يتفوق هاستيلوي X على إنكونيل 718 في مقاومة الأكسدة والقدرة الهيكلية عند درجات الحرارة المرتفعة التي تتجاوز 704 درجة مئوية، في حين يوفر إنكونيل 718 قوة شد ومقاومة إجهاد وقوة انحناء فائقة عند درجات حرارة أقل من 700 درجة مئوية بفضل آلية التصلب بالترسيب التي يتميز بها. في MWalloys، نوفر كلا السبيكتين بجميع أشكال المنتجات ونحل هذه المسألة المتعلقة بالاختيار يوميًا مع المهندسين في مجالات الفضاء والنفط والغاز وتوليد الطاقة والتصنيع الصناعي. لا يتعلق الاختيار بين هذين السبائكين بأيهما أفضل بشكل عام — بل يتعلق بمطابقة ملف الأداء المحدد للسبائك مع المتطلبات الدقيقة لبيئة التشغيل ونطاق درجة الحرارة وطريقة التصنيع ومتطلبات الحمل الهيكلي.
هاستيلوي X (UNS N06002) هي سبيكة من النيكل والكروم والحديد والموليبدينوم، مُقواة بالحل الصلب، ومُصممة خصيصًا للاستخدام المستمر في درجات حرارة تتراوح بين 760 درجة مئوية و1200 درجة مئوية في الأجواء المؤكسدة. إنكونيل 718 (UNS N07718) هي سبيكة من النيكل والكروم والحديد والنيوبيوم قابلة للتصلب بالترسيب، وتصل إلى أقصى قوة لها عند درجات حرارة أقل من 704 درجة مئوية من خلال المعالجة الحرارية بالشيخوخة الخاضعة للرقابة. يؤدي اختيار السبيكة الخاطئة لتطبيقك إما إلى الأكسدة المبكرة وفشل الزحف (استخدام 718 حيث يلزم استخدام X) أو إلى تكلفة تصنيع مرتفعة دون داعٍ وقدرة قوة غير مستغلة بالكامل (استخدام X حيث يمكن أن تفي 718 بالغرض تمامًا).
إذا كان مشروعك يتطلب استخدام مادة هاستيلوي X أو إنكونيل 718، فيمكنك اتصل بنا للحصول على عرض أسعار مجاني.
ما هما هاستيلوي X وإنكونيل 718 وكيف يختلفان جوهريًا؟
يُعد كل من «هاستيلوي إكس» و«إنكونيل 718» من السبائك الفائقة القائمة على النيكل، لكنهما يمثلان فلسفتين هندسيتين مختلفتين جذريًا، مما ينتج عنه خصائص أداء متباينة للغاية عبر نطاق درجات الحرارة.
هاستيلوي X (UNS N06002، W.Nr. 2.4665) تم تطويرها من قبل شركة هاينز إنترناشونال في الخمسينيات من القرن الماضي خصيصًا لتلبية الحاجة إلى سبيكة نيكل تجمع بين مقاومة استثنائية للأكسدة وقوة هيكلية مفيدة عند درجات حرارة تزيد عن 870 درجة مئوية. وتتمثل آلية تقويتها في تصلب المحلول الصلب — حيث تخلق ذرات الموليبدينوم والتنغستن الكبيرة المذابة في مصفوفة النيكل تشوهات شبكية تقاوم حركة الانزياح عند درجات الحرارة العالية. ونظرًا لأن تصلب المحلول الصلب لا يعتمد على مراحل الترسيب التي تذوب عند درجات الحرارة المرتفعة، فإن Hastelloy X يحافظ على آلية تقويته بشكل مستمر من درجة حرارة الغرفة وحتى الحد الأقصى لخدمته الذي يقترب من 1200 درجة مئوية.

إنكونيل 718 (UNS N07718، رقم التصنيع 2.4668) من قبل شركة النيكل الدولية (INCO) في أوائل الستينيات لتوفير سبيكة فائقة القوة قابلة للتصلب بالترسيب مع قابلية لحام متميزة — وهو مزيج لم تتمكن سبائك النيكل عالية القوة السابقة مثل Waspaloy و René 41 من توفيره. يستمد Inconel 718 حوالي 70% من قوته من ترسبات جاما دبل برايم (γ'', Ni₃Nb) التي تتشكل أثناء المعالجة الحرارية للشيخوخة الخاضعة للرقابة. تنتج آلية التصلب بالترسيب هذه قوة خضوع في درجة حرارة الغرفة تتجاوز 1000 ميجا باسكال — أي أكثر من ضعف ما يمكن أن تحققه Hastelloy X — لكن هذه الترسبات تبدأ في الذوبان والتحول عند درجة حرارة تزيد عن 650 درجة مئوية تقريبًا، مما يؤدي إلى القضاء التدريجي على آلية التقوية الأساسية.
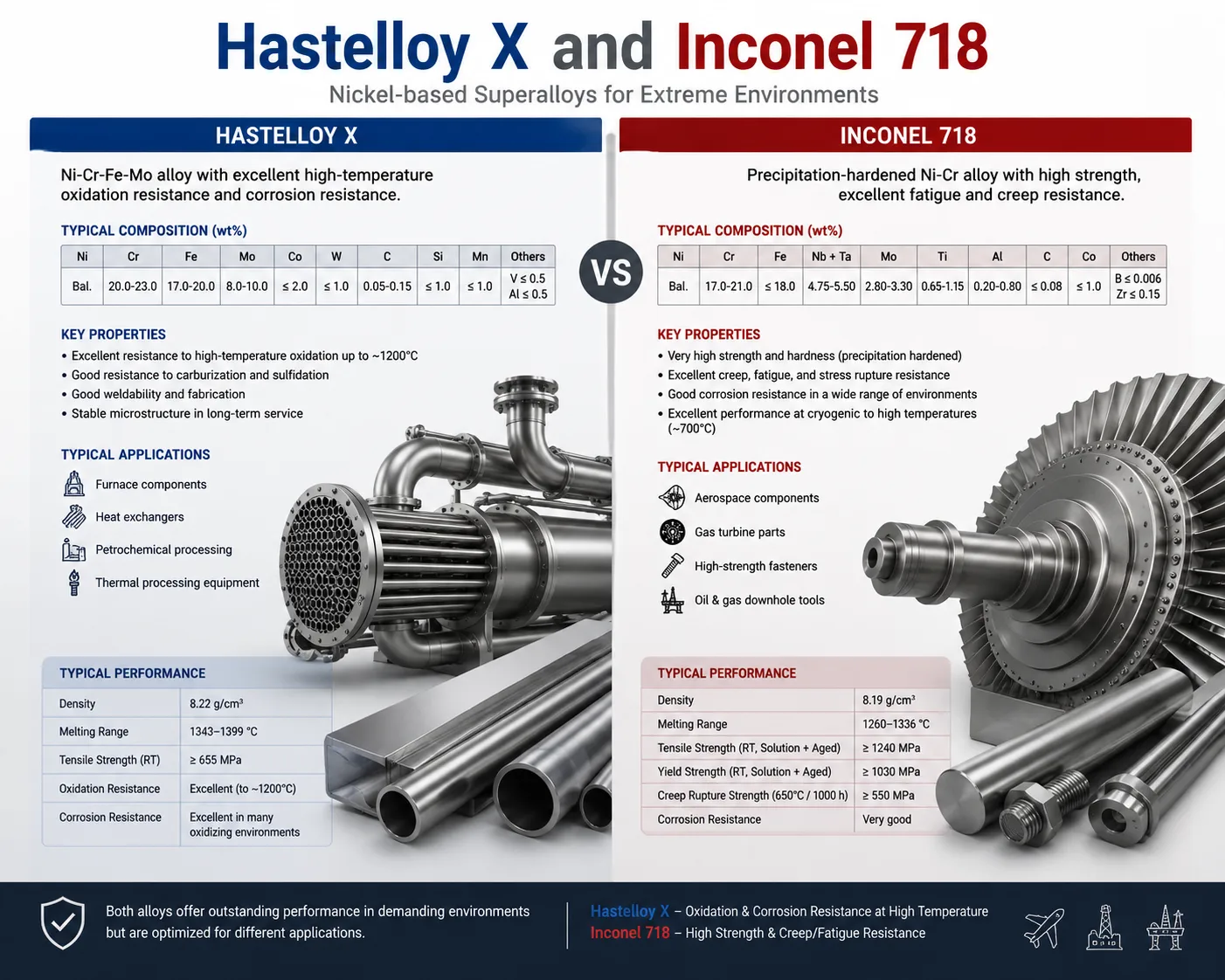
أهم فارق بين هاتين السبيكتين هو نطاق درجات الحرارة التي تعملان فيها. إنكونيل 718 هي سبيكة عالية القوة مخصصة لدرجات الحرارة المعتدلة (أقل من 700 درجة مئوية). أما Hastelloy X فهي سبيكة متوسطة القوة مخصصة لدرجات الحرارة القصوى (من 700 درجة مئوية إلى 1200 درجة مئوية). وهذا ليس مجرد تدرج طفيف في الأداء — بل هو اختلاف جوهري في الآلية الفيزيائية التي توفر القوة، وهو ما يحدد مدى ملاءمة الاستخدام أكثر من أي عامل آخر.
اقرأ أيضًا: مُصنِّع ألواح هاستيلوي X: ألواح معتمدة وفقًا لمعيار AMS 5536 ومخصصة للاستخدام في درجات الحرارة العالية
لقد واجهنا حالات عديدة قامت فيها فرق المشتريات في البداية بتحديد استخدام مادة «إنكونيل 718» في التطبيقات عالية الحرارة بسبب قوة الشد الاسمية الأعلى التي تتمتع بها، دون أن تدرك أن تقوية الترسبات التي تعتمد عليها تلك القوة غير مستقرة من الناحية الحرارية عند درجة حرارة التشغيل المقصودة. وكانت النتيجة حدوث فشل مبكر في الزحف للمكونات التي كانت مفرطة في المواصفات من الناحية الفنية من حيث القوة في درجة حرارة الغرفة، ولكنها كانت ناقصة في المواصفات من الناحية الأساسية فيما يتعلق بالاستقرار الحراري. وهذا هو بالضبط نوع الخطأ في الاختيار الذي تمنعه المقارنة الفنية المنظمة.
مقارنة بين التصنيفات الأساسية للسبائك
| الخصائص | هاستيلوي X (N06002) | إنكونيل 718 (N07718) |
|---|---|---|
| عائلة السبيكة | سبيكة فائقة المقاومة معززة بمحلول صلب | سبيكة فائقة الصلابة قابلة للتصلب بالتعريض للأمطار |
| آلية التعزيز الأولية | محلول صلب (موليبدنوم، وولفرام، وكوبالت في مصفوفة من النيكل) | ترسبات γ'' (Ni₃Nb) + γ' (Ni₃Al,Ti) |
| نطاق درجات الحرارة (للاستخدام الهيكلي) | 650 درجة مئوية – 1177 درجة مئوية | درجات الحرارة شديدة الانخفاض – 704 درجة مئوية |
| أقصى درجة حرارة للتشغيل (مستمرة) | 1177 درجة مئوية (2150 درجة فهرنهايت) | 704 درجة مئوية (1300 درجة فهرنهايت) |
| المعالجة الحرارية اللازمة لزيادة المتانة | لا شيء — القوة بعد التلدين | التقادم على مرحلتين: 718 درجة مئوية/8 ساعات + 621 درجة مئوية/8 ساعات |
| قابلية اللحام | ممتاز — لا يوجد خطر حدوث تشققات بعد اللحام | جيد — لكن هناك خطر حدوث تشققات بسبب تقادم سلالة HAZ |
| مواصفات صفائح/ألواح AMS | AMS 5536 | AMS 5596 |
| مواصفات قضبان AMS | AMS 5754 | AMS 5662 / AMS 5663 |
| مواصفات قضبان ASTM | ASTM B572 | ASTM B637 |
| الكثافة (جم/سم مكعب) | 8.22 | 8.19 |
| تسمية نظام الأمم المتحدة | N06002 | N07718 |
| رقم المادة الأوروبي | 2.4665 | 2.4668 |
كيف يمكن مقارنة التركيب الكيميائي لكل من هاستيلوي X وإنكونيل 718؟
تُعزى الاختلافات في الأداء بين هاتين السبيكتين بشكل مباشر إلى تركيبتيهما الكيميائية. إن فهم دور كل عنصر لا يفسر السلوك الحالي فحسب، بل يساعد أيضًا في توقع كيفية استجابة كل سبيكة لظروف تشغيل محددة.
مقارنة التكوين الكيميائي جنبًا إلى جنب
| العنصر | هاستيلوي X مين (%) | هاستيلوي إكس ماكس (%) | إنكونيل 718 مين (%) | إنكونيل 718 ماكس (%) |
|---|---|---|---|---|
| النيكل (ني) | الرصيد (~47%) | - | 50.00 | 55.00 |
| الكروم (Cr) | 20.5 | 23.0 | 17.00 | 21.00 |
| الحديد (Fe) | 17.0 | 20.0 | التوازن (حوالي 181 نقطة، 3 نقاط) | - |
| الموليبدينوم (Mo) | 8.0 | 10.0 | 2.80 | 3.30 |
| الكوبالت (Co) | 0.5 | 2.5 | - | 1.00 كحد أقصى |
| النيوبيوم + التنتالوم (Nb+Ta) | - | - | 4.75 | 5.50 |
| التيتانيوم (Ti) | - | - | 0.65 | 1.15 |
| الألومنيوم (Al) | - | 0.40 كحد أقصى | 0.20 | 0.80 |
| التنجستن (W) | 0.2 | 1.0 | - | - |
| الكربون (C) | 0.05 | 0.15 | - | 0.08 كحد أقصى |
| السيليكون (Si) | - | 1.0 كحد أقصى | - | 0.35 كحد أقصى |
| المنجنيز (Mn) | - | 1.0 كحد أقصى | - | 0.35 كحد أقصى |
| البورون (B) | - | 0.010 كحد أقصى | - | 0.006 كحد أقصى |
| الفوسفور (P) | - | 0.040 كحد أقصى | - | 0.015 كحد أقصى |
| الكبريت (S) | - | 0.030 كحد أقصى | - | 0.015 كحد أقصى |
| النحاس (النحاس) | - | - | - | 0.30 كحد أقصى |
ما الذي يعنيه كل اختلاف في التركيب من الناحية العملية
الكروم: 20.5–23% (هاستيلوي X) مقابل 17–21% (إنكونيل 718)
إن المحتوى الأدنى الأعلى للكروم في هاستيلوي X، والذي يبلغ 20.51٪، مقارنةً بالمحتوى الأدنى في إنكونيل 718 البالغ 17.1٪، يؤدي إلى تكوين طبقة أكسيد واقية من Cr₂O₃ أكثر سمكًا واستقرارًا عند درجات حرارة تزيد عن 700 درجة مئوية. ويفسر هذا الاختلاف سبب احتفاظ Hastelloy X بمعدلات أكسدة مقبولة حتى 1177 درجة مئوية، في حين يتعرض Inconel 718 لأكسدة سريعة وغير محمية عند درجات حرارة تزيد عن 870 درجة مئوية تقريبًا في الهواء.
الموليبدينوم: 8–10% (هاستيلوي X) مقابل 2.8–3.3% (إنكونيل 718)
يُعد الفارق الثلاثي في محتوى الموليبدينوم السبب الرئيسي وراء قدرة هاستيلوي X على الحفاظ على قوتها الهيكلية في درجات الحرارة المرتفعة. فذرات الموليبدينوم أكبر بكثير من ذرات النيكل، مما يؤدي إلى حدوث تشوهات شديدة في الشبكة البلورية تقاوم حركة الانزياح — وهي الآلية الأساسية للتشوه في درجات الحرارة المرتفعة. يعد انخفاض نسبة الموليبدينوم في إنكونيل 718 كافياً للمساهمة في المحلول الصلب عند درجات حرارة معتدلة، ولكنه غير كافٍ لتحمل عبء التقوية الأساسي عند درجات حرارة تزيد عن 704 درجة مئوية حيث تذوب ترسبات γ''.
النيوبيوم: 4.75–5.50% (إنكونيل 718) مقابل لا شيء (هاستيلوي X)
النيوبيوم هو العنصر المميز لـ'إنكونيل 718' الذي لا يوجد في 'هاستيلوي إكس'. وتُعد مرحلة الترسيب γ'' (Ni₃Nb) المتكونة من النيوبيوم مسؤولة عن حوالي 70% من قوة «إنكونيل 718» بعد التقادم. ويتيح هذا المحتوى نفسه من النيوبيوم قابلية اللحام الرائعة لـ Inconel 718 من خلال إبطاء حركية الترسيب، مما يمنع التصلب السريع بسبب الشيخوخة في المنطقة المتأثرة بالحرارة في اللحام. لا يحتوي Hastelloy X على النيوبيوم لأن آلية تقويته تعتمد كليًا على المحلول الصلب ولا تتطلب أي ترسيب.
الكربون: 0.05–0.15% (هاستيلوي X) مقابل 0.08% كحد أقصى (إنكونيل 718)
يبلغ الحد الأدنى لمحتوى الكربون في هاستيلوي X 0.051٪، مما يعكس الدور الإيجابي لترسيب كربيد حدود الحبيبات في الحفاظ على مقاومة الزحف أثناء الخدمة المطولة في درجات الحرارة العالية. يحدد Inconel 718 الكربون كحد أقصى فقط (0.08%)، مما يقلل من تكوين الكربيد الذي قد يزيد من حساسية حدود الحبيبات ويقلل من صلابة الكسر في التطبيقات الفضائية حيث يستخدم 718 بشكل شائع.
الحديد: 17–20% (هاستيلوي X) مقابل حوالي 18% (إنكونيل 718)
تحتوي كلتا السبيكتين على مستويات مماثلة من الحديد، لكن الحديد يخدم أغراضًا مختلفة. ففي سبيكة هاستيلوي X، يُعد المحتوى العالي من الحديد أمرًا مقصودًا، وهو يساهم في تكوين طبقة فرعية معقدة من الإسبنيل المكون من الحديد والكروم، مما يعزز مقاومة الأكسدة. في Inconel 718، يعمل الحديد كعنصر موازنة على خفض تكلفة المواد الخام بينما يشارك في المصفوفة التي تستضيف ترسبات γ'' وγ'.
ما هي الخصائص الميكانيكية التي تميز هاستيلوي X عن إنكونيل 718 في درجة حرارة الغرفة ودرجات الحرارة المرتفعة؟
تعد مقارنة الخصائص الميكانيكية بين هاتين السبيكتين الجزء الأكثر أهمية من الناحية الفنية في هذه المقالة، لأنها تحدد بشكل مباشر أي السبيكتين مناسبة لحمل تصميم هيكلي معين وظروف درجة حرارة معينة.
مقارنة الخصائص الميكانيكية في درجة حرارة الغرفة
| الممتلكات | هاستيلوي X (مُصلب بالمحلول) | إنكونيل 718 (مُصلب بالمحلول) | إنكونيل 718 (مُقوى بالترسيب) | معيار الاختبار |
|---|---|---|---|---|
| قوة الشد القصوى | 793 ميجا باسكال (115 ألف باسكال) (قيمة نموذجية) | 965 ميجا باسكال (140 كسي) كحد أدنى | 1275 ميجا باسكال (185 كسي) كحد أدنى | ASTM E8 |
| 0.2% قوة الخضوع 0.2% | 352 ميجا باسكال (51 كيلو باسكال) (قيمة نموذجية) | 550 ميجا باسكال (80 كسي) كحد أدنى | 1034 ميجا باسكال (150 كسي) كحد أدنى | ASTM E8 |
| الاستطالة في 2" | 43% نموذجي | 30% دقيقة | 12% دقيقة | ASTM E8 |
| تقليل المساحة | 55% نموذجي | 35% دقيقة | 15% دقيقة | ASTM E8 |
| الصلابة | 90–95 نبضة في الدقيقة | Rc 32 النموذجي | Rc 40–44 نموذجي | ASTM E18 |
| معامل المرونة | 197 جيجا باسكال (28.6 ميجا سيلسيوس) | 200 جيجا باسكال (29.0 ميجا سيلسيوس) | 200 جيجا باسكال (29.0 ميجا سيلسيوس) | - |
| حد التحمل التعب والإرهاق | حوالي 250 ميجا باسكال (عارضة دوارة) | حوالي 450 ميجا باسكال (عارضة دوارة، معالجة بالشيخوخة) | حوالي 600 ميجا باسكال (عارضة دوارة، معالجة بالشيخوخة) | ASTM E466 |
| اختبار صدمة شاربي عند درجة حرارة -196 درجة مئوية | أكثر من 100 جول | أكثر من 80 جول | أكبر من 50 جول | ASTM E23 |
إن الفرق في مقاومة الخضوع عند درجة حرارة الغرفة ملفت للنظر: حيث يصل معدن «إنكونيل 718» المقوى بالترسيب إلى مقاومة خضوع لا تقل عن 1034 ميجا باسكال — أي ما يقارب ثلاثة أضعاف القيمة النموذجية لمعدن «هاستيلوي إكس» المصلد بالحلول. يتيح هذا الاختلاف بشكل مباشر تصميم مكونات Inconel 718 بمقاطع عرضية أصغر للحصول على قدرة تحمل حمولة مكافئة، مما يقلل الوزن في محركات الطائرات والتطبيقات الأخرى التي تعتبر الكتلة فيها عاملاً حاسماً.
مقارنة خصائص الشد في درجات الحرارة المرتفعة
تتضح في هذه المقارنة بشكل أكبر عملية اختيار السبيكة المناسبة. توضح البيانات الواردة أدناه كيف تتغير خصائص كل سبيكة مع ارتفاع درجة الحرارة، وتكشف عن نقطة التقاطع التي تصبح فيها ميزة الاستقرار التي تتمتع بها سبيكة هاستيلوي X عاملاً حاسماً.
| درجة الحرارة | الحد الأقصى للياقة الشد (MPa) لمادة هاستيلوي X | هاستيلوي X YS (ميجراو) | قوة الشد القصوى (MPa) لمادة إنكونيل 718 | إنكونيل 718 YS (ميجا باسكال) |
|---|---|---|---|---|
| 21 درجة مئوية | 793 | 352 | 1380 (عمر) | 1170 (عمر) |
| 200°C | 724 | 290 | 1310 | 1100 |
| 400°C | 690 | 262 | 1275 | 1070 |
| 538°C | 669 | 248 | 1240 | 1035 |
| 649°C | 648 | 234 | 1170 | 1000 |
| 704°C | 620 | 215 | 1090 | 910 |
| 760°C | 600 | 207 | 870 | 750 |
| 871°C | 483 | 172 | 415 | 310 |
| 982 درجة مئوية | 310 | 138 | أقل من 200 | أقل من 130 |
| 1093°C | 172 | 97 | غير موصى به | غير موصى به |
تكشف البيانات عن عدة ملاحظات مهمة لمهندس التصميم:
عند درجة حرارة 704 درجة مئوية، لا يزال إنكونيل 718 (المُعالج حرارياً) يحافظ على قوة شد قصوى تبلغ حوالي 1090 ميجا باسكال مقارنة بـ 620 ميجا باسكال في هاستيلوي X — أي أن إنكونيل 718 لا يزال أقوى عند هذه الدرجة. ومع ذلك، تنخفض قوة Inconel 718 بشكل حاد فوق 704 درجة مئوية مع ذوبان ترسبات γ''، في حين أن تقوية المحلول الصلب لـ Hastelloy X أكثر استقرارًا من الناحية الحرارية. عند 871 درجة مئوية، يكون للسبائك مستويات قوة متشابهة. فوق 982 درجة مئوية، يتفوق Hastelloy X بوضوح على Inconel 718، الذي لم يعد مناسبًا للاستخدام الهيكلي.
مقارنة بيانات الزحف والانكسار تحت الإجهاد
بالنسبة للمكونات التي تتعرض لأحمال مستمرة — مثل أقراص التوربينات، وأوعية الضغط، والدعامات الهيكلية — فإن مقاومة الانكسار الناتج عن الزحف تؤثر على التصميم بشكل أكبر من مقاومة الشد قصيرة المدى.
| درجة الحرارة | ضغط الانفجار لمادة هاستيلوي X بعد 1,000 ساعة (ميجراسكال) | ضغط الانكسار لـ Inconel 718 بعد 1,000 ساعة (ميغا باسكال) |
|---|---|---|
| 538 درجة مئوية (1000 درجة فهرنهايت) | أكثر من 500 (على سبيل المثال لا الحصر) | 900 (تقريبًا) |
| 649 درجة مئوية (1200 درجة فهرنهايت) | أكثر من 350 | 690 (تقريبًا) |
| 704 درجة مئوية (1300 درجة فهرنهايت) | 310 (تقريبًا) | 450 (تقريبًا) |
| 760 درجة مئوية (1400 درجة فهرنهايت) | 207 | 200 (في انخفاض سريع) |
| 871 درجة مئوية (1600 درجة فهرنهايت) | 90 | 55 (متدهورة بشدة) |
| 982 درجة مئوية (1800 درجة فهرنهايت) | 38 | غير مناسب |
| 1093 درجة مئوية (2000 درجة فهرنهايت) | 17 | غير مناسب |
يحدث التقاطع في مقاومة الانكسار الناتج عن الزحف عند حوالي 760 درجة مئوية — وفوق هذه الدرجة، يتمتع هاستيلوي X بقدرة فائقة على تحمل الأحمال على المدى الطويل. أما تحت 760 درجة مئوية، فيحافظ إنكونيل 718 على إجهاد انكسار ناتج عن الزحف أعلى. وتُعد درجة الحرارة التي يحدث عندها هذا التقاطع الحد الفاصل الذي يحدد اختيار التطبيق المناسب.
مقارنة الخصائص الفيزيائية
| الممتلكات المادية | هاستيلوي X | إنكونيل 718 | الآثار الهندسية |
|---|---|---|---|
| الكثافة (جم/سم مكعب) | 8.22 | 8.19 | متطابقة بشكل أساسي — لا يوجد فرق في الوزن بين التصميمات المماثلة |
| الموصلية الحرارية عند 100 درجة مئوية (وات/م·كلفن) | 11.7 | 11.4 | متطابقة تقريبًا — سلوك مماثل في إدارة الحرارة |
| التمدد الحراري (21–500 درجة مئوية، ميكرومتر/متر·درجة مئوية) | 14.8 | 13.0 | يتوسع معدن «هاستيلوي X» بشكل أكبر — ويجب أن يأخذ تصميم الفراغات ذلك في الحسبان |
| التمدد الحراري (21–870 درجة مئوية، ميكرومتر/متر·درجة مئوية) | 15.8 | لا ينطبق | يتوسع معدن «هاستيلوي إكس» بشكل كبير عند درجات حرارة التشغيل المرتفعة |
| معامل المرونة عند 500 درجة مئوية (جي باسكال) | 180 | 185 | صلابة متطابقة تقريبًا في درجات الحرارة المعتدلة |
| معامل المرونة عند 870 درجة مئوية (جي باسكال) | 152 | لا يمكن تطبيقها بشكل موثوق | يحافظ هاستيلوي X على صلابة عملية |
| الطابع المغناطيسي | غير مغناطيسي (FCC) | غير مغناطيسي بشكل أساسي (FCC) | كلاهما غير مغناطيسي في الظروف العادية |
كيف يكون أداء هاستيلوي X وإنكونيل 718 في البيئات المؤكسدة ذات درجات الحرارة العالية؟
يمكن القول إن مقاومة الأكسدة هي العامل الأكثر أهمية الذي يميز بين هاتين السبائكتين عند الاستخدام في درجات الحرارة المرتفعة. ولا يمثل الاختلاف في سلوك الأكسدة تدرجًا تدريجيًا، بل هو اختلاف جوهري في فعالية آلية الحماية عند درجات حرارة تزيد عن 800 درجة مئوية تقريبًا.
مقارنة معدلات الأكسدة في الهواء
| درجة الحرارة | زيادة الوزن في مادة هاستيلوي X (ملغم/سم²/1,000 ساعة) | زيادة الوزن في مادة إنكونيل 718 (ملغ/سم²/1,000 ساعة) | التقييم |
|---|---|---|---|
| 700°C | أقل من 2.0 | أقل من 3.0 | كلاهما كافٍ |
| 760°C | 2.0–4.5 | 4.0–8.0 | ظهور مزايا هاستيلوي X |
| 871°C | 4.5–9.0 | 15–35 | الميزة الواضحة لمادة هاستيلوي X |
| 982 درجة مئوية | 8.0–18.0 | تعطل سريع | هاستيلوي إكس أفضل بكثير |
| 1093°C | 18–40 | غير مناسب | لا يصلح سوى هاستيلوي إكس |
يُعدُ الفرق في معدل الأكسدة عند درجة حرارة 871 درجة مئوية أهم نقطة بيانات من الناحية العملية: حيث يتعرض «هاستيلوي إكس» (Hastelloy X) لزيادة في الوزن ناتجة عن الأكسدة تتراوح بين 4.5 و9.0 ملغ/سم² لكل 1,000 ساعة، في حين يتعرض «إنكونيل 718» (Inconel 718) لزيادة تتراوح بين 15 و35 ملغ/سم² لكل1,000 ساعة — وتفترض هذه المقارنة أن Inconel 718 يحافظ حتى على طبقة واقية متماسكة، والتي تصبح غير موثوقة عند درجات حرارة تزيد عن 900 درجة مئوية تقريبًا.
الاختلافات في آليات الأكسدة
آلية أكسدة هاستيلوي X:
يتيح محتوى الكروم الذي يتراوح بين 20.5 و231 جزء في الألف (TP3T) تكوين طبقة كثيفة ومتماسكة من Cr₂O₃ تعمل كحاجز انتشار يمنع دخول المزيد من الأكسجين. أما السيليكون (بحد أقصى 1.01 جزء في الألف) فيساهم في تكوين طبقة فرعية من SiO₂ تعمل على تحسين تماسك الطبقة. ويساهم محتوى الحديد في تكوين إسبنيل Ni-Cr-Fe معقد يتشكل تحت طبقة Cr₂O₃ الأولية، مما يبطئ نقل الأكسجين بشكل أكبر. وتحافظ هذه الطبقة المستقرة والمتعددة الطبقات على وظيفتها الوقائية خلال الدورات الحرارية المتكررة — وهو مطلب أساسي في خدمة غرفة الاحتراق في التوربينات الغازية.
آلية أكسدة إنكونيل 718:
يُعد الكروم 17–21% الموجود في مادة إنكونيل 718 كافياً لتكوين طبقة واقية من Cr₂O₃ حتى درجة حرارة تبلغ حوالي 870 درجة مئوية. وفوق هذه الدرجة، هناك آليتان تؤديان إلى تدهور أداء الأكسدة: تبدأ طبقة Cr₂O₃ في تكوين CrO₃ المتطاير في تدفقات الهواء عالية السرعة عند درجات حرارة تقترب من 900 درجة مئوية، مما يؤدي إلى استنفاد الطبقة الواقية بسرعة أكبر من قدرتها على إعادة التكوين؛ كما أن انحلال الطور γ'' الغني بالنيوبيوم يعرض سطح السبيكة لظروف تتسارع فيها عملية تكوين NiO و FeO، مما يؤدي إلى تكوين طبقة أكسيد مسامية غير واقية. والنتيجة النهائية هي زيادة سريعة في معدلات الأكسدة فوق 870 درجة مئوية، مما يجعل Inconel 718 غير مناسب للاستخدام المتواصل في بيئات الأكسدة في نطاق درجات الحرارة هذا.
أداء التآكل في درجات الحرارة العالية (بسبب الكبريتات)
في بيئات احتراق التوربينات الغازية، حيث يتحد الكبريت الناتج عن احتراق الوقود مع ملح البحر الذي يدخل مع هواء المدخل، يتسبب التآكل الحراري (النوع الأول عند 850–950 درجة مئوية، والنوع الثاني عند 650–750 درجة مئوية) في تآكل أسطح السبائك من خلال آلية تختلف عن الأكسدة البسيطة.
| نوع التآكل الساخن | أداء هاستيلوي X | أداء إنكونيل 718 |
|---|---|---|
| النوع الأول (850–950 درجة مئوية، Na₂SO₄) | جيد — محتوى الكريتوم يوفر مقاومة | ضعيف — الحماية غير كافية عند هذه الدرجة |
| النوع الثاني (650–750 درجة مئوية، Na₂SO₄ + NiSO₄) | معتدل — انخفاض نشاط الكروم عند هذه الدرجة | معتدل — قيود مماثلة |
| تآكل ناتج عن الفاناديوم | معتدل — يتفاعل مع خامس أكسيد الفاناديوم | قيود مماثلة لتلك الخاصة بـ Hastelloy X |
بالنسبة للتوربينات الغازية البحرية أو التوربينات الصناعية التي تعمل بوقود ملوث، لا توفر أي من هاتين السبائكتين حماية كاملة من التآكل الحراري دون استخدام طلاءات حاجزة حرارية أو طلاءات مقاومة للظروف البيئية. ومع ذلك، تحافظ سبائك هاستيلوي X على سلامة هيكلها بشكل أفضل في حالة التعرض لتآكل حراري موضعي، وذلك لأن تقوية المحلول الصلب فيها لا تتأثر بالتغيرات الكيميائية السطحية، على عكس ما يحدث مع ترسيب γ''.
اقرأ أيضًا: مخزون ألواح إنكونيل 718: AMS 5596 معتمد من AMS 5596، خدمات القطع حسب الحجم
ما الفرق في قابلية اللحام بين هاستيلوي X وإنكونيل 718؟
تعد قابلية اللحام أحد أهم الاختلافات العملية بين هاتين السبيكتين في الهياكل المعدنية، وعمليات الإصلاح، وعمليات التجميع والتصنيع. ويعد هذا الاختلاف في قابلية اللحام كبيرًا بما يكفي ليكون عاملاً حاسماً في اختيار السبيكة في بعض فئات التطبيقات.
مقارنة تقييم قابلية اللحام
| معيار قابلية اللحام | هاستيلوي X | إنكونيل 718 | الملاحظات |
|---|---|---|---|
| قابلية التشقق بسبب HAZ | منخفض جدًا — مقاومة ممتازة | متوسط — خطر حدوث تشققات بسبب الإجهاد والشيخوخة | الفرق الجوهري |
| تشقق معدن اللحام تحت تأثير الحرارة | منخفض (مع معدن أساسي نقي) | منخفض (يساعد النيوبيوم) | يمكن التعامل مع كليهما باتباع الإجراءات الصحيحة |
| يلزم التسخين المسبق | لا — إزالة الرطوبة فقط | لا — إزالة الرطوبة فقط | كلاهما قابل للحام دون الحاجة إلى التسخين المسبق |
| مطلوب معالجة حرارية بعد اللحام | ليس إلزامياً في معظم الحالات | ليس إلزامياً للوقاية من التشقق | التسخين بعد التشكيل اختياري في الحالتين |
| يلزم إجراء عملية تلدين بعد اللحام | موصى به للاستخدام في البيئات المسببة للتآكل | يُنصح بتناوله قبل أن يتغير طعمه للحفاظ على خصائصه الكاملة | أغراض مختلفة |
| كفاءة قوة اللحام | أكثر من 951 طنًا من المعادن غير الثمينة | 85–95% من المعدن غير الثمين (حسب الحالة) | مزايا هاستيلوي X في الهياكل المعدنية |
| إصلاح المكونات قيد التشغيل باللحام | ممتاز — لا يتصلب عند إعادة التسخين | يتطلب تخطيطًا دقيقًا — التلدين لإعادة التبلور + إعادة التقادم | ميزة عملية بارزة لمادة هاستيلوي X |
خطر تشقق مادة «إنكونيل 718» بسبب الإجهاد مع مرور الزمن عند اللحام
أهم مشكلة تتعلق بقابلية اللحام في مادة إنكونيل 718 هي تشققات الشيخوخة الناتجة عن الإجهاد (SAC) في المنطقة المتأثرة بالحرارة في اللحام. وتحدث تشققات الشيخوخة الناتجة عن الإجهاد (SAC) في الحالات التالية:
- يتم تسخين منطقة التأثر الحراري (HAZ) في منطقة درجة حرارة الترسيب γ'' (593–760 درجة مئوية) وتبريدها خلالها.
- تتواجد إجهادات اللحام المتبقية بالتزامن مع ترسيب γ''.
- يتجاوز الإجهاد المركب الناتج عن إجهاد اللحام المتبقي والانكماش الحجمي المرتبط بترسيب γ'' الليونة المحلية للمادة.
تؤدي حركية الترسيب البطيئة لـ γ'' في مادة Inconel 718 — وهي الخاصية التي تجعلها قابلة للحام مقارنة بالسبائك ذات الترسيب الأسرع مثل Waspaloy — إلى تقليل مخاطر الترسيب التلقائي (SAC) بشكل كبير، ولكنها لا تقضي عليها تمامًا. بالنسبة لللحامات متعددة الممرات في المقاطع السميكة، أو بالنسبة لللحامات في المواد الأساسية التي خضعت للتقادم بالفعل، يزداد خطر SAC بشكل كبير. يؤدي لحام Inconel 718 في حالة التلدين بالمحلول (قبل التقادم) إلى تقليل خطر SAC بشكل كبير عن طريق القضاء على الترسبات الموجودة مسبقًا والتي من شأنها أن تساهم في الإجهاد الناتج عن التصلب.
لا يحتوي هاستيلوي X على أي طور ترسيب يمكن أن يتسبب في تشققات الإجهاد الناتجة عن التقدم في العمر. تتليّن منطقة التأثير الحراري (HAZ) لللحام في Hastelloy X ثم تتصلب مرة أخرى من خلال آليات المحلول الصلب أثناء تسخينها وتبريدها خلال الدورة الحرارية لللحام، دون حدوث تفاعل ترسيب قد يؤدي إلى تشقق. هذا الاختلاف الجوهري يجعل Hastelloy X الخيار المفضل في أي تطبيق حيث:
- من المتوقع إجراء عمليات لحام إصلاحية خلال فترة الخدمة.
- سيتم لحام الهيكل وهو في حالة تقوية كاملة.
- يلزم اللحام متعدد المرات في المقاطع السميكة.
- يجب ضمان جودة وصلات اللحام دون الحاجة إلى إجراء اختبارات تأهيل مسبقة مكثفة.
المعادن الموصى بها للتعبئة والعمليات
| عملية اللحام | حشو هاستيلوي X | فئة AWS | مواد الحشو من نوع إنكونيل 718 | فئة AWS |
|---|---|---|---|---|
| لحام الجذور والتعبئة بطريقة GTAW (TIG) | هاستيلوي W | ERNiMo-3 | إنكونيل 718 أو إنكونيل 625 | ERNiCrMo-3 |
| GMAW (MIG) | سلك من مادة هاستيلوي W | ERNiMo-3 | سلك إنكونيل 718 | ERNiCrMo-3 |
| SMAW (عصا) | قطب كهربائي من مادة هاستيلوي W | ENiMo-3 | قطب كهربائي من مادة إنكونيل 718 | ENiCrFe-7 |
| PAW (البلازما) | ERNiMo-3 | ERNiMo-3 | ERNiCrMo-3 | ERNiCrMo-3 |
| معادن غير متجانسة (X إلى 718) | ERNiCrMo-3 (مادة ملء 625) | ERNiCrMo-3 | ERNiCrMo-3 (مادة ملء 625) | ERNiCrMo-3 |
بالنسبة للوصلات المعدنية غير المتجانسة بين هاستيلوي X وإنكونيل 718 — والتي توجد في المناطق الانتقالية بين الأجزاء عالية الحرارة والأجزاء متوسطة الحرارة في محركات التوربينات الغازية — يوفر حشو Inconel 625 (ERNiCrMo-3) أفضل توازن بين التوافق مع كلا المعدنين الأساسيين ومقاومة كافية للتآكل والأكسدة عبر الوصلة.
مقارنة بين المعالجات الحرارية بعد اللحام
| سيناريو المعالجة الحرارية بعد اللحام | متطلبات Hastelloy X | متطلبات إنكونيل 718 |
|---|---|---|
| لحام هيكلي، استخدامات غير قابلة للتآكل | اختياري — يُقبل كما هو بعد اللحام | اختياري — يُقبل الشكل الذي تم لحامه به في العديد من الاستخدامات |
| لحام هيكلي، أو في بيئات تعرض للتآكل أو حمض الهيدروفلوريك | يوصى بالتلدين في محلول عند درجة حرارة 1163 درجة مئوية | يُنصح بإجراء عملية تلدين الحل قبل بدء التشغيل |
| لحام يتبعه تشغيل في درجات حرارة عالية | لا حاجة إلى معالجة حرارية بعد اللحام — يتم إجراء التلدين التشغيلي أثناء التشغيل | الحل: التلدين + التعتيق إذا كانت الخصائص الكاملة مطلوبة |
| إصلاح اللحام في مكون قديم | يُنصح بإجراء عملية تلدين لإعادة المرونة | يلزم إجراء عملية التلدين + إعادة التقادم للحصول على الخصائص الكاملة |
| وصلة لحام حساسة في مجال الفضاء | تليين الحل وفقًا لمواصفات العملية المعمول بها | معالجة التلدين + الترسيب وفقًا لمعيار AMS 2774 |
ما هي بروتوكولات المعالجة الحرارية التي تنطبق على كل سبيكة؟
تمثل متطلبات المعالجة الحرارية فرقًا عمليًا كبيرًا بين هاستيلوي X وإنكونيل 718 من حيث تعقيد التصنيع ومدة الدورة والتكلفة.
متطلبات المعالجة الحرارية لمادة هاستيلوي X
لا يتطلب هاستيلوي X سوى معالجة حرارية واحدة بالتلدين بالمحلول طوال دورة حياته الكاملة من حيث المعالجة والاستخدام:
التلدين بالمحلول القياسي:
- درجة الحرارة: 1163 درجة مئوية ±14 درجة مئوية (2125 درجة فهرنهايت ±25 درجة فهرنهايت).
- المدة: 10 دقائق على الأقل لكل 25 ملم (1 بوصة) من سماكة المقطع.
- التبريد: التبريد السريع بالماء أو التبريد السريع بالهواء.
- الغرض: إذابة جميع المراحل المترسبة؛ تحديد الخصائص الميكانيكية المعتمدة؛ قمع المرحلة سيغما.
- الوتيرة: مرة واحدة في كل دورة معالجة للمواد؛ ويُكرر ذلك بعد أي أعمال حرارية أو لحام.
لا توجد معالجة حرارية إضافية مطلوبة أو موصى بها أو ممكنة من شأنها أن تزيد بشكل ملموس من قوة هاستيلوي X عما هي عليه في حالة التلدين بالذوبان. ولا يمكن تقوية هذه السبيكة بالترسيب — وهذا أمر متأصل في تصميمها، وليس قيدًا.
متطلبات المعالجة الحرارية لمادة إنكونيل 718
يتطلب معدن «إنكونيل 718» معالجة حرارية أكثر تعقيدًا ومتسلسلة بعناية من أجل تحقيق كامل خصائصه الميكانيكية:
الخطوة 1: تلدين المحلول (إذا لم يكن في الحالة أ):
- درجة الحرارة: 980 درجة مئوية ±14 درجة مئوية (1800 درجة فهرنهايت ±25 درجة فهرنهايت) للمنتجات القياسية.
- المدة: ساعة واحدة على الأقل لكل بوصة من المقطع العرضي.
- التبريد: التبريد السريع بالهواء أو التبريد بالماء.
الخطوة 2 — العصر الأول (تسلسل العصور المزدوج):
- درجة الحرارة: 718 درجة مئوية ±8 درجات مئوية (1325 درجة فهرنهايت ±15 درجة فهرنهايت)
- الوقت: 8 ساعات
- التبريد: يُبرد الفرن بمعدل 55 درجة مئوية في الساعة (100 درجة فهرنهايت في الساعة) حتى الوصول إلى درجة حرارة المرحلة الثانية من المعالجة.
الخطوة 3: العصر الثاني:
- درجة الحرارة: 621 درجة مئوية ±8 درجات مئوية (1150 درجة فهرنهايت ±15 درجة فهرنهايت)
- الوقت: 8 ساعات
- التبريد: تبريد الهواء إلى درجة حرارة الغرفة
مقارنة بين تعقيد المعالجة الحرارية وتكلفتها
| العامل | هاستيلوي X | إنكونيل 718 |
|---|---|---|
| عدد خطوات المعالجة الحرارية | 1 (تليين بالمحلول فقط) | 3 (تليين بالمحلول + مرحلتان من التعتيق) |
| إجمالي وقت التشغيل | 1–4 ساعات (حسب حجم المقطع) | 18–24 ساعة على الأقل |
| الدقة المطلوبة لدرجة حرارة الفرن | ±14 درجة مئوية | ±8 درجات مئوية (تتطلب مراحل التخمير مراقبة أكثر دقة) |
| المواصفات الإرشادية لنظام إدارة الجودة (AMS) | AMS 2774 (قسم التلدين بالمحلول) | AMS 2774 (قسم التصلب الكامل بالتبريد) |
| المعالجة الحرارية اللاحقة للتصنيع | إعادة التلدين البسيط إذا لزم الأمر | تسخين كامل لإعادة التبلور + إعادة التعتيق (16–20 ساعة إضافية) |
| مؤشر تكلفة المعالجة الحرارية | 1.0 (خط الأساس) | 2.5–3.5 (مقارنةً بمادة هاستيلوي X) |
| خطر حدوث تغيرات في حالة الممتلكات نتيجة للمعالجة | منخفضة | متوسط — يتطلب تحكمًا دقيقًا في درجة الحرارة |
إن الاختلاف في درجة تعقيد المعالجة الحرارية له آثار عملية تتجاوز مجرد التكلفة. فالمكونات المصنوعة من مادة «إنكونيل 718» التي تتطلب لحامًا إصلاحيًا بعد التصنيع الأولي يجب أن تخضع لعملية تلدين إعادة التميع (لإزالة أي خطر للتشقق الناتج عن الإجهاد والتقادم) ثم إعادة التقادم من خلال دورة التقادم المزدوجة الكاملة قبل إعادة تشغيلها. تستهلك دورة إصلاح واحدة لمكون من مادة Inconel 718 أكثر من 20 ساعة من وقت الفرن الدقيق. تتطلب دورة إصلاح مكافئة لمكون من مادة Hastelloy X ما بين 2 إلى 4 ساعات فقط من وقت الفرن للتلدين بالذوبان بعد الإصلاح.
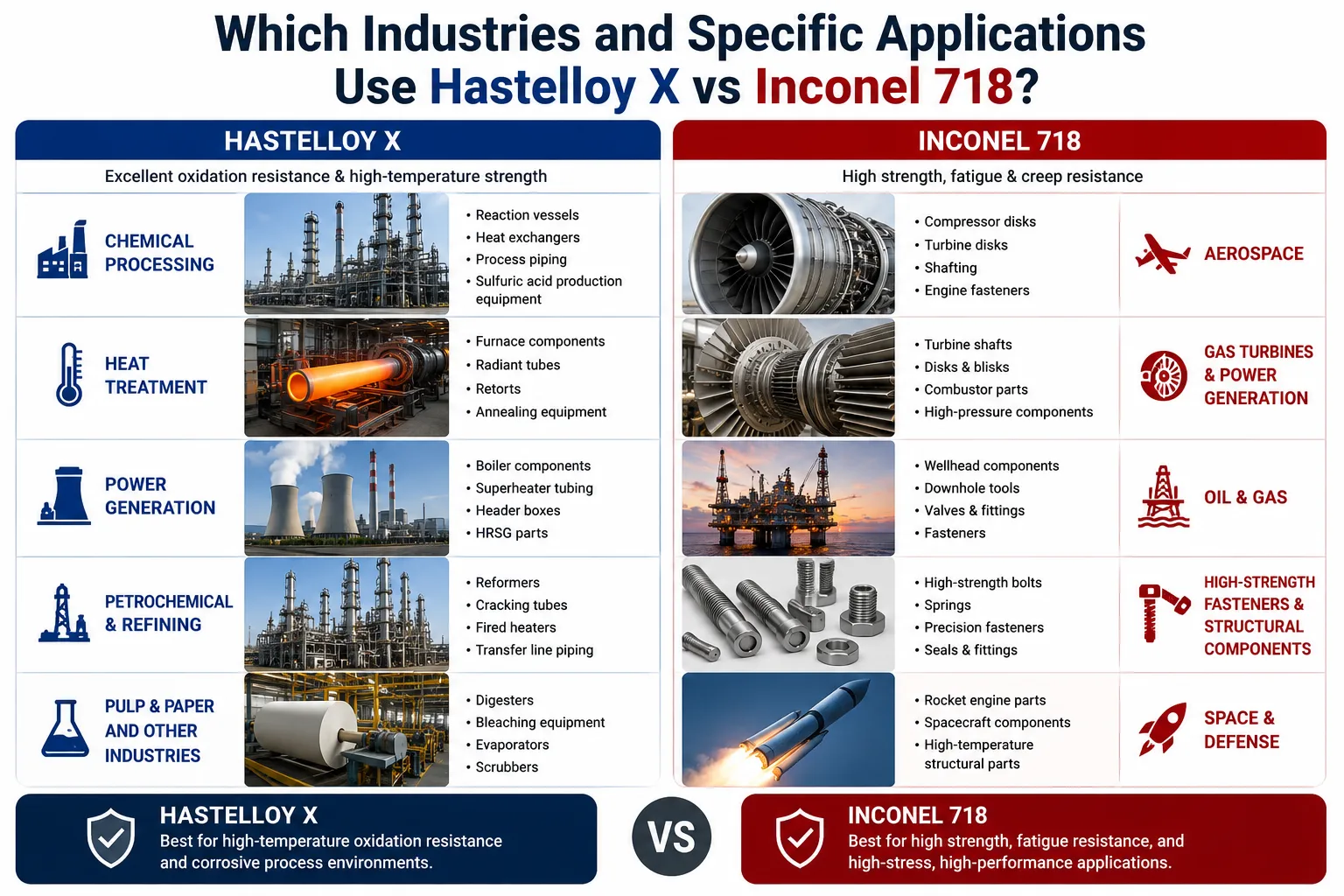
ما هي الصناعات والتطبيقات المحددة التي تستخدم مادة «هاستيلوي إكس» مقابل مادة «إنكونيل 718»؟
يتوافق توزيع الاستخدامات بين هاتين السبيكتين بدقة مع نطاقات درجات الحرارة التشغيلية، مع وجود تفضيلات واضحة خاصة بالصناعة تطورت على مدى عقود من الخبرة في مجال الخدمة.
تطبيقات محركات التوربينات الغازية في مجال الفضاء الجوي
| منطقة المحرك | درجة الحرارة النموذجية للمعدن | اختيار المواد | الأساس المنطقي |
|---|---|---|---|
| قرص المروحة / قرص الضاغط | 200–400 درجة مئوية | إنكونيل 718 | يلزم أقصى قدر من القوة؛ درجة حرارة منخفضة |
| شفرات الضاغط (المراحل الأمامية) | 200–500 درجة مئوية | إنكونيل 718 | ضغط طرد مركزي مرتفع؛ درجة حرارة معتدلة |
| شفرات الضاغط (المراحل الخلفية) | 400-600°C | إنكونيل 718 | ضغط عالٍ عند درجات حرارة مرتفعة |
| علب الضاغط | 300–500 درجة مئوية | إنكونيل 718 | احتواء إجهاد الحلقة |
| بطانة غرفة الاحتراق | 700-950°C | هاستيلوي X | أكسدة غازات الاحتراق؛ الدورات الحرارية |
| قبة غرفة الاحتراق | 750–1000 درجة مئوية | هاستيلوي X | أعلى درجة حرارة يتعرض لها غرفة الاحتراق |
| قناة انتقالية | 900–1100 درجة مئوية | هاستيلوي X | مسار الغاز الساخن؛ بدون حمل ميكانيكي |
| قرص التوربين (الضغط المنخفض) | 400–700 درجة مئوية | إنكونيل 718 | إجهاد طرد مركزي عالٍ؛ درجة حرارة ضمن نطاق 718 |
| قرص التوربين (الضغط العالي) | 600–800 درجة مئوية | واسبالوي أو رينيه 41 | تجاوزت درجة الحرارة الحد الأقصى البالغ 718 درجة؛ وهناك حاجة إلى قوة أكبر |
| شفرة التوربين (الضغط العالي) | 900–1100 درجة مئوية+ | السبائك المتصلبة اتجاهياً أو أحادية البلورة | تتفوق على كل من Hastelloy X و718 من حيث الأداء |
| علبة عادم التوربين | 500–800 درجة مئوية | هاستيلوي X أو إنكونيل 625 | درجة حرارة معتدلة؛ هيكل معدني ضخم |
يوضح هذا الجدول كيف تُستخدم هاتان السبيكتان في مناطق مختلفة من المحرك حتى داخل نفس التوربين الغازي: حيث تُستخدم سبيكة «إنكونيل 718» في الطرف البارد (الضاغط، القرص الأمامي)، و«هاستيلوي إكس» في الطرف الساخن (غرفة الاحتراق)، بينما تُستخدم سبيكات ذات قدرة أعلى في المناطق شديدة الحرارة (شفرات التوربين عالي الضغط).
تطبيقات النفط والغاز
| التطبيق | ظروف التشغيل | السبيكة المفضلة | السبب |
|---|---|---|---|
| ينابيع رأس البئر وأجزاء الصمامات الداخلية | H₂S، كلوريدات، 25–200 درجة مئوية | إنكونيل 718 (معتمد من NACE) | القدرة + الامتثال لمتطلبات الغاز الحامض |
| نوابض صمامات الأمان تحت السطحية | H₂S، ضغط عالٍ، حتى 200 درجة مئوية | إنكونيل 718 أو هاستيلوي C276 | متطلبات الحمل الزنبركي؛ الخدمة في بيئة حمضية |
| مبيتات أدوات قاع البئر | ضغط مرتفع، ودرجة حرارة معتدلة | إنكونيل 718 | قوة عالية؛ درجة الحرارة ضمن النطاق المحدد |
| مكونات طرف مدخنة الشعلة | غاز الاحتراق، 600–900 درجة مئوية | هاستيلوي X | بيئة مؤكسدة عند درجات حرارة عالية |
| دعامات أنابيب السخان المُستعملة | 700–900 درجة مئوية | هاستيلوي X | الدعم الهيكلي في بيئة الأفران |
| مكونات مبرد غاز المعالجة | العمل في بيئة تآكلية بدرجات حرارة تتراوح بين 400 و600 درجة مئوية | إنكونيل 718 أو إنكونيل 625 | مقاومة التآكل في درجات الحرارة المعتدلة |
التطبيقات الصناعية وتوليد الطاقة
| فئة التطبيق | هاستيلوي X | إنكونيل 718 |
|---|---|---|
| الأجزاء الداخلية للأفران الصناعية (فوق 700 درجة مئوية) | المواد القياسية | غير مناسب — فشل بسبب الأكسدة |
| تركيبات أفران المعالجة الحرارية | يفضل أن تكون درجة الحرارة أعلى من 800 درجة مئوية | يفضل أن تكون درجة الحرارة أقل من 600 درجة مئوية |
| قطع الوصل الخاصة بالتوربينات الغازية (الصناعية) | قياسي | غير مناسب للاستخدام عند درجات حرارة تزيد عن 800 درجة مئوية |
| مثبتات محركات الطائرات (الضاغط) | ليس الأمثل — قوة أقل | سبيكة قياسية عالية الأداء للمثبتات |
| مكونات الصمامات المبردة | تطبيق غير نمطي | ممتاز — FCC، لا يوجد انتقال من حالة الليونة إلى الهشاشة |
| الأجزاء الداخلية للمفاعل النووي | بعض التطبيقات | التطبيق الرئيسي — مكونات أوعية الضغط |
| الغرسات الطبية التي تتطلب متانة | ليس نموذجيًا | بعض المكونات الدقيقة |
كيف يمكن مقارنة خصائص التصنيع بتكاليف التصنيع؟
يُصنف كلا السبائكين على أنهما صعبان المعالجة مقارنةً بالفولاذ الكربوني، لكنهما يطرحان تحديات محددة مختلفة تؤثر على اختيار الأدوات ومعايير القطع وتكلفة المعالجة الإجمالية.
مقارنة معلمات التصنيع
| عملية التصنيع | المعلمات الموصى بها لمادة هاستيلوي X | معلمات إنكونيل 718 (المُصلب) | معلمات إنكونيل 718 (المُعالج حرارياً) |
|---|---|---|---|
| الخراطة الخشنة (بأدوات كربيد) | 25–50 قدم مربع؛ 0.008–0.018 قدم مربع لكل قدم مربع | 30–60 قدمًا مربعًا في الدقيقة؛ 0.008–0.018 بوصة في الدقيقة | 20–40 قدم مربع في الدقيقة؛ 0.006–0.015 بوصة في الدقيقة |
| تشطيب الخراطة (كربيد) | 50–100 قدم مربع في الدقيقة؛ 0.003–0.008 بوصة في الدقيقة | 60–120 قدم مربع في الدقيقة؛ 0.003–0.008 بوصة في الدقيقة | 30–80 قدم مربع في الدقيقة؛ 0.002–0.006 بوصة في الدقيقة |
| الطحن الخشن (مفرزة كربيدية) | 20–40 قدمًا مربعًا في الدقيقة؛ 0.002–0.005 بوصة لكل سن | 25–50 قدمًا مربعًا في الدقيقة؛ 0.002–0.005 بوصة لكل سن | 15–35 قدمًا في الدقيقة؛ 0.001–0.004 بوصة/سن |
| الثقب (بأدوات من الكربيد أو HSS-Co) | 10–20 قدم مربع في الدقيقة؛ 0.002–0.005 بوصة في الدقيقة | 12–25 متر مربع في المتر؛ 0.002–0.005 بوصة في البوصة | 8–18 متر مربع في الدقيقة؛ 0.001–0.004 بوصة في الدقيقة |
| العمر الافتراضي للأداة | معتدل | جيد (مُصلب)؛ سيئ (مُعتق) | ضعيف — 30–50% من عمر الأداة بعد التلدين |
| متطلبات سائل التبريد | ضرورة استخدام الضخ بالضغط العالي | ضرورة استخدام الضخ بالضغط العالي | ضغط عالٍ وتدفق أقصى |
| الميل إلى العمل الشاق | عالية | متوسط-عالي | عالية جداً |
| مؤشر قابلية التشغيل الآلي النسبي | 25–30% من الفولاذ سهل التشكيل | 35–40% مُصلب حرارياً؛ 20–25% مُعالج بالشيخوخة | 20–25% من الفولاذ سهل التشكيل |
يُعد معدن «إنكونيل 718» المعالج حرارياً أحد أكثر السبائك صعوبة في التصنيع في مجال الإنتاج التجاري — حيث تتضافر صلابته التي تتراوح بين 40 و44 درجة ريكهاردت (Rc) وصلابته العالية في حالة السخونة مع التصلب السريع الناتج عن التشغيل، مما يؤدي إلى ظروف تآكل شديدة للأدوات. يوصي تخطيط تسلسل التصنيع لمكونات Inconel 718 عمومًا بإزالة أكبر قدر ممكن من المواد في حالة التلدين بالحل قبل المعالجة الحرارية النهائية للشيخوخة، مع الاحتفاظ فقط بعمليات القطع النهائية والحرجة من حيث التفاوتات لمرحلة التصنيع بعد الشيخوخة.
على الرغم من أن معالجة معدن «هاستيلوي X» ليست سهلة، إلا أنه يمثل تحديًا أكثر ثباتًا لا يتغير مع ظروف المعالجة الحرارية (نظرًا لأن السبيكة لها حالة واحدة فقط)، كما أنه أقل صعوبة إلى حد ما مقارنةً بمعدن «إنكونيل 718» المعالج بالشيخوخة من حيث معدل تآكل الأدوات.
مقارنة مؤشر تكلفة التصنيع
| عامل التكلفة | هاستيلوي X | إنكونيل 718 (مُصلب + مُعتق) |
|---|---|---|
| تكلفة المواد الخام (للرطل الواحد، نسبة تقريبية) | 1.0 خط الأساس | 0.85–1.1 (نفس محتوى النيكل؛ تركيبات مختلفة) |
| تكلفة المعالجة الحرارية | منخفض — عملية تلدين واحدة | مرتفع — تسلسل من ثلاث خطوات، 18–24 ساعة |
| تكلفة التصنيع (القطعة المكافئة) | متوسط-عالي | مرتفع (مُصلب)؛ مرتفع جدًا (مُعتق) |
| تكلفة اللحام والتصنيع | معتدل | متوسط إلى مرتفع (تؤدي المعالجة الحرارية بعد التشكيل وإعادة التقادم إلى زيادة التكلفة) |
| معدل الرفض (عيوب اللحام) | منخفضة | معتدل (خطر التصدع الوعائي (HAZ) |
| تكلفة إعادة العمل بعد اللحام | منخفضة | متوسط إلى مرتفع (في حالة حدوث SAC) |
| مؤشر التكلفة الإجمالية للتصنيع | 1.0 | 1.3–1.8 (حسب مدى تعقيد المكونات) |
بالنسبة للهياكل المعدنية المصنعة — مثل بطانات غرف الاحتراق، والدروع الحرارية، وقنوات الانتقال — يوفر Hastelloy X تكلفة تصنيع إجمالية أقل لأنه لا يتطلب معالجة حرارية للتقادم ويتميز بقدرة فائقة على اللحام تقلل من الحاجة إلى إعادة العمل. بالنسبة للمكونات المُشغَّلة التي تتطلب أقصى قوة في درجة حرارة الغرفة — أقراص الضاغط، وأقراص التوربينات، والمثبتات الدقيقة — فإن ميزة قوة Inconel 718 تبرر تكلفة التصنيع الأعلى.
ما هي أشكال المنتجات المتاحة والمواصفات التي تحكمها؟
تتوفر كلتا السبيكتين في جميع الأشكال القياسية للمنتجات المطروقة، لكن المواصفات السارية تختلف، كما تختلف بينهما إمكانية توفر الأحجام غير القياسية.
نماذج المنتجات ومقارنة المواصفات
| نموذج المنتج | مواصفات هاستيلوي X | مواصفات إنكونيل 718 | الملاحظات |
|---|---|---|---|
| الصفيحة والصفائح | AMS 5536 / ASTM B435 | AMS 5596 / ASTM B670 | كلاهما متوفر على نطاق واسع |
| القضيب والقضيب | AMS 5754 / ASTM B572 | AMS 5662 / ASTM B637 | كلاهما متوفر لدى الموزعين |
| أنابيب غير ملحومة | AMS 5587 | AMS 5589 | كلاهما متوفر بأحجام قياسية |
| الأنابيب الملحومة | AMS 5588 | AMS 5590 | كلاهما متوفر |
| المطروقات | AMS 5754 (قضيب للطرق) | AMS 5662 (قضيب للطرق) | تتطلب قطع المطروقات المستخدمة في صناعة الطيران الحصول على اعتماد من الشركات المصنعة للمعدات الأصلية |
| أسلاك اللحام | AMS 5798 (إرنيومو-3) | AMS 5832 (ERNiCrFe-6) | مجموعات مختلفة من الحشوات — غير قابلة للتبادل |
| أقطاب مطلية | ENiMo-3 | ENiCrFe-7 | تصنيفات مختلفة |
| المسحوق (التصنيع المضاف) | متوفر لدى الموردين المتخصصين | AMS 7000 / ASTM F3055 | 718 أكثر توافقاً مع AM |
توافر المخزون لدى MWalloys
في MWalloys، نحتفظ بمخزون معتمد من كل من Hastelloy X وInconel 718 في أشكال وأبعاد المنتجات الأكثر شيوعًا. وتشمل الأصناف القياسية المتوفرة في المخزون والتي يمكن شحنها خلال نفس الأسبوع ما يلي:
هاستيلوي X (AMS 5536/5754):
- الصفائح: بسماكة تتراوح بين 0.5 و6.0 مم، وعرض قياسي يبلغ 24 بوصة و36 بوصة و48 بوصة.
- الصفائح: سماكة 6.0–25 مم، أبعاد قياسية.
- قضبان دائرية: قطر 12–150 ملم، أطوال عشوائية من المصنع.
إنكونيل 718 (AMS 5596/5662):
- الصفائح: سماكة 3.0–50 مم، أبعاد قياسية.
- قضبان دائرية: قطر 12–200 مم، مُصلبة بالحرارة أو مُصلبة بالترسيب.
- الصفائح: بسماكة تتراوح بين 0.5 و4.76 ملم وبأبعاد قياسية.
يتم توريد الأبعاد غير القياسية من مصانع مؤهلة، وتستغرق مدة التسليم عادةً ما بين 4 و8 أسابيع، حسب الشكل والأبعاد المحددة.
كيف تقارن مادة هاستيلوي X ومادة إنكونيل 718 من حيث مقاومة التآكل؟
نادرًا ما تكون مقاومة التآكل المائي هي المعيار الرئيسي للاختيار بين هاتين السبائكتين — حيث يتم اختيارهما في المقام الأول بناءً على الأداء الحراري — لكن فهم سلوكهما تجاه التآكل يمنع الاستخدام الخاطئ في البيئات التي قد يكون فيها التآكل آلية ثانوية للفشل.
مقارنة مقاومة التآكل في المحاليل المائية
| بيئة تآكلية | هاستيلوي X | إنكونيل 718 | الخيار المفضل |
|---|---|---|---|
| مياه البحر (متدفقة) | جيد — يوفر الكروم والموليبدينوم مقاومة | جيد — مناسب للاستخدام المعتدل | مماثل؛ يُنصح باستخدام مونيل 400 أو 625 بدلاً من ذلك |
| تكسير إجهاد الكلوريد الإجهادي | مقاومة جيدة | مقاومة جيدة (مصفوفة FCC) | كلاهما مقبول |
| الخدمة في بيئة غاز الكبريت الهيدروجيني (H₂S) (NACE MR0175) | مؤهل (تطبق شروط الحد الأدنى للصلابة) | مؤهل (40 درجة على مقياس هارتسويل كيرك كو) كحد أقصى | كلاهما حاصلان على شهادة NACE |
| الأحماض المؤكسدة (HNO₃) | جيد — طبقة رقيقة من الكروم | جيد — طبقة رقيقة من الكروم | كلاهما متشابهان |
| حمض الهيدروفلوريك | معتدل | معتدل | لا يعد أي منهما الخيار الأمثل — فكر في استخدام مونيل 400 |
| حمض الكبريتيك (المخفف) | جيد | جيد | مماثلة |
| الصودا الكاوية (NaOH) | ممتاز | ممتاز | كلاهما كافٍ |
| التآكل الشققي في مياه البحر | معتدل — انخفاض في معدل الحركة مقارنة بـ C276 | معتدل | ولا يعتبر أي منهما الخيار الأمثل للاستخدام في الشقوق الشديدة |
| التآكل بين الحبيبات (التحسس) | مخاطر منخفضة — كربون خاضع للرقابة | مخاطر منخفضة — استقرار Nb | كلاهما جيد |
لا يُعدّ كل من هاستيلوي X أو إنكونيل 718 سبيكة مقاومة للتآكل في المقام الأول، على غرار هاستيلوي C276 أو إنكونيل 625. يوفر كلاهما مقاومة كافية للتآكل في بيئات الخدمة الهيكلية عالية الحرارة المقصودة، ولكن لا ينبغي اختيار أي منهما في المقام الأول لمقاومة التآكل المائي الشديد عندما تتوفر بدائل مثل Hastelloy C276 أو Monel 400 ويتم تحديدها بشكل مناسب.
ما الفرق في التكلفة بين هاستيلوي X وإنكونيل 718؟
تتقلب تكاليف المواد الخام لكلا السبائك تبعًا لأسعار النيكل في بورصة لندن للمعادن، لكن الفروق النسبية في التكلفة بينهما أكثر استقرارًا، وتُعزى إلى تركيبة السبيكة ومدى تعقيد عملية معالجتها.
تحليل عوامل التكلفة
| عامل التكلفة | هاستيلوي X | إنكونيل 718 | الملاحظات |
|---|---|---|---|
| العوامل الرئيسية المؤثرة في التكلفة | نيكل + نسبة عالية من الموليبدينوم (8–10%) | ني + نيب (4.75–5.50%) | يُعد كل من الموليبدينوم والنبيليوم من العوامل الرئيسية التي تؤثر على التكلفة |
| العلاقة النموذجية بين أسعار المواد الخام | سبائك مكافئة للفولاذ الكربوني بنسبة 1.0–1.15× | 0.85–1.05× مقارنةً بـ Hastelloy X | تكاليف المواد متشابهة بشكل عام؛ أما المعالجة فهي التي تحدد الفرق |
| تكلفة المعالجة الحرارية | منخفض — عملية تلدين أحادية | مرتفع — تسلسل من ثلاث خطوات | فرق كبير في تكلفة المكون النهائي |
| تكلفة التصنيع لكل قطعة مكافئة | معتدل | مرتفع (خاصةً في حالة التقادم) | مهم بالنسبة للأجزاء المُشكَّلة آليًّا المعقدة |
| تكلفة اللحام والتصنيع | معتدل | متوسط إلى مرتفع (درجة تعقيد المعالجة الحرارية بعد اللحام) | الفرق ذو دلالة إحصائية في التركيبات المعقدة |
| التكلفة الإجمالية للمكون النهائي (الهندسة المكافئة) | خط الأساس | 1.2–1.8× حسب درجة التعقيد | أسعار أعلى للمكونات المعقدة المصنوعة من مادة إنكونيل 718 |
تختلف مقارنة التكاليف بشكل كبير حسب نوع المكون. بالنسبة للمكونات البسيطة المصنوعة من قضبان معالجة ميكانيكيًا، حيث تمثل تكلفة المعالجة الحرارية جزءًا ضئيلًا من التكلفة الإجمالية للقطعة، قد تكون تكلفة القطعة النهائية لـ«إنكونيل 718» و«هاستيلوي إكس» متقاربة. بالنسبة لمجموعات الصفائح المعدنية المصنعة المعقدة التي تتطلب لحامًا مكثفًا، يمكن لميزة قابلية اللحام التي يتمتع بها Hastelloy X أن تقلل من التكلفة الإجمالية للتصنيع على الرغم من أي زيادة في سعر المواد الخام.
كيف يمكنك الاختيار النهائي بين هذين السبائكين؟
يقدم إطار الاختيار الوارد أدناه عملية اتخاذ قرار منظمة تأخذ في الاعتبار جميع العوامل الفنية التي تمت مناقشتها في هذه المقالة.
إطار عمل لاتخاذ القرار بشأن اختيار Hastelloy X مقابل Inconel 718
الخطوة 1: درجة الحرارة القصوى للتشغيل:
إذا تجاوزت درجة الحرارة القصوى للمعدن المكون في أي مرحلة من مراحل دورة التشغيل 704 درجة مئوية:
استبعد مادة إنكونيل 718 من الاعتبار. يبدأ ترسب γ'' في الذوبان عند درجة حرارة تزيد عن 650 درجة مئوية، ويختفي تقريبًا عند 704 درجة مئوية. وعند درجات حرارة أعلى من ذلك، تفقد مادة إنكونيل 718 أي ميزة في القوة كانت تنجم عن التصلب بالترسيب.
الخطوة 2: التحميل المستمر عند درجة الحرارة:
إذا كان المكون يتحمل أحمالاً ميكانيكية مستمرة (ضغط، قوة طرد مركزي، جاذبية) عند درجات حرارة تزيد عن 760 درجة مئوية:
يُفضل استخدام مادة هاستيلوي X. فمقاومتها للزحف في حالة المحلول الصلب عند هذه الدرجات تتجاوز قدرة مادة إنكونيل 718 المتبقية بمعامل لا يمكن لأي حل هندسي بديل تعويضه.
الخطوة 3: متطلبات الجو المؤكسد:
إذا تعرض المكون للهواء أو غازات الاحتراق أو بيئة مؤكسدة عند درجات حرارة تزيد عن 800 درجة مئوية:
يُفضل استخدام مادة هاستيلوي X. أما مادة إنكونيل 718 فستتعرض لأكسدة سريعة بشكل غير مقبول، مما يؤثر سلبًا على دقة الأبعاد وحالة السطح.
الخطوة 4: متطلبات القوة القصوى:
إذا كان القيد الرئيسي في التصميم هو درجة حرارة الغرفة القصوى أو مقاومة الانزلاق عند درجات حرارة معتدلة (أقل من 600 درجة مئوية) — مكونات الأقراص، ومثبتات الأحمال العالية، والأجزاء المُشكّلة آليًا التي تتطلب دقة عالية في الضغط:
يُشار إلى مادة «إنكونيل 718». فحد الخضوع الخاص بها بعد التصلب بالترسيب، والذي يبلغ 1034 ميجا باسكال كحد أدنى، لا يضاهيه حد الخضوع الخاص بمادة «هاستيلوي إكس» الذي يتراوح بين 310 و380 ميجا باسكال.
الخطوة 5: تقييم التصنيع باللحام:
إذا كان المكون يتطلب تصنيعًا معقدًا باللحام، أو لحامًا إصلاحيًا في الموقع، أو لحامًا متعدد المراحل في المقاطع الثقيلة:
يُفضل استخدام هاستيلوي X (Hastelloy X) لما يتمتع به من قابلية لحام فائقة وخلوه من مخاطر التشقق الناتج عن الإجهاد والشيخوخة. وإذا كان استخدام إنكونيل 718 (Inconel 718) ضروريًا لأسباب تتعلق بالقوة، فيجب التأكد من أن إجراءات اللحام تنص على استخدام معدن أساسي مُصلب بالحرارة، وأن بروتوكولات التسخين بعد اللحام (PWHT) معتمدة.
مصفوفة ملخص الاختيار النهائي
| حالة التطبيق | السبائك الموصى بها | التفكير النقدي |
|---|---|---|
| استمرت درجة حرارة المعدن فوق 760 درجة مئوية | هاستيلوي X | يؤدي الذوبان γ'' إلى إزالة القوة 718 |
| بيئة مؤكسدة عند درجة حرارة تزيد عن 800 درجة مئوية | هاستيلوي X | 718 معدل الأكسدة غير مقبول |
| بطانة غرفة الاحتراق في التوربينات الغازية أو قبة غرفة الاحتراق | هاستيلوي X | المتطلبات الحرارية ومتطلبات الأكسدة |
| المكونات الداخلية للأفران الصناعية | هاستيلوي X | العمل المستمر في درجات حرارة عالية |
| قرص ضاغط التوربين الغازي | إنكونيل 718 | الضغط الطرد المركزي الأقصى عند درجة حرارة أقل من 700 درجة مئوية |
| مواد تثبيت عالية القوة (أقل من 600 درجة مئوية) | إنكونيل 718 | حد الخضوع 3× هاستيلوي X |
| مكونات أدوات الضغط والحرارة العالية داخل البئر | إنكونيل 718 | الضغط العالي + الامتثال لمعايير NACE |
| مجموعة غرفة الاحتراق الملحومة | هاستيلوي X | قابلية اللحام + درجة الحرارة |
| صمام أو وعاء مبرد | إنكونيل 718 | FCC + صلابة جيدة في درجات الحرارة المنخفضة |
| مكونات المركبات النووية | إنكونيل 718 | قوة عالية + مقاومة للإشعاع |
| أعمال اللحام الإصلاحي للأجهزة أثناء الخدمة | هاستيلوي X | لا حاجة لإعادة تحديد العمر؛ ولا يوجد خطر الإصابة بمرض SAC |
| المنطقة الانتقالية الحرارية (400–700 درجة مئوية) | معتمد على التطبيق | مقارنة بيانات الزحف عند درجة حرارة محددة |
الأسئلة الشائعة: هاستيلوي X مقابل إنكونيل 718
1: ما هو أقصى فرق في درجة الحرارة بين مادة هاستيلوي X ومادة إنكونيل 718 في الاستخدامات الهيكلية؟
يمكن أن يتحمل الـ'هاستيلوي إكس» ظروف التشغيل الهيكلي حتى حوالي 1177 درجة مئوية (2150 درجة فهرنهايت) في الأجواء المؤكسدة، في حين أن الحد العملي لخدمة Inconel 718 الهيكلية هو 704 درجة مئوية (1300 درجة فهرنهايت) — وهو فرق يبلغ حوالي 473 درجة مئوية يحدد مجالات التطبيق الأساسية لكل منهما التي لا تتداخل على الإطلاق. عند درجات حرارة تزيد عن 704 درجة مئوية، تبدأ مرحلة الترسيب γ'' (Ni₃Nb) في سبيكة إنكونيل 718 في الذوبان بشكل ملحوظ، مما يؤدي إلى التخلص التدريجي من تصلب الترسيب الذي يمثل 70% من قوة السبيكة بعد المعالجة الحرارية. عند 871 درجة مئوية، تنخفض قوة الشد في Inconel 718 إلى حوالي 415 ميجا باسكال — أي أقل من 483 ميجا باسكال في Hastelloy X عند نفس درجة الحرارة — كما تنخفض مقاومة الانكسار الزحفي إلى مستويات تجعل الاستخدام الهيكلي المستمر غير عملي لمعظم التصميمات الحاملة للأحمال. يحافظ Hastelloy X، الذي يعتمد على تصلب المحلول الصلب المستقر حرارياً من الموليبدينوم والتنغستن، على آلية تقويته بشكل مستمر دون انحلال الترسبات عبر نطاق خدمته بالكامل. بالنسبة للمنطقة الانتقالية بين 650 درجة مئوية و760 درجة مئوية، يمكن من الناحية الفنية تحديد كلا السبيكتين، ويجب أن يستند الاختيار إلى متطلبات الانكسار الزحفي المحددة، واحتياجات مقاومة الأكسدة، وطريقة التصنيع — وهو تحليل هندسي دقيق بدلاً من مجرد مقارنة بسيطة لعتبة درجة الحرارة.
2: هل يمكن استخدام مادة «إنكونيل 718» كبديل لمادة «هاستيلوي إكس» في بطانات غرف الاحتراق في التوربينات الغازية؟
لا! لا يمكن استخدام إنكونيل 718 كبديل لهاستيلوي X في بطانات غرف الاحتراق في التوربينات الغازية، لأن درجات حرارة المعدن أثناء تشغيل غرفة الاحتراق (700–950 درجة مئوية) تتجاوز القدرة الحرارية لآلية التصلب بالترسيب في Inconel 718، ولأن مقاومة Inconel 718 للأكسدة عند درجات حرارة غرفة الاحتراق غير كافية لضمان عمر مقبول للمكون. يُقترح هذا البديل أحيانًا كإجراء لتخفيض التكلفة عندما تتأخر شحنات صفائح هاستيلوي X، لكنه يمثل خطأً جوهريًّا في هندسة المواد بدلاً من أن يكون حلًا وسطًا معقولاً. عند درجة حرارة معدن غرفة الاحتراق البالغة 900 درجة مئوية، سيتعرض Inconel 718 لمعدلات أكسدة أعلى بـ 3-5 مرات من Hastelloy X، مما يؤدي إلى استهلاك سماكة الجدار بمعدل يقلل من عمر المكون بنسبة 60-80%. بالإضافة إلى ذلك، فإن أي تصلب متبقي في Inconel 718 سوف يذوب أثناء التشغيل الأولي للمحرك، تاركًا البطانة في حالة متقادمة ومتليّنة مع مقاومة زحف أقل بكثير مما هو متوقع. الاستبدال العكسي — استخدام Hastelloy X حيث يتم تحديد Inconel 718 في تطبيقات ذات درجة حرارة منخفضة وقوة عالية — ممكن تقنيًا من حيث القدرة على تحمل درجات الحرارة، ولكنه يؤدي إلى قوة غير كافية تتطلب إعادة تصميم كاملة لمقاطع عرضية أكبر. لا يُنصح بأي من الاستبدالين دون إجراء تحليل هندسي شامل.
3: أي من السبائك تتمتع بمقاومة أفضل للتعب — هاستيلوي X أم إنكونيل 718؟
يتمتع معدن «إنكونيل 718» في حالته المقواة بالترسيب بمقاومة إجهاد أفضل بكثير من «هاستيلوي إكس» في درجة حرارة الغرفة ودرجات الحرارة التي تقل عن 600 درجة مئوية، حيث تبلغ حدود تحمل العارضة الدوارة ما يقارب 2 إلى 2.5 ضعف تلك الخاصة بـ«هاستيلوي إكس» — ولكن عند درجات حرارة أعلى من 750 درجة مئوية، حيث يؤدي الإجهاد الحراري الدوري إلى إجهاد مكونات غرفة الاحتراق، يُظهر هاستيلوي X عمرًا متفوقًا في مقاومة الإجهاد الحراري بفضل بنيته المجهرية المستقرة حراريًا ومرونته الممتازة عند درجات الحرارة المرتفعة. وبالتالي، فإن مقارنة الأداء من حيث مقاومة الإجهاد تعتمد كليًا على آلية الإجهاد ودرجة الحرارة: ففي حالة الإجهاد الميكانيكي (المكونات الدوارة، والأجزاء الهيكلية المعرضة لأحمال دورية) عند درجات حرارة أقل من 700 درجة مئوية، يتفوق مادة 'إنكونيل 718» المعالجة بالتقادم بشكل واضح. بالنسبة للإجهاد الحراري (بطانات غرف الاحتراق، الدروع الحرارية، ألواح الأفران التي تتعرض لتقلبات كبيرة في درجات الحرارة)، يتفوق Hastelloy X بفضل مزيج من الليونة الكافية في درجات الحرارة العالية، والبنية المجهرية المستقرة خلال التقلبات الحرارية، وقشرة الأكسيد الواقية الملتصقة التي تقاوم التفتت الحراري. وتدعم بيانات ميكانيكا الكسر هذا التمييز: تعني القوة الأعلى لـ Inconel 718 حجم عيب حرج أصغر عند درجات حرارة أقل (مناسب لتصميم الإجهاد عالي الدورات)، بينما تعني الليونة العالية لـ Hastelloy X عند درجة الحرارة (استطالة 43–75% عبر نطاق الخدمة) أن الشقوق تنتشر بشكل أبطأ لكل دورة حرارية في خدمة غرفة الاحتراق.
4: أيهما أسهل في اللحام في بيئات الإنتاج: هاستيلوي X أم إنكونيل 718؟
يُعد لحام هاستيلوي X أسهل بكثير في بيئات الإنتاج مقارنةً بإنكونيل 718، ويرجع ذلك أساسًا إلى أن هاستيلوي X يفتقر إلى آلية التصلب بالترسيب التي تسبب خطر حدوث تشققات بسبب الشيخوخة الإجهادية في المناطق المتأثرة بالحرارة الناتجة عن لحام إنكونيل 718 — يمكن لحام Hastelloy X في أي ظروف دون الحاجة إلى إعدادات مسبقة متخصصة للحام، كما أنه لا يتطلب عملية تقادم بعد اللحام لاستعادة قوته. في عمليات اللحام العملية، يتجلى هذا الاختلاف بشكل أوضح في ثلاث حالات: اللحام متعدد المرات للمقاطع السميكة (حيث يزداد خطر تشقق منطقة التأثر الحراري (HAZ) في مادة إنكونيل 718 مع كل طبقة تالية)، ولحام إصلاح المكونات قيد الخدمة (حيث تتطلب مادة إنكونيل 718 إجراء عملية تلدين بالمحلول قبل اللحام الإصلاحي وإعادة الشيخوخة الكاملة بعد ذلك)، ولحام مادة Inconel 718 التي خضعت للتقادم بالفعل (السيناريو الأكثر صعوبة، حيث يكون خطر SAC في أعلى مستوياته). بالنسبة لمصنعي غرف الاحتراق في مجال الطيران الذين يقومون بشكل روتيني بلحام صفائح Hastelloy X بسماكة 0.5–3 مم في مجموعات بطانات معقدة، فإن قابلية اللحام موثوقة للغاية لدرجة أن معدلات قبول اللحام في الممر الأول تتجاوز عادةً 99% مع إجراءات مؤهلة. تتطلب عمليات تصنيع Inconel 718 المماثلة في المقاطع السميكة اختبارات NDT أكثر صرامة قبل اللحام، ومراقبة دقيقة لدرجة الحرارة بين المرات، ومعدلات رفض أعلى بعد اللحام حتى مع التحكم الممتاز في الإجراءات.
5: ما هي حدود الصلابة وفقًا لمعيار NACE MR0175 التي تنطبق على Hastelloy X و Inconel 718 في تطبيقات الغاز الحمضي؟
كل من Hastelloy X (UNS N06002) و Inconel 718 (UNS N07718) مؤهلان بموجب NACE MR0175/ISO 15156 الجزء 3 لتطبيقات الخدمة الحمضية بحد أقصى للصلابة يبلغ 40 HRC لكلا السبيكتين — لكن قدرة Inconel 718 على التصلب بالترسيب تعني أنه يتطلب تحكمًا دقيقًا في المعالجة الحرارية للبقاء ضمن هذا الحد، بينما تبلغ صلابة مادة Hastelloy X الملبدة بالمحلول عادةً 22–26 HRC مع هامش متأصل. بالنسبة لمادة إنكونيل 718 المستخدمة في البيئات الحمضية، يُعد الحد الأقصى البالغ 40 درجة على مقياس هيرتز (HRC) هو القيد الأساسي الذي يحدد معايير معالجة التقادم. ويمكن أن تصل صلابة مادة إنكونيل 718 بعد إتمام عملية التقادم إلى 40-44 درجة على مقياس ريك (Rc)، مما يجعلها عند حد NACE أو أعلى منه. يجب معالجة المكونات المخصصة للاستخدام في البيئات الحمضية في ظروف شيخوخة يتم التحكم فيها بعناية لتطوير القوة الكافية مع الحفاظ على الصلابة عند أو أقل من 40 HRC — وهذا يتطلب تحكمًا دقيقًا في درجة حرارة ووقت الشيخوخة، والتحقق من الصلابة في كل دفعة إنتاج. يحقق Hastelloy X، باعتباره سبيكة محلول صلب بدون تصلب بالترسيب، صلابة نموذجية تتراوح بين 22 و26 HRC في حالة التلدين بالمحلول دون الحاجة إلى معالجة خاصة لتلبية حد الصلابة NACE. بالنسبة للتطبيقات التي تجمع بين الخدمة في الغاز الحامض ودرجات حرارة أقل من 300 درجة مئوية حيث تحدد متطلبات أحمال الزنبرك أو القوة الميكانيكية المواصفات، فإن كلا السبيكتين قابلتان للتطبيق؛ أما في الخدمة في الغاز الحامض عند درجات حرارة أعلى من 300 درجة مئوية، فإن الأداء الفائق لـ Hastelloy X في درجات الحرارة العالية وامتثالها المتأصل لمعايير NACE يصبحان مزايا مجتمعة مقنعة.
6: ما هي السبائك الأفضل للتصنيع الإضافي (الطباعة ثلاثية الأبعاد) للمكونات المعرضة لدرجات حرارة عالية؟
يُعد «إنكونيل 718» أكثر نضجًا بشكل ملحوظ في تطبيقات التصنيع الإضافي، حيث تحدد معايير ASTM F3055 وAMS 7000 مواصفات المسحوق، كما أن العديد من المقاولين الرئيسيين في مجال الفضاء الجوي قد اعتمدوا مكونات «إنكونيل 718» المصنعة بتقنية التصنيع الإضافي لاستخدامها في أجهزة الطيران، بينما يتوفر مسحوق Hastelloy X للتصنيع الإضافي، إلا أنه أقل توحيدًا ويستخدم بشكل أساسي في سياقات البحث والنماذج الأولية. تعد قابلية الطباعة لكلتا السبيكتين في عمليات انصهار طبقة المسحوق (بالليزر أو بحزمة الإلكترونات) وعمليات الترسيب بالطاقة الموجهة أمراً ممكناً من الناحية التقنية، إلا أن سبيكة «إنكونيل 718» تتمتع بميزة سابقة تبلغ حوالي 10 سنوات في ما يتعلق ببيانات تأهيل التصنيع الإضافي، وتوصيف ما بعد المعالجة، وموثوقية الإنتاج. تم توصيف بنية الحبيبات الناتجة عن التصنيع الإضافي لـ Inconel 718 — بنموها العمودي المميز وخصائصها غير المتجانسة — بشكل مكثف، كما تم وضع بروتوكولات المعالجة الحرارية المصممة خصيصًا لمواد التصنيع الإضافي. يُستخدم Hastelloy X في برامج تطوير مكونات غرفة الاحتراق في التوربينات وأجهزة الاختبار الفضائية، ولكن لا تزال بيانات التأهيل المطلوبة للاستخدام في الإنتاج الحرج للطيران قيد التجميع. مع نضوج تقنية التصنيع الإضافي (AM) بحلول منتصف العقد الثالث من القرن الحادي والعشرين، من المرجح أن تحقق كلتا السبيكتين حالة إنتاج مؤهلة أوسع نطاقًا، مع تركيز تطبيقات التصنيع الإضافي (AM) لـ Hastelloy X في منطقة أجهزة الاحتراق عالية الحرارة حيث تبرر ميزتها في الأداء الحراري الاستثمار في التطوير.
7: ما الفرق بين هاستيلوي X وإنكونيل 718 في التطبيقات المبردة؟
يحتفظ كل من هاستيلوي إكس (Hastelloy X) وإنكونيل 718 (Inconel 718) بصلابة ممتازة في درجات الحرارة شديدة البرودة التي تصل إلى درجة حرارة النيتروجين السائل (-196 درجة مئوية) والهيدروجين السائل (-253 درجة مئوية)؛ وذلك بفضل تركيبهما البلوري الأوستنيتي الكامل ذي الشبكة المربعة المكعبة (FCC) الذي لا يمر بمرحلة انتقال من حالة ليونة إلى حالة هشاشة عند درجات الحرارة المنخفضة — لكن Inconel 718 هو الخيار المفضل للتطبيقات الهيكلية المبردة لأن قوة الخضوع العالية جدًا التي يتمتع بها تسمح بتصميمات ذات جدران أرق لاحتواء ضغط مكافئ. يمنع البناء البلوري FCC لكلا السبيكتين حدوث التحول الشبكي إلى مارتينسيت BCC الذي يتسبب في هشاشة الفولاذ الفريتي والمارتينسيتي عند درجات الحرارة شديدة الانخفاض. تتجاوز قيم تأثير Charpy المقاسة لكلا السبيكتين عند -196 درجة مئوية باستمرار 80 جول — وهو ما يزيد بكثير عن أي متطلبات صلابة دنيا لأوعية الضغط المبردة. تُترجم ميزة مقاومة الخضوع لـ Inconel 718 (1034 ميجا باسكال بعد التقادم مقابل 352 ميجا باسكال لـ Hastelloy X) مباشرةً إلى جدران أوعية شديدة البرودة أرق وأخف وزنًا، وهو أمر ذو قيمة خاصة في تطبيقات مركبات الإطلاق والمركبات الفضائية حيث تُعد الكتلة هي المحرك الرئيسي للتصميم. يستخدم Hastelloy X في التطبيقات المبردة بشكل أساسي عندما يجب أن يتحمل المكون أيضًا التعرض لدرجات حرارة عالية خلال نفس دورة الخدمة — على سبيل المثال، في مكونات محركات الصواريخ التي تتنقل بين درجات حرارة الوقود السائل أثناء التزويد بالوقود ودرجات حرارة الاحتراق أثناء تشغيل المحرك.
8: هل يمكن استخدام مادة هاستيلوي X ومادة إنكونيل 718 معًا في نفس المجموعة؟
نعم. يُستخدم كل من هاستيلوي X وإنكونيل 718 معًا بشكل شائع في نفس مجموعة محرك التوربينات الغازية، حيث يستخدم Inconel 718 في أقسام الضاغط والقرص، بينما يستخدم Hastelloy X في قسم غرفة الاحتراق، ويتم ربطهما بواسطة لحامات انتقالية باستخدام معدن حشو Inconel 625 (ERNiCrMo-3) الذي يوفر التوافق مع كلا المعدنين الأساسيين. التوافق الجلفاني بين هاتين السبيكتين ممتاز — فكلاهما سبيكتان قائمتان على النيكل ولهما إمكانات كهروكيميائية متشابهة، مما يجعل التآكل الجلفاني عند نقطة التلامس بينهما ضئيلًا للغاية في أي بيئة تُستخدم فيها السبيكتان معًا. الاعتبار الرئيسي في التصميم عند الوصلة الانتقالية بين Hastelloy X و Inconel 718 هو عدم تطابق التمدد الحراري: يتوسع Hastelloy X بمعدل 15.8 ميكرومتر/متر·درجة مئوية تقريبًا عند درجات الحرارة العالية، بينما يتمتع Inconel 718 بمعامل أقل يبلغ 13.0 ميكرومتر/متر·درجة مئوية تقريبًا عند درجات الحرارة المماثلة. في الوصلة الانتقالية بين منطقة Inconel 718 الأبرد ومنطقة Hastelloy X الأكثر سخونة، يخلق هذا الاختلاف في التمدد إجهادًا حراريًا يجب أن يتكيف معه تصميم الوصلة — عادةً من خلال هندسة تسمح ببعض الحركة النسبية أو من خلال تدرج حراري متحكم فيه يحد من التمدد التفاضلي لكل وحدة طول. نجح مصممو محركات الطيران في إدارة هذا الانتقال بنجاح على مدى عقود، وقواعد التصميم راسخة جيدًا في كل من المعايير الهندسية الخاصة بمصنعي المعدات الأصلية وفي الأدبيات المنشورة حول التصميم الهيكلي للتوربينات الغازية.
9: ما الفرق في مدة التسليم بين ألواح "هاستيلوي إكس" و"إنكونيل 718" المتوفرة في المخزون؟
تتوفر ألواح إنكونيل 718 بالسماكات الشائعة (3–50 مم) بشكل عام بسهولة أكبر في مخزون مستودعات الموزعين مقارنة بألواح هاستيلوي X ذات الأحجام المماثلة، وهو ما يعكس الحجم الإجمالي الأكبر لسوق إنكونيل 718 عبر قاعدة تطبيقاته الأوسع — لكن MWalloys تحتفظ بمخزون معتمد من كلا السبائك للأبعاد القياسية مع إمكانية الشحن في غضون 10–20 يومًا. يؤدي الطلب العالمي على إنكونيل 718 — الذي يُقدَّر بنحو 341 طنًا من إجمالي إنتاج السبائك الفائقة — إلى تكوين سوق توزيع واسع ونشط يضم العديد من الموزعين الذين يحتفظون بمخزونات في جميع أنحاء العالم. أما Hastelloy X، فهي سبيكة رئيسية من حيث الحجم، ولكن سوقها الإجمالي أصغر نسبيًا ويتركز في قطاعات تطبيقات محددة (غرف الاحتراق في التوربينات الغازية والأفران الصناعية). بالنسبة لسمك الألواح القياسي الذي يخزنه الموزعون عادةً (6 مم، 10 مم، 12 مم، 19 مم في كلتا السبيكتين)، فإن التوافر متشابه عادةً. بالنسبة للسمك غير القياسي أو الألواح ذات المساحة الكبيرة، تتطلب كلتا السبيكتين التوريد من المصنع مع فترات انتظار تتراوح من 6 إلى 14 أسبوعًا. بالنسبة لمتطلبات الصيانة العاجلة في مجال الطيران أو متطلبات الطوارئ في الإنتاج، تحتفظ MWalloys بمخزون استراتيجي من كلتا السبيكتين وتقدم معالجة سريعة لدعم البرامج الحرجة. اتصل بفريق المواد لدينا مع متطلباتك المحددة للحصول على عرض أسعار للتوافر الحالي وفترة الانتظار.
10: ما هي السبائك التي ينبغي لمهندس المنتجات اختيارها لمكون جديد يعمل في درجات حرارة عالية في حالة عدم وجود مواصفات محددة؟
ينبغي لمهندس المنتجات الذي يختار بين «هاستيلوي إكس» و«إنكونيل 718» لمكون جديد أن يبني قراره على ثلاثة معايير متتالية: أولاً، أقصى درجة حرارة مستمرة للمعدن أثناء التشغيل («هاستيلوي إكس» فوق 700 درجة مئوية، و«إنكونيل 718» عند 700 درجة مئوية أو أقل)؛ ثانياً، المتطلبات الميكانيكية السائدة (مقاومة الأكسدة والزحف تفضل Hastelloy X، بينما تفضل قوة الخضوع القصوى ومقاومة الإجهاد Inconel 718)؛ وثالثاً، طريقة التصنيع (الهياكل المعدنية الملحومة تفضل Hastelloy X، بينما تفضل المكونات عالية القوة المصنعة آلياً Inconel 718). من واقع خبرتنا في MWalloys، فإن معيار درجة الحرارة يحسم بشكل صحيح غالبية اختيارات التطبيقات الجديدة دون الحاجة إلى تقييم المعايير الثانوية. يميل المهندسون أحيانًا إلى اختيار مادة Inconel 718 نظرًا لقوتها الاسمية الأعلى حتى في التطبيقات عالية الحرارة، لكن هذا يؤدي إلى مكونات تبدو مفرطة التصميم على الورق في حين أنها غير ملائمة حراريًا أثناء التشغيل. وعلى العكس من ذلك، يؤدي تحديد Hastelloy X للتطبيقات ذات الأحمال العالية ودرجات الحرارة المعتدلة إلى مكونات زائدة الوزن تتطلب مقاطع عرضية أكبر لتعويض الإجهاد المسموح به الأقل. عندما تقع درجة الحرارة بوضوح ضمن نطاق تشغيل سبيكة واحدة، يكون الاختيار مباشرًا. بالنسبة للتطبيقات في المنطقة الحدودية 650-760 درجة مئوية، نوصي بالرجوع إلى بيانات كسر الزحف المحددة لكلتا السبيكتين عند درجة حرارة التشغيل الفعلية ومستوى الإجهاد، مع مراعاة الدورة الحرارية الكاملة بما في ذلك درجات الحرارة القصوى أثناء الحالات الانتقالية، قبل اتخاذ القرار النهائي بشأن اختيار المواد.
مراجع يمكن التحقق منها
تم الاستشهاد بالمصادر التالية في إعداد هذه المقارنة الفنية، وهي مصادر يمكن التحقق منها بشكل مستقل:
- هاينز إنترناشيونال. ورقة بيانات سبيكة هاستيلوي X (H-3009C). هاينز إنترناشيونال، كوكومو، إن إن.
- شركة سبيشال ميتالز كوربوريشن ورقة بيانات سبيكة إنكونيل 718 (SMC-045). سبيشال ميتالز، هنتنغتون، دبليو في.
- شركة SAE الدولية. AMS 5536: سبيكة نيكل، مقاومة للتآكل والحرارة، صفائح وشرائط وألواح، 47Ni-22Cr-18Fe-9Mo (هاستيلوي X)، مُصلبة بالحرارة. SAE International، وارينديل، بنسلفانيا.
- شركة SAE الدولية. AMS 5596: سبائك النيكل، مقاومة للتآكل والحرارة، صفائح وشرائط وألواح، 52.5Ni-19Cr-3.0Mo-5.1Cb-0.90Ti-0.50Al-18Fe (إنكونيل 718)، ملدنة بالمحلول. SAE International، وارينديل، بنسلفانيا.
- شركة SAE الدولية. AMS 5754: سبيكة نيكل، مقاومة للتآكل والحرارة، قضبان وأسلاك، 47Ni-22Cr-18Fe-9Mo (هاستيلوي X). SAE International، وارينديل، بنسلفانيا.
- شركة SAE الدولية. AMS 5662: سبيكة نيكل، مقاومة للتآكل والحرارة، قضبان، قطع مطروقة، وحلقات، 52.5Ni-19Cr-3.0Mo-5.1Cb (إنكونيل 718)، مُصهّرة بالمحلول. SAE International، وارينديل، بنسلفانيا.
- شركة SAE الدولية. AMS 2774: المعالجة الحرارية لقطع سبائك النيكل وسبائك الكوبالت AMS 2774: المعالجة الحرارية. SAE International، وارينديل، بنسلفانيا.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: صناعات النفط والغاز الطبيعي — المواد المستخدمة في البيئات المحتوية على كبريتيد الهيدروجين، الجزء 3. مؤسسة NACE الدولية، هيوستن، تكساس.
- ASTM الدولية. ASTM B435: المواصفات القياسية للألواح والصفائح والشرائط المصنوعة من سبيكة هاستيلوي X. ASTM International, West Conshohocken, PA.
- ASTM الدولية. ASTM B670: المواصفات القياسية لقضبان وألواح وألواح رقيقة وشرائط سبائك النيكل المقواة بالترسيب (إنكونيل 718). ASTM International, West Conshohocken, PA.
- دوناشي، م. ج. ودوناشي، س. ج. السبائك الفائقة: دليل تقني، الإصدار 2. ASM International, Materials Park, OH, 2002. isbn: 0-87170-87170-749-749-7
- ريد، ر.س. السبائك الفائقة: الأساسيات والتطبيقات. مطبعة جامعة كامبريدج، 2006. isbn: 978-0-521-521-07011-9
- ديفيس، ج. ر. (محرر). المواد المقاومة للحرارة (دليل التخصصات من ASM). ASM International، ماتيريالز بارك، أوهايو، 1997. رقم ISBN: 0-87170-596-6
- الجمعية الأمريكية للحام. AWS A5.14: مواصفات أقطاب وقضبان اللحام العارية المصنوعة من النيكل وسبائك النيكل. AWS، ميامي، فلوريدا.
- ASTM الدولية. ASTM F3055: المواصفات القياسية لسبائك النيكل (UNS N07718) المستخدمة في التصنيع الإضافي بتقنية انصهار طبقة المسحوق. ASTM International, West Conshohocken, PA.
