Hastelloy X outperforms Inconel 718 in oxidation resistance and high-temperature structural capability above 704°C, while Inconel 718 delivers superior tensile strength, fatigue resistance, and yield strength at temperatures below 700°C through its precipitation hardening mechanism. At MWalloys, we supply both alloys across all product forms and resolve this exact selection question daily with engineers across aerospace, oil and gas, power generation, and industrial manufacturing. The choice between these two alloys is not about which is universally better — it is about matching the alloy's specific performance profile to the precise demands of your operating environment, temperature range, fabrication method, and structural load requirements.
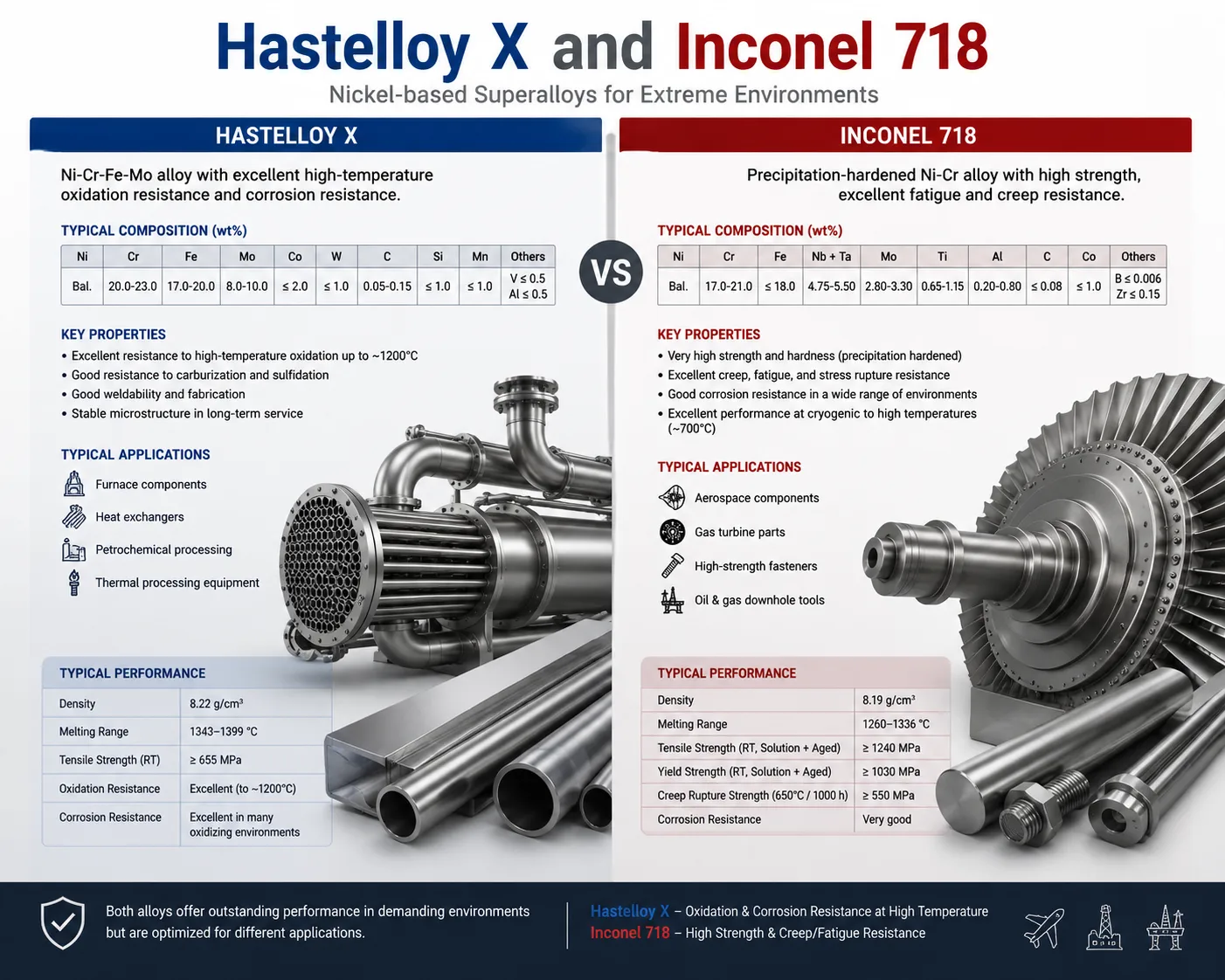
Hastelloy X (UNS N06002) is a solid-solution-strengthened nickel-chromium-iron-molybdenum alloy optimized for continuous service at 760°C through 1200°C in oxidizing atmospheres. Inconel 718 (UNS N07718) is a precipitation-hardenable nickel-chromium-iron-niobium alloy that achieves maximum strength at temperatures below 704°C through controlled aging heat treatment. Choosing the wrong alloy for your application results in either premature oxidation and creep failure (using 718 where X is needed) or unnecessarily high fabrication cost and underutilized strength capability (using X where 718 would serve perfectly).
If your project requires the use of Hastelloy X or Inconel 718, you can contact us for a free quote.
What Are Hastelloy X and Inconel 718 and How Do They Differ Fundamentally?
Hastelloy X and Inconel 718 are both nickel-based superalloys, but they represent two fundamentally different engineering philosophies that produce very different performance profiles across the temperature spectrum.
Hastelloy X (UNS N06002, W.Nr. 2.4665) was developed by Haynes International in the 1950s specifically to address the need for a nickel alloy that combines exceptional oxidation resistance with useful structural strength at temperatures above 870°C. Its strengthening mechanism is solid solution hardening — large molybdenum and tungsten atoms dissolved in the nickel matrix create lattice distortions that resist dislocation movement at high temperatures. Because solid solution hardening does not depend on precipitate phases that dissolve at elevated temperature, Hastelloy X maintains its strengthening mechanism continuously from room temperature through its maximum service limit near 1200°C.

Inconel 718 (UNS N07718, W.Nr. 2.4668) was developed by International Nickel Company (INCO) in the early 1960s to provide a precipitation-hardenable superalloy with outstanding weldability — a combination that previous high-strength nickel alloys like Waspaloy and René 41 could not deliver. Inconel 718 derives approximately 70% of its strength from gamma double prime (γ'', Ni₃Nb) precipitates that form during controlled aging heat treatment. This precipitation hardening mechanism produces room temperature yield strengths exceeding 1000 MPa — more than double what Hastelloy X can achieve — but these precipitates begin to dissolve and transform above approximately 650°C, progressively eliminating the primary strengthening mechanism.
The single most important distinction between these two alloys is their temperature operating range. Inconel 718 is a high-strength alloy for moderate temperatures (below 700°C). Hastelloy X is a moderate-strength alloy for extreme temperatures (above 700°C through 1200°C). This is not a subtle performance gradient — it is a fundamental difference in the physical mechanism that provides strength, and it determines application suitability more than any other single factor.
Also read: Hastelloy X Plate Manufacturer: AMS 5536 Certified High-Temp Sheet
We have encountered numerous cases where procurement teams initially specified Inconel 718 for high-temperature applications because of its higher nominal tensile strength, not realizing that the precipitate strengthening on which that strength depends is thermodynamically unstable at the intended service temperature. The result was premature creep failure of components that were technically over-specified in room temperature strength but fundamentally under-specified for thermal stability. This is precisely the type of selection error that structured technical comparison prevents.
Fundamental Alloy Classification Comparison
| Characteristic | Hastelloy X (N06002) | Inconel 718 (N07718) |
|---|---|---|
| Alloy Family | Solid-solution-strengthened superalloy | Precipitation-hardenable superalloy |
| Primary Strengthening Mechanism | Solid solution (Mo, W, Co in Ni matrix) | γ'' (Ni₃Nb) + γ' (Ni₃Al,Ti) precipitates |
| Temperature Range (structural use) | 650°C – 1177°C | Cryogenic – 704°C |
| Maximum Service Temperature (sustained) | 1177°C (2150°F) | 704°C (1300°F) |
| Heat Treatment Required for Strength | None — strength as-annealed | Two-stage aging: 718°C/8h + 621°C/8h |
| Weldability | Excellent — no post-weld cracking risk | Good — but HAZ strain age cracking risk |
| AMS Sheet/Plate Specification | AMS 5536 | AMS 5596 |
| AMS Bar Specification | AMS 5754 | AMS 5662 / AMS 5663 |
| ASTM Bar Specification | ASTM B572 | ASTM B637 |
| Density (g/cm³) | 8.22 | 8.19 |
| UNS Designation | N06002 | N07718 |
| European Material Number | 2.4665 | 2.4668 |
How Do the Chemical Compositions of Hastelloy X and Inconel 718 Compare?
The performance differences between these two alloys are directly traceable to their chemical compositions. Understanding each element's role explains not just current behavior but also predicts how each alloy will respond to specific operating conditions.
Side-by-Side Chemical Composition Comparison
| Element | Hastelloy X Min (%) | Hastelloy X Max (%) | Inconel 718 Min (%) | Inconel 718 Max (%) |
|---|---|---|---|---|
| Nickel (Ni) | Balance (~47%) | — | 50.00 | 55.00 |
| Chromium (Cr) | 20.5 | 23.0 | 17.00 | 21.00 |
| Iron (Fe) | 17.0 | 20.0 | Balance (~18%) | — |
| Molybdenum (Mo) | 8.0 | 10.0 | 2.80 | 3.30 |
| Cobalt (Co) | 0.5 | 2.5 | — | 1.00 max |
| Niobium + Tantalum (Nb+Ta) | — | — | 4.75 | 5.50 |
| Titanium (Ti) | — | — | 0.65 | 1.15 |
| Aluminum (Al) | — | 0.40 max | 0.20 | 0.80 |
| Tungsten (W) | 0.2 | 1.0 | — | — |
| Carbon (C) | 0.05 | 0.15 | — | 0.08 max |
| Silicon (Si) | — | 1.0 max | — | 0.35 max |
| Manganese (Mn) | — | 1.0 max | — | 0.35 max |
| Boron (B) | — | 0.010 max | — | 0.006 max |
| Phosphorus (P) | — | 0.040 max | — | 0.015 max |
| Sulfur (S) | — | 0.030 max | — | 0.015 max |
| Copper (Cu) | — | — | — | 0.30 max |
What Each Compositional Difference Means in Practice
Chromium: 20.5–23% (Hastelloy X) vs 17–21% (Inconel 718)
Hastelloy X's higher minimum chromium content of 20.5% versus Inconel 718's 17% minimum creates a meaningfully thicker, more stable Cr₂O₃ protective oxide scale at temperatures above 700°C. This difference explains why Hastelloy X maintains acceptable oxidation rates to 1177°C while Inconel 718 experiences rapid, unprotected oxidation above approximately 870°C in air.
Molybdenum: 8–10% (Hastelloy X) vs 2.8–3.3% (Inconel 718)
The three-fold difference in molybdenum content is the primary reason Hastelloy X maintains structural strength at high temperature. Molybdenum atoms are substantially larger than nickel atoms, creating severe lattice distortions that resist dislocation movement — the fundamental mechanism of high-temperature deformation. Inconel 718's lower molybdenum is adequate for solid solution contribution at moderate temperatures but insufficient to carry the primary strengthening burden at temperatures above 704°C where γ'' precipitates dissolve.
Niobium: 4.75–5.50% (Inconel 718) vs None (Hastelloy X)
Niobium is the defining element of Inconel 718 that does not exist in Hastelloy X. The γ'' (Ni₃Nb) precipitate phase formed from niobium is responsible for approximately 70% of Inconel 718's aged strength. This same niobium content enables Inconel 718's remarkable weldability by slowing the precipitation kinetics, preventing rapid age-hardening in the weld heat-affected zone. Hastelloy X contains no niobium because its strengthening mechanism is entirely solid solution-based and requires no precipitation.
Carbon: 0.05–0.15% (Hastelloy X) vs 0.08% max (Inconel 718)
Hastelloy X has a minimum carbon requirement of 0.05%, reflecting the beneficial role of grain boundary carbide precipitation in maintaining creep resistance during extended high-temperature service. Inconel 718 specifies carbon as a maximum limit only (0.08%), minimizing carbide formation that could sensitize grain boundaries and reduce fracture toughness in the aerospace applications where 718 is most commonly used.
Iron: 17–20% (Hastelloy X) vs approximately 18% balance (Inconel 718)
Both alloys contain similar iron levels, but the iron serves different purposes. In Hastelloy X, the high iron content is intentional and contributes to the complex iron-chromium spinel subscale that improves oxidation protection adherence. In Inconel 718, iron as the balance element reduces raw material cost while participating in the matrix that hosts the γ'' and γ' precipitates.
What Mechanical Properties Separate Hastelloy X from Inconel 718 at Room and Elevated Temperature?
The mechanical property comparison between these two alloys is the most technically consequential section of this article because it directly governs which alloy is appropriate for a given structural design load and temperature condition.
Room Temperature Mechanical Property Comparison
| Property | Hastelloy X (Solution Annealed) | Inconel 718 (Solution Annealed) | Inconel 718 (Precipitation Hardened) | Test Standard |
|---|---|---|---|---|
| Ultimate Tensile Strength | 793 MPa (115 ksi) typical | 965 MPa (140 ksi) min | 1275 MPa (185 ksi) min | ASTM E8 |
| 0.2% Yield Strength | 352 MPa (51 ksi) typical | 550 MPa (80 ksi) min | 1034 MPa (150 ksi) min | ASTM E8 |
| Elongation in 2" | 43% typical | 30% min | 12% min | ASTM E8 |
| Reduction of Area | 55% typical | 35% min | 15% min | ASTM E8 |
| Hardness | 90–95 HRB | Rc 32 typical | Rc 40–44 typical | ASTM E18 |
| Modulus of Elasticity | 197 GPa (28.6 Msi) | 200 GPa (29.0 Msi) | 200 GPa (29.0 Msi) | — |
| Fatigue Endurance Limit | ~250 MPa (rotating beam) | ~450 MPa (rotating beam, aged) | ~600 MPa (rotating beam, aged) | ASTM E466 |
| Charpy Impact at -196°C | Greater than 100 J | Greater than 80 J | Greater than 50 J | ASTM E23 |
The room temperature yield strength contrast is striking: precipitation-hardened Inconel 718 achieves 1034 MPa minimum yield strength — nearly three times the typical value for solution annealed Hastelloy X. This difference directly enables Inconel 718 components to be designed with smaller cross-sections for equivalent load-carrying capacity, reducing weight in aircraft engines and other mass-critical applications.
Elevated Temperature Tensile Property Comparison
This comparison is where the selection decision becomes most clear. The data below shows how each alloy's properties evolve with temperature, revealing the crossover point where Hastelloy X's stability advantage becomes decisive.
| Temperature | Hastelloy X UTS (MPa) | Hastelloy X YS (MPa) | Inconel 718 UTS (MPa) | Inconel 718 YS (MPa) |
|---|---|---|---|---|
| 21°C | 793 | 352 | 1380 (aged) | 1170 (aged) |
| 200°C | 724 | 290 | 1310 | 1100 |
| 400°C | 690 | 262 | 1275 | 1070 |
| 538°C | 669 | 248 | 1240 | 1035 |
| 649°C | 648 | 234 | 1170 | 1000 |
| 704°C | 620 | 215 | 1090 | 910 |
| 760°C | 600 | 207 | 870 | 750 |
| 871°C | 483 | 172 | 415 | 310 |
| 982°C | 310 | 138 | Less than 200 | Less than 130 |
| 1093°C | 172 | 97 | Not recommended | Not recommended |
The data reveals several critical observations for the design engineer:
At 704°C, Inconel 718 (aged) still maintains approximately 1090 MPa UTS versus Hastelloy X's 620 MPa — Inconel 718 is still stronger at this temperature. However, Inconel 718's strength drops sharply above 704°C as γ'' precipitates dissolve, while Hastelloy X's solid-solution strengthening is more thermally stable. By 871°C, the two alloys have comparable strength levels. Above 982°C, Hastelloy X clearly outperforms Inconel 718, which is no longer suitable for structural service.
Creep and Stress Rupture Data Comparison
For components under sustained load — turbine discs, pressure vessels, structural supports — creep rupture strength governs design more than short-term tensile strength.
| Temperature | Hastelloy X 1,000-hr Rupture Stress (MPa) | Inconel 718 1,000-hr Rupture Stress (MPa) |
|---|---|---|
| 538°C (1000°F) | Greater than 500 (not limiting) | 900 (approx.) |
| 649°C (1200°F) | Greater than 350 | 690 (approx.) |
| 704°C (1300°F) | 310 (approx.) | 450 (approx.) |
| 760°C (1400°F) | 207 | 200 (falling rapidly) |
| 871°C (1600°F) | 90 | 55 (severely degraded) |
| 982°C (1800°F) | 38 | Not suitable |
| 1093°C (2000°F) | 17 | Not suitable |
The crossover in creep rupture strength occurs near 760°C — above this temperature, Hastelloy X has superior long-term load-carrying capability. Below 760°C, Inconel 718 maintains higher creep rupture stress. This crossover temperature is the defining boundary for the application selection decision.
Physical Properties Comparison
| Physical Property | Hastelloy X | Inconel 718 | Engineering Implication |
|---|---|---|---|
| Density (g/cm³) | 8.22 | 8.19 | Essentially identical — no weight difference in equivalent designs |
| Thermal conductivity at 100°C (W/m·K) | 11.7 | 11.4 | Nearly identical — similar thermal management behavior |
| Thermal expansion (21–500°C, µm/m·°C) | 14.8 | 13.0 | Hastelloy X expands more — clearance design must account for this |
| Thermal expansion (21–870°C, µm/m·°C) | 15.8 | Not applicable | Hastelloy X expands significantly at high service temperatures |
| Modulus of Elasticity at 500°C (GPa) | 180 | 185 | Near-identical stiffness at moderate temperatures |
| Modulus of Elasticity at 870°C (GPa) | 152 | Not reliably applicable | Hastelloy X maintains useful stiffness |
| Magnetic character | Non-magnetic (FCC) | Essentially non-magnetic (FCC) | Both non-magnetic in standard condition |
How Do Hastelloy X and Inconel 718 Perform in High-Temperature Oxidizing Environments?
Oxidation resistance is arguably the most critical differentiator between these two alloys in high-temperature service. The difference in oxidation behavior is not gradual — it represents a fundamental divergence in protective mechanism effectiveness above approximately 800°C.
Oxidation Rate Comparison in Air
| Temperature | Hastelloy X Weight Gain (mg/cm²/1,000h) | Inconel 718 Weight Gain (mg/cm²/1,000h) | Assessment |
|---|---|---|---|
| 700°C | Less than 2.0 | Less than 3.0 | Both adequate |
| 760°C | 2.0–4.5 | 4.0–8.0 | Hastelloy X advantage emerging |
| 871°C | 4.5–9.0 | 15–35 | Clear Hastelloy X advantage |
| 982°C | 8.0–18.0 | Rapid breakdown | Hastelloy X far superior |
| 1093°C | 18–40 | Not suitable | Only Hastelloy X viable |
The oxidation rate difference at 871°C is the most practically important data point: Hastelloy X experiences 4.5–9.0 mg/cm²/1,000 hours of oxidative weight gain, while Inconel 718 experiences 15–35 mg/cm²/1,000 hours — and that comparison assumes Inconel 718 even maintains a coherent protective scale, which becomes unreliable above approximately 900°C.
Oxidation Mechanism Differences
Hastelloy X oxidation mechanism:
The 20.5–23% chromium content enables formation of a dense, adherent Cr₂O₃ scale that acts as a diffusion barrier to further oxygen ingress. Silicon (up to 1.0%) contributes a SiO₂ subscale layer that improves scale adherence. The iron content contributes to a complex Ni-Cr-Fe spinel that forms beneath the primary Cr₂O₃, further slowing oxygen transport. This layered, stable scale maintains protective function through repeated thermal cycling — a key requirement in gas turbine combustor service.
Inconel 718 oxidation mechanism:
The 17–21% chromium in Inconel 718 is adequate to form Cr₂O₃ protection through approximately 870°C. Above this temperature, two mechanisms degrade oxidation performance: the Cr₂O₃ scale begins to form volatile CrO₃ in high-velocity air flows at temperatures approaching 900°C, depleting the protective scale faster than it can reform; and the niobium-rich γ'' phase dissolution exposes the alloy surface to conditions where NiO and FeO formation accelerates, creating a non-protective, porous oxide scale. The net result is rapidly increasing oxidation rates above 870°C that make Inconel 718 unsuitable for sustained oxidizing service in this temperature range.
Hot Corrosion Performance (Sulfate-Induced)
In gas turbine combustion environments where sulfur from fuel combustion combines with sea salt ingested with inlet air, hot corrosion (Type I at 850–950°C, Type II at 650–750°C) attacks alloy surfaces through a mechanism different from simple oxidation.
| Hot Corrosion Type | Hastelloy X Performance | Inconel 718 Performance |
|---|---|---|
| Type I (850–950°C, Na₂SO₄) | Good — Cr content provides resistance | Poor — insufficient protection at this temperature |
| Type II (650–750°C, Na₂SO₄ + NiSO₄) | Moderate — lower chromium activity at this temperature | Moderate — similar limitation |
| Vanadium-induced attack | Moderate — responds to vanadium pentoxide | Similar limitation to Hastelloy X |
For marine gas turbines or industrial turbines burning contaminated fuel, neither alloy provides complete hot corrosion protection without thermal barrier coatings or environmental coatings. However, Hastelloy X maintains structural integrity better in the event of localized hot corrosion attack because its solid solution strengthening is not disrupted by surface chemistry changes the way γ'' precipitation is affected.
Also read: Inconel 718 Plate Stock: AMS 5596 Certified, Cut-to-Size Services
How Does Weldability Differ Between Hastelloy X and Inconel 718?
Weldability is one of the most consequential practical differences between these two alloys in fabricated structures, repair environments, and manufacturing assembly. The weldability contrast is significant enough to independently drive alloy selection in some application categories.
Weldability Assessment Comparison
| Weldability Criterion | Hastelloy X | Inconel 718 | Notes |
|---|---|---|---|
| Susceptibility to HAZ cracking | Very Low — excellent resistance | Moderate — strain age cracking risk | Critical difference |
| Weld metal hot cracking | Low (with clean base metal) | Low (niobium helps) | Both manageable with correct procedures |
| Preheat required | No — moisture removal only | No — moisture removal only | Both weldable without preheat |
| Post-weld heat treatment required | Not mandatory for most applications | Not mandatory for cracking prevention | PWHT optional for both |
| Post-weld solution anneal required | Recommended for corrosive service | Recommended before aging for full properties | Different purposes |
| Weld strength efficiency | Greater than 95% of base metal | 85–95% of base metal (depending on condition) | Hastelloy X advantage in fabricated structures |
| Repair welding in-service components | Excellent — reheating does not age-harden | Requires careful planning — re-solution anneal + re-age | Significant Hastelloy X practical advantage |
The Strain Age Cracking Risk in Inconel 718 Welding
The most important weldability concern for Inconel 718 is strain age cracking (SAC) in the weld heat-affected zone. SAC occurs when:
- The weld HAZ is heated into and cooled through the γ'' precipitation temperature range (593–760°C).
- Residual welding stresses are present simultaneously with γ'' precipitation.
- The combined stress from residual welding strain and the volumetric contraction associated with γ'' precipitation exceeds the local ductility of the material.
Inconel 718's slow γ'' precipitation kinetics — the property that makes it weldable compared to faster-precipitation alloys like Waspaloy — significantly reduces but does not eliminate SAC risk. For multi-pass welds in thick sections, or for welds in already-aged base material, SAC risk increases substantially. Welding Inconel 718 in the solution annealed condition (before aging) dramatically reduces SAC risk by eliminating pre-existing precipitates that would contribute to the hardening-induced stress.
Hastelloy X has no precipitation phase that can cause strain age cracking. The weld HAZ of Hastelloy X simply softens and then re-hardens through solid solution mechanisms as it heats and cools through the weld thermal cycle, with no precipitation reaction that could induce cracking. This fundamental difference makes Hastelloy X the preferred choice in any application where:
- Repair welding is expected during service life.
- The structure will be welded in the fully strengthened condition.
- Multi-pass welding in thick sections is required.
- Weld joint quality must be guaranteed without extensive pre-qualification testing.
Recommended Filler Metals and Processes
| Welding Process | Hastelloy X Filler | AWS Class | Inconel 718 Filler | AWS Class |
|---|---|---|---|---|
| GTAW (TIG) root and fill | Hastelloy W | ERNiMo-3 | Inconel 718 or Inconel 625 | ERNiCrMo-3 |
| GMAW (MIG) | Hastelloy W wire | ERNiMo-3 | Inconel 718 wire | ERNiCrMo-3 |
| SMAW (Stick) | Hastelloy W electrode | ENiMo-3 | Inconel 718 electrode | ENiCrFe-7 |
| PAW (Plasma) | ERNiMo-3 | ERNiMo-3 | ERNiCrMo-3 | ERNiCrMo-3 |
| Dissimilar metal (X to 718) | ERNiCrMo-3 (625 filler) | ERNiCrMo-3 | ERNiCrMo-3 (625 filler) | ERNiCrMo-3 |
For dissimilar metal joints between Hastelloy X and Inconel 718 — which occur in transition zones between high-temperature and moderate-temperature sections of gas turbine engines — Inconel 625 filler (ERNiCrMo-3) provides the best balance of compatibility with both base metals and adequate corrosion and oxidation resistance across the joint.
Post-Weld Heat Treatment Comparison
| PWHT Scenario | Hastelloy X Requirement | Inconel 718 Requirement |
|---|---|---|
| Structural weld, non-corrosive service | Optional — as-welded acceptable | Optional — as-welded acceptable for many applications |
| Structural weld, corrosive or HF acid service | Solution anneal 1163°C recommended | Solution anneal recommended before service |
| Weld followed by high-temperature service | No PWHT needed — service anneal during operation | Solution anneal + age if full properties required |
| Repair weld on service-aged component | Solution anneal recommended to restore ductility | Solution anneal + re-age required for full properties |
| Aerospace critical weld joint | Solution anneal per applicable process spec | Solution anneal + precipitation age per AMS 2774 |
What Heat Treatment Protocols Apply to Each Alloy?
Heat treatment requirements represent a major practical difference between Hastelloy X and Inconel 718 in terms of manufacturing complexity, cycle time, and cost.
Hastelloy X Heat Treatment Requirements
Hastelloy X requires only a single solution anneal heat treatment throughout its entire processing and service lifecycle:
Standard Solution Anneal:
- Temperature: 1163°C ±14°C (2125°F ±25°F).
- Time: 10 minutes minimum per 25 mm (1") of section thickness.
- Cooling: Rapid water quench or fast air cool.
- Purpose: Dissolves all precipitate phases; establishes certified mechanical properties; suppresses sigma phase.
- Frequency: Once per material processing cycle; repeatable after any hot work or welding.
No additional heat treatment is required, recommended, or possible that would meaningfully increase Hastelloy X's strength beyond the solution annealed condition. The alloy cannot be precipitation hardened — this is by design, not a limitation.
Inconel 718 Heat Treatment Requirements
Inconel 718 requires a more complex, carefully sequenced heat treatment to develop its full mechanical properties:
Step 1: Solution Anneal (if not already in Condition A):
- Temperature: 980°C ±14°C (1800°F ±25°F) for standard products.
- Time: 1 hour minimum per inch of cross-section.
- Cooling: Rapid air cool or water quench.
Step 2 — First Age (Double Age Sequence):
- Temperature: 718°C ±8°C (1325°F ±15°F)
- Time: 8 hours
- Cooling: Furnace cool at 55°C/hour (100°F/hour) to second age temperature.
Step 3: Second Age:
- Temperature: 621°C ±8°C (1150°F ±15°F)
- Time: 8 hours
- Cooling: Air cool to room temperature
Heat Treatment Complexity and Cost Comparison
| Factor | Hastelloy X | Inconel 718 |
|---|---|---|
| Number of heat treatment steps | 1 (solution anneal only) | 3 (solution anneal + two age steps) |
| Total furnace time | 1–4 hours (depending on section size) | 18–24 hours minimum |
| Furnace temperature precision required | ±14°C | ±8°C (aging steps require tighter control) |
| AMS governing specification | AMS 2774 (solution anneal section) | AMS 2774 (full precipitation hardening section) |
| Post-fabrication re-heat treatment | Simple re-solution anneal if needed | Full re-solution anneal + re-age (16–20 hours additional) |
| Heat treatment cost index | 1.0 (baseline) | 2.5–3.5 (relative to Hastelloy X) |
| Risk of property variation from processing | Low | Moderate — tight temperature control required |
The heat treatment complexity difference has practical consequences beyond cost. Components made from Inconel 718 that require repair welding after initial manufacture must be re-solution annealed (to dissolve any strain age cracking risk) and then re-aged through the complete double-age cycle before returning to service. A single repair cycle on an Inconel 718 component consumes 20+ hours of precision furnace time. An equivalent repair cycle on a Hastelloy X component requires only 2–4 hours of furnace time for the post-repair solution anneal.
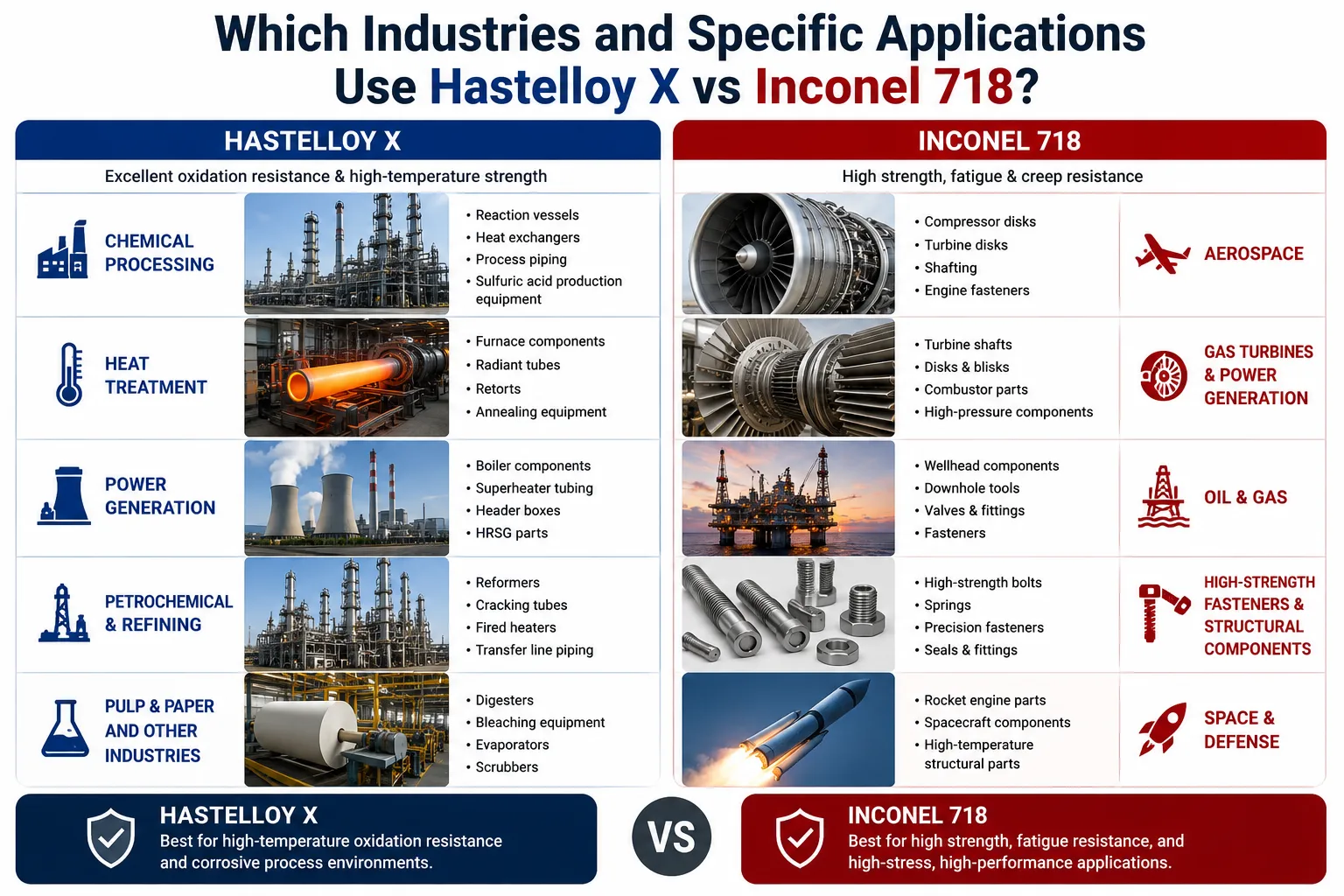
Which Industries and Specific Applications Use Hastelloy X vs Inconel 718?
The application distribution between these two alloys follows the temperature operating ranges precisely, with clear industry-specific preferences that have evolved over decades of service experience.
Aerospace Gas Turbine Engine Applications
| Engine Zone | Typical Metal Temperature | Material Selection | Rationale |
|---|---|---|---|
| Fan disc / compressor disc | 200–400°C | Inconel 718 | Maximum strength required; low temperature |
| Compressor blades (front stages) | 200–500°C | Inconel 718 | High centrifugal stress; moderate temperature |
| Compressor blades (rear stages) | 400–600°C | Inconel 718 | High stress at elevated temperature |
| Compressor cases | 300–500°C | Inconel 718 | Hoop stress containment |
| Combustor liner | 700–950°C | Hastelloy X | Oxidizing combustion gas; thermal cycling |
| Combustor dome | 750–1000°C | Hastelloy X | Highest temperature exposure in combustor |
| Transition duct | 900–1100°C | Hastelloy X | Hot gas path; no mechanical load |
| Turbine disc (low pressure) | 400–700°C | Inconel 718 | High centrifugal stress; temperature within 718 range |
| Turbine disc (high pressure) | 600–800°C | Waspaloy or René 41 | Temperature exceeds 718 limit; higher strength needed |
| Turbine blade (high pressure) | 900–1100°C+ | Directionally solidified or single crystal alloys | Exceeds both Hastelloy X and 718 capability |
| Turbine exhaust case | 500–800°C | Hastelloy X or Inconel 625 | Moderate temperature; large fabricated structure |
This table reveals how these two alloys serve different engine zones even within a single gas turbine: Inconel 718 in the cold end (compressor, front disc), Hastelloy X in the hot end (combustor), and higher-capability alloys in the very hot zones (HP turbine blades).
Oil and Gas Applications
| Application | Operating Condition | Preferred Alloy | Reason |
|---|---|---|---|
| Wellhead springs and valve internals | H₂S, chlorides, 25–200°C | Inconel 718 (NACE qualified) | Strength + sour gas compliance |
| Subsurface safety valve springs | H₂S, high pressure, up to 200°C | Inconel 718 or Hastelloy C276 | Spring load requirements; sour service |
| Downhole tool housings | High pressure, moderate temperature | Inconel 718 | High strength; temperature within range |
| Flare stack tip components | Combustion gas, 600–900°C | Hastelloy X | Oxidizing environment at high temperature |
| Fired heater tube supports | 700–900°C | Hastelloy X | Structural support in furnace environment |
| Process gas cooler components | 400–600°C corrosive service | Inconel 718 or Inconel 625 | Corrosion resistance at moderate temperature |
Industrial and Power Generation Applications
| Application Category | Hastelloy X | Inconel 718 |
|---|---|---|
| Industrial furnace internals (above 700°C) | Standard material | Not suitable — oxidation failure |
| Heat treatment furnace fixtures | Preferred above 800°C | Preferred below 600°C |
| Gas turbine transition pieces (industrial) | Standard | Not suitable above 800°C |
| Aircraft engine fasteners (compressor) | Not optimal — lower strength | Standard high-performance fastener alloy |
| Cryogenic valve components | Not typical application | Excellent — FCC, no ductile-brittle transition |
| Nuclear reactor internals | Some applications | Major application — pressure vessel components |
| Medical implants requiring strength | Not typical | Some precision components |
How Do Machining Characteristics and Fabrication Costs Compare?
Both alloys are classified as difficult to machine compared to carbon steel, but they present different specific challenges that affect tooling choices, cutting parameters, and overall machining cost.
Machining Parameter Comparison
| Machining Operation | Hastelloy X Recommended Parameters | Inconel 718 (Annealed) Parameters | Inconel 718 (Aged) Parameters |
|---|---|---|---|
| Rough turning (carbide) | 25–50 SFM; 0.008–0.018 IPR feed | 30–60 SFM; 0.008–0.018 IPR | 20–40 SFM; 0.006–0.015 IPR |
| Finish turning (carbide) | 50–100 SFM; 0.003–0.008 IPR | 60–120 SFM; 0.003–0.008 IPR | 30–80 SFM; 0.002–0.006 IPR |
| Rough milling (carbide end mill) | 20–40 SFM; 0.002–0.005"/tooth | 25–50 SFM; 0.002–0.005"/tooth | 15–35 SFM; 0.001–0.004"/tooth |
| Drilling (carbide or HSS-Co) | 10–20 SFM; 0.002–0.005 IPR | 12–25 SFM; 0.002–0.005 IPR | 8–18 SFM; 0.001–0.004 IPR |
| Relative tool life | Moderate | Good (annealed); Poor (aged) | Poor — 30–50% of annealed tool life |
| Coolant requirement | High-pressure flood essential | High-pressure flood essential | High-pressure, maximum flow |
| Work hardening tendency | High | Moderate-High | Very High |
| Relative machinability index | 25–30% of free-machining steel | 35–40% annealed; 20–25% aged | 20–25% of free-machining steel |
Aged Inconel 718 is one of the most challenging alloys to machine in commercial production — its hardness of Rc 40–44 and its high hot hardness combine with rapid work hardening to create severe tool wear conditions. Machining sequence planning for Inconel 718 components generally recommends performing as much material removal as possible in the solution annealed condition before the final aging heat treatment, reserving only finish and tolerance-critical cuts for the post-age machining stage.
Hastelloy X, while not easy to machine, presents a more consistent challenge that does not change with heat treatment condition (since the alloy has only one condition) and is somewhat less severe than aged Inconel 718 in terms of tool wear rate.
Fabrication Cost Index Comparison
| Cost Factor | Hastelloy X | Inconel 718 (Annealed + Aged) |
|---|---|---|
| Raw material cost (per lb, approximate ratio) | 1.0 baseline | 0.85–1.1 (similar nickel content; different alloying) |
| Heat treatment cost | Low — single anneal | High — three-step sequence, 18–24 hours |
| Machining cost (equivalent part) | Moderate-High | High (annealed); Very High (aged) |
| Welding and fabrication cost | Moderate | Moderate-High (PWHT and re-aging add cost) |
| Rejection rate (weld defects) | Low | Moderate (HAZ cracking risk) |
| Post-weld rework cost | Low | Moderate-High (if SAC occurs) |
| Total fabrication cost index | 1.0 | 1.3–1.8 (depending on component complexity) |
For fabricated sheet metal structures — combustor liners, heat shields, transition ducts — Hastelloy X offers lower total fabrication cost because it requires no aging heat treatment and has superior weldability that reduces rework. For machined components requiring maximum room temperature strength — compressor discs, turbine discs, precision fasteners — Inconel 718's strength advantage justifies the higher fabrication cost.
What Are the Available Product Forms and Governing Specifications?
Both alloys are available in all standard wrought product forms, but the governing specifications differ and the availability of non-standard sizes varies between them.
Product Forms and Specification Comparison
| Product Form | Hastelloy X Specification | Inconel 718 Specification | Notes |
|---|---|---|---|
| Sheet and Plate | AMS 5536 / ASTM B435 | AMS 5596 / ASTM B670 | Both widely available |
| Bar and Rod | AMS 5754 / ASTM B572 | AMS 5662 / ASTM B637 | Both stocked by distributors |
| Seamless Tubing | AMS 5587 | AMS 5589 | Both available in standard sizes |
| Welded Tubing | AMS 5588 | AMS 5590 | Both available |
| Forgings | AMS 5754 (bar for forging) | AMS 5662 (bar for forging) | Aerospace forgings require OEM qualification |
| Welding Wire | AMS 5798 (ERNiMo-3) | AMS 5832 (ERNiCrFe-6) | Different filler families — not interchangeable |
| Coated Electrodes | ENiMo-3 | ENiCrFe-7 | Different classifications |
| Powder (additive manufacturing) | Available from specialty suppliers | AMS 7000 / ASTM F3055 | 718 more standardized for AM |
Stock Availability at MWalloys
At MWalloys, we maintain certified inventory of both Hastelloy X and Inconel 718 across the most common product forms and dimensions. Standard stock items for same-week dispatch include:
Hastelloy X (AMS 5536/5754):
- Sheet: 0.5–6.0 mm thickness, standard widths 24", 36", 48".
- Plate: 6.0–25 mm thickness, standard dimensions.
- Round bar: 12–150 mm diameter, random mill lengths.
Inconel 718 (AMS 5596/5662):
- Plate: 3.0–50 mm thickness, standard dimensions.
- Round bar: 12–200 mm diameter, solution annealed or precipitation hardened.
- Sheet: 0.5–4.76 mm thickness in standard widths.
Non-standard dimensions are sourced from qualified mills with typical lead times of 4–8 weeks depending on the specific form and dimension.
How Do Hastelloy X and Inconel 718 Compare on Corrosion Resistance?
Aqueous corrosion resistance is rarely the primary selection criterion between these two alloys — they are both selected primarily for thermal performance — but understanding their corrosion behavior prevents misapplication in environments where corrosion could be a secondary failure mechanism.
Aqueous Corrosion Resistance Comparison
| Corrosive Environment | Hastelloy X | Inconel 718 | Preferred Choice |
|---|---|---|---|
| Seawater (flowing) | Good — Cr + Mo provides resistance | Good — adequate for moderate service | Similar; consider Monel 400 or 625 instead |
| Chloride stress corrosion cracking | Good resistance | Good resistance (FCC matrix) | Both acceptable |
| H₂S sour service (NACE MR0175) | Qualified (hardness limit applies) | Qualified (40 HRC max) | Both NACE qualified |
| Oxidizing acids (HNO₃) | Good — Cr passive film | Good — Cr passive film | Both similar |
| Hydrofluoric acid | Moderate | Moderate | Neither is optimal — consider Monel 400 |
| Sulfuric acid (dilute) | Good | Good | Similar |
| Caustic soda (NaOH) | Excellent | Excellent | Both adequate |
| Crevice corrosion in seawater | Moderate — lower Mo vs C276 | Moderate | Neither is optimal for severe crevice service |
| Intergranular corrosion (sensitization) | Low risk — controlled carbon | Low risk — Nb stabilization | Both good |
Neither Hastelloy X nor Inconel 718 is primarily a corrosion-resistant alloy in the way that Hastelloy C276 or Inconel 625 are. Both provide adequate corrosion resistance for their intended high-temperature structural service environments, but neither should be selected primarily for aggressive aqueous corrosion resistance when alternatives like Hastelloy C276 or Monel 400 are available and appropriately specified.
What Is the Cost Difference Between Hastelloy X and Inconel 718?
Raw material costs for both alloys fluctuate with nickel commodity prices on the London Metal Exchange, but relative cost differences between them are more stable and are driven by alloy composition and processing complexity.
Cost Factor Analysis
| Cost Factor | Hastelloy X | Inconel 718 | Notes |
|---|---|---|---|
| Primary cost drivers | Ni + high Mo (8–10%) | Ni + Nb (4.75–5.50%) | Mo and Nb are both significant cost contributors |
| Typical raw material price relationship | 1.0–1.15× carbon steel equivalent alloys | 0.85–1.05× vs Hastelloy X | Material costs broadly similar; processing drives difference |
| Heat treatment processing cost | Low — single solution anneal | High — three-step sequence | Major cost difference in finished component |
| Machining cost per equivalent part | Moderate | High (especially in aged condition) | Significant for complex machined parts |
| Welding and fabrication cost | Moderate | Moderate-High (PWHT complexity) | Difference significant in complex fabrications |
| Overall cost of finished component (equivalent geometry) | Baseline | 1.2–1.8× depending on complexity | Higher for complex Inconel 718 components |
The cost comparison changes significantly depending on the component type. For simple machined bar components where heat treatment cost is a small fraction of total part cost, Inconel 718 and Hastelloy X may have similar finished part costs. For complex fabricated sheet metal assemblies requiring extensive welding, Hastelloy X's weldability advantage can reduce total fabrication cost despite any raw material premium.
How Do You Make the Final Selection Between These Two Alloys?
The selection framework below provides a structured decision process that accounts for all the technical factors discussed throughout this article.
Decision Framework for Hastelloy X vs Inconel 718 Selection
Step 1: Maximum Operating Temperature:
If the maximum component metal temperature at any point in the operating cycle exceeds 704°C:
Eliminate Inconel 718 from consideration. The γ'' precipitate begins dissolving above 650°C and is substantially gone by 704°C. Above this temperature, any strength advantage of Inconel 718 from precipitation hardening is lost.
Step 2: Sustained Load at Temperature:
If the component carries sustained mechanical load (pressure, centrifugal, gravity) at temperatures above 760°C:
Specify Hastelloy X. Its solid-solution creep resistance at these temperatures exceeds the residual Inconel 718 capability by a factor that no engineering workaround can compensate.
Step 3: Oxidizing Atmosphere Requirement:
If the component is exposed to air, combustion gas, or oxidizing atmosphere at temperatures above 800°C:
Specify Hastelloy X. Inconel 718 will experience unacceptably rapid oxidation that compromises dimensional integrity and surface condition.
Step 4: Maximum Strength Requirement:
If the primary design constraint is maximum room temperature or moderate-temperature (below 600°C) yield strength — disc components, high-load fasteners, pressure-critical machined parts:
Specify Inconel 718. Its precipitation-hardened yield strength of 1034 MPa minimum is unmatched by Hastelloy X at 310–380 MPa.
Step 5: Welded Fabrication Assessment:
If the component requires complex welded fabrication, in-field repair welding, or multi-pass welding in heavy sections:
Prefer Hastelloy X for its superior weldability and absence of strain age cracking risk. If Inconel 718 is required for strength reasons, ensure the welding procedure specifies solution annealed base metal and qualified PWHT protocols.
Final Selection Summary Matrix
| Application Condition | Recommended Alloy | Critical Reason |
|---|---|---|
| Metal temp sustained above 760°C | Hastelloy X | γ'' dissolution eliminates 718 strength |
| Oxidizing atmosphere above 800°C | Hastelloy X | 718 oxidation rate unacceptable |
| Gas turbine combustor liner or dome | Hastelloy X | Thermal and oxidation requirements |
| Industrial furnace internal components | Hastelloy X | Continuous high-temperature service |
| Gas turbine compressor disc | Inconel 718 | Maximum centrifugal stress below 700°C |
| High-strength fasteners (below 600°C) | Inconel 718 | Yield strength 3× Hastelloy X |
| Downhole HPHT tool components | Inconel 718 | High pressure + NACE compliance |
| Welded combustor assembly | Hastelloy X | Weldability + temperature |
| Cryogenic valve or vessel | Inconel 718 | FCC + good low-temperature toughness |
| Nuclear vessel components | Inconel 718 | High strength + radiation resistance |
| Repair welding in service hardware | Hastelloy X | No re-aging required; no SAC risk |
| Thermal transition zone (400–700°C) | Application-dependent | Compare creep data at specific temperature |
FAQs: Hastelloy X vs Inconel 718
1: What is the maximum temperature difference between Hastelloy X and Inconel 718 in structural service?
Hastelloy X can sustain structural service up to approximately 1177°C (2150°F) in oxidizing atmospheres, while Inconel 718's practical structural service limit is 704°C (1300°F) — a difference of approximately 473°C that defines their entirely non-overlapping primary application zones. Above 704°C, the γ'' (Ni₃Nb) precipitate phase in Inconel 718 begins significant dissolution, progressively eliminating the precipitation hardening that accounts for 70% of the alloy's aged strength. By 871°C, Inconel 718's tensile strength has fallen to approximately 415 MPa — below Hastelloy X's 483 MPa at the same temperature — and its creep rupture resistance has declined to levels that make sustained structural use impractical for most load-bearing designs. Hastelloy X, relying on thermally stable solid solution hardening from molybdenum and tungsten, maintains its strengthening mechanism continuously without precipitate dissolution through its entire service range. For the transition zone between 650°C and 760°C, both alloys can technically be specified, and the selection should be based on specific creep rupture requirements, oxidation resistance needs, and fabrication method — a careful engineering analysis rather than a simple temperature threshold comparison.
2: Can Inconel 718 be substituted for Hastelloy X in gas turbine combustor liners?
No! Inconel 718 cannot be substituted for Hastelloy X in gas turbine combustor liners because the metal temperatures in combustor service (700–950°C) exceed the temperature capability of Inconel 718's precipitation hardening mechanism, and because Inconel 718's oxidation resistance at combustor temperatures is insufficient for acceptable component life. This substitution is occasionally proposed as a cost measure when Hastelloy X sheet is on extended lead time, but it represents a fundamental materials engineering error rather than a reasonable compromise. At 900°C combustor metal temperature, Inconel 718 would experience oxidation rates 3–5 times higher than Hastelloy X, consuming wall thickness at a rate that reduces component life by 60–80%. Additionally, any residual precipitation hardening in the Inconel 718 would dissolve during initial combustor operation, leaving the liner in an over-aged, softened condition with significantly lower creep resistance than expected. The reverse substitution — using Hastelloy X where Inconel 718 is specified in a lower-temperature, high-strength application — is technically possible in terms of temperature capability but introduces inadequate strength that would require a complete redesign to larger cross-sections. Neither substitution is advisable without comprehensive engineering analysis.
3: Which alloy has better fatigue resistance — Hastelloy X or Inconel 718?
Inconel 718 in the precipitation hardened condition has substantially better fatigue resistance than Hastelloy X at room temperature and temperatures below 600°C, with rotating beam endurance limits approximately 2–2.5 times higher than Hastelloy X — but at temperatures above 750°C where cyclic thermal stress drives fatigue in combustor components, Hastelloy X demonstrates superior thermal fatigue life due to its thermally stable microstructure and excellent ductility at temperature. The fatigue performance comparison therefore depends entirely on the fatigue mechanism and temperature: for mechanical fatigue (rotating components, cyclically loaded structural members) below 700°C, aged Inconel 718 wins clearly. For thermal fatigue (combustor liners, heat shields, furnace panels cycling through large temperature ranges), Hastelloy X wins due to its combination of adequate high-temperature ductility, stable microstructure through temperature cycling, and adherent protective oxide scale that resists thermal spallation. The fracture mechanics data supports this distinction: Inconel 718's higher strength means smaller critical flaw size at lower temperatures (good for high-cycle fatigue design), while Hastelloy X's high ductility at temperature (43–75% elongation across the service range) means cracks propagate more slowly per thermal cycle in combustor service.
4: Is Hastelloy X or Inconel 718 easier to weld in production environments?
Hastelloy X is significantly easier to weld in production environments than Inconel 718, primarily because Hastelloy X lacks the precipitation hardening mechanism that creates strain age cracking risk in Inconel 718 weld heat-affected zones — Hastelloy X can be welded in any condition without specialized pre-weld preparation and does not require post-weld aging to restore strength. In practical production welding, the difference manifests most clearly in three situations: thick section multi-pass welding (where Inconel 718 HAZ cracking risk increases with each successive pass), repair welding of in-service components (where Inconel 718 requires solution annealing before repair welding and full re-aging afterward), and welding of already-aged Inconel 718 material (the most challenging scenario, where SAC risk is highest). For aerospace combustor fabricators who routinely weld 0.5–3 mm Hastelloy X sheet into complex liner assemblies, the weldability is so reliable that first-pass weld acceptance rates typically exceed 99% with qualified procedures. Comparable Inconel 718 fabrications in thick sections require more stringent pre-weld NDT, careful interpass temperature control, and higher post-weld rejection rates even with excellent procedure control.
5: What NACE MR0175 hardness limits apply to Hastelloy X and Inconel 718 in sour gas service?
Both Hastelloy X (UNS N06002) and Inconel 718 (UNS N07718) are qualified under NACE MR0175/ISO 15156 Part 3 for sour service applications with a maximum hardness limit of 40 HRC for both alloys — but Inconel 718's precipitation hardening capability means it requires careful heat treatment control to stay within this limit, while Hastelloy X solution annealed material typically measures 22–26 HRC with inherent margin. For Inconel 718 in sour service, the 40 HRC maximum is the governing constraint that limits the aging treatment parameters. Fully aged Inconel 718 can achieve Rc 40–44, which places it at or above the NACE limit. Components intended for sour service must be processed to a carefully controlled aging condition that develops adequate strength while maintaining hardness at or below 40 HRC — this requires precise aging temperature and time control, and hardness verification on every production lot. Hastelloy X, being a solid solution alloy without precipitation hardening, achieves its typical 22–26 HRC in the solution annealed condition with no special processing required to meet the NACE hardness limit. For applications combining sour gas service with temperatures below 300°C where spring loads or mechanical strength requirements drive the specification, both alloys are viable; above 300°C in sour service, Hastelloy X's superior high-temperature performance and inherent NACE compliance become compelling combined advantages.
6: Which alloy is better for additive manufacturing (3D printing) of high-temperature components?
Inconel 718 is significantly more mature in additive manufacturing applications, with ASTM F3055 and AMS 7000 standardizing powder specifications and multiple aerospace prime contractors having qualified Inconel 718 AM components for flight hardware, while Hastelloy X powder AM is available but less standardized and is primarily used in research and prototype contexts. The printability of both alloys in powder bed fusion (laser or electron beam) and directed energy deposition processes is technically feasible, but Inconel 718 has an approximately 10-year head start in AM qualification data, post-processing characterization, and production confidence. The grain structure produced by AM Inconel 718 — with its characteristic columnar growth and anisotropic properties — has been extensively characterized, and heat treatment protocols developed specifically for AM material are established. AM Hastelloy X is used in development programs for turbine combustor components and aerospace test hardware, but the qualification data required for flight-critical production use is still accumulating. As the AM technology matures through the mid-2020s, both alloys will likely achieve broader qualified production status, with Hastelloy X's AM applications concentrated in the high-temperature combustion hardware zone where its thermal performance advantage justifies the development investment.
7: How do Hastelloy X and Inconel 718 compare for cryogenic applications?
Both Hastelloy X and Inconel 718 maintain excellent toughness at cryogenic temperatures down to liquid nitrogen (-196°C) and liquid hydrogen (-253°C) due to their fully austenitic FCC crystal structures that do not undergo ductile-to-brittle transition at low temperatures — but Inconel 718 is the preferred choice for cryogenic structural applications because its much higher yield strength allows thinner wall designs for equivalent pressure containment. The FCC crystal structure of both alloys prevents the lattice transformation to BCC martensite that causes brittleness in ferritic and martensitic steels at cryogenic temperatures. Measured Charpy impact values for both alloys at -196°C consistently exceed 80 J — well above any minimum toughness requirement for cryogenic pressure vessels. Inconel 718's yield strength advantage (1034 MPa aged vs 352 MPa for Hastelloy X) translates directly into thinner, lighter cryogenic vessel walls, which is particularly valuable in launch vehicle and spacecraft applications where mass is the primary design driver. Hastelloy X finds cryogenic application primarily where the component must also survive high-temperature exposure during the same service cycle — for example, in rocket engine components that cycle from liquid propellant temperatures during tanking to combustion temperatures during engine firing.
8: Can Hastelloy X and Inconel 718 be used together in the same assembly?
Yes. Hastelloy X and Inconel 718 are commonly used together in the same gas turbine engine assembly, with Inconel 718 in the compressor and disc sections and Hastelloy X in the combustor section, joined by transition welds using Inconel 625 filler metal (ERNiCrMo-3) that provides compatibility with both base metals. The galvanic compatibility between these two alloys is excellent — both are nickel-base alloys with similar electrochemical potentials, making galvanic corrosion at their interface essentially negligible in any environment where both alloys would be used together. The primary design consideration at the transition joint between Hastelloy X and Inconel 718 is the thermal expansion mismatch: Hastelloy X expands at approximately 15.8 µm/m·°C at high temperature, while Inconel 718 has a lower coefficient of approximately 13.0 µm/m·°C at equivalent temperatures. In a transition joint between the cooler Inconel 718 zone and the hotter Hastelloy X zone, this expansion difference creates thermal stress that must be accommodated by the joint design — typically through a geometry that allows some relative movement or through a controlled thermal gradient that limits the differential expansion per unit length. Aerospace engine designers have successfully managed this transition for decades, and the design rules are well established in both OEM-specific engineering standards and in published literature on gas turbine structural design.
9: What is the difference in lead time between Hastelloy X and Inconel 718 plate from stock?
Inconel 718 plate stock in common thicknesses (3–50 mm) is generally more readily available from distributor warehouse inventory than Hastelloy X plate in equivalent sizes, reflecting the higher total market volume of Inconel 718 across its broader application base — but MWalloys maintains certified inventory of both alloys for standard dimensions with dispatch within 10–20 days. The global demand for Inconel 718 — estimated at approximately 34% of all superalloy production — creates a large and active distribution market with multiple stocking distributors worldwide. Hastelloy X, while a major alloy by volume, has a somewhat smaller total market concentrated in specific application sectors (gas turbine combustors and industrial furnaces). For standard plate thicknesses commonly stocked by distributors (6 mm, 10 mm, 12 mm, 19 mm in both alloys), availability is typically similar. For non-standard thicknesses or large area plates, both alloys require mill sourcing with lead times of 6–14 weeks. For urgent aerospace maintenance or production emergency requirements, MWalloys maintains strategic inventory in both alloys and offers express processing for critical program support. Contact our materials team with your specific requirement for a current availability and lead time quotation.
10: Which alloy should a product engineer choose for a new high-temperature component without existing specification?
A product engineer selecting between Hastelloy X and Inconel 718 for a new component should base the decision on three sequential criteria: first, the maximum sustained metal temperature in service (Hastelloy X above 700°C, Inconel 718 at or below 700°C); second, the dominant mechanical requirement (oxidation and creep resistance favors Hastelloy X, maximum yield strength and fatigue resistance favor Inconel 718); and third, the fabrication method (welded sheet metal structures favor Hastelloy X, machined high-strength components favor Inconel 718). In our experience at MWalloys, the temperature criterion correctly resolves the majority of new application selections without needing to evaluate the secondary criteria. Engineers are sometimes tempted to specify Inconel 718 for its higher nominal strength even in high-temperature applications, but this leads to components that appear over-designed on paper while being thermally inadequate in service. Conversely, specifying Hastelloy X for high-load, moderate-temperature applications results in overweight components that require larger cross-sections to compensate for lower allowable stress. When temperature clearly falls in one alloy's operating range, the selection is straightforward. For applications in the 650–760°C boundary zone, we recommend consulting the specific creep rupture data for both alloys at the actual operating temperature and stress level, accounting for the full thermal cycle including peak temperatures during transients, before making the final material selection decision.
Verifiable References
The following sources are cited in preparing this technical comparison and are independently verifiable:
- Haynes International. Hastelloy X Alloy Data Sheet (H-3009C). Haynes International, Kokomo, IN.
- Special Metals Corporation. INCONEL alloy 718 Data Sheet (SMC-045). Special Metals, Huntington, WV.
- SAE International. AMS 5536: Nickel Alloy, Corrosion and Heat-Resistant, Sheet, Strip, and Plate, 47Ni-22Cr-18Fe-9Mo (Hastelloy X), Solution Annealed. SAE International, Warrendale, PA.
- SAE International. AMS 5596: Nickel Alloy, Corrosion and Heat-Resistant, Sheet, Strip, and Plate, 52.5Ni-19Cr-3.0Mo-5.1Cb-0.90Ti-0.50Al-18Fe (Inconel 718), Solution Annealed. SAE International, Warrendale, PA.
- SAE International. AMS 5754: Nickel Alloy, Corrosion and Heat-Resistant, Bars, Rods, and Wire, 47Ni-22Cr-18Fe-9Mo (Hastelloy X). SAE International, Warrendale, PA.
- SAE International. AMS 5662: Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings, and Rings, 52.5Ni-19Cr-3.0Mo-5.1Cb (Inconel 718), Solution Annealed. SAE International, Warrendale, PA.
- SAE International. AMS 2774: Heat Treatment, Nickel Alloy and Cobalt Alloy Parts. SAE International, Warrendale, PA.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Petroleum and Natural Gas Industries — Materials for Use in H₂S-Containing Environments, Part 3. NACE International, Houston, TX.
- ASTM International. ASTM B435: Standard Specification for Hastelloy X Alloy Plate, Sheet, and Strip. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B670: Standard Specification for Precipitation-Hardening Nickel Alloy Bar, Plate, Sheet, Strip (Inconel 718). ASTM International, West Conshohocken, PA.
- Donachie, M.J. and Donachie, S.J. Superalloys: A Technical Guide, 2nd Edition. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. The Superalloys: Fundamentals and Applications. Cambridge University Press, 2006. ISBN: 978-0-521-07011-9
- Davis, J.R. (Editor). Heat-Resistant Materials (ASM Specialty Handbook). ASM International, Materials Park, OH, 1997. ISBN: 0-87170-596-6
- American Welding Society. AWS A5.14: Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods. AWS, Miami, FL.
- ASTM International. ASTM F3055: Standard Specification for Additive Manufacturing Nickel Alloy (UNS N07718) with Powder Bed Fusion. ASTM International, West Conshohocken, PA.
