La barra tonda in Hastelloy X certificata AMS 5754 è la scelta ideale per i componenti lavorati che richiedono un'integrità strutturale duratura a temperature comprese tra 650 °C e 1200 °C in atmosfere ossidanti, di carburazione e di nitrurazione. Noi di MWalloys forniamo barre tonde in Hastelloy X certificate AMS 5754 in diametri personalizzati da 6 mm a 400 mm, senza quantità minima d'ordine, con consegna in 10–40 giorni, termini di pagamento T/T per i primi ordini e spedizione in tutto il mondo via aerea, marittima o terrestre. Questa lega di nichel-cromo-ferro-molibdeno combina in modo unico il rafforzamento della soluzione solida derivante dal molibdeno e dal tungsteno con l’eccezionale resistenza all’ossidazione della sua matrice di cromo-cobalto — rendendola insostituibile nelle camere di combustione delle turbine a gas, componenti di forni industriali e elementi strutturali aerospaziali che operano continuamente a temperature superiori a quelle alle quali ogni lega concorrente si ossida, subisce scorrimento o entrambe le cose.
Se il tuo progetto richiede l'uso di barre tonde in Hastelloy X, puoi contattateci per un preventivo gratuito.
Che cos'è l'Hastelloy X e perché è lo standard per le applicazioni strutturali con barre metalliche ad alta temperatura?
Hastelloy X, registrata con la designazione UNS N06002 e il numero di materiale europeo 2.4665, è una lega di nichel-cromo-ferro-molibdeno sviluppata da Haynes International ed è in produzione commerciale sin dagli anni '50. È stata una delle prime superleghe di nichel progettate specificamente per combinare resistenza all'ossidazione e resistenza strutturale a temperature superiori a 870 °C — una combinazione che la maggior parte delle leghe resistenti al calore a base di ferro non è in grado di raggiungere contemporaneamente.
Il predominio commerciale di questa lega nelle applicazioni con barre ad alta temperatura deriva da una combinazione di proprietà che rimane davvero difficile da replicare nei materiali concorrenti. L'Hastelloy X mantiene una resistenza allo snervamento misurabile a 1200 °C — una temperatura alla quale l’acciaio inossidabile 310 ha perso il 90% della sua resistenza a temperatura ambiente, alla quale la maggior parte delle leghe a base di cobalto è entrata nel regime di scorrimento, e alla quale le leghe che formano allumina come il Kanthal richiedono condizioni atmosferiche protettive per evitare un’ossidazione catastrofica. Il fatto che l'Hastelloy X resista a queste condizioni all'aria, nei prodotti di combustione, nelle atmosfere di nitrurazione e negli ambienti di cementazione senza trattamento superficiale o rivestimento protettivo spiega i suoi oltre 60 anni di esperienza nei motori a turbina a gas e nei sistemi di forni industriali.
La barra tonda, in particolare, costituisce il punto di partenza per la maggior parte dei componenti lavorati in Hastelloy X. I perni della cupola della camera di combustione, i bulloni di fissaggio del supporto della fiamma, i corpi degli ugelli dei bruciatori, i tubi di protezione delle termocoppie, gli assi dei rulli del forno e le aste di supporto della storta sono tutti ricavati da barre tonde di Hastelloy X. La forma a barra consente agli ingegneri di lavorare la geometria della sezione trasversale esatta richiesta — tornita, fresata, forata, filettata e rettificata — da una billetta solida certificata con piena tracciabilità del materiale dalla fusione al componente finito.

Noi di MWalloys forniamo barre tonde in Hastelloy X a produttori OEM di turbine a gas, costruttori di forni industriali, centri di manutenzione aerospaziale e istituti di ricerca che utilizzano banchi di prova ad alta temperatura. L'osservazione comune a tutti questi tipi di clienti è che l'Hastelloy X non è semplicemente un materiale di convenienza: spesso è l'unico materiale in grado di continuare a funzionare oltre la temperatura di progetto dell'applicazione, mentre ogni alternativa è già stata testata e scartata.
Principali proprietà fisiche della barra tonda in Hastelloy X
| Proprietà | Valore | Rilevanza ingegneristica |
|---|---|---|
| Densità | 8,22 g/cm³ (0,297 lb/in³) | Calcoli delle sollecitazioni per componenti rotanti e strutturali |
| Intervallo di fusione | 1260–1355 °C (2300–2470 °F) | Ampio intervallo; tipico delle superleghe a soluzione solida |
| Conduttività termica | 11,7 W/m·K a 100 °C; 18,7 W/m·K a 500 °C | Più tenero dell'acciaio; la gestione del calore è fondamentale nella lavorazione meccanica |
| Calore specifico | 461 J/kg·K a 21 °C | Utile per i calcoli della massa termica nella progettazione di forni |
| Coefficiente di espansione termica | 13,3 µm/m·°C (21–93 °C); 15,8 µm/m·°C (21–870 °C) | Fondamentale per la progettazione degli spazi liberi negli assemblaggi ad alta temperatura |
| Resistività elettrica | 1,18 µΩ·m a 21 °C | Utile per il calcolo degli elementi riscaldanti a resistenza |
| Modulo di elasticità | 197 GPa (28,6 Msi) a 21 °C; 152 GPa (22 Msi) a 870 °C | Nella progettazione strutturale occorre tenere conto della riduzione della rigidità in funzione della temperatura |
| Permeabilità magnetica | Praticamente non magnetico (struttura FCC) | Importante per gli ambienti in cui sono presenti apparecchiature di prova sensibili ai campi magnetici |
Il coefficiente di dilatazione termica merita particolare attenzione da parte dei progettisti dei componenti. Tra la temperatura ambiente e la temperatura di esercizio di 870 °C, l'Hastelloy X si dilata di 15,8 µm per metro per grado Celsius. Per un'asta da forno lunga 500 mm che opera a 950 °C, ciò rappresenta circa 7,2 mm di espansione termica rispetto alla sua lunghezza a freddo in sede di installazione — una variazione dimensionale che deve essere compensata tramite giunti di dilatazione, fori di montaggio scanalati o punti di supporto appositamente realizzati con gioco per impedire il cedimento o la separazione dei giunti indotti dal calore.
Quali sono i requisiti della certificazione AMS 5754 per le barre tonde in Hastelloy X?
La norma AMS 5754 è la specifica SAE International sui materiali aerospaziali che disciplina la fornitura di Hastelloy X sotto forma di barre, tondini e fili. Il titolo completo recita: "Lega di nichel, resistente alla corrosione e al calore, barre, tondini e fili, 47Ni-22Cr-18Fe-9Mo, ricotta in soluzione." Comprendere l'ambito completo dei requisiti della norma AMS 5754 è essenziale per gli specialisti degli acquisti che redigono le specifiche di acquisto e per gli ingegneri della qualità che esaminano le certificazioni dei materiali in entrata.
AMS 5754 Requisiti tecnici fondamentali
Forma della lega applicabile:
La norma AMS 5754 riguarda esclusivamente l'Hastelloy X in forma di barre, tondini e fili. Le lamiere e le lastre sono disciplinate dalla norma AMS 5536, i tubi senza saldatura dalla norma AMS 5587 e i tubi saldati dalla norma AMS 5588. Gli ingegneri che specificano barre per componenti lavorati a macchina devono sempre fare riferimento specificatamente alla norma AMS 5754 piuttosto che alla designazione generica della lega, per garantire l'applicazione dei requisiti specifici per la forma corretta.
Condizioni di trattamento termico:
La norma AMS 5754 richiede che il materiale venga fornito in stato di ricottura in soluzione. L'intervallo di temperatura di ricottura in soluzione, secondo la specifica, è di 1163 °C ±14 °C (2125 °F ±25 °F) con un tempo di permanenza a temperatura sufficiente a dissolvere tutte le fasi di precipitato, seguito da un raffreddamento rapido (tempra in acqua o raffreddamento rapido in aria). Questa condizione garantisce la massima resistenza alla corrosione, duttilità e la microstruttura di base per l'impiego ad alta temperatura senza ulteriori trattamenti termici da parte dell'utente finale.
AMS 5754 Requisiti chimici, meccanici e di prova
| Categoria di requisiti | Parametro specifico | Requisito AMS 5754 |
|---|---|---|
| Composizione chimica | Analisi completa secondo i limiti della norma UNS N06002 | Verificato per lotto di produzione |
| Resistenza alla trazione (min) | UTS a temperatura ambiente | 690 MPa (100 ksi) minimo |
| Resistenza allo snervamento (min) | 0,21 TP3T a temperatura ambiente | 310 MPa (45 ksi) minimo |
| Allungamento (min) | Lunghezza di riferimento 4D | 35% minimo |
| Riduzione dell'area (min) | - | 40% minimo |
| Durezza | Durezza massima | 90 HRB tipico (massimo 196 Brinell per lotto) |
| Dimensione dei grani | Secondo la norma ASTM E112 | ASTM 3 o più fine (per barre di diametro inferiore a 4") |
| Frequenza delle prove di trazione | Per lotto (combinazione di cottura e tempra) | Un test per lotto |
| Condizioni della superficie | Senza giunture, cuciture o crepe | Ispezione visiva 100% |
| Rettilineità | In conformità alla norma AMS 2240 o secondo quanto specificato | Standard commerciale o di precisione |
| Tolleranza del diametro | Ai sensi della norma AMS 2241 | Classe di tolleranza standard o di precisione |
Specifiche relative all'Hastelloy X per le diverse forme del prodotto
| Specifiche | Forma del prodotto | Condizione | Applicazione primaria |
|---|---|---|---|
| AMS 5754 | Barra, tondino, filo | Ricotto in soluzione | Componenti lavorati, elementi di fissaggio, parti strutturali |
| AMS 5536 | Lamiera, striscia, piastra | Ricotto in soluzione | Rivestimenti per camere di combustione, schermi termici, pezzi stampati |
| AMS 5587 | Tubi senza saldatura | Ricotto in soluzione | Tubo di pressione, protezione per termocoppia |
| AMS 5588 | Tubi saldati | Ricotto in soluzione | Tubi a bassa pressione, gruppi di tubi sagomati |
| AMS 5798 | Filo per saldatura | - | Materiale di apporto GTAW per costruzioni saldate in Hastelloy X |
| ASTM B572 | Barra e tondino | Ricotto in soluzione | Applicazioni industriali non aerospaziali |
| DIN 17752 / EN | Bar | Ricotto in soluzione | Equivalente alle specifiche industriali europee |
La differenza tra la norma AMS 5754 e la norma ASTM B572 è rilevante dal punto di vista pratico. Entrambe le specifiche riguardano le barre in Hastelloy X allo stato ricotto in soluzione con requisiti chimici equivalenti, ma la norma AMS 5754 impone limiti alla dimensione dei grani, controlli più rigorosi sulle tolleranze dimensionali e requisiti di documentazione di qualità aerospaziale (tra cui la tracciabilità del lotto di produzione, la prova di trazione per lotto e un firmatario autorizzato alla certificazione) che la norma ASTM B572 non richiede. Per le applicazioni aerospaziali e di difesa, la specifica AMS 5754 è sempre quella corretta. Per le applicazioni relative a forni industriali e processi chimici in cui non è richiesta la documentazione aerospaziale, il materiale certificato ASTM B572 offre prestazioni della lega equivalenti a un costo di certificazione ridotto.
In che modo la composizione chimica dell'Hastelloy X garantisce prestazioni ottimali a temperature estreme?
Ogni elemento presente nella composizione dell'Hastelloy X contribuisce in modo specifico alle sue prestazioni meccaniche alle alte temperature, alla sua resistenza all'ossidazione o a entrambe. Comprendere il contributo specifico di ciascun elemento consente agli ingegneri di prevedere il comportamento della lega in specifici ambienti ad alta temperatura e di capire perché leghe alternative con concentrazioni inferiori di elementi chiave offrono prestazioni meno affidabili.
Composizione chimica dell'Hastelloy X (UNS N06002 / AMS 5754)
| Elemento | Min (%) | Max (%) | Ruolo relativo alle prestazioni ad alta temperatura |
|---|---|---|---|
| Nichel (Ni) | Saldo (circa 47%) | - | Matrice FCC stabile a tutte le temperature; metallo di base per la soluzione solida |
| Cromo (Cr) | 20.5 | 23.0 | Resistenza all'ossidazione primaria grazie al Cr₂O₃ fino a 1200 °C; resistenza alla corrosione a caldo |
| Ferro (Fe) | 17.0 | 20.0 | Stabilizzatore dell'austenite; agente riduttore dei costi; favorisce la formazione di una patina protettiva |
| Molibdeno (Mo) | 8.0 | 10.0 | Rinforzante primario per soluzioni solide; contribuisce al mantenimento della resistenza alle alte temperature |
| Cobalto (Co) | 0.5 | 2.5 | Rafforzamento per soluzione solida; favorisce la stabilità dello strato protettivo di ossido |
| Tungsteno (W) | 0.2 | 1.0 | Ulteriore rafforzamento per soluzione solida; resistenza alle alte temperature |
| Carbonio (C) | 0.05 | 0.15 | Formatore di carburi ai bordi dei grani; fondamentale per la resistenza allo scorrimento e alla rottura sotto sforzo |
| Manganese (Mn) | - | 1,0 max | Disossidante; contribuisce leggermente alla formazione di incrostazioni |
| Silicio (Si) | - | 1,0 max | Disossidante; contribuisce alla formazione di una sottostrato di SiO₂ che migliora la resistenza all'ossidazione |
| Boro (B) | - | 0,010 max | Rinforzante dei bordi di grano in tracce |
| Fosforo (P) | - | 0,040 max | Impurità controllata |
| Zolfo (S) | - | 0,030 max | Impurità controllata — rischio di solforazione se i livelli sono elevati |
L'intervallo di tenore di carbonio compreso tra 0,05 e 0,151% è particolarmente importante nell'Hastelloy X rispetto alle leghe progettate per resistere alla corrosione, come l'Hastelloy C276 (in cui il tenore di carbonio è ridotto al minimo, fino a un massimo dello 0,0101%). Nelle applicazioni strutturali ad alta temperatura, il carbonio svolge un ruolo benefico formando particelle di carburo di tipo M₆C e M₂₃C₆ ai bordi dei grani durante l’esposizione in servizio. Queste particelle di carburo bloccano i bordi dei grani impedendone lo scorrimento — il meccanismo primario dello scorrimento a temperature molto elevate — e mantengono così la resistenza allo scorrimento e alla rottura da sollecitazione per lunghi intervalli di servizio. Questo è il motivo per cui l'Hastelloy X è una lega tecnica realmente diversa dai gradi Hastelloy della famiglia C: è ottimizzata per la resistenza a temperatura piuttosto che per la resistenza alla corrosione acquosa, e il contenuto di carbonio riflette questa diversa priorità.
Il contenuto di molibdeno dell'8–10% costituisce il principale meccanismo di rafforzamento per soluzione solida. Gli atomi di molibdeno sono notevolmente più grandi di quelli di nichel, creando distorsioni del reticolo che ostacolano il movimento delle dislocazioni sotto sforzo a temperature elevate. Questo effetto di trascinamento della soluzione solida è più pronunciato alle temperature di esercizio dell'Hastelloy X — da 760 °C a 1100 °C — dove la risalita delle dislocazioni attivata termicamente consentirebbe altrimenti una rapida deformazione per scorrimento.
Il contenuto di cromo (20,5–23,1%) garantisce la resistenza all'ossidazione che consente alla lega di funzionare all'aria senza rivestimento protettivo. A temperature superiori a 800 °C, il cromo si ossida selettivamente formando uno strato aderente di Cr₂O₃ sulla superficie della lega. Questa patina funge da barriera di diffusione che rallenta l'ulteriore ingresso di ossigeno nel metallo di base, autolimitando efficacemente la velocità di ossidazione. Il contenuto di ferro (17–20%) nell'Hastelloy X contribuisce alla formazione di una complessa patina di ossido di spinello sotto lo strato primario di Cr₂O₃, migliorando l'aderenza della patina attraverso i cicli termici.

Quali sono le proprietà meccaniche e fisiche che caratterizzano la barra tonda in Hastelloy X alle alte temperature?
Le proprietà meccaniche della barra tonda in Hastelloy X alle alte temperature costituiscono la principale giustificazione tecnica per la sua scelta in applicazioni ad alta temperatura. Gli ingegneri che progettano componenti per camere di combustione, elementi di fissaggio per forni ed elementi strutturali per alte temperature necessitano sia delle proprietà a temperatura ambiente, per i calcoli relativi alla lavorazione e alla movimentazione, sia delle proprietà alle alte temperature, per la verifica della progettazione strutturale.
Proprietà meccaniche a temperatura ambiente (valori minimi secondo la norma AMS 5754 rispetto ai valori tipici)
| Proprietà | AMS 5754 Minimo | Valore tipico | Metodo di prova |
|---|---|---|---|
| Resistenza alla trazione finale | 690 MPa (100 ksi) | 793 MPa (115 ksi) | ASTM E8 |
| 0,2% Resistenza allo snervamento | 310 MPa (45 ksi) | 379 MPa (55 ksi) | ASTM E8 |
| Allungamento (in 4D) | 35% | 43% | ASTM E8 |
| Riduzione dell'area | 40% | 57% | ASTM E8 |
| Durezza | - | 90 HRB (196 HB) tipico | ASTM E18 |
| Impatto Charpy (a -196°C) | Non specificato nell'AMS | Tipicamente superiore a 100 J | ASTM E23 |
Il limite di snervamento a temperatura ambiente relativamente modesto, compreso tra 310 e 379 MPa, riflette la natura della lega, ottenuta mediante ricottura in soluzione e rinforzata per soluzione solida. L'Hastelloy X non può essere indurito per precipitazione — non contiene i livelli di alluminio e titanio necessari per formare precipitati gamma prime — quindi la sua resistenza a temperatura ambiente è inferiore rispetto alle leghe induribili per precipitazione come l'Inconel 718 o il Waspaloy. Tuttavia, il confronto a temperature elevate si inverte o si riduce significativamente, il che rappresenta la condizione di progetto rilevante per le applicazioni in cui è specificato l'Hastelloy X.
Caratteristiche di resistenza alla trazione a temperature elevate delle barre in Hastelloy X
| Temperatura | UTS (MPa) | 0,2% YS (MPa) | Allungamento (%) | Riduzione dell'area (%) |
|---|---|---|---|---|
| 21°C (70°F) | 793 | 379 | 43 | 57 |
| 200°C (392°F) | 724 | 290 | 38 | 56 |
| 400°C (752°F) | 690 | 262 | 37 | 57 |
| 538°C (1000°F) | 669 | 248 | 36 | 58 |
| 649°C (1200°F) | 648 | 234 | 36 | 59 |
| 760°C (1400°F) | 600 | 207 | 38 | 64 |
| 871 °C (1600 °F) | 483 | 172 | 41 | 72 |
| 982 °C (1800 °F) | 310 | 138 | 60 | 80 |
| 1093°C (2000°F) | 172 | 97 | 72 | 85 |
Si noti come l'allungamento e la riduzione dell'area aumentino con l'aumentare della temperatura: ciò riflette la crescente duttilità della matrice FCC man mano che i meccanismi di deformazione attivati termicamente diventano più efficaci. Dal punto di vista della progettazione strutturale, i valori del limite di snervamento a temperatura sono i parametri determinanti per l'analisi delle sollecitazioni dei componenti utilizzati in condizioni di esercizio a temperatura elevata in regime stazionario.
Proprietà di scorrimento e di rottura sotto sforzo — I dati progettuali fondamentali
Per i componenti sottoposti a carico prolungato ad alta temperatura — ganci per forni, perni di sostegno delle camere di combustione, bulloni per stufe — sono i dati relativi allo scorrimento e alla rottura per sollecitazione a determinare la sollecitazione ammissibile in fase di progettazione, piuttosto che le proprietà di trazione a breve termine.
| Temperatura | Sollecitazione per scorrimento 1% in 1.000 ore (MPa) | Tensione di rottura dopo 1.000 ore (MPa) |
|---|---|---|
| 760°C (1400°F) | 145 | 207 |
| 871 °C (1600 °F) | 62 | 90 |
| 982 °C (1800 °F) | 23 | 38 |
| 1093°C (2000°F) | 8 | 17 |
Questi valori di rottura sotto sforzo sono notevolmente inferiori al limite di snervamento a breve termine alla stessa temperatura: questa è la differenza fondamentale tra la progettazione a trazione e quella a scorrimento. Un bullone progettato in base al limite di snervamento a 871 °C cederebbe per rottura da scorrimento ben prima della durata di servizio prevista a quella temperatura. La progettazione basata sullo scorrimento limita tipicamente la sollecitazione di lavoro a 50–67% della sollecitazione di rottura a 1.000 ore, a seconda dei requisiti di vita utile e della criticità dell'applicazione.
Dati sulla resistenza all'ossidazione all'aria
| Temperatura | Tasso di ossidazione (mg/cm²/1.000 ore all'aria) | Caratteri della scala |
|---|---|---|
| 760°C (1400°F) | 1.5-3.0 | Cr₂O₃ sottile e aderente |
| 871 °C (1600 °F) | 3.0–6.0 | Cr₂O₃ stabile + sottosistema dello spinello |
| 982 °C (1800 °F) | 5.0–12.0 | Strato di incrostazioni; ancora protettivo |
| 1093°C (2000°F) | 12.0–25.0 | Variazione di massa protettiva ma significativa |
| 1177°C (2150°F) | 25.0–50.0 | Si sta raggiungendo il limite superiore di affidabilità del servizio |
I bassi tassi di ossidazione fino a 1093 °C spiegano perché i componenti in Hastelloy X presenti nelle camere di combustione delle turbine a gas e nei forni industriali mantengano tolleranze dimensionali accettabili per migliaia di ore di funzionamento senza necessitare di riverniciatura o sostituzione. La scaglia che si forma aderisce saldamente e non si scheggia durante i cicli termici come spesso accade alle scaglie delle leghe a base di ferro, il che rappresenta una differenza fondamentale nelle applicazioni soggette a ripetuti cicli termici dalla temperatura di esercizio a quella ambiente.
Come viene prodotta e lavorata la barra tonda AMS 5754 in Hastelloy X?
Comprendere il processo di produzione della barra tonda AMS 5754 Hastelloy X aiuta gli ingegneri a valutare le garanzie di qualità fornite dal produttore e a capire il motivo per cui esistono determinati requisiti di specifica.
Procedura di fusione per la produzione di barre in Hastelloy X
Fusione per induzione sotto vuoto (VIM):
Il processo di fusione primario per le barre in Hastelloy X è il VIM, che garantisce un controllo preciso della composizione chimica — particolarmente importante per l'intervallo di carbonio (0,05–0,151% in peso) e il tenore di boro (0,0101% in peso max). La fusione sotto vuoto impedisce l'assorbimento di azoto e ossigeno che formerebbero porosità gassosa e inclusioni non metalliche nel lingotto solidificato.
Rifusione con scoria elettrica (ESR):
Per ottenere barre di qualità superiore — in particolare per applicazioni nel settore aerospaziale relative a componenti rotanti o parti soggette a sollecitazioni da fatica — il processo VIM è seguito dal processo ESR. Il processo ESR migliora la macrosegregazione, riduce il contenuto di inclusioni di ossido e produce una struttura granulare più uniforme nel lingotto rifuso. La norma AMS 5754 non impone l'uso dell'ESR, ma molti ordini di acquisto dei principali appaltatori aerospaziali specificano o preferiscono la pratica di fusione VIM+ESR.
Rifusione ad arco sotto vuoto (VAR):
Il VAR viene talvolta specificato per le applicazioni più critiche in cui è fondamentale garantire un contenuto minimo di inclusioni. Il VIM+VAR offre un livello di purezza che si avvicina a quello del VIM+ESR grazie a un diverso meccanismo di rifusione. La tripla fusione (VIM+ESR+VAR) è rara per l'Hastelloy X, ma viene specificata per alcune applicazioni nei motori militari.
Lavorazione a caldo e processo di laminazione di barre
| Fase del processo | Intervallo di temperatura | Scopo |
|---|---|---|
| Omogeneizzazione dei lingotti | 1200–1230 °C | Eliminare la segregazione dovuta alla solidificazione; omogeneizzare la distribuzione del Mo |
| Lavorazione primaria (forgiatura) | 1050-1200°C | Rompere la struttura del lingotto; sviluppare una struttura a grana lavorata |
| Laminazione a caldo per la produzione di barre | 980–1180 °C | Raggiungere il diametro previsto; affinare il granulometria in base ai requisiti AMS |
| Ricottura in soluzione | 1163 °C ±14 °C (2125 °F ±25 °F) | Sciogliere tutte le fasi precipitate; determinare le proprietà meccaniche finali |
| Raffreddamento in acqua o raffreddamento rapido ad aria | Il più rapidamente possibile | Impedire la precipitazione della fase carburo e della fase sigma durante il raffreddamento |
| Raddrizzamento | Temperatura ambiente | Soddisfare i requisiti di rettilineità previsti dalla norma AMS 2240 |
| Ritaglio delle estremità | - | Rimuovere le sezioni superiore e inferiore del lingotto separate |
| Preparazione della superficie | - | Sbucciatura (rotazione) o molatura per eliminare la decarburazione superficiale e i difetti |
La fase di ricottura in soluzione è particolarmente critica poiché l'Hastelloy X contiene una quantità sufficiente di molibdeno tale che un raffreddamento lento nell'intervallo di temperatura compreso tra 650 e 900 °C può provocare la precipitazione della fase sigma (un composto intermetallico fragile costituito da Ni, Cr, Mo e Fe) ai bordi dei grani. La fase sigma riduce drasticamente la duttilità e la tenacità a temperatura ambiente. Il raffreddamento rapido dalla temperatura di ricottura in soluzione inibisce la formazione della fase sigma e produce la struttura pulita dei bordi dei grani necessaria sia per la resistenza alla corrosione che per la duttilità meccanica.
Quali sono le condizioni di trattamento termico applicabili alle barre in Hastelloy X?
Il trattamento termico delle barre in Hastelloy X ha finalità diverse nelle varie fasi del ciclo di vita del materiale e dei componenti: il ricottura di solubilizzazione effettuata durante la produzione definisce le proprietà di base certificate secondo la norma AMS 5754, mentre il trattamento termico post-lavorazione ripristina tali proprietà dopo operazioni di saldatura o formatura a caldo.
Protocollo di ricottura della soluzione (requisiti AMS 5754)
| Parametro | Requisiti | Motivazione |
|---|---|---|
| Temperatura | 1163 °C ±14 °C (2125 °F ±25 °F) | Dissolve tutti i carburi M₂₃C₆ e l'eventuale fase sigma; porta tutti gli elementi di lega in soluzione solida |
| Tempo minimo | 10 minuti ogni 25 mm (1") di sezione trasversale | Garantisce l'uniformità della temperatura su tutto il diametro della barra |
| Metodo di raffreddamento | Raffreddamento in acqua o raffreddamento rapido ad aria | Inibisce la fase sigma e la riprecipitazione dei carburi durante il raffreddamento |
| Atmosfera | L'aria è accettabile; si preferisce l'uso di gas inerte per garantire la pulizia delle superfici | Previene la decarburazione superficiale che riduce la resistenza alla fatica |
| Proprietà risultanti | In conformità con i requisiti minimi della norma AMS 5754 | La ricottura in soluzione è l'unico trattamento termico indicato nella norma AMS 5754 |
Considerazioni sul trattamento termico post-lavorazione
Dopo operazioni di saldatura o formatura a caldo che espongono l'Hastelloy X a temperature elevate, si raccomanda (ma non è sempre necessario) un ricottura di post-lavorazione per ripristinare la massima duttilità e resistenza alla corrosione. La decisione dipende dall'applicazione:
| Operazione di lavorazione | È consigliabile un trattamento termico post-fabbricazione? | Note |
|---|---|---|
| Saldatura per fusione (GTAW, GMAW) | Consigliato per applicazioni critiche | Ripristina la duttilità dell'acciaio HAZ; dissolve i carburi sensibilizzanti |
| Formatura a freddo (piegatura con deformazione inferiore al 51% del limite di snervamento) | Non richiesto | I livelli di deformazione non sono tali da richiedere un ricottura |
| Formatura a freddo (deformazione superiore a 5%) | Consigliato | Riduce le tensioni residue; ripristina la duttilità |
| Stampaggio a caldo (oltre 900 °C) | Richiesto | Ripristinare le condizioni di ricottura della soluzione dopo la lavorazione a caldo |
| Lavorazione meccanica (convenzionale) | Non richiesto | La lavorazione meccanica non altera la microstruttura globale |
| Brasatura | Dipende dalla temperatura di brasatura e dalla lega | Verificare la compatibilità con specifici cicli di brasatura |
Effetti dell'esposizione al servizio sulla microstruttura dell'Hastelloy X
Gli ingegneri che prescrivono l'Hastelloy X per impieghi prolungati ad alta temperatura devono tenere presente che la microstruttura della lega subisce delle modifiche durante l'esposizione in servizio. Tali modifiche sono prevedibili e generalmente positive per la resistenza allo scorrimento, ma incidono sulla duttilità a temperatura ambiente:
Formazione del carburo M₆C (700–900 °C):
Durante l'utilizzo a queste temperature, il carbonio in eccesso nella soluzione dà origine alla formazione di carburi M₆C intragranulari. Questi carburi determinano un rafforzamento per precipitazione che aumenta leggermente la resistenza allo scorrimento rispetto allo stato appena ricotto in soluzione.
Formazione del carburo M₂₃C₆ (600–900 °C):
Durante un'esposizione prolungata si formano carburi M₂₃C₆ ai bordi dei grani, che garantiscono l'ancoraggio dei grani, utile per la resistenza allo scorrimento. Gli stessi carburi riducono la duttilità a temperatura ambiente (l'allungamento può diminuire da 43% a 15–25% dopo un'esposizione prolungata in servizio).
Formazione della fase Mu e della fase topologicamente compatta (TCP) (oltre gli 870 °C, tempi molto lunghi):
Un funzionamento prolungato a temperature molto elevate può, nel tempo, portare alla formazione di precipitati in fase mu che, se presenti in grandi quantità, riducono la duttilità e la tenacità. Ciò non costituisce un problema per gli intervalli di manutenzione standard, ma deve essere tenuto in considerazione nella pianificazione del ciclo di vita dei componenti per le applicazioni in forni industriali con una durata di vita che si misura in decenni.
In quali settori industriali ad alta temperatura e per quali componenti viene utilizzata la barra tonda in Hastelloy X?
Le applicazioni che determinano la domanda di barre tonde in Hastelloy X sono proprio quelle in cui la combinazione di resistenza strutturale, resistenza all'ossidazione e lavorabilità in forma di barra non può essere eguagliata da leghe meno performanti.
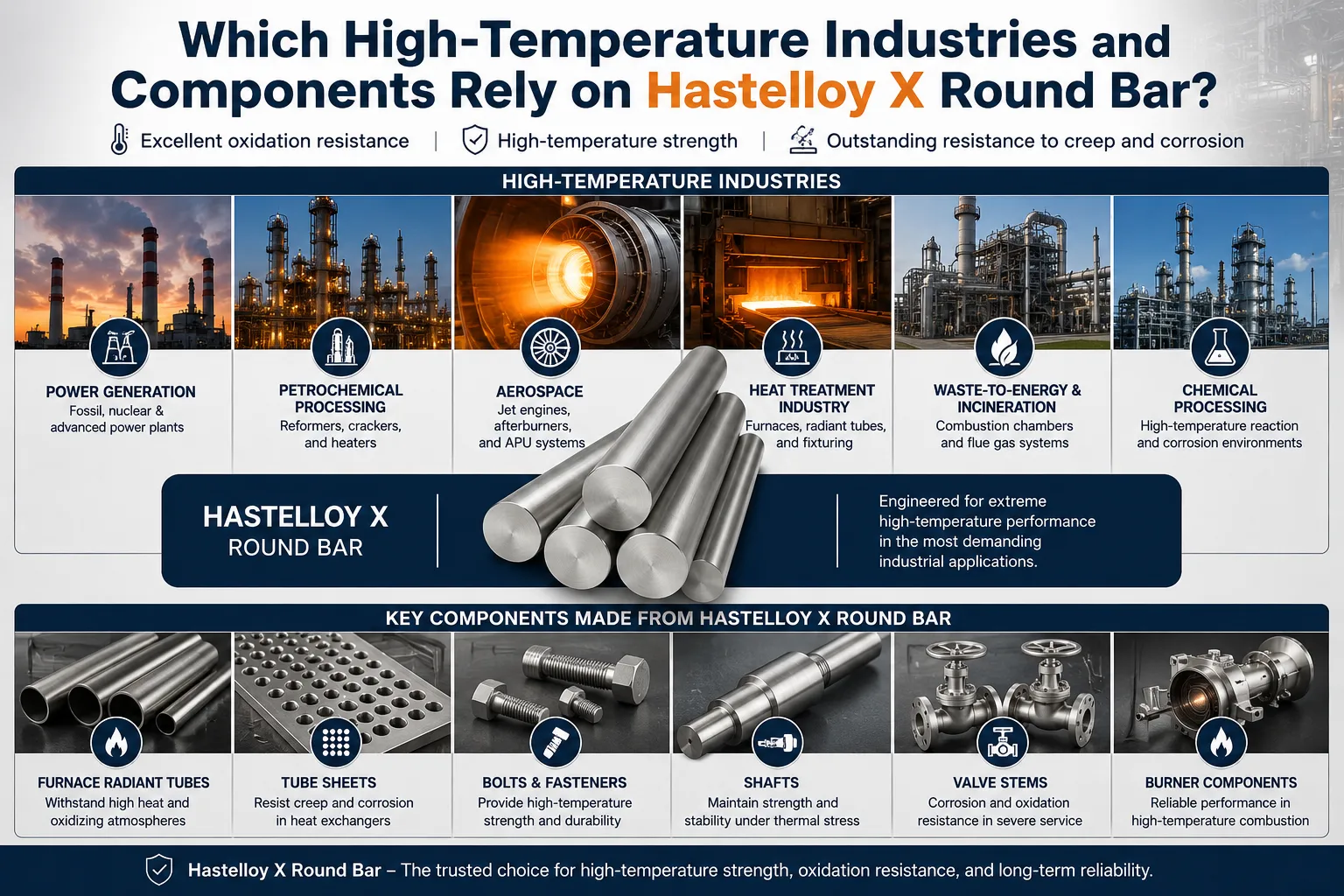
Applicazioni dei motori a turbina a gas nel settore aerospaziale
I motori a turbina a gas rappresentano il mercato più vasto e tecnicamente più impegnativo per le barre tonde in Hastelloy X. La sezione di combustione di un motore a turbina a gas opera a temperature del metallo che raggiungono i 900–1100 °C in un ambiente caratterizzato da ossidazione continua e cicli termici. I componenti realizzati con barre in questo ambiente includono:
Componenti della cupola e del rivestimento del combustore:
I corpi degli swirler, gli alloggiamenti degli iniettori di carburante, le staffe a cupola e i perni di fissaggio delle camicie sono ricavati da barre tonde in Hastelloy X. Questi componenti devono resistere alla radiazione termica diretta della fiamma di combustione, mantenendo al contempo l'integrità strutturale durante migliaia di cicli termici di avvio e arresto. La combinazione di mantenimento della resistenza alle alte temperature e resistenza alla fatica termica dell'Hastelloy X lo rende il materiale standard per questi componenti sia nelle turbine a gas militari che in quelle commerciali.
Gruppi portafiamma:
I supporti per la fiamma dei postbruciatori nei motori a reazione militari operano in condizioni particolarmente estreme: immersione diretta nei gas di scarico della postcombustione a temperature superiori ai 1000 °C, con vibrazioni acustiche causate dalle instabilità di combustione. Le barre in Hastelloy X lavorate a macchina per ottenere geometrie a canale a V e a pilastro per i supporti della fiamma vantano decenni di esperienza documentata in queste applicazioni.
Elementi di fissaggio e prigionieri per motori a turbina:
Il fissaggio ad alta temperatura nei motori a turbina a gas — perni di montaggio della camera di combustione, elementi di fissaggio tra rivestimento e involucro, bulloni dell'involucro del diffusore — richiede materiali in grado di mantenere la forza di serraggio per migliaia di cicli termici senza rilassamento da scorrimento. L'Hastelloy X in forma di barra viene lavorato per ottenere questi elementi di fissaggio quando le temperature di esercizio superano le capacità dell'A-286 o persino di alcune leghe per elementi di fissaggio a base di cobalto.
Banco di prova e hardware di sviluppo:
Gli impianti di collaudo dei motori utilizzano grandi quantità di barre in Hastelloy X per la realizzazione di componenti strutturali dei prototipi di prova, supporti per dissipatori di calore e strutture di sostegno della strumentazione, che durante i programmi di collaudo sono esposti ai gas di scarico dei motori.
Forni industriali e applicazioni di trattamento termico
| Applicazione | Temperatura di servizio | Perché viene prescritto l'Hastelloy X |
|---|---|---|
| Supporti per tubi radianti | 900–1100 °C | Supporto continuo ad alta temperatura con cicli termici |
| Assi dei rulli del forno | 850–1000 °C | Supporto rotante sotto carico ad alta temperatura |
| Ganci e aste per autoclave | 950-1150°C | Carico sospeso nei forni ad atmosfera controllata |
| Tubi di protezione per termocoppie | Fino a 1200 °C | Lavorato da barra con diametri esterno e interno di precisione; resistente all'ossidazione |
| Strutture di sostegno per forni a camina | 900–1100 °C | Elementi strutturali nei forni a combustione indiretta |
| Carbocementazione di bulloni e perni | 900–950 °C in atmosfera di carburazione | Resiste alla cementazione che renderebbe fragili gli elementi di fissaggio a bassa lega |
| Barre di fissaggio per la nitrurazione | 500–600 °C in NH₃ | Resiste alla nitrurazione che, nel tempo, rende fragili i componenti in acciaio |
| Accessori per forni a bagno di sale | 500–900 °C in sali fusi | Resistenza termica e chimica ai sali di nitrato/cloruro |
Applicazioni nei processi chimici e nella produzione di energia
Oltre che nel settore aerospaziale e nel trattamento termico, la barra tonda in Hastelloy X trova impiego in processi industriali in cui coesistono condizioni termiche estreme, ambienti ossidanti e la necessità di componenti lavorati con precisione:
- Sistemi di supporto per tubi per reformer nella produzione di idrogeno — dove il gas di reforming a 800–900 °C deve essere contenuto in modo strutturale mentre la struttura di sostegno dei tubi è sottoposta alle stesse temperature.
- Impianti di cracking catalitico nel settore della raffinazione del petrolio — griglie di supporto, pozzetti termometrici e telai per filtri catalitici che operano in modo continuo a temperature comprese tra 700 e 900 °C in ambienti con vapori di idrocarburi.
- Componenti delle turbine a vapore di surriscaldamento per centrali elettriche — dove il vapore surriscaldato a oltre 600 °C entra in contatto con elementi strutturali che devono resistere all'ossidazione e mantenere la stabilità dimensionale.
- Componenti interni degli impianti di incenerimento dei rifiuti e degli ossidatori termici — dove i prodotti di combustione contenenti cloruro a temperature comprese tra 900 e 1100 °C corrodono rapidamente le leghe a base di ferro, mentre l'Hastelloy X mantiene indici di corrosione accettabili.
Come si posiziona la barra in Hastelloy X rispetto ai materiali concorrenti per barre in lega per alte temperature?
La scelta dei materiali per le applicazioni con barre metalliche ad alta temperatura richiede un confronto sistematico tra i principali parametri prestazionali. L'analisi che segue mette a confronto l'Hastelloy X con le leghe alternative più comunemente prese in considerazione dagli ingegneri.
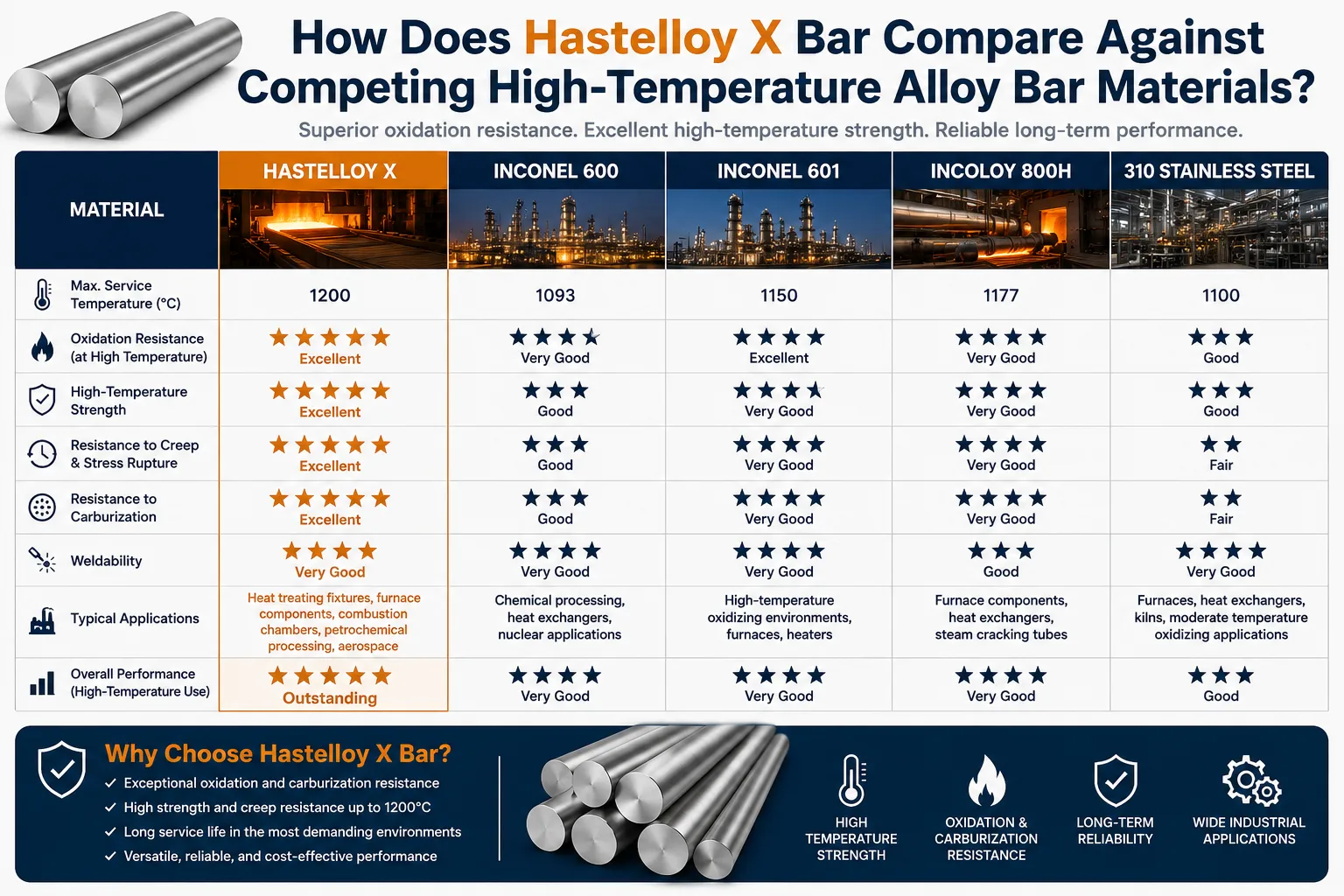
Confronto completo tra le leghe per barre ad alta temperatura
| Proprietà | Hastelloy X (N06002) | Inconel 625 (N06625) | Inconel 718 (N07718) | Waspaloy (N07001) | 310 SS (S31000) | RA330 (N08330) |
|---|---|---|---|---|---|---|
| Temperatura massima di esercizio continuo (resistenza) | 1177°C | 816 °C | 704°C | 980°C | 1050 °C (solo ossidazione) | 1100 °C (solo ossidazione) |
| UTS a 871 °C (MPa) | 483 | 380 | 310 | 620 | 90 | 115 |
| YS a 871 °C (MPa) | 172 | 175 | 140 | 380 | 45 | 55 |
| Tensione di rottura a 1.000 ore a 871 °C (MPa) | 90 | 55 | 40 | 200 | 15 | 20 |
| Resistenza all'ossidazione a 1100 °C | Eccellente | Eccellente | Povero | Buono | Moderato | Buono |
| Resistenza alla carburazione | Buono | Buono | Moderato | Buono | Povero | Eccellente |
| Resistenza alla nitrurazione | Buono | Buono | Moderato | Buono | Povero | Buono |
| Saldabilità | Eccellente | Eccellente | Buono (problemi relativi alla salute e alla sicurezza) | Moderato | Buono | Buono |
| Specifiche delle barre AMS | AMS 5754 | AMS 5666 | AMS 5662/5663 | AMS 5544 | - | - |
| Costo relativo (bar per libbra) | Alto | Alto | Moderato-alto | Molto alto | Basso | Basso-Moderato |
Il confronto evidenzia che l'Hastelloy X occupa una nicchia prestazionale specifica tra le superleghe induribili per precipitazione più costose (Waspaloy, René 41), che offrono una resistenza più elevata a temperature moderate, e le leghe per alte temperature a base di ferro a costo inferiore (310 SS, RA330) che offrono resistenza all'ossidazione a livelli di resistenza inferiori. Per le applicazioni che richiedono sia una significativa resistenza strutturale sia una reale resistenza all'ossidazione a temperature superiori a 800 °C, l'Hastelloy X è la soluzione più conveniente nella tabella di confronto.
Hastelloy X e Inconel 625 per applicazioni con barre ad alta temperatura
Gli ingegneri si chiedono spesso se le barre in Inconel 625 possano sostituire l'Hastelloy X nelle applicazioni strutturali ad alta temperatura. La risposta dipende dalla temperatura di esercizio:
Al di sotto degli 816 °C, l'Inconel 625 e l'Hastelloy X presentano caratteristiche prestazionali simili, ma l'Inconel 625 offre una resistenza alla corrosione puntiforme e interstiziale nettamente superiore in ambienti clorurati grazie al suo maggiore contenuto di molibdeno. Per le applicazioni in questo intervallo di temperatura che comportano anche l'esposizione a liquidi o vapori corrosivi, l'Inconel 625 è spesso la scelta preferita.
Al di sopra degli 816 °C, l'Hastelloy X mantiene costantemente una resistenza strutturale superiore rispetto all'Inconel 625, che a tali temperature subisce un rapido rammollimento. Per un perno di supporto di una camera di combustione che opera a 950 °C non esiste praticamente alcuna alternativa valida all'Hastelloy X (o a una lega Waspaloy/René più costosa) poiché l'Inconel 625 richiederebbe sezioni trasversali molto più grandi per sostenere lo stesso carico a quella temperatura.
Hastelloy X e Waspaloy per applicazioni con barre ad alta temperatura
Il Waspaloy (UNS N07001, AMS 5544/5706/5707) offre una resistenza notevolmente superiore rispetto all'Hastelloy X a temperature fino a 980 °C, grazie alla sua marcata risposta di indurimento per precipitazione di gamma prime. Per i componenti rotanti — dischi di turbina, dischi di compressore, pale di turbina ad alta pressione — il vantaggio in termini di resistenza di Waspaloy, pari a 2–3 volte quella dell'Hastelloy X a temperatura, giustifica il suo prezzo 2–3 volte superiore.
Tuttavia, il Waspaloy presenta una saldabilità notevolmente inferiore rispetto all'Hastelloy X. Il precipitato gamma-prime che conferisce resistenza al Waspaloy lo rende anche suscettibile alla fessurazione da invecchiamento sotto sforzo nella zona termicamente alterata della saldatura. I componenti che richiedono un assemblaggio saldato o una riparazione in loco sono quindi più adatti all'Hastelloy X, che può essere saldato per fusione senza particolari precauzioni contro le cricche nella zona termicamente alterata (HAZ) e può essere ricotto dopo la saldatura in un semplice ciclo in forno senza il rischio di un deterioramento delle proprietà.
Consigliamo regolarmente ai clienti che stanno valutando se scegliere Waspaloy o Hastelloy X di concentrarsi su due domande: il componente viene saldato o riparato mediante saldatura durante il suo ciclo di vita? In caso affermativo, è decisamente preferibile l'Hastelloy X. Il componente è sottoposto principalmente a sollecitazioni di trazione a temperature superiori a 870 °C, dove ogni MPa di margine di resistenza è fondamentale? Se sì, la maggiore resistenza di Waspaloy compensa le difficoltà di lavorazione e i costi.
Quali sono i parametri di lavorazione e gli aspetti da considerare nella produzione delle barre in Hastelloy X?
La lavorazione della barra tonda in Hastelloy X presenta difficoltà simili a quelle delle altre superleghe al nichel — rapido incrudimento, bassa conducibilità termica ed elevata durezza a caldo — ma tali difficoltà sono gestibili con utensili, parametri e strategie di taglio adeguati.
Parametri di lavorazione consigliati per le barre in Hastelloy X
| Operazione | Materiale dell'utensile | Velocità di taglio | Velocità di alimentazione | Profondità di taglio | Liquido di raffreddamento |
|---|---|---|---|---|---|
| Tornitura grezza | Carburo C-2 (non rivestito o con rivestimento in TiN) | 25–50 piedi al minuto (7,5–15 m/min) | 0,008–0,018 IPR | 0.080–0.200" | Inondazione ad alta pressione |
| Finitura della tornitura | Carburo rivestito in TiAlN | 50–100 piedi quadrati al minuto (15–30 m/min) | 0,003–0,008 IPR | 0.015–0.040" | Inondazione ad alta pressione |
| Fresatura grezza | Fresa a candela in metallo duro integrale (a 4 taglienti) | 20–40 piedi quadrati al minuto (6–12 m/min) | 0,002–0,005" per dente | 0.040–0.120" | Nebulizzazione a flusso pieno o ad alta pressione |
| Fresatura di finitura | Carburo rivestito in TiAlN | 40–80 piedi al minuto (12–25 m/min) | 0,001–0,003" per dente | 0.010–0.030" | Alluvione |
| Perforazione | Cobalt M42 HSS o metallo duro integrale | 10–20 piedi quadrati al minuto (3–6 m/min) | 0,002–0,005 IPR | Diametro pieno | Si preferisce il mandrino passante ad alta pressione |
| Picchiettatura | Scanalatura a spirale HSS-Co | 8–15 m² | - | - | Fluido per incisione, applicabile a pennello |
| Rettifica | Mola vetrificata in CBN o Al₂O₃ | - | Avanzamento leggero, 0,001–0,003" per passata | Molto leggero | Inondazione abbondante — prevenire danni termici |
| Broccatura | HSS M42 | Molto lento (brocciatura a spinta) | - | 0,001–0,003" per dente | Alluvione |
Principi fondamentali di lavorazione meccanica dell'Hastelloy X
Mantenere il taglio continuo:
L'Hastelloy X subisce un incrudimento estremamente rapido quando l'utensile da taglio rimane fermo o sfrega contro il pezzo senza tagliare. Un utensile che si ferma in profondità crea uno strato indurito (fino a 250% della durezza di base nella zona vicino alla superficie) che causa la rottura dell'utensile nella passata successiva. È essenziale programmare percorsi utensile continui con movimenti di entrata e uscita graduali e mantenere il carico di truciolo anche nei movimenti di transizione.
Evitare sempre lo sfregamento degli utensili:
Gli utensili smussati che sfregheranno anziché tagliare causano lo stesso problema di incrudimento di una pausa di lavorazione. L'Hastelloy X richiede utensili affilati e sostituzioni frequenti degli inserti a intervalli più brevi rispetto a quelli utilizzati per l'acciaio inossidabile o l'acciaio al carbonio. Si consiglia di stabilire un numero fisso di passate per ogni tagliente dell'inserto sulla base di prove di taglio qualificate, anziché utilizzare gli inserti fino al loro cedimento visibile.
Liquido di raffreddamento ad alta pressione:
La bassa conducibilità termica dell'Hastelloy X (11,7 W/m·K a 100 °C) fa sì che il calore generato dal taglio si concentri sulla punta dell'utensile. L'erogazione di refrigerante ad alta pressione (700–1.000 psi nella zona di taglio) è l'intervento singolo più efficace per prolungare la durata dell'utensile: raffredda la zona di taglio e, al contempo, frantuma ed evacua i trucioli prima che si saldino nuovamente al pezzo (formazione di bave).
Utensili a rake positivo:
Gli inserti in carburo con geometria a angolo di spoglia positivo riducono le forze di taglio necessarie per asportare i trucioli di Hastelloy X, diminuendo la generazione di calore e la tendenza all'incrudimento rispetto agli utensili con angolo di spoglia negativo. Per le operazioni di tornitura, gli inserti a spoglia positiva con bordi affilati sono preferibili rispetto alle geometrie a spoglia fortemente negativa che potrebbero essere utilizzate per tagli interrotti nell'acciaio.
Quali procedure di saldatura si applicano nella realizzazione di barre in Hastelloy X per la produzione di assemblaggi?
Una delle caratteristiche più preziose dal punto di vista pratico dell'Hastelloy X è la sua eccezionale saldabilità tra le superleghe per alte temperature. Questa proprietà consente di saldare componenti lavorati a macchina in complessi assemblaggi prefabbricati — una capacità che distingue l'Hastelloy X dalle leghe induribili per precipitazione, che tendono a fessurarsi nella zona termicamente alterata della saldatura.
Processi di saldatura e metalli d'apporto per l'Hastelloy X
| Processo di saldatura | Metallo d'apporto utilizzabile | Classificazione AWS | Note |
|---|---|---|---|
| GTAW (TIG) | Materiale di apporto Hastelloy W o Hastelloy X | ERNiCrMo-2 (Hastelloy W) o equivalente | Si preferisce la saldatura GTAW per tutte le saldature su Hastelloy X |
| SMAW (bastone) | Elettrodo in Hastelloy X | ENiCrMo-2 | Saldatura in posizione su profilati pesanti |
| GMAW (MIG) | Filo ERNiCrMo-2 | ERNiCrMo-2 | Maggiore velocità di deposizione; qualità leggermente inferiore rispetto al GTAW |
| PAW (Arco di plasma) | Come nel GTAW | ERNiCrMo-2 | Saldatura di precisione; buon controllo della penetrazione |
| Fascio di elettroni | Autogeno (senza materiale di riempimento) | - | Giunti saldati di alta precisione per il settore aerospaziale |
Requisiti relativi alle procedure di saldatura dell'Hastelloy X
Preparazione prima della saldatura:
Tutte le superfici di giunzione e le aree adiacenti devono essere accuratamente sgrassate (passando prima un panno imbevuto di acetone e poi uno pulito) e ogni traccia di incrostazione di ossido deve essere rimossa mediante levigatura o decapaggio chimico. I composti contenenti zolfo provenienti da lubrificanti per la lavorazione meccanica, inchiostri per marcatori o utensili contaminati sono particolarmente pericolosi: anche una minima traccia di zolfo può causare la formazione di cricche a caldo nelle saldature in Hastelloy X.
Preriscaldamento:
A differenza dell'acciaio al carbonio, l'Hastelloy X non richiede un preriscaldamento per prevenire la criccatura da idrogeno. La procedura di preriscaldamento raccomandata consiste semplicemente nell'assicurarsi che il metallo di base raggiunga una temperatura minima di 16 °C (61 °F) superiore al punto di rugiada dell'ambiente — in sostanza, si tratta di un preriscaldamento finalizzato all'eliminazione dell'umidità piuttosto che di un preriscaldamento metallurgico.
Temperatura Interpass:
La temperatura massima tra i passaggi deve essere limitata a 177 °C (350 °F) per evitare un eccessivo accumulo di calore che favorisce l'ingrossamento dei grani e un prolungamento del tempo trascorso nell'intervallo di temperatura di sensibilizzazione (650–870 °C) durante la saldatura a più passaggi.
Spurgo posteriore:
Per le saldature in scanalatura a penetrazione completa su tubi in Hastelloy X, è necessario effettuare un lavaggio in controcorrente con argon 99.995% per impedire l'ossidazione della radice della saldatura sulla superficie interna. La contaminazione da ossidi della radice della saldatura riduce la resistenza alla corrosione e crea punti di inizio della fatica.
Trattamento termico post-saldatura:
L'Hastelloy X non richiede un trattamento termico post-saldatura (PWHT) per prevenire la formazione di cricche ritardate, a differenza di molti acciai ad alta resistenza. Tuttavia, si raccomanda un ricottura in soluzione post-saldatura a 1163 °C per le strutture destinate a servizi corrosivi o dove è richiesta la massima duttilità della zona di saldatura. Per le strutture che opereranno ad alta temperatura senza esposizione a liquidi corrosivi, lo stato post-saldatura è in genere accettabile senza PWHT.
Quali dimensioni personalizzate, tolleranze e finiture superficiali offre MWalloys per le barre?
MWalloys fornisce barre tonde in Hastelloy X certificate AMS 5754 in una gamma completa di dimensioni standard e personalizzate, con finiture superficiali e tolleranze di diametro adattate alle specifiche esigenze di lavorazione e controllo di ciascuna applicazione del cliente.
Gamma di diametri disponibili e classi di tolleranza standard
| Intervallo di diametro della barra | Tolleranza standard (secondo la norma AMS 2241) | Tolleranza di precisione | Note |
|---|---|---|---|
| 6 mm – 12 mm (1/4" – 1/2") | +0,000 / -0,13 mm (+0,000 / -0,005") | +0,000 / -0,05 mm | Diametro ridotto; tolleranza di precisione standard |
| 12 mm – 25 mm (1/2" – 1") | +0,000 / -0,25 mm (+0,000 / -0,010") | +0,000 / -0,10 mm | Gamma standard di lavorazioni meccaniche |
| 25 mm – 50 mm (1" – 2") | +0,000 / -0,38 mm (+0,000 / -0,015") | +0,000 / -0,18 mm | Gamma di dimensioni standard delle barre |
| 50 mm – 100 mm (2" – 4") | +0,000 / -0,51 mm (+0,000 / -0,020") | +0,000 / -0,25 mm | Lavorazione di pezzi con diametro maggiore e pareti più spesse |
| 100 mm – 200 mm (4" – 8") | +0,000 / -0,76 mm (+0,000 / -0,030") | +0,000 / -0,38 mm | Sezioni pesanti; rettilineità fondamentale |
| 200 mm – 400 mm (8" – 16") | +0,000 / -1,02 mm (+0,000 / -0,040") | Su richiesta | Pezzo grezzo di grandi dimensioni; disponibile su richiesta |
Opzioni relative alla lunghezza delle barre e alle condizioni della superficie
| Parametro | Opzioni standard | Opzioni personalizzate |
|---|---|---|
| Lunghezza (laminato standard) | 1.000–6.000 mm, lunghezza variabile | Taglio a misura ±3 mm |
| Lunghezza (taglio di precisione) | da ±1 mm a ±0,5 mm su richiesta | Per semilavorati di precisione con dimensioni simili a quelle del pezzo finito |
| Condizioni della superficie | Tornito e lucidato (standard AMS) | Sgusciato, macinato, macinato senza nocciolo |
| Rugosità della superficie | Ra 1,6–3,2 µm (tornito/sbucciato) | Ra 0,4–0,8 µm (rettificato con precisione) |
| Condizione finale | Taglio a sega (standard) | Rivestito e centrato su richiesta |
| Rettilineità | 3 mm ogni 1.000 mm (standard) | 1 mm ogni 1.000 mm (precisione) |
Servizi di lavorazione aggiuntivi offerti da MWalloys
Oltre alla fornitura di barre grezze, MWalloys è in grado di offrire:
- Ispezione a ultrasuoni: Controlli ultrasonici longitudinali e trasversali 100% secondo la norma ASTM A388 o le specifiche del cliente, con criteri di scarto definiti in base al disegno.
- Identificazione positiva del materiale (PMI): Verifica elementare tramite XRF di ogni sezione di barra per confermare la composizione della lega.
- Test di durezza: Prova di durezza Rockwell per lotto o per singolo pezzo, con i valori riportati nel certificato di collaudo.
- Nuova verifica chimica: Analisi di laboratorio OES o ICP effettuate da terzi per valutare la composizione chimica del prodotto, qualora siano necessarie ulteriori verifiche oltre a quelle previste dal MTR.
Quali certificazioni di qualità e documentazione accompagnano le barre in lega MWalloys AMS 5754?
Ogni spedizione di barre tonde in Hastelloy X certificate AMS 5754 da parte di MWalloys è accompagnata da un pacchetto di documentazione strutturato in modo da soddisfare i requisiti di ispezione in entrata dei principali appaltatori del settore aerospaziale, gli audit dei sistemi di gestione della qualità industriale e gli standard internazionali in materia di documentazione di progetto.
Pacchetto completo di documentazione per la barra in Hastelloy X AMS 5754
| Documento | Contenuto | Standard/Requisiti |
|---|---|---|
| Rapporto di prova del materiale (MTR) | Analisi chimica completa secondo la norma UNS N06002, numero di colata, procedura di fusione, registro del trattamento termico, risultati delle prove di trazione (resistenza alla trazione, limite di snervamento, allungamento, rugosità superficiale), dimensione dei grani | AMS 5754 |
| Certificato di conformità (C of C) | Dichiarazione scritta di conformità alla norma AMS 5754, lettera di revisione, con firma del responsabile della qualità autorizzato | AMS 5754 |
| Certificato di durezza | Durezza Brinell o Rockwell misurata per ogni lotto | ASTM E18 |
| Rapporto della prova di trazione | Dati completi della prova di trazione, comprese le dimensioni del provino, la lunghezza di riferimento e la temperatura di prova | ASTM E8 |
| Rapporto sulla granulometria | Indice granulometrico ASTM secondo la norma ASTM E112, che conferma una granulometria pari a ASTM 3 o più fine | ASTM E112 |
| Rapporto di ispezione dimensionale | Diametro, lunghezza, rettilineità e finitura superficiale misurati | AMS 2241 |
| Marcatura del numero di serie | Stampa sull'estremità del manubrio o stencil di verniciatura del numero di serie per la tracciabilità | AMS 5754 |
| Certificato EN 10204 3.1 | Documento di ispezione in formato europeo con riferimento a un ispettore indipendente (su richiesta) | EN ISO 10204 |
| Dichiarazione di conformità al DFARS | Certificazione relativa alla fusione e alla produzione sul territorio nazionale per i programmi della difesa degli Stati Uniti | 48 CFR 252.225-7009 |
| Dichiarazione di origine | Identificazione del paese di produzione ai fini della conformità alle norme di importazione | Requisiti dei clienti/normativi |
Condizioni generali di fornitura e informazioni sugli ordini di MWalloys
MWalloys è strutturata per servire i clienti in tutti i principali mercati industriali e aerospaziali a livello globale, con condizioni di fornitura pensate per ridurre al minimo le difficoltà di approvvigionamento e garantire una consegna affidabile di barre in Hastelloy X certificate.
Condizioni di ordine e fornitura
| Termine | Dettagli |
|---|---|
| Quantità minima d'ordine | Nessun quantitativo minimo: si accettano ordini da una singola barra fino a quantità di produzione complete |
| Tempi di consegna standard | 10–25 giorni per le misure standard; 25–40 giorni per diametri o lunghezze non standard |
| Consegna espressa / prioritaria | 7–12 giorni per interventi AOG e di manutenzione d'emergenza (verificare la disponibilità a magazzino) |
| Condizioni di pagamento (primo ordine) | Bonifico telegrafico (T/T): acconto del 30% alla conferma dell'ordine, saldo del 70% prima della spedizione |
| Condizioni di pagamento (clienti con conto aperto) | 30 giorni netti dalla data della fattura, previa approvazione del credito |
| Lettera di credito | Consegna gratuita per ordini superiori a 30.000 USD |
| Tempi di risposta alle richieste di preventivo | Spedizione in giornata per le taglie standard; entro 24 ore per le specifiche personalizzate |
Servizi di spedizione e logistica
| Modalità di spedizione | Tempo di transito | Adatto a |
|---|---|---|
| Trasporto aereo internazionale (corriere espresso) | 1–4 giorni | Forniture di emergenza, piccole quantità, componenti di alto valore |
| Trasporto aereo internazionale (standard) | 3–7 giorni | Forniture regolari, quantità di prototipi |
| Trasporto marittimo (FCL — carico completo) | Da 18 a 45 giorni a seconda della destinazione | Ordini di grandi volumi, forniture per la produzione |
| Trasporto marittimo (LCL — carico parziale) | 22–45 giorni | Quantità medie, forniture non urgenti |
| Trasporto terrestre (Nord America) | 3–8 giorni | Consegna negli Stati Uniti continentali, in Canada e in Messico |
| Trasporto terrestre (Europa) | 4–10 giorni | Consegna ai clienti europei |
| Corriere (DHL, FedEx, UPS) | 2–5 giorni per le spedizioni internazionali | Piccoli pacchi, documentazione, prototipi |
Incoterms disponibili: EXW, FOB, CIF, CIP, DAP, DDP — per individuare la formula più adatta alle esigenze logistiche di importazione di ciascun cliente.
Regioni e mercati serviti
MWalloys fornisce barre tonde in Hastelloy X (AMS 5754) a clienti in oltre 65 paesi. I principali mercati di riferimento includono:
| Regione | Principali settori di riferimento |
|---|---|
| Nord America (Stati Uniti, Canada) | Produttori OEM del settore aerospaziale, manutenzione, riparazione e revisione (MRO) di turbine a gas, produttori OEM di forni industriali, settore della difesa |
| Europa (Regno Unito, Germania, Francia, Italia, Scandinavia) | Produttori OEM del settore aerospaziale, produzione di energia, lavorazione chimica, ricerca |
| Medio Oriente (Emirati Arabi Uniti, Arabia Saudita, Qatar) | Trattamento del gas, produzione di energia elettrica, petrolio e gas |
| Asia-Pacifico (Singapore, Giappone, Corea del Sud, Australia) | Manutenzione, riparazione e revisione (MRO) nel settore aerospaziale, produzione industriale, istituti di ricerca |
| Cina | Componenti aerospaziali, forni industriali, energia |
| India | Produzione di turbine a gas, riscaldamento industriale, difesa |
| America Latina (Brasile, Messico) | Manutenzione aerospaziale, lavorazione di petrolio e gas |
Domande frequenti sulla barra tonda in Hastelloy X
1: Qual è la temperatura massima di esercizio continuo per le barre tonde in Hastelloy X nelle applicazioni strutturali?
La temperatura massima di esercizio continuo raccomandata per le barre tonde in Hastelloy X in applicazioni strutturali portanti è di circa 1177 °C (2150 °F) in atmosfere ossidanti, con il limite pratico di progettazione strutturale determinato dalle proprietà di scorrimento e rottura per sollecitazione che diventano limitanti al di sopra di circa 1093 °C (2000 °F) per i componenti sottoposti a carichi significativi e prolungati. Al di sotto di circa 982 °C (1800 °F), l'Hastelloy X mantiene una resistenza alla rottura sotto sforzo tale da consentire la realizzazione di progetti strutturali pratici in applicazioni quali turbine a gas e forni industriali. Tra 982 °C e 1177 °C, la lega continua a funzionare dal punto di vista strutturale, ma le sollecitazioni di progetto devono essere ridotte a livelli molto bassi (inferiori a 20 MPa per una durata a rottura di 1.000 ore a 1093 °C), il che limita il componente a ruoli strutturali con carichi leggeri come ganci, guide e staffe a bassa sollecitazione. Per il servizio intermittente — cicli termici piuttosto che mantenimento continuo — i componenti in Hastelloy X hanno dimostrato prestazioni accettabili fino a una temperatura di picco di 1200 °C in ambienti di prova con turbine a gas. Al di sopra di 1177 °C, la patina protettiva di Cr₂O₃ inizia a formare CrO₃ volatile nell’aria a velocità elevate del gas, riducendo la protezione dall’ossidazione. Noi di MWalloys forniamo ai clienti tabelle complete di rottura per sollecitazione e supporto per i calcoli di progettazione quando le temperature di applicazione si avvicinano a questi limiti.
2: In che modo le barre in Hastelloy X AMS 5754 differiscono dalle barre ASTM B572?
Sia la norma AMS 5754 che la norma ASTM B572 specificano la barra in Hastelloy X (UNS N06002) in stato di ricottura in soluzione con requisiti chimici equivalenti, ma la norma AMS 5754 impone requisiti di qualità, collaudo e documentazione significativamente più rigorosi, obbligatori per le applicazioni aerospaziali e di difesa, mentre la norma ASTM B572 offre un percorso di certificazione di livello industriale a costo inferiore per usi non aerospaziali. Tra le differenze specifiche figurano: la norma AMS 5754 richiede la verifica della granulometria secondo la norma ASTM E112 (ASTM 3 o più fine), mentre la norma ASTM B572 non specifica limiti di granulometria; la norma AMS 5754 impone prove di trazione lotto per lotto, mentre la norma ASTM B572 consente prove meno frequenti; AMS 5754 richiede tolleranze dimensionali secondo AMS 2241, mentre B572 fa riferimento ai requisiti generali ASTM B880; e i rapporti di prova dei materiali AMS 5754 devono includere tutti i dati di prova firmati da un rappresentante della qualità autorizzato conforme alla norma AS9100 o a un sistema di gestione della qualità equivalente. Per i componenti di forni industriali, le apparecchiature per processi chimici e l'hardware non destinato al volo, il materiale certificato ASTM B572 offre prestazioni della lega identiche a quelle del materiale AMS 5754 a un costo di certificazione inferiore. Per qualsiasi applicazione aerospaziale, di difesa o critica per il volo, l'AMS 5754 è la specifica corretta e non negoziabile. MWalloys dispone di entrambi i livelli di certificazione e confermerà con i clienti quale specifica è appropriata prima di elaborare qualsiasi ordine.
3: È possibile utilizzare barre tonde in Hastelloy X in forni di cementazione?
L'Hastelloy X offre una buona resistenza alla carburazione in atmosfere carburanti a temperature fino a circa 1000 °C, ma per le condizioni di carburazione più estreme — elevata attività del carbonio, temperature superiori a 950 °C, tempi di esposizione molto lunghi — le leghe con un contenuto di nichel più elevato, come Haynes 214 o Incoloy 800HT, offrono una resistenza alla carburazione superiore. La resistenza alla cementazione dell'Hastelloy X deriva dal suo contenuto di cromo, che forma una barriera di Cr₂O₃ in grado di limitare la penetrazione del carbonio, unita alla relativamente bassa affinità del nichel per il carbonio rispetto al ferro. In pratica, i dispositivi di fissaggio, i ganci e le barre di supporto in Hastelloy X nei forni di cementazione che operano a 900–950 °C dimostrano cicli di vita accettabili, misurati in centinaia o migliaia di ore, prima che la profondità di penetrazione del carbonio diventi meccanicamente significativa. Per cicli di carburazione estremamente lunghi (superiori a 3.000 ore) ad alto potenziale di carbonio (Cp superiore a 1,2%), gli ingegneri dovrebbero valutare leghe specificamente ottimizzate per la resistenza alla carburazione. MWalloys può fornire, su richiesta, tabelle comparative dei dati di resistenza alla carburazione e assistere nel determinare se l'Hastelloy X o un'alternativa con maggiore contenuto di nichel sia la specifica appropriata per le condizioni specifiche del forno di carburazione.
4: Qual è la quantità minima d'ordine per le barre tonde personalizzate in Hastelloy X di MWalloys?
MWalloys non prevede un quantitativo minimo d'ordine per le barre tonde in Hastelloy X AMS 5754: forniamo sia singole barre tagliate alla lunghezza specificata dal cliente sia ordini completi per tonnellate, con la documentazione completa relativa alla norma AMS 5754 fornita indipendentemente dall'entità dell'ordine. Questa politica è stata specificatamente concepita per supportare i programmi di prototipazione nel settore aerospaziale, le operazioni di manutenzione e riparazione (MRO) che richiedono barre singole di ricambio e gli istituti di ricerca impegnati nello sviluppo di nuovi progetti di componenti per alte temperature. Gli ordini di singole barre di diametro standard disponibili a magazzino possono essere generalmente spediti entro 5–10 giorni lavorativi. Per diametri non standard o barre di grandi dimensioni non presenti nel magazzino, si applicano quantità minime pari alla lunghezza intera di una barra (in genere 1.000–3.000 mm a seconda del diametro) fornite direttamente dalla fabbrica. Gli ordini di prototipi per lo sviluppo di nuovi componenti ricevono lo stesso pacchetto di documentazione di certificazione AMS 5754 della fornitura di produzione, consentendo ai clienti di utilizzare il materiale prototipale sia per le prove di produzione che per i test di qualificazione senza la necessità di ordinare separatamente materiale di qualificazione di produzione. Contattate MWalloys con le vostre specifiche esigenze di diametro, lunghezza e quantità per un preventivo in giornata.
5: Quali sono le prestazioni dell'Hastelloy X nelle atmosfere dei forni di nitrurazione rispetto agli accessori in acciaio inossidabile?
L'Hastelloy X offre prestazioni nettamente superiori rispetto agli acciai inossidabili austenitici standard (304, 316, 310) negli ambienti dei forni di nitrurazione, poiché il suo elevato contenuto di cromo (20,5–23%) forma una barriera stabile di ossido/nitruro di cromo che resiste all’ingresso di azoto, mentre i dispositivi di fissaggio in acciaio inossidabile standard si infragiliscono progressivamente a causa dell’assorbimento di azoto, richiedendo infine la sostituzione dopo 20–50 cicli di nitrurazione. I forni di nitrurazione che funzionano in atmosfera di ammoniaca a temperature comprese tra 500 e 600 °C espongono i materiali dei supporti a un'elevata attività dell'azoto che provoca un progressivo assorbimento di azoto e la formazione di nitruro di ferro nelle leghe a base di ferro, causando fragilità, deformazione e instabilità dimensionale nel corso di cicli ripetuti. I supporti in Hastelloy X resistono in genere a 200–500 cicli di nitrurazione prima di dover essere sostituiti, rispetto ai 20–80 cicli dei supporti in acciaio inossidabile 310 in condizioni di servizio equivalenti. I vantaggi economici sono chiaramente a favore dell’Hastelloy X nelle operazioni di nitrurazione ad alto numero di cicli, nonostante il costo iniziale del materiale sia più elevato. Per i processi di nitrurazione a gas (temperatura più bassa, 495–525 °C) e di nitrurazione al plasma, il vantaggio in termini di durata dei dispositivi in Hastelloy X rispetto all'acciaio inossidabile è in qualche modo ridotto, ma rimane significativo per le operazioni di nitrurazione su scala industriale. MWalloys fornisce barre di Hastelloy X specificamente per la fabbricazione di dispositivi di fissaggio per la nitrurazione e può fornire dati documentati sul confronto della durata dei dispositivi di fissaggio basati sul feedback dei clienti.
6: Quale metallo d'apporto si dovrebbe utilizzare per saldare tra loro componenti in Hastelloy X?
Il metallo d'apporto standard raccomandato per la saldatura di componenti in barre di Hastelloy X è l'Hastelloy W (ERNiMo-3, AWS A5.14), specificamente formulato per saldare l'Hastelloy X e in grado di fornire buone proprietà meccaniche alle alte temperature e resistenza all'ossidazione nel deposito di saldatura, sebbene il metallo d'apporto Hastelloy X corrispondente (se disponibile) possa essere preferibile per applicazioni che richiedono una resistenza alla corrosione identica sia per il metallo di base che per il metallo di saldatura. Il filo di apporto Hastelloy W è stato sviluppato appositamente per le lavorazioni in Hastelloy X e risponde alla sfida più critica nella saldatura: prevenire la fessurazione a caldo del metallo saldato, garantendo un'adeguata duttilità durante la solidificazione del bagno di fusione e mantenendo al contempo le proprietà utili alle alte temperature. Per i passaggi di radice GTAW nelle lavorazioni di tubi in Hastelloy X, il filo Hastelloy W con diametro di 1/16" o 3/32" è la scelta standard. Per i passaggi di riempimento e di copertura SMAW su sezioni più pesanti, gli elettrodi rivestiti ENiMo-3 forniscono proprietà del metallo saldato equivalenti. Il materiale di apporto Inconel 625 (ERNiCrMo-3) viene talvolta utilizzato come alternativa quando l'Hastelloy W non è disponibile, poiché fornisce prestazioni adeguate a temperature elevate a breve termine, sebbene non corrisponda esattamente alle proprietà del metallo di base Hastelloy X. Tutte le saldature devono essere eseguite con protezione ad argon o argon-elio (le aggiunte di elio migliorano la penetrazione della saldatura) e l'elettrodo di tungsteno deve essere in tungsteno puro o tungsteno toriato; per la saldatura GTAW è preferibile il tungsteno ceriato o lantanato per ridurre al minimo le inclusioni di tungsteno nella saldatura.
7: La barra tonda in Hastelloy X richiede particolari accorgimenti per lo stoccaggio o la movimentazione prima della lavorazione?
Le barre tonde in Hastelloy X devono essere conservate in un locale pulito e asciutto, al riparo dal contatto con metalli a basso punto di fusione (rame, piombo, zinco, stagno) e composti contenenti alogenuri; non sono necessari particolari controlli dell'umidità o della temperatura oltre alle normali condizioni di un magazzino al coperto. A differenza delle barre in acciaio al carbonio, che richiedono un rivestimento con olio antiruggine per lo stoccaggio all'aria aperta, il contenuto di cromo dell'Hastelloy X forma una pellicola di ossido passiva naturale che previene la corrosione atmosferica senza necessità di ulteriori protezioni superficiali. Il requisito di stoccaggio più critico è la separazione da altri materiali metallici: il contatto con scaffali in acciaio zincato, raccordi o elementi di fissaggio contenenti rame o materiali di marcatura a base di piombo crea coppie galvaniche che possono causare macchie superficiali o, in rari casi di umidità prolungata, corrosione molto localizzata nei punti di contatto. Prima della lavorazione, tutte le barre devono essere pulite da polvere, fluidi da taglio derivanti dalla movimentazione o contaminazioni superficiali utilizzando salviette imbevute di acetone o solvente MEK, poiché la contaminazione residua può causare difetti superficiali durante le prime passate di lavorazione. Le barre che presentano segni visibili di corrosione, ammaccature o danni meccanici devono essere isolate e ispezionate prima dell'uso, sebbene questa situazione sia essenzialmente rara nel materiale certificato AMS 5754 correttamente immagazzinato e maneggiato.
8: Quali tolleranze dimensionali è possibile ottenere nella rettifica senza centri di barre tonde in Hastelloy X con diametri di precisione?
È possibile produrre barre tonde in Hastelloy X rettificate senza centri con tolleranze di diametro pari a ±0,013 mm (±0,0005") per diametri inferiori a 25 mm e ±0,025 mm (±0,001") per diametri fino a 100 mm, con valori di rugosità superficiale compresi tra Ra 0,4 e 0,8 µm (16–32 µin), rendendo la barra rettificata di precisione adatta come materia prima near-net-shape per componenti torniti a tolleranza stretta. La rettifica senza centri dell'Hastelloy X richiede un attento controllo della scelta della mola, della velocità di lavorazione e della portata del refrigerante, poiché la tendenza dell'lega all'incrudimento richiede che ogni passata di rettifica rimuova il materiale in un unico truciolo continuo anziché mediante sfregamento, al fine di evitare sbavature e indurimento superficiale. Le mole con legante vetrificato all'ossido di alluminio o le mole CBN garantiscono la migliore qualità superficiale sull'Hastelloy X. Il refrigerante di rettifica deve essere applicato ad alte portate sia per prevenire danni termici alla superficie del pezzo, sia per espellere i trucioli di rettifica dalla zona di contatto, poiché i trucioli di Hastelloy X possono reincorporarsi nella superficie del pezzo se non vengono rimossi immediatamente. MWalloys offre barre tonde in Hastelloy X rettificate senza centri come servizio a valore aggiunto, producendo materiale grezzo rettificato con precisione che riduce i tempi di lavorazione e l'usura degli utensili nelle successive operazioni di tornitura, fornendo una superficie di partenza pulita e uniforme entro tolleranze di diametro ristrette.
9: L'Hastelloy X è omologato per l'impiego nelle applicazioni previste dal codice ASME relativo ai recipienti a pressione e alle tubazioni?
L'Hastelloy X (UNS N06002) è omologato per l'impiego in recipienti a pressione e tubazioni ASME ai sensi della Sezione VIII, Divisione 1, dell'ASME e della norma ASME B31.3, nella forma di barre (ASME SB-572) elencata nelle tabelle dei materiali ammessi insieme ai valori di sollecitazione di progetto validi nell’intervallo di temperatura qualificato della lega. Ai sensi della Sezione II Parte B dell'ASME, le barre in Hastelloy X sono incluse nella tabella UHA-23 con i valori di sollecitazione ammissibili per temperature che vanno da quella ambiente fino all'intervallo delle temperature elevate. La specifica ASME SB-572 (adattamento ASME della norma ASTM B572) fornisce la base materiale per i calcoli previsti dal codice sui recipienti a pressione. Gli ingegneri che progettano recipienti a pressione o componenti di tubazioni di processo in barre di Hastelloy X dovrebbero utilizzare i valori di sollecitazione ammissibili dell'edizione corrente della Sezione II Parte D dell'ASME (Tabelle delle sollecitazioni) piuttosto che effettuare calcoli basati sulle proprietà di trazione nominali, poiché i valori ammissibili previsti dal codice includono fattori relativi al comportamento a lungo termine che i valori delle proprietà nominali non riflettono. Per le applicazioni aerospaziali soggette alla giurisdizione della FAA o dell'EASA, la certificazione AMS 5754 è lo standard di qualificazione pertinente, che è separato dai codici ASME e non è intercambiabile con essi. MWalloys è in grado di fornire barre in Hastelloy X con una o entrambe le certificazioni AMS 5754 e ASTM B572 / ASME SB-572 su un unico documento MTR quando è richiesta la conformità sia alle norme aerospaziali che a quelle relative ai recipienti a pressione.
10: In che modo gli ingegneri dovrebbero tenere conto della dilatazione termica nei componenti in barre di Hastelloy X che operano ad alte temperature?
Gli ingegneri devono tenere conto della significativa variazione dimensionale dei componenti in Hastelloy X alla temperatura di esercizio, progettando adeguati giochi di dilatazione termica, utilizzando sistemi di fissaggio scorrevoli o flottanti e calcolando la dilatazione differenziale quando i componenti in Hastelloy X sono a contatto con materiali dissimili: la lega si dilata di circa 15,8 µm/m·°C tra la temperatura ambiente e gli 870 °C, il che significa che una barra di 1 metro che opera a 870 °C si allunga di circa 13,4 mm rispetto alla sua dimensione a temperatura ambiente. Il coefficiente di dilatazione termica dell'Hastelloy X (13,3 µm/m·°C a 21–93 °C, con un aumento fino a 15,8 µm/m·°C a 21–870 °C) è leggermente inferiore a quello dell’acciaio inossidabile austenitico (17–18 µm/m·°C) ma significativamente superiore a quello dell’acciaio al carbonio (11–12 µm/m·°C). Quando i componenti in Hastelloy X vengono imbullonati a strutture in acciaio al carbonio in un forno ad alta temperatura, la dilatazione termica differenziale crea una sollecitazione significativa sul giunto bullonato: l’Hastelloy X tende a espandersi più di quanto la struttura in acciaio al carbonio gli consenta. Le soluzioni includono: l'utilizzo di fori di montaggio asolati che consentono la libera espansione termica nella direzione termica dominante; la scelta di elementi di fissaggio in Hastelloy X per giunti da Hastelloy X a Hastelloy X (espansione corrispondente); l'incorporazione di soffietti o anelli di espansione nei tratti di tubazione in Hastelloy X; e la progettazione delle lunghezze dei componenti per garantire che l'espansione termica non causi contatto o attrito nelle strutture adiacenti. MWalloys fornisce tabelle di dati sull'espansione termica e supporto per il calcolo di base delle sollecitazioni termiche ai clienti che sviluppano progetti di forni ad alta temperatura utilizzando barre in Hastelloy X.
Riferimenti verificabili
Per la preparazione di questo articolo tecnico sono state consultate le seguenti fonti, verificabili in modo indipendente da ingegneri e specialisti degli appalti:
- Haynes International. Scheda tecnica della lega Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- SAE International. AMS 5754: lega di nichel, resistente alla corrosione e al calore, barre, tondini e fili, 47Ni-22Cr-18Fe-9Mo, ricotta in soluzione. SAE International, Warrendale, PA. Revisione attuale.
- SAE International. AMS 5536: lega di nichel, resistente alla corrosione e al calore, in fogli, nastri e lastre, 47Ni-22Cr-18Fe-9Mo, ricotta in soluzione. SAE International, Warrendale, PA. Revisione attuale.
- ASTM International. ASTM B572: Specifiche standard per barre in lega UNS N06002, UNS N06230, UNS N12160 e UNS R30556. ASTM International, West Conshohocken, PA.
- SAE International. AMS 5798: lega di nichel, resistente alla corrosione e al calore, filo per saldatura, 47Ni-22Cr-18Fe-9Mo. SAE International, Warrendale, PA.
- ASME International. ASME Sezione II Parte B: Specifiche per i materiali non ferrosi (SB-572 per barre in Hastelloy X). ASME, New York, NY. Edizione attuale.
- ASME International. ASME Sezione II Parte D: Proprietà (Tabelle delle sollecitazioni massime ammissibili per l'UNS N06002). ASME, New York, NY. Edizione attuale.
- ASTM International. ASTM E112: Metodi di prova standard per la determinazione della granulometria media. ASTM International, West Conshohocken, PA.
- SAE International. AMS 2241: Tolleranze per barre, tondini e fili in nichel, leghe di nichel e leghe di cobalto. SAE International, Warrendale, PA.
- Donachie, M.J. e Donachie, S.J. Superleghe: Guida tecnica, 2a edizione. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Le Superleghe: Fondamenti e applicazioni. Cambridge University Press, Cambridge, Regno Unito, 2006. ISBN: 978-0-521-07011-9
- Davis, J.R. (a cura di). Materiali resistenti al calore (Manuale specialistico ASM). ASM International, Materials Park, Ohio, 1997. ISBN: 0-87170-596-6
- Società americana di saldatura. AWS A5.14: Specifiche per elettrodi e bacchette di saldatura nudi in nichel e leghe di nichel (ERNiMo-3 — materiale di apporto Hastelloy W). AWS, Miami, Florida. Edizione attuale.
- SAE International. AMS 5544: Lega di nichel, resistente alla corrosione e al calore, barre, pezzi forgiati e anelli, 58Ni-19Cr-13,5Co-4,3Mo-3Ti-1,4Al, trattata termicamente per soluzione e indurita per precipitazione (Waspaloy). SAE International.
- Manuale dei dati di lavorazione, 3a edizione. Centro dati sulla lavorabilità, Cincinnati, Ohio. (Parametri di taglio per superleghe a base di nichel, tra cui l'Hastelloy X)
