit; Temperatur im zulässigen Bereich |
| Komponenten für die Spitze von Fackeltürmen | Verbrennungsgas, 600–900 °C | Hastelloy X | Oxidierende Umgebung bei hohen Temperaturen |
| Halterungen für Heizrohre | 700–900 °C | Hastelloy X | Stützkonstruktion in Ofenumgebungen |
| Komponenten für Prozessgaskühler | 400–600 °C, korrosive Umgebung | Inconel 718 oder Inconel 625 | Korrosionsbeständigkeit bei moderaten Temperaturen |
Anwendungen in der Industrie und Energieerzeugung
| Kategorie der Anwendung | Hastelloy X | Inconel 718 |
|---|---|---|
| Einbauten für Industrieöfen (über 700 °C) | Standardmaterial | Nicht geeignet – Oxidationsversagen |
| Einrichtungen für Wärmebehandlungsöfen | Vorzugsweise über 800 °C | Vorzugsweise unter 600 °C |
| Übergangsstücke für Gasturbinen (Industrie) | Standard | Nicht geeignet bei Temperaturen über 800 °C |
| Befestigungselemente für Flugzeugtriebwerke (Kompressor) | Nicht optimal – geringere Festigkeit | Standardlegierung für Hochleistungs-Verbindungselemente |
| Komponenten für Kryogenventile | Keine typische Anwendung | Hervorragend – FCC, kein Übergang von duktil zu spröde |
| Einbauten eines Kernreaktors | Einige Anwendungen | Hauptanwendungsbereich – Komponenten für Druckbehälter |
| Medizinische Implantate, die eine hohe Festigkeit erfordern | Nicht typisch | Einige Präzisionskomponenten |
Wie lassen sich die Bearbeitungseigenschaften und die Fertigungskosten miteinander vergleichen?
Beide Legierungen gelten im Vergleich zu Kohlenstoffstahl als schwer zerspanbar, stellen jedoch jeweils unterschiedliche spezifische Herausforderungen dar, die sich auf die Wahl der Werkzeuge, die Schnittparameter und die Gesamtbearbeitungskosten auswirken.
Vergleich der Bearbeitungsparameter
| Bearbeitungsvorgang | Empfohlene Parameter für Hastelloy X | Inconel 718 (geglüht) – Technische Daten | Parameter für Inconel 718 (gealtert) |
|---|---|---|---|
| Grobdrehung (Hartmetall) | 25–50 SFM; 0,008–0,018 IPR-Zufuhr | 30–60 SFM; 0,008–0,018 IPR | 20–40 SFM; 0,006–0,015 IPR |
| Drehen (Hartmetall) | 50–100 SFM; 0,003–0,008 IPR | 60–120 SFM; 0,003–0,008 IPR | 30–80 SFM; 0,002–0,006 IPR |
| Grobfräsen (Hartmetall-Schaftfräser) | 20–40 SFM; 0,002–0,005"/Zahn | 25–50 SFM; 0,002–0,005"/Zahn | 15–35 SFM; 0,001–0,004"/Zahn |
| Bohren (Hartmetall oder HSS-Co) | 10–20 SFM; 0,002–0,005 IPR | 12–25 SFM; 0,002–0,005 IPR | 8–18 SFM; 0,001–0,004 IPR |
| Relative Standzeit | Mäßig | Gut (geglüht); Schlecht (gealtert) | Schlecht – 30–50% der Lebensdauer des geglühten Werkzeugs |
| Kühlmittelbedarf | Hochdruck-Flutung unerlässlich | Hochdruck-Flutung unerlässlich | Hoher Druck, maximaler Durchfluss |
| Tendenz zur Arbeitsverhärtung | Hoch | Mäßig-hoch | Sehr hoch |
| Relativer Zerspanbarkeitsindex | 25–30% aus leicht zerspanbarem Stahl | 35–40% geglüht; 20–25% gealtert | 20–25% aus leicht zerspanbarem Stahl |
Ausgehärtetes Inconel 718 ist eine der am schwierigsten zu bearbeitenden Legierungen in der Serienfertigung – seine Härte von 40–44 Rockwell und seine hohe Warmhärte führen in Verbindung mit einer schnellen Kaltverfestigung zu extremem Werkzeugverschleiß. Bei der Planung der Bearbeitungsabfolge für Inconel 718-Bauteile wird im Allgemeinen empfohlen, so viel Material wie möglich im lösungsgeglühten Zustand vor der abschließenden Alterungswärmebehandlung abzutragen und nur die Endbearbeitung sowie toleranzkritische Schnitte für die Bearbeitungsphase nach der Alterung vorzusehen.
Hastelloy X ist zwar nicht leicht zu bearbeiten, stellt jedoch eine gleichbleibendere Herausforderung dar, die sich unabhängig vom Wärmebehandlungszustand nicht ändert (da die Legierung nur einen einzigen Zustand aufweist) und hinsichtlich des Werkzeugverschleißes etwas weniger anspruchsvoll ist als gealtertes Inconel 718.
Vergleich der Fertigungskostenindizes
| Kostenfaktor | Hastelloy X | Inconel 718 (geglüht + gealtert) |
|---|---|---|
| Rohstoffkosten (pro Pfund, ungefähres Verhältnis) | 1.0 Ausgangswert | 0,85–1,1 (ähnlicher Nickelgehalt; unterschiedliche Legierung) |
| Kosten der Wärmebehandlung | Niedrig – einmaliges Tempern | Hoch – dreistufige Sequenz, 18–24 Stunden |
| Bearbeitungskosten (Äquivalentteil) | Mäßig-hoch | Hoch (geglüht); Sehr hoch (gealtert) |
| Schweiß- und Fertigungskosten | Mäßig | Mittel bis hoch (PWHT und Nachalterung verursachen zusätzliche Kosten) |
| Ausschussquote (Schweißfehler) | Niedrig | Mäßig (Risiko der HAZ-Rissbildung) |
| Kosten für Nachbearbeitungen nach dem Schweißen | Niedrig | Mäßig bis hoch (falls ein SAC auftritt) |
| Gesamtindex der Fertigungskosten | 1.0 | 1,3–1,8 (je nach Komplexität der Komponente) |
Bei gefertigten Blechkonstruktionen – Brennkammerauskleidungen, Hitzeschilden, Übergangskanälen – bietet Hastelloy X geringere Gesamtfertigungskosten, da es keine Alterungswärmebehandlung erfordert und über eine hervorragende Schweißbarkeit verfügt, die Nacharbeiten reduziert. Bei bearbeiteten Bauteilen, die maximale Festigkeit bei Raumtemperatur erfordern – Kompressorscheiben, Turbinenscheiben, Präzisionsbefestigungselemente –, rechtfertigt der Festigkeitsvorteil von Inconel 718 die höheren Fertigungskosten.
Welche Produktformen und geltenden Spezifikationen gibt es?
Beide Legierungen sind in allen gängigen Formaten für Knetprodukte erhältlich, doch unterscheiden sich die maßgeblichen Spezifikationen, und die Verfügbarkeit von Sonderabmessungen variiert zwischen den beiden.
Produktformen und Spezifikationsvergleich
| Produkt Form | Spezifikation für Hastelloy X | Spezifikation für Inconel 718 | Anmerkungen |
|---|---|---|---|
| Blech und Platte | AMS 5536 / ASTM B435 | AMS 5596 / ASTM B670 | Beide sind weit verbreitet |
| Stange und Stab | AMS 5754 / ASTM B572 | AMS 5662 / ASTM B637 | Beide sind bei Händlern erhältlich |
| Nahtlose Rohre | AMS 5587 | AMS 5589 | Beide sind in Standardgrößen erhältlich |
| Geschweißte Rohre | AMS 5588 | AMS 5590 | Beides verfügbar |
| Schmiedeteile | AMS 5754 (Schmiedestange) | AMS 5662 (Schmiedestange) | Schmiedeteile für die Luft- und Raumfahrt erfordern eine OEM-Zulassung |
| Schweißdraht | AMS 5798 (ERNiMo-3) | AMS 5832 (ERNiCrFe-6) | Verschiedene Füllstofffamilien – nicht austauschbar |
| Beschichtete Elektroden | ENiMo-3 | ENiCrFe-7 | Verschiedene Klassifizierungen |
| Pulver (additive Fertigung) | Erhältlich bei Fachhändlern | AMS 7000 / ASTM F3055 | 718 – stärker auf AM abgestimmt |
Lagerverfügbarkeit bei MWalloys
Bei MWalloys führen wir zertifizierte Lagerbestände an Hastelloy X und Inconel 718 in den gängigsten Produktformen und Abmessungen. Zu den Standardartikeln, die noch in derselben Woche versandt werden können, gehören:
Hastelloy X (AMS 5536/5754):
- Blech: 0,5–6,0 mm dick, Standardbreiten 24", 36", 48".
- Blech: 6,0–25 mm Dicke, Standardabmessungen.
- Rundstahl: Durchmesser 12–150 mm, beliebige Walzlängen.
Inconel 718 (AMS 5596/5662):
- Blech: 3,0–50 mm Dicke, Standardabmessungen.
- Rundstahl: Durchmesser 12–200 mm, lösungsgeglüht oder ausscheidungsgehärtet.
- Blech: 0,5–4,76 mm dick, in Standardbreiten.
Sonderabmessungen werden von qualifizierten Walzwerken bezogen, wobei die Lieferzeiten je nach Form und Abmessung in der Regel 4 bis 8 Wochen betragen.
Wie schneiden Hastelloy X und Inconel 718 im Vergleich hinsichtlich ihrer Korrosionsbeständigkeit ab?
Die Beständigkeit gegen Wasser-Korrosion ist selten das ausschlaggebende Auswahlkriterium bei diesen beiden Legierungen – sie werden beide in erster Linie aufgrund ihrer thermischen Eigenschaften ausgewählt –, doch das Verständnis ihres Korrosionsverhaltens verhindert eine falsche Anwendung in Umgebungen, in denen Korrosion ein sekundärer Versagensmechanismus sein könnte.
Vergleich der Korrosionsbeständigkeit in wässrigen Lösungen
| Korrosive Umgebung | Hastelloy X | Inconel 718 | Erste Wahl |
|---|---|---|---|
| Seewasser (fließend) | Gut – Cr + Mo sorgt für Beständigkeit | Gut – für mäßige Beanspruchung geeignet | Ähnlich; ziehen Sie stattdessen Monel 400 oder 625 in Betracht |
| Chlorid-Spannungsrisskorrosion | Gute Widerstandsfähigkeit | Gute Beständigkeit (FCC-Matrix) | Beides akzeptabel |
| H₂S-Umgebung (NACE MR0175) | Zugelassen (es gelten Härtegrenzwerte) | Qualifiziert (max. 40 HRC) | Beide sind NACE-zertifiziert |
| Oxidierende Säuren (HNO₃) | Gut – Cr-Passivschicht | Gut – Cr-Passivschicht | Beide ähnlich |
| Fluorwasserstoffsäure | Mäßig | Mäßig | Beides ist nicht optimal – ziehen Sie Monel 400 in Betracht |
| Schwefelsäure (verdünnt) | Gut | Gut | Ähnlich |
| Ätznatron (NaOH) | Ausgezeichnet | Ausgezeichnet | Beides angemessen |
| Spaltkorrosion in Meerwasser | Mäßig – geringerer Mo-Gehalt im Vergleich zu C276 | Mäßig | Beides ist für den Einsatz in stark verschmutzten Spalten nicht optimal |
| Interkristalline Korrosion (Sensibilisierung) | Geringes Risiko – kontrollierter Kohlenstoff | Geringes Risiko – Stabilisierung der Nb | Beides gut |
Weder Hastelloy X noch Inconel 718 sind in erster Linie korrosionsbeständige Legierungen in dem Sinne, wie es Hastelloy C276 oder Inconel 625 sind. Beide bieten eine ausreichende Korrosionsbeständigkeit für ihre vorgesehenen Einsatzbereiche in Hochtemperatur-Konstruktionsumgebungen, doch sollte keine der beiden Legierungen in erster Linie aufgrund ihrer Beständigkeit gegen aggressive wässrige Korrosion ausgewählt werden, wenn Alternativen wie Hastelloy C276 oder Monel 400 verfügbar sind und entsprechend spezifiziert werden.
Wie groß ist der Preisunterschied zwischen Hastelloy X und Inconel 718?
Die Rohstoffkosten für beide Legierungen schwanken mit den Nickelpreisen an der London Metal Exchange, doch die relativen Kostenunterschiede zwischen ihnen sind stabiler und hängen von der Legierungszusammensetzung und der Komplexität der Verarbeitung ab.
Kostenfaktoranalyse
| Kostenfaktor | Hastelloy X | Inconel 718 | Anmerkungen |
|---|---|---|---|
| Hauptkostentreiber | Ni + hoher Mo-Gehalt (8–10%) | Ni + Nb (4,75–5,50%) | Mo und Nb tragen beide erheblich zu den Kosten bei |
| Typisches Preisverhältnis bei Rohstoffen | Legierungen mit einem Kohlenstoffgehalt von 1,0–1,15 × dem von Kohlenstoffstahl | 0,85–1,05× im Vergleich zu Hastelloy X | Die Materialkosten sind im Großen und Ganzen ähnlich; der Unterschied liegt in der Verarbeitung |
| Kosten für die Wärmebehandlung | Niedrig – einmaliges Lösungsglühen | Hoch – dreistufige Abfolge | Erheblicher Kostenunterschied bei der fertigen Komponente |
| Bearbeitungskosten pro Äquivalentteil | Mäßig | Hoch (vor allem in gereiftem Zustand) | Von Bedeutung für komplex bearbeitete Teile |
| Schweiß- und Fertigungskosten | Mäßig | Mittel bis hoch (Komplexität der nach dem Schweißen durchgeführten Wärmebehandlung) | Signifikanter Unterschied bei komplexen Konstruktionen |
| Gesamtkosten des fertigen Bauteils (geometrieäquivalent) | Basislinie | 1,2–1,8-fach, je nach Komplexität | Höher bei komplexen Bauteilen aus Inconel 718 |
Der Kostenvergleich fällt je nach Bauteiltyp sehr unterschiedlich aus. Bei einfachen, bearbeiteten Stangenbauteilen, bei denen die Kosten für die Wärmebehandlung nur einen geringen Teil der Gesamtkosten des Bauteils ausmachen, können Inconel 718 und Hastelloy X ähnliche Kosten für das Fertigteil aufweisen. Bei komplexen Blechbaugruppen, die umfangreiche Schweißarbeiten erfordern, kann der Vorteil der Schweißbarkeit von Hastelloy X die Gesamtfertigungskosten trotz eines etwaigen Aufschlags auf den Rohstoffpreis senken.
Wie trifft man die endgültige Entscheidung zwischen diesen beiden Legierungen?
Das nachstehende Auswahlschema bietet einen strukturierten Entscheidungsprozess, der alle in diesem Artikel behandelten technischen Faktoren berücksichtigt.
Entscheidungshilfe für die Auswahl zwischen Hastelloy X und Inconel 718
Schritt 1: Maximale Betriebstemperatur:
Wenn die maximale Metalltemperatur eines Bauteils an irgendeiner Stelle des Betriebszyklus 704 °C überschreitet:
Schließen Sie Inconel 718 als Option aus. Der γ''-Ausscheidungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungshärtungsh.
Schritt 2: Dauerbelastung bei Temperatur:
Wenn das Bauteil bei Temperaturen über 760 °C einer dauerhaften mechanischen Belastung (Druck, Zentrifugalkraft, Schwerkraft) ausgesetzt ist:
Geben Sie Hastelloy X an. Seine Kriechfestigkeit in der Mischkristallstruktur bei diesen Temperaturen übertrifft die Restfestigkeit von Inconel 718 um ein Maß, das durch keine technische Umgehungslösung ausgeglichen werden kann.
Schritt 3: Anforderungen an die oxidierende Atmosphäre:
Wenn das Bauteil Luft, Verbrennungsgasen oder einer oxidierenden Atmosphäre bei Temperaturen über 800 °C ausgesetzt ist:
Verwenden Sie Hastelloy X. Bei Inconel 718 kommt es zu einer unzulässig schnellen Oxidation, die die Maßhaltigkeit und die Oberflächenbeschaffenheit beeinträchtigt.
Schritt 4: Anforderung an die maximale Festigkeit:
Wenn die wichtigste konstruktive Vorgabe die maximale Raumtemperatur oder die Streckgrenze bei moderaten Temperaturen (unter 600 °C) ist – Scheibenkomponenten, hochbelastbare Verbindungselemente, druckkritische bearbeitete Teile:
Geben Sie Inconel 718 an. Seine aushärtungsgehärtete Streckgrenze von mindestens 1034 MPa ist unübertroffen im Vergleich zu Hastelloy X mit 310–380 MPa.
Schritt 5: Bewertung der Schweißkonstruktion:
Falls das Bauteil eine komplexe Schweißkonstruktion, Reparaturschweißarbeiten vor Ort oder Mehrlagenschweißen an dicken Profilen erfordert:
Verwenden Sie vorzugsweise Hastelloy X aufgrund seiner hervorragenden Schweißbarkeit und der Tatsache, dass keine Gefahr von Spannungsrissbildung besteht. Falls aus Festigkeitsgründen Inconel 718 erforderlich ist, stellen Sie sicher, dass das Schweißverfahren die Verwendung von lösungsgeglühtem Grundwerkstoff sowie qualifizierte Protokolle für die Nachwärmbehandlung (PWHT) vorsieht.
Zusammenfassende Matrix zur endgültigen Auswahl
| Anwendung Bedingung | Empfohlene Legierung | Kritisches Denken |
|---|---|---|
| Die Metalltemperatur blieb über 760 °C | Hastelloy X | Die γ''-Auflösung beseitigt die Festigkeit 718 |
| Oxidierende Atmosphäre bei über 800 °C | Hastelloy X | 718 Oxidationsrate inakzeptabel |
| Auskleidung oder Kuppel einer Gasturbinenbrennkammer | Hastelloy X | Anforderungen hinsichtlich Temperatur und Oxidation |
| Innenteile von Industrieöfen | Hastelloy X | Dauerbetrieb bei hohen Temperaturen |
| Kompressorscheibe für eine Gasturbine | Inconel 718 | Maximale Zentrifugalspannung unter 700 °C |
| Hochfeste Befestigungselemente (unter 600 °C) | Inconel 718 | Streckgrenze 3× Hastelloy X |
| Komponenten für HPHT-Bohrlochwerkzeuge | Inconel 718 | Hochdruck + NACE-Konformität |
| Geschweißte Brennkammerbaugruppe | Hastelloy X | Schweißbarkeit + Temperatur |
| Kryogenes Ventil oder Behälter | Inconel 718 | FCC + gute Kälteschlagzähigkeit |
| Komponenten für Druckbehälter | Inconel 718 | Hohe Festigkeit + Strahlungsbeständigkeit |
| Reparaturschweißen an im Einsatz befindlichen Bauteilen | Hastelloy X | Keine erneute Alterung erforderlich; kein SAC-Risiko |
| Thermische Übergangszone (400–700 °C) | Anwendungsabhängig | Vergleich der Kriechdaten bei einer bestimmten Temperatur |
Häufig gestellte Fragen: Hastelloy X vs. Inconel 718
1: Wie groß ist der maximale Temperaturunterschied zwischen Hastelloy X und Inconel 718 im baulichen Einsatz?
Hastelloy X ist für den Einsatz in oxidierenden Atmosphären bis zu einer Temperatur von ca. 1177 °C (2150 °F) in oxidierenden Atmosphären eingesetzt werden, während die praktische Einsatzgrenze von Inconel 718 bei 704 °C (1300 °F) liegt – ein Unterschied von etwa 473 °C, der ihre sich völlig nicht überschneidenden Hauptanwendungsbereiche definiert. Oberhalb von 704 °C beginnt die γ''-Ausscheidungsphase (Ni₃Nb) in Inconel 718 sich in nennenswertem Umfang aufzulösen, wodurch die Ausscheidungshärtung, die für 701 % der Auslagerungsfestigkeit der Legierung verantwortlich ist, zunehmend aufgehoben wird. Bei 871 °C ist die Zugfestigkeit von Inconel 718 auf etwa 415 MPa gesunken – unter die 483 MPa von Hastelloy X bei derselben Temperatur – und seine Kriechbruchfestigkeit hat sich auf Werte verringert, die einen dauerhaften strukturellen Einsatz für die meisten tragenden Konstruktionen unpraktisch machen. Hastelloy X, das auf einer thermisch stabilen Festlösungshärtung durch Molybdän und Wolfram beruht, behält seinen Verfestigungsmechanismus über den gesamten Einsatzbereich hinweg kontinuierlich bei, ohne dass es zu einer Ausscheidungsauflösung kommt. Für den Übergangsbereich zwischen 650 °C und 760 °C können technisch gesehen beide Legierungen spezifiziert werden, und die Auswahl sollte auf spezifischen Anforderungen an die Kriechbruchfestigkeit, den Oxidationswiderstand und die Fertigungsmethode basieren – also auf einer sorgfältigen technischen Analyse und nicht auf einem einfachen Vergleich der Temperaturschwellenwerte.
2: Kann Inconel 718 in Brennkammerauskleidungen von Gasturbinen anstelle von Hastelloy X verwendet werden?
Nein! Inconel 718 kann in Brennkammerauskleidungen von Gasturbinen nicht als Ersatz für Hastelloy X verwendet werden, da die Metalltemperaturen im Brennkammerbetrieb (700–950 °C) die Temperaturgrenze des Ausscheidungshärtungsmechanismus von Inconel 718 überschreiten und weil die Oxidationsbeständigkeit von Inconel 718 bei Brennkammer-Temperaturen für eine akzeptable Lebensdauer der Bauteile nicht ausreicht. Diese Substitution wird gelegentlich als kostensparende Maßnahme vorgeschlagen, wenn sich die Lieferzeit für Hastelloy X-Bleche verlängert, stellt jedoch eher einen grundlegenden werkstofftechnischen Fehler als einen vernünftigen Kompromiss dar. Bei einer Metalltemperatur im Brennraum von 900 °C würde Inconel 718 Oxidationsraten aufweisen, die 3- bis 5-mal höher sind als bei Hastelloy X, wodurch die Wanddicke in einem Maße abnimmt, das die Lebensdauer der Komponente um 60–80 % verkürzt. Zudem würde sich jegliche verbleibende Ausscheidungshärtung in Inconel 718 während des anfänglichen Brennkammerbetriebs auflösen, wodurch die Auskleidung in einem überalterten, erweichten Zustand mit deutlich geringerer Kriechfestigkeit als erwartet zurückbliebe. Die umgekehrte Substitution – die Verwendung von Hastelloy X anstelle von Inconel 718 in einer Anwendung mit niedrigerer Temperatur und hoher Festigkeit – ist zwar hinsichtlich der Temperaturbeständigkeit technisch möglich, führt jedoch zu einer unzureichenden Festigkeit, die eine komplette Neukonstruktion mit größeren Querschnitten erfordern würde. Keine der beiden Substitutionen ist ohne eine umfassende technische Analyse ratsam.
3: Welche Legierung weist eine höhere Ermüdungsfestigkeit auf – Hastelloy X oder Inconel 718?
Inconel 718 im ausscheidungsgehärteten Zustand weist bei Raumtemperatur und Temperaturen unter 600 °C eine deutlich bessere Ermüdungsbeständigkeit auf als Hastelloy X, wobei die Dauerfestigkeitsgrenzen bei rotierenden Trägern etwa 2- bis 2,5-mal höher liegen als bei Hastelloy X – bei Temperaturen über 750 °C jedoch, wo zyklische thermische Beanspruchung zu Ermüdung in Brennkammerkomponenten führt, weist Hastelloy X aufgrund seiner thermisch stabilen Mikrostruktur und seiner hervorragenden Duktilität bei hohen Temperaturen eine überlegene thermische Ermüdungslebensdauer auf. Der Vergleich der Ermüdungsbeständigkeit hängt daher vollständig vom Ermüdungsmechanismus und der Temperatur ab: Bei mechanischer Ermüdung (rotierende Bauteile, zyklisch belastete Bauteile) unter 700 °C hat das gealterte Inconel 718 eindeutig die Nase vorn. Bei thermischer Ermüdung (Brennkammerauskleidungen, Hitzeschilde, Ofenplatten, die große Temperaturbereiche durchlaufen) gewinnt Hastelloy X aufgrund seiner Kombination aus ausreichender Duktilität bei hohen Temperaturen, einer stabilen Mikrostruktur bei Temperaturwechseln und einer haftenden schützenden Oxidschicht, die thermischer Abplatzung widersteht. Die bruchmechanischen Daten stützen diese Unterscheidung: Die höhere Festigkeit von Inconel 718 bedeutet eine geringere kritische Rissgröße bei niedrigeren Temperaturen (vorteilhaft für die Auslegung auf hochzyklische Ermüdung), während die hohe Temperaturduktilität von Hastelloy X (43–751 % Dehnung über den gesamten Einsatzbereich) dazu führt, dass sich Risse im Brennkammerbetrieb pro Temperaturzyklus langsamer ausbreiten.
4: Lässt sich Hastelloy X oder Inconel 718 in der Produktion leichter schweißen?
Hastelloy X lässt sich in Produktionsumgebungen deutlich leichter schweißen als Inconel 718, vor allem weil bei Hastelloy X der Ausscheidungshärtungsmechanismus fehlt, der bei den Wärmeeinflusszonen von Inconel-718-Schweißnähten das Risiko von Spannungsrissbildung mit sich bringt — Hastelloy X kann unter allen Bedingungen ohne spezielle Vorbereitungsmaßnahmen vor dem Schweißen geschweißt werden und erfordert keine Nachalterung zur Wiederherstellung der Festigkeit. In der praktischen Produktionsschweißtechnik zeigt sich dieser Unterschied am deutlichsten in drei Situationen: beim Mehrlagenschweißen dickwandiger Bauteile (wo das Risiko von Rissen in der Wärmeeinflusszone bei Inconel 718 mit jeder weiteren Schweißlage zunimmt), beim Reparaturschweißen von in Betrieb befindlichen Bauteilen (wo Inconel 718 vor dem Reparaturschweißen ein Lösungsglühen und danach eine vollständige Nachalterung erfordert) sowie beim Schweißen von bereits gealtertem Inconel 718-Material (das anspruchsvollste Szenario, bei dem das Risiko für SAC am höchsten ist). Für Hersteller von Verbrennungskammern in der Luft- und Raumfahrt, die routinemäßig 0,5–3 mm dicke Hastelloy X-Bleche zu komplexen Auskleidungsbaugruppen verschweißen, ist die Schweißbarkeit so zuverlässig, dass die Abnahmequote für Erstschweißnähte bei qualifizierten Verfahren typischerweise 99% übersteigt. Vergleichbare Inconel 718-Konstruktionen in dicken Wandstärken erfordern strengere zerstörungsfreie Prüfungen vor dem Schweißen, eine sorgfältige Temperaturkontrolle zwischen den Schweißgängen und höhere Ausschussraten nach dem Schweißen, selbst bei ausgezeichneter Verfahrenskontrolle.
5: Welche Härtegrade gemäß NACE MR0175 gelten für Hastelloy X und Inconel 718 im Einsatz mit saurem Gas?
Sowohl Hastelloy X (UNS N06002) als auch Inconel 718 (UNS N07718) sind gemäß NACE MR0175/ISO 15156 Teil 3 für Anwendungen in saurer Umgebung mit einer maximalen Härtegrenze von 40 HRC für beide Legierungen zugelassen — doch aufgrund der Ausscheidungshärtungsfähigkeit von Inconel 718 ist eine sorgfältige Steuerung der Wärmebehandlung erforderlich, um innerhalb dieser Grenze zu bleiben, während lösungsgeglühtes Hastelloy X in der Regel 22–26 HRC mit einer inhärenten Sicherheitsmarge aufweist. Bei Inconel 718 im Einsatz in saurer Umgebung stellt der Höchstwert von 40 HRC die maßgebliche Einschränkung dar, die die Parameter der Auslagerungsbehandlung begrenzt. Vollständig ausgelagertes Inconel 718 kann einen Härtewert von Rc 40–44 erreichen, womit es den NACE-Grenzwert einhält oder übertrifft. Bauteile, die für den Einsatz in saurer Umgebung vorgesehen sind, müssen unter sorgfältig kontrollierten Alterungsbedingungen verarbeitet werden, die eine ausreichende Festigkeit entwickeln und gleichzeitig die Härte bei oder unter 40 HRC halten – dies erfordert eine präzise Steuerung von Alterungstemperatur und -zeit sowie eine Härteprüfung bei jeder Produktionscharge. Hastelloy X, eine Mischkristalllegierung ohne Ausscheidungshärtung, erreicht seine typischen 22–26 HRC im lösungsgeglühten Zustand, ohne dass eine spezielle Bearbeitung erforderlich ist, um den NACE-Härtegrenzwert zu erfüllen. Für Anwendungen, bei denen der Einsatz in saurem Gas mit Temperaturen unter 300 °C kombiniert wird und bei denen Federbelastungen oder Anforderungen an die mechanische Festigkeit die Spezifikation bestimmen, sind beide Legierungen geeignet; bei Temperaturen über 300 °C im sauren Gasbetrieb werden die überlegene Hochtemperaturleistung von Hastelloy X und die inhärente NACE-Konformität zu überzeugenden kombinierten Vorteilen.
6: Welche Legierung eignet sich besser für die additive Fertigung (3D-Druck) von Hochtemperaturkomponenten?
Inconel 718 ist im Bereich der additiven Fertigung deutlich ausgereifter: Die Pulverspezifikationen sind durch die Normen ASTM F3055 und AMS 7000 standardisiert, und mehrere führende Luft- und Raumfahrtunternehmen haben Inconel-718-AM-Bauteile für Flugausrüstung qualifiziert, während Hastelloy X-Pulver für die additive Fertigung zwar verfügbar, aber weniger standardisiert ist und vor allem in der Forschung und im Prototypenbau eingesetzt wird. Die Druckbarkeit beider Legierungen bei der Pulverbettfusion (Laser oder Elektronenstrahl) sowie bei Verfahren mit gerichteter Energieabgabe ist technisch machbar, doch verfügt Inconel 718 über einen Vorsprung von etwa zehn Jahren hinsichtlich der Qualifizierungsdaten für die additive Fertigung, der Charakterisierung nach der Bearbeitung und der Produktionssicherheit. Die durch AM hergestellte Kornstruktur von Inconel 718 – mit ihrem charakteristischen säulenförmigen Wachstum und ihren anisotropen Eigenschaften – wurde umfassend charakterisiert, und es wurden speziell für AM-Material entwickelte Wärmebehandlungsprotokolle etabliert. AM-Hastelloy X wird in Entwicklungsprogrammen für Turbinenbrennkammerkomponenten und Testhardware für die Luft- und Raumfahrt eingesetzt, doch die für den flugkritischen Produktionseinsatz erforderlichen Qualifizierungsdaten werden noch gesammelt. Da die AM-Technologie bis Mitte der 2020er Jahre ausgereift sein wird, werden beide Legierungen wahrscheinlich einen breiteren qualifizierten Produktionsstatus erreichen, wobei sich die AM-Anwendungen von Hastelloy X auf den Bereich der Hochtemperatur-Verbrennungshardware konzentrieren werden, wo der thermische Leistungsvorteil die Entwicklungsinvestitionen rechtfertigt.
7: Wie schneiden Hastelloy X und Inconel 718 bei kryogenen Anwendungen im Vergleich ab?
Sowohl Hastelloy X als auch Inconel 718 behalten aufgrund ihrer vollständig austenitischen FCC-Kristallstrukturen, die bei niedrigen Temperaturen keinen Übergang von duktil zu spröde durchlaufen, eine ausgezeichnete Zähigkeit bei kryogenen Temperaturen bis hinunter zu flüssigem Stickstoff (-196 °C) und flüssigem Wasserstoff (-253 °C) — Inconel 718 ist jedoch die bevorzugte Wahl für kryogene Konstruktionsanwendungen, da seine deutlich höhere Streckgrenze dünnere Wandstärken bei gleichwertiger Druckfestigkeit ermöglicht. Die FCC-Kristallstruktur beider Legierungen verhindert die Gitterumwandlung in BCC-Martensit, die bei kryogenen Temperaturen zu Sprödigkeit in ferritischen und martensitischen Stählen führt. Die gemessenen Charpy-Schlagwerte für beide Legierungen bei -196 °C liegen durchweg über 80 J – deutlich über jeder Mindestanforderung an die Zähigkeit für kryogene Druckbehälter. Der Vorteil von Inconel 718 hinsichtlich der Streckgrenze (1034 MPa nach Auslagerung gegenüber 352 MPa bei Hastelloy X) führt direkt zu dünneren, leichteren Wänden bei kryogenen Behältern, was besonders bei Anwendungen in Trägerraketen und Raumfahrzeugen von Bedeutung ist, bei denen das Gewicht der wichtigste Konstruktionsfaktor ist. Hastelloy X findet vor allem dort kryogene Anwendung, wo das Bauteil im selben Betriebszyklus auch hohen Temperaturen standhalten muss – beispielsweise in Raketentriebwerkskomponenten, die zwischen den Temperaturen des flüssigen Treibstoffs beim Betanken und den Verbrennungstemperaturen beim Zünden des Triebwerks wechseln.
8: Können Hastelloy X und Inconel 718 in derselben Baugruppe zusammen verwendet werden?
Ja. Hastelloy X und Inconel 718 werden häufig gemeinsam in derselben Gasturbinenbaugruppe verwendet, wobei Inconel 718 im Kompressor- und Scheibenbereich und Hastelloy X im Brennkammerbereich zum Einsatz kommen. Die Verbindung erfolgt durch Übergangsschweißnähte mit Inconel 625-Zusatzwerkstoff (ERNiCrMo-3), der mit beiden Grundmetallen kompatibel ist. Die galvanische Verträglichkeit zwischen diesen beiden Legierungen ist ausgezeichnet – beide sind Nickelbasislegierungen mit ähnlichen elektrochemischen Potenzialen, sodass galvanische Korrosion an ihrer Grenzfläche in jeder Umgebung, in der beide Legierungen gemeinsam verwendet werden, praktisch vernachlässigbar ist. Die wichtigste konstruktive Überlegung an der Verbindungsstelle zwischen Hastelloy X und Inconel 718 ist die unterschiedliche Wärmeausdehnung: Hastelloy X dehnt sich bei hohen Temperaturen um ca. 15,8 µm/m·°C aus, während Inconel 718 bei gleichen Temperaturen einen niedrigeren Koeffizienten von ca. 13,0 µm/m·°C aufweist. An einer Übergangsverbindung zwischen der kühleren Inconel 718-Zone und der heißeren Hastelloy X-Zone erzeugt dieser Ausdehnungsunterschied thermische Spannungen, die durch die Konstruktion der Verbindung aufgefangen werden müssen – typischerweise durch eine Geometrie, die eine gewisse Relativbewegung zulässt, oder durch einen kontrollierten Temperaturgradienten, der die unterschiedliche Ausdehnung pro Längeneinheit begrenzt. Konstrukteure von Flugzeugtriebwerken bewältigen diesen Übergang seit Jahrzehnten erfolgreich, und die Konstruktionsregeln sind sowohl in OEM-spezifischen technischen Normen als auch in der veröffentlichten Literatur zur Konstruktion von Gasturbinenkonstruktionen fest verankert.
9: Wie groß ist der Unterschied bei der Lieferzeit zwischen Hastelloy X- und Inconel 718-Blechen ab Lager?
Inconel-718-Bleche in gängigen Stärken (3–50 mm) sind in der Regel leichter aus dem Lagerbestand von Händlern zu beziehen als Hastelloy-X-Bleche in entsprechenden Abmessungen, was das höhere Gesamtmarktvolumen von Inconel 718 aufgrund seines breiteren Anwendungsspektrums widerspiegelt – MWalloys hält jedoch zertifizierte Lagerbestände beider Legierungen in Standardabmessungen bereit, die innerhalb von 10–20 Tagen versandt werden können. Die weltweite Nachfrage nach Inconel 718 – die auf etwa 341 TP3T der gesamten Superlegierungsproduktion geschätzt wird – sorgt für einen großen und aktiven Vertriebsmarkt mit zahlreichen Lagerhändlern weltweit. Hastelloy X ist zwar mengenmäßig eine wichtige Legierung, hat jedoch einen etwas kleineren Gesamtmarkt, der sich auf bestimmte Anwendungsbereiche konzentriert (Gasturbinenbrennkammern und Industrieöfen). Bei den von Händlern üblicherweise vorrätigen Standardblechdicken (6 mm, 10 mm, 12 mm, 19 mm bei beiden Legierungen) ist die Verfügbarkeit in der Regel ähnlich. Bei nicht standardmäßigen Dicken oder großflächigen Platten müssen beide Legierungen direkt vom Hersteller bezogen werden, wobei die Lieferzeiten 6–14 Wochen betragen. Für dringende Wartungsarbeiten in der Luft- und Raumfahrt oder Notfälle in der Produktion unterhält MWalloys strategische Lagerbestände beider Legierungen und bietet eine Expressbearbeitung zur Unterstützung kritischer Programme an. Wenden Sie sich mit Ihren spezifischen Anforderungen an unser Materialteam, um ein Angebot zur aktuellen Verfügbarkeit und Lieferzeit zu erhalten.
10: Welche Legierung sollte ein Produktingenieur für ein neues Hochtemperaturbauteil wählen, für das es noch keine Spezifikation gibt?
Ein Produktingenieur, der für ein neues Bauteil zwischen Hastelloy X und Inconel 718 wählen muss, sollte seine Entscheidung auf drei aufeinanderfolgende Kriterien stützen: erstens die maximale Dauertemperatur des Metalls im Betrieb (Hastelloy X über 700 °C, Inconel 718 bei oder unter 700 °C); zweitens die vorherrschende mechanische Anforderung (Oxidations- und Kriechfestigkeit sprechen für Hastelloy X, maximale Streckgrenze und Ermüdungsfestigkeit sprechen für Inconel 718); und drittens das Fertigungsverfahren (geschweißte Blechkonstruktionen sprechen für Hastelloy X, bearbeitete hochfeste Bauteile sprechen für Inconel 718). Nach unserer Erfahrung bei MWalloys lässt sich die Wahl des Werkstoffs für die meisten neuen Anwendungen allein anhand des Temperaturkriteriums treffen, ohne dass die sekundären Kriterien berücksichtigt werden müssen. Ingenieure sind manchmal versucht, Inconel 718 aufgrund seiner höheren Nennfestigkeit auch für Hochtemperaturanwendungen zu spezifizieren, doch dies führt zu Bauteilen, die auf dem Papier überdimensioniert erscheinen, im Einsatz jedoch thermisch unzureichend sind. Umgekehrt führt die Spezifizierung von Hastelloy X für Anwendungen mit hoher Belastung und moderaten Temperaturen zu überdimensionierten Bauteilen, die größere Querschnitte erfordern, um die geringere zulässige Spannung auszugleichen. Wenn die Temperatur eindeutig in den Betriebsbereich einer Legierung fällt, ist die Auswahl unkompliziert. Für Anwendungen im Grenzbereich von 650–760 °C empfehlen wir, vor der endgültigen Materialauswahl die spezifischen Kriechbruchdaten für beide Legierungen bei der tatsächlichen Betriebstemperatur und dem tatsächlichen Spannungsniveau zu konsultieren und dabei den gesamten thermischen Zyklus einschließlich der Spitzentemperaturen während Transienten zu berücksichtigen.
Nachprüfbare Referenzen
Die folgenden Quellen wurden bei der Erstellung dieses technischen Vergleichs herangezogen und sind unabhängig überprüfbar:
- Haynes International. Datenblatt zur Legierung Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- Special Metals Corporation. Datenblatt zur INCONEL-Legierung 718 (SMC-045). Special Metals, Huntington, WV.
- SAE International. AMS 5536: Nickellegierung, korrosions- und hitzebeständig, Bleche, Bänder und Platten, 47Ni-22Cr-18Fe-9Mo (Hastelloy X), lösungsgeglüht. SAE International, Warrendale, PA.
- SAE International. AMS 5596: Nickellegierung, korrosions- und hitzebeständig, Blech, Band und Platte, 52,5Ni-19Cr-3,0Mo-5,1Cb-0,90Ti-0,50Al-18Fe (Inconel 718), lösungsgeglüht. SAE International, Warrendale, PA.
- SAE International. AMS 5754: Nickellegierung, korrosions- und hitzebeständig, Stangen, Stäbe und Draht, 47Ni-22Cr-18Fe-9Mo (Hastelloy X). SAE International, Warrendale, PA.
- SAE International. AMS 5662: Nickellegierung, korrosions- und hitzebeständig, Stangen, Schmiedeteile und Ringe, 52,5 Ni-19 Cr-3,0 Mo-5,1 Cb (Inconel 718), lösungsgeglüht. SAE International, Warrendale, PA.
- SAE International. AMS 2774: Wärmebehandlung, Teile aus Nickellegierungen und Kobaltlegierungen. SAE International, Warrendale, PA.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Erdöl- und Erdgasindustrie – Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen, Teil 3. NACE International, Houston, TX.
- ASTM International. ASTM B435: Norm für Platten, Bleche und Bänder aus der Legierung Hastelloy X. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B670: Norm für ausscheidungsgehärtete Stangen, Platten, Bleche und Bänder aus Nickellegierungen (Inconel 718). ASTM International, West Conshohocken, PA.
- Donachie, M.J. und Donachie, S.J. Superlegierungen: A Technical Guide, 2. Auflage. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Die Superlegierungen: Grundlagen und Anwendungen. Cambridge University Press, 2006. ISBN: 978-0-521-07011-9
- Davis, J.R. (Hrsg.). Hitzebeständige Werkstoffe (ASM Specialty Handbook). ASM International, Materials Park, Ohio, 1997. ISBN: 0-87170-596-6
- Amerikanische Schweißgesellschaft. AWS A5.14: Spezifikation für blanke Schweißelektroden und Stäbe aus Nickel und Nickellegierungen. AWS, Miami, Florida.
- ASTM International. ASTM F3055: Norm für die additive Fertigung von Nickellegierungen (UNS N07718) mittels Pulverbettfusion. ASTM International, West Conshohocken, PA.
