カスタム インコネル718 インコネル718スプリングは、650℃まで弾性係数と降伏強度を維持し、標準的なステンレス鋼や炭素鋼のスプリングよりも高温で使用され、塩化物、H2S、酸化性酸環境で耐食性を提供します。インコネル718スプリングは、302ステンレス鋼が常温強度の40%から60%を失う温度でも耐荷重性を維持し、ガスタービン燃料制御、坑内完成工具、酸欠サービスでのバルブアセンブリ、50,000回以上の荷重サイクルで寸法安定性を必要とする航空宇宙用アクチュエーションシステムの業界標準となっています。.
お客様のプロジェクトでインコネル718スプリングの使用が必要な場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
インコネル718スプリングが成功する一方で、標準的なスプリング素材が失敗するのはなぜか?
この質問は、高温または腐食性のスプリングアプリケーションに関わる全ての仕様決定の核心に位置し、答えを理解することで、アンダースペックという高価なミスを防ぐことができます。私たちは、石油・ガス、航空宇宙、化学処理に渡る数十件のスプリングの不具合事例を検証してきました。そして、そのパターンは一貫しています。コストと納期を理由に選択された標準的なスプリング材料は、認定テストでは十分な性能を発揮しますが、サービスでは設計寿命の数分の一で不具合が発生します。.

標準ばね合金の基本的限界
炭素鋼スプリング(ASTM A228ミュージックワイヤー、ASTM A227): これらの材料は、常温用途の主力ばね材料であり、クリーンで乾燥した環境において、高い引張強さ(ミュージックワイヤーでは最大2,200MPa)と良好な疲労寿命を提供します。炭素鋼スプリングは、約120℃以上で弾性特性を失い始め、200℃では許容使用応力が室温より20%から30%低下します。湿度、塩水、工業酸、またはH2Sにさらされると、一般的な腐食と孔食が急速に進行し、表面ピットで疲労亀裂が発生し、繰り返し荷重下で早期疲労破壊につながります。.
タイプ302/304ステンレススチールスプリング (ASTM A313): 302ステンレ スは、炭素鋼からアップグレードされた、 腐食性の低い環境向けの標準的な鋼種で、 約260℃まで十分な強度を維持する。この温度を超えると、許容応力は 急激に低下する。370°Cでは、推奨使用応力は 室温値の約50%である。この破壊モードは、視覚的な警告なしに突然脆性破壊を引き起こし、熱交換器、オフショア機器、化学プラントのバルブアクチュエーターの壊滅的なスプリング破損の原因となっている。.
17-7 PHステンレススチールスプリング (AMS 5678, Condition CH900): 17-7PHは、約370℃まで有用なスプリング特性を維持し、302ステンレスよりも耐塩化物SCC性に優れています。しかし、40℃以上の還元性酸環境(HCl、H2S)や海水での耐食性は、多くの石油・ガス、海洋、化学プロセス用途には不十分である。500°Cでは、17-7 PHはその析出硬化強度のほとんどを失う。.
インコネル718スプリング性能の優位性: インコネル718は、538°Cで約1,000 MPa、650°Cで約860 MPaの最低降伏強度を保持し、これはほとんどのスプリング・ステンレス鋼種の室温降伏強度を上回る値です。そのニッケル-クロム-モリブデン組成は、塩化物、H2S、オーステナイト系ステンレス鋼が故障するほとんどの工業用化学環境において不動態皮膜安定性を提供します。高温強度と幅広い耐食性を保持するこの組み合わせは、インコネル718が単に好ましいというだけでなく、真に代替不可能な用途領域を定義している。.
クリティカルなシステムにおけるバネ故障の本当のコスト
ガスタービンの燃料制御装置、坑内安全バルブ、航空機の作動システムにおけるスプリングの不具合は、単なるメンテナンス事象ではなく、あらゆる重要なコストを凌駕する責任と運用上の影響を伴う潜在的な安全事故である。北海の坑井完成作業で記録された現場の事例では、坑口バルブアクチュエータの標準ステンレス鋼ベルビルワッシャーの故障が、緊急介入を必要とする坑井制御の損失を引き起こし、そのコストは1件あたり$240万を超えた。NACE MR0175に適合したインコネル718製スプリングアセンブリに交換することで、その後7年間のモニタリング期間中、同じ坑井での再発がなくなりました(SPE Technical Paper 187215, 2017に掲載)。.
インコネル718が高温用ばね合金として最適な理由は?
他のニッケル超合金ではなく、特にインコネル718をばね用途に選択したのは、機械的特性プロファイル、冶金学的安定性、耐食性、および加工性の組み合わせを反映したもので、競合する合金では完全には再現できません。.
組成と析出硬化メカニズム
インコネル718(UNS N07718、AMS 5662/5663/5664)は、二重の析出硬化メカニズムにより、その卓越したバネ特性を実現しています。公称組成は、ニッケル約52%、クロム約19%、ニオブ約5.1%、モリブデン約3.0%、チタン約0.9%、アルミニウム約0.5%(鉄とのバランス)で、時効硬化中に2つの強化析出相を生成します:
γ-ダブルプライム(γ'')沈殿物: 体心正方晶Ni3Nbは、インコネル718の主強化相であり、全析出硬化反応の約75%から80%に寄与する。この相は、720℃での最初の時効処理中に形成され、コンパクトな形状で高いバネ定数と荷重容量を可能にする高い降伏強度(時効処理したワイヤーでは通常1,100~1,240MPa)を生み出します。.
γ-プライム(γ')沈殿物: FCC Ni3(Al,Ti)では、この二次相が620℃の低温時効工程で形成され、耐クリープ性を向上させながらγ''強化を補う。.
この複合効果により、室温での引張強さは約1,380MPa、降伏強さは1,170MPa(AMS 5662による最小値)となり、インコネル718ワイヤーは市販されているスプリング材料の中で最高強度を誇る。.
熱間硬度と弾性率保持率
バネの用途では、重要な高温特性は単に強度ではなく、温度による弾性率(E)の保持である。バネ定数(k = Gd⁴/8D³n)はせん断弾性率Gに依存し、せん断弾性率Gはポアソン比を通して弾性率と関連しています。温度が上昇するとGは減少し、バネ定数は減少する:
| 温度 | インコネル 718 せん断弾性率 G | 302 SS せん断弾性率 G | 17-7 PH せん断弾性率 G |
|---|---|---|---|
| 25°C | 77.2 GPa | 69.0 GPa | 71.0 GPa |
| 200°C | 73.8 GPa | 63.5 GPa | 65.2 GPa |
| 315°C | 71.2 GPa | 59.0 GPa | 60.0 GPa |
| 425°C | 68.5 GPa | 53.8 GPa | 51.0 GPa |
| 540°C | 65.8 GPa | 47.5 GPa | 該当なし |
| 650°C | 62.4 GPa | 該当なし | 該当なし |
情報源スペシャル・メタルズ・コーポレーション インコネル718テクニカル・データ; SAEスプリング・デザイン・マニュアル AE-21; カーペンター・テクノロジー 17-7 PHデータシート
インコネル718の室温でのせん断弾性率81%を650℃で保持するのに対し、316Lは425℃で約69%を保持するという弾性率保持の優位性は、インコネル718スプリング設計が使用温度範囲を通して計算された荷重-たわみ特性を維持することを意味します。標準的なステンレス鋼スプリングは、高温になると設計されたスプリングレートの30%から40%が失われる可能性があり、精密アクチュエーションやバルブシーティングの用途では許容できない力のばらつきが生じます。.
リラクゼーション・レジスタンス:バネ特有の特性
応力緩和(高温で一定のたわみの下でのスプリング荷重の減少)は、高温スプリングアプリケーションにとって最も重要な特性であり、標準的な合金の選択プロセスにおいて最も見落とされがちな特性です。当初は荷重仕様に適合しているスプリングも、高温下では1,000時間以内に20%から30%まで緩和し、バルブの漏れ、作動力の損失、クランプ荷重の機能最小値以下の減少を引き起こす可能性があります。.
インコネル718の応力緩和に対する耐性は、約650℃までの温度におけるγ''析出相の安定性に由来する。315℃での圧縮コイルばねの緩和データ:
- 302 SS:1,000時間後の負荷損失は約15%~25%。.
- 17-7 PH:1,000時間後の負荷損失は約8%~15%。.
- インコネル718(適切な時効処理):1,000時間後の荷重損失は約2%~5%。.
538℃になると、この比較はより劇的なものとなる:
- 17-7 PH:機能しない(この温度では強度不足)。.
- インコネル718:1,000時間後の負荷損失は約4%~8%。.
この弛緩抵抗は、バルブアクチュエータ、燃料制御システム、および指定された最小値以下の荷重損失が機能不全の引き金となる安全上重要なロック機構など、バネ荷重が重要なコンポーネントのサービス間隔の延長に直結します。.
カスタム・インコネル718スプリングはどのように設計・製造されますか?
インコネル718のスプリング設計は、他のヘリカルスプリングと同じ基本方程式に従いますが、この材料特有の特性プロファイル(特に、高い弾性率、高い降伏強さ、温度によるせん断弾性率の変化)は、標準的なスプリング材料では二次的なものとして扱われる設計パラメータに注意を払う必要があります。.
基本的なバネ設計パラメータ
スプリングレート(k):
k = Gd⁴ / (8D³n)
どこでだ:
- G = 使用温度におけるインコネル718のせん断弾性率(GPa)
- d = ワイヤー直径 (mm)
- D = 平均コイル直径(mm)
- n = アクティブ・コイルの数
高温での正確な設計のために、Gは室温ではなく、最高使用温度での値でなければなりません。500℃のアプリケーションのスプリングレートを計算するために室温のGを使用すると、スプリングは動作温度で指定された値より約15%から20%柔らかくなり、精密アクチュエーションシステムにとって重大な誤差となります。.
スプリング・インデックス(C):
C = D/d
ばね指数は、ばねの製造性と応力集中を制御する主な要因です。インコネル718スプリングの場合、推奨スプリング指数範囲は4~12です:
- C 4以下:コイル加工が困難、金型への応力が大きい、成形中にワイヤーにクラックが入る可能性がある
- C12以上:スプリングが絡みやすく、横方向の安定性が低下し、近い公差を保つのが難しい。
ワール補正係数(Kw):
Kw = (4C - 1)/(4C - 4) + 0.615/C
この係数は、コイル内面での応力集中と曲率効果を考慮します。高応力レベルで使用されるインコネル718のスプリングでは、オーステナイト系ステンレス鋼と比較して材料の延性が低いため、応力集中の塑性再分配が少ないため、Wahl係数が重要です。スプリング設計者は、Kwの補正を適用する必要があります。.
最大作業応力:
τmax = Kw × 8PD / (πd³)
ここで、P=印加荷重(N)、寸法はすべてmm単位。.
高温で使用されるインコネル718ばねの推奨最大使用応力は以下の通りです:
- 315℃以下UTSの45%~50%(通常620MPa~690MPa)
- 315℃から480℃まで:温度におけるUTSの38%~42%
- 480℃から650℃まで:温度におけるUTSが32%~36%
これらの使用応力限界には、厳しい環境下での緩和、疲労、応力腐食に対する安全マージンが組み込まれています。.
ソリッドの高さとたわみの計算
インコネル718は、標準的なステンレス鋼に比べて弾性率が高いため、線径とコイル形状が同じであれば、ばねの剛性が高くなり、よりコンパクトな設計が可能になりますが、最大たわみ時のコイルの衝突を避けるために正確な計算が必要になります。.
しっかりとした高さ: Hs=n×d(コイル総数×線径)
ソリッドに対する最大たわみ: δmax = (Hs_free length - Hs_solid) × 0.85(インコネル718の推奨衝突許容差15%)
温度による自由長の補正: 650℃では、インコネル718の熱膨張(係数約13.0μm/m・℃)により、自由長が約0.8%延長されます。この因子は、パーマネントセットの原因となる使用温度でのコイルの衝突を防ぐために、ソリッドハイトの計算に組み込まれなければなりません。.
ベルビル・ワッシャー(皿ばね)設計仕様
インコネル718のベルヴィルワッシャーは、コンパクトな軸方向スペースで高荷重に耐えるため、高温スプリングアプリケーションのかなりの割合を占めています。主な設計パラメータ
| パラメータ | 典型的な範囲 | デザイン |
|---|---|---|
| 外径(OD) | 6 mm~300 mm | 外径が大きい:単位荷重当たりの応力が小さい |
| 内径(ID) | 0.4-0.5 × OD(代表値 | ANSI B27.6標準比 |
| 厚さ (t) | 0.5 mm~12 mm | ドライブ負荷容量 |
| コーンの高さ(h) | 0.3トン~2.5トン | h/t比が荷重-たわみの直線性を決める |
| h/t 比 | 0.3から1.5 | h/t 1.4:プログレッシブ→リグレッシブ |
| スタッキング・アレンジメント | 直列、並列、または組み合わせ | 直列:たわみが大きく、並列:負荷が大きい |
DIN 2093規格によるベルヴィルワッシャーの応力計算では、室温でのインコネル718のポアソン比は0.29で、600℃では約0.28に減少します。.
どのような製造工程が高性能インコネル718スプリングを製造するのか?
インコネル718ばねの製造には、標準ばね鋼に使用される以上の設備と工程管理が必要です。この合金の高い加工硬化率、焼きなまし状態での高い降伏強さ(時効前約550~650MPa)、研磨工具による表面損傷に対する敏感さは、特殊な製造適応を要求します。.
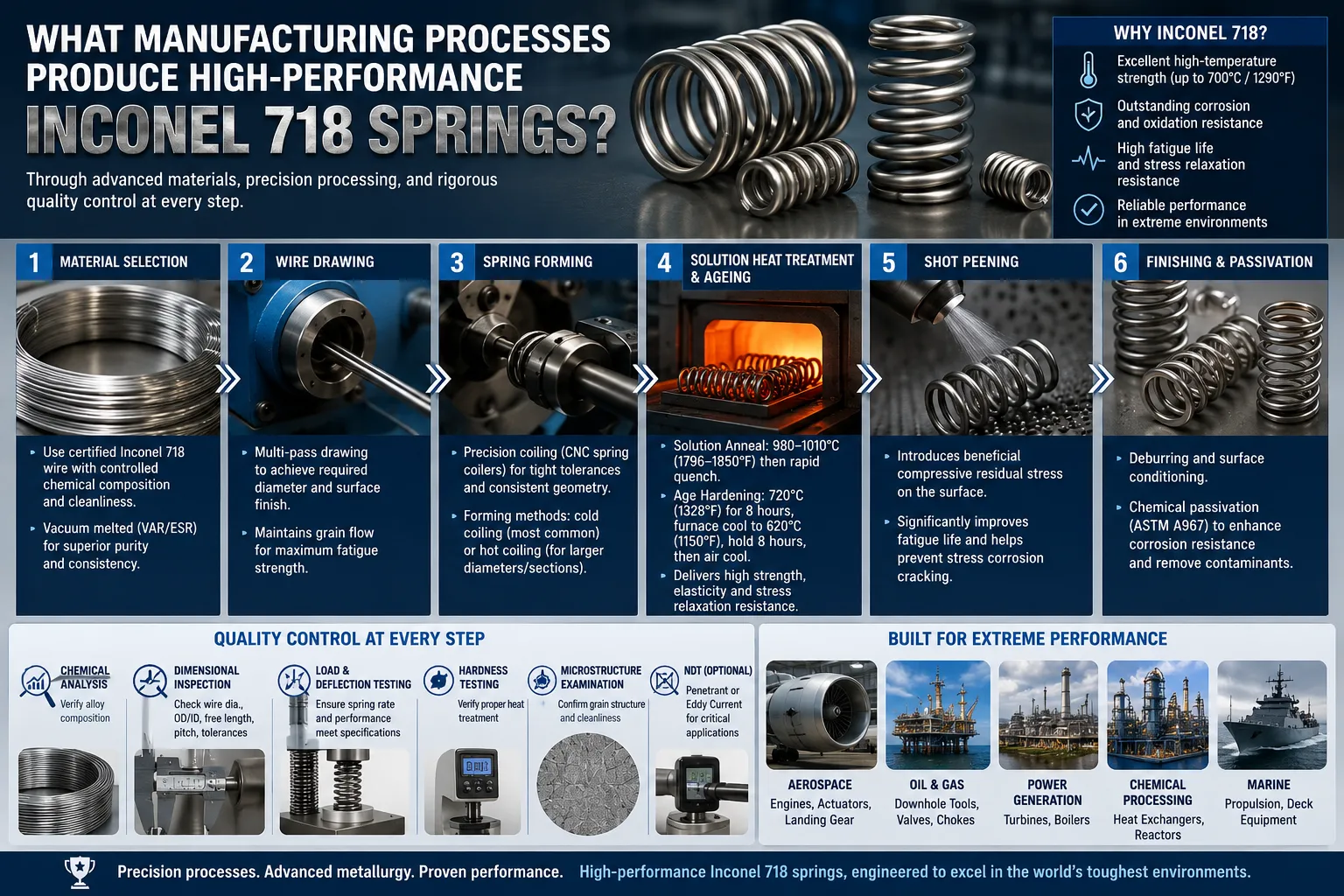
伸線加工:安定した直径と表面品質の達成
インコネル718スプリング・ワイヤーは、熱間圧延ロッドをタングステン・カーバイド・ダイスに通して多段冷間伸線し、伸線パス間に延性回復のための中間焼鈍を行います。標準線径は0.5mmから12mmで、精密線径は0.1mmから製造可能です。.
直径の許容差: スプリング用冷間引抜インコネル718線材はAMS 5662線材仕様に準拠し、標準製造において直径公差±1%または±0.025mm(いずれか大きい方)を達成します。精密スプリングワイヤーは、重要なスプリング用途向けに直径公差±0.5%まで製造可能です。.
表面の状態: 線材表面には継ぎ目、ラップ、ピット、スケールがなく、それぞれが疲労の起点となります。高品質のスプリング線材は、研削または研磨された表面状態で製造され、表面粗さは通常Ra 0.8ミクロン以下です。スプリング製造のための線材受け入れ検査には、ASTM E 244による100%渦電流試験を含め、表面および表面近傍の不連続性を検出する必要があります。.
エージング前のスプリングワイヤーの引張強さ: 伸線および焼鈍したインコネル718線材は、時効硬化前に通常1,000MPaから1,150MPaの引張強さを達成します。標準的な二重時効処理後、引張強さは1,310 MPaから1,450 MPaに増加します。.
CNC巻線:冷間巻線と熱間巻線
コールドコイル インコネル718の時効硬化前の焼鈍(溶体化処理)状態は、サーボ制御のピッチとコイル径を調整するCNCスプリングコイリングマシンを使用して行われます。焼鈍材の降伏強度は約550~650MPaで、標準的なコイリング装置では適切な工具の変更で冷間巻線が可能です。.
インコネル718の冷間コイリングプロセスにおける主な検討事項:
- インコネル718は強度と研磨性が高いため、工具摩耗は302ステンレス鋼の約3倍から5倍大きい。
- マンドレルとアーバーの材質は、長時間の運転には硬化工具鋼または超硬合金が必要です。
- コイル直径のスプリングバックは、302ステンレ スより約8%~15%大きいため、金型のセッ トアップで補正が必要である。
- 巻取り後の老化熱処理は、最終的なコイル形状で行われ、その後修正することができないため、ピッチの均一性は標準的なばねよりも厳しくなければならない。
ホットコイル インコネル718棒材(線径12mm以上)の熱間コイリングは、抵抗加熱または加熱炉を使用し、980℃~1,100℃で行われます。熱間コイリングは、冷間コイリングより線径が大きく、よりタイトなスプリングインデックスが可能です。熱間コイリングの後、最適なミクロ組織を回復するために、時効処理の前に溶液焼鈍をする必要があります。熱間コイリングの過程で、デルタ相が部分的に析出しますが、時効処理で最適なγ''析出が生成される前に溶解する必要があります。.
エンド・コンフィギュレーションとセカンダリー・オペレーション
カスタムインコネル718スプリングは、特定の用途に合わせた端部構成で製造されます:
圧縮スプリングの端: クローズド研磨(精密用途に最も一般的)、クローズド非研磨、オープンエンド、または、研磨により表面損傷が生じ疲労寿命が低下する高温用途向けのテーパー/ピグテールエンド。.
延長スプリングの端: マシンフック、クロスセンターフック、サイドフック、またはフルループ。インコネル718の引張りスプリングは、フックからコイルへの移行部に応力集中が発生するため、設計応力計算に組み込む必要があります。.
トーション・スプリングの端: ストレート・トーション、ショート・フック・オーバー・センター、ロング・フック・オーバー・センター、又はカスタム・アーム構成。トーションスプリングは、巻かれた状態で正確なアーム角度制御が必要で、老化熱処理中の角度変化を許容する。.
ベルビルワッシャーのブランキングと成形: ベルヴィル・ワッシャーは、精密ブランキング・ダイを使用してインコネル718シート(通常は冷間圧延され、AMS 5596に従ってアニールされた状態)からスタンピングされ、次に順送型工具で成形され、指定されたコーンの高さと平坦度の公差を達成します。.
ショットピーニング(SAE J808およびAMS 2430規格による)は、航空宇宙用アクチュエータ、レシプロコンプレッサーバルブ、高サイクルのダウンホールツールスプリングなど、要求の厳しい疲労用途のインコネル718スプリングに適用されます。ショットピーニングは、ワイヤー表面に約0.25 mmから0.40 mmの深さまで圧縮残留応力を導入し、適用応力比と負荷モードに応じて疲労寿命を20%から80%延長する(Fuchs, H.O. and Stephens, R.I.、, 工学における金属疲労, Wiley, 2001)。.
熱処理はインコネル718スプリングの性能をどのように決定するか?
インコネル718スプリングの熱処理は、間違いなく最も技術的に重要であり、カスタムスプリング製造の最も一般的な管理ミスです。私たちは、複数のベンダーから不適切な時効処理(温度偏差や不十分な浸漬時間により、指定された降伏強度の60%から70%しか達成できなかった)され、寸法チェックは合格でも、ばね定数と荷重テストが不合格で顧客に納品されたばねを見てきました。熱処理科学を理解することは、メーカーと調達エンジニアの双方にとって不可欠です。.
溶液アニーリング:開始微細構造の確立
時効硬化の前に、インコネル718スプリングワイヤーまたはコイル状スプリングは、オーステナイトマトリックスにすべての強化相が溶解した適切な溶体化焼鈍状態でなければなりません。固溶化熱処理温度は980℃~1,010℃で1時間(線材/薄帯の場合)、その後急冷する(大断面の場合は水冷、線材と薄帯の場合は空冷)。.
固溶化熱処理温度範囲の重要性:980℃未満では、 デルタ相(Ni3Nb、斜方晶、非強化性)が完全に 溶解しない可能性があり、時効処理中にγ''析出 に利用できるニオブの量が少なくなるため、達成 される降伏強度が50~150MPa低下する。1,010℃以上では、疲労寿命を低下させる粒成長が起こる(ASTM 6以上の粒径は、高サイクル用途における疲労亀裂発生抵抗性の低下と相関する)。.
アニールされた状態で冷間巻線されるばねの場合、溶液アニールは一般的に巻線前に線材に対して行われ、巻線されたばねは巻線後に時効処理のみを受けます。この順序では、ワイヤーの熱履歴を正確に追跡する必要があります。.
標準的なダブルエイジング治療 (AMS 2774)
インコネル718ばねの標準時効硬化処理は、AMS 2774の要求事項に従います:
ステップ1: 720°C (1,325°F) で 8 時間加熱後、55°C/時 (100°F/ 時) の最大冷却速度で 620°C まで冷却
ステップ2: 620℃でさらに8時間保持した後、室温まで空冷する。
この2段階の処理により、γ''+γ''析出物の複合組織が生成される。+ γ'析出微細構造を実現する:
- 引張強さ:最低1,380 MPa (200 ksi)
- 降伏強さ(0.2%オフセット):1,170MPa(170ksi)以上
- 伸び:12%以上
温度制御の精度は非常に重要だ: 第1段階の時効を720℃ではなく730℃で行 うと、過時効が始まるため降伏強度が80~120 MPa低下する。710℃での時効処理では不完全なγ''析出が生じ、潜在降伏強度の50~100MPaが未実現となる。プロセス仕様では、AMS 2750に準拠した熱電対調査によって検証された、炉の作業ゾーン全体にわたる±5℃ (±10°F)の温度均一性が要求される。.
バネ特有の熱処理に関する考察
エージング後の負荷設定: 精密バルブ用高温スプリングは、エージング直後に荷重設定(「プリセット」または「セット除去」とも呼ばれる)を行います。スプリングは、室温で固体に近い高さまで圧縮され、ワイヤ断面に有益な圧縮残留応力を導入し、使用中の最初の熱サイクル中に発生する初期の急激な弛緩を排除します。ロードセットされたスプリングは、プリセットされていないスプリングと比べ、使用温度で最初の100時間の初期緩和が約50%減少する(SAEスプリング設計マニュアル、AE-21、第2版)。.
コイリング後の応力除去(老化線材の冷間巻ばねの場合): スプリングが時効硬化前のインコネル718線材から巻かれている場合、400℃から425℃で1時間の低温応力除去により、時効硬化特性を著しく低下させることなく、巻線による残留応力が除去される(降伏強度の低下は通常3%未満)。.
炉の雰囲気: エージングは、疲労寿命とその後の検査を損な う表面酸化を防ぐため、制御された雰囲気 (不活性ガス、真空、または清浄な乾燥空気) で行う必要があります。酸素濃度が720℃で約20ppmを超えると、インコネル718ワイヤーに酸化スケールが発生し、スケールと金属の界面で疲労亀裂が発生する可能性があります。.
| 熱処理段階 | 温度 | 時間 | 冷却 | 物件結果 |
|---|---|---|---|---|
| ソリューションアニール | 980-1,010°C | 1時間/25mm | ラピッド(水/空気) | 溶解性沈殿物、ASTM 5-8 粒子 |
| 初老 | 720°C | 8時間 | 毎時55℃で620℃まで炉を冷却 | γ'降水開始 |
| セカンドエイジ | 620°C | 8時間 | エア・クール | γ'' 完了 + γ' 降水量 |
| ストレス解消(オプション) | 400-425°C | 1時間 | エア・クール | 残留ストレス軽減 |
| 負荷設定 | 室温 | 圧縮サイクル | 該当なし | 予め設定された有益な残留応力 |
疲労寿命とサイクル耐久性の特性とは?
コンプレッサーの往復弁、エンジンの燃料システム、アクチュエータ機構、メークアップとリリースのサイクルを繰り返すダウンホールツールなど、動的な用途のスプリングにとって、疲労性能は寿命を制限する主な要因です。インコネル718の疲労挙動を理解することで、エンジニアは適切なワイヤーサイズ、スプリング応力レベル、表面状態を指定し、要求されるサイクル寿命の目標を達成することができます。.
インコネル718スプリングワイヤーのS-N曲線データ
インコネル718ワイヤーの回転曲げおよびねじり荷重(スプリング用途に最も関連する応力状態)における疲労データの公表:
回転ビーム疲労(R = -1、完全反転):
- 10⁶サイクル耐久限界:約620~690MPa
- 10⁷サイクル耐久限界:約550~620MPa
- 耐久限界とUTSの比:約0.45~0.50
ねじり疲労(圧縮コイルばねに関連):
- 10⁶サイクル耐久限界: 約380から420MPa (せん断応力)
- 10⁷サイクル耐久限界:約340~380MPa
これらの値は、完全に時効処理された状態の、滑らかで表面損傷のないワイヤーに適用されます。研削痕、孔食、継ぎ目、酸化スケールなどの表面損傷は、不連続面の深さと形状に応じて、有効疲労限度を20%から50%低下させます。.
バネ設計のための修正グッドマンダイアグラム
バネ疲労解析では、平均せん断応力(τm)と交互せん断応力(τa)をプロットした修正グッドマン線図を使用し、破壊境界を次のように定義します:
τa/τe + τm/UTS = 1
ここで、τe=ねじり耐久限界、UTS=極限引張強さ(せん断応力は×0.577でせん断に換算)。.
常温でのインコネル718スプリングは10⁷のサイクル寿命を目標とする:
- 許容平均応力最大550MPa
- 許容交番応力最大350MPa
- 複合:動作点がグッドマンラインより下にあること
538℃では、UTSと耐久限界の低下によりグッドマン線図がシフトするため、温度補正した材料特性で再計算する必要がある。.
疲労寿命に及ぼす環境の影響
腐食環境は、機械的応力と亀裂先端の化学的攻撃の複合作用により疲労寿命を低下させます。一般的な使用環境におけるインコネル718製スプリングの場合:
| 環境 | 疲労寿命の短縮 vs. 空気 | 実践的な意味合い |
|---|---|---|
| 空気、周囲 | リファレンス (1.0x) | デザイン・ベース |
| 窒素雰囲気 | 1.0~1.1倍(わずかな改善) | 不活性ガス保護に有効 |
| 海水(3.5% NaCl) | 0.60-0.80x | 20-40%寿命短縮、設計マージンを使用 |
| H2S(サワーサービス、NACE) | 0.50-0.70x | 大幅な削減。 |
| CO2飽和食塩水 | 0.65-0.80x | 一般的な油田の状態 |
| 蒸気(飽和、300) | 0.75-0.90x | 発電所サービス |
| 酸化性雰囲気 (>500°C) | 0.70-0.85x | 表面の酸化が疲労を促進 |
出典Special Metals Corporation の疲労データ、NACE International の技術論文、Shigley's Mechanical Engineering Design (McGraw-Hill 社)。
この腐食疲労データは、インコネル718の耐バルク腐食性に頼るのではなく、適切な合金の選択と適切な設計応力レベルの組み合わせが、過酷な環境下で目標とするサイクル寿命を達成するために必要である理由を補強している。.

カスタムインコネル718スプリングを必要とする産業と用途は?
インコネル718スプリングの用途は、200℃を超える温度と、標準的なスプリング鋼が許容できないほど腐食する化学環境という、2つの同時条件によって定義されます。この2つの条件が同時に発生する場合、インコネル718は、標準的な市販スプリング合金の中で唯一の実用的な選択肢となります。.
航空宇宙およびガスタービン用途
燃料制御バルブスプリング: ガスタービン燃料計量バルブは、微量の水分や硫黄化合物を含むジェット燃料と接触し、150℃から250℃の燃料温度で1飛行時間あたり数千回循環します。インコネル718スプリングは50,000時間以上の運転で安定した燃料計量力を維持します。代替の17-7PHスプリングは、初期性能は許容範囲ですが、燃料温度250℃で5,000時間以内に10%から15%の緩和が発生し、エンジン効率と排出ガス規制に影響を与える燃料対空気比の偏差を引き起こします。.
アクチュエーターリターンスプリング: 高性能航空機の尾部にあるフライトコントロールアクチュエータースプリングは、超音速飛行中にエンジンの排気ガスに近接するため、200℃から400℃のピーク温度を経験します。MIL-HDBK-5を含む軍用機の仕様では、インコネル718がこれらの用途に適したスプリング材料として指定されています。.
ランディングギア機構のスプリング: ランディングギアの用途では温度は控えめですが、油圧作動油の適合性、舶用機での塩水噴霧腐食、高いサイクル寿命(通常100,000サイクル以上)が要求されることから、インコネル718は重要なランディングギアのラッチとロッキングスプリングの標準となっています。.
石油・ガスのダウンホールアプリケーション
安全バルブスプリング(SCSSVとSSCSV): 坑井の健全性を保護する地下安全弁は、閉位置でスプリング荷重がかかり、操作圧力がかかるとスプリングの力に抗して開きます。これらのスプリングは、H2S、CO2、高濃度の塩化物を含む生産流体と接触する坑井温度150℃~250℃で作動します。NACE MR0175/ISO 15156の認定は必須であり、焼なまし状態のインコネル718(または40HRC以下の硬度まで時効処理されたもの)は、サワーサービスにおけるこれらのスプリングの認定材料として特別にリストアップされています。.
圧力制御バルブスプリング: 高圧坑口装置のチョークバルブと圧力レギュレータースプリングは140MPa(20,000psi)までの圧力と177℃までの温度でサワー流体と接触して作動します。スプリングはバルブの25年の設計寿命の間、一貫したクラック圧力(セットポイントの±3%以内)を維持しなければなりません。.
完成工具スプリング: パッカー、ブリッジプラグ、ライナーハンガーは、スリップセットスプリングとシール通電スプリングを使用し、坑井の深さと温度に合わせて1回の操作で配置されます。インコネル718の高い降伏強度が提供する高い弾性エネルギー貯蔵密度が必要です。.
掘削中のダウンホール計測(MWD)ツール: MWDツールの電子モジュール保持スプリング、センタライザースプリング、センサー取り付けスプリングは、150℃から180℃の掘削泥水温度と50gから200gのドリルストリング振動の衝撃荷重にさらされます。温度、衝撃荷重、H2Sと塩化物を含む掘削泥水への暴露の組み合わせは、インコネル718が本質的に唯一の有効なスプリング材料であるアプリケーション環境を定義します。.
化学処理と工業用途
圧力リリーフバルブスプリング: 酸、塩素化有機物、または高温炭化水素を扱う化学プラントのAPI 526圧力リリーフバルブには、バルブの4~8年の検査間隔で設定圧力を±3%以内に維持するスプリングが必要です。標準的な302ステンレスリリーフバルブスプリングは、150℃を超える化学サービスにおいて5%から15%のセットポイントドリフトを示し、APIコードの要件を超え、過圧保護の不具合を生じます。インコネル718スプリングは、石油化学プラントのサービス記録において、8年間隔でセットポイントを2%以内に維持している。.
熱交換器チューブバンドルスプリング: フローティングヘッド熱交換器は、チューブバンドルの位置決めを維持し、流れによる振動を防止するためにスプリングを使用します。300℃から450℃のプロセス温度でプロセス流体と接触する場合、インコネル718スプリングは10年から20年の使用間隔で交換することなく位置決め力を維持します。.
工業用スクリューと押出機器スプリング: 押出機バレルクランピングシステム、ダイアッセンブリークランプ、スクリーンパック交換機構では、ポリマー溶融蒸気(PVC分解によるHClを含む)と接触する200℃から400℃の温度で動作するスプリングは、インコネル718を使用することで、標準的な高温スプリング鋼よりも劇的に寿命が延びることを示します。特に、ダイフェースの着座圧力を維持するダイクランピングスプリングは、生産工程を通して一貫した力を維持する必要があります。標準的なスプリングでは、緩和による荷重損失がダイパーティングラインの漏れや押出不良を引き起こし、スプリング交換のためにコストのかかる生産中断を必要とします。.
原子力とエネルギー応用
原子炉制御棒スプリング: 原子炉の制御棒駆動機構のスプリングは、290℃から330℃の原子炉冷却水中で連続照射されながら作動します。放射線脆性は多くのばね材料に影響を与えますが、インコネル718のニッケルリッチな組成は、鉄ベースの合金と比較して放射線誘発硬化が比較的緩やかで、40年から60年の原子炉ライセンス期間にわたって十分な延性を維持します(NUREG/CR-6244, NRC, 1994)。.
高温蒸気サービスにおけるバルブスプリング: 主蒸気隔離弁と原子炉冷却システム弁はASME N-5原子力スタンプ要件に認証されたインコネル718スプリングを使用しています。このスプリングは設計基準地震後の機能を実証する必要があり、高強度と熱時効後の延性維持の両方が要求されます。.
インコネル718のバネ性能は、競合する高温合金と比較してどうですか?
インコネル718だけが高温バネ合金ではありません。代替材料の優劣を理解することで、オーバースペックやアンダースペックを防ぐことができます。.
比較物件表
| プロパティ | インコネル718(エージング) | インコネル X-750 (時効処理) | ワスパロイ(熟成) | エルジロイ(Co-Cr-Ni) | ハステロイ C-276 |
|---|---|---|---|---|---|
| UTS(室温) | 1,380 MPa | 1,240 MPa | 1,380 MPa | 2,000MPa(ワイヤー) | 690 MPa |
| 降伏強度(室温) | 1,170 MPa | 1,000 MPa | 1,170 MPa | 1,480 MPa | 310 MPa |
| 春の最高使用温度 | 650°C | 700°C | 750°C | 370°C | 480°C |
| せん断弾性率(25) | 77.2 GPa | 76.0 GPa | 80.0 GPa | 84.0 GPa | 81.0 GPa |
| 耐塩化物SCC性 | 素晴らしい | グッド | グッド | 素晴らしい | 傑出している |
| H2S/サワーサービス(NACE) | 有資格者 | 限定 | 記載なし | テストが必要 | 記載なし |
| 溶接性 | 素晴らしい | グッド | フェア | フェア | 素晴らしい |
| 相対コスト指数 | 1.0x | 0.9x | 1.4x | 1.8x | 1.6x |
| 伸線加工の可否 | 素晴らしい | グッド | 限定 | グッド | 限定 |
| AMS仕様 | AMS 5662/5663 | AMS 5698 | AMS 5709 | AMS 5833 | 該当なし |
情報源Special Metals Corporation; Carpenter Technology; Elgiloy Specialty Metals; SAE Spring Design Manual AE-21
インコネル718以上の代替合金を選択する場合
インコネル X-750: インコネル718のγ''析出物が溶解し始める650℃以上の用途では、X-750は700℃まで優れた耐クリープ性を発揮する。しかし、X-750ワイヤーは小径のものが少なく、溶接性はインコネル718より劣る。650℃以上のガスタービン高温部のバネには、X-750が適しています。.
エルジロイ(AMS 5833): 腐食環境において、常温から中温(370℃まで)で可能な限り高いバネエネルギー密度が要求される用途では、Elgiloyの優れた引張強度(冷間引抜線で最大2,000MPa)により、インコネル718よりもコンパクトなバネ設計が可能です。エルジロイは、時計用ばね、医療機器用ばね、超小型機器用ばねなど、サイズに制約のあるばねに適しています。.
ハステロイ C-276: 主な故障モードが応力緩和や高温ではなく腐食であり、インコネル718を測定可能な速度で攻撃する高酸化性または還元性の酸が使用環境に含まれる場合、ハステロイC-276は優れた耐食性を発揮します。しかし、C-276は、高荷重スプリング用途に必要な降伏強さまで時効硬化させることができず、一般的に軽荷重またはウェーブスプリング構成に限定されます。.
MP35N(マルチフェーズ合金): 最高の降伏強度と優れた耐食性(約260℃まで)を併せ持つMP35N線材は、析出硬化することなく、冷間伸線状態で1,900MPa以上の引張強度を達成します。インコネル718の温度優位性が必要とされない高強度ケーブル、機器バネ、医療機器用途に使用されます。.
標準サイズ、公差、カスタム仕様の可能性は?
インコネル718スプリングの主なビジネスモデルは、顧客の仕様に合わせた特注スプリングの製造であり、特定の形状や性能パラメータの要求には、スプリングメーカーと設計エンジニアのエンジニアリングコラボレーションが必要です。.
標準線径の範囲と入手可能性
| ワイヤー径範囲 | 空室状況 | 公差(AMS 5662) | 典型的な表面 |
|---|---|---|---|
| 0.10 - 0.50 mm | 限定的、専門業者 | ±1.5% | 明るく描かれた |
| 0.50 - 2.00 mm | 良好な在庫状況 | ±1.0% | ブライトドローまたはグラウンド |
| 2.00 - 6.00 mm | 優良株 | ±0.8% | ブライトドローまたはセンターレス研磨 |
| 6.00 - 12.00 mm | 優良株 | ±0.6% | 旋盤加工、研磨、研削 |
| 12.00 - 25.00 mm | 受注生産(4~8週間) | ±0.5% | 旋盤加工と研磨 |
| 25.00 - 50.00 mm bar | あり(ホットコイル用バーストック) | AMS 5662による | ターン |
スプリング寸法公差
特注インコネル718スプリングは、SAEスプリング設計マニュアルと顧客固有の図面要件を参照して、スプリング仕様で定義された公差で製造されます:
| 寸法 | 標準公差 | 精密公差 |
|---|---|---|
| 自由長 | ±1.5%または±0.5mm(それ以上) | ±0.5%または±0.2mm |
| 外径 | ±2.0% | ±1.0% |
| コイルピッチ(1コイルあたり) | ±0.3 mm | ±0.15 mm |
| コイル総数 | ±0.5コイル | ±0.25コイル |
| スプリングレート | 規定値の±10% | 規定の±5% |
| 指定された長さで荷重をかける | ±8% | ±3% |
| 両端の直角度 | ±3° | ±1.5° |
| 表面粗さ(研削端) | Ra 1.6 μm以下 | Ra 0.8μm以下 |
カスタム設計仕様パラメータ
特注インコネル718スプリングを注文する場合、製造上の曖昧さを避けるため、以下のパラメータを完全に指定する必要があります:
- 線材:インコネル718、UNS N07718、AMS 5662 (棒材コイル用にはAMS 5663)。.
- 線径:公差クラスでmmまたはインチで指定。.
- 平均コイル径またはOD/IDを優先参照とする。.
- トータルコイル(NT)とアクティブコイル(Na)。.
- 公差のある自由長。.
- エンドコンフィギュレーション(クローズド/グラウンド、オープンなど)。.
- 指定された試験長におけるバネ定数または荷重。.
- コイルの方向(右巻きまたは左巻き)。.
- 熱処理:溶体化処理+AMS2774時効処理(時効処理前の線材か、巻取り後の時効処理かを明記すること)。.
- ショットピーニング:必要な場合は、AMS 2430の強度と範囲に従って指定する。.
- プリセット(負荷設定):必要であれば指定する。.
- 試験要件:スプリングレート試験、荷重試験、寸法検証。.
- 数量と納期の要件.
- 適用仕様ASTM、AMS、NACE、顧客仕様。.
カスタムインコネル718スプリングの仕様と調達はどのように行われますか?
カスタムインコネル718スプリングの調達は、標準的なスプリングの購入とは異なるアプローチが必要です - エキゾチックな合金、精密製造、重要なアプリケーションの組み合わせは、徹底的なサプライヤの資格と仕様書が必要です。.
サプライヤー資格基準
特注インコネル718スプリングのサプライヤーを選定する際、調達チームは以下を評価する必要があります:
材料のトレーサビリティ: サプライヤは、AMS 5662 認証ワイヤを、UNS N07718 組成限界内のすべての指定元素を示す熱分析を含む、完全な EN 10204 3.1 材料証明書とともに提供できますか?完全な熱トレーサビリティのないワイヤは、航空宇宙、原子力、NACEクリティカルな用途では使用できません。.
熱処理能力と認定: サプライヤーの炉設備はAMS 2750のパイロメトリック要件(最低Class 3、航空宇宙用にはClass 2が望ましい)を満たしていますか?炉は四半期ごとに校正された熱電対で調査されていますか?サプライヤーは各生産ロットのタイム・温度チャートを含む熱処理記録を提供できますか?
スプリングテスト能力: サプライヤーは、NIST規格にトレーサブルな校正済みバネ定数試験装置、ロードセル、自由長測定機能を有しているか?必要であれば、指定されたサイクル数まで疲労試験を実施できるか?
品質マネジメントシステム: ISO 9001:2015認証は最低限。航空宇宙用途ではAS9100 Rev D認証が必要です。原子力アプリケーションには、10 CFR 50 Appendix B 品質保証プログラムへの準拠が必要です。NACEクリティカルな石油およびガス用途では、API Q1またはQ2に沿った文書化された材料レビューおよび検査手順が必要です。.
カスタムインコネル718スプリングのリードタイム計画
| スプリング・タイプ | 一般的なリードタイム | 可能性を広げる |
|---|---|---|
| 標準ヘリカルコンプレッション(ストックワイヤーサイズ) | 4~8週間 | 棚にある材料で2-3週間 |
| カスタムヘリカル(非標準ワイヤー) | 8~14週間 | 4~6週間 |
| ベルヴィルワッシャー(刻印) | 6~10週間 | 3~5週間 |
| 大径ホットコイル・スプリング | 10~16週間 | 6~8週間 |
| 複雑なカスタム形状(円錐形、可変ピッチ) | 12~20週間 | 8~12週間 |
| 航空宇宙(完全FAI付きAS9100) | 16~24週 | 10~16週間 |
非標準線径の場合、線材調達が最も長いリードタイムとなります。MWalloys社では、最も一般的な線径範囲(1mmから8mm)をカバーするインコネル718ワイヤーの委託在庫プログラムを構築することで、継続的なスプリング要件を持つお客様のスプリング製造リードタイムを4~6週間短縮します。.
クリティカル・アプリケーション用ドキュメンテーション・パッケージ
インコネル718ばねの重要なサービスにおける完全な文書パッケージは、以下を含むべきである:
- 線材のEN 10204 3.1工場証明書(熱分析、引張特性、UNS N07718準拠)。.
- 熱処理記録(溶体化処理および時効処理の時間-温度プロファイルを示す炉チャート、炉 AMS 2750 サーベイ証明書)。.
- 寸法検査報告書(図面ごとのすべての重要寸法)。.
- スプリングレートおよび荷重試験報告書(試験装置の校正証明書)。.
- 表面状態検査(目視+渦電流、または重要な用途には染料浸透探傷剤)。.
- 完成したスプリングの化学分析(オプション、原子力および航空宇宙用途向け)。.
- NACE MR0175適合宣言(石油およびガスサワーサービス用途向け)。.
- 品質管理者が署名した適合証明書。.
インコネル718バネ製造にはどのような品質基準と認証が適用されますか?
品質規格は、材料、製造、試験に関する最低限許容される要件を定めるものです。どの規格がアプリケーションに適用されるかを理解することで、認証不足(必要な文書が不足している)と認証過剰(アプリケーションの利点がないのにコスト増となる試験要件を支払う)の両方を防ぐことができます。.
材料規格
AMS 5662 ニッケル合金、耐腐食性、耐熱性、棒材、鍛造品、リング - バネ線引きや熱間コイルに使用されるインコネル718棒材の主な仕様。.
AMS 5663 析出硬化(直接時効)状態のインコネル718棒 材、鍛造品、リング - 焼なましではなく、最終時効状 態で供給される場合に使用される。.
ASTM B637: 析出硬化型冷間加工ニッケル合金棒鋼、鍛造品および鍛造用素材の標準仕様 - ASTMと同等の仕様で、ASME圧力容器規格で参照されている。.
プロセス基準
AMS 2774 ニッケル合金とコバルト合金の鍛造部品の熱処理 - インコネル718の溶体化処理と時効処理パラメータを定義しています。これは、ばね図面の熱処理要件に引用されなければならない仕様です。.
AMS 2750 パイロメトリー - 精密熱処理に必要な炉の温度均一性調査要件を定義します。航空宇宙上重要なインコネル718のスプリング時効処理には、クラス2の炉 (±6℃均一性) が必要です。.
AMS 2430 ショットピーニング - 航空宇宙用スプリング部品のショットピーニングのアルメン強度、適用範囲要件、および文書化を定義します。.
SAE J808: 金属部品のショットピーニング - 航空宇宙用途以外の一般産業用途でAMS 2430に相当します。.
アプリケーション固有の規格
NACE MR0175 / ISO 15156: 石油・ガス生産におけるサワーサービス用材料 - パート3は、インコネル718を含むニッケル合金を対象としています。準拠には、焼きなまし状態の材料(または指定されている場合は最大40HRC硬度までの時効処理)、最大硬度の検証、スプリング製造業者による準拠の文書化が必要です。.
API 6A、6D: ウェルヘッドとツリー機器、パイプラインバルブ - API規格のバルブアセンブリ用のスプリング材料は、サワーサービス環境用のNACE MR0175を参照するこれらの規格の材料要件を満たす必要があります。.
ASMEセクションIII(原子力): 原子力安全関連用途のインコネル718スプリングは、NCA-3800要求事項への材料トレーサビリティを含む、ASME Section III品質保証プログラムの下での設計、製造、試験が要求されます。.
AS9100 Rev. D: 航空、宇宙、防衛のための品質管理システム - 認証された航空機や宇宙船に搭載されるすべてのスプリングアセンブリに必要です。AS9102に基づく一次製品検査(FAI)は、最初の製造ロットの寸法と材料への完全な適合を文書化します。.
| 申し込み | 最低QMS認証 | 材料規格 | 熱処理 | 追加要件 |
|---|---|---|---|---|
| 一般産業 | ISO 9001:2015 | AMS 5662またはASTM B637 | AMS 2774 | なし |
| 石油・ガス(サワーサービス) | ISO 9001 + api q1 | AMS 5662 + NACE MR0175 | AMS 2774 | 硬度 ≤40 HRC |
| 航空宇宙(民間) | AS9100 Rev D | AMS 5662 | 午前2774 + 午前2750 | AS9102によるFAI |
| 原子力安全関連 | ASMEセクションIII QA | AMS 5662 + NCA-3800 | AMS 2774 | Nスタンプ文書 |
| 軍事/防衛 | AS9100 + DCMA | AMS 5662 | AMS 2774 | DFARSコンプライアンス |
| 医薬品 | ISO 9001 + GMP | AMS 5662または316L alt. | AMS 2774 | 材料の生体適合性 |
よくある質問カスタムインコネル718スプリング
1.インコネル718のスプリングは、どのような温度範囲で使用できますか?
カスタムインコネル718スプリングは、極低温(-253℃まで、特定の用途における延性要求により制限される)から約650℃まで、持続的な構造用として確実に動作します。実用的な連続使用温度の上限は650℃ですが、これを超えるとγ''強化析出物が徐々に溶解し始め、強度が徐々に低下し、応力緩和率が増加します。650℃以上では、インコネルX-750またはワスパロイ・スプリングを代替材として評価する必要がある。インコネル718は、そのオーステナイトFCC結晶構造により、ほとんどのスプリング使用条件において十分な延性を保持します。断続的な高温暴露(過渡状態での熱スパイク)の場合、インコネル718スプリングは、永久的な特性劣化なしに、限られた時間(累積100時間以下)700℃までの温度に耐えることができます。出典Special Metals Corporation Inconel 718 Technical Data; AMS 5662.
2.カスタムインコネル718スプリングの熱処理はどのように指定するのですか?
特注インコネル718スプリングの正しい熱処理仕様はAMS 2774で、標準的な二重時効処理を定義しています:まず720℃で8時間時効処理し、最大620℃まで55℃/時間で炉冷を制御し、その後620℃で8時間時効処理し、その後空冷します。この処理により、最低降伏強度は1,170MPa、引張強度は1,380MPaとなる。図面または購入仕様書には、「AMS 2774、熱処理コード1、インコネル718による熱処理」と明記し、各生産ロットの時間-温度炉記録を要求する。プレアニールされた線材から巻かれたばねの場合は、巻取り後に時効処理を行うことを明記する。炉の設備はAMS2750クラス2のパイロメトリック要件(±6℃の均一性)を満たさなければならない。指定された温度や時間を逸脱すると、測定可能な降伏強度の低下が生じ、スプリングレートや負荷容量に直接影響します。納品書類パッケージの一部として、熱処理認定記録を常に要求すること。出典AMS 2774 Rev F; AMS 2750 Rev F; Special Metals Corporation加工ガイドライン。.
3.インコネル718スプリングはNACEサワーサービス用途に使用できますか?
インコネル718は、NACE MR0175/ISO 15156 Part 3に、H2Sを含む石油・ガス生産環境での使用に適した材料としてリストアップされています。スプリング用途の場合、時効処理(AMS 2774の二重時効処理後)は通常36~40HRCを達成し、NACE規格の制限内に収まります。NACEサワーサービス用のスプリングは、MR0175/ISO 15156に準拠した製造業者の証明書、熱分析に対する材料のトレーサビリティ、および完成したスプリングの硬度試験結果を添付する必要があります。また、スプリング設計者は、スプリングワイヤの最も応力のかかる繊維の最大使用応力が、特定のH2S分圧と使用環境の温度に対するNACE認定応力限度を超えないことを確認する必要があります。最も過酷なサワーサービス条件(高H2S、高温、高塩化物)の場合、焼鈍状態(低硬度、低強度)のインコネル718はより広いNACE認定を提供しますが、同じ負荷容量を達成するためにはより大きなスプリングワイヤー直径を必要とします。出典NACE MR0175/ISO15156、第3部、表B.3;SPEテクニカルペーパー187215、2017年。.
4.インコネル718スプリングの疲労寿命はステンレス鋼と比較してどうですか?
高温サービス(200℃以上)のインコネル718スプリングは、温度での保持強度と耐腐食疲労性という2つの要因により、302または17-7 PHステンレス鋼スプリングより疲労寿命が劇的に長い。室温での疲労耐久限界は、UTSのパーセンテージで 表すとほぼ同等である(インコネル718と302ステンレ スとも約45%から50%)。315℃では、302ステン レスは室温耐久限界の約25%を失い、イン コネル718は室温値の約90%を維持してい る。腐食環境(海水、H2S、工業用化学薬品)では、インコネル718の優れた耐食性により、ステンレス鋼スプリングの疲労亀裂の起点となる表面孔食が防止され、オフショアや化学プラント環境での現場比較では、疲労寿命が3倍から10倍に延長されました。あらゆる腐食性媒体において、高温で10⁶以上のサイクルを必要とするアプリケーションでは、インコネル718は常に優れた選択肢です。出典Fuchs and Stephens, Metal Fatigue in Engineering, Wiley, 2001; SAE Spring Design Manual AE-21.
5.インコネル718スプリングワイヤーの標準線径は?
インコネル718スプリング・ワイヤーは、直径約0.5mmから12mmまで、主要な特殊ワイヤー・サプライヤーやスプリング・メーカーで標準在庫品として市販されています。最も一般的に在庫されている直径は、1.0mm、1.5mm、2.0mm、2.5mm、3.0mm、4.0mm、5.0mm、6.0mm、8.0mmで、AMS 5662に準拠した光輝伸線またはセンタレス研磨の状態です。直径0.5mm以下(機器・センサースプリング用細線)の場合は、特殊細線伸線が必要で、リードタイムは8~16週間です。直径12mm以上の場合は、AMS 5662に準拠した棒材を使用し、典型的な棒材の直径は16mm、19mm、22mm、25mm、32mm、38mmです。ワイヤーの公差は、標準的な製造では指定された直径の±1.0%で、重要なスプリング用途では±0.5%の精密研削ワイヤーが利用可能です。MWalloys社にお問い合わせ頂ければ、全線径の在庫がございます。出典AMS 5662; MWalloys在庫データ。.
6.300℃におけるインコネル718スプリングの応力緩和は、他のスプリング材料と比較してどうですか?
応力緩和(高温で一定のたわみの下でのスプリング荷重の経時的減少)は、200℃以上の温度でのインコネル718スプリングの最も重要な性能差別化要因である。315°C(600°F)で、降伏強度の60%の初期応力下での圧縮ばねの比較緩和データが公表されている:302ステンレス鋼は、1,000時間以内に初期荷重の 約20%から30%を失い、17-7PHステンレ スは、約10%から18%を失い、インコ ネル718は、同じ1,000時間で約2% から5%を失います。インコネル718の優れた耐緩和性は、650℃以下の温度で粗大化や溶解が起こりにくいγ''析出相の熱安定性に起因しています。これは、バルブシーティング力の保持、アクチュエータ力の安定性、プロセス制御アプリケーションにおけるスプリングレートの維持に直結します。200℃以上で持続的に使用されるスプリングを指定するエンジニアは、室温の機械的特性ではなく、応力緩和を主な選択基準として扱う必要があります。出典SAE Spring Design Manual AE-21、第2版、Special Metals Corporation応力緩和データ速報。.
7.インコネル718スプリングの疲労寿命を向上させる表面処理とは?
AMS 2430(航空宇宙)またはSAE J808(工業用)に準拠したショットピーニングは、インコネル718スプリングの疲労寿命を改善するための最も効果的な表面処理です。このプロセスでは、硬化鋼またはセラミックショットを制御された速度と強度(アルメン強度により測定され、インコネル718スプリングでは通常0.20A~0.40A)でスプリングワイヤー表面に噴射し、約0.25mm~0.40mmの深さの圧縮残留応力層を形成します。この圧縮残留応力層は、スプリング荷重によって発生する引張応力に対抗し、疲労き裂発生の応力閾値を効果的に引き上げます。公表されている試験データでは、ショットピーニング処理されたインコネル718スプリングは、逆ねじり試験で同等の応力レベルで、ピーニング処理されていないスプリングより30%から80%長い疲労寿命を達成しています。10⁶サイクルを超える環境で使用されるスプリングや表面攻撃を受ける可能性のある環境では、ショットピーニングを標準工程として指定する必要があります。電解研磨は、ワイヤー表面から約0.010~0.025mmを除去し、機械加工による表面損傷をなくし、表面粗さをRa0.2ミクロン以下にします。電解研磨は耐食性を向上させ、腐食環境での疲労寿命(10%~20%)をわずかに改善します。出典AMS 2430; SAE J808; Fuchs and Stephens, Metal Fatigue in Engineering, Wiley, 2001.
8.インコネル718スプリングとステンレススプリングのコストの違いは何ですか?
カスタムインコネル718スプリングは、通常同等の302ステンレススチールスプリングの8倍から20倍、17-7PHステンレススチールスプリングの3倍から6倍のコストがかかりますが、正確な比率はスプリングサイズ、形状の複雑さ、数量、必要な認証レベルによって異なります。このコストプレミアムは、高い材料費 (2025年から2026年の市場条件では、302ステンレ ス鋼線が1kgあたり$4から$7に対し、 インコネル718線は1kgあたり約$60から $100)と高い製造コスト(遅いコイリング、頻繁 な工具交換、必須熱処理、より広範な検査)の両方を 反映している。しかし、標準的なスプリングが数ヶ月から数年で故障する高温や腐食性のサービスでは、インコネル718スプリングのライフサイクルコストは一般的に低くなります。化学プラントの圧力逃し弁プログラムのケーススタディでは、302ステンレススプリングの平均交換間隔が8ヶ月であったのに対し、インコネル718スプリングは7年持ち、初期購入価格が12倍高いにもかかわらず、ライフサイクルコストは89%削減されました。インコネル718スプリングの経済性は、ダウンタイムコスト、安全性の重要性、メンテナンスの労力を十分に考慮した場合に最も高くなります。出典MWalloys社の価格データ、化学プラントのMROケーススタディ。.
9.インコネル718のスプリングは、サービス除去後の修理や再使用は可能ですか?
インコネル718スプリングは、特に使用条件が合金の設計範囲内であり、過負荷、腐食損傷、疲労亀裂の証拠が見つからない用途のスプリングの場合、使用後の取り外し後の寸法と機械的検査の後、再使用できる場合があります。評価プロセスには、図面公差に対する寸法測定(自由長、外径、コイルピッチの均一性)、表面の亀裂や腐食損傷の有無の目視検査と染料浸透探傷検査、指定された試験長でのスプリングレートと荷重試験、時効硬化状態が維持されていることを確認するための硬度検証、元の認証値に対する測定特性の比較などが含まれます。スプリングレートが元の仕様から3%以上ずれている、表面に亀裂がある、または腐食孔がある場合は、目に見える構造的完全性に関わらず、再使用ではなく交換する必要があります。NACEサワーサービス用途のスプリングの場合、再使用には通常、元の仕様要件に対する再試験を含む、元の製造業者による再認証が必要である。サービスに曝されたスプリングの再エージングは一般的に有効ではなく、材料エンジニアによる具体的な冶金学的根拠がない限り推奨されない。出典SAEスプリング設計マニュアルAE-21; MWalloys技術相談ガイドライン。.
10.バネ用インコネル718とインコネルX-750の違いは何ですか?
インコネル718とインコネルX-750は共に高温バネ用 途に使用される析出硬化型ニッケル超合金ですが、両者 の性能プロファイルは異なります。インコネル718は、γ''+γ''析出の組み合わせにより、より高い室温降伏強さ(標準時効でX-750の約1,000MPaに対し、最低1,170MPa)を達成する。+ また、より優れた溶接性、NACE MR0175に基づくより広範なサワーサービスの認定、およびより広範な市販ワイヤーの入手が可能です。インコネルX-750は、インコネル718のγ''析出物が溶解し始める650℃以上の温度で、より優れた耐クリープ性と耐緩和性を発揮します。X-750は、650℃以上のガスタービン用途(コンプレッサースプリングリテーナー、高温アクチュエータースプリング)や、インコネル718では10,000時間以上のインターバルで許容できない緩和を示す700℃での長時間使用を必要とする用途に適したスプリング合金です。X-750は原子炉の内部用途(炉心支持バネ)にも使用され、その放射線安定性はいくつかの特定の原子炉設計においてインコネル718よりも広範に評価されています。まとめると、NACE認定、高降伏強さ、幅広いワイヤーサイズを必要とする650℃以下の用途にはインコネル718を指定し、耐緩和性が優先される650℃~700℃での持続的な使用にはX-750を指定する。出典出典:特殊金属株式会社、AMS 5698、NUREG/CR-6244。.
要約:エンジニアリングと調達に関する主な要点
カスタムインコネル718スプリングは、200℃以上の高温、腐食性化学環境、安全性が重要な、または長寿命が要求されるあらゆるスプリング用途において、技術的に正しく、経済的に正当な選択です。インコネル718は、高温での降伏強さ(650℃で最低860MPa)、優れた耐緩和性(315℃で1,000時間当たり2%から5%の荷重損失)、幅広い耐食性、NACE MR0175認定を持ち、航空宇宙、石油・ガス、化学処理などの最も要求の厳しいばねの使用条件をカバーします。.
インコネル718スプリングの使用における成否を最も左右するのは3つの決定事項である:
材料認証: UNS N07718、AMS 5662 ワイヤーは、EN 10204 3.1 の完全な証明書と、指定された全元素を含む熱分析書を添付して指定してください。トレーサブルな窒素とニオブの含有量の文書がない材料は、決して受け入れないこと。.
熱処理の規律: AMS2750クラス2炉の認定を伴うAMS2774エージングを義務付け、製造ロットごとに時間-温度炉チャートを要求し、完成したスプリングの達成硬度を検証する。.
設計応力の選択: 最高使用温度に対して温度補正したせん断弾性率と降伏強さの値を使用し、Wahl補正係数をフルに適用し、使用応力を室温値ではなく、公表されている温度依存許容値に制限する。.
MWalloys社では、ばね製造用のインコネル718線材と棒材を供給し、完全な材料認定パッケージを提供し、お客様の特定の温度、腐食、サイクル寿命の要件に応じたばね材料の選択に関する技術コンサルティングを提供しています。当社の在庫は、直径0.5mmから12mmまでの線材と、12mmから100mmまでの棒材をカバーしており、最も一般的なサイズはすぐに入手可能です。.
参考文献
- 特殊金属株式会社.インコネル合金 718 技術資料 SMC-045.2023.
- AMS 5662 Rev.M: ニッケル合金、耐食・耐熱、棒、鍛造品、リング。SAE International.
- AMS 2774 Rev.F: 熱処理、ニッケル合金およびコバルト合金部品。SAE インターナショナル。.
- AMS 2750 Rev F:パイロメトリー。SAE インターナショナル。.
- AMS 2430 Rev.S: ショットピーニング、自動。SAEインターナショナル。.
- SAEスプリング設計マニュアル、AE-21、第2版。SAE International, 1996.
- NACE MR0175 / ISO 15156、パート3。NACE International、2015年版。.
- ASTM B637:析出硬化ニッケル合金棒の標準仕様。ASTM International.
- Fuchs, H.O. and Stephens, R.I. Metal Fatigue in Engineering, 2nd Edition.Wiley, 2001.
- Shigley,J.E.他『機械工学設計』第10版。マグロウヒル、2015年.
- SPEテクニカルペーパー187215。石油技術者協会、2017年。.
- NUREG/CR-6244:合金の緩和と破壊の力学モデル。NRC, 1994.
- カーペンターテクノロジー株式会社17-7 PH ステンレス鋼テクニカル・データ・シート.2023.
- サンドビック・コロマント.ニッケル合金加工テクニカルガイド.2023.
- API Standard 6A: Wellhead and Christmas Tree Equipment, 21st Edition.API, 2018.



