Piastra Inconel 718 Lo stock certificato AMS 5596 è la scelta standard del settore per le applicazioni strutturali ad alta temperatura che richiedono un'eccezionale resistenza alla trazione, alla corrosione e alla precisione dimensionale. MWalloys fornisce piastre di Inconel 718 certificate AMS 5596 in formati tagliati su misura, al servizio di produttori aerospaziali, operatori del settore petrolifero e del gas, impianti nucleari e officine meccaniche di precisione in tutto il mondo. Questo materiale offre una resistenza allo snervamento superiore a 150 ksi in condizioni di invecchiamento, mantiene l'integrità meccanica a temperature criogeniche fino a 704°C (1300°F) e soddisfa i più severi requisiti di tracciabilità richiesti dalle specifiche di approvvigionamento del settore aerospaziale di primo livello.
Se il vostro progetto richiede l'uso di piastre di Inconel 718, potete contattateci per un preventivo gratuito.
Cos'è l'Inconel 718 e perché è considerato il cavallo di battaglia delle superleghe?
Inconel 718, indicata anche con la designazione UNS N07718 o W.Nr. 2.4668, è una superlega indurente per precipitazione a base di nichel e cromo, in produzione commerciale dall'inizio degli anni Sessanta. Il suo sviluppo da parte della International Nickel Company (INCO) ha colmato una lacuna critica nel panorama dei materiali: la necessità di una lega che potesse essere indurita per invecchiamento in modo rapido e affidabile, senza le gravi difficoltà di saldatura e di fabbricazione che affliggevano le precedenti leghe a base di nichel, come Waspaloy e Rene 41.

Ciò che rende l'Inconel 718 veramente eccezionale è l'insolito meccanismo di indurimento per precipitazione che impiega. A differenza della maggior parte delle superleghe di nichel che si basano su precipitati gamma prime (γ'), l'Inconel 718 deriva la maggior parte della sua forza da precipitati gamma double prime (γ'') - nello specifico, particelle ordinate di Ni₃Nb che si formano coerentemente all'interno della matrice cubica a facce centrate (FCC). Questo meccanismo conferisce alla lega un profilo di cinetica di precipitazione più lento, che si traduce direttamente in una saldabilità superiore: il materiale non si indurisce rapidamente nella zona termicamente influenzata durante la saldatura, evitando le cricche da invecchiamento da deformazione che comunemente rovinano altre superleghe ad alta resistenza.
Abbiamo collaborato con centinaia di team di ingegneri nel corso degli anni e un'osservazione che facciamo costantemente è che gli ingegneri a volte sottovalutano quanto l'Inconel 718 abbia soppiantato altri materiali negli ambienti termici più difficili. La lega rappresenta circa 34% di tutta la produzione di superleghe a livello globale, un dominio del mercato che riflette sia le sue capacità tecniche sia la fiducia che l'industria ha sviluppato nel suo comportamento a lungo termine.
Proprietà fisiche chiave che distinguono l'Inconel 718
| Proprietà | Valore | Note |
|---|---|---|
| Densità | 8,19 g/cm³ (0,296 lb/in³) | Leggermente più pesanti delle leghe di titanio |
| Intervallo di fusione | 1260-1336°C (2300-2437°F) | L'ampio intervallo di solidificazione favorisce la saldabilità |
| Conduttività termica | 11,4 W/m-K a 21°C | Inferiore a quello dell'acciaio; influisce sulla gestione del calore di lavorazione |
| Calore specifico | 435 J/kg-K a 21°C | Importante per le applicazioni di ciclismo termico |
| Resistività elettrica | 1,252 µΩ-m | Pertinente per le applicazioni di taglio con elettroerosione |
| Permeabilità magnetica | ~1,0011 (essenzialmente non magnetico) | Critico per gli alloggiamenti dei sensori di risonanza magnetica e della difesa |
Il dato sulla bassa conducibilità termica merita particolare attenzione. Poiché l'Inconel 718 conduce poco calore rispetto all'acciaio al carbonio o all'alluminio, il calore generato durante la lavorazione si concentra sul bordo di taglio anziché dissiparsi nel pezzo. Questa singola proprietà è responsabile della maggior parte dei costi degli utensili che gli ingegneri incontrano quando passano dall'acciaio strutturale alla fabbricazione di superleghe.
Leggi anche: Piastra Monel 400: Stock certificato ASTM B127, servizi di taglio personalizzati
Che cosa significa in realtà la certificazione AMS 5596 per le lastre?
AMS 5596 è una specifica per materiali aerospaziali pubblicata da SAE International (precedentemente amministrata dalla Society of Automotive Engineers) che regola l'approvvigionamento di Inconel 718 sotto forma di lastre, nastri e piastre. L'attuale revisione di AMS 5596 è la revisione M (AMS 5596M), che consolida le revisioni precedenti e si allinea alle moderne aspettative dei sistemi di qualità.
Quando un produttore di materiali certifica una piastra di Inconel 718 secondo la norma AMS 5596, afferma la conformità a una serie dettagliata di requisiti:
- Limiti di composizione chimica (verificato dalla chimica del calore di fusione e dall'analisi del prodotto).
- Proprietà di trazione minime (sia a temperatura ambiente che a temperatura elevata).
- Requisiti di granulometria (per intervalli di spessore specifici).
- Requisiti delle condizioni della superficie.
- Condizioni di trattamento termico (tipicamente fornito nella condizione di ricottura in soluzione, indicata come condizione A).
- Requisiti per i controlli non distruttivi (ispezione a ultrasuoni per determinati intervalli di spessore).
- Requisiti della documentazione di certificazione (rapporti di prova dei materiali, tracciabilità dei lotti termici).
È importante capire che la certificazione AMS 5596 non equivale a specificare semplicemente "Inconel 718". La specifica impone finestre chimiche più strette rispetto ai limiti generali UNS N07718 in alcune categorie di oligoelementi. Ad esempio, AMS 5596 impone controlli specifici sul contenuto di fosforo, zolfo, boro e cobalto che potrebbero non essere rispecchiati in un generico certificato di laminazione che citi solo UNS N07718.
Alla MWalloys, ogni piastra che forniamo a fronte di un ordine di acquisto AMS 5596 è accompagnata da un rapporto di prova del materiale (MTR) che documenta il numero di calore, l'analisi chimica completa, i risultati dei test meccanici, le registrazioni del trattamento termico e il firmatario responsabile della qualità. Questa catena di documentazione è ciò che separa gli approvvigionamenti di tipo aerospaziale dalle forniture industriali generiche.
AMS 5596 vs. specifiche correlate dell'Inconel 718
| Specifiche | Forma | Condizione | Uso primario |
|---|---|---|---|
| AMS 5596 | Lamiera, striscia, piastra | Ricotto in soluzione (condizione A) | Componenti aerospaziali strutturali |
| AMS 5597 | Lamiera, striscia, piastra | Ricotto in soluzione + stagionato (condizione B) | Applicazioni ad alta resistenza che richiedono un invecchiamento completo |
| AMS 5662 | Barra, billetta | Ricotto in soluzione | Componenti rotanti, alberi |
| AMS 5663 | Barra, billetta | Temprato per precipitazione | Elementi di fissaggio ad alta resistenza, alberi |
| AMS 5664 | Barra, billetta | Indurito per precipitazione (premio) | Parti rotanti critiche |
| AMS 5832 | Filo per saldatura | - | Metallo d'apporto per la saldatura per fusione |
| ASTM B670 | Piastra, foglio, striscia | Vari | Applicazioni industriali / non aerospaziali |
La distinzione tra AMS 5596 (ricotto in soluzione) e AMS 5597 (completamente invecchiato) è importante per l'ingegnere che progetta il componente. Se una piastra sarà sottoposta a ulteriori operazioni di formatura o lavorazione prima del trattamento termico finale, AMS 5596 Condizione A è il punto di partenza corretto. Se il componente non richiede ulteriori trattamenti termici dopo la consegna, il materiale AMS 5597 completamente invecchiato fornisce le massime proprietà meccaniche direttamente dal magazzino.
In che modo la composizione chimica dell'Inconel 718 ne determina le prestazioni?
La chimica dell'Inconel 718 è un equilibrio accuratamente studiato che consente di ottenere una risposta di indurimento per precipitazione, mantenendo al contempo la forgiabilità, la saldabilità e la resistenza all'ossidazione. La comprensione del contributo di ciascun elemento di lega aiuta gli ingegneri a prendere decisioni migliori sulla selezione del materiale, sulla lavorazione e sui limiti di applicazione.
Composizione chimica nominale dell'Inconel 718 (requisiti AMS 5596)
| Elemento | AMS 5596 Min (%) | AMS 5596 Max (%) | Ruolo primario |
|---|---|---|---|
| Nichel (Ni) | 50.00 | 55.00 | Metallo di base; stabilizzatore di matrice FCC |
| Cromo (Cr) | 17.00 | 21.00 | Resistenza all'ossidazione e alla corrosione a caldo |
| Ferro (Fe) | Equilibrio | - | Riduzione dei costi; supporto alle matrici |
| Niobio + Tantalio (Nb+Ta) | 4.75 | 5.50 | Rafforzatore primario tramite precipitato γ'' (Ni₃Nb) |
| Molibdeno (Mo) | 2.80 | 3.30 | Rafforzamento della soluzione solida; resistenza alla corrosione |
| Titanio (Ti) | 0.65 | 1.15 | Formazione di precipitati secondari γ'; controllo dei confini dei grani |
| Alluminio (Al) | 0.20 | 0.80 | precipitato 'γ" (Ni₃Al); resistenza all'ossidazione |
| Cobalto (Co) | - | 1,00 max | Rafforzamento della soluzione solida |
| Carbonio (C) | - | 0,08 max | Formatore di carburo; pinzatura dei confini del grano |
| Manganese (Mn) | - | 0,35 max | Disossidante |
| Silicio (Si) | - | 0,35 max | Disossidante; resistenza all'ossidazione a livelli bassi |
| Fosforo (P) | - | 0,015 max | Impurità controllate; rischio di infragilimento del bordo grano |
| Zolfo (S) | - | 0,015 max | Impurezza controllata; rischio di duttilità a caldo |
| Boro (B) | - | 0,006 max | Rinforzante dei confini di grano in quantità controllata |
| Rame (Cu) | - | 0,30 max | Controllo degli elementi di disturbo |
Il contenuto di niobio merita una trattazione specifica perché è l'elemento maggiormente responsabile del successo commerciale dell'Inconel 718. Il niobio forma la fase gamma doppio primo (γ'') (Ni₃Nb), che è il precipitato primario di rafforzamento. La formazione di γ'' è molto più lenta rispetto alla fase γ' presente nelle vecchie superleghe di nichel, motivo per cui l'Inconel 718 può essere saldato senza indurire immediatamente nella zona termicamente interessata. Questa cinetica lenta è ciò che rende possibile la caratteristica di 'superlega saldabile" che ha reso la lega così diffusa nella produzione aerospaziale.
Il livello di cromo (17-21%) costituisce la difesa primaria contro l'ossidazione e la corrosione a caldo. In ambienti di servizio in cui sono presenti gas di combustione contenenti zolfo - come nei combustori delle turbine a gas - il cromo forma una scala protettiva di Cr₂O₃ che limita l'ulteriore penetrazione dell'ossidazione. Ciò rende l'Inconel 718 adatto ad applicazioni che distruggerebbero rapidamente le leghe di nichel a basso tenore di cromo o la maggior parte degli acciai inossidabili.
Quali proprietà meccaniche possono aspettarsi gli ingegneri dalla piastra certificata AMS 5596?
I requisiti delle proprietà meccaniche secondo AMS 5596 dipendono dalle condizioni del materiale (ricotto in soluzione o indurito per precipitazione) e dallo spessore del prodotto. Gli ingegneri che specificano le lamiere di Inconel 718 dovrebbero sempre progettare in base ai valori minimi garantiti dalle specifiche, non ai valori nominali pubblicati, soprattutto per le strutture critiche per la sicurezza.
Proprietà meccaniche a temperatura ambiente - Piastra Inconel 718 (AMS 5596/5597)
| Proprietà | Ricotto in soluzione (condizione A) | Indurimento da precipitazione (condizione B) | Metodo di prova |
|---|---|---|---|
| Resistenza alla trazione finale (UTS) | 965 MPa (140 ksi) min | 1275 MPa (185 ksi) min | ASTM E8 |
| 0,2% Resistenza allo snervamento | 550 MPa (80 ksi) min | 1034 MPa (150 ksi) min | ASTM E8 |
| Allungamento (in 2") | 30% min | 12% min | ASTM E8 |
| Riduzione dell'area | 35% min | 15% min | ASTM E8 |
| Durezza | ~Rc 32 tipico | ~Rc 40-44 tipico | ASTM E18 |
Il contrasto tra le due condizioni è drammatico. La tempra per precipitazione raddoppia all'incirca la resistenza allo snervamento, pur mantenendo una duttilità accettabile: una combinazione raramente ottenibile nelle leghe strutturali. La condizione A (ricottura in soluzione) mantiene una formabilità significativamente migliore, motivo per cui la maggior parte dei fabbricanti acquista piastre in condizione A ed esegue il trattamento termico di invecchiamento finale al termine di tutte le operazioni di formatura e saldatura.
Proprietà a temperature elevate della piastra Inconel 718
Una delle caratteristiche più interessanti dell'Inconel 718 è il mantenimento delle proprietà meccaniche a temperature che causerebbero lo scorrimento o il rapido cedimento della maggior parte delle leghe ferrose.
| Temperatura | UTS (MPa) | 0,2% YS (MPa) | Allungamento (%) |
|---|---|---|---|
| 21°C (70°F) | 1380 | 1170 | 21 |
| 204°C (400°F) | 1310 | 1100 | 20 |
| 427°C (800°F) | 1275 | 1070 | 20 |
| 538°C (1000°F) | 1240 | 1035 | 20 |
| 649°C (1200°F) | 1170 | 1000 | 22 |
| 704°C (1300°F) | 1090 | 910 | 22 |
| 760°C (1400°F) | 870 | 750 | 24 |
Nota: i valori sopra riportati rappresentano dati tipici delle condizioni di invecchiamento. Al di sopra di circa 704°C (1300°F), la fase precipitata γ'' inizia a dissolversi e a trasformarsi nella fase delta stabile ma non coerente (Ni₃Nb ortorombico), che riduce significativamente l'efficacia del rafforzamento. Ciò fissa la temperatura di servizio superiore pratica per l'Inconel 718 a circa 650-700°C per le applicazioni a carico sostenuto.
Consigliamo regolarmente agli ingegneri che necessitano di capacità a temperature più elevate (oltre i 700°C sostenuti) di valutare Inconel 625, Waspaloy o René 41, a seconda che la resistenza alla corrosione o al creep sia l'obiettivo principale.
Come viene prodotta la piastra Inconel 718 e quali sono le condizioni di lavorazione?
La comprensione del percorso di produzione delle lamiere di Inconel 718 aiuta gli ingegneri a valutare le capacità dei fornitori e a capire perché i documenti di certificazione fanno riferimento a specifiche denominazioni di fusione e lavorazione.
La pratica di fusione e il suo effetto sulla qualità delle lastre
Le lamiere di Inconel 718 vengono prodotte attraverso uno dei diversi processi di fusione e la scelta della pratica di fusione influisce direttamente sulla pulizia, sui livelli di segregazione e, in ultima analisi, sulla durata a fatica e sulla tenacità alla frattura.
Fusione a induzione sotto vuoto (VIM) + rifusione a scoria elettrolitica (ESR) - VIM + ESR:
Si tratta del percorso di fusione di base per la maggior parte delle applicazioni industriali e del settore energetico. Il VIM garantisce un eccellente controllo della chimica e un basso contenuto di gas. La ESR migliora la solidificazione del lingotto, riduce il contenuto di inclusioni e omogeneizza la microstruttura. Questo percorso è adeguato per i componenti strutturali non soggetti a requisiti di certificazione critici per la frattura.
Fusione a induzione sotto vuoto + rifusione a scoria elettrolitica + rifusione ad arco sotto vuoto (VIM + ESR + VAR - Triple Melt):
La tripla fusione è il percorso richiesto o fortemente preferito per i componenti rotanti del settore aerospaziale e per le parti critiche per la frattura. La fase VAR riduce ulteriormente la macrosegregazione ed elimina le inclusioni di ossido residuo che potrebbero sopravvivere alla lavorazione VIM+ESR. La maggior parte delle lamiere AMS 5596 per uso aerospaziale specifica o implica la pratica di fusione VIM+ESR+VAR, sebbene la specifica stessa consenta VIM+ESR come minimo.
MWalloys dispone di scorte di fusori certificati che utilizzano la pratica VIM+ESR+VAR come standard per le lamiere aerospaziali e può fornire materiale VIM+ESR per programmi industriali in cui il premio di tripla fusione non è giustificato.
Sequenza di produzione di laminazione a caldo e lastre
I lingotti di Inconel 718 vengono trasformati in lastre attraverso una sequenza di operazioni termomeccaniche:
- Ricottura di omogeneizzazione - Lingotto riscaldato a circa 1150-1190°C per sciogliere la segregazione dalla solidificazione.
- Forgiatura primaria (cogging) - Lingotto scomposto in forma di lastra o blumi alla temperatura di lavoro di 1020-1120°C.
- Laminazione a caldo - La lastra viene laminata allo spessore desiderato in più passaggi; il controllo della temperatura di finitura è fondamentale.
- Ricottura in soluzione - Piastra finale ricotta a 980-1010°C (1800-1850°F) seguita da tempra in acqua o raffreddamento rapido ad aria.
- Decalcificazione - Decapaggio acido per rimuovere le incrostazioni di ossido; decalcificazione meccanica per i calibri più pesanti.
- Raddrizzamento - Livellamento a rullo per ottenere tolleranze di planarità.
- Ispezione e test - Dimensionale, visivo, chimico, meccanico, ultrasonico (per lastre spesse).
Il controllo della temperatura di ricottura della soluzione è particolarmente importante. Una temperatura troppo bassa lascia particelle di fase delta non disciolte che bloccano la crescita dei grani, ma possono anche limitare la tenacità se presenti in quantità eccessive. Una temperatura troppo alta produce una crescita eccessiva dei grani che riduce la resistenza alla fatica e alla trazione.
Quali condizioni di trattamento termico sono necessarie per la piastra Inconel 718?
Il trattamento termico è il momento in cui l'Inconel 718 passa da un grezzo ricotto formabile a un materiale strutturale ad alta resistenza. Gli ingegneri che specificano le piastre devono comprendere il processo di invecchiamento in due fasi richiesto e come le variazioni del processo influenzino le proprietà finali.
Trattamento termico standard per Inconel 718 (requisiti AMS 2774)
La sequenza di invecchiamento standard per le piastre di Inconel 718, secondo AMS 2774 e in linea con le specifiche dei materiali di GE e Pratt & Whitney, prevede:
Fase 1 - Ricottura in soluzione (se non già in condizione A):
- Temperatura: 980°C ± 14°C (1800°F ± 25°F)
- Tempo: minimo 1 ora per ogni pollice di sezione trasversale
- Raffreddamento: Raffreddamento rapido ad aria o spegnimento ad acqua
Fase 2 - Prima età:
- Temperatura: 718°C ± 8°C (1325°F ± 15°F)
- Tempo: 8 ore
- Raffreddamento: Raffreddamento del forno a 55°C/ora (100°F/ora) fino alla temperatura di secondo invecchiamento.
Fase 3 - Seconda età:
- Temperatura: 621°C ± 8°C (1150°F ± 15°F)
- Tempo: 8 ore totali a temperatura
- Raffreddamento: Raffreddamento ad aria a temperatura ambiente
Questa sequenza a doppio invecchiamento è stata progettata specificamente per sviluppare le dimensioni e la distribuzione ottimali dei precipitati γ'' (Ni₃Nb) e γ' (Ni₃(Al,Ti)) contemporaneamente. Il primo invecchiamento a 718°C nuclea e fa crescere γ'', mentre il secondo invecchiamento a 621°C completa la precipitazione di γ'' e regola la grossolanità del precipitato per massimizzare la resistenza allo snervamento.
Opzioni di trattamento termico modificate per applicazioni specifiche
Alcune applicazioni richiedono un trattamento termico modificato per enfatizzare proprietà specifiche:
| Trattamento | Sequenza di temperatura | Enfasi della proprietà risultante |
|---|---|---|
| Doppia età standard | 980°C SA + 718°C/8h + 621°C/8h | Resistenza e duttilità bilanciate (standard) |
| Età doppia modificata | 1010°C SA + 760°C/10h + 649°C/8h | Miglioramento della rottura per sollecitazione ad alta temperatura |
| Età singola (720°C/8h) | Come saldato, poi singolo invecchiamento | Alleggerimento delle tensioni post-saldatura + rinforzo parziale |
| Sovravvissuto | 980°C SA + 800°C/1h + 700°C/16h | Massima tenacità alla frattura, minore resistenza |
I requisiti del trattamento termico post-saldatura (PWHT) per i manufatti in Inconel 718 devono seguire le specifiche di saldatura applicabili (AWS D1.6 per le strutture, o le specifiche di procedura di saldatura OEM applicabili). Si sconsiglia vivamente di utilizzare il trattamento a un solo tempo come unico trattamento termico post-fabbricazione per assemblaggi strutturali in cui è richiesta la piena resistenza, in quanto lascia incompleta una significativa precipitazione γ''.
Quali industrie utilizzano la lamiera Inconel 718 e per quali applicazioni?
La piastra Inconel 718 si è affermata in diversi settori industriali non per caso, ma perché nessun altro materiale offre contemporaneamente la combinazione di alta resistenza, saldabilità, resistenza alla corrosione e stabilità dimensionale che questa lega garantisce.
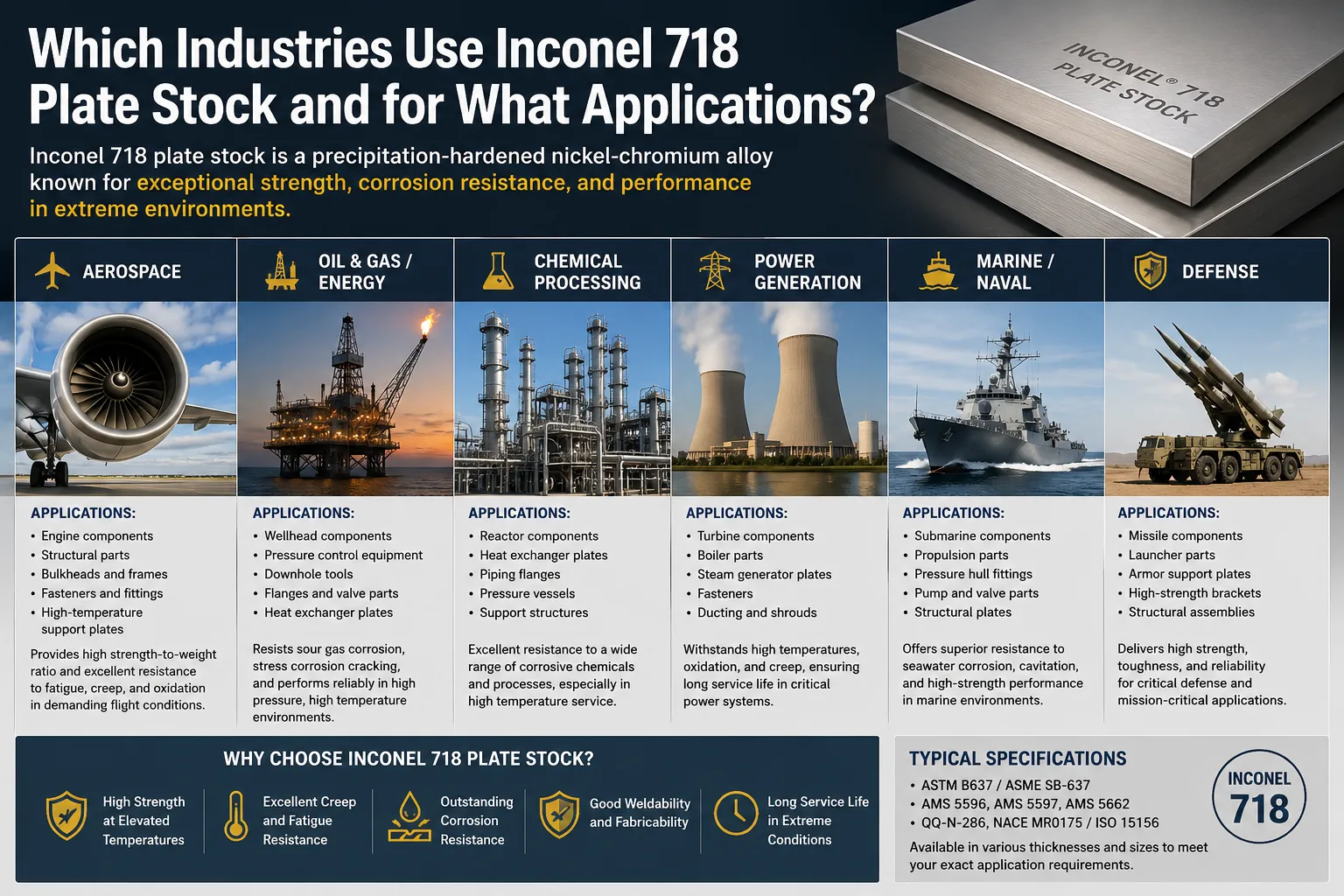
Applicazioni aerospaziali e di difesa
Il settore aerospaziale rappresenta il mercato più vasto per le lamiere di Inconel 718, che vengono utilizzate in forme che vanno dalle staffe strutturali ai rivestimenti dei combustori ai componenti delle navicelle. Le applicazioni specifiche per le quali forniamo abitualmente materiale includono:
- Casi di motori a turbina a gas: Casse di ventilazione, casse di compressori, casse di scarico di turbine fabbricate con segmenti di lamiera laminati ad anello e saldati.
- Rivestimenti del combustore: Dove le temperature sostenute di 700°C+ e l'esposizione ai gas di combustione ossidanti sono sollecitazioni simultanee.
- Componenti del postcombustore: Motori a reazione militari che operano a temperature che escludono completamente l'alluminio e il titanio.
- Strutture di inversione di spinta: Piastra strutturale per i gruppi a cascata e i meccanismi delle porte di blocco.
- Raccordi per serbatoi criogenici: L'Inconel 718 mantiene un'eccellente tenacità alle temperature dell'idrogeno liquido (-253°C).
Applicazioni per petrolio, gas e sottomarini
L'industria petrolifera e del gas utilizza le piastre di Inconel 718 principalmente in ambienti di servizio acidi ad alta pressione e alta temperatura (HPHT), dove l'esposizione a H₂S e CO₂ causerebbe una rapida criccatura da tensocorrosione negli acciai inossidabili standard. Le applicazioni includono:
- Componenti per teste di pozzo e flange ad albero di Natale
- Componenti strutturali dei collettori sottomarini
- Corpi e sedi delle valvole per servizio HPHT (oltre 150°C, oltre 103 MPa di pressione)
- Alloggiamenti per utensili di perforazione (collari di perforazione, corpi degli strumenti di logging, alloggiamenti di contenimento della pressione)
La norma NACE MR0175/ISO 15156 specifica i requisiti di durezza e trattamento termico per l'Inconel 718 in servizio acido. Per il servizio H₂S, la durezza massima è tipicamente limitata a Rc 40 o come specificato dalla norma NACE applicabile, che vincola i parametri di temperatura e tempo di invecchiamento.
Applicazioni nucleari, mediche e industriali
| Industria | Applicazione | Proprietà chiave richiesta |
|---|---|---|
| Nucleare | Interni del reattore, elementi di fissaggio, supporto del generatore di vapore | Resistenza alle radiazioni, resistenza alle alte temperature |
| Medico | Alloggiamenti di macchine per risonanza magnetica, strumenti chirurgici | Non magnetico, resistente alla corrosione |
| Automotive (sport motoristici) | Componenti del turbocompressore, valvole di scarico | Resistenza alle alte temperature, resistenza alla fatica termica |
| Trattamento chimico | Recipienti del reattore, componenti dello scambiatore di calore | Resistenza alla corrosione in ambienti aggressivi |
| Marina | Componenti del sistema di propulsione, gestione dell'acqua di mare | Resistenza alla corrosione in acqua di mare |
Come funzionano i servizi di taglio a misura e quali sono le tolleranze raggiungibili?
Uno dei servizi più pratici offerti da MWalloys è la lavorazione di precisione delle lamiere di Inconel 718 tagliate su misura. Invece di acquistare lastre fresate a tutta lunghezza e di gestire costose operazioni di taglio interne, i clienti ci inviano i disegni dei loro pezzi o i fogli delle specifiche e ricevono il materiale tagliato nelle dimensioni esatte necessarie.
Dimensioni e intervalli di spessore delle piastre disponibili
| Parametro | Gamma standard | Note |
|---|---|---|
| Spessore della piastra | Da 0,187" (4,75 mm) a 4,0" (101,6 mm) | Gli spessori più sottili sono classificati come fogli/strisce |
| Larghezza | Larghezza standard della fresa fino a 1524 mm (60") | Larghezze personalizzate disponibili tramite taglio |
| Lunghezza | Fino a 3048 mm (120") standard | Lunghezze maggiori disponibili su richiesta |
| Peso per piastra | Fino a 2.500 kg (movimentazione standard) | Le lastre più pesanti richiedono una logistica speciale |
Metodi di taglio e tolleranze dimensionali
La tenacità e la tendenza all'incrudimento dell'Inconel 718 rendono le operazioni di taglio più impegnative rispetto all'acciaio inossidabile standard. MWalloys impiega diverse tecnologie di taglio a seconda dello spessore, della tolleranza dimensionale e dei requisiti della zona termicamente alterata:
Taglio a getto d'acqua:
È il metodo preferito per la maggior parte degli spessori delle lamiere, quando sono richieste tolleranze ristrette e assenza di zone termicamente alterate. Il getto d'acqua abrasivo può tagliare lamiere di Inconel 718 fino a circa 6" di spessore con tolleranze da ±0,010" a ±0,020" a seconda dello spessore. L'azione di taglio a freddo garantisce l'assenza di alterazioni della microstruttura adiacente al bordo di taglio, un aspetto critico per i materiali certificati AMS che richiedono una tracciabilità documentata delle condizioni di trattamento termico.
Taglio al plasma:
Adatto per grezzi in cui i bordi verranno successivamente lavorati. Il taglio al plasma crea una zona termicamente alterata di 1-3 mm di profondità che può alterare la durezza e la microstruttura del bordo tagliato. I pezzi tagliati al plasma che sono dimensionalmente critici richiedono una successiva rimozione del materiale mediante fresatura o rettifica per eliminare la ZTA. Non raccomandiamo il plasma come operazione di taglio finale per lamiere certificate AMS in applicazioni critiche per il volo.
Taglio laser:
Il taglio laser in fibra è sempre più praticabile per le lamiere di Inconel 718 fino a circa 12-15 mm di spessore. Oltre questo intervallo, la qualità e la velocità di taglio diminuiscono rapidamente a causa della natura riflettente e termoconduttiva del taglio. Il taglio laser produce una ZTA più stretta rispetto al plasma e può raggiungere tolleranze da ±0,005" a ±0,010" sulle sezioni più sottili.
Segatura (sega a nastro / sega a freddo):
Per la tranciatura grezza di lamiere spesse, dove la successiva lavorazione permetterà di ottenere le dimensioni finali, la sega a nastro è l'approccio più economico. Utilizziamo lame in M42 o in metallo duro ad alto tenore di cobalto, con refrigerante inondato e velocità di taglio ridotte rispetto all'acciaio, per gestire l'indurimento da lavoro nel taglio della sega.
Tolleranze dimensionali standard per le piastre di Inconel 718 tagliate a misura
| Metodo di taglio | Tolleranza lunghezza/larghezza | Quadratura | Finitura superficiale (Ra) |
|---|---|---|---|
| Getto d'acqua abrasivo | Da ±0,010" a ±0,020" | ±0,010" per piede | 125-250 µin Ra |
| Plasma (taglio grezzo) | Da ±0,060" a ±0,125" | ±0,030" per piede | N/A (macchina dopo) |
| Laser a fibra (<15 mm) | Da ±0,005" a ±0,010" | ±0,005" per piede | 63-125 µin Ra |
| Sega a nastro (taglio grezzo) | Da ±0,060" a ±0,125" | ±0,030" per piede | N/A (macchina dopo) |
Quali sono le sfide della lavorazione e le migliori pratiche per la piastra di Inconel 718?
La lavorazione della lamiera di Inconel 718 è molto più impegnativa rispetto alla lavorazione dell'acciaio strutturale o dell'acciaio inossidabile austenitico standard. Abbiamo raccolto i risultati più coerenti ottenuti dal nostro team tecnico e dal feedback dei clienti in molti anni di fornitura di questo materiale per le operazioni di lavorazione.
Perché l'Inconel 718 è difficile da lavorare
Tre caratteristiche fondamentali del materiale determinano la difficoltà di lavorazione:
1. Indurimento rapido: L'Inconel 718 può indurire fino a circa 250% della sua durezza ricotto in uno strato superficiale molto superficiale durante il taglio. Se l'utensile, invece di tagliare in modo netto, si attorciglia o sfrega, si crea rapidamente uno strato indurito che può causare la frattura dell'utensile nella passata successiva.
2. Bassa conducibilità termica: Come già detto, il calore non viene dissipato efficacemente nel pezzo. Ciò significa che quasi tutto il calore di taglio si concentra sulla punta dell'utensile e sull'interfaccia del truciolo, accelerando notevolmente l'usura dell'utensile rispetto al taglio di materiali più morbidi.
3. Elevata durezza a caldo: Anche alle elevate temperature generate durante il taglio, l'Inconel 718 mantiene una durezza e una resistenza sostanziali. Il materiale continua a resistere alla deformazione e all'abrasione dei bordi degli utensili per tutto il ciclo di taglio.
Parametri di lavorazione consigliati per la piastra di Inconel 718
| Operazione | Materiale dell'utensile | Velocità di taglio (SFM) | Velocità di avanzamento (IPR) | Profondità di taglio (in) | Liquido di raffreddamento |
|---|---|---|---|---|---|
| Tornitura grezza | Carburo (grado C-2) | 40–80 | 0.010–0.020 | 0.100–0.200 | Alluvione (alta pressione) |
| Finitura della tornitura | Carburo rivestito | 80–150 | 0.004–0.010 | 0.020–0.040 | Inondazione ad alta pressione |
| Fresatura grezza | Fresa in metallo duro | 30-60 SFM | 0,002-0,006 per dente | 0.050–0.150 | Alluvione o nebbia |
| Fresatura di finitura | Carburo rivestito di TiAlN | 60-120 SFM | 0,001-0,003 per dente | 0.010–0.030 | Alluvione preferita |
| Perforazione | Cobalto HSS o metallo duro | 15-25 SFM | 0.003–0.007 | Diametro pieno | Mandrino passante ad alta pressione |
| Rettifica | CBN o ossido di alluminio | - | Alimentazione delicata | Rimozione dello stock leggero | Abbondante liquido di raffreddamento |
Gli inserti da taglio in ceramica (rinforzati con baffi di SiC) possono raggiungere velocità di taglio da 3 a 5 volte superiori a quelle del metallo duro per le operazioni di sgrossatura, ma richiedono macchine rigide e ad alta potenza e non sono adatti a tagli interrotti o a operazioni con scaglie o punti duri.
Come si confronta la piastra Inconel 718 con le piastre di superleghe alternative?
La selezione dei materiali per le applicazioni strutturali ad alta temperatura richiede spesso un confronto tra Inconel 718 e le superleghe concorrenti a base di nichel e cobalto. Di seguito è riportato un confronto completo a supporto delle decisioni ingegneristiche.
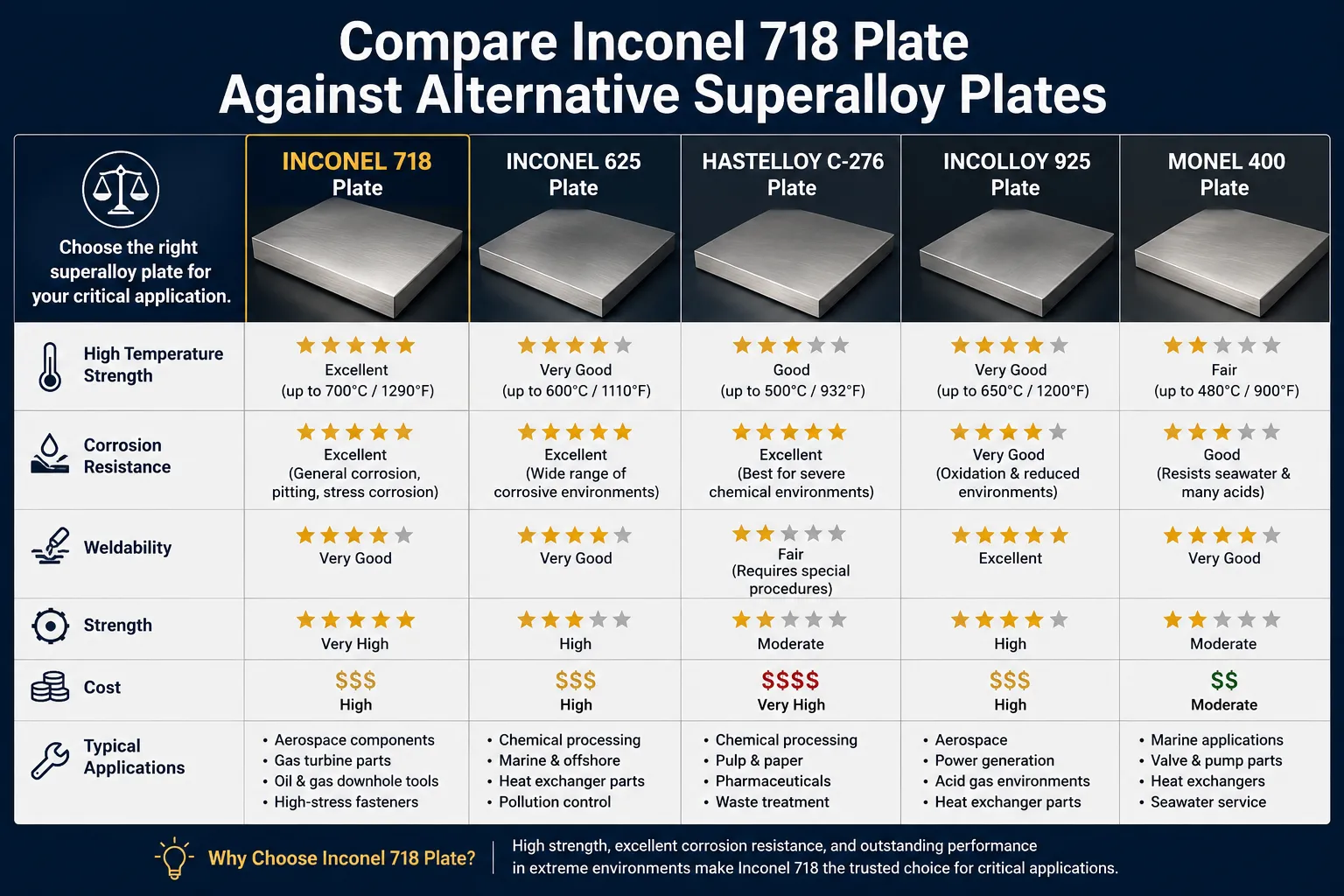
Inconel 718 vs. leghe ad alta temperatura concorrenti
| Proprietà | Inconel 718 | Inconel 625 | Waspaloy | Haynes 282 | 17-4PH SS |
|---|---|---|---|---|---|
| Temperatura massima di servizio (resistenza) | 704°C | 816°C di ossidazione / 593°C di resistenza | 980°C | 760°C | 316°C |
| UTS (invecchiato, MPa) | 1380 | 965 | 1275 | 1220 | 1170 |
| 0,2% YS (invecchiato, MPa) | 1170 | 517 | 1000 | 1060 | 1000 |
| Saldabilità | Eccellente | Eccellente | Moderato (rischio di criccatura delle ZTA) | Buono | Buono |
| Lavorabilità | Moderato (difficile) | Moderato-difficile | Difficile | Moderato | Facile-Moderato |
| Resistenza alla corrosione | Molto buono | Eccellente | Buono | Buono | Moderato |
| Costo relativo | Moderato | Moderato-alto | Alto | Alto | Basso |
| Rafforzamento primario | γ'' (Ni₃Nb) | Soluzione solida | γ' (Ni₃Al) | γ' | Martensite + precipitazione di Cu |
Dal confronto emergono diverse conclusioni chiare per l'ingegnere dei materiali:
- Per le applicazioni al di sotto dei 700°C che richiedono la massima resistenza e una buona saldabilità, l'Inconel 718 rimane la scelta ottimale.
- Per le applicazioni a temperature superiori a 700°C si consiglia di prendere in considerazione Waspaloy o René 41, se l'ambiente di corrosione è gestibile, o Inconel 625, se la corrosione è la preoccupazione principale.
- Haynes 282 rappresenta un'alternativa più recente che offre una migliore resistenza all'ossidazione rispetto al 718 con una forza comparabile a temperature intermedie.
- L'acciaio inossidabile 17-4PH non è un sostituto adeguato quando le temperature superano i 316°C o quando si teme la corrosione da gas acidi.
Quali certificazioni di qualità e documentazione devono accompagnare la piastra Inconel 718?
L'approvvigionamento di piastre di Inconel 718 certificate AMS 5596 per applicazioni aerospaziali, nucleari o industriali critiche richiede un pacchetto di documentazione completo che consenta la completa tracciabilità dalla materia prima al componente finito.
Documentazione richiesta per la piastra AMS 5596 Inconel 718
| Documento | Contenuto | Scopo |
|---|---|---|
| Rapporto di prova del materiale (MTR) | Chimica del calore, risultati dei test meccanici, registri dei trattamenti termici, dichiarazione di certificazione | Documento primario di conformità |
| Certificato di conformità (C of C) | Dichiarazione scritta del fornitore che il materiale è conforme alle specifiche | Conformità del contratto |
| Numero di calore/lotto | Identificatore alfanumerico univoco riconducibile alle registrazioni della fusione | Tracciabilità della fusione originale |
| Rapporto di prova a ultrasuoni | Copertura dell'ispezione UT e criteri di scarto (per spessori qualificati) | Rilevamento dei difetti interni |
| Rapporto di ispezione dimensionale | Spessore, larghezza, lunghezza e planarità misurati | Verifica dimensionale |
| Analisi chimica (prodotto) | Chimica effettiva misurata della piastra (non solo calore di fusione) | Conferma la conformità alle specifiche a livello di prodotto |
In MWalloys manteniamo un sistema di gestione controllata dei documenti che consente ai clienti di richiedere in qualsiasi momento gli MTR storici dei materiali forniti. Ciò è particolarmente importante per gli operatori del settore MRO aerospaziale che devono ricostruire la tracciabilità dei materiali per i registri di manutenzione della flotta.
Certificazioni del sistema di gestione della qualità applicabili
I clienti che valutano i fornitori di piastre di Inconel 718 dovrebbero verificare che il fornitore mantenga:
- AS9100 Rev. D: Sistema di gestione della qualità per la catena di fornitura aerospaziale.
- ISO 9001:2015: Sistema generale di gestione della qualità (linea di base minima).
- NADCAP: National Aerospace and Defense Contractors Accreditation Program (per il trattamento termico e le operazioni NDT).
- Conformità DFARS: Per gli appalti della difesa statunitense, i materiali devono essere riconducibili a fonti nazionali fuse e fabbricate ai sensi del 48 CFR 252.225-7009 (conformità dei metalli speciali).
In che modo gli ingegneri dovrebbero specificare e ordinare le scorte di piastre Inconel 718?
Un ordine di acquisto completo per le lamiere di Inconel 718 deve contenere sufficienti dettagli tecnici per evitare ambiguità e garantire che il fornitore fornisca esattamente ciò che l'applicazione richiede. Abbiamo assistito a costosi ritardi e rifiuti dovuti a ordini di acquisto poco dettagliati che omettevano requisiti critici.
Voci dell'ordine di acquisto raccomandate per la piastra Inconel 718
Una specifica ben strutturata per le lamiere di Inconel 718 dovrebbe includere:
- Designazione del materiale: Inconel 718 / UNS N07718.
- Specificazioni di riferimento: AMS 5596M (confermare la revisione attuale).
- Condizioni di trattamento termico: Condizione A (ricotto in soluzione) o condizione B (completamente invecchiato, secondo AMS 5597).
- Pratica di fusione: VIM+ESR, VIM+ESR+VAR o come consentito dalle specifiche.
- Spessore del prodotto: Nominale con tolleranza di spessore applicabile secondo AMS 2242 o come specificato.
- Larghezza e lunghezza: Dimensioni nominali con tolleranze bilaterali.
- Stato della superficie: Come arrotolato e sottaceto, oppure macinato su uno o entrambi i lati.
- Quantità / peso: Numero di pezzi o peso totale.
- Requisiti di certificazione: MTR, C of C, certificato di ispezione a ultrasuoni se richiesto.
- Requisiti speciali: Conformità DFARS, approvazione della fonte del cliente, ispezione del primo articolo.
Tolleranze standard di spessore della piastra (secondo AMS 2242)
| Spessore nominale (in) | Tolleranza di spessore (in) | Tolleranza in larghezza (in) |
|---|---|---|
| 0.187–0.250 | +0.018 / -0.000 | +0.125 / -0.000 |
| 0.251–0.500 | +0.023 / -0.000 | +0.125 / -0.000 |
| 0.501–1.000 | +0.033 / -0.000 | +0.188 / -0.000 |
| 1.001–2.000 | +0.045 / -0.000 | +0.250 / -0.000 |
| 2.001–3.000 | +0.058 / -0.000 | +0.375 / -0.000 |
| 3.001–4.000 | +0.073 / -0.000 | +0.375 / -0.000 |
Nota: le tolleranze AMS 2242 sono solo positive (sovradimensionate ma non sottodimensionate), il che è una pratica standard per le lamiere strutturali dove lo spessore minimo governa il calcolo strutturale. Gli ingegneri che progettano in base allo spessore minimo della sezione devono tenere conto di questa convenzione di tolleranza nell'analisi delle sollecitazioni.
Domande frequenti sullo stock di piastre Inconel 718
1: Qual è la differenza tra la lamiera Inconel 718 e la lastra Inconel 718?
La piastra di Inconel 718 è un materiale con uno spessore nominale di 0,187 pollici (4,75 mm) o superiore, mentre la lastra si riferisce al materiale più sottile di questa soglia. La distinzione è importante perché AMS 5596 copre entrambe le forme con la stessa specifica, ma le tolleranze di spessore applicabili, i requisiti di planarità e alcuni requisiti di test meccanici differiscono tra loro. I prodotti in lastra sono tipicamente utilizzati in applicazioni strutturali, lavorate e sottoposte a carichi elevati, dove è richiesta una maggiore sezione trasversale per la resistenza o per la rimozione del materiale durante la lavorazione. I prodotti in lastra sono più comunemente utilizzati per componenti formati, rivestimenti e involucri. MWalloys dispone di entrambe le forme e può consigliare quella più adatta alla vostra applicazione in base alla sezione trasversale richiesta, ai requisiti di formatura e alle specifiche di utilizzo finale.
2: La piastra di Inconel 718 può essere saldata dopo l'invecchiamento a piena resistenza?
La saldatura di lamiere di Inconel 718 completamente invecchiate (indurite per precipitazione) è tecnicamente possibile, ma è fortemente sconsigliata per le applicazioni strutturali, poiché la zona termicamente interessata diventa suscettibile di cricche da invecchiamento da deformazione. Quando il materiale invecchiato è esposto al calore di saldatura, si sviluppano tensioni termiche residue mentre la zona di saldatura si riscalda e si raffredda attraverso l'intervallo di temperatura di precipitazione, e la matrice già indurita può cedere sotto queste sollecitazioni. La prassi corretta è quella di saldare il materiale allo stato ricotto e di eseguire il trattamento termico di invecchiamento completo dopo la saldatura. Per la riparazione di componenti invecchiati, la ricottura completa in soluzione seguita da un nuovo invecchiamento dopo la saldatura è l'approccio più sicuro. Il materiale di consumo per la saldatura dovrebbe essere Inconel 718 (filo AMS 5832) o, per le saldature a più passate, Inconel 625 per massimizzare la duttilità del bagno di saldatura.
3: Con quale finitura superficiale viene solitamente prodotta la piastra di Inconel 718 dalla cartiera?
La piastra Inconel 718 standard viene fornita con una finitura superficiale decalcificata e decapata, tipicamente descritta come "laminata a caldo, ricotta e decapata" (HRAP) con un Ra approssimativo di 250-500 µin. Questa finitura è adeguata per la maggior parte delle applicazioni strutturali in cui la superficie viene lavorata. Per le applicazioni che richiedono una superficie di partenza più liscia, come i componenti dei recipienti a pressione in cui l'accesso per l'ispezione è limitato, la lamiera rettificata può essere specificata con Ra 63 µin o superiore. La superficie ricottata lucida (simile alla finitura inox 2B) non è standard per gli spessori delle lamiere a causa dei limiti pratici della ricottura lucida di materiali di grosso calibro. MWalloys può fornire materiale standard HRAP e organizzare la rettifica della superficie su richiesta. Confermare sempre la condizione superficiale richiesta nell'ordine di acquisto, poiché la preparazione della superficie influisce in modo significativo sul costo del materiale e sui tempi di consegna.
4: La piastra Inconel 718 è magnetica?
L'Inconel 718 nella sua condizione standard di ricottura in soluzione o di indurimento per precipitazione è essenzialmente amagnetico, con una permeabilità magnetica relativa di circa 1,0011 - ben all'interno della classificazione di amagnetismo. Ciò lo rende adatto ad applicazioni in prossimità di apparecchiature sensibili ai campi magnetici, come macchine per la risonanza magnetica, magnetometri e alcuni sensori per la difesa. Tuttavia, è importante notare che la lavorazione a freddo locale - come la rettifica aggressiva, la formatura pesante o le lavorazioni meccaniche severe - può indurre una quantità molto ridotta di ferromagnetismo nella regione vicina alla superficie, a causa della trasformazione indotta dalla deformazione di tracce di austenite trattenuta. Per applicazioni con requisiti di permeabilità magnetica molto stretti (permeabilità inferiore a 1,005), gli acquirenti dovrebbero specificare i test di permeabilità magnetica sul componente finale lavorato piuttosto che affidarsi esclusivamente alla certificazione del materiale in stock.
5: Qual è la temperatura massima di esercizio della piastra Inconel 718 in servizio prolungato?
La temperatura di servizio massima pratica per l'Inconel 718 sotto carico strutturale sostenuto è di circa 650-700°C (1200-1292°F). Al di sopra di questo intervallo, il precipitato di rafforzamento primario γ'' (Ni₃Nb) inizia a trasformarsi nella fase delta stabile ma non coerente (δ-Ni₃Nb), che non fornisce la stessa risposta di indurimento per precipitazione. L'esposizione a temperature superiori a 700°C per periodi prolungati causa un invecchiamento eccessivo e una significativa riduzione della resistenza. Per la resistenza all'ossidazione senza carico strutturale, l'Inconel 718 può tollerare escursioni di breve durata fino a circa 980°C (1800°F), grazie al contenuto di cromo che forma una scaglia protettiva. Le applicazioni che richiedono un servizio prolungato oltre i 700°C dovrebbero prendere in considerazione l'Inconel 625, il Waspaloy, l'Haynes 188 o altre leghe specificamente progettate per il servizio a temperature più elevate.
6: Come si comporta la lamiera Inconel 718 in ambienti con gas acidi (H₂S)?
L'Inconel 718 è approvato per l'uso nel servizio di gas acido secondo NACE MR0175/ISO 15156-3, soggetto a restrizioni di durezza e trattamento termico che limitano la durezza massima a Rc 40 (o come specificato) per pressioni parziali di H₂S superiori a soglie definite. La lega mostra un'eccellente resistenza alla criccatura da stress solfidrico (SSC) quando viene trattata termicamente in modo appropriato ed entro i limiti di durezza. L'elevato contenuto di cromo (17-21%) e il contenuto di nichel superiore a 50% creano uno strato di ossido passivo che resiste all'attacco dell'H₂S nella maggior parte delle condizioni dei giacimenti petroliferi. Per gli ambienti ad alta concentrazione di H₂S o per le applicazioni che combinano H₂S e corrosione da stress da cloruro, si raccomanda di eseguire test di qualificazione secondo gli standard NACE applicabili. MWalloys può fornire piastre di Inconel 718 con valori di durezza documentati per confermare la conformità NACE e può fornire materiale in condizioni di tempra specifiche per soddisfare i limiti di durezza, ove richiesto.
7: Quali sono le dimensioni standard disponibili per la piastra Inconel 718 presso MWalloys?
MWalloys dispone di lamiere di Inconel 718 in una gamma completa di spessori da 3/16" (0,187") a 4" (101,6"), in larghezze standard di 24", 36", 48" e 60" e in lunghezze standard di 96" e 120". Inoltre, disponiamo di spessori non standard tagliati da lastre piene su ordinazione e possiamo approvvigionarci di lastre al di fuori delle dimensioni standard grazie ai nostri rapporti consolidati con le acciaierie, con tempi di consegna che variano in genere da 2 a 6 settimane a seconda delle esigenze specifiche. Il nostro inventario certificato AMS 5596 è mantenuto in condizioni di ricottura (condizione A) come standard, in quanto ciò fornisce la massima flessibilità per le operazioni di formatura, saldatura e trattamento termico dei clienti. Il materiale completamente invecchiato (condizione B) è disponibile su richiesta con tempi di consegna adeguati per il trattamento termico.
8: La lavorazione a taglio influisce sulla certificazione AMS 5596 della lamiera Inconel 718?
Le operazioni di taglio meccanico (getto d'acqua, plasma, sega, laser) eseguite su lastre certificate AMS 5596 non invalidano la certificazione del materiale, a condizione che la documentazione originale di certificazione sia conservata e trasferita con i pezzi tagliati. Il requisito fondamentale è la tracciabilità: ogni pezzo tagliato deve essere identificabile fino al lotto termico originale certificato attraverso la marcatura del numero di calore o la documentazione di accompagnamento. L'operazione di taglio in sé non altera la composizione chimica o le condizioni di trattamento termico del materiale, quindi la certificazione rimane valida. Tuttavia, se il processo di taglio crea una zona termicamente alterata (come nel caso del taglio al plasma o al laser) che penetra nella sezione funzionale del pezzo, potrebbe essere necessario un trattamento termico successivo al taglio o un requisito di lavorazione dei bordi per riportare il materiale interessato alle condizioni di specifica. MWalloys mantiene la completa tracciabilità del numero di calore su tutti i pezzi tagliati e fornisce una documentazione aggiornata che riflette le dimensioni del taglio.
9: Quanto tempo ci vuole per ricevere ordini di lamiere Inconel 718 tagliate su misura da MWalloys?
Per gli spessori standard da magazzino con taglio a getto d'acqua o a sega, MWalloys solitamente spedisce gli ordini di lastre di Inconel 718 tagliate su misura entro 3-7 giorni lavorativi dal ricevimento di un ordine di acquisto confermato e di disegni approvati. Le lavorazioni urgenti per situazioni critiche nel settore aerospaziale o per il supporto delle linee di produzione possono essere evase con tempi di consegna di 24-48 ore per i tagli non complicati provenienti dalle scorte di magazzino. Gli ordini che richiedono l'approvvigionamento di materiale dalla cartiera (spessori non a stock o pezzi molto grandi) richiedono in genere tempi di consegna di 4-8 settimane, a seconda delle dimensioni specifiche e dei requisiti della pratica di fusione. Gli ordini che includono servizi aggiuntivi come la rettifica delle superfici, la raddrizzatura delle lamiere o l'ispezione completa a ultrasuoni aggiungono 3-5 giorni lavorativi alla tempistica standard. Si consiglia vivamente di contattare il nostro team tecnico di vendita nelle prime fasi del ciclo di approvvigionamento per i progetti con requisiti di pianificazione stretti.
10: Qual è la differenza di costo tra la piastra AMS 5596 e la piastra ASTM B670 Inconel 718?
La piastra di Inconel 718 certificata AMS 5596 ha in genere un sovrapprezzo di 15-30% rispetto alla piastra ASTM B670 per dimensioni equivalenti, che riflette i requisiti aggiuntivi di test, documentazione e sistema di qualità della specifica aerospaziale. L'ASTM B670 copre la stessa lega in forma di piastra, ma con requisiti di documentazione meno severi, meno parametri di prova obbligatori e nessun requisito per la certificazione del sistema di gestione della qualità di livello aerospaziale (AS9100). Per le applicazioni industriali nei settori della lavorazione chimica, della produzione di energia o dell'ingegneria generale, dove la certificazione AMS non è richiesta dal cliente finale o dalle autorità di regolamentazione, il materiale ASTM B670 è tecnicamente equivalente nella composizione della lega e può rappresentare un significativo risparmio sui costi. Tuttavia, per qualsiasi applicazione aerospaziale, di difesa o nucleare, la certificazione AMS 5596 è generalmente obbligatoria e non può essere sostituita. MWalloys fornisce entrambe le certificazioni e può consigliare la specifica più adatta alla vostra applicazione.
Riferimenti verificabili
Le seguenti fonti sono state consultate per la preparazione di questo articolo tecnico e possono essere verificate in modo indipendente da ingegneri e specialisti degli appalti:
- SAE International. AMS 5596M: Lega di nichel, resistente alla corrosione e al calore, fogli, nastri e piastre, 52,5Ni-19Cr-3,0Mo-5,1Cb (Nb)-0,90Ti-0,50Al-18Fe. SAE International, Warrendale, PA. Revisione attuale.
- SAE International. AMS 2774: Trattamento termico, parti in lega di nichel e cobalto. SAE International, Warrendale, PA. Revisione attuale.
- ASTM International. ASTM B670: Specifiche standard per barre, lamiere, fogli, nastri e pezzi fucinati in lega di nichel induriti per precipitazione. ASTM International, West Conshohocken, PA.
- Special Metals Corporation. Scheda tecnica della lega INCONEL 718 Pubblicazione SMC-045. Huntington Alloys, Huntington, WV.
- Associazione delle industrie aerospaziali (AIA). NASM 17887: Specifiche per la lega Inconel 718. AIA, Washington, DC.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Industrie del petrolio e del gas naturale - Materiali per l'impiego in ambienti contenenti H₂S nella produzione di petrolio e gas, Parte 3: CRA resistenti alla fessurazione (leghe resistenti alla corrosione) e altre leghe. NACE International, Houston, TX.
- Donachie, M.J. e Donachie, S.J. Superleghe: Guida tecnica, 2a edizione. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Le Superleghe: Fondamenti e applicazioni. Cambridge University Press, Cambridge, Regno Unito, 2006. ISBN: 978-0-521-07011-9
- ASM International. Manuale ASM Volume 1: Proprietà e selezione: Ferri, acciai e leghe ad alte prestazioni. ASM International, Materials Park, OH. ISBN: 0-87170-377-7
- Pollock, T.M. e Tin, S. "Superleghe a base di nichel per motori a turbina avanzati: Chimica, microstruttura e proprietà"." Giornale della Propulsione e della Potenza, Vol. 22, No. 2, 2006, pp. 361-374. Disponibile tramite la biblioteca digitale dell'AIAA.
- Haynes International. Opuscolo tecnico sulle leghe per alte temperature. Haynes International, Kokomo, IN.
- SAE International. AMS 2242: Tolleranze, lamiere, nastri e piastre, nichel e leghe di nichel. SAE International, Warrendale, PA.
- Manuale dei dati di lavorazione, 3a edizione. Centro dati sulla lavorabilità, Cincinnati, OH. (Dati sulla velocità di taglio e sull'avanzamento per le superleghe a base di nichel).
- Rolls-Royce plc. Il motore a reazione, 5a edizione. Rolls-Royce Technical Publications, Derby, Regno Unito, 1996. ISBN: 0-902121-04-9
