MWalloys è un'azienda certificata Hastelloy X Produttore di lamiere che fornisce lamiere e piastre per alte temperature certificate AMS 5536 con spessori compresi tra 0,5 mm e 50 mm, senza quantità minima d’ordine, consegna in 10–40 giorni, pagamento tramite bonifico bancario (T/T) per i primi ordini e spedizione in tutto il mondo via aerea, marittima o terrestre. La lastra in Hastelloy X certificata AMS 5536 è il materiale di riferimento per i rivestimenti delle camere di combustione delle turbine a gas, i componenti dei forni industriali, gli scudi termici aerospaziali e i pannelli strutturali per alte temperature che devono mantenere la resistenza all'ossidazione e l'integrità strutturale a temperature del metallo che raggiungono i 1200 °C. Nessun altro materiale in fogli o lastre disponibile in commercio eguaglia questa combinazione di lavorabilità, saldabilità e prestazioni sostenute ad alta temperatura in un unico prodotto certificato.
Se il tuo progetto richiede l'uso di lamiere in Hastelloy X, puoi contattateci per un preventivo gratuito.
Che cos'è la lamiera in Hastelloy X e perché è importante la certificazione AMS 5536?
Per "piastra in Hastelloy X" si intende la lega laminata a freddo di nichel-cromo-ferro-molibdeno UNS N06002, prodotta in forma di lamiere e piastre, certificata secondo la norma AMS 5536 — la specifica SAE International per i materiali aerospaziali che disciplina questo prodotto. La lega è stata sviluppata da Haynes International ed è in produzione commerciale continua dagli anni '50, accumulando un track record operativo nei motori a turbina a gas e nei sistemi industriali ad alta temperatura che nessuna lega alternativa ha eguagliato nello stesso periodo.
L'importanza della certificazione AMS 5536 va ben oltre una semplice verifica dell'identità della lega. Quando un produttore di lamiere certifica il materiale secondo la norma AMS 5536, conferma la conformità a una serie completa di requisiti: composizione chimica controllata entro i limiti UNS N06002, trattamento termico di ricottura in soluzione nell'intervallo di temperatura specificato, proprietà minime di trazione verificate tramite prove a lotto, conformità della granulometria, tolleranze dimensionali secondo la norma applicabile, requisiti relativi alle condizioni superficiali e una catena di documentazione che garantisce la completa tracciabilità dalla fusione grezza alla lamiera finita. Questo livello di qualificazione è ciò che differenzia la lamiera Hastelloy X di grado aerospaziale dalla lamiera generica in lega per alte temperature che può recare lo stesso nome di lega ma non possiede il rigore di prova e la documentazione richiesti dalle applicazioni critiche per la sicurezza.
La forma fisica — lamiere e piastre — costituisce il punto di partenza per la maggior parte dei componenti lavorati destinati alle alte temperature. I rivestimenti delle camere di combustione vengono ricavati da lamiere, per poi essere saldati in assemblaggi cilindrici. Gli scudi termici vengono stampati o idroformati da lamiere grezze. I pannelli del muffolo del forno vengono tagliati dalla lastra, sagomati e saldati in strutture a scatola. I condotti di transizione vengono laminati dalla lastra. In ogni caso, la capacità di produrre geometrie tridimensionali complesse da materiale piatto attraverso operazioni di formatura e saldatura è il vantaggio produttivo che determina la scelta di lamiere e lastre rispetto a forme di prodotto alternative come barre o pezzi forgiati.

Noi di MWalloys forniamo lamiere e piastre in Hastelloy X certificate AMS 5536 a produttori OEM di turbine a gas, fornitori di primo livello del settore aerospaziale, produttori di forni industriali e istituti di ricerca nei cinque continenti. Il requisito tecnico comune a tutti questi clienti è lo stesso: materiale certificato con documentazione completa, consegnato nei tempi previsti, che in servizio si comporti esattamente come previsto dai dati della lega. Soddisfare costantemente tale requisito è ciò che contraddistingue un produttore competente di piastre in Hastelloy X.
Leggi anche: Barra tonda in Hastelloy X: stock personalizzato certificato AMS 5754 per alte temperature
Principali proprietà fisiche delle lamiere e delle lastre in Hastelloy X
| Proprietà | Valore | Rilevanza per le applicazioni ingegneristiche |
|---|---|---|
| Densità | 8,22 g/cm³ (0,297 lb/in³) | Calcoli del peso per unità di superficie per pannelli strutturali |
| Intervallo di fusione | 1260–1355 °C (2300–2470 °F) | Conferma un margine di stabilità termica superiore alla temperatura di esercizio |
| Conduttività termica | 11,7 W/m·K a 100 °C; 19,0 W/m·K a 700 °C | Fondamentale per il calcolo dei gradienti termici nella progettazione del rivestimento della camera di combustione |
| Calore specifico | 461 J/kg·K a temperatura ambiente | Calcoli della massa termica per i pannelli dei forni a ciclo rapido |
| Coefficiente di espansione termica | 13,9 µm/m·°C a 200 °C; 15,8 µm/m·°C a 870 °C | Determina le dimensioni dei giunti di dilatazione e la progettazione degli spazi liberi |
| Resistività elettrica | 1,18 µΩ·m a 21 °C | Guida alla progettazione di elementi riscaldanti a resistenza |
| Modulo di elasticità | 197 GPa a 21 °C; 152 GPa a 870 °C | Calcoli della deflessione e dell'instabilità dei pannelli in funzione della temperatura |
| Emissività (superficie ossidata) | 0,80–0,85 ad alta temperatura | Calcoli della radiazione termica per la modellazione termica della camera di combustione |
I valori di conducibilità termica evidenziano un aspetto pratico importante per i progettisti di rivestimenti per camere di combustione e schermi termici. L'Hastelloy X conduce il calore a una velocità pari a circa la metà di quella dell'acciaio al carbonio a temperature equivalenti. Ciò significa che i gradienti di temperatura attraverso lo spessore della parete di un rivestimento della camera di combustione in Hastelloy X sono più ripidi rispetto ai gradienti equivalenti nelle strutture in acciaio — un fattore che influisce sia sui calcoli delle sollecitazioni termiche sia sull'efficacia di raffreddamento dei sistemi a impatto o a convezione applicati al lato freddo del rivestimento.
Il valore dell'emissività è particolarmente rilevante nella modellizzazione delle camere di combustione delle turbine a gas, dove il trasferimento di calore per irraggiamento tra il flusso di gas caldo, la fiamma di combustione e la parete del rivestimento contribuisce in modo significativo al carico termico totale. Un'emissività compresa tra 0,80 e 0,85 per la superficie ossidata dell'Hastelloy X è significativamente più alta rispetto ai metalli lucidati e deve essere utilizzata nei modelli di trasferimento di calore per irraggiamento, anziché ipotizzare una superficie metallica a bassa emissività.
Quali sono tutti i requisiti della norma AMS 5536 per le lamiere e le lastre in Hastelloy X?
La norma AMS 5536 è la specifica SAE International di riferimento per l'Hastelloy X in forma di lamiere, nastri e piastre. Il titolo completo della specifica recita: "Lega di nichel, resistente alla corrosione e al calore, in fogli, nastri e piastre, 47Ni-22Cr-18Fe-9Mo, ricotta in soluzione." Gli specialisti degli acquisti e gli ingegneri della qualità devono comprendere l'intero ambito di applicazione della norma AMS 5536 per redigere specifiche di acquisto conformi e valutare correttamente le certificazioni dei materiali in entrata.
Moduli relativi ai prodotti contemplati dalla norma AMS 5536
La norma AMS 5536 riguarda tre diverse forme di prodotti laminati piatti con limiti di spessore differenti:
| Forma del prodotto | Definizione di spessore | Gamma di larghezza | Applicazioni tipiche |
|---|---|---|---|
| Foglio | da 0,10 mm a 4,76 mm (da 0,004" a 0,187") | Qualsiasi larghezza | Rivestimenti per camere di combustione, schermi termici, pannelli sagomati |
| Striscia | Spessore inferiore a 4,76 mm E larghezza inferiore a 305 mm | Fino a 304 mm | Pezzi stampati, strisce di tenuta, bordature |
| Piatto | Superiore a 4,76 mm (superiore a 0,187") | Qualsiasi larghezza | Pannelli strutturali, componenti lavorati, strutture in lamiera di grosso spessore |
Requisiti tecnici completi per l'AMS 5536
| Requisiti | Parametro di specifica | Criterio/Standard di riferimento |
|---|---|---|
| Composizione chimica | Analisi completa secondo la norma UNS N06002, come da Tabella 1 della norma AMS 5536 | Analisi termica + analisi di controllo del prodotto |
| Condizioni di trattamento termico | Tempera in soluzione: 1163 °C ±14 °C (2125 °F ±25 °F) | Documentazione relativa ai forni a mulino secondo la norma AMS 2770 |
| UTS (minimo) | 690 MPa (100 ksi) | ASTM E8 (trasversale o longitudinale) |
| 0,21 TP3T Limite di snervamento (minimo) | 276 MPa (40 ksi) | ASTM E8 |
| Allungamento (minimo) | 35% con passo da 2" (50 mm) | ASTM E8 |
| Dimensione dei grani | ASTM 5 o più fine (per lamiere di spessore inferiore a 1,27 mm) | ASTM E112 |
| Durezza | 96 HRB al massimo (per eventuali verifiche) | ASTM E18 |
| Piattezza | In conformità alla norma AMS 2242 per lo spessore applicabile | Misurazione con righello e spessimetro |
| Tolleranza di spessore | In conformità alla norma AMS 2242 per quanto riguarda lo spessore e la larghezza applicabili | Misurazione micrometrica |
| Tolleranza di larghezza e lunghezza | Ai sensi della norma AMS 2242 | Metro a nastro o misuratore laser |
| Condizioni della superficie | Privo di incrostazioni, giunture, sovrapposizioni e schegge | Ispezione visiva 100% |
| Documentazione relativa alla certificazione | MTR secondo AS9102 o equivalente | Firmatario autorizzato per la qualità |
AMS 5536 e specifiche relative all'Hastelloy X
Capire quali specifiche regolano ciascuna forma del prodotto permette di evitare costosi errori negli acquisti:
| Specifiche | Forma del prodotto | Condizione | Differenza fondamentale rispetto all'AMS 5536 |
|---|---|---|---|
| AMS 5536 | Lamiera, striscia, piastra | Ricotto in soluzione | La presente specifica — prodotti laminati piatti |
| AMS 5754 | Barra, tondino, filo | Ricotto in soluzione | Forma del prodotto rotonda/lineare; tolleranze diverse |
| AMS 5587 | Tubi senza saldatura | Ricotto in soluzione | Forma tubolare; requisiti dimensionali diversi |
| AMS 5588 | Tubi saldati | Ricotto in soluzione | Tubo saldato; include i requisiti relativi al cordone di saldatura |
| AMS 5798 | Filo per saldatura | - | Solo metallo d'apporto; nessun requisito relativo alle proprietà strutturali |
| ASTM B435 | Lamiera, striscia, piastra | Ricotto in soluzione | Di livello industriale — meno documentazione richiesta |
| DIN 17470 | Foglio/Lastra | Ricotto in soluzione | Equivalente industriale europeo |
Il confronto tra AMS 5536 e ASTM B435 rispecchia la distinzione tra AMS 5754 e ASTM B572 per le barre: entrambe le specifiche riguardano la stessa lega UNS N06002 nelle stesse condizioni di ricottura in soluzione, ma la norma AMS 5536 richiede la catena completa di documentazione della qualità, prove di trazione lotto per lotto, verifica della granulometria e controlli delle tolleranze dimensionali richiesti dai principali appaltatori del settore aerospaziale e dalle loro catene di fornitura. La norma ASTM B435 è appropriata per forni industriali, processi chimici e altre applicazioni non aerospaziali in cui la catena completa di documentazione aerospaziale non è richiesta da obblighi contrattuali o normativi.
In che modo la composizione chimica dell'Hastelloy X influisce sulle prestazioni delle lamiere ad alta temperatura?
La composizione chimica delle lamiere e dei fogli in Hastelloy X non è casuale: ogni elemento è presente in una concentrazione specifica che contribuisce a garantire una o più delle tre caratteristiche prestazionali fondamentali: resistenza all'ossidazione, mantenimento della resistenza strutturale alle alte temperature e resistenza all'infragilimento in caso di esposizione prolungata.
Requisiti relativi alla composizione chimica dell'Hastelloy X (UNS N06002 / AMS 5536)
| Elemento | Min (%) | Max (%) | Contributo alle prestazioni delle lamiere ad alta temperatura |
|---|---|---|---|
| Nichel (Ni) | Equilibrio (~47%) | - | Matrice austenitica FCC stabile; non subisce trasformazioni durante i cicli termici; base per la soluzione solida |
| Cromo (Cr) | 20.5 | 23.0 | Resistenza all'ossidazione primaria grazie al rivestimento di Cr₂O₃ fino a 1200 °C; resistenza alla corrosione a caldo nei gas di combustione |
| Ferro (Fe) | 17.0 | 20.0 | Stabilizza l'austenite; riduce il costo delle materie prime; favorisce la formazione di una patina protettiva |
| Molibdeno (Mo) | 8.0 | 10.0 | Rinforzante primario in soluzione solida — resiste al movimento delle dislocazioni alle alte temperature |
| Cobalto (Co) | 0.5 | 2.5 | Rafforzamento secondario mediante soluzione solida; stabilizza la patina di Cr₂O₃ |
| Tungsteno (W) | 0.2 | 1.0 | Contributo aggiuntivo all'indurimento per soluzione solida |
| Carbonio (C) | 0.05 | 0.15 | Precipitazione di carburi ai bordi dei grani durante l'utilizzo — vantaggiosa per la resistenza allo scorrimento |
| Silicio (Si) | - | 1,0 max | La formazione di una sottoscaletta di SiO₂ migliora la resistenza all'ossidazione; disossidante |
| Manganese (Mn) | - | 1,0 max | Disossidante; leggero effetto di formazione di incrostazioni |
| Boro (B) | - | 0,010 max | Rafforzamento dei bordi di grano a concentrazioni in tracce |
| Fosforo (P) | - | 0,040 max | Impurità controllata — rischio di infragilimento ai bordi dei grani se i livelli sono elevati |
| Zolfo (S) | - | 0,030 max | Impurità controllata — rischio di solforazione e corrosione a caldo |
Il tenore di ferro del 17–20% è notevolmente elevato rispetto alla maggior parte delle superleghe di nichel di alta qualità, che in genere mantengono il tenore di ferro al di sotto del 5%. Nell'Hastelloy X, questo livello di ferro è intenzionale e vantaggioso per la produzione di lamiere e piastre: il ferro rende la lega più reattiva alle pratiche convenzionali dei laminatoi, riduce il costo delle materie prime e contribuisce alla formazione di una complessa sottoscaglia di spinello di ferro-cromo sotto lo strato primario di Cr₂O₃ che migliora l'aderenza della scaglia durante i cicli termici.
L'intervallo di tenore di carbonio compreso tra 0,05 e 0,151% in peso è nettamente diverso dal limite di tenore di carbonio ultra-basso dell'Hastelloy C276 (massimo 0,0101% in peso). Nelle lamiere di Hastelloy X che operano alle temperature della camera di combustione (700–1100 °C), il carbonio precipita gradualmente sotto forma di carburi M₆C e M₂₃C₆ ai bordi dei grani durante l'esposizione in servizio. Queste particelle di carburo bloccano i bordi dei grani contro lo scorrimento — il meccanismo primario della deformazione da scorrimento a temperature molto elevate — e rafforzano effettivamente la microstruttura rispetto alla condizione appena ricotta. Questo rafforzamento in servizio attraverso la precipitazione controllata di carburi è integrato nella lega tramite una specifica deliberata del carbonio ed è uno dei motivi per cui l'Hastelloy X mantiene una resistenza allo scorrimento accettabile a temperature in cui altre leghe con un contenuto di carbonio inferiore richiedono aggiunte di indurimento per precipitazione.
In che modo i parametri di regolazione chimica determinano le variazioni di prestazione tra le batterie
Gli ingegneri a volte si chiedono se tutte le lamiere in Hastelloy X certificate AMS 5536 abbiano prestazioni identiche, oppure se le variazioni chimiche entro i limiti di specifica comportino differenze significative nelle proprietà. La risposta è che le variazioni all'interno degli intervalli specificati determinano una certa dispersione delle proprietà:
| Variabile di chimica | Effetti sulle proprietà | Portata effettiva |
|---|---|---|
| Mo a 8% contro 10% | Un valore più elevato di Mo aumenta la resistenza alle alte temperature e riduce la resistenza alla corrosione puntiforme: un compromesso tra vantaggi e svantaggi | Variazione della resistenza alla rottura sotto sforzo a 870 °C compresa tra circa 5 e 81 TP3T |
| Cr a 20,51 TP3T contro 231 TP3T | Un maggiore tenore di Cr migliora la resistenza all'ossidazione a scapito di una duttilità di formatura leggermente ridotta | Irrilevante per la maggior parte delle operazioni di formatura |
| C a 0,051 TP3T contro 0,151 TP3T | Un tenore più elevato di carbonio migliora la resistenza allo scorrimento e alla rottura a lungo termine; riduce la tenacità a temperatura ambiente dopo l'esposizione in servizio | Differenza misurabile nella resistenza alla rottura da sollecitazione a temperature elevate |
| Co a 0,51 TP3T contro 2,51 TP3T | Un valore leggermente più alto di Co aumenta leggermente la resistenza; non sussistono problemi pratici in questo intervallo | Minore; inferiore alla precisione di misurazione della maggior parte dei programmi di prova |
Nella maggior parte delle applicazioni, le variazioni che rientrano nei limiti chimici previsti dalla norma AMS 5536 determinano proprietà che rientrano nelle fasce di dispersione pubblicate e non costituiscono un problema pratico. I limiti specificati sono stati stabiliti per garantire che tutto il materiale conforme superi i requisiti minimi di proprietà con un margine adeguato.
Quali sono le proprietà meccaniche e di ossidazione che caratterizzano le lamiere in Hastelloy X alle alte temperature?
La progettazione strutturale con lamiere in Hastelloy X richiede due serie distinte di dati sulle proprietà: le proprietà di trazione a breve termine per i calcoli relativi al carico iniziale e alla formatura, e le proprietà a lungo termine a temperature elevate (scorrimento, rottura per sollecitazione, fatica) che determinano la sollecitazione ammissibile di progetto in condizioni di servizio prolungato ad alta temperatura.
Proprietà meccaniche a temperatura ambiente (valori minimi e tipici secondo la norma AMS 5536)
| Proprietà | AMS 5536 Minimo | Valore tipico | Metodo di prova |
|---|---|---|---|
| Resistenza alla trazione finale | 690 MPa (100 ksi) | 793 MPa (115 ksi) | ASTM E8 |
| 0,2% Resistenza allo snervamento | 276 MPa (40 ksi) | 352 MPa (51 ksi) | ASTM E8 |
| Allungamento in 2" | 35% | 43% | ASTM E8 |
| Riduzione dell'area | Non specificato nell'AMS | 55% (modello standard) | ASTM E8 |
| Durezza (tipica) | 96 HRB max | 90–95 HRB | ASTM E18 |
| Impatto Charpy (a -196°C) | Non specificato | Superiore a 100 J | ASTM E23 |
Si noti che la norma AMS 5536 specifica un limite di snervamento minimo di 276 MPa (40 ksi), leggermente inferiore al valore minimo di 310 MPa (45 ksi) previsto dalla specifica AMS 5754 per le barre. Questa differenza riflette la granulometria tipicamente più fine ottenibile nelle forme in lamiera e in nastro rispetto alle barre, che può influire sull'equilibrio delle proprietà di trazione attraverso l'effetto Hall-Petch, nonché i requisiti di campionamento per le prove meccaniche leggermente diversi tra le due forme del prodotto.
Proprietà di resistenza alla trazione a temperature elevate delle lamiere in Hastelloy X
| Temperatura | UTS (MPa) | 0,2% YS (MPa) | Allungamento (%) |
|---|---|---|---|
| 21 °C | 793 | 352 | 43 |
| 315°C (600°F) | 724 | 276 | 40 |
| 538°C (1000°F) | 676 | 248 | 39 |
| 649°C (1200°F) | 648 | 234 | 40 |
| 760°C (1400°F) | 600 | 207 | 42 |
| 871 °C (1600 °F) | 483 | 172 | 48 |
| 982 °C (1800 °F) | 310 | 138 | 62 |
| 1093°C (2000°F) | 172 | 97 | 75 |
Il progressivo aumento dell'allungamento al crescere della temperatura riflette la crescente disponibilità di meccanismi di deformazione attivati termicamente nella matrice di nichel FCC. Questa elevata duttilità a temperature elevate è in realtà una caratteristica favorevole per i pannelli del rivestimento della camera di combustione che subiscono una significativa distorsione termica: il materiale può assorbire la distorsione plasticamente senza fessurarsi, il che contribuisce alla lunga resistenza alla fatica osservata nei componenti della camera di combustione in Hastelloy X ben progettati.
Comportamento alla fatica termica delle lamiere in Hastelloy X
La fatica termica — ovvero l'innesco e la propagazione di crepe causati da sollecitazioni termiche cicliche piuttosto che da sollecitazioni meccaniche — è il principale meccanismo di cedimento nei rivestimenti delle camere di combustione delle turbine a gas e in altri componenti in lamiera sottoposti a ripetuti cicli di riscaldamento e raffreddamento. La resistenza alla fatica termica dell'Hastelloy X è una delle sue caratteristiche prestazionali più apprezzate.
| Parametro di fatica termica | Prestazioni dell'Hastelloy X | Materiale di riferimento |
|---|---|---|
| Cicli di fessurazione (ΔT = 500 °C per ciclo, senza raffreddamento) | In genere più di 500 cicli | 310 SS: 50–150 cicli |
| Velocità di propagazione delle crepe (da/dN) a 871 °C | Bassa — La struttura FCC impedisce la propagazione delle crepe | Acciaio al carbonio: velocità di propagazione delle crepe 10 volte superiore |
| Spallazione per ciclo | Minimo — Presenza di incrostazioni di Cr₂O₃ | Leghe Fe-Cr: formazione di scaglie di incrostazioni ad ogni ciclo di raffreddamento |
| Interazione tra scorrimento e fatica | Moderato — accettabile per la durata di progetto | Superiore alla maggior parte delle leghe a base di ferro a temperature equivalenti |
La caratteristica di aderenza della patina è particolarmente importante per la resistenza alla fatica termica. Quando una patina protettiva di ossido si sfalda durante il raffreddamento, espone la superficie fresca della lega che si riossida al ciclo di riscaldamento successivo, consumando il metallo di base e creando intaccature superficiali che diventano punti di inizio della fatica. La patina di Cr₂O₃ dell'Hastelloy X mantiene l'adesione attraverso più cicli di riscaldamento-raffreddamento meglio delle patine delle leghe a base di ferro, motivo per cui i rivestimenti delle camere di combustione in Hastelloy X dimostrano una durata alla fatica termica significativamente più lunga rispetto alle alternative a base di ferro nominalmente equivalenti.
Dati sul tasso di ossidazione delle lamiere in Hastelloy X all'aria
| Temperatura | Tasso di ossidazione (mg/cm²/100 ore) | Variazione cumulativa del peso (mg/cm²/1.000 ore) | Caratteri della scala |
|---|---|---|---|
| 760°C (1400°F) | 0.10–0.25 | 0.8-2.0 | Cr₂O₃ sottile, di colore verde scuro — ottima adesione |
| 871 °C (1600 °F) | 0.25–0.50 | 2.0–4.5 | Sottoscala moderata Cr₂O₃ + spinello |
| 982 °C (1800 °F) | 0.50-0.90 | 4.5–9.0 | Squame più spesse; comunque protettive |
| 1093°C (2000°F) | 0.90–2.0 | 8.0–18.0 | Crescita su larga scala; protettivo |
| 1177°C (2150°F) | 2.0–4.5 | 18–40 | Analisi della volatilizzazione del CrO₃ in aria ad alta velocità |
Questi tassi di ossidazione confermano il motivo per cui i componenti in lastre di Hastelloy X nei forni industriali possono funzionare per anni a temperature comprese tra 900 e 1050 °C senza subire alterazioni dimensionali tali da comprometterne la funzionalità strutturale. La perdita cumulativa di metallo dovuta all'ossidazione a 982 °C in 10.000 ore di funzionamento è di circa 0,09 mm di spessore del metallo — trascurabile rispetto agli spessori standard delle piastre di 3–10 mm utilizzati nella maggior parte delle applicazioni dei pannelli per forni.
Come viene prodotta la lamiera in Hastelloy X e quali controlli di lavorazione vengono applicati?
Il processo di produzione delle lamiere e delle lastre in Hastelloy X certificate AMS 5536 prevede diverse fasi di lavorazione, ciascuna delle quali è soggetta a controlli specifici che influenzano la microstruttura, le condizioni superficiali e la precisione dimensionale del prodotto finale.
Procedura di fusione per la produzione di lastre in Hastelloy X
Fusione per induzione sotto vuoto (VIM):
Il processo di fusione primaria per l'Hastelloy X AMS 5536 è il VIM, che garantisce un controllo preciso del tenore di carbonio nell'intervallo 0,05–0,15%, mantiene il boro a livelli tracciabili e impedisce l'assorbimento di ossigeno e azoto che causerebbe porosità gassosa e inclusioni non metalliche nel lingotto. Il contenuto di molibdeno (8–10%) richiede un'attenta gestione dell'aggiunta di leghe nel processo VIM per ottenere una distribuzione uniforme.
Rifusione con scoria elettrica (ESR):
Per ottenere lamiere di qualità superiore, la fusione primaria VIM è seguita dal processo ESR, al fine di ottenere una sezione trasversale del lingotto più uniforme, ridurre il contenuto di inclusioni e migliorare la macrosegregazione di molibdeno e carbonio. Per le lamiere AMS 5536 di grado aerospaziale utilizzate nei rivestimenti delle camere di combustione delle apparecchiature di volo, la pratica VIM+ESR è standard nella catena di fornitura. MWalloys si rifornisce da acciaierie qualificate che utilizzano VIM+ESR come pratica standard per il materiale AMS 5536.
Processo di laminazione a caldo e a freddo per lamiere in Hastelloy X
| Fase di lavorazione | Temperatura | Scopo | Punto di controllo qualità |
|---|---|---|---|
| Omogeneizzazione dei lingotti | 1200–1230 °C, 4–8 ore | Eliminare la segregazione del Mo; uniformare la distribuzione del carbonio | Verifica dell'uniformità della temperatura |
| Laminazione a caldo | 1050–1180 °C | Ridurre lo spessore della lastra; rompere la struttura granulare del getto | Monitoraggio della temperatura in ingresso e in uscita |
| Laminazione a caldo intermedia | 980–1100 °C | Avvicinarsi alla misura di riferimento; ottenere una grana uniforme | Controllo del rapporto di riduzione a rotazione |
| Ricottura intermedia | 1163 °C ±14 °C | Ripristinare la duttilità per consentire un'ulteriore riduzione; dissolvere i carburi | Verifica di temperatura, tempo e velocità di raffreddamento |
| Laminazione a freddo (lamine sottili) | Temperatura ambiente | Raggiungere lo spessore finale; migliorare la finitura superficiale | Controllo della riduzione per passaggio; ispezione della superficie |
| Ricottura di finitura | 1163 °C ±14 °C, raffreddamento rapido | Ai sensi della norma AMS 5536; definisce le proprietà certificate | Registrazione di temperatura e tempo; controllo puntuale della durezza |
| Decalcificazione e decapaggio | Decapaggio acido (miscela di acido nitrico e acido fluoridrico) | Rimuovere la patina di ossido formatasi durante la ricottura; mettere a nudo la superficie pulita della lega | Controllo della qualità della superficie dopo il decapaggio |
| Livellamento | Livellamento a rulli | Soddisfare i requisiti di planarità previsti dalla norma AMS 2242 | Misurazione della planarità per lotto |
| Taglio longitudinale e tranciatura | - | Tagliato alla larghezza e alla lunghezza richieste | Verifica dimensionale |
Il ricottura finale è la fase di processo più critica e più accuratamente documentata, poiché determina tutte le proprietà meccaniche specificate dalla norma AMS 5536. La temperatura di ricottura di 1163 °C ±14 °C deve essere verificata mediante termocoppie calibrate in un forno la cui uniformità termica sia stata dimostrata secondo i requisiti pirometrici della norma AMS 2750. Il raffreddamento dopo la ricottura deve essere rapido — tipicamente ottenuto mediante tempra in acqua o facendo passare rapidamente il nastro attraverso una zona di raffreddamento controllato — per sopprimere la precipitazione di carburi e della fase sigma.
Opzioni relative alle condizioni superficiali per la lamiera AMS 5536 in Hastelloy X
| Condizione della superficie | Descrizione | Rugosità (Ra) | Le migliori applicazioni |
|---|---|---|---|
| Laminato a caldo, ricotto, decapato (HRAP) | Superficie standard dopo la decapaggio con acido | 1,6–3,2 µm (63–125 µin) | Applicazioni industriali delle lamiere; lavorazioni successive |
| Laminato a freddo, ricotto, decapato (CRAP) | Superficie più liscia grazie alla laminazione a freddo prima della ricottura | 0,8–1,6 µm (32–63 µin) | Rivestimenti per camere di combustione; componenti in lamiera sagomata |
| 2B (equivalente al ricottura brillante) | Superficie liscia e semiriflettente | 0,4–0,8 µm (16–32 µin) | Lamiera per camere di combustione di alta qualità; applicazioni su superfici a vista |
| Lucidante meccanico n. 4 | Lucidato meccanicamente su uno o entrambi i lati | 0,4–0,8 µm direzionale | Applicazioni sanitarie o decorative |
| Elettrolucidato | Finitura elettrochimica delle superfici | Meno di 0,4 µm | Superficie ultra-pulita; applicazioni di ricerca |
Quali sono i metodi di formatura, piegatura e lavorazione più indicati per le lamiere in Hastelloy X?
La lamiera in Hastelloy X è notevolmente più lavorabile rispetto alle superleghe induribili per precipitazione come l'Inconel 718, ma richiede utensili e parametri di lavorazione specifici rispetto alle operazioni di formatura della lamiera in acciaio al carbonio o in acciaio inossidabile austenitico standard.
Caratteristiche di formatura a freddo delle lamiere in Hastelloy X
L'elevata duttilità a temperatura ambiente delle lamiere in Hastelloy X ricotte in soluzione (allungamento 35–43%) consente di eseguire operazioni di formatura a freddo di notevole entità senza ricottura intermedia, a condizione che l'operazione di formatura venga eseguita con giochi degli utensili e raggi dei punzoni adeguati.
| Operazione di formatura | Raggio minimo di curvatura (t = spessore della lamiera) | Note |
|---|---|---|
| Piegatura ad aria (piegatrice a pressa) | 2 t per lamiere di spessore inferiore a 2 mm | 3 t per lamiere di spessore compreso tra 2 e 6 mm |
| Piegatura dal basso | 1,5 t per lamiere di spessore inferiore a 2 mm | È necessaria una compensazione dell'effetto di ritorno elastico — in genere una sovraccurvatura di 10–15% |
| Formatura dei rulli | Raggio di curvatura minimo di 3 t | Si consiglia la formatura a più passaggi per lamiere di forte spessore |
| Disegno profondo | LDR (rapporto di estrazione limite) circa 1,8–2,0 | Raggi di curvatura generosi (minimo 6–8 t); è indispensabile una lubrificazione adeguata |
| Filatura | Filatura standard su mandrino | Velocità del mandrino ridotta rispetto all'acciaio; ricottura frequente in caso di forte riduzione |
| Idroformatura | Pressione 50–80% superiore all'equivalente in acciaio | Ideale per cupole di camere di combustione con curvature complesse |
| Formatura elastica | Allungamento fino a 151 TP3T prima della ricottura | Utilizzato per pannelli di rivestimento aerospaziali a doppia curvatura |
Comportamento di indurimento durante la formatura a freddo
La lamiera in Hastelloy X subisce un rapido incrudimento durante la formatura a freddo — circa il 50% più rapidamente rispetto all’acciaio inossidabile 304 a parità di deformazione plastica. Questo tasso di incrudimento ha due conseguenze pratiche: in primo luogo, le forze di formatura sono sostanzialmente superiori rispetto alla formatura dell'acciaio di spessore equivalente e devono essere prese in considerazione nei calcoli del tonnellaggio della pressa piegatrice; in secondo luogo, la lamiera incrudita presenta una maggiore resistenza dopo la formatura, ma una duttilità residua ridotta.
Per le forme complesse che richiedono più operazioni di formatura o una forte deformazione, i ricotti intermedi a 1163 °C, conformi ai requisiti della norma AMS 5536, ripristinano la piena duttilità e consentono di procedere alla fase successiva di formatura senza che si verifichino fessurazioni. Il ricotto intermedio dissolve inoltre eventuali precipitati indotti dalla deformazione che, in caso contrario, potrebbero bloccare le dislocazioni e ridurre la formabilità.
Una volta completate tutte le operazioni di formatura, è necessario un ricottura in soluzione finale per i componenti destinati a impieghi in ambienti corrosivi; tale trattamento è fortemente raccomandato per tutte le applicazioni aerospaziali al fine di eliminare le tensioni residue da formatura che potrebbero contribuire alla corrosione sotto sforzo o all'insorgere di fatica durante l'utilizzo.
Stampaggio a caldo di lamiere e piastre in Hastelloy X
Per le lamiere di grosso spessore (superiori a 6 mm) o le forme complesse che richiederebbero una forza di formatura a freddo eccessiva, la formatura a caldo nell'intervallo 900–1150 °C garantisce una formabilità notevolmente migliorata con forze di formatura molto inferiori. I componenti formati a caldo richiedono un ricottura completa dopo la formatura per ripristinare la microstruttura e le proprietà certificate AMS 5536.
| Parametri di formatura a caldo | Specifiche | Note |
|---|---|---|
| Intervallo di temperatura di formatura | 900–1150 °C | Evitare la formatura a temperature inferiori a 900 °C — perdita di duttilità; evitare temperature superiori a 1150 °C — crescita eccessiva dei grani |
| Atmosfera del forno di riscaldamento | A gas o elettrico, pulito e a basso tenore di zolfo | La contaminazione da zolfo provoca la formazione di cricche da calore |
| Materiale degli utensili | Utensili in acciaio inossidabile o refrattari | È consentito l'uso di utensili in acciaio; evitare quelli contenenti rame |
| Ricottura post-formatura | Requisiti: 1163 °C ±14 °C, raffreddamento rapido | Ripristina lo stato di ricottura in soluzione secondo la norma AMS 5536 |
Quali procedure di saldatura e quali metalli d'apporto si utilizzano nella fabbricazione di piastre in Hastelloy X?
Le lamiere e le lastre in Hastelloy X sono tra le superleghe al nichel più saldabili: una proprietà fondamentale per il loro ampio impiego nella realizzazione di gruppi di combustione assemblati e strutture di involucro sagomate. Questo vantaggio in termini di saldabilità rispetto alle leghe induribili per precipitazione è determinante nella scelta del materiale in molte applicazioni in cui sono richiesti assemblaggi lavorati.
Procedimenti di saldatura consigliati per lamiere e piastre in Hastelloy X
| Processo di saldatura | Intervallo di spessore delle lamiere | Metallo di riempimento | Classificazione AWS | Livello di qualità |
|---|---|---|---|---|
| GTAW (TIG) — manuale | Da 0,5 mm a 12 mm | Filo in Hastelloy W | ERNiMo-3 | Massima qualità; la scelta ideale per tutti gli spessori |
| GTAW — automatizzato | Da 0,5 mm a 6 mm | ERNiMo-3 | ERNiMo-3 | Saldatura del rivestimento della camera di combustione |
| Saldatura ad arco al plasma (PAW) | da 0,5 mm a 8 mm | ERNiMo-3 o autogeno | ERNiMo-3 | Saldatura di precisione ad alta velocità per la produzione |
| GMAW (MIG) | Da 3 mm a 25 mm | Filo ERNiMo-3 | ERNiMo-3 | Applicazioni delle lamiere strutturali |
| SMAW (bastone) | Da 6 mm a 50 mm | Elettrodo ENiMo-3 | ENiMo-3 | Lamiere pesanti, montaggio in loco |
| Saldatura laser | da 0,3 mm a 4 mm | Autogeno o di riempimento | - | Lamiere di precisione, componenti per camere di combustione a pareti sottili |
| Saldatura a punti a resistenza | da 0,5 mm a 3 mm (pila) | Senza riempitivi | - | Lavorazione della lamiera, giunti non strutturali |
| Saldatura a fascio di elettroni | da 0,5 mm a 20 mm | Autogeno | - | Giunti di precisione per il settore aerospaziale; è richiesto il vuoto |
Requisiti fondamentali per le procedure di saldatura dell'Hastelloy X
Preparazione della superficie:
Tutte le superfici di giunzione e una fascia di almeno 25 mm (1") su entrambi i lati della giunzione devono essere pulite con acetone e asciugate prima della saldatura. Eventuali tracce di inchiostro, olio, impronte digitali o lubrificanti da lavorazione devono essere completamente rimosse. La contaminazione da zolfo proveniente da qualsiasi fonte — inclusi fluidi da taglio contenenti zolfo, lubrificanti di bassa qualità o prodotti industriali per la rimozione della ruggine dalle superfici — causa la formazione di cricche a caldo nelle saldature in Hastelloy X attraverso la formazione di solfuro di nichel a basso punto di fusione ai bordi dei grani nel bagno di saldatura in fase di solidificazione.
Preriscaldamento:
Per l'Hastelloy X non è necessario alcun preriscaldamento metallurgico. La temperatura superficiale della lamiera deve essere di almeno 16 °C (60 °F) superiore al punto di rugiada dell'ambiente, al fine di eliminare l'umidità dalla zona di giunzione. Il preriscaldamento a 80–120 °C con una pistola ad aria calda o una coperta riscaldante a resistenza è accettabile e vantaggioso in ambienti di officina freddi o umidi.
Gas di schermatura:
Per la saldatura GTAW, i gas di protezione standard sono l'argon (purezza minima 99,9951% in peso) o miscele di argon ed elio (fino al 75% in peso di He per una migliore penetrazione). L'aggiunta di elio aumenta l'energia dell'arco e migliora la fusione in sezioni più spesse. I gas di protezione contenenti azoto o CO₂ non sono accettabili per la saldatura dell'Hastelloy X.
Spurgo posteriore:
È necessario effettuare una purga posteriore a piena portata con argon 99.995% per tutte le saldature di primo passaggio nei giunti di testa di tubi, tubazioni e lamiere, laddove la radice della saldatura sia accessibile dal retro. La contaminazione da ossido della superficie interna derivante da una radice di saldatura non protetta crea punti di concentrazione delle sollecitazioni che riducono la resistenza alla fatica delle strutture del combustore e dei componenti a tenuta di pressione. Il flusso del gas di spurgo deve essere mantenuto fino a quando il bagno di fusione non si solidifica e si raffredda al di sotto di circa 400 °C.
Temperatura Interpass:
La temperatura massima tra una passata e l'altra non deve superare i 177 °C (350 °F). Lasciare raffreddare il giunto saldato al di sotto dei 100 °C tra una passata e l'altra è accettabile e vantaggioso per il controllo del calore nelle saldature a più passate su lamiere spesse.
Trattamento termico post-saldatura:
Le strutture saldate in Hastelloy X non richiedono un trattamento termico post-saldatura (PWHT) per prevenire la formazione di cricche ritardate, a differenza delle saldature in acciaio al carbonio ad alta resistenza, che richiedono obbligatoriamente un trattamento PWHT per controllare la formazione di cricche da idrogeno. Si raccomanda un ricottura di soluzione post-saldatura a 1163 °C per:
- Realizzazioni in ambienti di esercizio altamente corrosivi.
- Componenti che richiedono la massima duttilità della zona termicamente alterata della saldatura.
- Assemblaggi in cui le tensioni residue da saldatura potrebbero favorire la corrosione sotto sforzo in ambienti chimicamente aggressivi.
Per i gruppi di combustione delle turbine a gas utilizzati in atmosfera ad alta temperatura, lo stato appena saldato è in genere accettabile senza trattamento termico post-saldatura (PWHT), poiché l'esposizione al servizio stessa elimina progressivamente le tensioni residue di saldatura nel corso dei primi cicli di funzionamento.
Quali settori e componenti utilizzano le lastre in Hastelloy X certificate AMS 5536?
I settori industriali e i componenti che richiedono l'uso di lamiere in Hastelloy X conformi alla norma AMS 5536 sono caratterizzati da una serie di requisiti comuni: temperature superiori a 700 °C in presenza di aria o gas di combustione, carichi strutturali che devono essere sostenuti a tali temperature e la necessità di realizzare geometrie complesse a partire da lamiere piane mediante operazioni di formatura e saldatura.
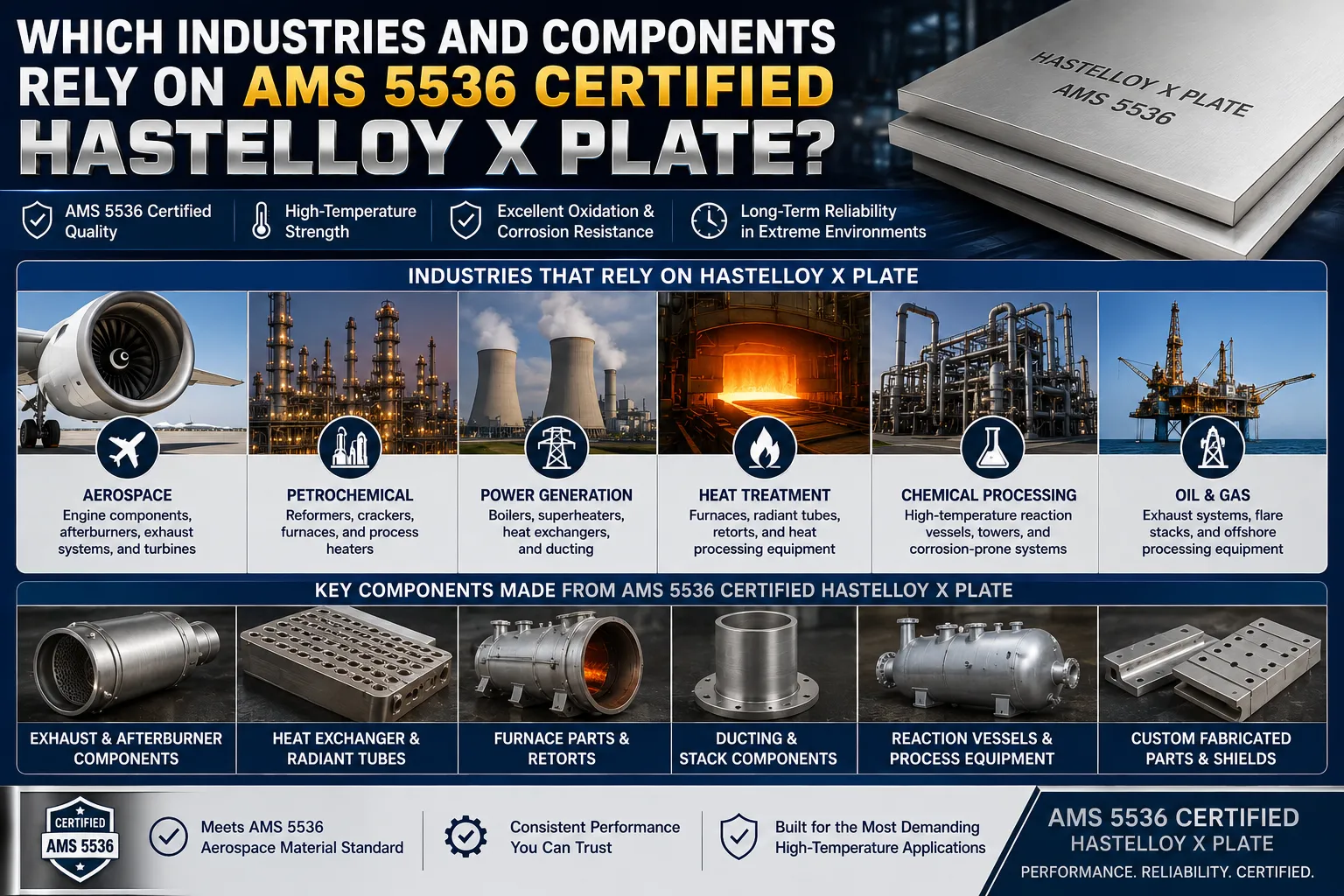
Applicazioni dei fogli per motori a turbina a gas nel settore aerospaziale
Rivestimenti per camere di combustione:
Il rivestimento della camera di combustione primaria nei motori a turbina a gas sia militari che commerciali è il componente in lamiera più sollecitato nel settore aeronautico. Operando a temperature del metallo comprese tra 700 e 950 °C a contatto diretto con gas di combustione contenenti ossigeno, vapore acqueo, CO₂ e tracce di composti solforati, il rivestimento deve mantenere l'integrità strutturale e la resistenza all'ossidazione per decine di migliaia di cicli del motore durante intervalli di servizio compresi tra 10.000 e 25.000 ore di volo tra una revisione e l'altra. La lamiera di Hastelloy X con spessori compresi tra 0,5 e 2,5 mm, sagomata in geometrie cilindriche e coniche con fori di raffreddamento per effusione praticati al laser, è il materiale standard per i rivestimenti in molti motori turbofan e turboshaft.
Cupole di combustione e gruppi di miscelazione:
La cupola della camera di combustione — la chiusura terminale a monte del rivestimento della camera di combustione, sulla quale sono montati anche i gruppi degli iniettori di carburante e dei deflettori d'aria — è soggetta al gradiente di temperatura più elevato e ai carichi di fatica termica più intensi rispetto a qualsiasi altro componente in lamiera. I pannelli della cupola sono realizzati in lamiera di Hastelloy X da 1–3 mm, idroformata alla curvatura richiesta e assemblata con saldatura TIG di precisione. La capacità di idroformare la lamiera di Hastelloy X in curvature complesse senza crepe e di saldare poi i pannelli formati in assemblaggi senza richiedere un trattamento termico post-saldatura (PWHT) costituisce la base tecnica di questa applicazione.
Condotti di transizione:
Il condotto di transizione collega l'uscita della camera di combustione all'ingresso della turbina, convogliando i gas di combustione caldi a una temperatura compresa tra 1100 e 1400 °C nello stadio della turbina. I pannelli del condotto di transizione, realizzati con lamiera di Hastelloy X da 2–5 mm, sono saldati in complesse geometrie assialsimmetriche e non assialsimmetriche con nervature di irrigidimento integrate e passaggi di raffreddamento.
Scudi termici e barriere termiche:
Gli scudi termici secondari — pannelli che proteggono i componenti strutturali dell'aeromobile dal calore irradiato e condotto proveniente dai percorsi dei gas caldi — sono realizzati in lamiera di Hastelloy X dello spessore compreso tra 0,5 e 1,5 mm. Questi componenti devono essere leggeri, modellabili in modo da adattarsi alle forme complesse delle strutture dell'aeromobile e resistenti all'esposizione intermittente alle alte temperature a cui sono sottoposti durante il funzionamento del motore.
Forni industriali e applicazioni per il trattamento termico
| Applicazioni industriali | Spessore delle lamiere tipicamente utilizzato | Temperatura di servizio | Durata prevista |
|---|---|---|---|
| Pareti interne del forno a camina | 3–8 mm | 900–1100 °C in continuo | 5-15 anni |
| Pannelli con tubi radianti | 3–6 mm | 900–1050 °C | Da 3 a 8 anni, a seconda del ciclo |
| Pareti e coperture per autoclavi | 5–12 mm | 850–1000 °C | 5–12 anni |
| Piastre di base e supporti per travi oscillanti | 8–20 mm | 900–1100 °C | 3–7 anni |
| Pannelli per porte di forni a muffola | 5–10 mm | 900–1050 °C con cicli termici | 5-10 anni |
| Supporti per forni di cementazione | 3–8 mm | 900–950 °C in atmosfera di carburazione | Da 2 a 5 anni, a seconda dell'attività del carbonio |
| Componenti interni del forno di ricottura a idrogeno | 3–8 mm | 1000–1100 °C in H₂ | 5–12 anni |
| Zone calde dei forni a vuoto | 2–6 mm | Fino a 1200 °C | 3–8 anni |
Applicazioni nel settore della produzione di energia e dell'energia
- Elementi di transizione per turbine a gas nella produzione industriale di energia: Le turbine a gas industriali di grandi dimensioni impiegano elementi strutturali in lamiera di Hastelloy X di grandi dimensioni nel sistema di transizione del sistema di combustione, con spessori della lamiera compresi tra 5 e 15 mm nelle sezioni soggette a un funzionamento continuo a temperature comprese tra 900 e 1100 °C.
- Componenti per impianti di termovalorizzazione e inceneritori industriali: Le piastre in Hastelloy X vengono utilizzate nelle sezioni a gas caldi degli impianti di incenerimento dei rifiuti, dove i prodotti di combustione contenenti cloro a temperature comprese tra 800 e 1000 °C causerebbero un rapido deterioramento dei pannelli in leghe a base di ferro.
- Pannelli caldi dei reformer e dei cracker: Gli impianti di produzione di idrogeno che utilizzano il processo di reforming a vapore del metano prevedono l'uso di lamiere in Hastelloy X per i pannelli a contatto con il calore e le strutture di supporto all'interno della camera di reforming, a temperature che raggiungono i 950 °C.
- Pannelli riceventi per l'energia solare a concentrazione (CSP): I collettori solari termici ad alta temperatura, che funzionano a 700–1000 °C, utilizzano pannelli in Hastelloy X nel circuito dell'assorbitore, dove le leghe d'acciaio convenzionali si deteriorano rapidamente.
Come si posiziona la lamiera in Hastelloy X rispetto ai materiali in fogli per alte temperature della concorrenza?
La scelta delle lastre in Hastelloy X rispetto ai materiali in fogli per alte temperature della concorrenza dovrebbe basarsi su un confronto tecnico sistematico tra i vari parametri prestazionali che determinano l'applicazione specifica.
Confronto completo tra materiali per lamiere e lastre resistenti alle alte temperature
| Proprietà | Hastelloy X (N06002) | Inconel 625 (N06625) | 310 SS (S31000) | RA330 (N08330) | Haynes 230 (N06230) | Incoloy 800H (N08810) |
|---|---|---|---|---|---|---|
| Temperatura massima di esercizio continuo (strutturale) | 1177°C | 816 °C | 1050 °C (ossidazione limitata) | 1100 °C (ossidazione limitata) | 1150°C | 900°C |
| UTS a 871 °C (MPa) | 483 | 380 | 90 | 115 | 510 | 140 |
| YS a 871 °C (MPa) | 172 | 175 | 45 | 55 | 190 | 60 |
| Rottura dopo 1.000 ore a 871 °C (MPa) | 90 | 55 | 15 | 20 | 105 | 25 |
| Resistenza all'ossidazione a 1050 °C in aria | Eccellente | Eccellente | Moderato | Buono | Eccellente | Buono |
| Resistenza alla carburazione | Buono | Buono | Povero | Eccellente | Buono | Buono |
| Resistenza alla fatica termica | Eccellente | Buono | Povero | Moderato | Eccellente | Moderato |
| Saldabilità della lamiera | Eccellente | Eccellente | Buono | Buono | Buono | Buono |
| Caratteristiche di formatura a freddo | Buono (allungamento 35%) | Buono (allungamento 30%) | Buono | Buono | Moderato (allungamento 25%) | Buono |
| Scheda tecnica AMS | AMS 5536 | AMS 5599 | - | - | AMS 5878 | - |
| Specifiche tecniche del foglio ASTM | ASTM B435 | ASTM B443 | ASTM A240 | ASTM B536 | ASTM B435 | ASTM B409 |
| Costo relativo del materiale (lastra) | Alto | Alto | Molto basso | Basso-Moderato | Molto alto | Moderato |
Quando preferire le lastre in Hastelloy X rispetto ai materiali concorrenti
Scegliere l'Hastelloy X anziché l'acciaio inossidabile 310 nei seguenti casi:
L'applicazione richiede una capacità portante strutturale superiore a 650 °C. A 871 °C, l'Hastelloy X presenta una resistenza alla rottura 6 volte superiore rispetto all'acciaio inossidabile 310. Per le strutture portanti dei forni — ganci, supporti, pannelli portanti — questa differenza di resistenza è il fattore decisivo. L'acciaio inossidabile 310 è adeguato per applicazioni leggere e non portanti (schermi contro le radiazioni, coperture) fino a circa 1050 °C, ma non è adatto per qualsiasi applicazione che richieda resistenza strutturale oltre i 700 °C.
Scegliere l'Hastelloy X al posto dell'RA330 quando:
Il requisito principale è la resistenza strutturale alle alte temperature piuttosto che la resistenza alla cementazione. L'RA330 (33% Ni, 18% Cr, 1,2% Si) offre una resistenza alla carburazione superiore rispetto all'Hastelloy X grazie al suo maggiore contenuto di silicio, che forma una sottoscaglia protettiva di SiO₂ in atmosfere di carburazione. Tuttavia, l'RA330 presenta una resistenza alla trazione e allo scorrimento ad alta temperatura significativamente inferiore rispetto all'Hastelloy X. Per le applicazioni in forni in cui la carburazione è il principale meccanismo di degrado, l'RA330 rappresenta la scelta migliore. Per le applicazioni che combinano carico strutturale e alta temperatura in ambienti con gas ossidanti o di combustione, l'Hastelloy X è superiore.
È preferibile scegliere l'Hastelloy X al posto dell'Haynes 230 quando:
I vincoli di budget rappresentano una considerazione fondamentale, insieme alle prestazioni alle alte temperature. L'Haynes 230 (UNS N06230) offre una resistenza alle alte temperature e una resistenza all'ossidazione paragonabili o leggermente superiori a quelle dell'Hastelloy X, con una migliore resistenza alla rottura per scorrimento a temperature superiori a 900 °C. Tuttavia, l'Haynes 230 costa circa il 20–35% in più rispetto alla lamiera equivalente in Hastelloy X e presenta una formabilità più limitata per lavorazioni complesse della lamiera. Per applicazioni che operano continuamente a temperature superiori a 1050 °C, dove ogni MPa di resistenza alla rottura da sollecitazione è importante, il vantaggio prestazionale dell'Haynes 230 può giustificare il suo costo maggiore. Per applicazioni al di sotto dei 1050 °C in cui la progettazione può essere adattata alle capacità dell'Hastelloy X, il risparmio sui costi derivante dall'Hastelloy X è sostanziale nelle grandi lavorazioni.
Quali sono le dimensioni, gli spessori e le tolleranze delle piastre personalizzate fornite da MWalloys?
MWalloys fornisce lamiere e piastre in Hastelloy X certificate AMS 5536 in una gamma completa di dimensioni standard e personalizzate, con diverse opzioni di finitura superficiale e classi di tolleranza dimensionale per soddisfare specifiche esigenze di lavorazione e lavorazione meccanica.
Gamma di spessori disponibili e tolleranze (secondo la norma AMS 2242)
| Gamma di spessore | Tolleranza standard dello spessore | Tolleranza di larghezza (fino a 48" di larghezza) | Note |
|---|---|---|---|
| 0,5 mm – 1,0 mm (0,020" – 0,040") | ±0,05 mm (±0,002") | +3,2 mm / -0 mm | Foglio sottile per rivestimento di camere di combustione |
| 1,0 mm – 2,0 mm (0,040" – 0,079") | ±0,08 mm (±0,003") | +3,2 mm / -0 mm | Gamma standard di lamiere per camere di combustione |
| 2,0 mm – 4,76 mm (0,079" – 0,187") | ±0,13 mm (±0,005") | +4,8 mm / -0 mm | Lamiere pesanti / lamiere leggere |
| 4,76 mm – 10,0 mm (0,187" – 0,394") | ±0,20 mm (±0,008") | +6,4 mm / -0 mm | Gamma di piastre standard |
| 10,0 mm – 20,0 mm (0,394" – 0,787") | ±0,30 mm (±0,012") | +9,5 mm / -0 mm | Piatto medio |
| 20,0 mm – 50,0 mm (0,787" – 1,969") | ±0,50 mm (±0,020") | +12,7 mm / -0 mm | Lamiere pesanti; materiale da lavorare |
Opzioni di dimensioni di lamiere e lastre disponibili presso MWalloys
| Dimensione | Dimensioni standard disponibili | Opzioni di personalizzazione delle dimensioni |
|---|---|---|
| Larghezza | 24", 36", 48" (610, 914, 1219 mm) standard | Larghezze di taglio personalizzate con una tolleranza di ±1,0 mm |
| Lunghezza | 96", 120" (2438, 3048 mm) standard | Taglio a misura: ±3 mm (standard); ±0,5 mm (precisione) |
| Larghezza massima del foglio (laminato a freddo) | 60" (1524 mm) | Larghezza superiore a 60" su richiesta, a seconda dei laminatoi specifici |
| Larghezza massima della lamiera (laminata a caldo) | 96" (2438 mm) | È disponibile una piastra molto ampia per programmi specifici |
| Piattezza | 6 mm ogni 1.000 mm (standard) | livellato con precisione a 3 mm ogni 1.000 mm |
Servizi di lavorazione a valore aggiunto offerti da MWalloys
Oltre alla fornitura di lamiere e lastre grezze certificate, MWalloys offre i seguenti servizi di lavorazione per ridurre i tempi di consegna e la complessità della lavorazione per i clienti:
- Taglio laser: Taglio di precisione dei contorni in base ai file DXF forniti dal cliente, precisione di posizionamento di ±0,25 mm, zona termicamente alterata inferiore a 0,5 mm per spessori fino a 8 mm.
- Taglio a getto d'acqua: Taglio a freddo senza zona termicamente alterata, tolleranza di ±0,25 mm, per qualsiasi spessore fino a 50 mm.
- Taglio al plasma: Taglio di sgrossatura economico per spessori superiori a 6 mm, nei casi in cui la zona termicamente alterata (HAZ) debba essere lavorata o rettificata.
- Taglio di precisione: Tagli diritti secondo le misure specificate dal cliente con una tolleranza di ±0,5 mm.
- Livellamento a rullo: Livellamento di precisione con una planarità inferiore a 3 mm ogni 1.000 mm per operazioni di formatura critiche.
- Rettifica piana: Uno o entrambi i lati rettificati con una rugosità Ra pari a 0,8 µm o inferiore, per applicazioni in cui lo spessore è un fattore critico.
- Identificazione positiva del materiale (PMI): Verifica degli elementi tramite XRF su ogni foglio o sezione di lamiera.
Quali documenti di qualità e certificazioni accompagnano ogni ordine MWalloys?
Le lamiere e le piastre in Hastelloy X certificate AMS 5536 di MWalloys vengono fornite con una documentazione completa che soddisfa i requisiti di controllo in entrata dei principali appaltatori del settore aerospaziale, dei fornitori di primo livello e dei clienti industriali soggetti a normative di qualità.
Pacchetto di documentazione standard per ogni ordine
| Documento | Contenuto | Standard di riferimento |
|---|---|---|
| Rapporto di prova del materiale (MTR) | Analisi chimica completa secondo la norma UNS N06002 (calorimetria e composizione del prodotto), risultati delle prove di trazione (resistenza alla trazione, resistenza allo snervamento, allungamento), scheda del trattamento termico (temperatura, tempo, metodo di raffreddamento), granulometria (ove applicabile), numero di lotto | AMS 5536 |
| Certificato di conformità (C of C) | Dichiarazione scritta di conformità alla norma AMS 5536 (con lettera di revisione), firmatario autorizzato del sistema di gestione della qualità, riferimento alla certificazione del sistema di qualità aziendale | AMS 5536, AS9100 |
| Marcatura del calore/numero di lotto | Ogni foglio/piastra è contrassegnato con un numero di serie tramite stencil, timbro o etichetta | AMS 5536 |
| Rapporto di ispezione dimensionale | Spessore misurato (min, max, media), larghezza, lunghezza, planarità per lotto | AMS 2242 |
| Certificato di prova di trazione | Dati completi della prova di trazione: codice del provino, direzione di prova, resistenza alla trazione (UTS), limite di snervamento (YS), allungamento, temperatura di prova (temperatura ambiente) | ASTM E8 |
| Certificato EN 10204 3.1 | Modello di documento di ispezione europeo con riferimento autonomo (su richiesta) | EN ISO 10204 |
| Certificato EN 10204 3.2 | Test in presenza di un ispettore indipendente (su richiesta, servizio premium) | EN ISO 10204 |
| Dichiarazione di conformità al DFARS | Dichiarazione relativa alla fusione e alla produzione interna per i programmi di difesa degli Stati Uniti | 48 CFR 252.225-7009 |
| Certificato di origine | Paese di produzione ai fini dell'importazione e della conformità doganale | Requisiti dei clienti/normativi |
| Marcatura di laminati/tagli su misura | Marcatura di ogni singolo pezzo con numero d'ordine, numero di lotto e spessore | Requisiti di tracciabilità |
MWalloys dispone di un sistema di gestione della qualità certificato secondo la norma ISO 9001:2015, con processi conformi alla norma AS9100 Rev. D per la fornitura nel settore aerospaziale. Tutti i rapporti di prova dei materiali vengono conservati nel nostro sistema di gestione dei documenti per un minimo di 10 anni dopo la spedizione, consentendo il recupero completo della documentazione per la tracciabilità della manutenzione della flotta, le indagini sugli incidenti o i requisiti di audit normativi anche anni dopo la fornitura originale.
In che modo gli ingegneri dovrebbero specificare e ordinare le lastre in Hastelloy X?
Un capitolato d'appalto redatto con precisione consente di evitare gli errori più comuni nell'approvvigionamento di lamiere in leghe resistenti alle alte temperature: condizioni del materiale errate, mancanza della certificazione AMS, requisiti dimensionali ambigui e specifiche documentali inadeguate.
Specifiche complete per l'acquisto di lamiere e lastre in Hastelloy X
- Designazione del materiale: Hastelloy X / UNS N06002.
- Specificazioni di riferimento: AMS 5536 (lettera di revisione dello Stato, se fondamentale per il programma).
- Forma del prodotto: Foglio (di spessore inferiore a 4,76 mm) o lastra (di spessore pari o superiore a 4,76 mm).
- Condizioni di trattamento termico: Soluzione ricotta secondo la norma AMS 5536 (obbligatorio — nessuna condizione alternativa prevista dalla presente specifica).
- Pratica di fusione: VIM+ESR (preferibile per il settore aerospaziale) o VIM (industriale).
- Spessore: Nominale con classe di tolleranza secondo AMS 2242, oppure con tolleranza assoluta specificata.
- Larghezza: Valore nominale con la tolleranza applicabile.
- Lunghezza: Lunghezza casuale, oppure taglio a misura con tolleranza.
- Stato della superficie: HRAP, CRAP, equivalente a 2B oppure specificare il valore Ra.
- Planarità: Conforme alla norma AMS 2242, oppure con deviazione massima specificata per metro.
- Quantità: Peso totale (kg o lb) o numero di fogli/lastre con relative dimensioni.
- Documentazione: AMS 5536 MTR, Certificato di conformità, EN 10204 3.1 se richiesto, DFARS se applicabile.
- Requisiti speciali: Prove PMI, ispezione a ultrasuoni, verifica della granulometria specifica.
MWalloys: servizi di fornitura globale, tempi di consegna e condizioni di ordinazione
MWalloys è un'azienda globale specializzata nella produzione e distribuzione di lastre in Hastelloy X; dispone di scorte certificate e intrattiene rapporti con produttori qualificati per fornire ai propri clienti, operanti in tutti i principali settori industriali e aerospaziali, forniture affidabili e certificate.
Condizioni di fornitura e informazioni sugli ordini
| Termine | Dettagli |
|---|---|
| Quantità minima d'ordine | Nessuna — Si accettano quantità che vanno da un singolo foglio fino a bobine intere |
| Tempi di consegna standard (misure disponibili a magazzino) | 10–20 giorni dalla conferma dell'ordine |
| Tempi di consegna standard (articoli non disponibili a magazzino / ordini su richiesta) | 25–40 giorni dalla conferma dell'ordine |
| Consegna espressa / Consegna urgente | 5–12 giorni per gli articoli disponibili a magazzino (verificare la disponibilità prima di effettuare l'ordine) |
| Condizioni di pagamento per il primo ordine | Bonifico bancario: acconto del 30% alla conferma dell'ordine; saldo del 70% prima della spedizione |
| Condizioni relative agli account già esistenti | 30 giorni netti dalla data della fattura, previa approvazione del credito |
| Lettere di credito | Consegna gratuita per ordini superiori a 20.000 USD |
| Risposta alla richiesta di preventivo | Spedizione in giornata per le taglie standard; entro 24 ore per le specifiche personalizzate |
| Assistenza tecnica | Consulenza tecnica gratuita per richieste idonee |
Capacità di spedizione globale
| Metodo di spedizione | Tempo di transito stimato | Migliore applicazione |
|---|---|---|
| Trasporto aereo (corriere espresso — DHL, FedEx, UPS) | 1–4 giorni (spedizioni internazionali) | Fornitura di emergenza, piccole quantità, fogli prototipali |
| Trasporto aereo (merci standard) | 3–7 giorni (spedizioni internazionali) | Forniture ordinarie, esigenze produttive urgenti |
| Trasporto marittimo (FCL) | Da 18 a 45 giorni a seconda della destinazione | Ordini di grandi volumi, fornitura nell'ambito del programma di produzione |
| Trasporto marittimo (LCL) | 22–50 giorni | Quantità medie, spedizioni raggruppate |
| Trasporto terrestre (Nord America) | 3–8 giorni | Consegna negli Stati Uniti continentali, in Canada e in Messico |
| Trasporto terrestre (Europa) | 4–10 giorni | Consegna ai clienti europei tramite trasporto su gomma |
Incoterms disponibili: EXW, FOB porto di partenza, CIF porto di destinazione, CIP, DAP, DDP — scelti in base alle esigenze di importazione e logistica di ciascun cliente.
Mercati e settori di riferimento
| Regione geografica | Settori chiave dei clienti |
|---|---|
| Nord America (Stati Uniti, Canada, Messico) | Produttori di turbine a gas, manutenzione, riparazione e revisione (MRO) nel settore aerospaziale, produttori di forni industriali, produzione di energia, difesa |
| Regno Unito e Irlanda | Produttori OEM e fornitori di primo livello nel settore aerospaziale, manutenzione, riparazione e revisione (MRO) di turbine a gas, produzione di energia |
| Europa continentale (Germania, Francia, Italia, Paesi Bassi, Spagna) | Costruzioni aerospaziali, trattamenti termici industriali, processi chimici |
| Scandinavia | Energia offshore, aerospaziale, settori industriali specializzati |
| Medio Oriente (Emirati Arabi Uniti, Arabia Saudita, Qatar, Kuwait) | Trattamento del gas, produzione di energia elettrica, forni industriali |
| Asia-Pacifico (Singapore, Giappone, Corea del Sud, Australia, India) | Manutenzione, riparazione e revisione (MRO) nel settore aerospaziale, produzione di turbine a gas, forni industriali |
| Cina | Componenti aerospaziali, trattamenti termici industriali, energia |
| America Latina (Brasile, Messico, Colombia) | Manutenzione aerospaziale, trattamento dei gas, produzione di energia |
Domande frequenti sulla lamiera in Hastelloy X e sulla certificazione AMS 5536
1: Qual è la differenza tra una lamiera e una piastra in Hastelloy X secondo la norma AMS 5536?
Ai sensi della norma AMS 5536, l'Hastelloy X è classificato come lamiera quando lo spessore è pari o inferiore a 4,76 mm (0,187") e come piastra quando lo spessore supera i 4,76 mm; entrambe le forme del prodotto sono contemplate nell'unica specifica con gli stessi requisiti chimici e di trattamento termico, ma con tabelle di tolleranze dimensionali diverse. La differenza pratica nella produzione tra lamiera e piastra è significativa: la lamiera viene prodotta mediante laminazione a freddo fino allo spessore finale, dopo la laminazione a caldo e la ricottura intermedia, mentre la piastra viene tipicamente fornita allo stato laminato a caldo e ricotto, senza laminazione a freddo finale. Questa differenza produce una finitura superficiale più liscia sulla lamiera rispetto alla piastra e una dispersione delle proprietà meccaniche leggermente diversa a causa della lavorazione a freddo aggiuntiva nella produzione della lamiera. Per i rivestimenti delle camere di combustione, gli scudi termici e i componenti aerospaziali sagomati, la lamiera nella gamma 0,5-4,0 mm è la forma standard del prodotto. Per i pannelli strutturali dei forni, i componenti lavorati e le lavorazioni di grosso spessore, sono appropriate le piastre nella gamma 5–50 mm. MWalloys dispone di entrambe le forme di prodotto in condizioni certificate AMS 5536 ed è in grado di consigliare i clienti sulla forma appropriata per applicazioni specifiche in base ai requisiti di spessore e all'uso finale.
2: È possibile utilizzare le piastre in Hastelloy X sia in atmosfere riducenti che in ambienti ossidanti?
La lamiera in Hastelloy X offre prestazioni adeguate in atmosfere riducenti quali idrogeno, azoto e ammoniaca dissociata a temperature fino a circa 1050 °C; tuttavia, le sue prestazioni in condizioni fortemente riducenti sono meno eccellenti rispetto a quelle in ambienti ossidanti come l'aria, e alcune atmosfere riducenti richiedono una valutazione specifica. In atmosfere contenenti idrogeno, l'Hastelloy X mantiene l'integrità strutturale e un comportamento di ossidazione (o meglio, di assenza di ossidazione) accettabile, poiché l'idrogeno non attacca la matrice di nichel-cromo e la lega non forma fasi soggette a infragilimento da idrogeno nella struttura FCC. In atmosfere di carburazione — metano, propano o monossido di carbonio ad alte temperature — l'Hastelloy X offre una buona, ma non eccezionale, resistenza alla carburazione; per servizi di carburazione gravosi, l'RA330 o l'Incoloy 800HT, con il loro più elevato contenuto di silicio, offrono una resistenza alla carburazione superiore grazie alla formazione più efficace di una barriera di SiO₂. In atmosfere riducenti contenenti zolfo (H₂S, SO₂), l'alto contenuto di ferro dell'Hastelloy X (17–20%) lo rende più suscettibile all'attacco da solforazione rispetto alle leghe a più alto tenore di nichel come l'Hastelloy C-22 o l'Inconel 625. Per applicazioni in atmosfere miste o alternate ossidanti-riducenti — come si riscontra in alcuni processi industriali — la patina di ossido di cromo può essere interrotta durante le escursioni riducenti e potrebbe non riformarsi completamente durante i successivi periodi ossidanti, portando a una corrosione accelerata. I clienti che specificano l'uso di lastre in Hastelloy X per atmosfere non ossidanti dovrebbero contattare il team tecnico di MWalloys per ricevere indicazioni specifiche sull'applicazione.
3: Qual è il raggio di curvatura minimo da utilizzare nella formatura a freddo delle lamiere in Hastelloy X AMS 5536?
Allo stato di ricottura in soluzione, la lamiera AMS 5536 Hastelloy X può essere piegata a freddo con un raggio di curvatura minimo pari a 2 volte lo spessore della lamiera (2t) per materiali di spessore inferiore a 2 mm e di 3t per spessori compresi tra 2 mm e 6 mm, con un'adeguata compensazione del ritorno elastico mediante una sovrapiegatura di 10–15% per ottenere l'angolo finale desiderato. Questi raggi minimi si applicano alle piegature a 90° eseguite con utensili sottoposti a corretta manutenzione e adeguata lubrificazione. Raggi di piegatura inferiori a questi valori minimi comportano il rischio di fessurazione della fibra esterna a causa della combinazione tra il tasso di incrudimento dell'Hastelloy X e la concentrazione delle sollecitazioni di trazione sul raggio esterno. Per raggi di curvatura inferiori a 2t — richiesti in alcuni progetti di cupole di combustione compatte — la lamiera deve essere riscaldata a 150–250 °C (formatura a caldo) per ridurre la tensione di scorrimento e il tasso di incrudimento, consentendo raggi più stretti senza incrinature. Dopo qualsiasi operazione di formatura a freddo che introduca una deformazione locale superiore a circa 10%, si raccomanda un ricottura in soluzione a 1163 °C secondo i requisiti AMS 5536 prima della saldatura o di ulteriori operazioni di formatura, per ripristinare la piena duttilità e alleviare le sollecitazioni residue di formatura. MWalloys può fornire assistenza nello sviluppo dei grezzi e raccomandazioni sui parametri di formatura quando i clienti condividono la geometria del componente desiderato e il metodo di formatura di produzione.
4: Le piastre in Hastelloy X richiedono un trattamento superficiale prima dell'impiego ad alta temperatura?
La lamiera in Hastelloy X certificata AMS 5536, allo stato ricotto in soluzione e decapato, non richiede alcun trattamento superficiale aggiuntivo prima dell'impiego ad alta temperatura in atmosfera: durante la prima esposizione all'uso a temperatura di esercizio, la lega genera autonomamente una patina protettiva di ossido di Cr₂O₃ che garantisce una protezione continua dall'ossidazione. La passivazione iniziale della superficie che si verifica durante il primo ciclo operativo a temperatura — talvolta denominata "pre-ossidazione" — migliora effettivamente la resistenza all'ossidazione a lungo termine, formando uno strato denso e aderente di ossido di cromo prima che abbiano inizio le sollecitazioni meccaniche dovute ai cicli termici. Per le applicazioni nei forni industriali, non è richiesto né raccomandato alcun pretrattamento; è sufficiente installare il componente nella sua posizione di servizio e portare il sistema alla temperatura di esercizio attraverso la normale procedura di avvio. Per i rivestimenti delle camere di combustione delle turbine a gas nelle applicazioni aerospaziali, il processo di produzione include tipicamente un ciclo di preossidazione durante il test di assemblaggio finale che condiziona la superficie del rivestimento prima del servizio di volo. Alcune applicazioni in forni e camere di combustione traggono vantaggio dai rivestimenti ceramici in fase vetrosa o dai rivestimenti a diffusione di alluminuri per prolungare la durata in condizioni particolarmente impegnative: consultare il team tecnico di MWalloys per indicazioni sulla compatibilità dei rivestimenti se si sta valutando un trattamento superficiale per un'applicazione specifica.
5: Quali sono i requisiti di planarità previsti dalla norma AMS 5536 per le lastre in Hastelloy X e come vengono verificati?
La norma AMS 5536 fa riferimento alla norma AMS 2242 per quanto riguarda le tolleranze dimensionali, compresa la planarità, che specifica la deviazione massima rispetto a una superficie di riferimento piana in funzione dello spessore e della larghezza — in genere 6 mm ogni 1.000 mm (6 mm/m) di lunghezza per le lamiere standard e di 3 mm/m per i materiali livellati con precisione. La planarità viene misurata appoggiando la lamiera su una superficie di riferimento piana e rilevando la distanza massima tra la lamiera e la superficie mediante spessimetri calibrati, oppure ricorrendo alla profilometria laser per una caratterizzazione di precisione della planarità. Per le lamiere sottili (inferiori a 2 mm), la planarità viene misurata in condizioni standard secondo la norma AMS 2242 con la lamiera tenuta per gravità sulla superficie di riferimento. In pratica, le lamiere e le piastre in Hastelloy X ricotte in soluzione che sono state opportunamente spianate a rullo dopo la ricottura soddisfano costantemente i requisiti standard di planarità della norma AMS 2242. Per applicazioni che richiedono una planarità superiore allo standard — operazioni di formatura di precisione in cui la deviazione di planarità influisce sulla prevedibilità del ritorno elastico, o assemblaggi di pannelli di grandi dimensioni in cui la tolleranza di planarità influisce sull'adattamento della saldatura — MWalloys può specificare una spianatura a rullo di precisione fino a 3 mm per metro o migliore, con verifica della planarità documentata nel rapporto di ispezione dimensionale. I clienti con requisiti specifici di planarità dovrebbero indicarli esplicitamente nelle specifiche di acquisto piuttosto che fare affidamento sui limiti standard della norma AMS 2242.
6: Quanto dura una piastra in Hastelloy X in un combustore di una turbina a gas prima di dover essere sostituita?
I rivestimenti della camera di combustione in Hastelloy X, se progettati e realizzati correttamente, nei motori turbofan commerciali raggiungono in genere 10.000–25.000 ore di volo tra una revisione programmata e l’altra e 20.000–50.000 ore di volo prima che sia necessaria la loro sostituzione, a seconda della severità specifica del ciclo del motore, dell’efficacia del raffreddamento, e del profilo della temperatura di esercizio. I principali meccanismi di degrado che ne limitano la durata sono le cricche da fatica termica nei punti di concentrazione delle sollecitazioni (fori di raffreddamento a film, giunti saldati e transizioni geometriche), l’assottigliamento per ossidazione nelle zone più calde del rivestimento e la deformazione per scorrimento in sezioni che operano a temperature del metallo superiori a 900 °C. Le camere di combustione dei motori militari che operano a rapporti di temperatura e pressione più elevati raggiungono tipicamente una durata del rivestimento più breve, compresa tra 2.000 e 5.000 ore tra una revisione e l'altra. Le apparecchiature di combustione delle turbine a gas industriali che operano in servizio di carico di base (con un numero inferiore di cicli di avvio-arresto rispetto ai motori aeronautici) raggiungono una durata maggiore, misurata in anni piuttosto che in ore di funzionamento, con alcune macchine di grandi dimensioni che operano per oltre 20.000 ore prima dell'ispezione della camera di combustione. La durata effettiva raggiunta dipende in larga misura dalla qualità del progetto del rivestimento — in particolare dall’efficacia del sistema di raffreddamento nel mantenere le temperature del metallo entro i limiti di resistenza della lega — tanto quanto dalla qualità del materiale. MWalloys è in grado di fornire dati dettagliati sull’ossidazione e sullo scorrimento per supportare i calcoli di previsione della durata dei rivestimenti delle camere di combustione.
7: La piastra AMS 5536 in Hastelloy X è omologata per le applicazioni previste dal codice ASME sui recipienti a pressione?
Le lamiere e le piastre in Hastelloy X (UNS N06002) sono riconosciute dalla Sezione VIII, Divisione 1 dell'ASME per la costruzione di recipienti a pressione in base alla specifica ASME SB-435 (l'adozione da parte dell'ASME della norma ASTM B435), con valori di sollecitazione ammissibili pubblicati nella Sezione II Parte D dell'ASME per temperature fino all'intervallo qualificato della lega. Gli ingegneri che progettano recipienti a pressione o componenti a tenuta di pressione in Hastelloy X soggetti alle disposizioni del codice ASME devono utilizzare i valori di sollecitazione ammissibili riportati nell'edizione corrente della Sezione II, Parte D dell'ASME, anziché calcolare i valori ammissibili dalle proprietà di trazione nominali, poiché i valori del codice incorporano fattori di progettazione adeguati per il comportamento a lungo termine. La designazione del materiale ASME per l'approvvigionamento è ASME SB-435 e i certificati di materiale (MTR) devono fare riferimento a questa specifica per la documentazione di conformità al codice dei recipienti a pressione. Per le applicazioni che richiedono sia la certificazione aerospaziale (AMS 5536) sia la certificazione del codice ASME per i recipienti a pressione (ASME SB-435), MWalloys è in grado di fornire materiale con doppia certificazione, in cui un unico lotto di materiale soddisfa contemporaneamente entrambi i requisiti di specifica, con un unico MTR che documenta la conformità a entrambi gli standard. Contattate MWalloys indicando i requisiti specifici del codice di progettazione per la vostra applicazione, al fine di confermare la combinazione di specifiche appropriata.
8: Qual è il tempo di consegna per gli spessori non standard delle lastre in Hastelloy X che non sono disponibili a magazzino presso MWalloys?
Gli spessori non standard delle lastre in Hastelloy X non disponibili a magazzino presso MWalloys richiedono 25–40 giorni dalla conferma dell'ordine di acquisto, un periodo che comprende la programmazione della produzione in acciaieria, la laminazione, la ricottura in soluzione, il decapaggio e la preparazione della certificazione di qualità. Gli spessori standard — in genere 0,5, 0,8, 1,0, 1,5, 2,0, 2,5, 3,0, 4,0, 5,0, 6,0, 8,0, 10,0, 12,0 e 15,0 mm in larghezze e lunghezze standard — sono disponibili per la spedizione entro 10–20 giorni. Gli spessori non standard (ad esempio, 1,2 mm, 2,2 mm, 7 mm o 25 mm) richiedono l'approvvigionamento dalla laminatoio e la programmazione della produzione, con tempi di consegna che dipendono dall'attuale carico del laminatoio e dalla programmazione delle bobine presso lo stabilimento di produzione. Per i programmi che richiedono spessori non standard in grandi quantità (superiori a 500 kg), MWalloys raccomanda di effettuare gli ordini 6–8 settimane prima della data di consegna richiesta per far fronte a potenziali variazioni nella programmazione dello stabilimento. Per quantità prototipali (1-3 fogli) di spessori non standard, a volte possiamo procurarci il materiale tramite taglio e rettifica dallo spessore standard disponibile più vicino, riducendo i tempi di consegna quando la tolleranza dimensionale sullo spessore consente questo approccio. Contattate il nostro team di ingegneri commerciali indicando le vostre esigenze di spessore per un preventivo con i tempi di consegna attuali.
9: Come si comporta la lamiera in Hastelloy X in condizioni di servizio ciclico ad alta temperatura rispetto al servizio continuo?
La lamiera in Hastelloy X dimostra una resistenza alla fatica termica nettamente superiore in condizioni di esercizio ciclico ad alta temperatura rispetto alle alternative a base di ferro; tuttavia, gli ingegneri devono tenere conto di una riduzione della durata dei componenti del 15–30% rispetto a un esercizio continuo equivalente alla stessa temperatura massima, a causa dei cicli di sollecitazione da fatica termica aggiuntivi imposti durante le fasi di riscaldamento e raffreddamento. Ogni ciclo termico genera una sollecitazione termica trasversale lungo lo spessore della lamiera, proporzionale al gradiente di temperatura, al modulo elastico e al coefficiente di dilatazione termica del materiale. La combinazione di Hastelloy X di un limite di snervamento relativamente alto a temperatura (che limita la deformazione plastica permanente per ciclo) e di un'elevata duttilità (che assorbe la deformazione plastica senza creparsi) produce un'eccellente resistenza alla fatica termica, ma i cicli ripetuti accumulano comunque danni da fatica che alla fine limitano la vita del componente. Le strategie di progettazione pratiche per massimizzare la durata di servizio ciclica includono: ridurre al minimo i gradienti termici attraverso una maggiore uniformità di raffreddamento; evitare transizioni geometriche brusche (tagli, cambiamenti improvvisi di spessore) che concentrano lo stress termico; mantenere uno spessore minimo della parete al di sopra della soglia di assottigliamento per scorrimento per tutta la durata di vita prevista; e specificare schemi di fori di raffreddamento per effusione che distribuiscano lo stress termico anziché concentrarlo. MWalloys può fornire supporto nei calcoli di previsione della durata a fatica termica e nelle revisioni di progettazione dei componenti per i clienti che sviluppano nuove applicazioni ad alto numero di cicli utilizzando lastre in Hastelloy X.
10: Qual è la quantità minima d'ordine e quali sono le condizioni di pagamento applicabili per gli ordini effettuati presso MWalloys?
MWalloys non prevede un quantitativo minimo d'ordine per le lamiere e le lastre in Hastelloy X certificate AMS 5536: si accettano sia singoli pezzi che ordini per tonnellate intere, con la fornitura della documentazione completa AMS 5536 indipendentemente dalla quantità, e i primi ordini vengono evasi con termini di pagamento T/T, con un acconto del 30% alla conferma e il saldo del 70% prima della spedizione. Questa politica senza quantità minime riflette il nostro impegno a soddisfare l'intera gamma delle esigenze dei clienti: dagli ingegneri aerospaziali che ordinano una singola lastra prototipo per le prime prove di formatura, agli istituti di ricerca che necessitano di una piastra per programmi di test ad alta temperatura, fino ai programmi di produzione che richiedono consegne regolari di quantità dell'ordine di diverse tonnellate. Per i clienti consolidati con credito approvato, sono disponibili termini di pagamento a 30 giorni dalla data della fattura, previa verifica del credito. Si accettano lettere di credito per ordini superiori a 20.000 USD. Per i clienti internazionali, accettiamo pagamenti in USD, EUR, GBP e nella maggior parte delle principali valute, con tassi di cambio confermati al momento dell'ordine. È disponibile un'elaborazione espressa per esigenze urgenti, compresa la spedizione entro la stessa settimana di materiale disponibile a magazzino per situazioni di manutenzione di emergenza, previa notifica anticipata. Contattate il nostro team di vendita internazionale indicando quantità, dimensioni e requisiti di consegna specifici per ricevere un preventivo valido per 30 giorni.
Riferimenti verificabili
Nella stesura del presente articolo tecnico sono state consultate le seguenti fonti, verificabili in modo indipendente:
- Haynes International. Scheda tecnica della lega Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- SAE International. AMS 5536: lega di nichel, resistente alla corrosione e al calore, in fogli, nastri e lastre, 47Ni-22Cr-18Fe-9Mo, ricotta in soluzione. SAE International, Warrendale, PA. Revisione attuale.
- SAE International. AMS 5754: lega di nichel, resistente alla corrosione e al calore, barre, tondini e fili, 47Ni-22Cr-18Fe-9Mo, ricotta in soluzione. SAE International, Warrendale, PA.
- SAE International. AMS 2750: Requisiti pirometrici per le apparecchiature di trattamento termico. SAE International, Warrendale, PA. Revisione attuale.
- SAE International. AMS 2242: Tolleranze, lamiere, nastri e piastre, nichel e leghe di nichel. SAE International, Warrendale, PA.
- ASTM International. ASTM B435: Specifiche standard per lamiere, fogli e nastri in lega UNS N06002, UNS N06230, UNS N12160 e UNS R30556. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM E8/E8M: Metodi di prova standard per le prove di trazione su materiali metallici. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM E112: Metodi di prova standard per la determinazione della granulometria media. ASTM International, West Conshohocken, PA.
- ASME International. ASME Sezione II Parte B: Specifiche per i materiali non ferrosi (SB-435 — Lamiera in Hastelloy X). ASME, New York, NY. Edizione attuale.
- ASME International. ASME Sezione II Parte D: Proprietà — Tabelle delle sollecitazioni massime ammissibili per l'UNS N06002. ASME, New York, NY. Edizione attuale.
- Società americana di saldatura. AWS A5.14: Specifiche per elettrodi e bacchette di saldatura nudi in nichel e leghe di nichel (ERNiMo-3). AWS, Miami, Florida. Edizione attuale.
- Donachie, M.J. e Donachie, S.J. Superleghe: Guida tecnica, 2a edizione. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Davis, J.R. (a cura di). Materiali resistenti al calore (Manuale specialistico ASM). ASM International, Materials Park, Ohio, 1997. ISBN: 0-87170-596-6
- ISO. EN ISO 10204: Prodotti metallici — Tipi di documenti di controllo. ISO, Ginevra, Svizzera. Edizione attuale.
- SAE International. AMS 5798: lega di nichel, resistente alla corrosione e al calore, filo per saldatura, 47Ni-22Cr-18Fe-9Mo (riempitivo ERNiMo-3 Hastelloy W). SAE International, Warrendale, PA.
- Sims, C.T., Stoloff, N.S. e Hagel, W.C. (a cura di). Superleghe II: Materiali resistenti alle alte temperature per il settore aerospaziale e l'energia industriale. John Wiley and Sons, New York, 1987. ISBN: 0-471-01787-6
