El Hastelloy X supera al Inconel 718 en resistencia a la oxidación y en capacidad estructural a altas temperaturas por encima de los 704 °C, mientras que el Inconel 718 ofrece una resistencia a la tracción, una resistencia a la fatiga y un límite elástico superiores a temperaturas inferiores a los 700 °C gracias a su mecanismo de endurecimiento por precipitación. En MWalloys, suministramos ambas aleaciones en todas sus formas de producto y resolvemos a diario esta cuestión de selección concreta con ingenieros de los sectores aeroespacial, del petróleo y el gas, de la generación de energía y de la fabricación industrial. La elección entre estas dos aleaciones no se reduce a cuál es universalmente mejor, sino a hacer coincidir el perfil de rendimiento específico de la aleación con las exigencias precisas de su entorno operativo, rango de temperatura, método de fabricación y requisitos de carga estructural.
Hastelloy X (UNS N06002) es una aleación de níquel, cromo, hierro y molibdeno, endurecida por solución sólida, optimizada para un servicio continuo a temperaturas comprendidas entre 760 °C y 1200 °C en atmósferas oxidantes. Inconel 718 (UNS N07718) es una aleación de níquel-cromo-hierro-niobio endurecible por precipitación que alcanza su máxima resistencia a temperaturas inferiores a 704 °C mediante un tratamiento térmico de envejecimiento controlado. Elegir la aleación incorrecta para su aplicación da lugar a una oxidación prematura y a fallos por fluencia (al utilizar 718 donde se necesita X) o a un coste de fabricación innecesariamente elevado y a una capacidad de resistencia infrautilizada (al utilizar X donde 718 serviría perfectamente).
Si su proyecto requiere el uso de Hastelloy X o Inconel 718, puede Contacto para obtener un presupuesto gratuito.
¿Qué son el Hastelloy X y el Inconel 718 y en qué se diferencian fundamentalmente?
Tanto el Hastelloy X como el Inconel 718 son superaleaciones a base de níquel, pero representan dos filosofías de ingeniería fundamentalmente diferentes que dan lugar a perfiles de rendimiento muy distintos en todo el espectro de temperaturas.
Hastelloy X (UNS N06002, W.Nr. 2.4665) fue desarrollada por Haynes International en la década de 1950 específicamente para satisfacer la necesidad de una aleación de níquel que combinara una resistencia excepcional a la oxidación con una resistencia estructural adecuada a temperaturas superiores a 870 °C. Su mecanismo de endurecimiento es el endurecimiento por solución sólida: los grandes átomos de molibdeno y tungsteno disueltos en la matriz de níquel crean distorsiones en la red cristalina que resisten el movimiento de dislocaciones a altas temperaturas. Dado que el endurecimiento por solución sólida no depende de fases de precipitado que se disuelven a temperaturas elevadas, el Hastelloy X mantiene su mecanismo de endurecimiento de forma continua desde la temperatura ambiente hasta su límite máximo de servicio, cercano a los 1200 °C.

Inconel 718 (UNS N07718, n.º de serie 2.4668) fue desarrollado por International Nickel Company (INCO) a principios de la década de 1960 para ofrecer una superaleación endurecible por precipitación con una soldabilidad excepcional, una combinación que las aleaciones de níquel de alta resistencia anteriores, como Waspaloy y René 41, no podían ofrecer. El Inconel 718 obtiene aproximadamente el 70 % de su resistencia de los precipitados gamma doble prima (γ'', Ni₃Nb) que se forman durante el tratamiento térmico de envejecimiento controlado. Este mecanismo de endurecimiento por precipitación produce límites de elasticidad a temperatura ambiente superiores a 1000 MPa —más del doble de lo que puede alcanzar el Hastelloy X—, pero estos precipitados comienzan a disolverse y transformarse por encima de aproximadamente 650 °C, eliminando progresivamente el mecanismo de refuerzo principal.
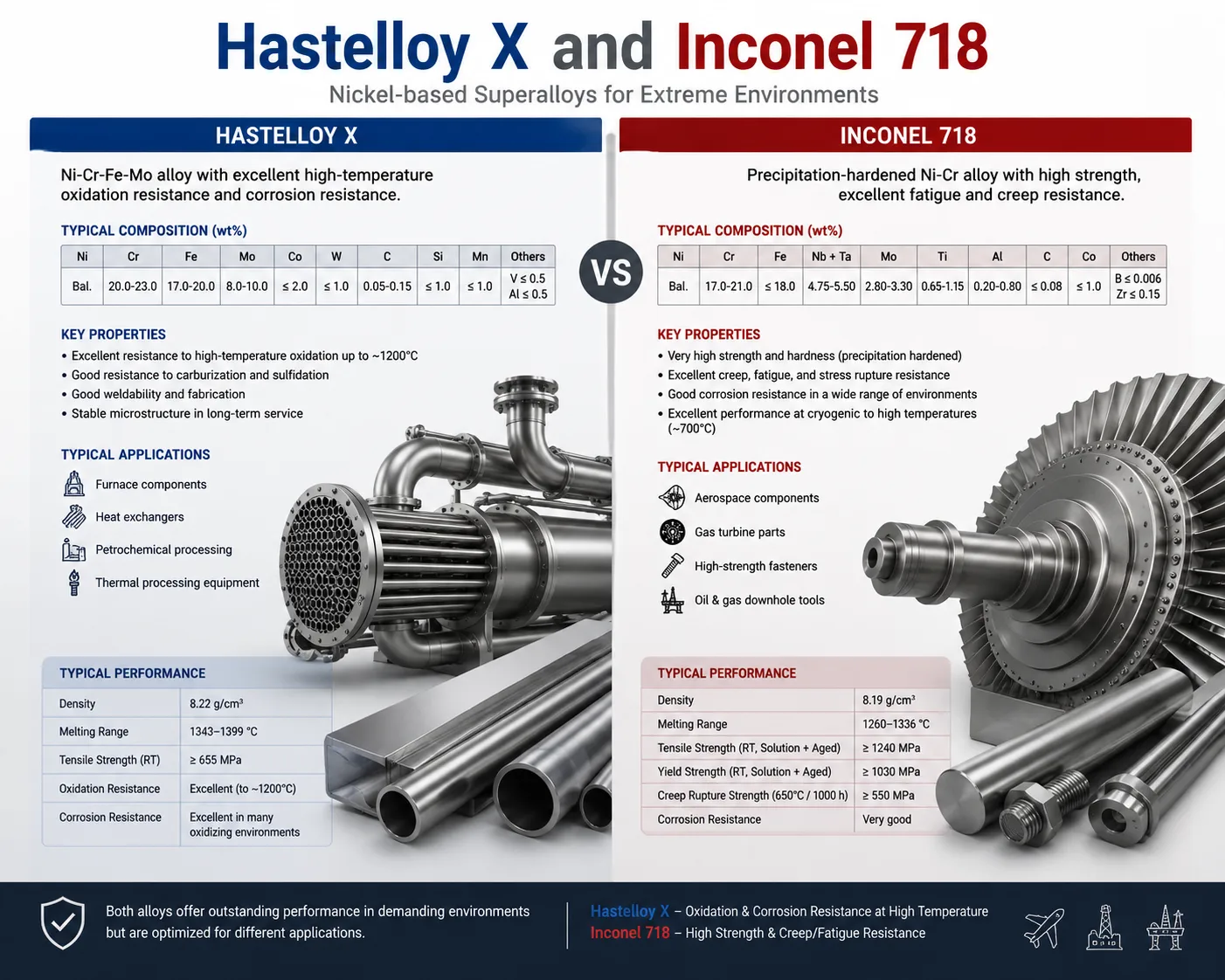
La diferencia más importante entre estas dos aleaciones es su rango de temperaturas de funcionamiento. El Inconel 718 es una aleación de alta resistencia para temperaturas moderadas (por debajo de los 700 °C). El Hastelloy X es una aleación de resistencia moderada para temperaturas extremas (entre 700 °C y 1200 °C). No se trata de una diferencia sutil en el rendimiento, sino de una diferencia fundamental en el mecanismo físico que proporciona la resistencia, y es lo que determina la idoneidad para una aplicación más que cualquier otro factor individual.
Lea también: Fabricante de chapas de Hastelloy X: chapas para altas temperaturas con certificación AMS 5536
Nos hemos encontrado con numerosos casos en los que los equipos de compras especificaron inicialmente el Inconel 718 para aplicaciones a alta temperatura debido a su mayor resistencia a la tracción nominal, sin darse cuenta de que el refuerzo por precipitados del que depende dicha resistencia es termodinámicamente inestable a la temperatura de servicio prevista. El resultado fue un fallo por fluencia prematuro de componentes que, técnicamente, estaban sobredimensionados en cuanto a resistencia a temperatura ambiente, pero que, en esencia, estaban infradimensionados en cuanto a estabilidad térmica. Este es precisamente el tipo de error de selección que se evita mediante una comparación técnica estructurada.
Comparación de la clasificación básica de las aleaciones
| Característica | Hastelloy X (N06002) | Inconel 718 (N07718) |
|---|---|---|
| Familia de aleaciones | Superaleación reforzada por solución sólida | Superaleación endurecible por precipitación |
| Mecanismo de refuerzo primario | Solución sólida (Mo, W y Co en una matriz de Ni) | Precipitados de γ'' (Ni₃Nb) + γ' (Ni₃Al,Ti) |
| Rango de temperaturas (uso estructural) | 650 °C – 1177 °C | Criogénico – 704 °C |
| Temperatura máxima de funcionamiento (continuada) | 1177°C (2150°F) | 704°C (1300°F) |
| Se requiere un tratamiento térmico para aumentar la resistencia | Ninguna — resistencia en estado recocido | Envejecimiento en dos etapas: 718 °C/8 h + 621 °C/8 h |
| Soldabilidad | Excelente: sin riesgo de agrietamiento tras la soldadura | Bueno, pero existe riesgo de agrietamiento debido a la vejez de la estructura |
| Especificaciones de las láminas y placas AMS | AMS 5536 | AMS 5596 |
| Especificaciones de la barra AMS | AMS 5754 | AMS 5662 / AMS 5663 |
| Especificación ASTM para barras | ASTM B572 | ASTM B637 |
| Densidad (g/cm³) | 8.22 | 8.19 |
| Designación UNS | N06002 | N07718 |
| Número de material europeo | 2.4665 | 2.4668 |
¿En qué se diferencian las composiciones químicas del Hastelloy X y el Inconel 718?
Las diferencias de rendimiento entre estas dos aleaciones se deben directamente a su composición química. Comprender la función de cada elemento no solo permite explicar su comportamiento actual, sino que también permite predecir cómo responderá cada aleación a condiciones de funcionamiento específicas.
Comparación de la composición química en paralelo
| Elemento | Hastelloy X Min (%) | Hastelloy X Max (%) | Inconel 718 Min (%) | Inconel 718 Max (%) |
|---|---|---|---|---|
| Níquel (Ni) | Equilibrio (~47%) | - | 50.00 | 55.00 |
| Cromo (Cr) | 20.5 | 23.0 | 17.00 | 21.00 |
| Hierro (Fe) | 17.0 | 20.0 | Saldo (~181 TP3T) | - |
| Molibdeno (Mo) | 8.0 | 10.0 | 2.80 | 3.30 |
| Cobalto (Co) | 0.5 | 2.5 | - | 1,00 máx. |
| Niobio + Tántalo (Nb+Ta) | - | - | 4.75 | 5.50 |
| Titanio (Ti) | - | - | 0.65 | 1.15 |
| Aluminio (Al) | - | 0,40 máx. | 0.20 | 0.80 |
| Tungsteno (W) | 0.2 | 1.0 | - | - |
| Carbono (C) | 0.05 | 0.15 | - | 0,08 máx. |
| Silicio (Si) | - | 1,0 máx. | - | 0,35 máx. |
| Manganeso (Mn) | - | 1,0 máx. | - | 0,35 máx. |
| Boro (B) | - | 0,010 máx. | - | 0,006 máx. |
| Fósforo (P) | - | 0,040 máx. | - | 0,015 máx. |
| Azufre (S) | - | 0,030 máx. | - | 0,015 máx. |
| Cobre (Cu) | - | - | - | 0,30 máx. |
Qué significa cada diferencia composicional en la práctica
Cromo: 20,5–23% (Hastelloy X) frente a 17–21% (Inconel 718)
El mayor contenido mínimo de cromo del Hastelloy X (20,51 % en peso), frente al 17,1 % en peso del Inconel 718, da lugar a una capa de óxido protector de Cr₂O₃ significativamente más gruesa y estable a temperaturas superiores a 700 °C. Esta diferencia explica por qué el Hastelloy X mantiene unas tasas de oxidación aceptables hasta los 1177 °C, mientras que el Inconel 718 sufre una oxidación rápida y sin protección por encima de aproximadamente 870 °C en aire.
Molibdeno: 8–101 TP3T (Hastelloy X) frente a 2,8–3,31 TP3T (Inconel 718)
La diferencia de tres veces en el contenido de molibdeno es la razón principal por la que el Hastelloy X mantiene su resistencia estructural a altas temperaturas. Los átomos de molibdeno son considerablemente más grandes que los de níquel, lo que provoca graves distorsiones en la red cristalina que se oponen al movimiento de las dislocaciones —el mecanismo fundamental de la deformación a altas temperaturas—. El menor contenido de molibdeno del Inconel 718 es adecuado para la contribución de la solución sólida a temperaturas moderadas, pero insuficiente para soportar la carga principal de refuerzo a temperaturas superiores a 704 °C, donde se disuelven los precipitados γ''.
Niobio: 4,75–5,50% (Inconel 718) frente a Ninguno (Hastelloy X)
El niobio es el elemento característico del Inconel 718 que no está presente en el Hastelloy X. La fase de precipitado γ'' (Ni₃Nb) formada a partir del niobio es responsable de aproximadamente el 70 % de la resistencia tras el envejecimiento del Inconel 718. Este mismo contenido de niobio permite la notable soldabilidad del Inconel 718 al ralentizar la cinética de precipitación, lo que evita un endurecimiento por envejecimiento rápido en la zona afectada por el calor de la soldadura. El Hastelloy X no contiene niobio porque su mecanismo de endurecimiento se basa íntegramente en la solución sólida y no requiere precipitación.
Carbono: 0,05–0,151 % en TP3T (Hastelloy X) frente a un máximo de 0,081 % en TP3T (Inconel 718)
El Hastelloy X tiene un contenido mínimo de carbono de 0,051 %, lo que refleja el papel beneficioso de la precipitación de carburos en los límites de grano a la hora de mantener la resistencia a la fluencia durante un servicio prolongado a altas temperaturas. El Inconel 718 especifica el carbono únicamente como límite máximo (0,081 % en peso), minimizando la formación de carburos que podrían sensibilizar los límites de grano y reducir la tenacidad a la fractura en las aplicaciones aeroespaciales donde el 718 se utiliza con mayor frecuencia.
Hierro: 17–20% (Hastelloy X) frente a aproximadamente 18% (Inconel 718)
Ambas aleaciones contienen niveles similares de hierro, pero este cumple funciones diferentes. En el Hastelloy X, el alto contenido en hierro es intencionado y contribuye a la compleja subestructura de espinela de hierro-cromo que mejora la adherencia de la protección contra la oxidación. En el Inconel 718, el hierro, como elemento de equilibrio, reduce el coste de la materia prima al tiempo que forma parte de la matriz que alberga los precipitados γ'' y γ'.
¿Qué propiedades mecánicas diferencian al Hastelloy X del Inconel 718 a temperatura ambiente y a temperaturas elevadas?
La comparación de las propiedades mecánicas entre estas dos aleaciones es la parte de mayor relevancia técnica de este artículo, ya que determina directamente qué aleación es la adecuada para una carga de diseño estructural y unas condiciones de temperatura determinadas.
Comparación de propiedades mecánicas a temperatura ambiente
| Propiedad | Hastelloy X (recocido en solución) | Inconel 718 (recocido en solución) | Inconel 718 (endurecido por precipitación) | Norma de ensayo |
|---|---|---|---|---|
| Resistencia a la tracción | 793 MPa (115 ksi) (valor típico) | 965 MPa (140 ksi) min | 1275 MPa (185 ksi) min | ASTM E8 |
| 0,2% Límite elástico | 352 MPa (51 ksi) (valor típico) | 550 MPa (80 ksi) min | 1034 MPa (150 ksi) min | ASTM E8 |
| Alargamiento en 2 | 43% típico | 30% min | 12% min | ASTM E8 |
| Reducción de la superficie | 55% típico | 35% min | 15% min | ASTM E8 |
| Dureza | 90-95 HRB | Rc 32 típico | Rc 40–44 típico | ASTM E18 |
| Módulo de elasticidad | 197 GPa (28,6 Msi) | 200 GPa (29,0 Msi) | 200 GPa (29,0 Msi) | - |
| Límite de resistencia a la fatiga | ~250 MPa (viga giratoria) | ~450 MPa (viga giratoria, envejecida) | ~600 MPa (viga giratoria, envejecida) | ASTM E466 |
| Resistencia al impacto Charpy a -196 °C | Más de 100 J | Más de 80 J | Más de 50 J | ASTM E23 |
El contraste en el límite elástico a temperatura ambiente es notable: el Inconel 718 endurecido por precipitación alcanza un límite elástico mínimo de 1034 MPa, casi tres veces el valor típico del Hastelloy X recocido en solución. Esta diferencia permite directamente diseñar componentes de Inconel 718 con secciones transversales más pequeñas para una capacidad de carga equivalente, lo que reduce el peso en motores de avión y otras aplicaciones en las que el peso es un factor crítico.
Comparación de las propiedades de tracción a temperaturas elevadas
Es en esta comparación donde la decisión de selección resulta más clara. Los datos que se muestran a continuación ilustran cómo evolucionan las propiedades de cada aleación con la temperatura, revelando el punto de inflexión en el que la ventaja de Hastelloy X en cuanto a estabilidad se vuelve decisiva.
| Temperatura | Hastelloy X Límite de resistencia a la tracción (MPa) | Hastelloy X YS (MPa) | Inconel 718 Límite superior de elasticidad (MPa) | Inconel 718 YS (MPa) |
|---|---|---|---|---|
| 21 °C | 793 | 352 | 1380 (antiguo) | 1170 (antiguo) |
| 200°C | 724 | 290 | 1310 | 1100 |
| 400°C | 690 | 262 | 1275 | 1070 |
| 538°C | 669 | 248 | 1240 | 1035 |
| 649°C | 648 | 234 | 1170 | 1000 |
| 704°C | 620 | 215 | 1090 | 910 |
| 760°C | 600 | 207 | 870 | 750 |
| 871°C | 483 | 172 | 415 | 310 |
| 982 °C | 310 | 138 | Menos de 200 | Menos de 130 |
| 1093°C | 172 | 97 | No recomendado | No recomendado |
Los datos revelan varias observaciones fundamentales para el ingeniero de diseño:
A 704 °C, el Inconel 718 (envejecido) sigue manteniendo una resistencia a la tracción de aproximadamente 1090 MPa, frente a los 620 MPa del Hastelloy X; el Inconel 718 sigue siendo más resistente a esta temperatura. Sin embargo, la resistencia del Inconel 718 desciende drásticamente por encima de los 704 °C a medida que se disuelven los precipitados γ'', mientras que el refuerzo por solución sólida del Hastelloy X es más estable térmicamente. A 871 °C, las dos aleaciones presentan niveles de resistencia comparables. Por encima de los 982 °C, el Hastelloy X supera claramente al Inconel 718, que ya no es adecuado para aplicaciones estructurales.
Comparación de datos sobre fluencia y rotura por tensión
En el caso de los componentes sometidos a cargas continuas —discos de turbina, recipientes a presión, soportes estructurales—, la resistencia a la rotura por fluencia influye más en el diseño que la resistencia a la tracción a corto plazo.
| Temperatura | Hastelloy X: tensión de rotura a 1000 horas (MPa) | Inconel 718: tensión de rotura a 1000 horas (MPa) |
|---|---|---|
| 538°C (1000°F) | Más de 500 (sin limitar) | 900 (aprox.) |
| 649°C (1200°F) | Más de 350 | 690 (aprox.) |
| 704°C (1300°F) | 310 (aprox.) | 450 (aprox.) |
| 760°C (1400°F) | 207 | 200 (en rápido descenso) |
| 871 °C (1600 °F) | 90 | 55 (muy degradado) |
| 982 °C (1800 °F) | 38 | No apto |
| 1093°C (2000°F) | 17 | No apto |
El punto de transición en la resistencia a la rotura por fluencia se produce cerca de los 760 °C; por encima de esta temperatura, el Hastelloy X presenta una capacidad superior para soportar cargas a largo plazo. Por debajo de los 760 °C, el Inconel 718 mantiene una tensión de rotura por fluencia más elevada. Esta temperatura de transición constituye el criterio determinante a la hora de decidir la aplicación más adecuada.
Comparación de propiedades físicas
| Propiedad física | Hastelloy X | Inconel 718 | Repercusiones técnicas |
|---|---|---|---|
| Densidad (g/cm³) | 8.22 | 8.19 | Prácticamente idénticos: no hay diferencia de peso en diseños equivalentes |
| Conductividad térmica a 100 °C (W/m·K) | 11.7 | 11.4 | Casi idénticos: comportamiento similar en cuanto a la gestión térmica |
| Expansión térmica (21–500 °C, µm/m·°C) | 14.8 | 13.0 | El Hastelloy X se dilata más; el diseño de las holguras debe tener esto en cuenta |
| Expansión térmica (21–870 °C, µm/m·°C) | 15.8 | No aplicable | El Hastelloy X se expande considerablemente a altas temperaturas de servicio |
| Módulo de elasticidad a 500 °C (GPa) | 180 | 185 | Rigidez prácticamente idéntica a temperaturas moderadas |
| Módulo de elasticidad a 870 °C (GPa) | 152 | No es aplicable de forma fiable | El Hastelloy X conserva una rigidez adecuada |
| Carácter magnético | No magnético (FCC) | Prácticamente no magnético (FCC) | Ambos son no magnéticos en condiciones normales |
¿Qué comportamiento muestran el Hastelloy X y el Inconel 718 en entornos oxidantes a alta temperatura?
Podría decirse que la resistencia a la oxidación es el factor diferenciador más importante entre estas dos aleaciones en aplicaciones a altas temperaturas. La diferencia en el comportamiento frente a la oxidación no es gradual, sino que supone una divergencia fundamental en la eficacia de los mecanismos de protección por encima de los 800 °C aproximadamente.
Comparación de la velocidad de oxidación en el aire
| Temperatura | Aumento de peso del Hastelloy X (mg/cm²/1 000 h) | Aumento de peso del Inconel 718 (mg/cm²/1 000 h) | Evaluación |
|---|---|---|---|
| 700°C | Menos de 2,0 | Menos de 3,0 | Ambos adecuados |
| 760°C | 2.0–4.5 | 4.0–8.0 | Las ventajas del Hastelloy X salen a la luz |
| 871°C | 4.5–9.0 | 15–35 | Ventaja clara del Hastelloy X |
| 982 °C | 8.0–18.0 | Avería repentina | El Hastelloy X es muy superior |
| 1093°C | 18–40 | No apto | Solo es viable el Hastelloy X |
La diferencia en la velocidad de oxidación a 871 °C es el dato más relevante desde el punto de vista práctico: el Hastelloy X presenta un aumento de peso por oxidación de entre 4,5 y 9,0 mg/cm²/1 000 horas, mientras que el Inconel 718 presenta un aumento de entre 15 y 35 mg/cm²/1 000 horas —y esa comparación supone que el Inconel 718 mantiene incluso una capa protectora coherente, lo cual deja de ser fiable por encima de aproximadamente 900 °C.
Diferencias en los mecanismos de oxidación
Mecanismo de oxidación del Hastelloy X:
El contenido de cromo de 20,5–231 TP3T permite la formación de una capa de Cr₂O₃ densa y adherente que actúa como barrera de difusión contra la entrada de oxígeno. El silicio (hasta 1,01 TP3T) aporta una subcapa de SiO₂ que mejora la adherencia de la capa. El contenido de hierro contribuye a la formación de una espinela compleja de Ni-Cr-Fe que se forma bajo la capa primaria de Cr₂O₃, lo que ralentiza aún más el transporte de oxígeno. Esta capa estable y estratificada mantiene su función protectora a lo largo de ciclos térmicos repetidos, un requisito clave en el servicio de las cámaras de combustión de turbinas de gas.
Mecanismo de oxidación del Inconel 718:
El cromo 17–21% presente en el Inconel 718 es suficiente para formar una capa protectora de Cr₂O₃ hasta aproximadamente 870 °C. Por encima de esta temperatura, dos mecanismos degradan el rendimiento de la oxidación: la capa de Cr₂O₃ comienza a formar CrO₃ volátil en flujos de aire de alta velocidad a temperaturas cercanas a los 900 °C, lo que agota la capa protectora más rápido de lo que tarda en reformarse; y la disolución de la fase γ'' rica en niobio expone la superficie de la aleación a condiciones en las que se acelera la formación de NiO y FeO, creando una capa de óxido porosa y no protectora. El resultado neto es un rápido aumento de las tasas de oxidación por encima de los 870 °C, lo que hace que el Inconel 718 no sea adecuado para un servicio oxidante prolongado en este rango de temperaturas.
Comportamiento frente a la corrosión en caliente (inducida por sulfatos)
En los entornos de combustión de las turbinas de gas, donde el azufre procedente de la combustión del combustible se combina con la sal marina que entra con el aire de admisión, la corrosión en caliente (tipo I a 850-950 °C, tipo II a 650-750 °C) ataca las superficies de las aleaciones mediante un mecanismo distinto de la simple oxidación.
| Tipo de corrosión en caliente | Rendimiento del Hastelloy X | Rendimiento del Inconel 718 |
|---|---|---|
| Tipo I (850–950 °C, Na₂SO₄) | Bueno: el contenido en cr ofrece resistencia | Deficiente: protección insuficiente a esta temperatura |
| Tipo II (650–750 °C, Na₂SO₄ + NiSO₄) | Moderada: menor actividad del cromo a esta temperatura | Moderada — limitación similar |
| Ataque inducido por el vanadio | Moderada: reacciona con el pentóxido de vanadio | Limitación similar a la del Hastelloy X |
En el caso de las turbinas de gas marinas o las turbinas industriales que queman combustible contaminado, ninguna de las dos aleaciones ofrece una protección total contra la corrosión en caliente sin recubrimientos de barrera térmica o recubrimientos de protección ambiental. Sin embargo, el Hastelloy X mantiene mejor la integridad estructural en caso de un ataque de corrosión en caliente localizado, ya que el refuerzo por solución sólida no se ve afectado por los cambios químicos en la superficie, a diferencia de lo que ocurre con la precipitación de γ''.
Lea también: Stock de placas de Inconel 718: Certificado AMS 5596, Servicios de corte a medida
¿En qué se diferencia la soldabilidad del Hastelloy X y el Inconel 718?
La soldabilidad es una de las diferencias prácticas más importantes entre estas dos aleaciones en lo que respecta a estructuras fabricadas, trabajos de reparación y procesos de montaje. La diferencia en cuanto a la soldabilidad es lo suficientemente significativa como para determinar por sí sola la elección de la aleación en algunas categorías de aplicación.
Comparación de la evaluación de la soldabilidad
| Criterio de soldabilidad | Hastelloy X | Inconel 718 | Notas |
|---|---|---|---|
| Susceptibilidad al agrietamiento por HAZ | Muy baja — excelente resistencia | Moderado — riesgo de agrietamiento por envejecimiento | Diferencia fundamental |
| Grietas en caliente del metal de soldadura | Bajo (con metal base limpio) | Bajo (el niobio ayuda) | Ambos se pueden controlar siguiendo los procedimientos adecuados |
| Es necesario precalentar | No — solo eliminación de humedad | No — solo eliminación de humedad | Ambos se pueden soldar sin precalentamiento |
| Requiere tratamiento térmico posterior a la soldadura | No es obligatorio para la mayoría de las aplicaciones | No es obligatorio para prevenir el agrietamiento | El tratamiento térmico posterior a la soldadura (PWHT) es opcional en ambos casos |
| Es necesario realizar un recocido de solución tras la soldadura | Recomendado para entornos corrosivos | Se recomienda antes del envejecimiento para obtener todas sus propiedades | Diferentes fines |
| Eficiencia de la resistencia de la soldadura | Más de 951 TP3T de metal común | 85–951 TP3T de metal común (dependiendo del estado) | Ventajas del Hastelloy X en estructuras fabricadas |
| Soldadura de reparación de componentes en servicio | Excelente: el recalentamiento no provoca endurecimiento por envejecimiento | Requiere una planificación minuciosa: recocido de re-solución + re-envejecimiento | Ventaja práctica significativa del Hastelloy X |
El riesgo de agrietamiento por deformación en la soldadura de Inconel 718
El principal problema relacionado con la soldabilidad del Inconel 718 es la fisuración por envejecimiento bajo deformación (SAC) en la zona afectada por el calor de la soldadura. La SAC se produce cuando:
- La zona afectada por la soldadura se calienta y se enfría dentro del intervalo de temperaturas de precipitación de γ'' (593-760 °C).
- Las tensiones residuales de soldadura se producen al mismo tiempo que la precipitación de γ''.
- La tensión combinada derivada de la deformación residual de la soldadura y la contracción volumétrica asociada a la precipitación de γ'' supera la ductilidad local del material.
La lenta cinética de precipitación de γ'' del Inconel 718 —la propiedad que lo hace soldable en comparación con aleaciones de precipitación más rápida como el Waspaloy— reduce significativamente el riesgo de SAC, aunque no lo elimina por completo. En el caso de soldaduras de múltiples pasadas en secciones gruesas, o de soldaduras en material base ya envejecido, el riesgo de SAC aumenta considerablemente. Soldar el Inconel 718 en estado recocido en solución (antes del envejecimiento) reduce drásticamente el riesgo de SAC al eliminar los precipitados preexistentes que contribuirían a la tensión inducida por el endurecimiento.
El Hastelloy X no presenta ninguna fase de precipitación que pueda provocar fisuras por envejecimiento bajo deformación. La zona afectada por el calor (HAZ) de la soldadura de Hastelloy X simplemente se ablanda y luego se vuelve a endurecer mediante mecanismos de solución sólida a medida que se calienta y se enfría a lo largo del ciclo térmico de la soldadura, sin que se produzca ninguna reacción de precipitación que pueda provocar grietas. Esta diferencia fundamental convierte a Hastelloy X en la opción preferida en cualquier aplicación en la que:
- Es previsible que se tengan que realizar soldaduras de reparación a lo largo de la vida útil.
- La estructura se soldará una vez que haya alcanzado su resistencia máxima.
- Es necesario realizar soldaduras de varias pasadas en secciones de gran espesor.
- Debe garantizarse la calidad de las uniones soldadas sin necesidad de realizar exhaustivas pruebas de precalificación.
Metales de aportación y procesos recomendados
| Proceso de soldadura | Relleno de Hastelloy X | Curso de AWS | Material de relleno de Inconel 718 | Curso de AWS |
|---|---|---|---|---|
| Soldadura GTAW (TIG) de raíz y de relleno | Hastelloy W | ERNiMo-3 | Inconel 718 o Inconel 625 | ERNiCrMo-3 |
| GMAW (MIG) | Alambre de Hastelloy W | ERNiMo-3 | Alambre de Inconel 718 | ERNiCrMo-3 |
| SMAW (varilla) | Electrodo de Hastelloy W | ENiMo-3 | Electrodo de Inconel 718 | ENiCrFe-7 |
| PAW (Plasma) | ERNiMo-3 | ERNiMo-3 | ERNiCrMo-3 | ERNiCrMo-3 |
| Metales diferentes (X a 718) | ERNiCrMo-3 (metal de aportación 625) | ERNiCrMo-3 | ERNiCrMo-3 (metal de aportación 625) | ERNiCrMo-3 |
Para uniones entre metales diferentes, como Hastelloy X e Inconel 718, que se dan en las zonas de transición entre las secciones de alta y moderada temperatura de los motores de turbina de gas —, el material de aportación Inconel 625 (ERNiCrMo-3) ofrece el mejor equilibrio entre la compatibilidad con ambos metales base y una resistencia adecuada a la corrosión y la oxidación en toda la unión.
Comparación de tratamientos térmicos posteriores a la soldadura
| Escenario de PWHT | Requisitos para el Hastelloy X | Requisitos del Inconel 718 |
|---|---|---|
| Soldadura estructural, servicio no corrosivo | Opcional — se acepta tal y como está soldado | Opcional: se acepta tal y como está soldado en muchas aplicaciones |
| Soldadura estructural, servicio en entornos corrosivos o con ácido fluorhídrico | Se recomienda un recocido de solución a 1163 °C | Se recomienda realizar un recocido de la solución antes de su puesta en servicio |
| Soldadura seguida de un servicio a alta temperatura | No requiere tratamiento térmico posterior al soldado (PWHT): recocido de mantenimiento durante el funcionamiento | Solución: recocido + envejecimiento, si se requieren todas las propiedades |
| Soldadura de reparación en un componente que ha estado en servicio | Se recomienda un recocido de solución para recuperar la ductilidad | Se requiere un recocido de solución + un nuevo envejecimiento para obtener todas las propiedades |
| Unión soldada crítica en el sector aeroespacial | Recocido de la solución según las especificaciones del proceso aplicables | Recocido de solución + envejecimiento por precipitación según la norma AMS 2774 |
¿Qué protocolos de tratamiento térmico se aplican a cada aleación?
Los requisitos de tratamiento térmico constituyen una diferencia práctica importante entre el Hastelloy X y el Inconel 718 en cuanto a la complejidad de la fabricación, la duración del ciclo y el coste.
Requisitos de tratamiento térmico del Hastelloy X
El Hastelloy X solo requiere un único tratamiento térmico de recocido de solución a lo largo de todo su ciclo de vida, tanto de fabricación como de uso:
Recocido de la solución estándar:
- Temperatura: 1163 °C ±14 °C (2125 °F ±25 °F).
- Tiempo: 10 minutos como mínimo por cada 25 mm (1") de espesor de la sección.
- Enfriamiento: Enfriamiento rápido en agua o enfriamiento rápido con aire.
- Objetivo: Disuelve todas las fases precipitadas; determina las propiedades mecánicas certificadas; elimina la fase sigma.
- Frecuencia: una vez por ciclo de procesamiento del material; se debe repetir tras cualquier trabajo en caliente o soldadura.
No se requiere, ni se recomienda, ni es posible aplicar ningún tratamiento térmico adicional que aumente de forma significativa la resistencia del Hastelloy X más allá del estado de recocido de solubilización. La aleación no puede endurecerse por precipitación; esto se debe a su diseño, no es una limitación.
Requisitos de tratamiento térmico del Inconel 718
El Inconel 718 requiere un tratamiento térmico más complejo y cuidadosamente secuenciado para desarrollar todas sus propiedades mecánicas:
Paso 1: Recocido de la solución (si aún no se encuentra en la condición A):
- Temperatura: 980 °C ±14 °C (1800 °F ±25 °F) para productos estándar.
- Tiempo: 1 hora como mínimo por cada pulgada de sección transversal.
- Enfriamiento: Enfriamiento rápido por aire o por agua.
Paso 2 — Primera edad (secuencia de doble edad):
- Temperatura: 718 °C ±8 °C (1325 °F ±15 °F)
- Duración: 8 horas
- Enfriamiento: Enfriar el horno a 55 °C/hora (100 °F/hora) hasta alcanzar la temperatura de segundo envejecimiento.
Paso 3: Segunda Edad:
- Temperatura: 621 °C ±8 °C (1150 °F ±15 °F)
- Duración: 8 horas
- Enfriamiento: Enfriamiento por aire a temperatura ambiente
Comparación de la complejidad y el coste de los tratamientos térmicos
| Factor | Hastelloy X | Inconel 718 |
|---|---|---|
| Número de etapas de tratamiento térmico | 1 (solo recocido en solución) | 3 (recocido en solución + dos etapas de envejecimiento) |
| Tiempo total en el horno | De 1 a 4 horas (dependiendo del tamaño de la sección) | Entre 18 y 24 horas como mínimo |
| Precisión requerida en la temperatura del horno | ±14 °C | ±8 °C (las etapas de maduración requieren un control más estricto) |
| Especificaciones normativas de AMS | AMS 2774 (sección de recocido en solución) | AMS 2774 (sección completa sobre endurecimiento por precipitación) |
| Tratamiento térmico posterior a la fabricación | Recocido de re-solución simple, si es necesario | Recocido de re-resolución completo + re-envejecimiento (16-20 horas adicionales) |
| Índice de costes del tratamiento térmico | 1,0 (línea de base) | 2,5–3,5 (en comparación con el Hastelloy X) |
| Riesgo de alteración de las propiedades debido al procesamiento | Bajo | Moderado: se requiere un control estricto de la temperatura |
La diferencia en la complejidad del tratamiento térmico tiene consecuencias prácticas que van más allá del coste. Los componentes fabricados en Inconel 718 que requieran soldadura de reparación tras su fabricación inicial deben someterse a un recocido de disolución (para eliminar cualquier riesgo de fisuración por envejecimiento bajo tensión) y, a continuación, a un nuevo proceso de envejecimiento mediante el ciclo completo de doble envejecimiento antes de volver a ponerse en servicio. Un solo ciclo de reparación en un componente de Inconel 718 consume más de 20 horas de tiempo en un horno de precisión. Un ciclo de reparación equivalente en un componente de Hastelloy X requiere solo entre 2 y 4 horas de tiempo en el horno para el recocido de solución posterior a la reparación.
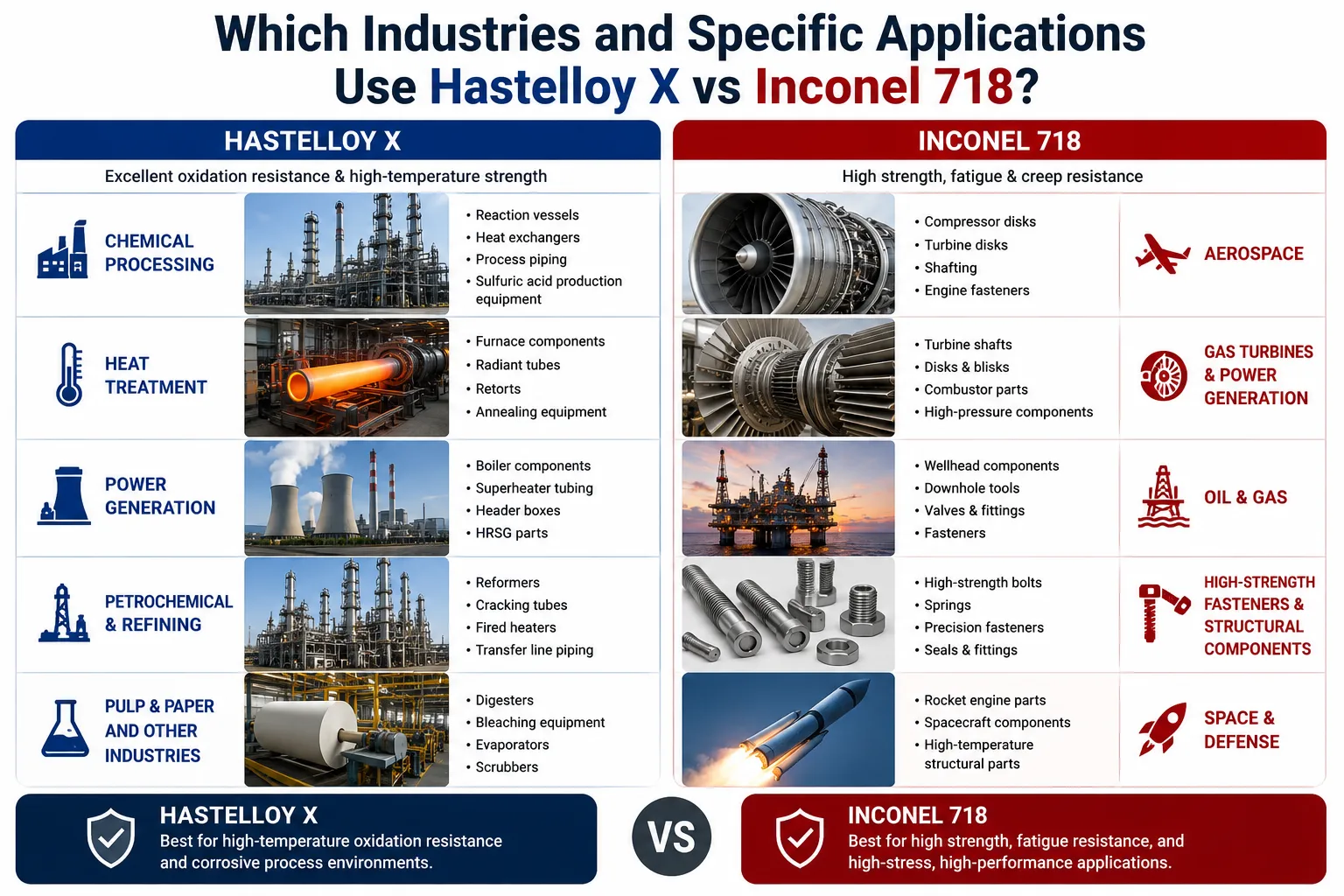
¿En qué sectores y aplicaciones concretas se utiliza Hastelloy X frente a Inconel 718?
La distribución de aplicaciones entre estas dos aleaciones se ajusta con precisión a los rangos de temperatura de funcionamiento, con claras preferencias específicas del sector que se han ido definiendo a lo largo de décadas de experiencia en el sector.
Aplicaciones de los motores de turbina de gas en el sector aeroespacial
| Zona del motor | Temperatura típica del metal | Selección de materiales | Justificación |
|---|---|---|---|
| Disco del ventilador / disco del compresor | 200–400 °C | Inconel 718 | Se requiere la máxima resistencia; bajas temperaturas |
| Álabes del compresor (etapas iniciales) | 200–500 °C | Inconel 718 | Alta tensión centrífuga; temperatura moderada |
| Álabes del compresor (etapas traseras) | 400-600°C | Inconel 718 | Alta tensión a temperatura elevada |
| Carcasas de compresores | 300–500 °C | Inconel 718 | Contención de tensiones circunferenciales |
| Revestimiento de la cámara de combustión | 700-950°C | Hastelloy X | Gas de combustión oxidante; ciclos térmicos |
| Cúpula del quemador | 750–1000 °C | Hastelloy X | Exposición a la temperatura máxima en la cámara de combustión |
| Conducto de transición | 900–1100 °C | Hastelloy X | Circuito de gas caliente; sin carga mecánica |
| Disco de turbina (baja presión) | 400–700 °C | Inconel 718 | Alta tensión centrífuga; temperatura dentro del intervalo de 718 |
| Disco de turbina (alta presión) | 600–800 °C | Waspaloy o René 41 | La temperatura supera el límite de 718 °C; se necesita una mayor resistencia |
| Álabe de turbina (alta presión) | 900–1100 °C+ | Aleaciones solidificadas direccionalmente o monocristalinas | Supera las prestaciones tanto del Hastelloy X como del 718 |
| Carcasa del escape de la turbina | 500–800 °C | Hastelloy X o Inconel 625 | Temperatura moderada; gran estructura prefabricada |
Esta tabla muestra cómo estas dos aleaciones se utilizan en diferentes zonas del motor, incluso dentro de una misma turbina de gas: Inconel 718 en la parte fría (compresor, disco delantero), Hastelloy X en la parte caliente (cámara de combustión) y aleaciones de mayor resistencia en las zonas de mayor temperatura (álabes de la turbina de alta presión).
Aplicaciones en el sector del petróleo y el gas
| Aplicación | Condiciones de funcionamiento | Aleación preferida | Razón |
|---|---|---|---|
| Resortes de cabezales de pozo y componentes internos de válvulas | H₂S, cloruros, 25–200 °C | Inconel 718 (homologado por la NACE) | Resistencia + cumplimiento de la normativa sobre gas ácido |
| Resortes para válvulas de seguridad subterráneas | H₂S, alta presión, hasta 200 °C | Inconel 718 o Hastelloy C276 | Requisitos de carga de los resortes; servicio en entornos ácidos |
| Carcasas de herramientas de fondo de pozo | Alta presión, temperatura moderada | Inconel 718 | Alta resistencia; temperatura dentro del rango |
| Componentes de la punta de la chimenea de quema | Gases de combustión, 600–900 °C | Hastelloy X | Entorno oxidante a alta temperatura |
| Soportes de los tubos del calentador | 700–900 °C | Hastelloy X | Soporte estructural en entornos de horno |
| Componentes del enfriador de gases de proceso | Servicio en entornos corrosivos a 400–600 °C | Inconel 718 o Inconel 625 | Resistencia a la corrosión a temperaturas moderadas |
Aplicaciones industriales y de generación de energía
| Categoría de aplicación | Hastelloy X | Inconel 718 |
|---|---|---|
| Componentes internos de hornos industriales (por encima de 700 °C) | Material estándar | No apto — fallo por oxidación |
| Soportes para hornos de tratamiento térmico | Se recomienda por encima de los 800 °C | Se recomienda por debajo de 600 °C |
| Piezas de transición para turbinas de gas (industriales) | Estándar | No apto para temperaturas superiores a 800 °C |
| Elementos de fijación para motores de avión (compresor) | No es lo ideal: menor resistencia | Aleación estándar de alto rendimiento para elementos de fijación |
| Componentes de válvulas criogénicas | Aplicación atípica | Excelente — FCC, sin transición dúctil-frágil |
| Componentes internos de un reactor nuclear | Algunas aplicaciones | Aplicación principal: componentes de recipientes a presión |
| Implantes médicos que requieren resistencia | No es típico | Algunos componentes de precisión |
¿En qué se diferencian las características de mecanizado y los costes de fabricación?
Ambas aleaciones se consideran difíciles de mecanizar en comparación con el acero al carbono, pero plantean retos específicos distintos que influyen en la elección de las herramientas, los parámetros de corte y el coste total del mecanizado.
Comparación de parámetros de mecanizado
| Operación de mecanizado | Parámetros recomendados para Hastelloy X | Parámetros del Inconel 718 (recocido) | Parámetros del Inconel 718 (envejecido) |
|---|---|---|---|
| Torneado de desbaste (carburo) | 25–50 pies cuadrados por minuto; 0,008–0,018 pulgadas por minuto de avance | 30-60 pies cuadrados por minuto; 0,008-0,018 pulgadas por minuto | 20-40 pies cuadrados por minuto; 0,006-0,015 pulgadas por minuto |
| Torneado de acabado (carburo) | 50–100 pies cuadrados por minuto; 0,003–0,008 pulgadas por minuto | 60–120 pies cuadrados por minuto; 0,003–0,008 pulgadas por minuto | 30–80 pies cuadrados por minuto; 0,002–0,006 pulgadas por minuto |
| Fresado de desbaste (fresa de metal duro) | 20–40 pies cuadrados por minuto; 0,002–0,005 pulgadas por diente | 25–50 SFM; 0,002–0,005"/diente | 15–35 pies cuadrados por minuto; 0,001–0,004 pulgadas por diente |
| Taladrado (carburo o HSS-Co) | 10–20 m²/h; 0,002–0,05 l/min | 12–25 m²/h; 0,002–0,05 m³/h | 8–18 m²/h; 0,001–0,004 l/min |
| Duración relativa de la herramienta | Moderado | Bueno (recocido); Malo (envejecido) | Deficiente: 30–501 TP3T de vida útil del utillaje recocido |
| Requisitos de refrigerante | Es imprescindible un lavado a alta presión | Es imprescindible un lavado a alta presión | Alta presión, caudal máximo |
| Tendencia al endurecimiento del trabajo | Alta | Moderado-alto | Muy alta |
| Índice de maquinabilidad relativa | 25–30% de acero de fácil mecanización | 35–40% recocido; 20–25% envejecido | 20–25% de acero de fácil mecanización |
El Inconel 718 envejecido es una de las aleaciones más difíciles de mecanizar en la producción comercial: su dureza de 40-44 Rc y su elevada dureza en caliente, unidas a un rápido endurecimiento por deformación, dan lugar a condiciones de desgaste extremo de las herramientas. La planificación de la secuencia de mecanizado para componentes de Inconel 718 recomienda, por lo general, realizar la mayor cantidad posible de arranque de material en el estado de recocido de solución antes del tratamiento térmico de envejecimiento final, reservando solo los cortes de acabado y aquellos críticos para la tolerancia para la etapa de mecanizado posterior al envejecimiento.
El Hastelloy X, aunque no es fácil de mecanizar, plantea un reto más constante que no varía en función de las condiciones del tratamiento térmico (dado que la aleación solo tiene un estado) y que, en cuanto a la tasa de desgaste de las herramientas, resulta algo menos exigente que el Inconel 718 envejecido.
Comparación del índice de costes de fabricación
| Factor de coste | Hastelloy X | Inconel 718 (recocido + envejecido) |
|---|---|---|
| Coste de la materia prima (por libra, proporción aproximada) | 1,0 (valor de referencia) | 0,85–1,1 (contenido de níquel similar; aleación diferente) |
| Coste del tratamiento térmico | Bajo — recocido simple | Alta — secuencia de tres pasos, 18-24 horas |
| Coste de mecanizado (pieza equivalente) | Moderado-alto | Alta (recocida); Muy alta (envejecida) |
| Costes de soldadura y fabricación | Moderado | Moderado-alto (el tratamiento térmico posterior a la soldadura y el reenvejecimiento suponen un coste adicional) |
| Índice de rechazo (defectos de soldadura) | Bajo | Moderado (riesgo de agrietamiento HAZ) |
| Coste de las modificaciones posteriores a la soldadura | Bajo | De moderado a alto (en caso de que se produzca un SAC) |
| Índice del coste total de fabricación | 1.0 | 1,3–1,8 (dependiendo de la complejidad de los componentes) |
En el caso de las estructuras de chapa metálica fabricadas —revestimientos de cámaras de combustión, escudos térmicos, conductos de transición—, el Hastelloy X ofrece un menor coste total de fabricación, ya que no requiere tratamiento térmico de envejecimiento y presenta una soldabilidad superior que reduce la necesidad de reelaboración. En el caso de los componentes mecanizados que requieren la máxima resistencia a temperatura ambiente —discos de compresor, discos de turbina, elementos de fijación de precisión—, la ventaja en cuanto a resistencia del Inconel 718 justifica el mayor coste de fabricación.
¿Cuáles son los formatos de producto disponibles y las especificaciones aplicables?
Ambas aleaciones están disponibles en todas las formas estándar de productos forjados, pero las especificaciones aplicables difieren y la disponibilidad de tamaños no estándar varía entre ellas.
Formatos de productos y comparación de especificaciones
| Forma del producto | Especificaciones del Hastelloy X | Especificaciones del Inconel 718 | Notas |
|---|---|---|---|
| Chapa y placa | AMS 5536 / ASTM B435 | AMS 5596 / ASTM B670 | Ambos están ampliamente disponibles |
| Barra y varilla | AMS 5754 / ASTM B572 | AMS 5662 / ASTM B637 | Ambos están disponibles a través de distribuidores |
| Tubos sin soldadura | AMS 5587 | AMS 5589 | Ambos están disponibles en tamaños estándar |
| Tubos soldados | AMS 5588 | AMS 5590 | Ambos disponibles |
| Piezas forjadas | AMS 5754 (barra para forja) | AMS 5662 (barra para forja) | Las piezas forjadas para el sector aeroespacial deben contar con la homologación de los fabricantes de equipos originales |
| Alambre de soldadura | AMS 5798 (ERNiMo-3) | AMS 5832 (ERNiCrFe-6) | Diferentes familias de rellenos: no son intercambiables |
| Electrodos recubiertos | ENiMo-3 | ENiCrFe-7 | Diferentes clasificaciones |
| Polvo (fabricación aditiva) | Se puede adquirir en tiendas especializadas | AMS 7000 / ASTM F3055 | 718, más adaptado a la AM |
Disponibilidad de existencias en MWalloys
En MWalloys, disponemos de un stock certificado de Hastelloy X e Inconel 718 en las formas y dimensiones más habituales. Los artículos en stock estándar para su envío en la misma semana incluyen:
Hastelloy X (AMS 5536/5754):
- Láminas: grosor de 0,5 a 6,0 mm; anchos estándar: 24", 36" y 48".
- Chapa: espesor de 6,0 a 25 mm, dimensiones estándar.
- Barra redonda: diámetro de 12 a 150 mm, longitudes de fábrica variables.
Inconel 718 (AMS 5596/5662):
- Chapa: espesor de 3,0 a 50 mm, dimensiones estándar.
- Barra redonda: diámetro de 12 a 200 mm, recocida en solución o endurecida por precipitación.
- Láminas: grosor de 0,5 a 4,76 mm en anchos estándar.
Las dimensiones no estándar se adquieren a fabricantes cualificados, con plazos de entrega habituales de entre 4 y 8 semanas, dependiendo de la forma y las dimensiones específicas.
¿En qué se diferencian el Hastelloy X y el Inconel 718 en cuanto a resistencia a la corrosión?
La resistencia a la corrosión en medio acuoso rara vez es el criterio principal a la hora de elegir entre estas dos aleaciones —ambas se seleccionan principalmente por su rendimiento térmico—, pero conocer su comportamiento frente a la corrosión evita su uso inadecuado en entornos en los que la corrosión podría constituir un mecanismo de fallo secundario.
Comparación de la resistencia a la corrosión en medio acuoso
| Entorno corrosivo | Hastelloy X | Inconel 718 | La opción preferida |
|---|---|---|---|
| Agua de mar (fluyendo) | Bien: el Cr + Mo aporta resistencia | Bueno: adecuado para un uso moderado | Algo similar; plantéate utilizar Monel 400 o 625 en su lugar |
| Agrietamiento por corrosión bajo tensión por cloruros | Buena resistencia | Buena resistencia (matriz FCC) | Ambos aceptables |
| Servicio con H₂S (NACE MR0175) | Admisible (se aplica un límite de dureza) | Calibrado (máx. 40 HRC) | Ambos cuentan con la certificación NACE |
| Ácidos oxidantes (HNO₃) | Bueno — Película pasiva Cr | Bueno — Película pasiva Cr | Ambos son similares |
| Ácido fluorhídrico | Moderado | Moderado | Ninguna de las dos opciones es la ideal; plantéate el Monel 400 |
| Ácido sulfúrico (diluido) | Bien | Bien | Similar |
| Sosa cáustica (NaOH) | Excelente | Excelente | Ambos adecuados |
| Corrosión intersticial en agua de mar | Moderado — menor Mo en comparación con el C276 | Moderado | Ninguna de las dos opciones es la más adecuada para un uso intensivo en fisuras |
| Corrosión intergranular (sensibilización) | Bajo riesgo — carbono controlado | Riesgo bajo — Estabilización de la presión arterial | Ambos están bien |
Ni el Hastelloy X ni el Inconel 718 son, en primer lugar, aleaciones resistentes a la corrosión en el sentido en que lo son el Hastelloy C276 o el Inconel 625. Ambas proporcionan una resistencia a la corrosión adecuada para los entornos de servicio estructural a alta temperatura a los que están destinadas, pero ninguna de ellas debe seleccionarse principalmente por su resistencia a la corrosión acuosa agresiva cuando existen alternativas como el Hastelloy C276 o el Monel 400 y estas se especifican adecuadamente.
¿Cuál es la diferencia de precio entre el Hastelloy X y el Inconel 718?
Los costes de las materias primas de ambas aleaciones fluctúan en función de los precios del níquel en la Bolsa de Metales de Londres, pero las diferencias de coste entre ellas son más estables y dependen de la composición de la aleación y de la complejidad del proceso de fabricación.
Análisis de los factores de coste
| Factor de coste | Hastelloy X | Inconel 718 | Notas |
|---|---|---|---|
| Principales factores que influyen en los costes | Ni + alto contenido en Mo (8–10%) | Ni + Nb (4,75–5,50%) | Tanto el molibdeno como el niobio son factores que influyen de manera significativa en los costes |
| Relación típica entre los precios de las materias primas | 1,0–1,15× aleaciones equivalentes al acero al carbono | 0,85–1,05 veces en comparación con el Hastelloy X | Los costes de los materiales son, en líneas generales, similares; la diferencia radica en la transformación |
| Coste del proceso de tratamiento térmico | Bajo — recocido de una sola solución | Alta — secuencia de tres pasos | Gran diferencia de coste en el componente acabado |
| Coste de mecanizado por pieza equivalente | Moderado | Alto (especialmente cuando está añejo) | Ideal para piezas mecanizadas complejas |
| Costes de soldadura y fabricación | Moderado | Moderada-alta (complejidad del PWHT) | Diferencia significativa en fabricaciones complejas |
| Coste total del componente acabado (geometría equivalente) | Línea de base | 1,2–1,8 veces, dependiendo de la complejidad | Más elevado para componentes complejos de Inconel 718 |
La comparación de costes varía considerablemente en función del tipo de componente. En el caso de componentes sencillos mecanizados a partir de barras, en los que el coste del tratamiento térmico representa una pequeña parte del coste total de la pieza, el Inconel 718 y el Hastelloy X pueden tener costes finales similares. En el caso de conjuntos complejos de chapa metálica fabricados que requieren una soldadura extensa, la ventaja de la soldabilidad del Hastelloy X puede reducir el coste total de fabricación a pesar del sobreprecio de la materia prima.
¿Cómo se decide finalmente entre estas dos aleaciones?
El marco de selección que se presenta a continuación ofrece un proceso de decisión estructurado que tiene en cuenta todos los factores técnicos analizados a lo largo de este artículo.
Marco de decisión para la elección entre Hastelloy X e Inconel 718
Paso 1: Temperatura máxima de funcionamiento:
Si la temperatura máxima de los componentes metálicos en cualquier momento del ciclo de funcionamiento supera los 704 °C:
Descartar el Inconel 718. El precipitado γ'' comienza a disolverse por encima de los 650 °C y desaparece prácticamente por completo a los 704 °C. Por encima de esta temperatura, el Inconel 718 pierde toda ventaja en cuanto a resistencia que le confiere el endurecimiento por precipitación.
Paso 2: Carga sostenida a temperatura:
Si el componente está sometido a una carga mecánica continua (presión, fuerza centrífuga, gravedad) a temperaturas superiores a 760 °C:
Especifique Hastelloy X. Su resistencia a la fluencia en solución sólida a estas temperaturas supera la capacidad residual del Inconel 718 en un grado que ninguna solución técnica puede compensar.
Paso 3: Requisitos de la atmósfera oxidante:
Si el componente queda expuesto al aire, a gases de combustión o a una atmósfera oxidante a temperaturas superiores a 800 °C:
Especifique Hastelloy X. El Inconel 718 sufrirá una oxidación inaceptablemente rápida que compromete la integridad dimensional y el estado de la superficie.
Paso 4: Requisito de resistencia máxima:
Si la principal limitación de diseño es la resistencia al límite elástico a temperatura ambiente o a temperaturas moderadas (por debajo de 600 °C) —componentes de discos, elementos de fijación para cargas elevadas, piezas mecanizadas sometidas a presiones críticas—:
Especifique Inconel 718. Su límite elástico de endurecimiento por precipitación, de 1034 MPa como mínimo, no tiene parangón con el del Hastelloy X, que se sitúa entre 310 y 380 MPa.
Paso 5: Evaluación de la fabricación por soldadura:
Si el componente requiere una fabricación soldada compleja, soldaduras de reparación in situ o soldaduras de varias pasadas en secciones de gran espesor:
Se recomienda utilizar Hastelloy X por su excelente soldabilidad y la ausencia de riesgo de agrietamiento por envejecimiento bajo tensión. Si se requiere Inconel 718 por motivos de resistencia, asegúrese de que el procedimiento de soldadura especifique un metal base recocido en solución y protocolos de tratamiento térmico posterior a la soldadura (PWHT) homologados.
Matriz resumen de la selección final
| Condición de aplicación | Aleación recomendada | Razonamiento crítico |
|---|---|---|
| Temperatura del metal mantenida por encima de los 760 °C | Hastelloy X | La disolución γ'' elimina la resistencia 718 |
| Atmósfera oxidante por encima de los 800 °C | Hastelloy X | 718: tasa de oxidación inaceptable |
| Revestimiento o cúpula de la cámara de combustión de una turbina de gas | Hastelloy X | Requisitos térmicos y de oxidación |
| Componentes internos de hornos industriales | Hastelloy X | Funcionamiento continuo a altas temperaturas |
| Disco de compresor de turbina de gas | Inconel 718 | Tensión centrífuga máxima por debajo de 700 °C |
| Elementos de fijación de alta resistencia (por debajo de 600 °C) | Inconel 718 | Límite elástico: 3 veces el del Hastelloy X |
| Componentes de herramientas HPHT para pozos | Inconel 718 | Alta presión + Cumplimiento de la norma NACE |
| Conjunto de cámara de combustión soldada | Hastelloy X | Soldabilidad + temperatura |
| Válvula o recipiente criogénico | Inconel 718 | FCC + buena tenacidad a bajas temperaturas |
| Componentes de recipientes nucleares | Inconel 718 | Alta resistencia + resistencia a la radiación |
| Soldadura de reparación en herrajes en servicio | Hastelloy X | No es necesario volver a envejecerlo; no hay riesgo de SAC |
| Zona de transición térmica (400–700 °C) | En función de la aplicación | Comparar datos de fluencia a una temperatura determinada |
Preguntas frecuentes: Hastelloy X frente a Inconel 718
1: ¿Cuál es la diferencia máxima de temperatura entre el Hastelloy X y el Inconel 718 en aplicaciones estructurales?
El Hastelloy X puede soportar un servicio estructural de hasta aproximadamente 1177 °C (2150 °F) en atmósferas oxidantes, mientras que el límite práctico de servicio estructural del Inconel 718 es de 704 °C (1300 °F), una diferencia de aproximadamente 473 °C que define sus zonas de aplicación principales, que no se solapan en absoluto. Por encima de los 704 °C, la fase de precipitado γ'' (Ni₃Nb) del Inconel 718 comienza a disolverse de forma significativa, lo que elimina progresivamente el endurecimiento por precipitación que representa el 70% de la resistencia tras el envejecimiento de la aleación. A 871 °C, la resistencia a la tracción del Inconel 718 ha descendido a aproximadamente 415 MPa —por debajo de los 483 MPa del Hastelloy X a la misma temperatura— y su resistencia a la rotura por fluencia ha disminuido hasta niveles que hacen inviable su uso estructural continuado en la mayoría de los diseños que soportan cargas. El Hastelloy X, que se basa en el endurecimiento por solución sólida térmicamente estable del molibdeno y el tungsteno, mantiene su mecanismo de refuerzo de forma continua sin disolución de precipitados a lo largo de todo su rango de servicio. Para la zona de transición entre 650 °C y 760 °C, ambas aleaciones pueden especificarse técnicamente, y la selección debe basarse en los requisitos específicos de rotura por fluencia, las necesidades de resistencia a la oxidación y el método de fabricación —un análisis de ingeniería minucioso en lugar de una simple comparación de umbrales de temperatura—.
2: ¿Se puede sustituir el Hastelloy X por Inconel 718 en los revestimientos de las cámaras de combustión de las turbinas de gas?
¡No! El Inconel 718 no puede sustituir al Hastelloy X en los revestimientos de las cámaras de combustión de las turbinas de gas, ya que las temperaturas del metal en la cámara de combustión (700–950 °C) superan la capacidad térmica del mecanismo de endurecimiento por precipitación del Inconel 718, y porque la resistencia a la oxidación del Inconel 718 a las temperaturas de la cámara de combustión es insuficiente para garantizar una vida útil aceptable del componente. Esta sustitución se propone en ocasiones como medida de reducción de costes cuando las chapas de Hastelloy X tienen un plazo de entrega prolongado, pero constituye un error fundamental de ingeniería de materiales más que una solución de compromiso razonable. A una temperatura del metal de la cámara de combustión de 900 °C, el Inconel 718 experimentaría tasas de oxidación entre 3 y 5 veces superiores a las del Hastelloy X, lo que reduciría el espesor de la pared a un ritmo que acortaría la vida útil del componente entre un 60 % y un 80 %. Además, cualquier endurecimiento por precipitación residual en el Inconel 718 se disolvería durante el funcionamiento inicial de la cámara de combustión, dejando el revestimiento en un estado sobreenvejecido y ablandado, con una resistencia a la fluencia significativamente menor de lo esperado. La sustitución inversa —utilizar Hastelloy X donde se especifica Inconel 718 en una aplicación de alta resistencia a temperaturas más bajas— es técnicamente posible en términos de capacidad térmica, pero introduce una resistencia inadecuada que requeriría un rediseño completo con secciones transversales más grandes. Ninguna de las dos sustituciones es aconsejable sin un análisis de ingeniería exhaustivo.
3: ¿Qué aleación tiene mayor resistencia a la fatiga: el Hastelloy X o el Inconel 718?
El Inconel 718 en estado endurecido por precipitación presenta una resistencia a la fatiga considerablemente superior a la del Hastelloy X a temperatura ambiente y a temperaturas inferiores a 600 °C, con límites de resistencia en vigas giratorias aproximadamente entre 2 y 2,5 veces superiores a los del Hastelloy X ; sin embargo, a temperaturas superiores a 750 °C, donde la tensión térmica cíclica provoca fatiga en los componentes de la cámara de combustión, el Hastelloy X demuestra una vida útil superior frente a la fatiga térmica gracias a su microestructura térmicamente estable y a su excelente ductilidad a alta temperatura. Por lo tanto, la comparación del comportamiento frente a la fatiga depende totalmente del mecanismo de fatiga y de la temperatura: en el caso de la fatiga mecánica (componentes giratorios, elementos estructurales sometidos a cargas cíclicas) por debajo de los 700 °C, el Inconel 718 envejecido sale claramente ganador. En cuanto a la fatiga térmica (revestimientos de cámaras de combustión, escudos térmicos, paneles de hornos sometidos a ciclos de amplios rangos de temperatura), el Hastelloy X sale ganando gracias a su combinación de una ductilidad adecuada a altas temperaturas, una microestructura estable frente a los ciclos de temperatura y una capa protectora de óxido adherente que resiste la desintegración térmica. Los datos de mecánica de fractura respaldan esta distinción: la mayor resistencia del Inconel 718 implica un tamaño de defecto crítico menor a temperaturas más bajas (lo que resulta adecuado para el diseño de fatiga de alto ciclo), mientras que la alta ductilidad del Hastelloy X a temperatura (alargamiento de 43–751 % en todo el rango de servicio) implica que las grietas se propagan más lentamente por ciclo térmico en el servicio de la cámara de combustión.
4: ¿Qué material es más fácil de soldar en entornos de producción: el Hastelloy X o el Inconel 718?
El Hastelloy X es considerablemente más fácil de soldar en entornos de producción que el Inconel 718, principalmente porque el Hastelloy X carece del mecanismo de endurecimiento por precipitación que genera el riesgo de agrietamiento por envejecimiento bajo tensión en las zonas afectadas por el calor de la soldadura del Inconel 718 — El Hastelloy X se puede soldar en cualquier condición sin necesidad de una preparación previa especializada y no requiere un envejecimiento posterior a la soldadura para recuperar la resistencia. En la soldadura industrial, la diferencia se manifiesta con mayor claridad en tres situaciones: la soldadura de múltiples pasadas en secciones de gran espesor (donde el riesgo de fisuración en la zona afectada por el calor del Inconel 718 aumenta con cada pasada sucesiva), la soldadura de reparación de componentes en servicio (donde el Inconel 718 requiere un recocido de solubilización antes de la soldadura de reparación y un nuevo envejecimiento completo después), y la soldadura de material de Inconel 718 ya envejecido (el escenario más complicado, donde el riesgo de SAC es mayor). Para los fabricantes de cámaras de combustión aeroespaciales que sueldan habitualmente chapas de Hastelloy X de 0,5 a 3 mm en conjuntos de revestimiento complejos, la soldabilidad es tan fiable que las tasas de aceptación de la primera pasada suelen superar al 99% con procedimientos cualificados. Las fabricaciones comparables de Inconel 718 en secciones gruesas requieren ensayos no destructivos (END) previos a la soldadura más rigurosos, un control cuidadoso de la temperatura entre pasadas y mayores tasas de rechazo tras la soldadura, incluso con un excelente control de los procedimientos.
5: ¿Qué límites de dureza de la norma NACE MR0175 se aplican al Hastelloy X y al Inconel 718 en aplicaciones con gas ácido?
Tanto el Hastelloy X (UNS N06002) como el Inconel 718 (UNS N07718) están homologados según la norma NACE MR0175/ISO 15156 Parte 3 para aplicaciones en servicio ácido con un límite máximo de dureza de 40 HRC para ambas aleaciones — pero la capacidad de endurecimiento por precipitación del Inconel 718 implica que requiere un control minucioso del tratamiento térmico para mantenerse dentro de este límite, mientras que el material de Hastelloy X recocido en solución suele presentar una dureza de 22-26 HRC con un margen inherente. En el caso del Inconel 718 en servicio ácido, el límite máximo de 40 HRC es la restricción determinante que limita los parámetros del tratamiento de envejecimiento. El Inconel 718 totalmente envejecido puede alcanzar un valor de Rc de 40-44, lo que lo sitúa en el límite de la NACE o por encima de él. Los componentes destinados a servicio ácido deben procesarse en condiciones de envejecimiento cuidadosamente controladas que desarrollen la resistencia adecuada, manteniendo al mismo tiempo una dureza igual o inferior a 40 HRC; esto requiere un control preciso de la temperatura y el tiempo de envejecimiento, así como la verificación de la dureza en cada lote de producción. El Hastelloy X, al ser una aleación de solución sólida sin endurecimiento por precipitación, alcanza su dureza típica de 22-26 HRC en estado de recocido en solución, sin que se requiera ningún procesamiento especial para cumplir el límite de dureza de la NACE. Para aplicaciones que combinan el servicio con gas ácido y temperaturas inferiores a 300 °C, en las que los requisitos de carga elástica o resistencia mecánica determinan la especificación, ambas aleaciones son viables; por encima de los 300 °C en servicio con gas ácido, el rendimiento superior a altas temperaturas de Hastelloy X y su cumplimiento inherente de la NACE se convierten en ventajas combinadas convincentes.
6: ¿Qué aleación es más adecuada para la fabricación aditiva (impresión 3D) de componentes que deben soportar altas temperaturas?
El Inconel 718 cuenta con una trayectoria mucho más consolidada en aplicaciones de fabricación aditiva, ya que las normas ASTM F3055 y AMS 7000 regulan las especificaciones del polvo y varios contratistas principales del sector aeroespacial han homologado componentes de Inconel 718 fabricados mediante AM para equipos de vuelo, mientras que el polvo de Hastelloy X para AM está disponible, pero es menos estandarizado y se utiliza principalmente en contextos de investigación y prototipos. La imprimibilidad de ambas aleaciones en procesos de fusión en lecho de polvo (por láser o haz de electrones) y de deposición de energía dirigida es técnicamente viable, pero el Inconel 718 cuenta con una ventaja de aproximadamente 10 años en cuanto a datos de homologación para la fabricación aditiva, caracterización tras el procesamiento y fiabilidad en la producción. La estructura de grano producida por el Inconel 718 fabricado mediante AM —con su característico crecimiento columnar y sus propiedades anisotrópicas— ha sido ampliamente caracterizada, y se han establecido protocolos de tratamiento térmico desarrollados específicamente para el material de AM. El Hastelloy X fabricado mediante AM se utiliza en programas de desarrollo de componentes de cámaras de combustión de turbinas y equipos de ensayo aeroespaciales, pero aún se están recopilando los datos de cualificación necesarios para su uso en la producción de componentes críticos para el vuelo. A medida que la tecnología de AM madure a mediados de la década de 2020, es probable que ambas aleaciones alcancen un estatus de producción cualificada más amplio, concentrándose las aplicaciones de AM del Hastelloy X en el ámbito de los equipos de combustión a alta temperatura, donde su ventaja en rendimiento térmico justifica la inversión en desarrollo.
7: ¿En qué se diferencian el Hastelloy X y el Inconel 718 en aplicaciones criogénicas?
Tanto el Hastelloy X como el Inconel 718 conservan una excelente tenacidad a temperaturas criogénicas, hasta el nitrógeno líquido (-196 °C) y el hidrógeno líquido (-253 °C), gracias a sus estructuras cristalinas FCC totalmente austeníticas, que no sufren una transición de dúctil a frágil a bajas temperaturas , pero el Inconel 718 es la opción preferida para aplicaciones estructurales criogénicas, ya que su límite elástico, mucho más alto, permite diseños de paredes más delgadas para una contención de presión equivalente. La estructura cristalina FCC de ambas aleaciones impide la transformación de la red cristalina en martensita BCC, que provoca fragilidad en los aceros ferríticos y martensíticos a temperaturas criogénicas. Los valores de impacto Charpy medidos para ambas aleaciones a -196 °C superan sistemáticamente los 80 J, muy por encima de cualquier requisito mínimo de tenacidad para los recipientes a presión criogénicos. La ventaja del límite elástico del Inconel 718 (1034 MPa tras envejecimiento frente a los 352 MPa del Hastelloy X) se traduce directamente en paredes de los recipientes criogénicos más delgadas y ligeras, lo que resulta especialmente valioso en aplicaciones de vehículos de lanzamiento y naves espaciales, donde la masa es el principal factor determinante del diseño. El Hastelloy X encuentra aplicación criogénica principalmente cuando el componente también debe soportar la exposición a altas temperaturas durante el mismo ciclo de servicio —por ejemplo, en componentes de motores de cohetes que pasan de las temperaturas del propulsor líquido durante el llenado a las temperaturas de combustión durante el encendido del motor—.
8: ¿Se pueden utilizar conjuntamente el Hastelloy X y el Inconel 718 en un mismo conjunto?
Sí. El Hastelloy X y el Inconel 718 se utilizan habitualmente juntos en el mismo conjunto de un motor de turbina de gas, con Inconel 718 en las secciones del compresor y del disco, y Hastelloy X en la sección de la cámara de combustión, unidas mediante soldaduras de transición con metal de aportación Inconel 625 (ERNiCrMo-3), que garantiza la compatibilidad con ambos metales base. La compatibilidad galvánica entre estas dos aleaciones es excelente: ambas son aleaciones a base de níquel con potenciales electroquímicos similares, lo que hace que la corrosión galvánica en su interfaz sea prácticamente insignificante en cualquier entorno en el que se utilicen ambas aleaciones conjuntamente. La principal consideración de diseño en la unión de transición entre Hastelloy X e Inconel 718 es la discrepancia en la expansión térmica: el Hastelloy X se expande aproximadamente 15,8 µm/m·°C a alta temperatura, mientras que el Inconel 718 tiene un coeficiente menor, de aproximadamente 13,0 µm/m·°C a temperaturas equivalentes. En una unión de transición entre la zona más fría de Inconel 718 y la zona más caliente de Hastelloy X, esta diferencia de expansión genera una tensión térmica que debe ser compensada por el diseño de la unión —normalmente mediante una geometría que permita cierto movimiento relativo o mediante un gradiente térmico controlado que limite la expansión diferencial por unidad de longitud. Los diseñadores de motores aeroespaciales han gestionado con éxito esta transición durante décadas, y las normas de diseño están bien establecidas tanto en las normas de ingeniería específicas de los fabricantes de equipos originales como en la bibliografía publicada sobre el diseño estructural de turbinas de gas.
9: ¿Cuál es la diferencia en el plazo de entrega entre las chapas de Hastelloy X y las de Inconel 718 disponibles en stock?
Las chapas de Inconel 718 en espesores habituales (3-50 mm) suelen estar más fácilmente disponibles en los almacenes de los distribuidores que las chapas de Hastelloy X en tamaños equivalentes, lo que refleja el mayor volumen total de mercado del Inconel 718 debido a su más amplia gama de aplicaciones , aunque MWalloys mantiene un stock certificado de ambas aleaciones en dimensiones estándar con envío en un plazo de 10 a 20 días. La demanda mundial de Inconel 718 —estimada en aproximadamente el 34,1 % de la producción total de superaleaciones— genera un mercado de distribución amplio y activo, con numerosos distribuidores con existencias en todo el mundo. El Hastelloy X, aunque es una aleación importante en términos de volumen, tiene un mercado total algo más reducido, concentrado en sectores de aplicación específicos (cámaras de combustión de turbinas de gas y hornos industriales). En cuanto a los espesores de placa estándar que suelen tener en stock los distribuidores (6 mm, 10 mm, 12 mm y 19 mm en ambas aleaciones), la disponibilidad suele ser similar. Para espesores no estándar o chapas de gran superficie, ambas aleaciones requieren un suministro directo de fábrica con plazos de entrega de entre 6 y 14 semanas. Para necesidades urgentes de mantenimiento aeroespacial o emergencias de producción, MWalloys mantiene un inventario estratégico de ambas aleaciones y ofrece un procesamiento urgente para el apoyo a programas críticos. Póngase en contacto con nuestro equipo de materiales con sus requisitos específicos para obtener un presupuesto sobre la disponibilidad actual y los plazos de entrega.
10: ¿Qué aleación debería elegir un ingeniero de producto para un nuevo componente destinado a altas temperaturas sin que exista una especificación previa?
Un ingeniero de producto que deba elegir entre Hastelloy X e Inconel 718 para un nuevo componente debe basar su decisión en tres criterios sucesivos: en primer lugar, la temperatura máxima sostenida del metal en servicio (Hastelloy X por encima de 700 °C, Inconel 718 a 700 °C o menos); en segundo lugar, el requisito mecánico predominante (la resistencia a la oxidación y a la fluencia favorece al Hastelloy X, mientras que el límite elástico máximo y la resistencia a la fatiga favorecen al Inconel 718); y, en tercer lugar, el método de fabricación (las estructuras de chapa soldada favorecen al Hastelloy X, mientras que los componentes mecanizados de alta resistencia favorecen al Inconel 718). Según nuestra experiencia en MWalloys, el criterio de la temperatura resuelve correctamente la mayoría de las selecciones para nuevas aplicaciones sin necesidad de evaluar los criterios secundarios. A veces, los ingenieros se ven tentados a especificar Inconel 718 por su mayor resistencia nominal, incluso en aplicaciones a altas temperaturas, pero esto da lugar a componentes que, aunque sobre el papel parecen sobredimensionados, resultan inadecuados desde el punto de vista térmico en condiciones reales de servicio. Por el contrario, especificar Hastelloy X para aplicaciones de alta carga y temperatura moderada da como resultado componentes con un peso excesivo que requieren secciones transversales más grandes para compensar la menor tensión admisible. Cuando la temperatura se encuentra claramente dentro del rango de funcionamiento de una aleación, la selección es sencilla. Para aplicaciones en la zona límite de 650–760 °C, recomendamos consultar los datos específicos de rotura por fluencia de ambas aleaciones a la temperatura de funcionamiento y el nivel de tensión reales, teniendo en cuenta el ciclo térmico completo, incluidas las temperaturas máximas durante los transitorios, antes de tomar la decisión final sobre la selección del material.
Referencias verificables
Las siguientes fuentes se han citado en la elaboración de esta comparación técnica y son verificables de forma independiente:
- Haynes Internacional. Ficha técnica de la aleación Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- Corporación de Metales Especiales. Ficha técnica de la aleación INCONEL 718 (SMC-045). Metales especiales, Huntington, WV.
- SAE Internacional. AMS 5536: Aleación de níquel, resistente a la corrosión y al calor, en láminas, tiras y placas, 47Ni-22Cr-18Fe-9Mo (Hastelloy X), recocida en solución. SAE International, Warrendale, PA.
- SAE Internacional. AMS 5596: Aleación de níquel, resistente a la corrosión y al calor, en láminas, tiras y placas, 52,5Ni-19Cr-3,0Mo-5,1Cb-0,90Ti-0,50Al-18Fe (Inconel 718), recocida en solución. SAE International, Warrendale, PA.
- SAE Internacional. AMS 5754: Aleación de níquel, resistente a la corrosión y al calor, en barras, varillas y alambre, 47Ni-22Cr-18Fe-9Mo (Hastelloy X). SAE International, Warrendale, PA.
- SAE Internacional. AMS 5662: Aleación de níquel, resistente a la corrosión y al calor, barras, piezas forjadas y anillos, 52,5 % Ni-19 % Cr-3,0 % Mo-5,1 % Cb (Inconel 718), recocida en solución. SAE International, Warrendale, PA.
- SAE Internacional. AMS 2774: Tratamiento térmico, piezas de aleaciones de níquel y cobalto. SAE International, Warrendale, PA.
- NACE Internacional / ISO. NACE MR0175 / ISO 15156-3: Industrias del petróleo y del gas natural — Materiales para su uso en entornos que contienen H₂S, Parte 3. NACE International, Houston, TX.
- ASTM Internacional. ASTM B435: Especificación estándar para placas, láminas y tiras de aleación Hastelloy X. ASTM International, West Conshohocken, PA.
- ASTM Internacional. ASTM B670: Especificación estándar para barras, placas, chapas y flejes de aleación de níquel endurecida por precipitación (Inconel 718). ASTM International, West Conshohocken, PA.
- Donachie, M.J. y Donachie, S.J. Superaleaciones: A Technical Guide, 2ª edición. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Las Superaleaciones: Fundamentos y Aplicaciones. Cambridge University Press, 2006. ISBN: 978-0-521-07011-9
- Davis, J.R. (editor). Materiales resistentes al calor (Manual de especialidades de ASM). ASM International, Materials Park, Ohio, 1997. ISBN: 0-87170-596-6
- Sociedad Americana de Soldadura. AWS A5.14: Especificación para electrodos y varillas desnudos de níquel y aleaciones de níquel. AWS, Miami, Florida.
- ASTM Internacional. ASTM F3055: Especificación estándar para la fabricación aditiva de aleación de níquel (UNS N07718) mediante fusión en lecho de polvo. ASTM International, West Conshohocken, PA.
