A medida Inconel 718 superan a los muelles estándar de acero inoxidable y acero al carbono en servicio a altas temperaturas al conservar el módulo elástico y el límite elástico hasta 650°C, ofreciendo resistencia a la corrosión en entornos de cloruros, H2S y ácidos oxidantes en los que los muelles estándar fallan en cuestión de semanas. Los muelles Inconel 718 mantienen su capacidad de carga a temperaturas en las que el acero inoxidable 302 pierde entre 40% y 60% de su resistencia a temperatura ambiente, lo que los convierte en el estándar del sector para controles de combustible de turbinas de gas, herramientas de terminación de pozos, ensamblajes de válvulas en servicio ácido y sistemas de actuación aeroespaciales que requieren estabilidad dimensional durante más de 50.000 ciclos de carga.
Si su proyecto requiere el uso de muelles Inconel 718, puede Contacto para obtener un presupuesto gratuito.
¿Por qué fallan los materiales de muelles estándar donde triunfan los muelles Inconel 718?
Esta pregunta está en el centro de todas las decisiones de especificación que afectan a aplicaciones de muelles corrosivos o de alta temperatura, y conocer la respuesta evita el costoso error de no especificar lo suficiente. Hemos revisado docenas de casos de fallo de muelles en los sectores del petróleo y el gas, aeroespacial y químico, y el patrón es el mismo: un material de muelle estándar seleccionado por motivos de coste y entrega funciona adecuadamente durante las pruebas de cualificación, pero falla en servicio en una fracción de su vida útil diseñada.

Las limitaciones fundamentales de las aleaciones estándar para muelles
Muelles de acero al carbono (alambre musical ASTM A228, ASTM A227): Son los materiales más utilizados para muelles en aplicaciones a temperatura ambiente, ya que ofrecen una gran resistencia a la tracción (hasta 2.200 MPa en el caso del hilo musical) y una buena resistencia a la fatiga en entornos limpios y secos. Sus limitaciones son severas y abruptas: los muelles de acero al carbono empiezan a perder propiedades elásticas por encima de los 120°C aproximadamente, y a 200°C la tensión de trabajo admisible desciende de 20% a 30% en comparación con la temperatura ambiente. Cualquier exposición a la humedad, el agua salada, los ácidos industriales o el H2S provoca una rápida corrosión general y por picaduras que inicia grietas de fatiga en las picaduras superficiales, lo que conduce a una fractura prematura por fatiga bajo cargas cíclicas.
Muelles de acero inoxidable tipo 302/304 (ASTM A313): El acero inoxidable 302, la mejora estándar del acero al carbono para entornos ligeramente corrosivos, mantiene una resistencia adecuada hasta aproximadamente 260°C. Por encima de esta temperatura, la tensión admisible disminuye rápidamente: a 370 °C, la tensión de trabajo recomendada es aproximadamente 50% del valor a temperatura ambiente. Y lo que es más grave, el acero inoxidable 302/304 es susceptible al agrietamiento por corrosión bajo tensión por cloruros (SCC) a temperaturas superiores a 60°C, un modo de fallo que provoca una fractura frágil repentina sin advertencia visual y es responsable de fallos catastróficos de muelles en intercambiadores de calor, equipos marinos y actuadores de válvulas de plantas químicas.
Muelles de acero inoxidable 17-7 PH (AMS 5678, Condition CH900): El 17-7 PH, que supone un aumento significativo de la capacidad térmica, mantiene las propiedades elásticas útiles hasta aproximadamente 370°C y resiste mejor que el inoxidable 302 la corrosión por cloruros. Sin embargo, su resistencia a la corrosión en ambientes ácidos reductores (HCl, H2S) y agua de mar por encima de 40°C es insuficiente para muchas aplicaciones de petróleo y gas, marinas y de procesos químicos. A 500 °C, el 17-7 PH pierde la mayor parte de su resistencia endurecida por precipitación.
Ventaja de rendimiento del muelle Inconel 718: Inconel 718 mantiene un límite elástico mínimo de aproximadamente 1.000 MPa a 538°C y de aproximadamente 860 MPa a 650°C, valores que superan el límite elástico a temperatura ambiente de la mayoría de los aceros inoxidables para muelles. Su composición de níquel, cromo y molibdeno proporciona una estabilidad pasiva de la película frente al cloruro, el H2S y la mayoría de los entornos químicos industriales en los que fallan los aceros inoxidables austeníticos. Esta combinación de resistencia retenida a altas temperaturas y amplia resistencia a la corrosión define el espacio de aplicación en el que el Inconel 718 no es simplemente preferible, sino realmente insustituible.
El coste real del fallo de un muelle en sistemas críticos
Los fallos de muelles en controles de combustible de turbinas de gas, válvulas de seguridad de fondo de pozo o sistemas de accionamiento de aeronaves no son simples incidentes de mantenimiento, sino incidentes potenciales de seguridad con consecuencias operativas y de responsabilidad civil que eclipsan cualquier consideración de coste material. En casos documentados de operaciones de terminación de pozos en el Mar del Norte, el fallo de arandelas Belleville estándar de acero inoxidable en actuadores de válvulas de cabeza de pozo provocó la pérdida de control del pozo, lo que requirió una intervención de emergencia con un coste superior a $2,4 millones por suceso. La sustitución por conjuntos de resortes de Inconel 718 calificados según NACE MR0175 eliminó la recurrencia en la misma población de pozos durante el período de seguimiento posterior de siete años (publicado en SPE Technical Paper 187215, 2017).
¿Por qué el Inconel 718 es la aleación óptima para muelles de alta temperatura?
La selección de Inconel 718 específicamente -en lugar de otras superaleaciones de níquel- para aplicaciones de muelles refleja una combinación de perfil de propiedades mecánicas, estabilidad metalúrgica, resistencia a la corrosión y procesabilidad que ninguna aleación de la competencia reproduce plenamente.
Composición y mecanismo de endurecimiento por precipitación
El Inconel 718 (UNS N07718, AMS 5662/5663/5664) consigue sus excepcionales propiedades elásticas mediante un mecanismo de endurecimiento por precipitación dual. Su composición nominal de aproximadamente 52% de níquel, 19% de cromo, 5,1% de niobio, 3,0% de molibdeno, 0,9% de titanio y 0,5% de aluminio (con equilibrio de hierro) produce dos fases precipitadas de refuerzo durante el endurecimiento por envejecimiento:
Precipitado gamma-doble-prima (γ''): Ni3Nb tetragonal centrado en el cuerpo, es la fase primaria de refuerzo en Inconel 718 y contribuye aproximadamente con 75% a 80% de la respuesta total de endurecimiento por precipitación. Se forma durante el primer paso de envejecimiento a 720°C y produce el alto límite elástico (normalmente de 1.100 a 1.240 MPa en alambre envejecido) que permite altas velocidades de resorte y capacidad de carga en geometrías compactas.
Precipitado gamma-prima (γ'): FCC Ni3(Al,Ti), esta fase secundaria se forma durante el paso de envejecimiento a baja temperatura a 620°C y complementa el refuerzo γ'' a la vez que mejora la resistencia a la fluencia.
El efecto combinado produce un material con una resistencia a la tracción a temperatura ambiente de aproximadamente 1.380 MPa y un límite elástico de 1.170 MPa (mínimo según AMS 5662), valores que sitúan al alambre Inconel 718 entre los materiales para muelles de mayor resistencia disponibles en el mercado.
Dureza en caliente y retención del módulo elástico
En las aplicaciones de muelles, la propiedad crítica a altas temperaturas no es sólo la resistencia, sino el mantenimiento del módulo elástico (E) con la temperatura. El índice de elasticidad (k = Gd⁴/8D³n) depende del módulo de cizallamiento G, que está relacionado con el módulo elástico a través de la relación de Poisson. A medida que aumenta la temperatura, G disminuye, lo que reduce el índice de elasticidad:
| Temperatura | Inconel 718 Módulo de cizallamiento G | 302 SS Módulo de cizallamiento G | 17-7 PH Módulo de cizallamiento G |
|---|---|---|---|
| 25°C | 77,2 GPa | 69,0 GPa | 71,0 GPa |
| 200°C | 73,8 GPa | 63,5 GPa | 65,2 GPa |
| 315°C | 71,2 GPa | 59,0 GPa | 60,0 GPa |
| 425°C | 68,5 GPa | 53,8 GPa | 51,0 GPa |
| 540°C | 65,8 GPa | 47,5 GPa | No aplicable |
| 650°C | 62,4 GPa | No aplicable | No aplicable |
Fuentes: Special Metals Corporation Inconel 718 Technical Data; SAE Spring Design Manual AE-21; Carpenter Technology 17-7 PH Data Sheet
La ventaja de la retención del módulo de Inconel 718, que retiene 81% de su módulo de cizallamiento a temperatura ambiente a 650°C, frente al 316L, que retiene aproximadamente 69% a 425°C, significa que los diseños de muelles de Inconel 718 mantienen sus características de carga-deformación calculadas en todo su rango de temperatura de funcionamiento. Los muelles de acero inoxidable estándar a temperaturas elevadas pueden perder de 30% a 40% de su índice de elasticidad diseñado, creando una variación de fuerza inaceptable en aplicaciones de accionamiento de precisión y asiento de válvulas.
Resistencia a la relajación: La propiedad específica del muelle
La relajación de tensiones (la reducción de la carga del muelle bajo deflexión constante a lo largo del tiempo a temperatura elevada) es la propiedad más crítica para las aplicaciones de muelles de alta temperatura y la que más a menudo se pasa por alto en los procesos estándar de selección de aleaciones. Un muelle que inicialmente cumple las especificaciones de carga puede relajarse de 20% a 30% en 1.000 horas a temperatura elevada, provocando fugas en la válvula, pérdida de fuerza de accionamiento o reducción de la carga de apriete por debajo del mínimo funcional.
La resistencia del Inconel 718 a la relajación de tensiones se debe a la estabilidad de su fase precipitada γ'' a temperaturas de hasta 650°C aproximadamente. Datos de relajación publicados para muelles de compresión helicoidales a 315 °C:
- 302 SS: aproximadamente 15% a 25% de pérdida de carga después de 1.000 horas.
- 17-7 PH: aproximadamente 8% a 15% de pérdida de carga después de 1.000 horas.
- Inconel 718 (correctamente envejecido): aproximadamente 2% a 5% de pérdida de carga después de 1.000 horas.
A 538 °C (1.000 °F), la comparación se hace más dramática:
- 17-7 PH: no funcional (resistencia insuficiente a esta temperatura).
- Inconel 718: aproximadamente 4% a 8% de pérdida de carga después de 1.000 horas.
Esta resistencia a la relajación se traduce directamente en intervalos de servicio más largos para los componentes en los que la carga del muelle es crítica: actuadores de válvulas, sistemas de control de combustible y mecanismos de bloqueo críticos para la seguridad en los que la pérdida de carga por debajo de un mínimo especificado desencadena un fallo funcional.
¿Cómo se diseñan y fabrican los muelles a medida de Inconel 718?
El diseño de muelles para Inconel 718 sigue las mismas ecuaciones fundamentales que cualquier muelle helicoidal, pero el perfil de propiedades específico del material -en particular, el elevado módulo elástico, el alto límite elástico y la variación del módulo de cizallamiento con la temperatura- exige prestar especial atención a los parámetros de diseño que a veces se consideran secundarios para los materiales de muelles estándar.
Parámetros fundamentales de diseño de muelles
Índice de elasticidad (k):
k = Gd⁴ / (8D³n)
Dónde:
- G = módulo de cizallamiento de Inconel 718 a la temperatura de funcionamiento (GPa)
- d = diámetro del hilo (mm)
- D = diámetro medio de la bobina (mm)
- n = número de bobinas activas
Para un diseño preciso a temperatura elevada, G debe ser el valor a la temperatura máxima de funcionamiento, no a temperatura ambiente. Si se utiliza G a temperatura ambiente para calcular el índice de elasticidad para una aplicación a 500 °C, se obtendrá un muelle aproximadamente 15% a 20% más blando que el especificado a temperatura de funcionamiento, lo que supone un error importante para los sistemas de accionamiento de precisión.
Índice de primavera (C):
C = D/d
El índice de elasticidad es el principal factor que controla la fabricabilidad del muelle y la concentración de tensiones. Para los muelles de Inconel 718, el índice de muelle recomendado es de 4 a 12:
- C inferior a 4: difícil de enrollar, gran tensión en la herramienta, posible rotura del alambre durante el conformado
- C por encima de 12: muelle propenso a enredarse, estabilidad lateral reducida, difícil de mantener tolerancias estrechas
Factor de corrección Wahl (Kw):
Kw = (4C - 1)/(4C - 4) + 0,615/C
Este factor tiene en cuenta la concentración de tensiones en la superficie interior de la bobina y los efectos de la curvatura. Para los muelles de Inconel 718 que funcionan con niveles de tensión elevados, el factor Wahl es crítico porque la menor ductilidad del material en comparación con el acero inoxidable austenítico implica una menor redistribución plástica de las concentraciones de tensión. Los diseñadores de muelles deben aplicar la corrección Kw completa sin reducción.
Tensión máxima de trabajo:
τmax = Kw × 8PD / (πd³)
Donde P = carga aplicada (N) y todas las dimensiones en mm.
Para muelles de Inconel 718 en servicio a alta temperatura, la tensión máxima de trabajo recomendada es:
- Por debajo de 315°C: 45% a 50% de UTS (típicamente 620 a 690 MPa)
- 315°C a 480°C: 38% a 42% de UTS a temperatura
- 480°C a 650°C: 32% a 36% de UTS a temperatura
Estos límites de tensión de trabajo incorporan un margen de seguridad contra la relajación, la fatiga y la corrosión bajo tensión en entornos exigentes.
Cálculos de altura y deflexión de sólidos
Una consideración de diseño específica del alambre de alta aleación para muelles es que el módulo más alto de Inconel 718 en comparación con el acero inoxidable estándar significa que, para un diámetro de alambre y una geometría de bobina determinados, el muelle será más rígido, lo que permite diseños más compactos pero exige cálculos precisos para evitar el choque de la bobina en la deflexión máxima.
Altura sólida: Hs = n × d (total de bobinas × diámetro del hilo)
Desviación máxima hacia el sólido: δmax = (Hs_longitud libre - Hs_sólido) × 0,85 (tolerancia de colisión 15% recomendada para Inconel 718)
Corrección de la longitud libre en función de la temperatura: A 650°C, la dilatación térmica del Inconel 718 (coeficiente aproximado de 13,0 μm/m-°C) amplía la longitud libre en aproximadamente 0,8%, un factor que debe incorporarse al cálculo de la altura sólida para evitar el choque de la bobina a la temperatura de funcionamiento que provocaría un juego permanente.
Especificaciones de diseño de la arandela Belleville (muelle de disco)
Las arandelas Belleville de Inconel 718 representan una parte importante de las aplicaciones de muelles de alta temperatura debido a su elevada capacidad de carga en un espacio axial compacto. Parámetros clave de diseño:
| Parámetro | Alcance típico | Consideraciones sobre el diseño |
|---|---|---|
| Diámetro exterior (OD) | 6 mm a 300 mm | Mayor diámetro exterior: menor tensión por unidad de carga |
| Diámetro interior (DI) | 0,4-0,5 × OD típico | Relaciones estándar ANSI B27.6 |
| Espesor (t) | 0,5 mm a 12 mm | Acciona la capacidad de carga |
| Altura del cono (h) | De 0,3t a 2,5t | La relación h/t determina la linealidad carga-deflexión |
| h/t ratio | 0,3 a 1,5 | h/t 1,4: progresivo y luego regresivo |
| Disposiciones de apilamiento | Serie, paralelo o combinación | Serie: más flexión; paralelo: más carga |
El cálculo de esfuerzos para arandelas Belleville según la norma DIN 2093 utiliza una relación de Poisson de 0,29 para Inconel 718 a temperatura ambiente, que se reduce a aproximadamente 0,28 a 600°C.
¿Qué procesos de fabricación producen muelles de Inconel 718 de alto rendimiento?
La fabricación de muelles de Inconel 718 requiere equipos y controles de proceso que van más allá de los utilizados para los aceros para muelles estándar. El alto índice de endurecimiento por deformación de la aleación, su elevado límite elástico en estado recocido (aproximadamente 550 a 650 MPa antes del envejecimiento) y su sensibilidad a los daños superficiales provocados por las herramientas abrasivas exigen adaptaciones específicas de fabricación.
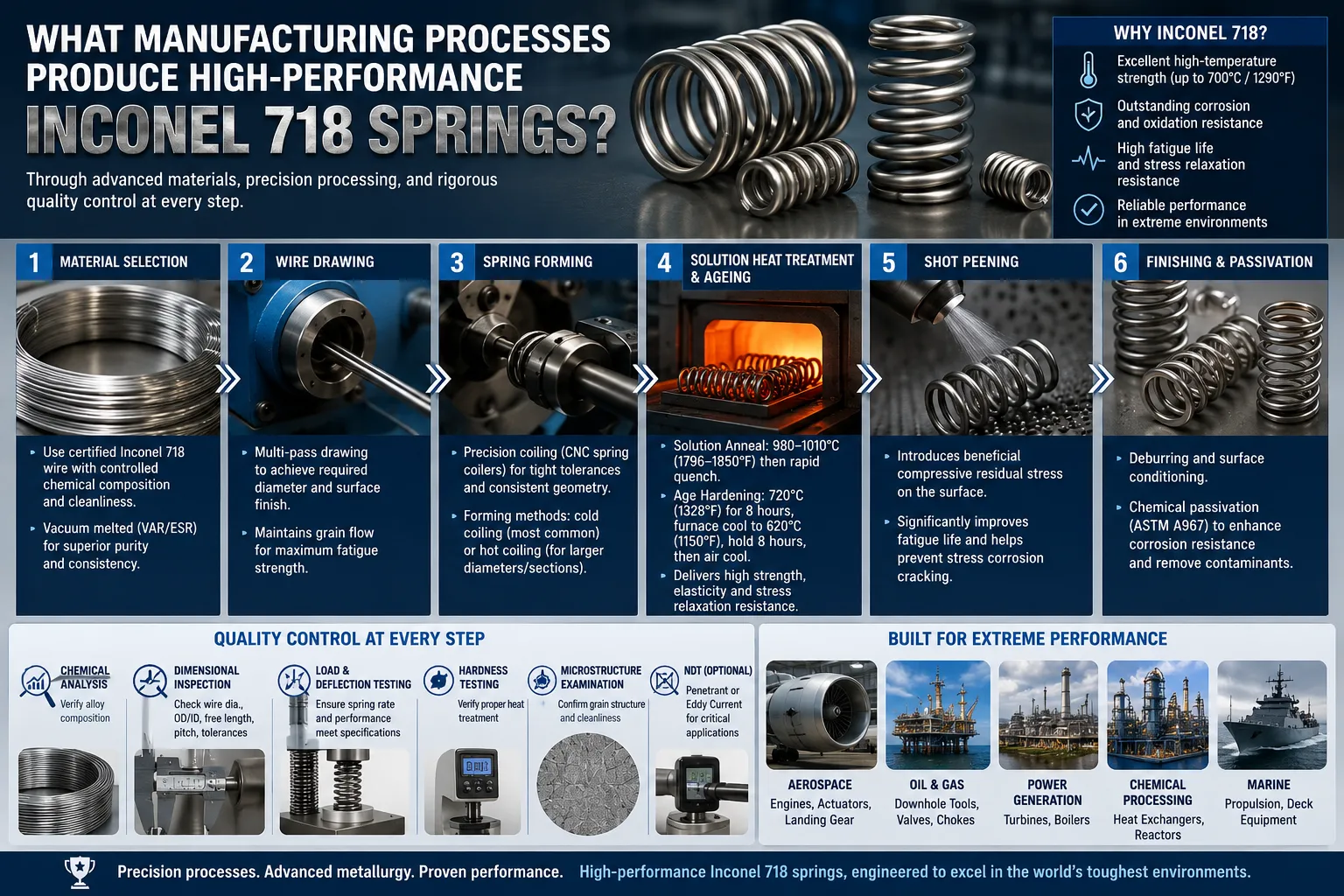
Trefilado: Conseguir un diámetro y una calidad de superficie uniformes
El alambre para muelles Inconel 718 se fabrica mediante trefilado en frío de múltiples pasadas de varilla laminada en caliente a través de matrices de carburo de tungsteno, con recocido intermedio entre las pasadas de trefilado para restaurar la ductilidad. La gama estándar de diámetros de alambre para aplicaciones de muelles va de 0,5 mm a 12 mm, con alambre trefilado de precisión disponible a partir de 0,1 mm para muelles de instrumentos.
Tolerancia del diámetro: El alambre de Inconel 718 estirado en frío para muelles cumple la especificación AMS 5662, con tolerancias de diámetro de ±1% o ±0,025 mm (la mayor de las dos) para la producción estándar. El alambre de precisión para muelles puede fabricarse con una tolerancia de diámetro de ±0,5% para aplicaciones críticas de muelles.
Estado de la superficie: La superficie del alambre debe estar libre de costuras, solapamientos, picaduras e incrustaciones, cada uno de los cuales actúa como lugar de inicio de la fatiga. El alambre para muelles de alta calidad se produce con una superficie esmerilada o pulida, con una rugosidad superficial normalmente inferior a Ra 0,8 micras. La inspección del alambre entrante para la producción de muelles debe incluir la prueba de corrientes de Foucault 100% según ASTM E 244 para detectar discontinuidades superficiales y cercanas a la superficie.
Resistencia a la tracción del alambre para muelles antes del envejecimiento: El alambre de Inconel 718 estirado y recocido alcanza normalmente una resistencia a la tracción de 1.000 a 1.150 MPa antes del endurecimiento por envejecimiento. Tras el tratamiento estándar de doble envejecimiento, la resistencia a la tracción aumenta de 1.310 a 1.450 MPa, el intervalo de resistencia de trabajo para los cálculos de diseño de muelles.
Enrollado CNC: Bobinado en frío frente a bobinado en caliente
Enrollado en frío de Inconel 718 se realiza en el estado recocido (tratado en solución) antes del endurecimiento por envejecimiento, utilizando máquinas de bobinado de muelles CNC con ajuste servocontrolado del paso y del diámetro de la bobina. El límite elástico del material recocido, de aproximadamente 550 a 650 MPa, es lo suficientemente bajo como para bobinarlo en frío en equipos de bobinado estándar con las modificaciones de utillaje adecuadas.
Consideraciones clave del proceso de bobinado en frío para Inconel 718:
- El desgaste de la herramienta es aproximadamente de 3 a 5 veces superior al del acero inoxidable 302 debido a la mayor resistencia y abrasividad de Inconel 718.
- Los materiales del mandril y del perno de sujeción requieren acero endurecido para herramientas o carburo para tiradas largas.
- El springback del diámetro de la bobina es aproximadamente de 8% a 15% mayor que para el inoxidable 302, lo que requiere una compensación en la configuración del utillaje.
- La uniformidad de paso debe ser más estricta que en los muelles estándar, ya que el tratamiento térmico de envejecimiento posterior al enrollado se realiza en la geometría enrollada final y no puede corregirse posteriormente.
Enrollado en caliente El bobinado en caliente de barras de Inconel 718 (por encima de 12 mm de diámetro de alambre) se realiza entre 980°C y 1.100°C mediante calentamiento por resistencia o calentamiento en horno. El bobinado en caliente permite diámetros de alambre mayores e índices de resorte más ajustados que el bobinado en frío. Tras el bobinado en caliente, el muelle debe recocido por disolución antes del envejecimiento para restaurar la microestructura óptima: el proceso de bobinado en caliente precipita parcialmente la fase delta, que debe disolverse antes de que el tratamiento de envejecimiento produzca una precipitación γ'' óptima.
Configuraciones finales y operaciones secundarias
Los muelles de Inconel 718 personalizados se fabrican con configuraciones finales adaptadas a la aplicación específica:
Extremos del muelle de compresión: Cerrado y rectificado (más común para aplicaciones de precisión), cerrado sin rectificar, extremos abiertos o extremos cónicos/en cola de milano para aplicaciones de alta temperatura en las que el rectificado puede introducir daños en la superficie que reducen la vida a fatiga.
Extremos del muelle de extensión: Gancho de máquina, gancho de centro transversal, gancho lateral o bucle completo. Los muelles de extensión en Inconel 718 conllevan una concentración de tensión adicional en la transición del gancho a la bobina que debe incorporarse en el cálculo de la tensión de diseño.
Extremos del muelle de torsión: Torsión recta, gancho corto sobre el centro, gancho largo sobre el centro o configuraciones de brazo personalizadas. Los muelles de torsión requieren un control preciso del ángulo del brazo en el estado en que están enrollados, teniendo en cuenta el cambio angular durante el tratamiento térmico de envejecimiento.
Recorte y conformado de arandelas Belleville: Las arandelas Belleville se estampan a partir de chapa de Inconel 718 (normalmente laminada en frío y recocida según AMS 5596) utilizando matrices de corte de precisión y, a continuación, se conforman en matrices progresivas para conseguir la altura del cono y la tolerancia de planitud especificadas.
El shot peening (según las normas SAE J808 y AMS 2430) se aplica a muelles de Inconel 718 en aplicaciones de fatiga exigentes: accionamiento aeroespacial, válvulas de compresores alternativos y muelles de herramientas de fondo de pozo de alto ciclo. El shot peening introduce una tensión residual de compresión en la superficie del alambre hasta una profundidad aproximada de 0,25 mm a 0,40 mm, lo que prolonga la vida a fatiga entre 20% y 80% en función de la relación de tensiones de la aplicación y del modo de carga (Fuchs, H.O. y Stephens, R.I., Fatiga de los metales en ingeniería, Wiley, 2001).
¿Cómo determina el tratamiento térmico el rendimiento de los muelles de Inconel 718?
El tratamiento térmico de los muelles de Inconel 718 es posiblemente el aspecto técnicamente más crítico y más comúnmente mal gestionado de la fabricación de muelles a medida. Hemos visto muelles de múltiples proveedores que se han sometido a un envejecimiento incorrecto (alcanzando sólo entre 60% y 70% del límite elástico especificado debido a una desviación de la temperatura o a un tiempo de inmersión inadecuado) y que se han entregado a los clientes con comprobaciones dimensionales aprobadas, pero sin superar las pruebas de velocidad y carga del muelle. Comprender la ciencia del tratamiento térmico es esencial tanto para los fabricantes como para los ingenieros de compras.
Recocido de soluciones: Establecimiento de la microestructura inicial
Antes del endurecimiento por envejecimiento, el alambre para muelles o los muelles en espiral de Inconel 718 deben estar en el estado adecuado de recocido en solución con todas las fases de refuerzo disueltas en la matriz austenítica. La temperatura de recocido en solución es de 980°C a 1.010°C durante 1 hora (para alambre/secciones finas), seguida de un enfriamiento rápido (enfriamiento rápido con agua para secciones más grandes, enfriamiento rápido con aire para alambre y bandas finas).
La importancia del intervalo de temperaturas de recocido en solución: por debajo de 980°C, la fase delta (Ni3Nb, ortorrómbica, no reforzante) puede no disolverse completamente, dejando menos niobio disponible para la precipitación γ'' durante el envejecimiento y reduciendo el límite elástico alcanzado entre 50 y 150 MPa. Por encima de 1.010°C, se produce un crecimiento de grano que reduce la vida a fatiga (el tamaño de grano por encima de ASTM 6 se correlaciona con una menor resistencia a la iniciación de grietas por fatiga en aplicaciones de ciclos altos).
En el caso de los muelles que se bobinan en frío en estado recocido, el recocido en solución suele realizarse en el alambre antes del bobinado, y el muelle bobinado sólo se somete al tratamiento de envejecimiento después del bobinado. Esta secuencia requiere un seguimiento preciso del historial térmico del alambre.
El tratamiento estándar de doble envejecimiento (AMS 2774)
El tratamiento estándar de endurecimiento por envejecimiento para muelles de Inconel 718 sigue los requisitos de AMS 2774:
Paso 1: 720°C (1.325°F) durante 8 horas, enfriamiento del horno a una velocidad máxima de 55°C/hora (100°F/hora) hasta 620°C
Segundo paso: Mantener a 620°C (1.150°F) durante 8 horas más, después enfriar al aire hasta temperatura ambiente
Este tratamiento en dos pasos produce la microestructura combinada γ'' + γ' precipitado microestructura que logra:
- Resistencia a la tracción: 1.380 MPa (200 ksi) mínimo
- Límite elástico (desplazamiento 0,2%): 1.170 MPa (170 ksi) mínimo
- Elongación: 12% mínimo
La precisión del control de la temperatura es fundamental: El envejecimiento a 730°C en lugar de 720°C para el primer paso puede reducir el límite elástico entre 80 y 120 MPa a medida que comienza el sobreenvejecimiento. El envejecimiento a 710°C produce una precipitación γ'' incompleta, dejando sin realizar de 50 a 100 MPa de límite elástico potencial. La especificación del proceso debe exigir una uniformidad de temperatura de ±5°C (±10°F) en toda la zona de trabajo del horno, verificada mediante sondeo con termopar según AMS 2750.
Consideraciones sobre el tratamiento térmico específico para muelles
Ajuste de carga después del envejecimiento: Los muelles de alta temperatura para aplicaciones de válvulas de precisión se someten a un ajuste de carga (también denominado "preajuste" o "eliminación del juego") inmediatamente después del envejecimiento. El muelle se comprime hasta alcanzar una altura casi sólida a temperatura ambiente, lo que introduce una tensión residual de compresión beneficiosa en la sección transversal del alambre y elimina la rápida relajación inicial que, de lo contrario, se produciría durante los primeros ciclos térmicos en servicio. Los muelles preajustados muestran aproximadamente 50% menos de relajación inicial durante las primeras 100 horas a temperatura de funcionamiento en comparación con los muelles no preajustados (Manual de diseño de muelles SAE, AE-21, 2ª edición).
Alivio de tensiones tras el bobinado (para muelles bobinados en frío en alambre envejecido): Si los muelles se bobinan a partir de alambre de Inconel 718 preenvejecido, un alivio de tensiones a baja temperatura de 400°C a 425°C durante 1 hora elimina las tensiones residuales inducidas por el bobinado sin reducir significativamente las propiedades de endurecimiento por envejecimiento (la reducción del límite elástico suele ser inferior a 3%).
Atmósfera del horno: El envejecimiento debe realizarse en una atmósfera controlada (gas inerte, vacío o aire limpio y seco) para evitar la oxidación de la superficie que perjudicaría la vida a fatiga y la inspección posterior. Los niveles de oxígeno superiores a aproximadamente 20 ppm a 720 °C pueden producir una cascarilla de óxido en el alambre de Inconel 718 con un espesor suficiente para iniciar grietas de fatiga en la interfaz cascarilla-metal.
| Fase de tratamiento térmico | Temperatura | Tiempo | Refrigeración | Resultado de la propiedad |
|---|---|---|---|---|
| Recocido en solución | 980-1,010°C | 1 hora/25 mm | Rápido (agua/aire) | Precipitados disueltos, grano ASTM 5-8 |
| Primera edad | 720°C | 8 horas | Enfriamiento del horno a 620°C a 55°C/hora | Comienzan las precipitaciones 'γ |
| Segunda edad | 620°C | 8 horas | Aire frío | γ'' finalización + γ' precipitación |
| Alivio del estrés (opcional) | 400-425°C | 1 hora | Aire frío | Reducción de la tensión residual |
| Ajuste de la carga | Temperatura ambiente | Un ciclo de compresión | N/A | Tensión residual beneficiosa preestablecida |
¿Cuáles son las características de vida útil a la fatiga y durabilidad cíclica?
La fatiga es el principal factor que limita la vida útil de los muelles en aplicaciones dinámicas: válvulas de compresores alternativos, sistemas de combustible de motores, mecanismos de accionamiento y herramientas de fondo de pozo que funcionan con ciclos repetidos de reposición y liberación. El conocimiento del comportamiento a fatiga del Inconel 718 permite a los ingenieros especificar el tamaño de alambre, el nivel de tensión del muelle y el estado de la superficie adecuados para alcanzar los objetivos de vida útil requeridos.
Datos de la curva S-N del alambre para muelles Inconel 718
Datos publicados sobre la fatiga del alambre de Inconel 718 en cargas rotativas de flexión y torsión (los estados de tensión más relevantes para las aplicaciones de muelles):
Fatiga de la viga giratoria (R = -1, totalmente invertida):
- Límite de resistencia de 10⁶ ciclos: aproximadamente 620 a 690 MPa.
- Límite de resistencia de 10⁷ ciclos: aproximadamente de 550 a 620 MPa.
- Relación entre el límite de resistencia y el UTS: aproximadamente 0,45 a 0,50
Fatiga torsional (relevante para muelles de compresión helicoidales):
- Límite de resistencia de 10⁶ ciclos: aproximadamente 380 a 420 MPa (esfuerzo cortante).
- Límite de resistencia de 10⁷ ciclos: aproximadamente 340 a 380 MPa.
Estos valores se aplican a alambres lisos y sin daños superficiales en estado de envejecimiento completo. Cualquier daño superficial - marcas de esmerilado, picaduras, costuras o incrustaciones de óxido - reduce el límite de fatiga efectivo entre 20% y 50% en función de la profundidad y la geometría de la discontinuidad.
Diagrama de Goodman modificado para el diseño de muelles
El análisis de la fatiga del muelle utiliza el diagrama de Goodman modificado, que traza la tensión de cizalladura media (τm) frente a la tensión de cizalladura alterna (τa) con el límite de fallo definido por:
τa/τe + τm/UTS = 1
Donde τe = límite de resistencia a la torsión y UTS = resistencia última a la tracción (convertida a cortante por × 0,577 para el esfuerzo cortante).
Para muelles de Inconel 718 a temperatura ambiente con una vida útil de 10⁷ ciclos:
- Esfuerzo medio admisible: 550 MPa máximo
- Tensión alterna admisible: 350 MPa máximo
- Combinado: el punto de funcionamiento debe estar por debajo de la línea Goodman
A 538°C, el diagrama de Goodman se desplaza debido a la reducción del UTS y del límite de resistencia, lo que requiere un nuevo cálculo con las propiedades del material corregidas por la temperatura.
Efecto del entorno en la vida útil a la fatiga
Los entornos corrosivos reducen la vida a fatiga mediante la acción combinada de la tensión mecánica y el ataque químico en la punta de la grieta, un fenómeno denominado fatiga por corrosión. Para muelles de Inconel 718 en entornos de servicio comunes:
| Medio ambiente | Reducción de la vida útil por fatiga frente al aire | Implicaciones prácticas |
|---|---|---|
| Aire ambiente | Referencia (1.0x) | Base de diseño |
| Atmósfera de nitrógeno | 1,0-1,1x (ligera mejora) | Protección contra gases inertes beneficiosa |
| Agua de mar (3,5% NaCl) | 0.60-0.80x | 20-40% reducción de la vida útil; uso del margen de diseño |
| H2S (servicio ácido, NACE) | 0.50-0.70x | Reducción significativa; se requiere material cualificado NACE |
| Salmuera saturada de CO2 | 0.65-0.80x | Afección común en los yacimientos petrolíferos |
| Vapor (saturado, 300°C) | 0.75-0.90x | Servicio de centrales eléctricas |
| Atmósfera oxidante (>500°C) | 0.70-0.85x | La oxidación superficial acelera la fatiga |
Fuente: Datos de fatiga de Special Metals Corporation; documentos técnicos de NACE International; Shigley's Mechanical Engineering Design, McGraw-Hill.
Los datos de fatiga por corrosión refuerzan por qué la selección adecuada de la aleación -en lugar de confiar en la resistencia a la corrosión del Inconel 718- debe combinarse con unos niveles de tensión de diseño apropiados para alcanzar la vida útil deseada en entornos agresivos.

¿Qué sectores y aplicaciones requieren muelles de Inconel 718 a medida?
El espacio de aplicación de los muelles Inconel 718 viene definido por dos requisitos simultáneos: temperaturas superiores a 200°C y/o entornos químicos en los que los aceros para muelles estándar se corroen de forma inaceptable. Cuando se dan ambas condiciones a la vez, el Inconel 718 suele ser la única opción práctica de la cartera de aleaciones de muelles comerciales estándar.
Aplicaciones aeroespaciales y turbinas de gas
Muelles de la válvula de control de combustible: Las válvulas dosificadoras de combustible para turbinas de gas efectúan miles de ciclos por hora de vuelo a temperaturas del combustible de 150°C a 250°C en contacto con combustible de aviación que contiene trazas de agua y compuestos de azufre. Los muelles de Inconel 718 mantienen una fuerza de medición de combustible constante durante más de 50.000 horas de funcionamiento. La alternativa -resortes 17-7 PH- muestra un rendimiento inicial aceptable pero desarrolla una relajación de 10% a 15% en 5.000 horas a 250°C de temperatura del combustible, provocando una desviación de la relación combustible-aire que afecta a la eficiencia del motor y al cumplimiento de las normas sobre emisiones.
Resortes de retorno del actuador: Los muelles de los actuadores de control de vuelo de la sección de cola de los aviones de alto rendimiento experimentan temperaturas máximas de 200°C a 400°C por la proximidad a los escapes de los motores durante los perfiles de vuelo supersónico. Las especificaciones de las aeronaves militares, incluida la MIL-HDBK-5, identifican el Inconel 718 como el material de resorte preferido para estas aplicaciones.
Muelles del mecanismo del tren de aterrizaje: Aunque la temperatura es moderada en las aplicaciones de trenes de aterrizaje, la combinación de la compatibilidad con los fluidos hidráulicos, la corrosión por niebla salina en las operaciones de aeronaves marinas y los elevados requisitos de ciclo de vida (normalmente más de 100.000 ciclos) hacen que el Inconel 718 sea el estándar para los resortes críticos de cierre y bloqueo de trenes de aterrizaje.
Aplicaciones de fondo de pozo para petróleo y gas
Muelles de válvula de seguridad (SCSSV y SSCSV): Las válvulas de seguridad del subsuelo que protegen la integridad del pozo están cargadas por resorte en la posición cerrada, abriéndose contra la fuerza del resorte cuando se aplica la presión de funcionamiento. Estos resortes funcionan a temperaturas de pozo de 150°C a 250°C en contacto con fluidos producidos que contienen H2S, CO2 y altas concentraciones de cloruro. La cualificación NACE MR0175/ISO 15156 es obligatoria, y el Inconel 718 en estado recocido (o envejecido hasta alcanzar una dureza inferior a 40 HRC) figura específicamente como material cualificado para estos muelles en servicio ácido.
Resortes de válvula de control de presión: Los muelles de las válvulas de estrangulamiento y los reguladores de presión de los equipos de alta presión de boca de pozo funcionan a presiones de hasta 140 MPa (20.000 psi) y temperaturas de hasta 177°C en contacto con fluidos ácidos producidos. El muelle debe mantener una presión de rotura constante (dentro de ±3% del punto de ajuste) durante los 25 años de vida útil de la válvula, un requisito que elimina todos los materiales de muelle estándar.
Herramienta de terminación Muelles: Los empaquetadores, los tapones puente y los colgadores de revestimiento utilizan resortes de fraguado por deslizamiento y resortes de energización de sellos que se despliegan a la profundidad y temperatura del pozo en una sola operación. Estos muelles deben almacenar suficiente energía durante el rodaje y liberarla de forma fiable durante el fraguado, lo que requiere una alta densidad de almacenamiento de energía elástica que proporciona el alto límite elástico de Inconel 718.
Herramientas de medición durante la perforación (MWD): Los muelles de retención de módulos electrónicos, los muelles centralizadores y los muelles de montaje de sensores en herramientas MWD experimentan temperaturas del fluido de perforación de 150°C a 180°C y cargas de impacto de 50g a 200g durante la vibración de la sarta de perforación. La combinación de temperatura, carga de impacto y exposición a lodos de perforación que contienen H2S y cloruros define un entorno de aplicación en el que el Inconel 718 es esencialmente el único material de muelle viable.
Procesado químico y aplicaciones industriales
Resortes de válvula de alivio de presión: Las válvulas de alivio de presión API 526 de las plantas químicas que manipulan ácidos, sustancias orgánicas cloradas o hidrocarburos a alta temperatura requieren muelles que mantengan la presión de ajuste dentro de ±3% durante el intervalo de inspección de 4 a 8 años de la válvula. Los muelles de las válvulas de seguridad de acero inoxidable 302 estándar muestran una desviación del punto de consigna de 5% a 15% en servicio químico por encima de 150°C, lo que supera los requisitos del código API y provoca fallos en la protección contra sobrepresión. Los muelles de Inconel 718 mantienen el punto de ajuste dentro de 2% en intervalos de 8 años en registros de servicio documentados de plantas petroquímicas.
Resortes de haz de tubos de intercambiador de calor: Los intercambiadores de calor de cabezal flotante utilizan muelles para mantener el posicionamiento del haz de tubos y evitar las vibraciones inducidas por el flujo. A temperaturas de proceso de 300°C a 450°C en contacto con fluidos de proceso, los muelles de Inconel 718 mantienen su fuerza de posicionamiento durante intervalos de servicio de 10 a 20 años sin necesidad de sustitución.
Tornillos industriales y equipos de extrusión Muelles: En los sistemas de sujeción de barriles de extrusión, abrazaderas de montaje de troqueles y mecanismos de cambio de paquetes de pantallas, los muelles que funcionan a temperaturas de 200°C a 400°C en contacto con vapores de polímero fundido (incluido el HCl de la degradación del PVC) muestran una vida útil considerablemente mayor con Inconel 718 frente a los aceros para muelles estándar de alta temperatura. En concreto, los resortes de sujeción de la matriz que mantienen la presión de asiento de la cara de la matriz deben mantener una fuerza constante durante toda la producción; la pérdida de carga por relajación en los resortes estándar provoca fugas en la línea de separación de la matriz y defectos en la extrusión que requieren costosas interrupciones de la producción para sustituir los resortes.
Energía nuclear y aplicaciones energéticas
Resortes del vástago de control del reactor: Los muelles de los mecanismos de accionamiento de las barras de control de los reactores nucleares funcionan en el agua de refrigeración del reactor a una temperatura de 290°C a 330°C bajo irradiación continua. La fragilización por radiación afecta a muchos materiales de muelles, pero la composición rica en níquel de Inconel 718 muestra un endurecimiento relativamente moderado inducido por la radiación en comparación con las aleaciones basadas en hierro, manteniendo una ductilidad adecuada durante periodos de licencia del reactor de 40 a 60 años (NUREG/CR-6244, NRC, 1994).
Resortes de válvula en servicio de vapor a alta temperatura: Las válvulas principales de aislamiento de vapor y las válvulas del sistema de refrigerante del reactor utilizan muelles Inconel 718 certificados según los requisitos del sello nuclear ASME N-5. Los muelles deben demostrar su funcionamiento tras los eventos sísmicos base de diseño, un requisito que exige tanto una alta resistencia como el mantenimiento de la ductilidad tras el envejecimiento térmico.
¿Cómo se compara el rendimiento de los muelles de Inconel 718 con el de las aleaciones de alta temperatura de la competencia?
El Inconel 718 no es la única aleación para muelles de alta temperatura, por lo que entender en qué casos los materiales alternativos son superiores, comparables o inferiores evita tanto las especificaciones excesivas como las insuficientes.
Cuadro comparativo de propiedades
| Propiedad | Inconel 718 (envejecido) | Inconel X-750 (envejecido) | Waspaloy (envejecido) | Elgiloy (Co-Cr-Ni) | Hastelloy C-276 |
|---|---|---|---|---|---|
| UTS (temperatura ambiente) | 1.380 MPa | 1.240 MPa | 1.380 MPa | 2.000 MPa (alambre) | 690 MPa |
| Límite elástico (temperatura ambiente) | 1.170 MPa | 1.000 MPa | 1.170 MPa | 1.480 MPa | 310 MPa |
| Temperatura máxima de servicio del muelle | 650°C | 700°C | 750°C | 370°C | 480°C |
| Módulo de cizallamiento (25°C) | 77,2 GPa | 76,0 GPa | 80,0 GPa | 84,0 GPa | 81,0 GPa |
| Cloruro Resistencia SCC | Excelente | Bien | Bien | Excelente | Destacado |
| H2S/Servicio agrio (NACE) | Cualificado | Limitado | No incluido en la lista | Requiere pruebas | No incluido en la lista |
| Soldabilidad | Excelente | Bien | Feria | Feria | Excelente |
| Índice de Coste Relativo | 1.0x | 0.9x | 1.4x | 1.8x | 1.6x |
| Disponibilidad de trefilado | Excelente | Bien | Limitado | Bien | Limitado |
| Especificación AMS | AMS 5662/5663 | AMS 5698 | AMS 5709 | AMS 5833 | N/A |
Fuentes: Special Metals Corporation; Carpenter Technology; Elgiloy Specialty Metals; SAE Spring Design Manual AE-21
Cuándo elegir aleaciones alternativas a Inconel 718
Inconel X-750: Para aplicaciones por encima de 650°C en las que el precipitado γ'' del Inconel 718 empieza a disolverse, el X-750 ofrece una mejor resistencia a la fluencia hasta 700°C. Sin embargo, el alambre X-750 está menos disponible en diámetros pequeños y su soldabilidad es inferior a la del Inconel 718. Para muelles en secciones calientes de turbinas de gas por encima de 650°C, el X-750 es la mejora adecuada.
Elgiloy (AMS 5833): En aplicaciones que requieren la mayor densidad de energía posible para muelles a temperatura ambiente o moderada (hasta 370°C) en entornos corrosivos, la excepcional resistencia a la tracción del Elgiloy (hasta 2.000 MPa en alambre estirado en frío) permite diseños de muelles más compactos que el Inconel 718. Elgiloy es la elección preferida para muelles de relojes, muelles de dispositivos médicos y muelles de instrumentos ultracompactos en los que el tamaño es la principal limitación.
Hastelloy C-276: Cuando el modo de fallo dominante es la corrosión en lugar de la relajación de tensiones o las altas temperaturas, y el entorno de servicio incluye ácidos altamente oxidantes o reductores que atacan al Inconel 718 a velocidades mensurables, el Hastelloy C-276 proporciona una protección superior contra la corrosión. Sin embargo, el C-276 no puede endurecerse por envejecimiento hasta alcanzar los límites elásticos necesarios para las aplicaciones de muelles de alta carga y, por lo general, se limita a configuraciones de muelles de carga ligera u ondulada.
MP35N (aleación multifásica): Para obtener el límite elástico más elevado combinado con una buena resistencia a la corrosión (hasta aproximadamente 260°C), el alambre MP35N alcanza resistencias a la tracción superiores a 1.900 MPa en estirado en frío sin endurecimiento por precipitación. Se utiliza en cables de alta resistencia, muelles de instrumentos y aplicaciones de dispositivos médicos en las que no es necesaria la ventaja térmica del Inconel 718.
¿Cuáles son los tamaños estándar, las tolerancias y las capacidades de especificación personalizada?
La fabricación de muelles a medida según las especificaciones del cliente es el principal modelo de negocio de los muelles de Inconel 718: la demanda de parámetros geométricos y de rendimiento específicos requiere la colaboración en ingeniería entre el fabricante de muelles y el ingeniero de diseño.
Gama y disponibilidad de diámetros de alambre estándar
| Gama de diámetros de alambre | Disponibilidad | Tolerancia (AMS 5662) | Superficie típica |
|---|---|---|---|
| 0,10 - 0,50 mm | Limitado; proveedores especializados | ±1,5% | Dibujo brillante |
| 0,50 - 2,00 mm | Buena disponibilidad de existencias | ±1,0% | Brillante dibujado o esmerilado |
| 2,00 - 6,00 mm | Excelente stock | ±0,8% | Rectificado brillante o sin centros |
| 6,00 - 12,00 mm | Buenas existencias | ±0,6% | Torneado y pulido o rectificado |
| 12,00 - 25,00 mm | Disponible bajo pedido (4-8 semanas) | ±0,5% | Torneado y pulido |
| 25,00 - 50,00 mm bar | Disponible (en barra para bobina caliente) | Según AMS 5662 | Girado |
Tolerancias dimensionales de los muelles
Los muelles Inconel 718 a medida se fabrican con las tolerancias definidas por la especificación del muelle, con referencia al Manual de diseño de muelles SAE y a los requisitos de planos específicos del cliente:
| Dimensión | Tolerancia estándar | Tolerancia de precisión |
|---|---|---|
| Longitud libre | ±1,5% o ±0,5 mm (mayor) | ±0,5% o ±0,2 mm |
| Diámetro exterior | ±2,0% | ±1,0% |
| Paso de bobina (por bobina) | ±0,3 mm | ±0,15 mm |
| Número total de bobinas | ±0,5 bobinas | ±0,25 bobinas |
| Índice de elasticidad | ±10% de especificado | ±5% de especificado |
| Carga a la longitud especificada | ±8% | ±3% |
| Cuadratura de los extremos | ±3° | ±1.5° |
| Rugosidad de la superficie (extremos rectificados) | Ra 1,6 μm máx. | Ra 0,8 μm máx. |
Parámetros de especificación del diseño personalizado
En los pedidos de muelles Inconel 718 a medida, deben especificarse completamente los siguientes parámetros para evitar ambigüedades en la fabricación:
- Material del alambre: Inconel 718, UNS N07718, AMS 5662 (o AMS 5663 para bobinado de barras).
- Diámetro del alambre: especificado en mm o pulgadas con clase de tolerancia.
- Diámetro medio de la bobina o OD/ID como referencia preferida.
- Bobinas totales (NT) y bobinas activas (Na).
- Longitud libre con tolerancia.
- Configuración final (cerrado/tierra, abierto, etc.).
- Índice de elasticidad o carga a la longitud de prueba especificada.
- Dirección de la espiral (hélice derecha o izquierda).
- Tratamiento térmico: recocido en solución + envejecimiento AMS 2774 (especificar si se trata de alambre preenvejecido o envejecido después del bobinado).
- Granallado: especificar si es necesario, según AMS 2430 intensidad y cobertura.
- Preajuste (ajuste de la carga): especificar si es necesario.
- Requisitos de las pruebas: prueba del índice de elasticidad, pruebas de carga, verificación dimensional.
- Cantidad y requisitos de entrega.
- Especificaciones aplicables: ASTM, AMS, NACE, específicas del cliente.
¿Cómo especifican y obtienen los equipos de aprovisionamiento muelles Inconel 718 a medida?
La adquisición de muelles Inconel 718 a medida requiere un enfoque diferente al de la adquisición de muelles estándar: la combinación de aleación exótica, fabricación de precisión y aplicación crítica exige una cualificación exhaustiva del proveedor y documentación de especificaciones.
Criterios de cualificación de proveedores
A la hora de cualificar a un proveedor de muelles Inconel 718 a medida, los equipos de compras deben evaluar:
Trazabilidad de los materiales: ¿Puede el proveedor proporcionar alambre certificado AMS 5662 con certificados completos de materiales EN 10204 3.1, incluido el análisis térmico que muestre todos los elementos especificados dentro de los límites de composición UNS N07718? El alambre sin trazabilidad térmica completa no puede utilizarse en aplicaciones aeroespaciales, nucleares o NACE críticas.
Capacidad de tratamiento térmico y certificación: ¿Cumple el equipo del horno del proveedor los requisitos pirométricos de la norma AMS 2750 (Clase 3 como mínimo, Clase 2 preferiblemente para el sector aeroespacial)? ¿Se inspecciona trimestralmente el horno con termopares calibrados? ¿Puede proporcionar registros de tratamiento térmico con gráficos de tiempo-temperatura para cada lote de producción?
Capacidad de prueba de muelles: ¿Dispone el proveedor de equipos calibrados de ensayo del índice de elasticidad, células de carga y capacidad de medición de la longitud libre trazables a las normas NIST? ¿Puede realizar pruebas de fatiga con un número de ciclos especificado si es necesario?
Sistema de gestión de la calidad: La certificación ISO 9001:2015 es la mínima. Las aplicaciones aeroespaciales requieren la certificación AS9100 Rev D. Las aplicaciones nucleares requieren el cumplimiento del programa de garantía de calidad 10 CFR 50 Apéndice B. Las aplicaciones de petróleo y gas críticas para NACE requieren procedimientos documentados de revisión e inspección de materiales acordes con API Q1 o Q2.
Planificación del plazo de entrega de muelles a medida de Inconel 718
| Tipo muelle | Plazo de entrega | Agilizar la posibilidad |
|---|---|---|
| Compresión helicoidal estándar (calibre estándar) | 4-8 semanas | 2-3 semanas con material en estantería |
| Helicoidal a medida (cable no estándar) | 8-14 semanas | 4-6 semanas |
| Arandelas Belleville (estampadas) | 6-10 semanas | 3-5 semanas |
| Muelles helicoidales de gran diámetro | 10-16 semanas | 6-8 semanas |
| Geometría compleja personalizada (cónica, paso variable) | 12-20 semanas | 8-12 semanas |
| Aeroespacial (AS9100 con FAI completo) | 16-24 semanas | 10-16 semanas |
La adquisición de material de alambre representa el elemento de plazo de entrega más largo para diámetros de alambre no estándar. La creación de un programa de existencias en consignación con alambre de Inconel 718 en MWalloys que cubra las gamas de diámetros de alambre más comunes (de 1 mm a 8 mm) reduce el plazo de fabricación de muelles entre 4 y 6 semanas para los clientes con necesidades continuas de muelles.
Paquete de documentación para aplicaciones críticas
El paquete completo de documentación para muelles Inconel 718 en servicio crítico debe incluir:
- Certificado de laminación EN 10204 3.1 para material de alambre (análisis térmico, propiedades de tracción, conformidad con UNS N07718).
- Registro del tratamiento térmico (gráfico del horno que muestre el perfil tiempo-temperatura para el recocido por disolución y el envejecimiento, certificado de inspección AMS 2750 del horno).
- Informe de inspección dimensional (todas las dimensiones críticas por plano).
- Informe de ensayo del índice de elasticidad y la carga (certificados de calibración de los equipos de ensayo).
- Inspección del estado de la superficie (visual + corrientes parásitas, o líquidos penetrantes para aplicaciones críticas).
- Análisis químico del muelle acabado (opcional, para aplicaciones nucleares y aeroespaciales).
- Declaración de conformidad NACE MR0175 (para aplicaciones de servicios ácidos de petróleo y gas).
- Certificado de conformidad firmado por el responsable de calidad.
¿Qué normas de calidad y certificaciones se aplican a la fabricación de muelles de Inconel 718?
Las normas de calidad establecen los requisitos mínimos aceptables para los materiales, la fabricación y los ensayos. Comprender qué normas se aplican a su aplicación evita tanto la certificación insuficiente (falta de la documentación requerida) como la certificación excesiva (pagar por requisitos de ensayo que añaden costes sin beneficio para la aplicación).
Normas materiales
AMS 5662: Aleación de níquel, resistente a la corrosión y al calor, barras, piezas forjadas y anillos: la especificación principal para el material en barra de Inconel 718 utilizado en trefilado de resortes y bobinado en caliente.
AMS 5663: Barras, piezas forjadas y anillos de Inconel 718 endurecidos por precipitación (envejecimiento directo): se utilizan cuando el material se suministra en estado de envejecimiento final en lugar de recocido.
ASTM B637: Especificación estándar para barras, piezas forjadas y material de forja de aleaciones de níquel endurecidas por precipitación y trabajadas en frío - la especificación ASTM equivalente, referenciada en el código ASME para recipientes a presión.
Normas de procedimiento
AMS 2774: Tratamiento térmico de piezas forjadas de aleaciones de níquel y cobalto - define los parámetros de recocido en solución y envejecimiento para Inconel 718. Esta es la especificación que debe citarse en el requisito de tratamiento térmico de los planos de muelles.
AMS 2750: Pirometría: define los requisitos del estudio de uniformidad de la temperatura del horno para el tratamiento térmico de precisión. Los hornos de clase 2 (uniformidad de ±6 °C) son necesarios para el envejecimiento de muelles de Inconel 718 crítico para la industria aeroespacial.
AMS 2430: Shot peening: define la intensidad Almen, los requisitos de cobertura y la documentación para el shot peening de componentes de muelles aeroespaciales.
SAE J808: Granallado de piezas metálicas: el equivalente industrial general a AMS 2430 para aplicaciones no aeroespaciales.
Normas específicas para cada aplicación
NACE MR0175 / ISO 15156: Materiales para servicio crítico en la producción de petróleo y gas - La parte 3 cubre las aleaciones de níquel, incluido el Inconel 718. El cumplimiento requiere material en estado recocido (o envejecido a una dureza máxima de 40 HRC cuando se especifique), verificación de la dureza máxima y documentación de cumplimiento por parte del fabricante del muelle.
API 6A, 6D: Equipos de pozos y árboles, válvulas de tuberías: los materiales de los muelles de los conjuntos de válvulas con clasificación API deben cumplir los requisitos de materiales de estas normas, que hacen referencia a la norma NACE MR0175 para entornos de servicios ácidos.
ASME Sección III (Nuclear): Los muelles de Inconel 718 para aplicaciones relacionadas con la seguridad nuclear requieren diseño, fabricación y pruebas conforme al programa de garantía de calidad de la Sección III de ASME, incluida la trazabilidad del material según los requisitos de NCA-3800.
AS9100 Rev D: Sistema de gestión de la calidad para aviación, espacio y defensa: obligatorio para todos los conjuntos de muelles instalados en aeronaves o naves espaciales certificadas. La inspección del primer artículo (FAI) según AS9102 documenta la conformidad dimensional y material completa para el lote de producción inicial.
| Aplicación | Certificación mínima del SGC | Material Estándar | Tratamiento térmico | Requisitos adicionales |
|---|---|---|---|---|
| Industria general | ISO 9001:2015 | AMS 5662 o ASTM B637 | AMS 2774 | Ninguno |
| Petróleo y gas (servicio agrio) | ISO 9001 + API Q1 | AMS 5662 + NACE MR0175 | AMS 2774 | Dureza ≤40 HRC |
| Aeroespacial (civil) | AS9100 Rev D | AMS 5662 | AMS 2774 + AMS 2750 | FAI según AS9102 |
| Seguridad nuclear | ASME Sección III QA | AMS 5662 + NCA-3800 | AMS 2774 | Documentación del sello N |
| Militar/defensa | AS9100 + DCMA | AMS 5662 | AMS 2774 | Cumplimiento del DFARS |
| Farmacéutica | ISO 9001 + BPF | AMS 5662 o 316L alt. | AMS 2774 | Biocompatibilidad del material |
Preguntas frecuentes: Muelles a medida de Inconel 718
1. ¿En qué rango de temperaturas pueden funcionar los muelles Inconel 718 de forma fiable?
Los muelles de Inconel 718 a medida funcionan con fiabilidad desde temperaturas criogénicas (hasta -253°C, limitadas por los requisitos de ductilidad en aplicaciones específicas) hasta aproximadamente 650°C en servicio estructural continuo. La temperatura práctica máxima de servicio continuo es de 650°C, por encima de la cual el precipitado de refuerzo γ'' comienza a disolverse lentamente, provocando una reducción progresiva de la resistencia y un aumento de los índices de relajación de tensiones. A temperaturas superiores a 650°C, deben evaluarse como alternativas los muelles de Inconel X-750 o Waspaloy. El límite inferior de temperatura para aplicaciones estructurales es de aproximadamente -101°C a -196°C, donde el Inconel 718 conserva una ductilidad adecuada para la mayoría de las condiciones de servicio de los muelles debido a su estructura cristalina FCC austenítica. En el caso de exposición intermitente a altas temperaturas (picos térmicos durante condiciones transitorias), los muelles de Inconel 718 pueden tolerar temperaturas de hasta 700°C durante periodos limitados (inferiores a 100 horas acumuladas) sin degradación permanente de sus propiedades. Fuente: Datos técnicos de Inconel 718 de Special Metals Corporation; AMS 5662.
2. ¿Cómo se especifica el tratamiento térmico de los muelles de Inconel 718 a medida?
La especificación correcta de tratamiento térmico para muelles de Inconel 718 a medida es la AMS 2774, que define el tratamiento estándar de doble envejecimiento: primero envejecimiento a 720°C (1.325°F) durante 8 horas con enfriamiento controlado en horno a 55°C/hora como máximo hasta 620°C, seguido de 8 horas a 620°C y, a continuación, enfriamiento al aire. Con este tratamiento se consigue un límite elástico mínimo de 1.170 MPa y una resistencia a la tracción de 1.380 MPa. El plano o la especificación de compra debe indicar "Tratamiento térmico según AMS 2774, Código de tratamiento térmico 1, Inconel 718" y exigir registros de tiempo-temperatura del horno para cada lote de producción. En el caso de muelles bobinados a partir de alambre recocido, se debe especificar que el envejecimiento se realiza después del bobinado. El equipo del horno debe cumplir los requisitos pirométricos AMS 2750 Clase 2 (uniformidad de ±6°C). La desviación de la temperatura o el tiempo especificados produce una reducción medible del límite elástico que afecta directamente a la velocidad del muelle y a la capacidad de carga. Exija siempre registros de certificación del tratamiento térmico como parte del paquete de documentación de entrega. Fuente: AMS 2774 Rev F; AMS 2750 Rev F; directrices de procesamiento de Special Metals Corporation.
3. ¿Pueden utilizarse muelles de Inconel 718 en aplicaciones de servicio ácido NACE?
Sí, Inconel 718 figura en la lista NACE MR0175/ISO 15156 Parte 3 como material cualificado para su uso en entornos de producción de petróleo y gas que contengan H2S cuando se suministra en estado recocido o envejecido hasta una dureza máxima de 40 HRC. Para aplicaciones de muelles, el estado envejecido (tras el doble envejecimiento AMS 2774) suele alcanzar de 36 a 40 HRC, dentro de los límites de cualificación NACE. Los muelles destinados al servicio NACE deben ir acompañados de un certificado del fabricante de conformidad con MR0175/ISO 15156, la trazabilidad del material al análisis térmico y los resultados de los ensayos de dureza del muelle acabado. El diseñador del muelle también debe verificar que la tensión máxima de trabajo en la fibra más sometida a tensión del alambre del muelle no supera los límites de tensión cualificados por la NACE para la presión parcial de H2S y la temperatura específicas del entorno de servicio. Para las condiciones de servicio más severas (alto contenido de H2S, alta temperatura, alto contenido de cloruro), el Inconel 718 recocido (menor dureza, menor resistencia) proporciona una calificación NACE más amplia, pero requiere un diámetro de alambre de resorte mayor para alcanzar la misma capacidad de carga. Fuente: NACE MR0175/ISO 15156, parte 3, tabla B.3; documento técnico SPE 187215, 2017.
4. ¿Cuál es la vida a fatiga de los muelles de Inconel 718 en comparación con el acero inoxidable?
Los muelles de Inconel 718 en servicio de alta temperatura (por encima de 200 °C) tienen una vida a la fatiga mucho más larga que los muelles de acero inoxidable 302 o 17-7 PH debido a dos factores: la resistencia retenida a la temperatura y la resistencia a la fatiga por corrosión. A temperatura ambiente, los límites de resistencia a la fatiga son ampliamente comparables cuando se expresan como porcentaje del UTS (aproximadamente 45% a 50% tanto para el Inconel 718 como para el inoxidable 302). La divergencia significativa se produce a temperatura elevada: a 315 °C, el inoxidable 302 ha perdido aproximadamente 25% de su límite de resistencia a temperatura ambiente, mientras que el Inconel 718 conserva aproximadamente 90% de su valor a temperatura ambiente. En entornos corrosivos (agua de mar, H2S o productos químicos industriales), la resistencia superior a la corrosión del Inconel 718 evita las picaduras superficiales que sirven como lugares de iniciación de grietas por fatiga en los muelles de acero inoxidable, prolongando la vida a la fatiga entre 3 y 10 veces en comparaciones de campo documentadas en entornos de alta mar y plantas químicas. Para aplicaciones que requieren más de 10⁶ ciclos a temperatura elevada en cualquier medio corrosivo, Inconel 718 es siempre la mejor opción. Fuente: Fuchs y Stephens, Metal Fatigue in Engineering, Wiley, 2001; SAE Spring Design Manual AE-21.
5. ¿Cuáles son los diámetros estándar disponibles para el alambre para muelles Inconel 718?
El alambre para muelles Inconel 718 está disponible comercialmente en diámetros de aproximadamente 0,5 mm a 12 mm en existencias estándar de los principales proveedores de alambre especializado y fabricantes de muelles. Los diámetros más comunes en stock son 1,0 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm, 4,0 mm, 5,0 mm, 6,0 mm y 8,0 mm en condiciones de trefilado brillante o rectificado sin centros según AMS 5662. Para diámetros inferiores a 0,5 mm (alambre fino para resortes de instrumentos y sensores), se requiere trefilado fino especial con plazos de entrega de 8 a 16 semanas. Para diámetros superiores a 12 mm, se utiliza material en barra según AMS 5662 para bobinado en caliente con diámetros típicos de barra de 16 mm, 19 mm, 22 mm, 25 mm, 32 mm y 38 mm. La tolerancia del alambre es de ±1,0% del diámetro especificado para la producción estándar, con alambre esmerilado de precisión disponible hasta ±0,5% para aplicaciones críticas de muelles. Póngase en contacto con MWalloys para conocer la disponibilidad de existencias en toda la gama de diámetros de alambre. Fuente: AMS 5662; datos de existencias de MWalloys.
6. ¿Cómo es la relajación de tensiones de los muelles de Inconel 718 en comparación con otros materiales para muelles a 300°C?
La relajación del esfuerzo (la reducción de la carga del muelle bajo deflexión constante a temperatura elevada a lo largo del tiempo) es el diferenciador de rendimiento más crítico para los muelles de Inconel 718 a temperaturas superiores a 200°C. Los datos comparativos de relajación publicados a 315°C (600°F) para muelles de compresión helicoidales sometidos a una tensión inicial de 60% del límite elástico muestran: El acero inoxidable 302 pierde aproximadamente de 20% a 30% de carga inicial en 1.000 horas; el inoxidable 17-7 PH pierde aproximadamente de 10% a 18%; y el Inconel 718 adecuadamente envejecido pierde aproximadamente de 2% a 5% durante el mismo periodo de 1.000 horas. La mayor resistencia a la relajación de Inconel 718 se debe a la estabilidad térmica de su fase precipitada γ'', que resiste el engrosamiento y la disolución a temperaturas inferiores a 650°C. Esto se traduce directamente en una mayor resistencia a la corrosión. Esto se traduce directamente en la retención de la fuerza de asiento de la válvula, la consistencia de la fuerza del actuador y el mantenimiento de la velocidad del muelle en aplicaciones de control de procesos. Los ingenieros que especifican muelles para un servicio continuado por encima de 200°C deben considerar la relajación de tensiones como el principal criterio de selección, no las propiedades mecánicas a temperatura ambiente. Fuente: SAE Spring Design Manual AE-21, 2ª Edición; Special Metals Corporation stress relaxation data bulletin.
7. ¿Qué tratamiento superficial mejora la vida a fatiga de los muelles de Inconel 718?
El shot peening según AMS 2430 (aeroespacial) o SAE J808 (industrial) es el tratamiento superficial más eficaz para mejorar la vida a fatiga de los muelles de Inconel 718. El proceso propulsa granalla de acero endurecido o cerámica sobre la superficie del alambre del muelle a una velocidad e intensidad controladas (medidas por la intensidad Almen, normalmente de 0,20 A a 0,40 A para muelles de Inconel 718), creando una capa de tensión residual compresiva de aproximadamente 0,25 mm a 0,40 mm de profundidad. Esta capa de compresión se opone a la tensión de tracción generada por la carga del muelle, elevando de forma efectiva el umbral de tensión para la iniciación de grietas por fatiga. Los datos de ensayos publicados muestran que los muelles de Inconel 718 granallados alcanzan una vida a fatiga de 30% a 80% más larga en comparación con los muelles no granallados a niveles de tensión equivalentes en ensayos de torsión inversa. Para muelles que funcionan a más de 10⁶ ciclos o en entornos con potencial de ataque a la superficie, el granallado debe especificarse como proceso estándar. Una opción secundaria es el electropulido, que elimina aproximadamente de 0,010 a 0,025 mm de la superficie del alambre, eliminando los daños superficiales inducidos por el mecanizado y reduciendo la rugosidad de la superficie a Ra por debajo de 0,2 micras. El electropulido mejora la resistencia a la corrosión y mejora marginalmente la vida a fatiga (10% a 20%) en entornos corrosivos. Fuente: AMS 2430; SAE J808; Fuchs y Stephens, Metal Fatigue in Engineering, Wiley, 2001.
8. ¿Cuál es la diferencia de coste entre los muelles de Inconel 718 y los muelles de acero inoxidable?
Los muelles Inconel 718 a medida suelen costar entre 8 y 20 veces más que los muelles equivalentes de acero inoxidable 302 y entre 3 y 6 veces más que los muelles de acero inoxidable 17-7 PH, y la proporción exacta depende del tamaño del muelle, la complejidad de la geometría, la cantidad y el nivel de certificación requerido. El sobrecoste refleja tanto el mayor coste del material (el alambre de Inconel 718 cuesta aproximadamente de $60 a $100 por kilogramo frente a $4 a $7 por kilogramo para el alambre de acero inoxidable 302 en las condiciones de mercado de 2025 a 2026) como el mayor coste de fabricación (bobinado más lento, cambios de herramientas más frecuentes, tratamiento térmico obligatorio, inspección más exhaustiva). Sin embargo, en servicios a altas temperaturas o corrosivos, en los que los muelles estándar fallan en meses o pocos años, el coste del ciclo de vida de los muelles de Inconel 718 suele ser inferior. Un estudio de caso de un programa de válvulas de alivio de presión de una planta química demostró que los muelles de Inconel 718 duran 7 años frente a los intervalos medios de sustitución de 8 meses de los muelles de acero inoxidable 302, lo que se traduce en una reducción del coste del ciclo de vida de 89% a pesar de un precio de compra inicial 12 veces superior. El argumento económico a favor de los muelles de Inconel 718 es más sólido si se tienen en cuenta los costes de inactividad, la importancia de la seguridad y la mano de obra de mantenimiento. Fuente: Datos de precios de MWalloys; estudios de casos de MRO de plantas químicas publicados.
9. ¿Pueden repararse o reutilizarse los muelles de Inconel 718 tras su retirada del servicio?
Los muelles de Inconel 718 pueden reutilizarse a veces tras una inspección dimensional y mecánica después de la retirada del servicio, especialmente en el caso de muelles de aplicaciones en las que las condiciones de servicio estaban dentro de la envolvente de diseño de la aleación y no se encuentran indicios de sobrecarga, daños por corrosión o grietas por fatiga. El proceso de evaluación debe incluir: medición dimensional (longitud libre, diámetro exterior, uniformidad del paso de la bobina) con respecto a las tolerancias de dibujo; inspección visual y por líquidos penetrantes para detectar grietas superficiales o daños por corrosión; ensayo de carga y velocidad del muelle a la longitud de ensayo especificada; verificación de la dureza para confirmar que se mantiene el estado de endurecimiento por envejecimiento; y comparación de las propiedades medidas con los valores de certificación originales. Los muelles que muestren una desviación superior a 3% en el índice de elasticidad con respecto a la especificación original, cualquier grieta superficial o cualquier indicio de picaduras por corrosión deben sustituirse en lugar de reutilizarse, independientemente de la integridad estructural visible. En el caso de muelles procedentes de aplicaciones de servicio NACE ácidas, la reutilización suele requerir una nueva certificación por parte del fabricante original que incluya la realización de nuevas pruebas de acuerdo con los requisitos de las especificaciones originales. El envejecimiento de muelles expuestos al servicio no suele ser eficaz y no se recomienda sin una justificación metalúrgica específica de un ingeniero de materiales. Fuente: SAE Spring Design Manual AE-21; directrices de consulta de ingeniería de MWalloys.
10. ¿Cuál es la diferencia entre Inconel 718 e Inconel X-750 para aplicaciones de muelles?
Tanto Inconel 718 como Inconel X-750 son superaleaciones de níquel endurecidas por precipitación que se utilizan en aplicaciones de muelles de alta temperatura, pero tienen perfiles de rendimiento distintos. Inconel 718 alcanza un mayor límite elástico a temperatura ambiente (1.170 MPa mínimo frente a aproximadamente 1.000 MPa para X-750 en envejecimiento estándar) mediante su precipitación combinada γ'' + precipitación γ'', y ofrece una mejor soldabilidad, una mayor cualificación para servicio en condiciones ácidas según la norma NACE MR0175 y una mayor disponibilidad comercial de alambre. El Inconel X-750 ofrece una mayor resistencia a la fluencia y a la relajación a temperaturas superiores a 650°C, cuando el precipitado γ'' del Inconel 718 empieza a disolverse. El X-750 es la aleación de muelles preferida para aplicaciones de turbinas de gas por encima de 650°C (retenes de muelles de compresores, muelles de actuadores de alta temperatura) y para aplicaciones que requieren un servicio prolongado a 700°C en las que el Inconel 718 mostraría una relajación inaceptable en intervalos de más de 10.000 horas. El X-750 también se utiliza en aplicaciones internas de reactores nucleares (muelles de soporte del núcleo) donde su estabilidad a la radiación se ha caracterizado más ampliamente que el Inconel 718 en algunos diseños específicos de reactores. En resumen: especifique Inconel 718 para aplicaciones por debajo de 650°C que requieran cualificación NACE, alto límite elástico o amplia disponibilidad de tamaños de alambre; especifique X-750 para servicio sostenido entre 650°C y 700°C donde la resistencia a la relajación tiene prioridad. Fuente: Special Metals Corporation; AMS 5698; NUREG/CR-6244.
Resumen: Aspectos clave de la ingeniería y la contratación pública
Los muelles Inconel 718 a medida representan la selección técnicamente correcta y económicamente justificada para cualquier aplicación de muelles que combine temperaturas superiores a 200°C, entornos químicos corrosivos y requisitos de servicio críticos para la seguridad o de larga duración. La combinación única de esta aleación de límite elástico a alta temperatura (860 MPa mínimo a 650°C), extraordinaria resistencia a la relajación (pérdida de carga de 2% a 5% por 1.000 horas a 315°C), amplia resistencia a la corrosión y cualificación NACE MR0175 cubre las condiciones de servicio de muelles más exigentes en los sectores aeroespacial, del petróleo y el gas, y del procesamiento químico.
Las tres decisiones que más determinan el éxito o el fracaso del muelle Inconel 718 en servicio son:
Certificación de materiales: Especifique alambre UNS N07718, AMS 5662 con certificación completa EN 10204 3.1 y análisis térmico que incluya todos los elementos especificados. No acepte nunca material sin documentación trazable del contenido de nitrógeno y niobio.
Disciplina de tratamiento térmico: Exigir el envejecimiento AMS 2774 con cualificación de horno AMS 2750 Clase 2, exigir gráficos de horno tiempo-temperatura con cada lote de producción y verificar la dureza alcanzada en los muelles acabados.
Selección de tensiones de diseño: Utilice valores de módulo de cizallamiento y límite elástico corregidos en función de la temperatura para la temperatura máxima de funcionamiento, aplique el factor de corrección de Wahl completo y limite la tensión de trabajo a los valores admisibles publicados en función de la temperatura, no a los valores a temperatura ambiente.
En MWalloys, suministramos alambre y barras de Inconel 718 para la fabricación de muelles, proporcionamos paquetes completos de certificación de materiales y ofrecemos asesoramiento técnico sobre la selección de materiales de muelles para sus requisitos específicos de temperatura, corrosión y vida útil. Nuestro inventario abarca diámetros de alambre de 0,5 mm a 12 mm y barras de 12 mm a 100 mm, con disponibilidad inmediata en los tamaños más comunes.
Referencias:
- Corporación de Metales Especiales. Boletín técnico SMC-045 de la aleación 718 de Inconel. 2023.
- AMS 5662 Rev M: Aleación de Níquel, Resistente a la Corrosión y al Calor, Barras, Piezas Forjadas y Anillos. SAE Internacional.
- AMS 2774 Rev F: Tratamiento Térmico, Piezas de Aleación de Níquel y Aleación de Cobalto. SAE Internacional.
- AMS 2750 Rev F: Pirometría. SAE Internacional.
- AMS 2430 Rev S: Granallado, Automático. SAE Internacional.
- Manual de diseño de muelles SAE, AE-21, 2ª edición. SAE International, 1996.
- NACE MR0175 / ISO 15156, Parte 3. NACE International, edición de 2015.
- ASTM B637: Especificación estándar para barras de aleación de níquel endurecidas por precipitación. ASTM Internacional.
- Fuchs, H.O. y Stephens, R.I. Metal Fatigue in Engineering, 2ª edición. Wiley, 2001.
- Shigley, J.E. et al. Mechanical Engineering Design, 10.ª edición. McGraw-Hill, 2015.
- Documento técnico SPE 187215. Sociedad de Ingenieros del Petróleo, 2017.
- NUREG/CR-6244: Mechanistic Models for Relaxation and Fracture of Alloys. NRC, 1994.
- Carpenter Technology Corporation. Ficha técnica del acero inoxidable 17-7 PH. 2023.
- Sandvik Coromant. Guía técnica de mecanizado de aleaciones de níquel. 2023.
- API Standard 6A: Wellhead and Christmas Tree Equipment, 21ª edición. API, 2018.



