Custom Inconel 718 springs outperform standard stainless steel and carbon steel springs in high-temperature service by retaining elastic modulus and yield strength up to 650°C, delivering corrosion resistance in chloride, H2S, and oxidizing acid environments where standard spring materials fail within weeks. Inconel 718 springs maintain load-bearing capacity at temperatures where 302 stainless steel loses 40% to 60% of its room-temperature strength, making them the industry standard for gas turbine fuel controls, downhole completion tools, valve assemblies in sour service, and aerospace actuation systems requiring dimensional stability over 50,000+ load cycles.
If your project requires the use of Inconel 718 Springs, you can contact us for a free quote.
Why Do Standard Spring Materials Fail Where Inconel 718 Springs Succeed?
This question sits at the core of every specification decision involving high-temperature or corrosive spring applications, and understanding the answer prevents the costly mistake of underspecifying. We have reviewed dozens of spring failure cases across oil and gas, aerospace, and chemical processing — and the pattern is consistent: a standard spring material selected on cost and delivery grounds performs adequately during qualification testing but fails in service within a fraction of its designed life.

The Fundamental Limitations of Standard Spring Alloys
Carbon Steel Springs (ASTM A228 music wire, ASTM A227): These are the workhorse spring materials for ambient-temperature applications, delivering high tensile strength (up to 2,200 MPa for music wire) and good fatigue life in clean, dry environments. Their limitations are severe and abrupt: carbon steel springs begin losing elastic properties above approximately 120°C, and at 200°C the permissible working stress drops by 20% to 30% compared to room temperature. Any exposure to humidity, saltwater, industrial acids, or H2S causes rapid general and pitting corrosion that initiates fatigue cracks at surface pits, leading to premature fatigue fracture under cyclic loading.
Type 302/304 Stainless Steel Springs (ASTM A313): The standard upgrade from carbon steel for mildly corrosive environments, 302 stainless maintains adequate strength to approximately 260°C. Above this temperature, the permissible stress falls rapidly: at 370°C, the recommended working stress is approximately 50% of the room-temperature value. More critically, 302/304 stainless steel is susceptible to chloride stress corrosion cracking (SCC) at temperatures above 60°C — a failure mode that causes sudden brittle fracture without visual warning and is responsible for catastrophic spring failures in heat exchangers, offshore equipment, and chemical plant valve actuators.
17-7 PH Stainless Steel Springs (AMS 5678, Condition CH900): A meaningful step up in temperature capability, 17-7 PH maintains useful spring properties to approximately 370°C and resists chloride SCC better than 302 stainless. However, its corrosion resistance in reducing acid environments (HCl, H2S) and seawater above 40°C is insufficient for many oil and gas, marine, and chemical process applications. At 500°C, 17-7 PH loses most of its precipitation-hardened strength.
Inconel 718 Spring Performance Advantage: Inconel 718 retains a minimum yield strength of approximately 1,000 MPa at 538°C and approximately 860 MPa at 650°C — values that exceed the room-temperature yield strength of most spring stainless steel grades. Its nickel-chromium-molybdenum composition provides passive film stability in chloride, H2S, and most industrial chemical environments where austenitic stainless steels fail. This combination of retained high-temperature strength and broad corrosion resistance defines the application space where Inconel 718 is not merely preferable but genuinely irreplaceable.
The Real Cost of Spring Failure in Critical Systems
Spring failures in gas turbine fuel controls, downhole safety valves, or aircraft actuation systems are not simply maintenance events — they are potential safety incidents with liability and operational consequences that dwarf any material cost consideration. In documented field cases from North Sea well completion operations, failure of standard stainless steel Belleville washers in wellhead valve actuators caused loss of well control requiring emergency intervention at a cost exceeding $2.4 million per event. Replacement with Inconel 718 spring assemblies qualified to NACE MR0175 eliminated recurrence across the same well population over the subsequent seven-year monitoring period (published in SPE Technical Paper 187215, 2017).
What Makes Inconel 718 the Optimal Spring Alloy for High-Temperature Service?
The selection of Inconel 718 specifically — rather than other nickel superalloys — for spring applications reflects a combination of mechanical property profile, metallurgical stability, corrosion resistance, and processability that no competing alloy fully replicates.
Composition and Precipitation Hardening Mechanism
Inconel 718 (UNS N07718, AMS 5662/5663/5664) achieves its exceptional spring properties through a dual precipitation hardening mechanism. Its nominal composition of approximately 52% nickel, 19% chromium, 5.1% niobium, 3.0% molybdenum, 0.9% titanium, and 0.5% aluminum (with iron balance) produces two strengthening precipitate phases during age hardening:
Gamma-double-prime (γ'') precipitate: Body-centered tetragonal Ni3Nb, this is the primary strengthening phase in Inconel 718 and contributes approximately 75% to 80% of the total precipitation hardening response. It forms during the first aging step at 720°C and produces the high yield strength (typically 1,100 to 1,240 MPa in aged wire) that enables high spring rates and load capacity in compact geometries.
Gamma-prime (γ') precipitate: FCC Ni3(Al,Ti), this secondary phase forms during the lower-temperature aging step at 620°C and supplements the γ'' strengthening while improving creep resistance.
The combined effect produces a material with room-temperature tensile strength of approximately 1,380 MPa and yield strength of 1,170 MPa (minimum per AMS 5662) — values that place Inconel 718 wire among the highest-strength spring materials commercially available.
Hot Hardness and Elastic Modulus Retention
For spring applications, the critical high-temperature property is not merely strength but the retention of elastic modulus (E) with temperature. Spring rate (k = Gd⁴/8D³n) depends on the shear modulus G, which is related to elastic modulus through Poisson's ratio. As temperature rises, G decreases, reducing spring rate:
| Temperature | Inconel 718 Shear Modulus G | 302 SS Shear Modulus G | 17-7 PH Shear Modulus G |
|---|---|---|---|
| 25°C | 77.2 GPa | 69.0 GPa | 71.0 GPa |
| 200°C | 73.8 GPa | 63.5 GPa | 65.2 GPa |
| 315°C | 71.2 GPa | 59.0 GPa | 60.0 GPa |
| 425°C | 68.5 GPa | 53.8 GPa | 51.0 GPa |
| 540°C | 65.8 GPa | 47.5 GPa | Not applicable |
| 650°C | 62.4 GPa | Not applicable | Not applicable |
Sources: Special Metals Corporation Inconel 718 Technical Data; SAE Spring Design Manual AE-21; Carpenter Technology 17-7 PH Data Sheet
The modulus retention advantage of Inconel 718 — retaining 81% of its room-temperature shear modulus at 650°C versus 316L retaining approximately 69% at 425°C — means that Inconel 718 spring designs maintain their calculated load-deflection characteristics throughout their operating temperature range. Standard stainless steel springs at elevated temperature may lose 30% to 40% of their designed spring rate, creating unacceptable force variation in precision actuation and valve seating applications.
Relaxation Resistance: The Spring-Specific Property
Stress relaxation — the reduction in spring load under constant deflection over time at elevated temperature — is the most critical property for high-temperature spring applications and the one most often overlooked in standard alloy selection processes. A spring that initially meets load specifications may relax by 20% to 30% within 1,000 hours at elevated temperature, causing valve leakage, actuation force loss, or clamp load reduction below functional minimum.
Inconel 718's resistance to stress relaxation stems from the stability of its γ'' precipitate phase at temperatures up to approximately 650°C. Published relaxation data for helical compression springs at 315°C:
- 302 SS: approximately 15% to 25% load loss after 1,000 hours.
- 17-7 PH: approximately 8% to 15% load loss after 1,000 hours.
- Inconel 718 (properly aged): approximately 2% to 5% load loss after 1,000 hours.
At 538°C (1,000°F), the comparison becomes more dramatic:
- 17-7 PH: non-functional (insufficient strength at this temperature).
- Inconel 718: approximately 4% to 8% load loss after 1,000 hours.
This relaxation resistance directly translates to extended service intervals for components where spring load is critical — valve actuators, fuel control systems, and safety-critical locking mechanisms where load loss below a specified minimum triggers functional failure.
How Are Custom Inconel 718 Springs Designed and Engineered?
Spring design for Inconel 718 follows the same fundamental equations as any helical spring, but the material's specific property profile — particularly the high elastic modulus, high yield strength, and shear modulus variation with temperature — requires careful attention to design parameters that are sometimes treated as secondary for standard spring materials.
Fundamental Spring Design Parameters
Spring Rate (k):
k = Gd⁴ / (8D³n)
Where:
- G = shear modulus of Inconel 718 at operating temperature (GPa)
- d = wire diameter (mm)
- D = mean coil diameter (mm)
- n = number of active coils
For accurate design at elevated temperature, G must be the value at the maximum operating temperature, not room temperature. Using room-temperature G to calculate spring rate for a 500°C application will result in a spring that is approximately 15% to 20% softer than specified at operating temperature — a significant error for precision actuation systems.
Spring Index (C):
C = D/d
Spring index is the primary factor controlling spring manufacturability and stress concentration. For Inconel 718 springs, the recommended spring index range is 4 to 12:
- C below 4: difficult to coil, high tooling stress, potential wire cracking during forming
- C above 12: spring prone to tangling, reduced lateral stability, difficult to hold close tolerances
Wahl Correction Factor (Kw):
Kw = (4C - 1)/(4C - 4) + 0.615/C
This factor accounts for the stress concentration at the inner coil surface and curvature effects. For Inconel 718 springs operating at high stress levels, the Wahl factor is critical because the material's lower ductility compared to austenitic stainless steel means less plastic redistribution of stress concentrations. Spring designers should apply the full Kw correction without reduction.
Maximum Working Stress:
τmax = Kw × 8PD / (πd³)
Where P = applied load (N) and all dimensions in mm.
For Inconel 718 springs in high-temperature service, the recommended maximum working stress is:
- Below 315°C: 45% to 50% of UTS (typically 620 to 690 MPa)
- 315°C to 480°C: 38% to 42% of UTS at temperature
- 480°C to 650°C: 32% to 36% of UTS at temperature
These working stress limits incorporate a safety margin against relaxation, fatigue, and stress corrosion in demanding environments.
Solid Height and Deflection Calculations
A design consideration specific to high-alloy spring wire is that Inconel 718's higher modulus compared to standard stainless steel means that for a given wire diameter and coil geometry, the spring will be stiffer — allowing more compact designs but requiring precise calculations to avoid coil clash at maximum deflection.
Solid height: Hs = n × d (total coils × wire diameter)
Maximum deflection to solid: δmax = (Hs_free length - Hs_solid) × 0.85 (15% clash allowance recommended for Inconel 718)
Free length correction for temperature: At 650°C, thermal expansion of Inconel 718 (coefficient approximately 13.0 μm/m·°C) extends free length by approximately 0.8% — a factor that must be incorporated in the solid height calculation to prevent coil clash at operating temperature that would cause permanent set.
Belleville Washer (Disc Spring) Design Specifics
Belleville washers in Inconel 718 represent a significant proportion of high-temperature spring applications due to their high load capacity in compact axial space. Key design parameters:
| Parameter | Typical Range | Design Consideration |
|---|---|---|
| Outside diameter (OD) | 6 mm to 300 mm | Larger OD: lower stress per unit load |
| Inside diameter (ID) | 0.4-0.5 × OD typical | ANSI B27.6 standard ratios |
| Thickness (t) | 0.5 mm to 12 mm | Drives load capacity |
| Cone height (h) | 0.3t to 2.5t | h/t ratio determines load-deflection linearity |
| h/t ratio | 0.3 to 1.5 | h/t <0.5: linear; h/t >1.4: progressive then regressive |
| Stacking arrangements | Series, parallel, or combination | Series: more deflection; parallel: more load |
The stress calculation for Belleville washers per DIN 2093 Standard uses Poisson's ratio of 0.29 for Inconel 718 at room temperature, reducing to approximately 0.28 at 600°C.
What Manufacturing Processes Produce High-Performance Inconel 718 Springs?
Manufacturing Inconel 718 springs requires equipment and process controls beyond those used for standard spring steels. The alloy's high work-hardening rate, elevated yield strength in the annealed condition (approximately 550 to 650 MPa before aging), and sensitivity to surface damage from abrasive tooling demand specific manufacturing adaptations.
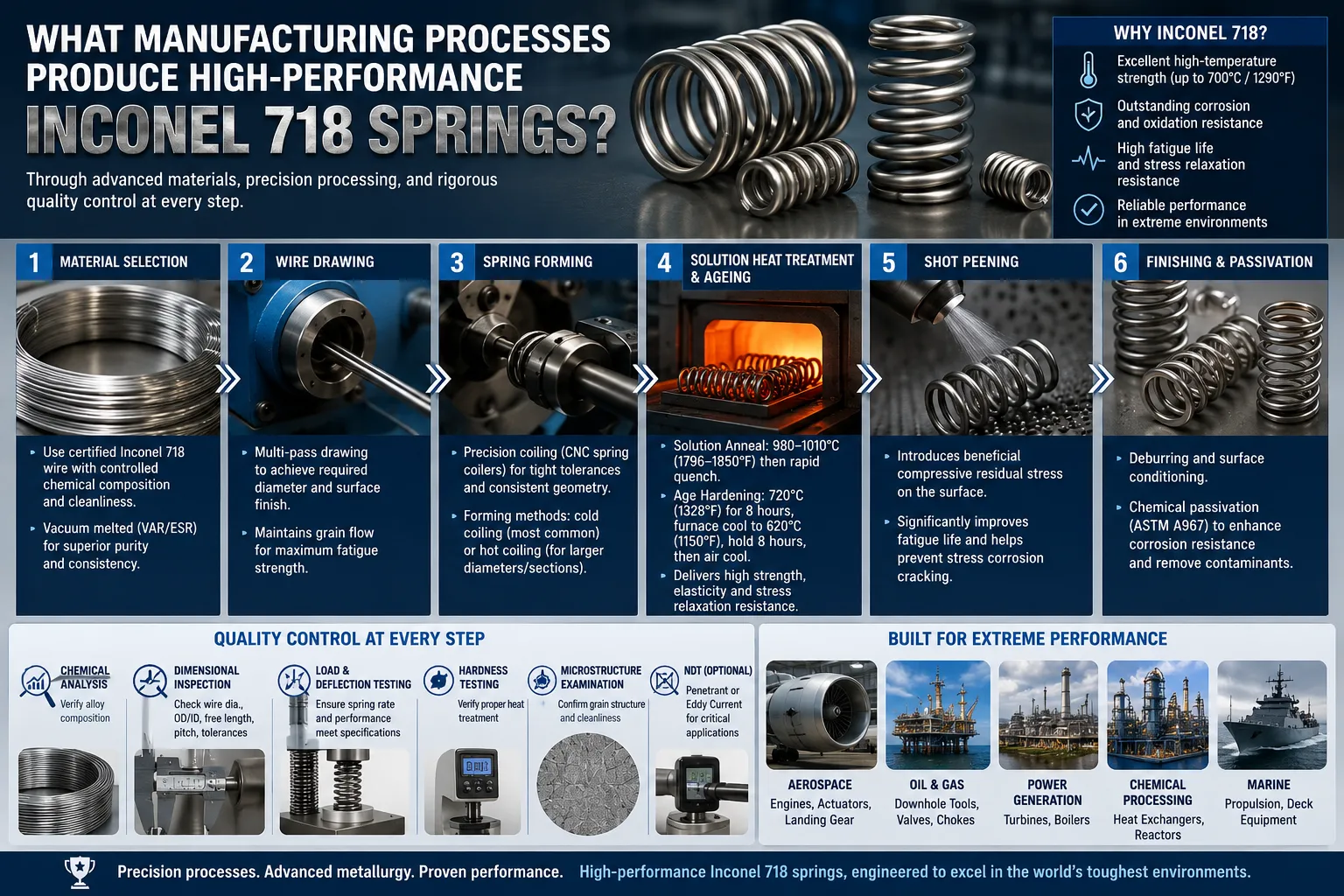
Wire Drawing: Achieving Consistent Diameter and Surface Quality
Inconel 718 spring wire is produced by multiple-pass cold drawing of hot-rolled rod through tungsten carbide dies, with intermediate annealing between draw passes to restore ductility. The standard wire diameter range for spring applications is 0.5 mm to 12 mm, with precision-drawn wire available from 0.1 mm for instrument springs.
Diameter tolerance: Cold-drawn Inconel 718 wire for springs conforms to AMS 5662 wire specification, achieving diameter tolerances of ±1% or ±0.025 mm (whichever is larger) for standard production. Precision spring wire can be produced to ±0.5% diameter tolerance for critical spring applications.
Surface condition: Wire surface must be free from seams, laps, pits, and scale — each of which acts as a fatigue initiation site. High-quality spring wire is produced to a ground or polished surface condition, with surface roughness typically below Ra 0.8 microns. Incoming wire inspection for spring production should include 100% eddy current testing per ASTM E 244 to detect surface and near-surface discontinuities.
Tensile strength of spring wire before aging: Drawn and annealed Inconel 718 wire typically achieves tensile strength of 1,000 to 1,150 MPa before age hardening. After the standard double-aging treatment, tensile strength increases to 1,310 to 1,450 MPa — the working strength range for spring design calculations.
CNC Coiling: Cold Winding vs. Hot Winding
Cold coiling of Inconel 718 is performed in the annealed (solution-treated) condition before age hardening, using CNC spring coiling machines with servo-controlled pitch and coil diameter adjustment. The annealed material's yield strength of approximately 550 to 650 MPa is low enough to be cold-wound on standard coiling equipment with appropriate tooling modifications.
Key cold coiling process considerations for Inconel 718:
- Tool wear is approximately 3x to 5x higher than for 302 stainless steel due to Inconel 718's higher strength and abrasiveness
- Mandrel and arbor materials require hardened tool steel or carbide for extended runs
- Coil diameter springback is approximately 8% to 15% greater than for 302 stainless, requiring compensation in tooling setup
- Pitch uniformity must be tighter than for standard springs because the post-coiling aging heat treatment is performed in the final coiled geometry and cannot be corrected afterward
Hot coiling of Inconel 718 bar stock (above 12 mm wire diameter) is performed at 980°C to 1,100°C using resistance heating or furnace heating. Hot coiling allows larger wire diameters and tighter spring indexes than cold coiling. After hot coiling, the spring must be solution annealed before aging to restore optimal microstructure — the hot coiling process partially precipitates delta phase that must be dissolved before the aging treatment produces optimal γ'' precipitation.
End Configurations and Secondary Operations
Custom Inconel 718 springs are manufactured with end configurations tailored to the specific application:
Compression spring ends: Closed and ground (most common for precision applications), closed not ground, open ends, or tapered/pigtail ends for high-temperature applications where grinding can introduce surface damage that reduces fatigue life.
Extension spring ends: Machine hook, cross-center hook, side hook, or full loop. Extension springs in Inconel 718 carry additional stress concentration at the hook-to-coil transition that must be incorporated in the design stress calculation.
Torsion spring ends: Straight torsion, short hook over center, long hook over center, or custom arm configurations. Torsion springs require precise arm angle control in the as-wound condition, with allowance for the angular change during aging heat treatment.
Belleville washer blanking and forming: Belleville washers are stamped from Inconel 718 sheet (typically cold-rolled, annealed condition per AMS 5596) using precision blanking dies, then formed in progressive die tools to achieve the specified cone height and flatness tolerance.
Shot peening (per SAE J808 and AMS 2430 standards) is applied to Inconel 718 springs in demanding fatigue applications: aerospace actuation, reciprocating compressor valves, and high-cycle downhole tool springs. Shot peening introduces compressive residual stress at the wire surface to depth of approximately 0.25 mm to 0.40 mm, extending fatigue life by 20% to 80% depending on the application stress ratio and loading mode (Fuchs, H.O. and Stephens, R.I., Metal Fatigue in Engineering, Wiley, 2001).
How Does Heat Treatment Determine Inconel 718 Spring Performance?
Heat treatment of Inconel 718 springs is arguably the most technically critical and most commonly mismanaged aspect of custom spring manufacturing. We have seen springs from multiple vendors that were incorrectly aged — achieving only 60% to 70% of specified yield strength due to temperature deviation or inadequate soak time — and delivered to customers with passing dimensional checks but failing spring rate and load tests. Understanding the heat treatment science is essential for both manufacturers and procurement engineers.
Solution Annealing: Establishing the Starting Microstructure
Before age hardening, Inconel 718 spring wire or coiled springs must be in the properly solution-annealed condition with all strengthening phases dissolved in the austenitic matrix. The solution anneal temperature is 980°C to 1,010°C for 1 hour (for wire/thin sections), followed by rapid cooling (water quench for larger sections, air cool for wire and thin strip).
The importance of the solution anneal temperature range: below 980°C, delta phase (Ni3Nb, orthorhombic, non-strengthening) may not fully dissolve, leaving less niobium available for γ'' precipitation during aging and reducing achieved yield strength by 50 to 150 MPa. Above 1,010°C, grain growth occurs that reduces fatigue life (grain size above ASTM 6 correlates with reduced fatigue crack initiation resistance in high-cycle applications).
For springs that are cold-wound in the annealed condition, the solution anneal is typically performed on the wire before coiling, and the coiled spring undergoes only the aging treatment after winding. This sequence requires precise tracking of the wire's thermal history.
The Standard Double Aging Treatment (AMS 2774)
The standard age hardening treatment for Inconel 718 springs follows AMS 2774 requirements:
Step 1: 720°C (1,325°F) for 8 hours, furnace cool at 55°C/hour (100°F/hour) maximum rate to 620°C
Step 2: Hold at 620°C (1,150°F) for 8 additional hours, then air cool to room temperature
This two-step treatment produces the combined γ'' + γ' precipitate microstructure that achieves:
- Tensile strength: 1,380 MPa (200 ksi) minimum
- Yield strength (0.2% offset): 1,170 MPa (170 ksi) minimum
- Elongation: 12% minimum
Temperature control precision is critical: Aging at 730°C instead of 720°C for the first step can reduce yield strength by 80 to 120 MPa as over-aging begins. Aging at 710°C produces incomplete γ'' precipitation, leaving 50 to 100 MPa of potential yield strength unrealized. Process specification should require ±5°C (±10°F) temperature uniformity across the entire furnace work zone, verified by thermocouple survey per AMS 2750.
Spring-Specific Heat Treatment Considerations
Load setting after aging: High-temperature springs for precision valve applications undergo load setting (also called "presetting" or "set removal") immediately after aging. The spring is compressed to near-solid height at room temperature, which introduces beneficial compressive residual stress in the wire cross-section and eliminates the initial rapid relaxation that would otherwise occur during the first thermal cycles in service. Load-set springs show approximately 50% less initial relaxation during the first 100 hours at operating temperature compared to non-preset springs (SAE Spring Design Manual, AE-21, 2nd Edition).
Stress relief after coiling (for cold-wound springs in aged wire): If springs are wound from pre-aged Inconel 718 wire, a low-temperature stress relief at 400°C to 425°C for 1 hour removes coiling-induced residual stress without significantly reducing age-hardened properties (yield strength reduction typically less than 3%).
Furnace atmosphere: Aging must be performed in a controlled atmosphere (inert gas, vacuum, or clean dry air) to prevent surface oxidation that would impair fatigue life and subsequent inspection. Oxygen levels above approximately 20 ppm at 720°C can produce an oxide scale on Inconel 718 wire with thickness sufficient to initiate fatigue cracks at the scale-metal interface.
| Heat Treatment Stage | Temperature | Time | Cooling | Property Result |
|---|---|---|---|---|
| Solution anneal | 980-1,010°C | 1 hour/25mm | Rapid (water/air) | Dissolved precipitates, ASTM 5-8 grain |
| First age | 720°C | 8 hours | Furnace cool to 620°C at 55°C/hr | γ'' precipitation begins |
| Second age | 620°C | 8 hours | Air cool | γ'' completion + γ' precipitation |
| Stress relief (optional) | 400-425°C | 1 hour | Air cool | Residual stress reduction |
| Load setting | Room temperature | One compression cycle | N/A | Preset beneficial residual stress |
What Are the Fatigue Life and Cycle Durability Characteristics?
Fatigue performance is the primary lifetime-limiting factor for springs in dynamic applications — reciprocating compressor valves, engine fuel systems, actuation mechanisms, and downhole tools operating through repeated make-up and release cycles. Understanding Inconel 718's fatigue behavior allows engineers to specify the right wire size, spring stress level, and surface condition to meet required cycle life targets.
S-N Curve Data for Inconel 718 Spring Wire
Published fatigue data for Inconel 718 wire in rotating bending and torsional loading (the stress states most relevant to spring applications):
Rotating beam fatigue (R = -1, fully reversed):
- 10⁶ cycles endurance limit: approximately 620 to 690 MPa
- 10⁷ cycles endurance limit: approximately 550 to 620 MPa
- Ratio of endurance limit to UTS: approximately 0.45 to 0.50
Torsional fatigue (relevant to helical compression springs):
- 10⁶ cycles endurance limit: approximately 380 to 420 MPa (shear stress)
- 10⁷ cycles endurance limit: approximately 340 to 380 MPa
These values apply to smooth, surface-damage-free wire in the fully aged condition. Any surface damage — grinding marks, pitting, seams, or oxide scale — reduces the effective fatigue limit by 20% to 50% depending on the depth and geometry of the discontinuity.
Modified Goodman Diagram for Spring Design
Spring fatigue analysis uses the modified Goodman diagram, plotting mean shear stress (τm) vs. alternating shear stress (τa) with the failure boundary defined by:
τa/τe + τm/UTS = 1
Where τe = torsional endurance limit and UTS = ultimate tensile strength (converted to shear by × 0.577 for shear stress).
For Inconel 718 springs at room temperature targeting 10⁷ cycle life:
- Allowable mean stress: 550 MPa maximum
- Allowable alternating stress: 350 MPa maximum
- Combined: operating point must fall below the Goodman line
At 538°C, the Goodman diagram shifts due to reduced UTS and endurance limit, requiring recalculation with temperature-corrected material properties.
Effect of Environment on Fatigue Life
Corrosive environments reduce fatigue life through the combined action of mechanical stress and chemical attack at the crack tip — a phenomenon called corrosion fatigue. For Inconel 718 springs in common service environments:
| Environment | Fatigue Life Reduction vs. Air | Practical Implication |
|---|---|---|
| Air, ambient | Reference (1.0x) | Design basis |
| Nitrogen atmosphere | 1.0-1.1x (slight improvement) | Inert gas protection beneficial |
| Seawater (3.5% NaCl) | 0.60-0.80x | 20-40% life reduction; use design margin |
| H2S (sour service, NACE) | 0.50-0.70x | Significant reduction; NACE qualified material required |
| CO2-saturated brine | 0.65-0.80x | Common oilfield condition |
| Steam (saturated, 300°C) | 0.75-0.90x | Power plant service |
| Oxidizing atmosphere (>500°C) | 0.70-0.85x | Surface oxidation accelerates fatigue |
Source: Special Metals Corporation fatigue data; NACE International technical papers; Shigley's Mechanical Engineering Design, McGraw-Hill
The corrosion fatigue data reinforces why proper alloy selection — rather than relying on Inconel 718's bulk corrosion resistance — must be combined with appropriate design stress levels to achieve target cycle life in aggressive environments.

Which Industries and Applications Require Custom Inconel 718 Springs?
The application space for Inconel 718 springs is defined by two simultaneous requirements: temperatures above 200°C and/or chemical environments where standard spring steels corrode unacceptably. When both conditions occur together, Inconel 718 is typically the only practical option from the standard commercial spring alloy portfolio.
Aerospace and Gas Turbine Applications
Fuel Control Valve Springs: Gas turbine fuel metering valves cycle thousands of times per flight hour at fuel temperatures of 150°C to 250°C in contact with jet fuel containing trace water and sulfur compounds. Inconel 718 springs maintain consistent fuel metering force over 50,000+ hours of operation. The alternative — 17-7 PH springs — shows acceptable initial performance but develops 10% to 15% relaxation within 5,000 hours at 250°C fuel temperature, causing fuel-to-air ratio deviation that affects engine efficiency and emissions compliance.
Actuator Return Springs: Flight control actuator springs in the tail section of high-performance aircraft experience peak temperatures of 200°C to 400°C from proximity to engine exhausts during supersonic flight profiles. Military aircraft specifications including MIL-HDBK-5 identify Inconel 718 as the preferred spring material for these applications.
Landing Gear Mechanism Springs: While temperature is moderate in landing gear applications, the combination of hydraulic fluid compatibility, salt spray corrosion in marine aircraft operations, and high cycle life requirements (typically 100,000+ cycles) makes Inconel 718 the standard for critical landing gear latch and locking springs.
Oil and Gas Downhole Applications
Safety Valve Springs (SCSSV and SSCSV): Subsurface safety valves protecting wellbore integrity are spring-loaded in the closed position, opening against spring force when operating pressure is applied. These springs operate at wellbore temperatures of 150°C to 250°C in contact with produced fluids containing H2S, CO2, and high chloride concentrations. NACE MR0175/ISO 15156 qualification is mandatory, and Inconel 718 in the annealed condition (or aged to hardness below 40 HRC) is specifically listed as a qualified material for these springs in sour service.
Pressure Control Valve Springs: Choke valve and pressure regulator springs in high-pressure wellhead equipment operate at pressures up to 140 MPa (20,000 psi) and temperatures up to 177°C in contact with sour produced fluids. The spring must maintain consistent crack pressure (within ±3% of set point) over the valve's 25-year design life — a requirement that eliminates all standard spring materials.
Completion Tool Springs: Packers, bridge plugs, and liner hangers use slip-setting springs and seal energization springs that deploy at wellbore depth and temperature in a single operation. These springs must store sufficient energy during running-in and release it reliably during setting — requiring high elastic energy storage density that Inconel 718's high yield strength provides.
Downhole Measurement While Drilling (MWD) Tools: Electronic module retention springs, centralizer springs, and sensor mounting springs in MWD tools experience drilling fluid temperatures of 150°C to 180°C and shock loads of 50g to 200g during drill string vibration. The combination of temperature, impact loading, and exposure to drilling mud containing H2S and chlorides defines an application environment where Inconel 718 is essentially the only viable spring material.
Chemical Processing and Industrial Applications
Pressure Relief Valve Springs: API 526 pressure relief valves in chemical plants handling acids, chlorinated organics, or high-temperature hydrocarbons require springs that maintain set pressure within ±3% over the valve's 4 to 8 year inspection interval. Standard 302 stainless relief valve springs show 5% to 15% set-point drift in chemical service above 150°C — exceeding API code requirements and creating overpressure protection failure. Inconel 718 springs maintain set point within 2% over 8-year intervals in documented petrochemical plant service records.
Heat Exchanger Tube Bundle Springs: Floating head heat exchangers use springs to maintain tube bundle positioning and prevent flow-induced vibration. At process temperatures of 300°C to 450°C in contact with process fluids, Inconel 718 springs maintain their positioning force over 10 to 20 year service intervals without replacement.
Industrial Screw and Extrusion Equipment Springs: In extruder barrel clamping systems, die assembly clamps, and screen pack changer mechanisms, springs operating at temperatures of 200°C to 400°C in contact with polymer melt vapors (including HCl from PVC degradation) show dramatically extended service life with Inconel 718 versus standard high-temperature spring steels. Specifically, die clamping springs that maintain die face seating pressure must hold consistent force throughout production runs — load loss from relaxation in standard springs causes die parting line leakage and extrudate defects that require costly production interruptions for spring replacement.
Nuclear Power and Energy Applications
Reactor Control Rod Springs: Nuclear reactor control rod drive mechanism springs operate in reactor coolant water at 290°C to 330°C under continuous irradiation. Radiation embrittlement affects many spring materials, but Inconel 718's nickel-rich composition shows relatively moderate radiation-induced hardening compared to iron-based alloys, maintaining adequate ductility over reactor licensing periods of 40 to 60 years (NUREG/CR-6244, NRC, 1994).
Valve Springs in High-Temperature Steam Service: Main steam isolation valves and reactor coolant system valves use Inconel 718 springs certified to ASME N-5 nuclear stamp requirements. The springs must demonstrate function after design basis seismic events — a requirement that demands both high strength and maintained ductility after thermal aging.
How Does Inconel 718 Spring Performance Compare to Competing High-Temperature Alloys?
Inconel 718 is not the only high-temperature spring alloy — understanding where alternative materials are superior, comparable, or inferior prevents over-specification as well as under-specification.
Comparative Property Table
| Property | Inconel 718 (aged) | Inconel X-750 (aged) | Waspaloy (aged) | Elgiloy (Co-Cr-Ni) | Hastelloy C-276 |
|---|---|---|---|---|---|
| UTS (Room temp) | 1,380 MPa | 1,240 MPa | 1,380 MPa | 2,000 MPa (wire) | 690 MPa |
| Yield Strength (Room temp) | 1,170 MPa | 1,000 MPa | 1,170 MPa | 1,480 MPa | 310 MPa |
| Max Spring Service Temp | 650°C | 700°C | 750°C | 370°C | 480°C |
| Shear Modulus (25°C) | 77.2 GPa | 76.0 GPa | 80.0 GPa | 84.0 GPa | 81.0 GPa |
| Chloride SCC Resistance | Excellent | Good | Good | Excellent | Outstanding |
| H2S/Sour Service (NACE) | Qualified | Limited | Not listed | Requires testing | Not listed |
| Weldability | Excellent | Good | Fair | Fair | Excellent |
| Relative Cost Index | 1.0x | 0.9x | 1.4x | 1.8x | 1.6x |
| Wire Drawing Availability | Excellent | Good | Limited | Good | Limited |
| AMS Specification | AMS 5662/5663 | AMS 5698 | AMS 5709 | AMS 5833 | N/A |
Sources: Special Metals Corporation; Carpenter Technology; Elgiloy Specialty Metals; SAE Spring Design Manual AE-21
When to Choose Alternative Alloys Over Inconel 718
Inconel X-750: For applications above 650°C where Inconel 718's γ'' precipitate begins dissolving, X-750 provides better creep resistance to 700°C. However, X-750 wire is less commonly available in small diameters, and its weldability is inferior to Inconel 718. For springs in gas turbine hot sections above 650°C, X-750 is the appropriate upgrade.
Elgiloy (AMS 5833): In applications requiring the highest possible spring energy density at ambient to moderate temperature (up to 370°C) in corrosive environments, Elgiloy's exceptional tensile strength (up to 2,000 MPa in cold-drawn wire) allows more compact spring designs than Inconel 718. Elgiloy is the preferred choice for watch springs, medical device springs, and ultra-compact instrument springs where size is the primary constraint.
Hastelloy C-276: When the dominant failure mode is corrosion rather than stress relaxation or high temperature, and the service environment includes highly oxidizing or reducing acids that attack Inconel 718 at measurable rates, Hastelloy C-276 provides superior corrosion protection. However, C-276 cannot be age hardened to the yield strengths needed for high-load spring applications and is generally limited to lightly loaded or wave spring configurations.
MP35N (Multiphase alloy): For the highest yield strength combined with good corrosion resistance (up to approximately 260°C), MP35N wire achieves tensile strengths above 1,900 MPa in cold-drawn condition without precipitation hardening. It is used in high-strength cable, instrument springs, and medical device applications where Inconel 718's temperature advantage is not needed.
What Are the Standard Sizes, Tolerances, and Custom Specification Capabilities?
Custom spring manufacturing to customer specifications is the primary business model for Inconel 718 springs — the demand for specific geometric and performance parameters requires engineering collaboration between the spring manufacturer and the design engineer.
Standard Wire Diameter Range and Availability
| Wire Diameter Range | Availability | Tolerance (AMS 5662) | Typical Surface |
|---|---|---|---|
| 0.10 - 0.50 mm | Limited; specialty suppliers | ±1.5% | Bright drawn |
| 0.50 - 2.00 mm | Good stock availability | ±1.0% | Bright drawn or ground |
| 2.00 - 6.00 mm | Excellent stock | ±0.8% | Bright drawn or centerless ground |
| 6.00 - 12.00 mm | Good stock | ±0.6% | Turned and polished or ground |
| 12.00 - 25.00 mm | Available on order (4-8 weeks) | ±0.5% | Turned and polished |
| 25.00 - 50.00 mm bar | Available (bar stock for hot coil) | Per AMS 5662 | Turned |
Spring Dimensional Tolerances
Custom Inconel 718 springs are manufactured to tolerances defined by the spring specification, with reference to SAE Spring Design Manual and customer-specific drawing requirements:
| Dimension | Standard Tolerance | Precision Tolerance |
|---|---|---|
| Free length | ±1.5% or ±0.5 mm (greater) | ±0.5% or ±0.2 mm |
| Outside diameter | ±2.0% | ±1.0% |
| Coil pitch (per coil) | ±0.3 mm | ±0.15 mm |
| Total number of coils | ±0.5 coils | ±0.25 coils |
| Spring rate | ±10% of specified | ±5% of specified |
| Load at specified length | ±8% | ±3% |
| Squareness of ends | ±3° | ±1.5° |
| Surface roughness (ground ends) | Ra 1.6 μm max | Ra 0.8 μm max |
Custom Design Specification Parameters
When ordering custom Inconel 718 springs, the following parameters must be specified completely to avoid ambiguity in manufacturing:
- Wire material: Inconel 718, UNS N07718, AMS 5662 (or AMS 5663 for bar stock coiling).
- Wire diameter: specified in mm or inches with tolerance class.
- Mean coil diameter or OD/ID as preferred reference.
- Total coils (NT) and active coils (Na).
- Free length with tolerance.
- End configuration (closed/ground, open, etc.).
- Spring rate or load at specified test length.
- Direction of coil (right-hand or left-hand helix).
- Heat treatment: solution anneal condition + AMS 2774 aging (specify if pre-aged wire or age after coiling).
- Shot peening: specify if required, per AMS 2430 intensity and coverage.
- Presetting (load setting): specify if required.
- Test requirements: spring rate test, load tests, dimensional verification.
- Quantity and delivery requirements.
- Applicable specifications: ASTM, AMS, NACE, customer-specific.
How Do Procurement Teams Specify and Source Custom Inconel 718 Springs?
Procurement of custom Inconel 718 springs requires a different approach than standard spring purchasing — the combination of exotic alloy, precision manufacturing, and critical application demands thorough supplier qualification and specification documentation.
Supplier Qualification Criteria
When qualifying a supplier for custom Inconel 718 springs, procurement teams should evaluate:
Material traceability: Can the supplier provide AMS 5662 certified wire with full EN 10204 3.1 material certificates, including heat analysis showing all specified elements within UNS N07718 composition limits? Wire without full heat traceability cannot be used in aerospace, nuclear, or NACE-critical applications.
Heat treatment capability and certification: Does the supplier's furnace equipment meet AMS 2750 pyrometric requirements (Class 3 minimum, Class 2 preferred for aerospace)? Is the furnace surveyed quarterly with calibrated thermocouples? Can they provide heat treatment records with time-temperature charts for each production lot?
Spring testing capability: Does the supplier have calibrated spring rate testing equipment, load cells, and free-length measurement capability traceable to NIST standards? Can they perform fatigue testing to specified cycle counts if required?
Quality management system: ISO 9001:2015 certification is the minimum. Aerospace applications require AS9100 Rev D certification. Nuclear applications require 10 CFR 50 Appendix B Quality Assurance program compliance. NACE-critical oil and gas applications require documented material review and inspection procedures aligned with API Q1 or Q2.
Lead Time Planning for Custom Inconel 718 Springs
| Spring Type | Typical Lead Time | Expedite Possibility |
|---|---|---|
| Standard helical compression (stock wire size) | 4-8 weeks | 2-3 weeks with material on shelf |
| Custom helical (non-standard wire) | 8-14 weeks | 4-6 weeks |
| Belleville washers (stamped) | 6-10 weeks | 3-5 weeks |
| Large-diameter hot-coil springs | 10-16 weeks | 6-8 weeks |
| Complex custom geometry (conical, variable pitch) | 12-20 weeks | 8-12 weeks |
| Aerospace (AS9100 with full FAI) | 16-24 weeks | 10-16 weeks |
Wire material procurement represents the longest lead time element for non-standard wire diameters. Building a consignment stock program with Inconel 718 wire at MWalloys covering the most common wire diameter ranges (1 mm to 8 mm) reduces spring manufacturing lead time by 4 to 6 weeks for customers with ongoing spring requirements.
Documentation Package for Critical Applications
The complete documentation package for Inconel 718 springs in critical service should include:
- EN 10204 3.1 mill certificate for wire material (heat analysis, tensile properties, UNS N07718 compliance).
- Heat treatment record (furnace chart showing time-temperature profile for solution anneal and aging, furnace AMS 2750 survey certificate).
- Dimensional inspection report (all critical dimensions per drawing).
- Spring rate and load test report (calibration certificates for test equipment).
- Surface condition inspection (visual + eddy current, or dye penetrant for critical applications).
- Chemical analysis of finished spring (optional, for nuclear and aerospace applications).
- NACE MR0175 compliance statement (for oil and gas sour service applications).
- Certificate of conformance signed by quality manager.
What Quality Standards and Certifications Apply to Inconel 718 Spring Manufacturing?
Quality standards establish the minimum acceptable requirements for material, manufacturing, and testing. Understanding which standards apply to your application prevents both under-certification (missing required documentation) and over-certification (paying for test requirements that add cost without application benefit).
Material Standards
AMS 5662: Nickel alloy, corrosion and heat resistant, bars, forgings, and rings — the primary specification for Inconel 718 bar stock used in spring wire drawing and hot coiling.
AMS 5663: Inconel 718 bars, forgings, and rings in the precipitation-hardened (direct-aged) condition — used when material is supplied in final aged condition rather than annealed.
ASTM B637: Standard specification for precipitation-hardening and cold work nickel alloy bars, forgings, and forging stock — the ASTM equivalent specification, referenced in ASME pressure vessel code.
Process Standards
AMS 2774: Heat treatment of wrought nickel alloy and cobalt alloy parts — defines the solution anneal and aging parameters for Inconel 718. This is the specification that must be cited in the heat treatment requirement on spring drawings.
AMS 2750: Pyrometry — defines furnace temperature uniformity survey requirements for precision heat treatment. Class 2 furnaces (±6°C uniformity) are required for aerospace-critical Inconel 718 spring aging.
AMS 2430: Shot peening — defines Almen intensity, coverage requirements, and documentation for shot peening of aerospace spring components.
SAE J808: Shot peening of metallic parts — the general industrial equivalent to AMS 2430 for non-aerospace applications.
Application-Specific Standards
NACE MR0175 / ISO 15156: Materials for sour service in oil and gas production — Part 3 covers nickel alloys including Inconel 718. Compliance requires material in the annealed condition (or aged to maximum 40 HRC hardness where specified), maximum hardness verification, and documentation of compliance by the spring manufacturer.
API 6A, 6D: Wellhead and tree equipment, pipeline valves — spring materials for API-rated valve assemblies must meet the material requirements of these standards, which reference NACE MR0175 for sour service environments.
ASME Section III (Nuclear): Inconel 718 springs for nuclear safety-related applications require design, manufacturing, and testing under the ASME Section III Quality Assurance program, including material traceability to NCA-3800 requirements.
AS9100 Rev D: Quality management system for aviation, space, and defense — required for all spring assemblies installed in certified aircraft or spacecraft. First Article Inspection (FAI) per AS9102 documents full dimensional and material compliance for the initial production lot.
| Application | Minimum QMS Certification | Material Standard | Heat Treatment | Additional Requirements |
|---|---|---|---|---|
| General industrial | ISO 9001:2015 | AMS 5662 or ASTM B637 | AMS 2774 | None |
| Oil and gas (sour service) | ISO 9001 + API Q1 | AMS 5662 + NACE MR0175 | AMS 2774 | Hardness ≤40 HRC |
| Aerospace (civil) | AS9100 Rev D | AMS 5662 | AMS 2774 + AMS 2750 | FAI per AS9102 |
| Nuclear safety-related | ASME Section III QA | AMS 5662 + NCA-3800 | AMS 2774 | N-Stamp documentation |
| Military/defense | AS9100 + DCMA | AMS 5662 | AMS 2774 | DFARS compliance |
| Pharmaceutical | ISO 9001 + GMP | AMS 5662 or 316L alt. | AMS 2774 | Material biocompatibility |
FAQs: Custom Inconel 718 Springs
1. What temperature range can Inconel 718 springs operate in reliably?
Custom Inconel 718 springs reliably operate from cryogenic temperatures (to -253°C, limited by ductility requirements in specific applications) up to approximately 650°C in sustained structural service. The practical upper continuous service temperature is 650°C, above which the γ'' strengthening precipitate begins dissolving slowly, causing progressive strength reduction and increased stress relaxation rates. At temperatures above 650°C, Inconel X-750 or Waspaloy springs should be evaluated as alternatives. The lower temperature boundary for structural applications is approximately -101°C to -196°C, where Inconel 718 retains adequate ductility for most spring service conditions due to its austenitic FCC crystal structure. For intermittent high-temperature exposure (thermal spikes during transient conditions), Inconel 718 springs can tolerate temperatures up to 700°C for limited durations (below 100 hours cumulative) without permanent property degradation. Source: Special Metals Corporation Inconel 718 Technical Data; AMS 5662.
2. How do you specify the heat treatment for custom Inconel 718 springs?
The correct heat treatment specification for custom Inconel 718 springs is AMS 2774, which defines the standard double-aging treatment: first aging at 720°C (1,325°F) for 8 hours with controlled furnace cooling at 55°C/hour maximum to 620°C, followed by 8 hours at 620°C, then air cool. This treatment achieves minimum yield strength of 1,170 MPa and tensile strength of 1,380 MPa. The drawing or purchase specification should state "Heat treat per AMS 2774, Heat Treat Code 1, Inconel 718" and require time-temperature furnace records for each production lot. For springs wound from pre-annealed wire, specify that aging is performed after coiling. Furnace equipment must meet AMS 2750 Class 2 pyrometric requirements (±6°C uniformity). Deviation from specified temperature or time produces measurable yield strength reduction that directly affects spring rate and load capacity. Always require heat treatment certification records as part of the delivery documentation package. Source: AMS 2774 Rev F; AMS 2750 Rev F; Special Metals Corporation processing guidelines.
3. Can Inconel 718 springs be used in NACE sour service applications?
Yes. Inconel 718 is listed in NACE MR0175/ISO 15156 Part 3 as a qualified material for use in H2S-containing oil and gas production environments when supplied in the annealed condition or aged to a maximum hardness of 40 HRC. For spring applications, the aged condition (after AMS 2774 double aging) typically achieves 36 to 40 HRC — within the NACE qualification limits. Springs intended for NACE sour service must be supplied with a manufacturer's certificate of compliance to MR0175/ISO 15156, material traceability to heat analysis, and hardness test results on the finished spring. The spring designer must also verify that the maximum working stress in the most stressed fiber of the spring wire does not exceed the NACE-qualified stress limits for the specific H2S partial pressure and temperature of the service environment. For the most severe sour service conditions (high H2S, high temperature, high chloride), Inconel 718 in annealed condition (lower hardness, lower strength) provides broader NACE qualification but requires larger spring wire diameter to achieve the same load capacity. Source: NACE MR0175/ISO 15156, Part 3, Table B.3; SPE Technical Paper 187215, 2017.
4. What is the fatigue life of Inconel 718 springs compared to stainless steel?
Inconel 718 springs in high-temperature service (above 200°C) have dramatically longer fatigue life than 302 or 17-7 PH stainless steel springs due to two factors: retained strength at temperature and corrosion fatigue resistance. At room temperature, the fatigue endurance limits are broadly comparable when expressed as a percentage of UTS (approximately 45% to 50% for both Inconel 718 and 302 stainless). The significant divergence occurs at elevated temperature: at 315°C, 302 stainless has lost approximately 25% of its room-temperature endurance limit, while Inconel 718 retains approximately 90% of its room-temperature value. In corrosive environments (seawater, H2S, or industrial chemicals), Inconel 718's superior corrosion resistance prevents the surface pitting that serves as fatigue crack initiation sites in stainless steel springs, extending fatigue life by 3x to 10x in documented field comparisons in offshore and chemical plant environments. For applications requiring more than 10⁶ cycles at elevated temperature in any corrosive media, Inconel 718 is consistently the superior choice. Source: Fuchs and Stephens, Metal Fatigue in Engineering, Wiley, 2001; SAE Spring Design Manual AE-21.
5. What are the standard wire diameters available for Inconel 718 spring wire?
Inconel 718 spring wire is commercially available from approximately 0.5 mm to 12 mm diameter from standard stock at major specialty wire suppliers and spring manufacturers. The most commonly stocked diameters are 1.0 mm, 1.5 mm, 2.0 mm, 2.5 mm, 3.0 mm, 4.0 mm, 5.0 mm, 6.0 mm, and 8.0 mm in bright-drawn or centerless-ground condition per AMS 5662. For diameters below 0.5 mm (fine wire for instrument and sensor springs), specialty fine wire drawing is required with lead times of 8 to 16 weeks. For diameters above 12 mm, bar stock per AMS 5662 is used for hot coiling with typical bar diameters of 16 mm, 19 mm, 22 mm, 25 mm, 32 mm, and 38 mm. Wire tolerance is ±1.0% of specified diameter for standard production, with precision ground wire available to ±0.5% for critical spring applications. Contact MWalloys for current stock availability across the full wire diameter range. Source: AMS 5662; MWalloys stock data.
6. How does stress relaxation of Inconel 718 springs compare to other spring materials at 300°C?
Stress relaxation (the reduction in spring load under constant deflection at elevated temperature over time) is the most critical performance differentiator for Inconel 718 springs at temperatures above 200°C. Published comparative relaxation data at 315°C (600°F) for helical compression springs under initial stress of 60% of yield strength shows: 302 stainless steel loses approximately 20% to 30% of initial load within 1,000 hours; 17-7 PH stainless loses approximately 10% to 18%; and properly aged Inconel 718 loses approximately 2% to 5% over the same 1,000-hour period. The superior relaxation resistance of Inconel 718 stems from the thermal stability of its γ'' precipitate phase, which resists coarsening and dissolution at temperatures below 650°C. This directly translates to valve seating force retention, actuator force consistency, and maintained spring rate in process control applications. Engineers specifying springs for sustained service above 200°C should treat stress relaxation as the primary selection criterion, not room-temperature mechanical properties. Source: SAE Spring Design Manual AE-21, 2nd Edition; Special Metals Corporation stress relaxation data bulletin.
7. What surface treatment improves the fatigue life of Inconel 718 springs?
Shot peening per AMS 2430 (aerospace) or SAE J808 (industrial) is the most effective surface treatment for improving Inconel 718 spring fatigue life. The process propels hardened steel or ceramic shot at the spring wire surface at controlled velocity and intensity (measured by Almen intensity, typically 0.20A to 0.40A for Inconel 718 springs), creating a compressive residual stress layer approximately 0.25 mm to 0.40 mm deep. This compressive layer opposes the tensile stress generated by spring loading, effectively raising the stress threshold for fatigue crack initiation. Published test data shows shot-peened Inconel 718 springs achieving 30% to 80% longer fatigue life compared to unpeened springs at equivalent stress levels in reversed torsion testing. For springs operating above 10⁶ cycles or in environments with surface attack potential, shot peening should be specified as a standard process. A secondary option is electropolishing, which removes approximately 0.010 to 0.025 mm from the wire surface, eliminating machining-induced surface damage and reducing surface roughness to Ra below 0.2 microns. Electropolishing improves corrosion resistance and marginally improves fatigue life (10% to 20%) in corrosive environments. Source: AMS 2430; SAE J808; Fuchs and Stephens, Metal Fatigue in Engineering, Wiley, 2001.
8. What is the cost difference between Inconel 718 springs and stainless steel springs?
Custom Inconel 718 springs typically cost 8x to 20x more than equivalent 302 stainless steel springs and 3x to 6x more than 17-7 PH stainless steel springs, with the exact ratio depending on spring size, geometry complexity, quantity, and required certification level. The cost premium reflects both higher material cost (Inconel 718 wire costs approximately $60 to $100 per kilogram versus $4 to $7 per kilogram for 302 stainless steel wire in 2025 to 2026 market conditions) and higher manufacturing cost (slower coiling, more frequent tool changes, mandatory heat treatment, more extensive inspection). However, in high-temperature or corrosive service where standard springs fail within months to a few years, the lifecycle cost of Inconel 718 springs is typically lower. A case study from a chemical plant pressure relief valve program showed Inconel 718 springs lasting 7 years versus 8-month average replacement intervals for 302 stainless springs, resulting in 89% lifecycle cost reduction despite 12x higher initial purchase price. The economic case for Inconel 718 springs is strongest when downtime cost, safety criticality, and maintenance labor are fully incorporated. Source: MWalloys pricing data; published chemical plant MRO case studies.
9. Can Inconel 718 springs be repaired or re-used after service removal?
Inconel 718 springs can sometimes be re-used after dimensional and mechanical inspection following service removal, particularly for springs from applications where service conditions were within the alloy's design envelope and no evidence of overload, corrosion damage, or fatigue cracking is found. The evaluation process should include: dimensional measurement (free length, OD, coil pitch uniformity) against drawing tolerances; visual and dye penetrant inspection for surface cracks or corrosion damage; spring rate and load test at specified test length; hardness verification to confirm age-hardened condition is maintained; and comparison of measured properties against original certification values. Springs showing more than 3% deviation in spring rate from original specification, any surface cracking, or any evidence of corrosion pitting should be replaced rather than re-used, regardless of visible structural integrity. For springs from NACE sour service applications, re-use typically requires re-certification by the original manufacturer including re-testing to original specification requirements. Re-aging of service-exposed springs is not generally effective and is not recommended without specific metallurgical justification from a materials engineer. Source: SAE Spring Design Manual AE-21; MWalloys engineering consultation guidelines.
10. What is the difference between Inconel 718 and Inconel X-750 for spring applications?
Both Inconel 718 and Inconel X-750 are precipitation-hardened nickel superalloys used in high-temperature spring applications, but they have distinct performance profiles. Inconel 718 achieves higher room-temperature yield strength (1,170 MPa minimum vs. approximately 1,000 MPa for X-750 in standard aging) through its combined γ'' + γ' precipitation, and it offers better weldability, broader sour service qualification under NACE MR0175, and more extensive commercial wire availability. Inconel X-750 provides better creep and relaxation resistance at temperatures above 650°C, where Inconel 718's γ'' precipitate begins dissolving. X-750 is the preferred spring alloy for gas turbine applications above 650°C (compressor spring retainers, high-temperature actuator springs) and for applications requiring extended service at 700°C where Inconel 718 would show unacceptable relaxation over 10,000+ hour intervals. X-750 is also used in nuclear reactor internal applications (core support springs) where its radiation stability has been more extensively characterized than Inconel 718 in some specific reactor designs. In summary: specify Inconel 718 for applications below 650°C requiring NACE qualification, high yield strength, or extensive wire size availability; specify X-750 for sustained service between 650°C and 700°C where relaxation resistance takes priority. Source: Special Metals Corporation; AMS 5698; NUREG/CR-6244.
Summary: Key Engineering and Procurement Takeaways
Custom Inconel 718 springs represent the technically correct and economically justified selection for any spring application combining temperatures above 200°C, corrosive chemical environments, and safety-critical or long-life service requirements. The alloy's unique combination of retained high-temperature yield strength (860 MPa minimum at 650°C), outstanding relaxation resistance (2% to 5% load loss per 1,000 hours at 315°C), broad corrosion resistance, and NACE MR0175 qualification covers the most demanding spring service conditions in aerospace, oil and gas, and chemical processing.
The three decisions that most determine Inconel 718 spring success or failure in service are:
Material certification: Specify UNS N07718, AMS 5662 wire with full EN 10204 3.1 certification and heat analysis including all specified elements. Never accept material without traceable nitrogen and niobium content documentation.
Heat treatment discipline: Mandate AMS 2774 aging with AMS 2750 Class 2 furnace qualification, require time-temperature furnace charts with each production lot, and verify achieved hardness on finished springs.
Design stress selection: Use temperature-corrected shear modulus and yield strength values for the maximum operating temperature, apply the full Wahl correction factor, and limit working stress to published temperature-dependent allowables — not room-temperature values.
At MWalloys, we supply Inconel 718 wire and bar stock for spring manufacturing, provide complete material certification packages, and offer technical consultation on spring material selection for your specific temperature, corrosion, and cycle life requirements. Our inventory covers wire diameters from 0.5 mm to 12 mm and bar stock from 12 mm to 100 mm with immediate availability on the most common sizes.
References:
- Special Metals Corporation. Inconel Alloy 718 Technical Bulletin SMC-045. 2023.
- AMS 5662 Rev M: Nickel Alloy, Corrosion and Heat Resistant, Bars, Forgings, and Rings. SAE International.
- AMS 2774 Rev F: Heat Treatment, Nickel Alloy and Cobalt Alloy Parts. SAE International.
- AMS 2750 Rev F: Pyrometry. SAE International.
- AMS 2430 Rev S: Shot Peening, Automatic. SAE International.
- SAE Spring Design Manual, AE-21, 2nd Edition. SAE International, 1996.
- NACE MR0175 / ISO 15156, Part 3. NACE International, 2015 Edition.
- ASTM B637: Standard Specification for Precipitation-Hardening Nickel Alloy Bars. ASTM International.
- Fuchs, H.O. and Stephens, R.I. Metal Fatigue in Engineering, 2nd Edition. Wiley, 2001.
- Shigley, J.E. et al. Mechanical Engineering Design, 10th Edition. McGraw-Hill, 2015.
- SPE Technical Paper 187215. Society of Petroleum Engineers, 2017.
- NUREG/CR-6244: Mechanistic Models for Relaxation and Fracture of Alloys. NRC, 1994.
- Carpenter Technology Corporation. 17-7 PH Stainless Steel Technical Data Sheet. 2023.
- Sandvik Coromant. Machining Nickel Alloys Technical Guide. 2023.
- API Standard 6A: Wellhead and Christmas Tree Equipment, 21st Edition. API, 2018.



