ハステロイXは、704°Cを超える温度域における耐酸化性および高温構造性能においてインコネル718を上回りますが、一方、インコネル718は析出硬化メカニズムにより、700°C以下の温度域において優れた引張強度、耐疲労性、および降伏強度を発揮します。 MWalloysでは、これら両方の合金をあらゆる製品形態で供給しており、航空宇宙、石油・ガス、発電、および工業製造分野のエンジニアと共に、こうした具体的な選定課題に日々取り組んでいます。 これら2つの合金の選択は、どちらが普遍的に優れているかという問題ではなく、合金の特定の性能プロファイルを、お客様の使用環境、温度範囲、製造方法、および構造的負荷要件の正確な要求に適合させることにあるのです。.
ハステロイX(UNS N06002) 酸化性雰囲気下で760℃から1200℃の範囲において連続使用できるよう最適化された、固溶強化型ニッケル・クロム・鉄・モリブデン合金である。. インコネル718(UNS N07718) これは、制御された時効熱処理により704°C未満の温度で最大強度を発揮する、析出硬化型ニッケル・クロム・鉄・ニオブ合金である。 用途に不適切な合金を選択すると、早期の酸化やクリープ破損(Xが必要な場面で718を使用した場合)が生じるか、あるいは不必要に高い製造コストがかかり、強度の性能が十分に活用されない(718が最適である場面でXを使用した場合)という結果になります。.
プロジェクトでハステロイXまたはインコネル718の使用が必要な場合は、 お問い合わせ お見積もりは無料です。.
ハステロイXとインコネル718とは何か、またその根本的な違いは何ですか?
ハステロイXとインコネル718はどちらもニッケル基超合金ですが、これらは根本的に異なる設計思想に基づいており、温度範囲全体にわたって極めて異なる性能特性を示します。.
ハステロイX (UNS N06002、W.Nr. 2.4665)は、870°C以上の温度において、卓越した耐酸化性と実用的な構造強度を兼ね備えたニッケル合金の需要に応えるべく、1950年代にヘインズ・インターナショナルによって開発されました。 その強化メカニズムは固溶体硬化であり、ニッケルマトリックスに溶解した大きなモリブデン原子とタングステン原子が格子歪みを生じさせ、高温での転位移動を抑制します。 固溶強化は、高温で溶解する析出相に依存しないため、ハステロイ X は、室温から 1200°C 近くの最高使用温度に至るまで、その強化メカニズムを継続的に維持します。.

インコネル718 (UNS N07718、W.Nr. 2.4668)は、1960年代初頭にインターナショナル・ニッケル・カンパニー(INCO)によって開発されました。これは、ワスパロイやルネ41などの従来の高強度ニッケル合金では実現できなかった、優れた溶接性と析出硬化性を兼ね備えた超合金を提供するためのものでした。 インコネル 718 の強度の約 70% は、制御された時効熱処理中に形成されるガンマダブルプライム (γ'', Ni₃Nb) 析出物に由来しています。 この析出硬化メカニズムにより、室温での降伏強度は1000 MPaを超え、ハステロイXの2倍以上となります。しかし、これらの析出物は約650°C以上で溶解・変態し始め、主要な強化メカニズムが徐々に失われていきます。.
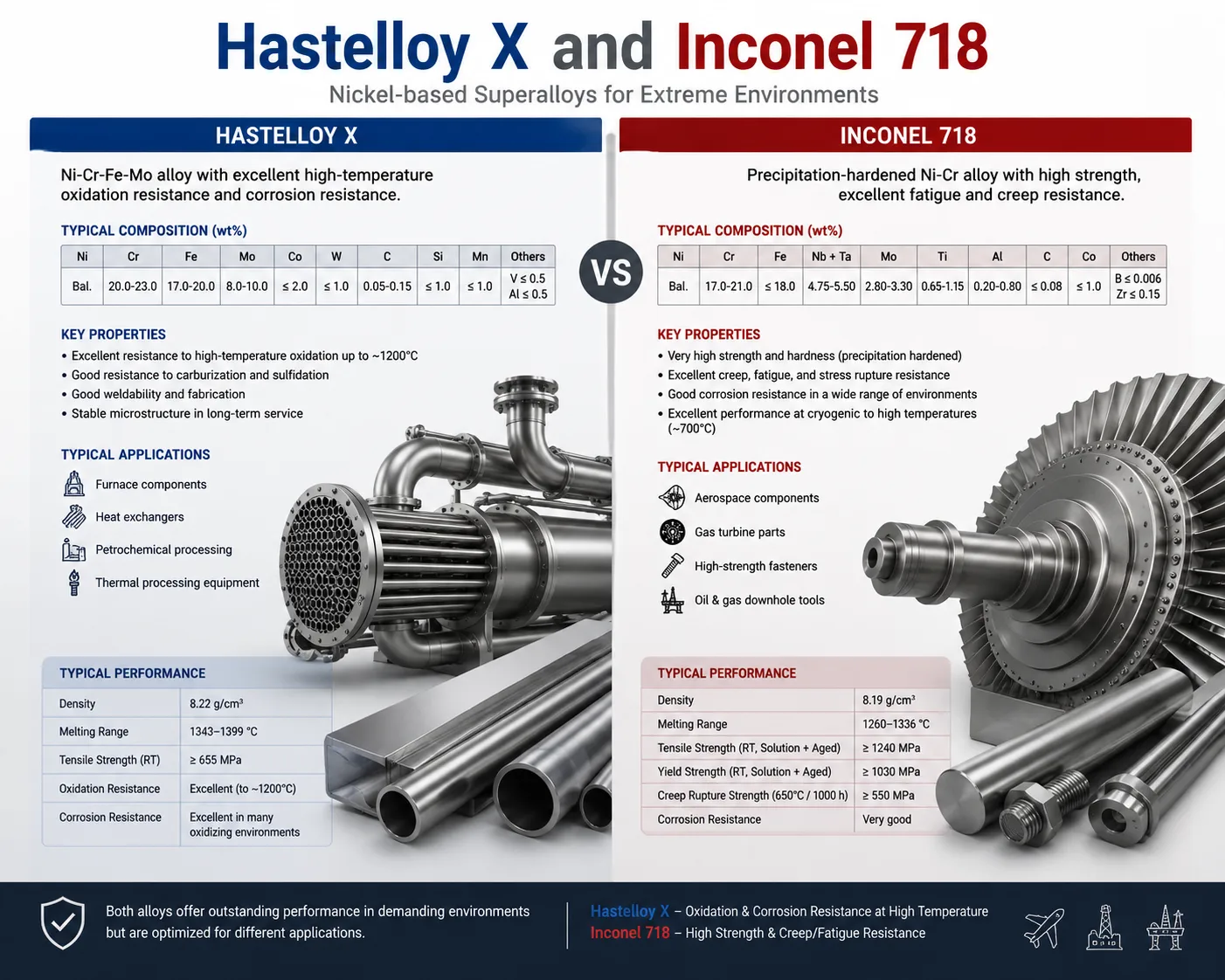
これら2つの合金の最大の違いは、使用温度範囲にあります。インコネル718は、中温域(700°C未満)向けの高強度合金です。 ハステロイXは、極限温度(700°C以上~1200°C)向けの中強度合金です。これは単なる性能の微妙な違いではなく、強度をもたらす物理的メカニズムにおける根本的な違いであり、他のどの単一要因よりも用途への適合性を決定づけるものです。.
こちらもお読みください: ハステロイX板のメーカー:AMS 5536認定の高温用シート
調達チームが、公称引張強度が高いという理由から、当初、高温用途にインコネル718を指定したものの、その強度の源泉である析出物強化が、想定される使用温度では熱力学的に不安定であることを認識していなかったという事例を数多く目にしてきました。 その結果、室温での強度に関しては技術的に過剰に指定されていたものの、熱的安定性に関しては根本的に不足していた部品において、早期のクリープ破損が発生しました。これはまさに、体系的な技術比較によって防ぐことができるような選定ミスの一例です。.
主要な合金分類の比較
| 特徴 | ハステロイX(N06002) | インコネル718 (N07718) |
|---|---|---|
| 合金ファミリー | 固溶強化型超合金 | 析出硬化型超合金 |
| 主な強化メカニズム | 固溶体(Niマトリックス中のMo、W、Co) | γ'' (Ni₃Nb) および γ' (Ni₃Al,Ti) 析出物 |
| 使用温度範囲(構造用途) | 650℃ – 1177℃ | 極低温 – マイナス704℃ |
| 最高使用温度(連続使用時) | 1177度C(2150度F) | 704°C |
| 強度を得るために熱処理が必要 | なし — 焼なまし状態の強度 | 2段階の焼成:718°C/8時間 + 621°C/8時間 |
| 溶接性 | 素晴らしい — 溶接後の割れリスクがない | 良いが、HAZ(熱影響部)の経年亀裂のリスクがある |
| AMSシート・プレート仕様書 | AMS 5536 | AMS 5596 |
| AMSバー仕様書 | AMS 5754 | 午前5662 / 午前5663 |
| ASTM 棒鋼規格 | ASTM B572 | ASTM B637 |
| 密度 (g/cm³) | 8.22 | 8.19 |
| UNS指定 | N06002 | N07718 |
| 欧州材料番号 | 2.4665 | 2.4668 |
ハステロイXとインコネル718の化学組成はどのように異なるか?
これら2つの合金の性能の違いは、その化学組成に直接起因しています。各元素の役割を理解することは、現在の挙動を説明するだけでなく、それぞれの合金が特定の使用条件下でどのように反応するかを予測することにもつながります。.
化学組成の並列比較
| エレメント | ハステロイX Min (%) | ハステロイXマックス(%) | インコネル718 最小 (%) | インコネル718 Max (%) |
|---|---|---|---|---|
| ニッケル(Ni) | バランス(~47%) | - | 50.00 | 55.00 |
| クロム(Cr) | 20.5 | 23.0 | 17.00 | 21.00 |
| 鉄(Fe) | 17.0 | 20.0 | バランス(約18%) | - |
| モリブデン (Mo) | 8.0 | 10.0 | 2.80 | 3.30 |
| コバルト | 0.5 | 2.5 | - | 最大1.00 |
| ニオブ+タンタル(Nb+Ta) | - | - | 4.75 | 5.50 |
| チタン(Ti) | - | - | 0.65 | 1.15 |
| アルミニウム(Al) | - | 最大0.40 | 0.20 | 0.80 |
| タングステン(W) | 0.2 | 1.0 | - | - |
| カーボン(C) | 0.05 | 0.15 | - | 最大0.08 |
| ケイ素 (Si) | - | 最大1.0 | - | 最大0.35 |
| マンガン (Mn) | - | 最大1.0 | - | 最大0.35 |
| ホウ素(B) | - | 最大0.010 | - | 最大0.006 |
| リン (P) | - | 最大0.040 | - | 最大0.015 |
| 硫黄 (S) | - | 最大0.030 | - | 最大0.015 |
| 銅(Cu) | - | - | - | 最大0.30 |
各構成上の違いが実務上どのような意味を持つか
クロム:20.5–23%(ハステロイX)対 17–21%(インコネル718)
ハステロイXの最低クロム含有量は20.5%と、インコネル718の17%よりも高いため、700°C以上の温度域において、より厚く、より安定したCr₂O₃保護酸化皮膜が形成されます。 この違いにより、ハステロイXは1177°Cまで許容可能な酸化速度を維持できるのに対し、インコネル718は空気中において約870°Cを超えると急速かつ無防備な酸化が生じる理由が説明されます。.
モリブデン:8~10%(ハステロイX)対 2.8~3.3%(インコネル718)
モリブデン含有量が3倍であることは、ハステロイXが高温下でも構造強度を維持できる主な理由です。モリブデン原子はニッケル原子よりもかなり大きいため、格子に著しい歪みが生じ、高温変形の根本的なメカニズムである転位移動を抑制します。 インコネル718のモリブデン含有量は、中程度の温度域における固溶体効果には十分であるが、γ''析出物が溶解する704°C以上の温度域において、主たる強化を担うには不十分である。.
ニオブ:4.75~5.50%(インコネル718)対 なし(ハステロイX)
ニオブは、ハステロイXには存在しない、インコネル718を特徴づける元素です。ニオブから形成されるγ''(Ni₃Nb)析出相は、インコネル718の時効強度の約70%を占めています。 このニオブ含有量により、析出速度が遅くなり、溶接熱影響部での急速な時効硬化が抑制されるため、インコネル718は優れた溶接性を発揮します。ハステロイXにはニオブが含まれていません。これは、その強化メカニズムが完全に固溶体に基づくものであり、析出を必要としないためです。.
炭素:0.05~0.15%(ハステロイX)対 最大0.08%(インコネル718)
ハステロイXの炭素含有量の最低要件は0.05%であり、これは長期にわたる高温使用時にクリープ抵抗を維持する上で、粒界炭化物の析出が果たす有益な役割を反映したものです。 インコネル718では、炭素含有量は上限値のみ(0.08%)と規定されており、718が最も一般的に使用される航空宇宙用途において、粒界を感作させ、破壊靭性を低下させる可能性のある炭化物の形成を最小限に抑えています。.
鉄:17–20%(ハステロイX)対 残りの約18%(インコネル718)
両合金とも鉄含有量はほぼ同じですが、その役割は異なります。ハステロイXでは、高い鉄含有量は意図的なものであり、酸化防止性能の向上に寄与する複雑な鉄・クロムスピネル副相の形成に寄与しています。 インコネル718においては、鉄はバランス元素として原料コストを低減すると同時に、γ''およびγ'析出物を保持するマトリックスを構成しています。.
常温および高温において、ハステロイXとインコネル718を区別する機械的特性は何ですか?
これら2つの合金の機械的特性の比較は、特定の構造設計における荷重や温度条件に対してどちらの合金が適切かを直接決定づけるため、本記事の中で最も技術的に重要な部分である。.
室温における機械的性質の比較
| プロパティ | ハステロイX(溶体化焼鈍) | インコネル718(溶体化焼鈍) | インコネル718(析出硬化型) | テスト基準 |
|---|---|---|---|---|
| 極限引張強さ | 793 MPa(115 ksi)(標準値) | 965 MPa (140 ksi) 以上 | 1275 MPa (185 ksi) 以上 | ASTM E8 |
| 0.2% 降伏強さ | 352 MPa(51 ksi)(標準値) | 550 MPa (80 ksi) 以上 | 1034 MPa (150 ksi) 以上 | ASTM E8 |
| 2インチの伸び | 43%(標準仕様) | 30%分 | 12%分 | ASTM E8 |
| 面積の縮小 | 55%(標準仕様) | 35%分 | 15%分 | ASTM E8 |
| 硬度 | 90~95 HRB | Rc 32 標準仕様 | Rc 40–44 標準型 | ASTM E18 |
| 弾性係数 | 197 GPa(28.6 Msi) | 200 GPa(29.0 Msi) | 200 GPa(29.0 Msi) | - |
| 疲労耐久限界 | 約250 MPa(回転梁) | 約450 MPa(回転梁、時効処理済み) | 約600 MPa(回転梁、時効処理済み) | ASTM E466 |
| -196°Cにおけるシャルピー衝撃試験 | 100 Jを超える | 80 Jを超える | 50 Jを超える | ASTM E23 |
室温における降伏強度の差は顕著です。析出硬化処理を施したインコネル718は、最低1034 MPaの降伏強度を達成しており、これは溶体化焼鈍処理を施したハステロイXの一般的な値のほぼ3倍に相当します。 この差により、インコネル718製の部品は、同等の耐荷重能力を維持しつつ断面を小さく設計することが可能となり、航空機エンジンやその他の重量が重要な用途において軽量化が図られます。.
高温下における引張特性の比較
この比較によって、選定の判断基準が最も明確になります。以下のデータは、各合金の特性が温度とともにどのように変化するかを示しており、ハステロイXの安定性という利点が決定的な要因となる転換点が明らかになっています。.
| 温度 | ハステロイX 引張強さ(MPa) | ハステロイ X 引張強度 (MPa) | インコネル718 引張強さ(MPa) | インコネル718 引張強度(MPa) |
|---|---|---|---|---|
| 21℃ | 793 | 352 | 1380年(没) | 1170年(当時) |
| 200°C | 724 | 290 | 1310 | 1100 |
| 400°C | 690 | 262 | 1275 | 1070 |
| 538°C | 669 | 248 | 1240 | 1035 |
| 649°C | 648 | 234 | 1170 | 1000 |
| 704°C | 620 | 215 | 1090 | 910 |
| 760°C | 600 | 207 | 870 | 750 |
| 871°C | 483 | 172 | 415 | 310 |
| 982℃ | 310 | 138 | 200未満 | 130未満 |
| 1093°C | 172 | 97 | 推奨しない | 推奨しない |
このデータからは、設計技術者にとって重要な点がいくつか明らかになっています:
704°Cにおいて、インコネル718(時効処理済み)は依然として約1090 MPaの引張強さを維持しているのに対し、ハステロイXは620 MPaにとどまる。つまり、この温度でもインコネル718の方が強度が高い。 しかし、704°Cを超えると、γ''析出物が溶解するためインコネル718の強度は急激に低下する一方、ハステロイXの固溶強化は熱的により安定している。871°Cに達すると、両合金の強度レベルは同等になる。 982°Cを超えると、ハステロイXはインコネル718を明らかに上回り、インコネル718は構造用途にはもはや適さなくなります。.
クリープおよび応力破断データの比較
タービンディスク、圧力容器、構造用支持部材など、持続的な荷重を受ける部材については、短期引張強度よりもクリープ破断強度が設計の決定要因となる。.
| 温度 | ハステロイXの1,000時間破断応力(MPa) | インコネル718の1,000時間破断応力(MPa) |
|---|---|---|
| 538°C | 500以上(上限なし) | 約900 |
| 649°C | 350を超える | 約690 |
| 704°C | 310(約) | 約450 |
| 760°C (1400°F) | 207 | 200(急激に減少中) |
| 871°C (1600°F) | 90 | 55(著しく劣化) |
| 982°C (1800°F) | 38 | 不向き |
| 1093°C | 17 | 不向き |
クリープ破断強度の交差点は760°C付近にあり、この温度以上では、ハステロイXの方が優れた長期耐荷重性を発揮します。760°C以下では、インコネル718の方が高いクリープ破断応力を維持します。この交差点となる温度は、用途選定を行う際の決定的な基準となります。.
物理的性質の比較
| 物理的性質 | ハステロイX | インコネル718 | 技術的意義 |
|---|---|---|---|
| 密度 (g/cm³) | 8.22 | 8.19 | 本質的に同一 — 同等の設計では重量に差がない |
| 100°Cにおける熱伝導率(W/m·K) | 11.7 | 11.4 | ほぼ同一 — 熱管理の挙動が類似している |
| 熱膨張係数(21~500°C、µm/m・°C) | 14.8 | 13.0 | ハステロイXはより大きく膨張するため、クリアランス設計においてこの点を考慮しなければならない |
| 熱膨張係数(21~870°C、µm/m・°C) | 15.8 | 該当なし | ハステロイXは、高温使用条件下で著しく膨張する |
| 500°Cにおける弾性係数(GPa) | 180 | 185 | 中程度の温度では、ほぼ同じ剛性を示す |
| 870°Cにおける弾性係数(GPa) | 152 | 確実に適用できるとは限らない | ハステロイXは十分な剛性を維持する |
| 磁気特性 | 非磁性(FCC) | 本質的に非磁性(FCC) | いずれも標準状態では非磁性である |
ハステロイXとインコネル718は、高温酸化環境下でどのような性能を発揮するのでしょうか?
高温環境下において、耐酸化性は間違いなくこれら2つの合金を区別する最も重要な要素である。酸化挙動の違いは段階的なものではなく、約800°C以上では保護メカニズムの有効性に根本的な相違が見られる。.
空気中における酸化速度の比較
| 温度 | ハステロイXの重量増加(mg/cm²/1,000時間) | インコネル718の重量増加(mg/cm²/1,000時間) | 評価 |
|---|---|---|---|
| 700°C | 2.0未満 | 3.0未満 | どちらも適切 |
| 760°C | 2.0–4.5 | 4.0–8.0 | ハステロイXの優位性が浮き彫りになる |
| 871°C | 4.5–9.0 | 15–35 | ハステロイXの明らかな利点 |
| 982℃ | 8.0–18.0 | 急速な崩壊 | ハステロイXははるかに優れている |
| 1093°C | 18–40 | 不向き | ハステロイXのみが使用可能 |
871°Cにおける酸化速度の差は、実用上最も重要なデータである。ハステロイXの酸化による重量増加は4.5~9.0 mg/cm²/1,000時間であるのに対し、インコネル718では15~35 mg/cm²/1,000時間——この比較は、インコネル718が均一な保護スケールを維持していることを前提としているが、約900°Cを超えるとこのスケールは信頼性を失う。.
酸化メカニズムの違い
ハステロイXの酸化メカニズム:
20.5~23%のクロム含有量により、高密度で密着性の高いCr₂O₃スケールが形成され、これが拡散バリアとして機能して酸素のさらなる侵入を防ぎます。シリコン(最大1.0%)は、スケールの密着性を高めるSiO₂サブスケール層を形成します。 鉄含有量は、一次Cr₂O₃の下に形成される複雑なNi-Cr-Feスピネルに寄与し、酸素の移動をさらに遅らせる。この多層構造で安定したスケールは、繰り返される熱サイクルを通じて保護機能を維持する。これは、ガスタービン燃焼器での使用において不可欠な要件である。.
インコネル718の酸化メカニズム:
インコネル718に含まれる17~21%クロムは、約870°CまでCr₂O₃保護皮膜を形成するのに十分である。 この温度を超えると、2つのメカニズムによって耐酸化性能が低下する。すなわち、900°Cに近づく温度で高速気流下においてCr₂O₃スケールが揮発性のCrO₃を生成し始め、保護スケールの再形成速度を上回る速さでスケールが消耗する。 また、ニオブに富むγ''相が溶解することで、合金表面がNiOおよびFeOの生成が加速する環境にさらされ、保護機能を持たない多孔質の酸化皮膜が形成される。 その結果、870°Cを超えると酸化速度が急速に上昇し、この温度範囲での持続的な酸化環境下での使用にはインコネル718は不向きとなる。.
高温腐食性能(硫酸塩誘発)
ガスタービンの燃焼環境では、燃料の燃焼によって発生した硫黄が吸気とともに取り込まれた海塩と結合し、高温腐食(850~950°CのタイプI、650~750°CのタイプII)が、単純な酸化とは異なるメカニズムを通じて合金表面を侵食する。.
| 高温腐食型 | ハステロイXの性能 | インコネル718の性能 |
|---|---|---|
| I型(850~950°C、Na₂SO₄) | 良い — Cr含有量が耐食性を高める | 不良 — この温度では保護が不十分 |
| II型(650~750°C、Na₂SO₄ + NiSO₄) | 中程度 — この温度ではクロムの活性が低い | 中程度 — 同様の制限 |
| バナジウムによる腐食 | 中程度 — 五酸化バナジウムに反応する | ハステロイXと同様の制限 |
汚染された燃料を燃焼させる船舶用ガスタービンや産業用タービンにおいて、いずれの合金も、熱遮断コーティングや環境コーティングなしでは、完全な高温腐食防止効果を発揮することはできません。しかし、ハステロイXは、γ''相の析出が影響を受けるような表面化学変化によって固溶強化が損なわれることがないため、局所的な高温腐食が発生した場合でも、構造的完全性をより良好に維持することができます。.
こちらもお読みください: インコネル718板材:AMS 5596認証、寸法切断サービス
ハステロイXとインコネル718の溶接性はどのように異なるのでしょうか?
溶接性は、構造物、補修現場、および製造組立において、これら2つの合金間に存在する最も重要な実用上の違いの一つである。この溶接性の違いは極めて顕著であり、一部の用途分野においては、それだけで合金の選定を左右するほどである。.
溶接性の評価比較
| 溶接性基準 | ハステロイX | インコネル718 | 備考 |
|---|---|---|---|
| HAZ亀裂の発生しやすさ | 極めて低い — 耐性が極めて高い | 中程度 — 応力による経年亀裂のリスク | 決定的な違い |
| 溶接金属の熱割れ | 低(不純物のない母材の場合) | 低い(ニオブが効果的) | 適切な手順を踏めば、どちらも対処可能です |
| 予熱が必要 | いいえ — 除湿のみ | いいえ — 除湿のみ | いずれも予熱なしで溶接可能 |
| 溶接後の熱処理が必要 | ほとんどの用途では必須ではありません | ひび割れ防止のために必須ではありません | いずれもPWHTは任意 |
| 溶接後の溶体化焼鈍が必要 | 腐食性環境での使用に推奨 | 風味を最大限に引き出すため、熟成前にご賞味ください | さまざまな目的 |
| 溶接強度の効率 | 95%を超える不純金属 | 85~95%の非貴金属(状態による) | ハステロイXの組立構造物における利点 |
| 稼働中の部品の補修溶接 | 素晴らしい — 再加熱しても硬化しない | 綿密な計画が必要 — 再結晶焼鈍+再時効 | ハステロイXの大きな実用上の利点 |
インコネル718溶接における応力腐食割れリスク
インコネル718の溶接性に関する最も重要な懸念事項は、溶接熱影響部におけるひずみ時効割れ(SAC)である。SACは、以下の場合に発生する:
- 溶接熱影響部(HAZ)は、γ''析出温度範囲(593~760°C)で加熱され、その温度範囲内で冷却される。.
- 残留溶接応力は、γ''相の析出と同時に生じる。.
- 溶接残留ひずみとγ''相析出に伴う体積収縮が重なり合う応力は、材料の局所的な延性を上回る。.
インコネル718のγ''相析出速度が遅いという特性(ワスパロイのような析出速度の速い合金と比較して溶接性を高めている要因)により、SACのリスクは大幅に低減されるものの、完全に排除されるわけではありません。 厚肉部での多層溶接や、すでに時効処理済みの母材への溶接では、SACのリスクが大幅に高まる。インコネル718を溶体化焼鈍状態(時効処理前)で溶接することで、硬化に伴う応力の原因となる既存の析出物を除去し、SACのリスクを劇的に低減できる。.
ハステロイXには、ひずみ老化割れを引き起こすような析出相が存在しません。 ハステロイXの溶接熱影響部(HAZ)は、溶接熱サイクルによる加熱・冷却の過程で、単に軟化してから固溶体メカニズムを通じて再硬化するだけであり、割れを誘発するような析出反応は生じない。この根本的な違いにより、ハステロイXは次のような用途において最適な選択肢となる:
- 使用期間中に補修溶接が必要になることが予想されます。.
- この構造物は、全面補強された状態で溶接される。.
- 厚肉部の溶接には、多パス溶接が必要である。.
- 溶接継手の品質は、大規模な事前認定試験を行わずに保証されなければならない。.
推奨される溶加材および溶接プロセス
| 溶接プロセス | ハステロイXフィラー | AWS クラス | インコネル718 溶接材 | AWS クラス |
|---|---|---|---|---|
| GTAW(TIG)溶接による根元溶接および充填 | ハステロイW | ERNiMo-3 | インコネル718 または インコネル625 | ERNiCrMo-3 |
| GMAW(ミグ) | ハステロイW線 | ERNiMo-3 | インコネル 718 ワイヤー | ERNiCrMo-3 |
| SMAW(スティック) | ハステロイW電極 | ENiMo-3 | インコネル718電極 | ENiCrFe-7 |
| PAW(プラズマ) | ERNiMo-3 | ERNiMo-3 | ERNiCrMo-3 | ERNiCrMo-3 |
| 異種金属(X~718) | ERNiCrMo-3(625溶加材) | ERNiCrMo-3 | ERNiCrMo-3(625溶加材) | ERNiCrMo-3 |
ガスタービンエンジンの高温部と中温部の境界領域に見られる、ハステロイXとインコネル718の異種金属接合部において — インコネル625(ERNiCrMo-3)溶加材は、母材との適合性と、接合部全体にわたる十分な耐食性および耐酸化性の両面で、最適なバランスを提供します。.
溶接後の熱処理の比較
| PWHTの適用例 | ハステロイXの要件 | インコネル718の仕様 |
|---|---|---|
| 構造用溶接、非腐食環境 | 任意 — 溶接状態のままでも可 | 任意 — 多くの用途において、溶接後の状態のままでも可 |
| 構造用溶接、腐食性環境またはフッ化水素酸環境 | 推奨アニール温度:1163°C | 使用前にアニール処理を行うことを推奨します |
| 溶接後の高温環境下での使用 | PWHTは不要 — 運転中にサービスアニールを行う | 完全な物性を必要とする場合は、アニール+時効処理を行う |
| 使用済みの部品の溶接補修 | 延性を回復させるために、ソリューションアニールを推奨します | 完全な特性を得るには、ソリューションアニールと再時効処理が必要 |
| 航空宇宙分野における重要溶接継手 | 該当するプロセス仕様に従って焼鈍処理を行う | AMS 2774に基づく溶体化焼鈍+析出時効処理 |
各合金にはどのような熱処理手順が適用されるのか?
熱処理の要件は、製造の複雑さ、サイクルタイム、およびコストの点において、ハステロイXとインコネル718の間に生じる主要な実用上の違いである。.
ハステロイXの熱処理要件
ハステロイXは、その製造および使用の全ライフサイクルを通じて、溶液焼鈍という単一の熱処理のみを必要とします:
標準溶液のアニール処理:
- 温度:1163°C ±14°C(2125°F ±25°F)。.
- 所要時間:断面厚さ25 mm(1インチ)につき、最低10分。.
- 冷却:急速水冷または急速空冷。.
- 目的:すべての析出相を溶解させる。認定された機械的特性を確立する。シグマ相を抑制する。.
- 頻度:材料加工サイクルごとに1回。熱加工や溶接を行った後は、その都度実施する。.
ハステロイXの強度を溶体化焼鈍状態からさらに著しく高めるような追加の熱処理は、必要とされず、推奨もされておらず、また実施することもできません。この合金は析出硬化させることができませんが、これは設計上の仕様であり、制限事項ではありません。.
インコネル718の熱処理要件
インコネル718は、その機械的特性を十分に発揮させるために、より複雑で、順序を厳密に守った熱処理が必要です:
手順 1:溶液アニール(まだ状態 A になっていない場合):
- 温度:標準製品の場合、980°C ±14°C(1800°F ±25°F)。.
- 所要時間:断面1インチあたり最低1時間。.
- 冷却:急速空冷または水冷。.
ステップ2 — ファースト・エイジ(ダブル・エイジ・シーケンス):
- 温度:718°C ±8°C(1325°F ±15°F)
- 時間:8時間
- 冷却:炉内温度を毎時55°C(毎時100°F)の割合で、第2時効温度まで冷却する。.
ステップ3:第二時代:
- 温度:621°C ±8°C(1150°F ±15°F)
- 時間:8時間
- 冷却:室温まで空冷
熱処理の複雑さとコストの比較
| ファクター | ハステロイX | インコネル718 |
|---|---|---|
| 熱処理工程数 | 1(焼鈍のみ) | 3(溶体化焼鈍+2回の時効処理) |
| 炉内滞在時間合計 | 1~4時間(セクションのサイズによる) | 最低18~24時間 |
| 炉温の精度要件 | ±14℃ | ±8°C(熟成工程ではより厳密な管理が必要) |
| AMS管理仕様書 | AMS 2774(溶体化焼鈍の項) | AMS 2774(完全析出硬化材の項) |
| 製造後の再熱処理 | 必要に応じて、簡単な再結晶焼鈍を行う | 完全再結晶焼鈍+再時効(さらに16~20時間) |
| 熱処理コスト指数 | 1.0(ベースライン) | 2.5~3.5(ハステロイXに対する) |
| 加工による製品のばらつきのリスク | 低い | 中程度 — 厳密な温度管理が必要 |
熱処理の複雑さの違いは、コスト面以外にも実用上の影響を及ぼします。初期製造後に補修溶接を必要とするインコネル718製の部品は、再溶体化焼鈍(ひずみ老化割れのリスクを解消するため)を行い、その後、完全な二重時効サイクルを経て再時効処理を施してからでなければ、再使用できません。 インコネル718製部品の修理サイクル1回につき、20時間以上の精密炉の稼働時間が必要となります。一方、ハステロイX製部品における同等の修理サイクルでは、修理後の溶体化焼鈍に要する炉の稼働時間はわずか2~4時間です。.
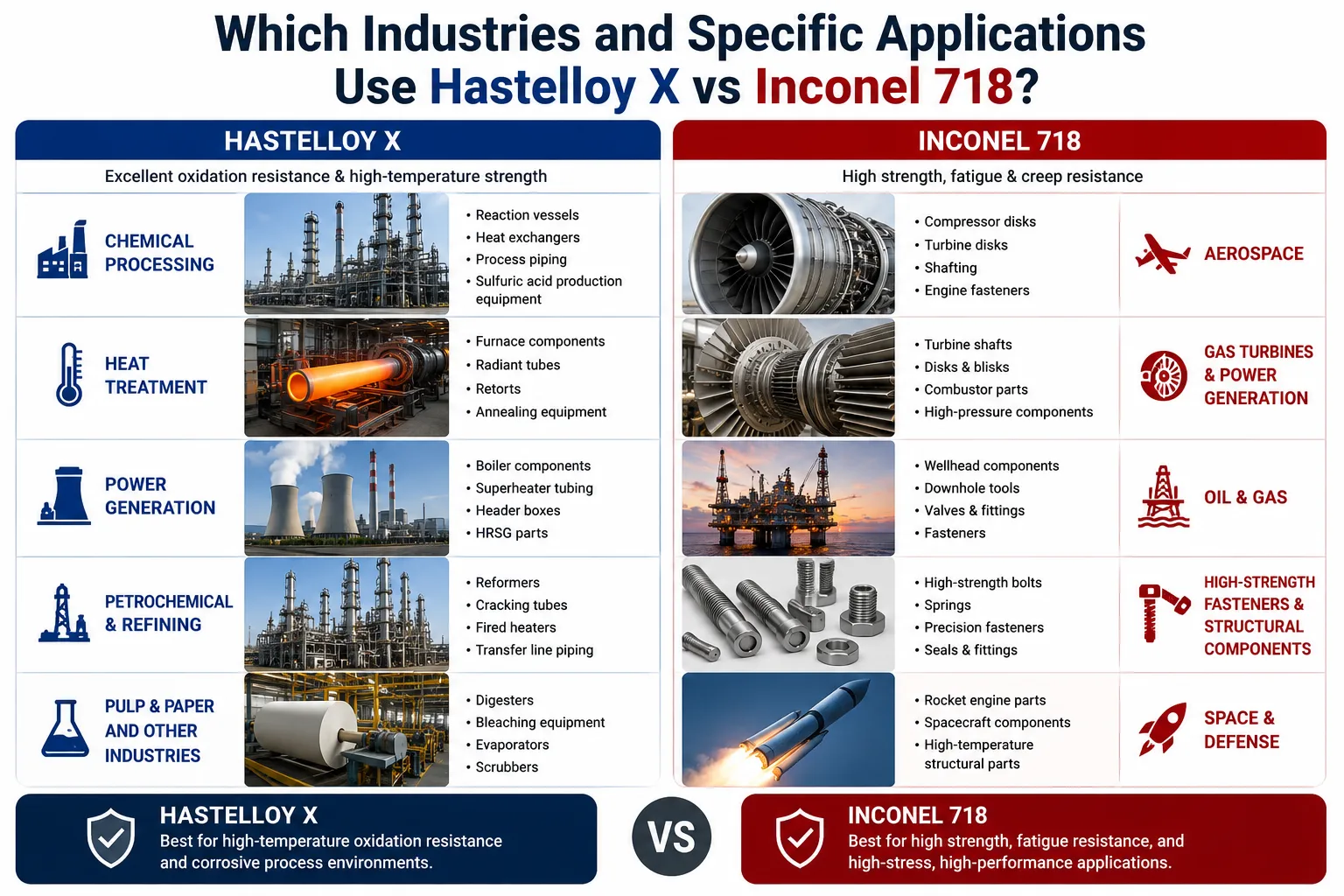
ハステロイXとインコネル718は、どのような業界や具体的な用途で使用されていますか?
これら2つの合金の用途分布は、使用温度範囲と完全に一致しており、数十年にわたる実運用経験を通じて確立された、業界特有の明確な選定基準が存在します。.
航空宇宙用ガスタービンエンジンの用途
| エンジン・ゾーン | 金属の標準温度 | 素材の選択 | 根拠 |
|---|---|---|---|
| ファンディスク/コンプレッサーディスク | 200~400℃ | インコネル718 | 最大強度が必要;低温 |
| コンプレッサーブレード(前段) | 200~500℃ | インコネル718 | 高い遠心応力;中程度の温度 |
| コンプレッサーブレード(後段) | 400-600°C | インコネル718 | 高温下での高応力 |
| コンプレッサーのケーシング | 300~500℃ | インコネル718 | フープ応力の抑制 |
| 燃焼室ライナー | 700-950°C | ハステロイX | 燃焼ガスの酸化;熱サイクル |
| 燃焼室ドーム | 750~1000℃ | ハステロイX | 燃焼器内での最高温度 |
| 接続ダクト | 900~1100℃ | ハステロイX | 高温ガス流路;機械的負荷なし |
| タービンディスク(低圧側) | 400~700℃ | インコネル718 | 高い遠心応力;718系鋼の温度範囲内 |
| タービンディスク(高圧用) | 600~800℃ | ワスパロイまたはルネ41 | 温度が718度の限界値を超えたため、より高い強度が必要である |
| タービンブレード(高圧側) | 900~1100°C以上 | 方向性凝固合金または単結晶合金 | ハステロイXおよび718の性能をいずれも上回る |
| タービン排気ケーシング | 500~800℃ | ハステロイX、または インコネル625 | 穏やかな気温;大規模な造形物 |
この表は、これら2種類の合金が、単一のガスタービン内においても異なるエンジン領域で使用されていることを示しています。具体的には、コールドエンド(圧縮機、フロントディスク)にはインコネル718が、ホットエンド(燃焼室)にはハステロイXが、そして極高温領域(高圧タービンブレード)にはさらに高性能な合金が使用されています。.
石油・ガス分野での用途
| 申し込み | 動作条件 | 優先合金 | 理由 |
|---|---|---|---|
| 井戸の湧水口およびバルブ内部部品 | H₂S、塩化物、25~200°C | インコネル718(NACE認定) | 強度および酸性ガス対応 |
| 地中用安全弁スプリング | H₂S、高圧、最高200°C | インコネル718 または ハステロイC276 | ばねの荷重要件;酸性環境 |
| ダウンホールツールハウジング | 高気圧、平年並みの気温 | インコネル718 | 高強度;温度範囲内 |
| フレアスタック先端部構成部品 | 燃焼ガス、600~900°C | ハステロイX | 高温の酸化環境 |
| ヒーター管の支持部が破損した | 700~900℃ | ハステロイX | 炉内環境における構造的サポート |
| プロセスガスクーラーの構成部品 | 400~600°Cの腐食環境 | インコネル718 または インコネル625 | 中温域における耐食性 |
産業用および発電用途
| 応募カテゴリー | ハステロイX | インコネル718 |
|---|---|---|
| 工業用炉の内部構造(700°C以上) | 標準素材 | 不適 — 酸化による破損 |
| 熱処理炉用治具 | 800°C以上が望ましい | 600°C未満が望ましい |
| ガスタービン用トランジションピース(産業用) | スタンダード | 800°C以上では使用できません |
| 航空機エンジン用ファスナー(コンプレッサー用) | 最適ではない — 強度が低い | 標準的な高性能ファスナー用合金 |
| 極低温用バルブ部品 | 一般的な用途ではない | 素晴らしい — FCC、延性-脆性遷移なし |
| 原子炉内部構造 | 主な用途 | 主な用途 — 圧力容器用部品 |
| 強度を要する医療用インプラント | 典型的ではない | 一部の精密部品 |
加工特性と製造コストはどのように異なるのか?
これらの合金はいずれも、炭素鋼に比べて加工が困難な材料に分類されますが、工具の選定、切削条件、および全体的な加工コストに影響を与える、それぞれ特有の課題を抱えています。.
加工パラメータの比較
| 機械加工工程 | ハステロイXの推奨パラメータ | インコネル718(焼なまし)の仕様 | インコネル718(時効処理済み)の特性 |
|---|---|---|---|
| 粗旋削(超硬) | 25~50 SFM;0.008~0.018 IPR 送り量 | 30~60 SFM;0.008~0.018 IPR | 20~40 SFM;0.006~0.015 IPR |
| 旋削仕上げ(超硬) | 50~100 SFM;0.003~0.008 IPR | 60~120 SFM;0.003~0.008 IPR | 30~80 SFM;0.002~0.006 IPR |
| 荒削り(超硬エンドミル) | 20~40 SFM;0.002~0.005インチ/歯 | 25~50 SFM;0.002~0.005インチ/歯 | 15~35 SFM;0.001~0.004インチ/歯 |
| 穴あけ(超硬合金またはHSS-Co) | 10~20 SFM;0.002~0.005 IPR | 12~25 SFM;0.002~0.005 IPR | 8~18 SFM;0.001~0.004 IPR |
| 相対的な工具寿命 | 中程度 | 良好(焼きなまし);不良(時効化) | 不良 — 焼鈍処理済み工具の寿命:30~50% |
| 冷却液の必要量 | 高圧放水が必要不可欠 | 高圧放水が必要不可欠 | 高圧・最大流量 |
| 作業硬化傾向 | 高い | 中・高 | 非常に高い |
| 相対的被削性指数 | 25–30% 快削鋼 | 35–40%(焼鈍処理済み);20–25%(時効処理済み) | 20–25% 快削鋼 |
時効処理済みのインコネル718は、量産工程において加工が最も困難な合金の一つです。その硬度はRc 40~44であり、高い熱間硬度に加え、急速な加工硬化が生じるため、工具の摩耗が極めて激しくなります。 インコネル718部品の加工順序を計画する際には、一般的に、最終時効熱処理の前に、溶体化焼鈍状態の段階で可能な限り多くの材料を除去し、仕上げ加工や公差が重要な切削のみを時効後の加工段階に残すことを推奨しています。.
ハステロイXは、機械加工が容易ではないものの、熱処理条件によって加工難度が変化することはなく(この合金には熱処理条件が1種類しかないため)、工具の摩耗率という点では、時効処理を施したインコネル718よりもやや緩やかである。.
製造コスト指数の比較
| コスト係数 | ハステロイX | インコネル718(焼鈍+時効処理) |
|---|---|---|
| 原材料費(1ポンドあたり、おおよその比率) | 1.0 ベースライン | 0.85~1.1(ニッケル含有量はほぼ同じ;合金組成が異なる) |
| 熱処理コスト | 低 — 単一アニール | 高 — 3段階のシーケンス、18~24時間 |
| 加工コスト(相当部品) | 中・高 | 高(焼鈍処理済み);極めて高(時効処理済み) |
| 溶接および製作費 | 中程度 | 中~高(PWHTおよび再時効処理によりコストが増加) |
| 不良率(溶接欠陥) | 低い | 中程度(HAZ割れリスク) |
| 溶接後の手直し費用 | 低い | 中~高(SACが発生した場合) |
| 総製造コスト指数 | 1.0 | 1.3~1.8(構成要素の複雑さによる) |
燃焼室ライナー、熱シールド、トランジションダクトなどの板金構造物において、ハステロイXは時効熱処理を必要とせず、優れた溶接性により手直しが減るため、製造コスト全体を低減できます。 室温での最高強度が求められる機械加工部品(コンプレッサーディスク、タービンディスク、精密締結部品など)においては、インコネル718の強度面での優位性が、製造コストの高さを正当化するものです。.
どのような製品形態があり、どのような規格が適用されますか?
どちらの合金も、すべての標準的な加工品形状で入手可能ですが、適用される規格が異なり、非標準サイズの入手可能性も合金によって異なります。.
製品形態と仕様の比較
| 製品形態 | ハステロイXの仕様 | インコネル718の仕様 | 備考 |
|---|---|---|---|
| シートとプレート | AMS 5536 / ASTM B435 | AMS 5596 / ASTM B670 | どちらも広く入手可能 |
| バー&ロッド | AMS 5754 / ASTM B572 | AMS 5662 / ASTM B637 | いずれも販売代理店から仕入れています |
| シームレス管 | AMS 5587 | AMS 5589 | いずれも標準サイズでご用意しています |
| 溶接管 | AMS 5588 | AMS 5590 | どちらも利用可能です |
| 鍛造品 | AMS 5754(鍛造用棒材) | AMS 5662(鍛造用棒材) | 航空宇宙用鍛造品にはOEM認定が必要です |
| 溶接ワイヤ | AMS 5798(ERNiMo-3) | AMS 5832 (ERNiCrFe-6) | 異なるフィラーの系統 — 互換性はない |
| 被覆電極 | ENiMo-3 | ENiCrFe-7 | さまざまな分類 |
| パウダー(積層造形) | 専門業者から入手可能 | AMS 7000 / ASTM F3055 | AM向けにさらに標準化されました |
MWalloysでの在庫状況
MWalloysでは、ハステロイXおよびインコネル718について、最も一般的な製品形状および寸法で、認定済みの在庫を常時確保しています。同週出荷可能な標準在庫品には、以下のものが含まれます:
ハステロイX(AMS 5536/5754):
- 板:厚さ0.5~6.0 mm、標準幅は24インチ、36インチ、48インチ。.
- 板:厚さ6.0~25 mm、標準寸法。.
- 丸棒:直径12~150 mm、長さは不定。.
インコネル718(AMS 5596/5662):
- 板:厚さ3.0~50 mm、標準寸法。.
- 丸棒:直径12~200 mm、溶体焼鈍または析出硬化処理済み。.
- シート:標準幅で厚さ0.5~4.76 mm。.
規格外の寸法については、認定された製鋼所から調達しており、具体的な形状や寸法にもよりますが、納期は通常4~8週間となります。.
ハステロイXとインコネル718の耐食性はどのように異なるか?
これら2つの合金の選定において、耐水腐食性が主要な基準となることはほとんどありません。どちらの合金も主に熱的性能を重視して選定されますが、その腐食挙動を理解しておくことで、腐食が二次的な破損要因となり得る環境下での誤った使用を防ぐことができます。.
水溶液中における耐食性の比較
| 腐食性環境 | ハステロイX | インコネル718 | 第一候補 |
|---|---|---|---|
| 海水(流れる) | 良い — Cr+Moが耐食性を高める | 良好 — 適度な使用には十分 | 同様のものとして、代わりにモネル400または625を検討してください |
| 塩化物応力腐食割れ | 良好な耐性 | 良好な抵抗値(FCCマトリックス) | どちらも可 |
| H₂S腐食環境(NACE MR0175) | 対象(硬度制限あり) | 適格(最大40 HRC) | いずれもNACE認定を取得しています |
| 酸化性酸(HNO₃) | 良好 — Crパッシブフィルム | 良好 — Crパッシブフィルム | どちらも似ている |
| フッ化水素酸 | 中程度 | 中程度 | どちらも最適とは言えない――モネル400を検討してみては |
| 硫酸(希釈) | グッド | グッド | 同様 |
| 苛性ソーダ(NaOH) | 素晴らしい | 素晴らしい | どちらも適切 |
| 海水中の隙間腐食 | 中程度 — C276と比較してMo含有量が低い | 中程度 | いずれも、厳しい隙間環境での使用には最適とは言えない |
| 粒界腐食(感作) | 低リスク — 炭素排出量管理 | 低リスク — Nbの安定化 | どちらも良い |
ハステロイXもインコネル718も、ハステロイC276やインコネル625のような、主に耐食性を目的とした合金ではありません。 いずれも、想定される高温構造用途環境において十分な耐食性を発揮しますが、ハステロイC276やモネル400などの代替材が利用可能であり、適切に指定されている場合には、主に強酸・強アルカリなどの水溶液に対する耐食性を主目的としてこれらを選択すべきではありません。.
ハステロイXとインコネル718の価格差はどれくらいですか?
両合金の原材料コストは、ロンドン金属取引所(LME)のニッケル現物価格の変動に影響を受けますが、両者の相対的なコスト差はより安定しており、その要因は合金の組成や製造工程の複雑さによるものです。.
コスト要因分析
| コスト係数 | ハステロイX | インコネル718 | 備考 |
|---|---|---|---|
| 主なコスト要因 | Ni + 高Mo (8–10%) | Ni + Nb (4.75–5.50%) | MoとNbはどちらもコストの大きな要因となっている |
| 代表的な原材料価格の関係 | 1.0~1.15倍の炭素鋼相当合金 | ハステロイX比で0.85~1.05倍 | 材料費は概ね同水準だが、加工工程に差が生じている |
| 熱処理加工費 | 低 — 単一溶液アニール | ハイ — 3段階のシーケンス | 完成部品のコストに大きな差がある |
| 部品1個あたりの加工コスト | 中程度 | 高い(特に熟成が進んだ状態では) | 複雑な機械加工部品において重要である |
| 溶接および製作費 | 中程度 | 中~高(PWHTの複雑度) | 複雑な加工においては有意な差が見られる |
| 完成部品の総コスト(同等形状) | ベースライン | 1.2~1.8倍(複雑さによる) | 複雑なインコネル718製部品については、価格がより高くなります |
コストの比較は、部品の種類によって大きく異なります。熱処理コストが部品総コストのごく一部に過ぎない、単純な機械加工バー部品の場合、インコネル718とハステロイXの完成品コストは同程度になる可能性があります。 一方、大規模な溶接を必要とする複雑な板金組立品の場合、ハステロイXの溶接性の優位性により、原材料費が高くなっても、製造コスト全体を削減できる可能性があります。.
この2つの合金の中から、どのように最終的な選択を行うのでしょうか?
以下の選定フレームワークは、本記事で論じたすべての技術的要因を考慮した、体系的な意思決定プロセスを提供します。.
ハステロイXとインコネル718の選定に関する判断基準
手順 1:最高使用温度:
運転サイクル中のいかなる時点においても、構成部品の最高金属温度が704°Cを超える場合:
インコネル718は候補から除外する。γ''析出物は650°Cを超えると溶解し始め、704°Cまでにはほぼ消失する。この温度を超えると、析出硬化によるインコネル718の強度上の利点は失われる。.
ステップ2:定温下での持続荷重試験:
当該部品が760°Cを超える温度下で、持続的な機械的負荷(圧力、遠心力、重力)を受ける場合:
ハステロイXを採用すること。この温度域におけるその固溶体クリープ耐性は、インコネル718の残留性能を、いかなる技術的対策でも補えないほど上回っている。.
ステップ3:酸化雰囲気の要件:
当該部品が、800°Cを超える温度の空気、燃焼ガス、または酸化性雰囲気にさらされる場合:
ハステロイXを使用してください。インコネル718を使用すると、許容できないほど急速な酸化が生じ、寸法精度や表面状態が損なわれます。.
ステップ4:最大強度要件:
主な設計上の制約が、最高室温または中温(600°C未満)での降伏強度である場合――ディスク部品、高荷重用締結部品、耐圧性が重要な機械加工部品など:
インコネル718を指定してください。その析出硬化型降伏強度は最低1034 MPaであり、310~380 MPaのハステロイXとは比較にならないほど優れています。.
ステップ5:溶接加工の評価:
その部品が、複雑な溶接加工、現場での補修溶接、あるいは厚肉部での多層溶接を必要とする場合:
溶接性が優れており、応力時効割れのリスクがないことから、ハステロイXを推奨する。強度の理由からインコネル718の使用が必要な場合は、溶接手順書において、母材が溶体化焼鈍済みであること、および認定済みのPWHT(溶接後熱処理)手順が明記されていることを確認すること。.
最終選考結果概要マトリックス
| 応募条件 | 推奨合金 | 批判的思考 |
|---|---|---|
| 金属の温度が760°C以上に維持された | ハステロイX | γ''の溶解により、718の強度が失われる |
| 800°C以上の酸化雰囲気 | ハステロイX | 718の酸化速度は許容範囲外 |
| ガスタービン燃焼器のライナーまたはドーム | ハステロイX | 熱的および酸化に関する要件 |
| 工業用炉の内部構成部品 | ハステロイX | 連続高温使用 |
| ガスタービン用圧縮機ディスク | インコネル718 | 700°C未満における最大遠心応力 |
| 高強度締結部品(600°C以下) | インコネル718 | 降伏強度はハステロイXの3倍 |
| 坑内用高温高圧ツールの構成部品 | インコネル718 | 高圧 + NACE規格への準拠 |
| 溶接式燃焼器アセンブリ | ハステロイX | 溶接性 + 温度 |
| 極低温用バルブまたは容器 | インコネル718 | FCC + 優れた低温靭性 |
| 原子炉容器の構成部品 | インコネル718 | 高強度+耐放射線性 |
| 稼働中の機器の補修溶接 | ハステロイX | 再熟成の必要なし;SACリスクなし |
| 熱転移領域(400~700°C) | アプリケーション依存 | 特定の温度におけるクリープデータを比較する |
よくある質問:ハステロイXとインコネル718の比較
1: 構造用途において、ハステロイXとインコネル718の最大温度差はどれくらいですか?
ハステロイXは、酸化性雰囲気下で約1177°C (2150°F)まで耐えることができますが、インコネル718の実用的な構造用途の限界温度は704°C(1300°F)です。この約473°Cの差が、両者の主要な用途領域が全く重ならないことを決定づけています。. 704°Cを超えると、インコネル718中のγ''(Ni₃Nb)析出相が著しく溶解し始め、この合金の時効強度の70%を占める析出硬化が徐々に失われていきます。 871°C になると、インコネル 718 の引張強度は約 415 MPa に低下し(同温度におけるハステロイ X の 483 MPa を下回ります)、その耐クリープ破断強度は、ほとんどの荷重支持設計において構造用途での継続的な使用が現実的ではないレベルまで低下します。 ハステロイ X は、モリブデンおよびタングステンによる熱的に安定した固溶体硬化に依存しており、使用温度範囲全体を通じて、析出物の溶解なしにその強化メカニズムを継続的に維持します。 650°C から 760°C の間の遷移領域については、技術的にはどちらの合金も指定可能であり、その選択は、特定のクリープ破断要件、耐酸化性の必要性、および製造方法に基づいて行う必要があります。つまり、単純な温度閾値の比較ではなく、慎重な工学的な分析を行う必要があります。.
2:ガスタービン燃焼室ライナーにおいて、ハステロイXの代わりにインコネル718を使用することは可能か?
いいえ!ガスタービン燃焼室ライナーにおいて、インコネル718をハステロイXの代替として使用することはできません。なぜなら、燃焼室での使用時の金属温度 (700~950°C)は、インコネル718の析出硬化メカニズムが耐えられる温度範囲を超えているためです。また、燃焼室の温度下におけるインコネル718の耐酸化性は、許容される部品寿命を確保するには不十分であるためです。. ハステロイXシートの納期が長期化する際、コスト削減策としてこの代替案が提案されることがありますが、これは妥当な妥協案というよりは、材料工学上の根本的な誤りです。 燃焼器の金属温度が 900°C の場合、インコネル 718 はハステロイ X よりも 3~5 倍高い酸化速度を示し、部品の寿命を 60~80% 短縮する速度で肉厚を消耗します。 さらに、インコネル 718 に残留する析出硬化は、燃焼器の初期運転中に溶解し、ライナーは過度に時効が進んだ軟化した状態となり、予想よりもクリープ抵抗が大幅に低下してしまいます。 逆の代替、すなわち、低温・高強度の用途でインコネル 718 が指定されている場合にハステロイ X を使用することは、耐熱性の観点からは技術的に可能ですが、強度が不十分となるため、断面を拡大する完全な再設計が必要となります。包括的な工学的な解析を行わない限り、どちらの代替も推奨されません。.
3:ハステロイXとインコネル718のどちらが耐疲労性に優れていますか?
析出硬化状態のインコネル718は、室温および600°C以下の温度域において、ハステロイXよりもはるかに優れた耐疲労性を示し、回転ビームの耐久限度値はハステロイXの約2~2.5倍に達する 。しかし、750°Cを超える温度域では、燃焼器部品において周期的な熱応力が疲労の原因となるが、ハステロイXは熱的に安定した微細組織と高温下での優れた延性を有するため、優れた熱疲労寿命を発揮する。. したがって、疲労性能の比較は、疲労メカニズムと温度に完全に依存する。700°C未満での機械的疲労(回転部品、繰返し荷重を受ける構造部材)については、時効処理を施したインコネル718が明らかに優れている。 一方、熱疲労(燃焼器ライナー、熱シールド、広範囲の温度変化にさらされる炉パネル)においては、ハステロイXが優位である。これは、十分な高温延性、温度サイクルを通じた安定した微細組織、そして熱スパレーションに耐える密着性の良い保護酸化皮膜を兼ね備えているためである。破壊力学データもこの違いを裏付けている: インコネル718の高い強度は、低温域における臨界欠陥サイズの縮小(高サイクル疲労設計に適している)を意味する一方、ハステロイXの温度域における高い延性(使用温度範囲全体で43~75%の伸び)は、燃焼器での使用において、1サイクルあたりの亀裂進展速度が遅くなることを意味する。.
4:生産現場において、ハステロイXとインコネル718のどちらが溶接しやすいですか?
ハステロイXは、インコネル718に比べて生産現場での溶接が格段に容易です。その主な理由は、ハステロイXには、インコネル718の溶接熱影響部においてひずみ時効割れのリスクを引き起こす析出硬化メカニズムがないためです — ハステロイXは、特別な溶接前処理を必要とせず、どのような状態でも溶接が可能であり、強度を回復させるための溶接後時効処理も不要である。. 実際の生産溶接において、この違いは主に以下の3つの状況で顕著に現れます。厚肉部材の多層溶接(Inconel 718では、溶接層を重ねるごとに熱影響部(HAZ)の割れリスクが高まる)、稼働中の部品の補修溶接(Inconel 718では、補修溶接前に溶体化焼鈍を行い、その後完全に再時効処理を行う必要がある)、 および、すでに時効処理済みのインコネル718材料の溶接(最も困難なシナリオであり、SACリスクが最も高い)です。 0.5~3 mmのハステロイXシートを複雑なライナーアセンブリに日常的に溶接する航空宇宙用燃焼器製造業者にとって、その溶接性は非常に信頼性が高く、認定された手順を用いれば、通常、1パス目の溶接の合格率は99%を超えます。 これに対し、同等のインコネル718を用いた厚肉部品の製造では、より厳格な溶接前非破壊検査、慎重なパス間温度管理が必要となり、たとえ手順管理が極めて良好であっても、溶接後の不適合率は高くなる。.
5:サワーガス環境下で使用されるハステロイXおよびインコネル718には、NACE MR0175のどの硬度基準が適用されますか?
ハステロイX (UNS N06002)およびインコネル718(UNS N07718)は、NACE MR0175/ISO 15156 Part 3に基づき、酸性環境用途において認定されています。両合金とも最大硬度制限は40 HRCですが 。ただし、インコネル718は析出硬化性を持つため、この限界値内に収めるには熱処理の厳密な管理が必要となるのに対し、ハステロイXの溶体化焼鈍材は通常、22~26 HRCの硬度を示し、十分な余裕がある。. 酸性環境で使用されるインコネル718の場合、40 HRCという上限値が、時効処理のパラメータを制限する決定的な制約となります。完全時効処理を施したインコネル718はRc 40~44を達成可能であり、これはNACEの基準値以上となります。 サワー環境での使用を目的とする部品は、40 HRC以下に硬度を維持しつつ十分な強度を発現させるよう、厳密に管理された時効条件で処理されなければなりません。これには、正確な時効温度と時間の制御、およびすべての生産ロットにおける硬度検証が必要です。 ハステロイXは、析出硬化を伴わない固溶体合金であるため、NACEの硬度限界を満たすために特別な処理を必要とせず、溶体化焼鈍状態で通常22~26 HRCを達成します。 サワーガス環境と 300°C 未満の温度が組み合わされ、ばね荷重や機械的強度の要件が仕様を決定する用途では、どちらの合金も使用可能です。300°C を超えるサワーガス環境では、ハステロイ X の優れた高温性能と、本来備わっている NACE 準拠性が、説得力のある複合的な利点となります。.
6:高温部品の積層造形(3Dプリント)には、どの合金が適していますか?
インコネル718は、積層造形(AM)用途において著しく成熟しており、ASTM F3055およびAMS 7000によって粉末の仕様が標準化されているほか、複数の航空宇宙大手メーカーが、飛行用ハードウェア向けのインコネル718製AM部品の認定を取得しています。 一方、ハステロイXの粉末を用いたAMは利用可能ではあるものの、標準化が進んでおらず、主に研究や試作の分野で使用されています。. 粉末床溶融法(レーザーまたは電子ビーム)および指向性エネルギー堆積法におけるこれら両合金の造形性は技術的に実現可能であるが、インコネル718は、AM適格性データ、後処理特性評価、および生産面での信頼性において、約10年の先行優位性を持っている。 AM インコネル 718 によって生成される結晶粒構造(その特徴的な柱状成長および異方性)は、広範囲にわたり特性評価されており、AM 材料用に特別に開発された熱処理プロトコルも確立されています。 AM ハステロイ X は、タービン燃焼器部品や航空宇宙用試験用ハードウェアの開発プログラムで使用されていますが、飛行に不可欠な生産用途に必要な認定データはまだ蓄積されている段階です。 2020年代半ばにかけてAM技術が成熟するにつれ、両合金ともより広範な認定生産ステータスを達成する見込みであり、ハステロイXのAM用途は、その熱性能上の優位性によって開発投資が正当化される高温燃焼ハードウェア分野に集中するでしょう。.
7:極低温用途において、ハステロイXとインコネル718はどのように比較されますか?
ハステロイXとインコネル718は、いずれも完全オーステナイト質の面心立方(FCC)結晶構造を有しており、低温下でも延性から脆性への転移を起こさないため、液体窒素(-196°C)や液体水素(-253°C)といった極低温環境においても優れた靭性を維持します — しかし、インコネル718は、そのはるかに高い降伏強度により、同等の圧力封じ込め能力を維持しつつ肉厚を薄くできるため、極低温構造用途において優先的に選択される。. 両合金のFCC結晶構造は、極低温においてフェライト系およびマルテンサイト系鋼に脆化を引き起こすBCCマルテンサイトへの格子変態を抑制する。 -196°C における両合金のシャルピー衝撃値は、一貫して 80 J を超えており、極低温圧力容器の最低靭性要件を十分に上回っています。 インコネル 718 の降伏強度の優位性(時効処理後 1034 MPa 対 ハステロイ X の 352 MPa)は、極低温用容器の肉厚を薄く、軽量化できることに直結しており、質量が設計上の主要な決定要因となるロケットや宇宙船の用途において特に有用です。 ハステロイ X は、主に、同じ稼働サイクル中に高温への曝露にも耐えなければならない部品に極低温用途として使用されます。例えば、燃料充填時の液体推進剤の温度から、エンジン点火時の燃焼温度へと温度が変化するロケットエンジンの部品などが挙げられます。.
8:ハステロイXとインコネル718を同じ組立品内で併用することは可能ですか?
はい。ハステロイXとインコネル718は、同一のガスタービンエンジンアセンブリ内で一般的に併用されており、 具体的には、コンプレッサーおよびディスクセクションにはインコネル718が、燃焼室セクションにはハステロイXが使用され、両母材との相性を確保するためにインコネル625(ERNiCrMo-3)を溶加材として用いた移行溶接によって接合されています。. これら2つの合金間のガルバニック適合性は極めて良好です。いずれもニッケル基合金であり、電気化学的電位が類似しているため、両合金が併用されるいかなる環境においても、その界面でのガルバニック腐食は実質的に無視できる程度です。 ハステロイXとインコネル718の接合部における主要な設計上の考慮事項は、熱膨張率の不一致である。 ハステロイXは高温で約15.8 µm/m・°Cの熱膨張を示すのに対し、インコネル718は同等の温度において約13.0 µm/m・°Cと、より低い熱膨張係数を持っています。 低温側のインコネル718領域と高温側のハステロイX領域との間の接合部において、この膨張率の差は熱応力を生じさせるため、接合部の設計においてこれを吸収する必要がある。通常、相対的な動きを許容する形状を採用するか、単位長さあたりの膨張率の差を制限する制御された熱勾配を設けることで対応する。 航空宇宙エンジンの設計者は、何十年にもわたってこの遷移をうまく管理しており、その設計ルールは、OEM 固有のエンジニアリング規格およびガスタービン構造設計に関する公開文献の両方で確立されています。.
9:在庫品のハステロイXとインコネル718の板材では、リードタイムにどのような違いがありますか?
一般的な厚さ(3~50 mm)のインコネル718板は、同等のサイズのハステロイX板に比べ、販売代理店の在庫から入手しやすい傾向にあります。これは、より幅広い用途で利用されているインコネル718の市場規模が全体として大きいことを反映しています — ただし、MWalloysでは両合金の標準寸法について認定在庫を保有しており、10~20日以内に出荷可能です。. インコネル718の世界的な需要(スーパーアロイ生産量の約34%と推定される)は、世界中に多数の在庫保有販売代理店が存在する、大規模かつ活発な流通市場を形成している。 ハステロイXは、生産量では主要な合金ですが、市場規模はやや小さく、特定の用途分野(ガスタービン燃焼室や工業用炉)に集中しています。販売代理店が通常在庫している標準的な板厚(両合金とも6 mm、10 mm、12 mm、19 mm)については、入手可能性は概ね同様です。 非標準厚さまたは大面積のプレートについては、両合金ともメーカーからの調達が必要となり、リードタイムは6~14週間となります。航空宇宙分野の緊急メンテナンスや生産上の緊急要件に対応するため、MWalloysは両合金について戦略的在庫を維持しており、重要なプログラム支援のための迅速な加工サービスを提供しています。現在の在庫状況やリードタイムの見積もりについては、具体的な要件を記載の上、当社の材料チームまでお問い合わせください。.
10:既存の仕様がない新しい高温用部品について、製品エンジニアはどの合金を選ぶべきか。
新しい部品の材料としてハステロイXとインコネル718のどちらを選ぶか検討する製品エンジニアは、以下の3つの基準に基づいて判断すべきである。第一に、使用時の金属の最高連続使用温度(ハステロイXは700°C以上、インコネル718は700°C以下)。 第二に、主要な機械的要件(耐酸化性および耐クリープ性はハステロイXが優れ、最大降伏強度および耐疲労性はインコネル718が優れる);そして第三に、製造方法(溶接された板金構造物にはハステロイXが適し、機械加工される高強度部品にはインコネル718が適する)。. MWalloysでの経験上、温度基準を用いることで、二次的な基準を評価することなく、新規用途の選定の大部分を適切に解決することができます。エンジニアは、高温用途であっても、その高い公称強度からインコネル718を指定したくなる場合がありますが、その結果、設計図上では過剰設計に見える一方で、実際の使用環境では熱的性能が不十分となる部品が生み出されてしまいます。 逆に、高荷重・中温用途にハステロイXを指定すると、許容応力が低いためそれを補うために断面積を大きくする必要があり、結果として重量の重い部品になってしまいます。温度が特定の合金の動作範囲内に明確に含まれる場合、選定は簡単です。 650~760°Cの境界領域での用途については、最終的な材料選定を行う前に、過渡現象時のピーク温度を含む熱サイクル全体を考慮し、実際の使用温度および応力レベルにおける両合金のクリープ破断データを参照することを推奨します。.
検証可能な参考文献
本技術比較の作成にあたっては、以下の情報源を引用しており、これらは独立して検証可能です:
- ヘインズ・インターナショナル. ハステロイX合金データシート(H-3009C)。. ヘインズ・インターナショナル、インディアナ州ココモ.
- 特殊金属株式会社 インコネル合金718 データシート(SMC-045)。. 特殊金属、ハンティントン、WV。.
- SAEインターナショナル AMS 5536:ニッケル合金、耐食・耐熱性、シート、ストリップ、およびプレート、47Ni-22Cr-18Fe-9Mo(ハステロイX)、溶体化焼鈍済み。. SAE International, Warrendale, PA.
- SAEインターナショナル AMS 5596: ニッケル合金、耐食・耐熱性、シート、ストリップ、およびプレート、52.5Ni-19Cr-3.0Mo-5.1Cb-0.90Ti-0.50Al-18Fe(インコネル718)、溶体化処理済み。. SAE International, Warrendale, PA.
- SAEインターナショナル AMS 5754:ニッケル合金、耐食・耐熱性、棒材、棒、および線材、47Ni-22Cr-18Fe-9Mo(ハステロイX)。. SAE International, Warrendale, PA.
- SAEインターナショナル AMS 5662:ニッケル合金、耐食・耐熱性、棒材、鍛造品、およびリング、52.5Ni-19Cr-3.0Mo-5.1Cb(インコネル718)、溶体化焼鈍済み。. SAE International, Warrendale, PA.
- SAEインターナショナル AMS 2774:ニッケル合金およびコバルト合金部品の熱処理。. SAE International, Warrendale, PA.
- NACE International / ISO. NACE MR0175 / ISO 15156-3:石油・天然ガス産業 — H₂S含有環境で使用される材料、第3部。. NACEインターナショナル、ヒューストン、テキサス州。.
- ASTMインターナショナル。. ASTM B435:ハステロイX合金板、シートおよびストリップの標準仕様。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM B670:析出硬化型ニッケル合金棒、板、シート、ストリップ(インコネル718)の標準仕様。. ASTM International, West Conshohocken, PA.
- ドナキー、M.J.およびドナキー、S.J. 超合金:テクニカルガイド第2版. ASMインターナショナル、マテリアル・パーク、オハイオ州、2002年。ISBN: 0-87170-749-7
- リード、R.C. 超合金:基礎と応用. ケンブリッジ大学出版局、2006年ISBN: 978-0-521-07011-9
- デイヴィス, J.R.(編)。. 耐熱材料(ASMスペシャリティ・ハンドブック)。. ASM International、オハイオ州マテリアルズ・パーク、1997年。ISBN: 0-87170-596-6
- 米国溶接協会。. AWS A5.14:ニッケルおよびニッケル合金裸溶接棒の仕様。. AWS、フロリダ州マイアミ。.
- ASTMインターナショナル。. ASTM F3055:粉末積層法を用いた積層造形用ニッケル合金(UNS N07718)の標準仕様。. ASTM International, West Conshohocken, PA.
