Benutzerdefiniert Inconel 718 Federn übertreffen Standardfedern aus rostfreiem Stahl und Kohlenstoffstahl im Hochtemperatureinsatz, indem sie den Elastizitätsmodul und die Streckgrenze bis zu 650°C beibehalten und Korrosionsbeständigkeit in Chlorid-, H2S- und oxidierenden Säureumgebungen bieten, in denen Standardfedermaterialien innerhalb weniger Wochen versagen. Inconel 718-Federn behalten ihre Tragfähigkeit bei Temperaturen, bei denen Edelstahl 302 40% bis 60% seiner Festigkeit bei Raumtemperatur verliert, was sie zum Industriestandard für Gasturbinenkraftstoffsteuerungen, Bohrlochkomplettierungswerkzeuge, Ventilbaugruppen in saurem Milieu und Betätigungssysteme in der Luft- und Raumfahrt macht, die eine Formstabilität über mehr als 50.000 Lastzyklen erfordern.
Wenn Ihr Projekt die Verwendung von Inconel 718-Federn erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Warum versagen Standardfederwerkstoffe, während Inconel 718-Federn erfolgreich sind?
Diese Frage steht im Mittelpunkt jeder Spezifikationsentscheidung, die Hochtemperatur- oder Korrosionsfederanwendungen betrifft, und wenn man die Antwort kennt, kann man den kostspieligen Fehler der Unterspezifizierung vermeiden. Wir haben Dutzende von Fällen von Federausfällen in den Bereichen Öl und Gas, Luft- und Raumfahrt sowie chemische Verarbeitung untersucht - und das Muster ist einheitlich: Ein Standardfederwerkstoff, der aus Kosten- und Liefergründen ausgewählt wurde, erbringt während der Qualifikationstests angemessene Leistungen, versagt aber im Betrieb innerhalb eines Bruchteils der vorgesehenen Lebensdauer.

Die grundlegenden Grenzen von Standard-Federlegierungen
Federn aus Kohlenstoffstahl (ASTM A228 Musikdraht, ASTM A227): Dies sind die besten Federwerkstoffe für Anwendungen bei Umgebungstemperatur, die eine hohe Zugfestigkeit (bis zu 2.200 MPa für Musikdraht) und eine gute Ermüdungsfestigkeit in sauberen, trockenen Umgebungen bieten. Ihre Grenzen sind streng und abrupt: Federn aus Kohlenstoffstahl verlieren ab etwa 120 °C ihre elastischen Eigenschaften, und bei 200 °C sinkt die zulässige Betriebsspannung im Vergleich zur Raumtemperatur um 20% bis 30%. Jegliche Einwirkung von Feuchtigkeit, Salzwasser, industriellen Säuren oder H2S führt zu schneller allgemeiner Korrosion und Lochfraß, der Ermüdungsrisse an den Oberflächengrübchen verursacht, was bei zyklischer Belastung zu vorzeitigem Ermüdungsbruch führt.
Federn aus rostfreiem Stahl Typ 302/304 (ASTM A313): Edelstahl 302 ist die Standardausführung von Kohlenstoffstahl für leicht korrosive Umgebungen und bietet eine ausreichende Festigkeit bis zu einer Temperatur von etwa 260°C. Oberhalb dieser Temperatur nimmt die zulässige Spannung schnell ab: Bei 370°C beträgt die empfohlene Arbeitsspannung etwa 50% des Wertes bei Raumtemperatur. Noch kritischer ist, dass nichtrostender Stahl 302/304 bei Temperaturen über 60°C anfällig für Chlorid-Spannungsrisskorrosion (SCC) ist - eine Versagensart, die zu plötzlichem Sprödbruch ohne sichtbare Warnung führt und für katastrophale Federbrüche in Wärmetauschern, Offshore-Ausrüstung und Ventilantrieben von Chemieanlagen verantwortlich ist.
Federn aus 17-7 PH-Edelstahl (AMS 5678, Zustand CH900): 17-7 PH ist ein bedeutender Temperatursprung und behält seine nützlichen Federeigenschaften bis zu einer Temperatur von ca. 370°C bei und ist besser gegen Chlorid-SCC beständig als Edelstahl 302. Seine Korrosionsbeständigkeit in reduzierenden sauren Umgebungen (HCl, H2S) und Meerwasser über 40°C ist jedoch für viele Anwendungen in der Öl- und Gasindustrie, der Schifffahrt und der chemischen Industrie unzureichend. Bei 500°C verliert 17-7 PH den größten Teil seiner Ausscheidungshärte.
Inconel 718 Feder Leistungsvorteil: Inconel 718 weist eine Mindeststreckgrenze von ca. 1.000 MPa bei 538°C und ca. 860 MPa bei 650°C auf - Werte, die über der Raumtemperaturstreckgrenze der meisten nichtrostenden Federstahlsorten liegen. Seine Nickel-Chrom-Molybdän-Zusammensetzung sorgt für passive Filmstabilität in Chlorid, H2S und den meisten industriellen chemischen Umgebungen, in denen austenitische rostfreie Stähle versagen. Diese Kombination aus gleichbleibender Hochtemperaturfestigkeit und breiter Korrosionsbeständigkeit definiert den Anwendungsbereich, in dem Inconel 718 nicht nur vorzuziehen, sondern wirklich unersetzlich ist.
Die realen Kosten von Federausfällen in kritischen Systemen
Das Versagen von Federn in Gasturbinen-Kraftstoffreglern, Bohrloch-Sicherheitsventilen oder Flugzeugantriebssystemen ist nicht einfach nur ein Wartungsereignis, sondern ein potenzieller Sicherheitsvorfall mit haftungs- und betriebsbedingten Folgen, die jede materielle Kostenüberlegung in den Schatten stellen. In dokumentierten Fällen bei der Fertigstellung von Bohrlöchern in der Nordsee führte das Versagen von Standard-Belleville-Scheiben aus rostfreiem Stahl in Bohrlochkopf-Ventilantrieben zum Verlust der Bohrlochkontrolle und erforderte Notfalleinsätze mit Kosten von über $2,4 Millionen pro Ereignis. Durch den Austausch gegen Federpakete aus Inconel 718, die nach NACE MR0175 qualifiziert sind, konnte ein erneutes Auftreten in derselben Bohrlochpopulation während des anschließenden siebenjährigen Überwachungszeitraums verhindert werden (veröffentlicht im SPE Technical Paper 187215, 2017).
Was macht Inconel 718 zur optimalen Federlegierung für Hochtemperaturanwendungen?
Die Wahl von Inconel 718 - anstelle anderer Nickelsuperlegierungen - für Federanwendungen spiegelt eine Kombination aus mechanischem Eigenschaftsprofil, metallurgischer Stabilität, Korrosionsbeständigkeit und Verarbeitbarkeit wider, die von keiner konkurrierenden Legierung vollständig erreicht wird.
Zusammensetzung und Ausscheidungshärtungsmechanismus
Inconel 718 (UNS N07718, AMS 5662/5663/5664) erreicht seine außergewöhnlichen Federeigenschaften durch einen doppelten Ausscheidungshärtungsmechanismus. Seine nominelle Zusammensetzung von ca. 52% Nickel, 19% Chrom, 5,1% Niob, 3,0% Molybdän, 0,9% Titan und 0,5% Aluminium (mit einem Rest Eisen) erzeugt während der Aushärtung zwei verstärkende Ausscheidungsphasen:
Gamma-Doppelprimus (γ'') Niederschlag: Körperzentriertes tetragonales Ni3Nb ist die primäre Verfestigungsphase in Inconel 718 und trägt etwa 75% bis 80% zur gesamten Ausscheidungshärtungsreaktion bei. Sie bildet sich während des ersten Alterungsschritts bei 720°C und erzeugt die hohe Streckgrenze (typischerweise 1.100 bis 1.240 MPa in gealtertem Draht), die hohe Federraten und Belastbarkeit in kompakten Geometrien ermöglicht.
Gamma-Prime (γ')-Niederschlag: FCC Ni3(Al,Ti) bildet sich diese sekundäre Phase während des Alterungsschritts bei 620°C bei niedrigeren Temperaturen und ergänzt die γ''-Verfestigung, während sie die Kriechfestigkeit verbessert.
Der kombinierte Effekt führt zu einem Material mit einer Zugfestigkeit bei Raumtemperatur von ca. 1.380 MPa und einer Streckgrenze von 1.170 MPa (Minimum gemäß AMS 5662) - Werte, mit denen Inconel 718-Draht zu den höchstfesten auf dem Markt erhältlichen Federwerkstoffen gehört.
Warmhärte und Elastizitätsmodul-Retention
Für Federanwendungen ist die kritische Hochtemperatureigenschaft nicht nur die Festigkeit, sondern auch die Beibehaltung des Elastizitätsmoduls (E) mit der Temperatur. Die Federrate (k = Gd⁴/8D³n) hängt vom Schermodul G ab, das über die Poissonzahl mit dem Elastizitätsmodul verbunden ist. Mit steigender Temperatur nimmt G ab, wodurch sich die Federrate verringert:
| Temperatur | Inconel 718 Schermodul G | 302 SS Schermodul G | 17-7 PH Schermodul G |
|---|---|---|---|
| 25°C | 77,2 GPa | 69,0 GPa | 71,0 GPa |
| 200°C | 73,8 GPa | 63,5 GPa | 65,2 GPa |
| 315°C | 71,2 GPa | 59,0 GPa | 60,0 GPa |
| 425°C | 68,5 GPa | 53,8 GPa | 51,0 GPa |
| 540°C | 65,8 GPa | 47,5 GPa | Nicht anwendbar |
| 650°C | 62,4 GPa | Nicht anwendbar | Nicht anwendbar |
Quellen: Special Metals Corporation Inconel 718 Technische Daten; SAE Spring Design Manual AE-21; Carpenter Technology 17-7 PH Data Sheet
Der Modulerhaltungsvorteil von Inconel 718 - 81% seines Schermoduls bei Raumtemperatur bleiben bei 650°C erhalten, während 316L bei 425°C etwa 69% behält - bedeutet, dass Inconel 718-Federkonstruktionen ihre berechneten Last-Einfederungs-Eigenschaften über den gesamten Betriebstemperaturbereich beibehalten. Standardfedern aus rostfreiem Stahl können bei erhöhter Temperatur 30% bis 40% ihrer ausgelegten Federrate verlieren, was zu inakzeptablen Kraftschwankungen bei Präzisionsbetätigungs- und Ventilsitzanwendungen führt.
Entspannungswiderstand: Die frühlingsspezifische Eigenschaft
Spannungsrelaxation - die Verringerung der Federkraft bei konstanter Verformung über einen längeren Zeitraum bei erhöhter Temperatur - ist die kritischste Eigenschaft für Hochtemperaturfederanwendungen und diejenige, die bei Standardlegierungsauswahlverfahren am häufigsten übersehen wird. Eine Feder, die anfänglich die Belastungsspezifikationen erfüllt, kann sich innerhalb von 1.000 Stunden bei erhöhter Temperatur um 20% auf 30% entspannen, was zu Ventilleckagen, einem Verlust der Betätigungskraft oder einer Reduzierung der Vorspannkraft unter das Funktionsminimum führt.
Die Widerstandsfähigkeit von Inconel 718 gegenüber Spannungsrelaxation ist auf die Stabilität seiner γ''-Ausscheidungsphase bei Temperaturen bis zu etwa 650 °C zurückzuführen. Veröffentlichte Relaxationsdaten für Schraubendruckfedern bei 315°C:
- 302 SS: etwa 15% bis 25% Lastverlust nach 1.000 Stunden.
- 17-7 PH: etwa 8% bis 15% Lastverlust nach 1.000 Stunden.
- Inconel 718 (ordnungsgemäß gealtert): ungefähr 2% bis 5% Lastverlust nach 1.000 Stunden.
Bei 538°C (1.000°F) wird der Vergleich noch dramatischer:
- 17-7 PH: nicht funktionsfähig (unzureichende Festigkeit bei dieser Temperatur).
- Inconel 718: etwa 4% bis 8% Lastverlust nach 1.000 Stunden.
Dieser Entspannungswiderstand führt direkt zu verlängerten Wartungsintervallen für Komponenten, bei denen die Federbelastung kritisch ist - Ventilbetätiger, Kraftstoffsteuerungssysteme und sicherheitskritische Verriegelungsmechanismen, bei denen ein Lastverlust unter einem bestimmten Minimum einen Funktionsausfall auslöst.
Wie werden kundenspezifische Inconel 718-Federn entworfen und konstruiert?
Die Konstruktion von Federn aus Inconel 718 folgt den gleichen grundlegenden Gleichungen wie jede andere Schraubenfeder, aber das spezifische Eigenschaftsprofil des Werkstoffs - insbesondere der hohe Elastizitätsmodul, die hohe Streckgrenze und die Schermodulvariation mit der Temperatur - erfordert eine sorgfältige Beachtung von Konstruktionsparametern, die bei Standardfederwerkstoffen manchmal als zweitrangig angesehen werden.
Grundlegende Parameter für die Federauslegung
Federrate (k):
k = Gd⁴ / (8D³n)
Wo:
- G = Schermodul von Inconel 718 bei Betriebstemperatur (GPa)
- d = Drahtdurchmesser (mm)
- D = mittlerer Spulendurchmesser (mm)
- n = Anzahl der aktiven Spulen
Für eine genaue Auslegung bei erhöhter Temperatur muss G der Wert bei der maximalen Betriebstemperatur sein, nicht bei Raumtemperatur. Die Verwendung von G bei Raumtemperatur zur Berechnung der Federrate für eine Anwendung bei 500 °C führt zu einer Feder, die etwa 15% bis 20% weicher ist als bei Betriebstemperatur angegeben - ein erheblicher Fehler für Präzisionsbetätigungssysteme.
Frühjahrs-Index (C):
C = D/d
Der Federindex ist der wichtigste Faktor, der die Herstellbarkeit der Feder und die Spannungskonzentration bestimmt. Für Inconel 718-Federn liegt der empfohlene Federindex zwischen 4 und 12:
- C unter 4: schwierig zu wickeln, hohe Werkzeugbelastung, mögliche Rissbildung während der Umformung
- C über 12: Feder neigt zum Verheddern, verminderte Seitenstabilität, schwer einzuhaltende Toleranzen
Wahl-Korrekturfaktor (Kw):
Kw = (4C - 1)/(4C - 4) + 0,615/C
Dieser Faktor berücksichtigt die Spannungskonzentration an der inneren Windungsoberfläche und Krümmungseffekte. Für Federn aus Inconel 718, die mit hohen Spannungen betrieben werden, ist der Wahlfaktor entscheidend, da die geringere Duktilität des Materials im Vergleich zu austenitischem Edelstahl eine geringere plastische Umverteilung der Spannungskonzentrationen bedeutet. Federentwickler sollten die volle Kw-Korrektur ohne Abzug anwenden.
Maximale Arbeitsbelastung:
τmax = Kw × 8PD / (πd³)
wobei P = aufgebrachte Last (N) und alle Abmessungen in mm sind.
Für Inconel 718-Federn im Hochtemperaturbetrieb beträgt die empfohlene maximale Betriebsspannung:
- Unter 315°C: 45% bis 50% der UTS (typischerweise 620 bis 690 MPa)
- 315°C bis 480°C: 38% bis 42% der UTS bei Temperatur
- 480°C bis 650°C: 32% bis 36% der UTS bei Temperatur
Diese Arbeitsspannungsgrenzen beinhalten eine Sicherheitsspanne gegen Relaxation, Ermüdung und Spannungskorrosion in anspruchsvollen Umgebungen.
Berechnungen von Raumhöhe und Durchbiegung
Eine konstruktive Überlegung, die sich speziell auf hochlegierten Federdraht bezieht, ist, dass der höhere Modul von Inconel 718 im Vergleich zu Standard-Edelstahl bedeutet, dass die Feder bei einem gegebenen Drahtdurchmesser und einer gegebenen Spulengeometrie steifer ist - was kompaktere Konstruktionen ermöglicht, aber präzise Berechnungen erfordert, um ein Zusammenstoßen der Spulen bei maximaler Auslenkung zu vermeiden.
Solide Höhe: Hs = n × d (Gesamtzahl der Spulen × Drahtdurchmesser)
Maximale Durchbiegung zum Festkörper: δmax = (Hs_freie Länge - Hs_fest) × 0,85 (15% Kollisionszuschlag empfohlen für Inconel 718)
Korrektur der freien Länge für die Temperatur: Bei 650°C vergrößert die thermische Ausdehnung von Inconel 718 (Koeffizient ca. 13,0 μm/m-°C) die freie Länge um ca. 0,8% - ein Faktor, der in die Berechnung der Festkörperhöhe einbezogen werden muss, um zu verhindern, dass die Spule bei Betriebstemperatur zusammenstößt, was zu einer dauerhaften Verfestigung führen würde.
Belleville-Scheibe (Tellerfeder) Konstruktionsspezifika
Tellerfedern aus Inconel 718 machen aufgrund ihrer hohen Belastbarkeit bei kompaktem axialem Bauraum einen bedeutenden Teil der Hochtemperaturfederanwendungen aus. Wichtige Konstruktionsparameter:
| Parameter | Typischer Bereich | Entwurfsüberlegungen |
|---|---|---|
| Äußerer Durchmesser (OD) | 6 mm bis 300 mm | Größerer OD: geringere Belastung pro Belastungseinheit |
| Innendurchmesser (ID) | 0,4-0,5 × OD typisch | ANSI B27.6 Standard-Verhältnisse |
| Dicke (t) | 0,5 mm bis 12 mm | Antriebe Tragfähigkeit |
| Kegelhöhe (h) | 0,3t bis 2,5t | Das h/t-Verhältnis bestimmt die Linearität der Last-Durchbiegung |
| h/t ratio | 0,3 bis 1,5 | h/t 1,4: progressiv, dann regressiv |
| Stapelung | Serie, parallel oder Kombination | Serie: mehr Durchbiegung; parallel: mehr Belastung |
Die Spannungsberechnung für Tellerfedern nach DIN 2093 geht von einer Poissonzahl von 0,29 für Inconel 718 bei Raumtemperatur aus, die sich bei 600°C auf etwa 0,28 reduziert.
Mit welchen Fertigungsverfahren werden Hochleistungsfedern aus Inconel 718 hergestellt?
Die Herstellung von Federn aus Inconel 718 erfordert Anlagen und Prozesskontrollen, die über die für Standard-Federstähle verwendeten hinausgehen. Die hohe Kaltverfestigung der Legierung, die hohe Streckgrenze im geglühten Zustand (ca. 550 bis 650 MPa vor der Alterung) und die Empfindlichkeit gegenüber Oberflächenbeschädigungen durch abrasive Werkzeuge erfordern spezielle Fertigungsanpassungen.
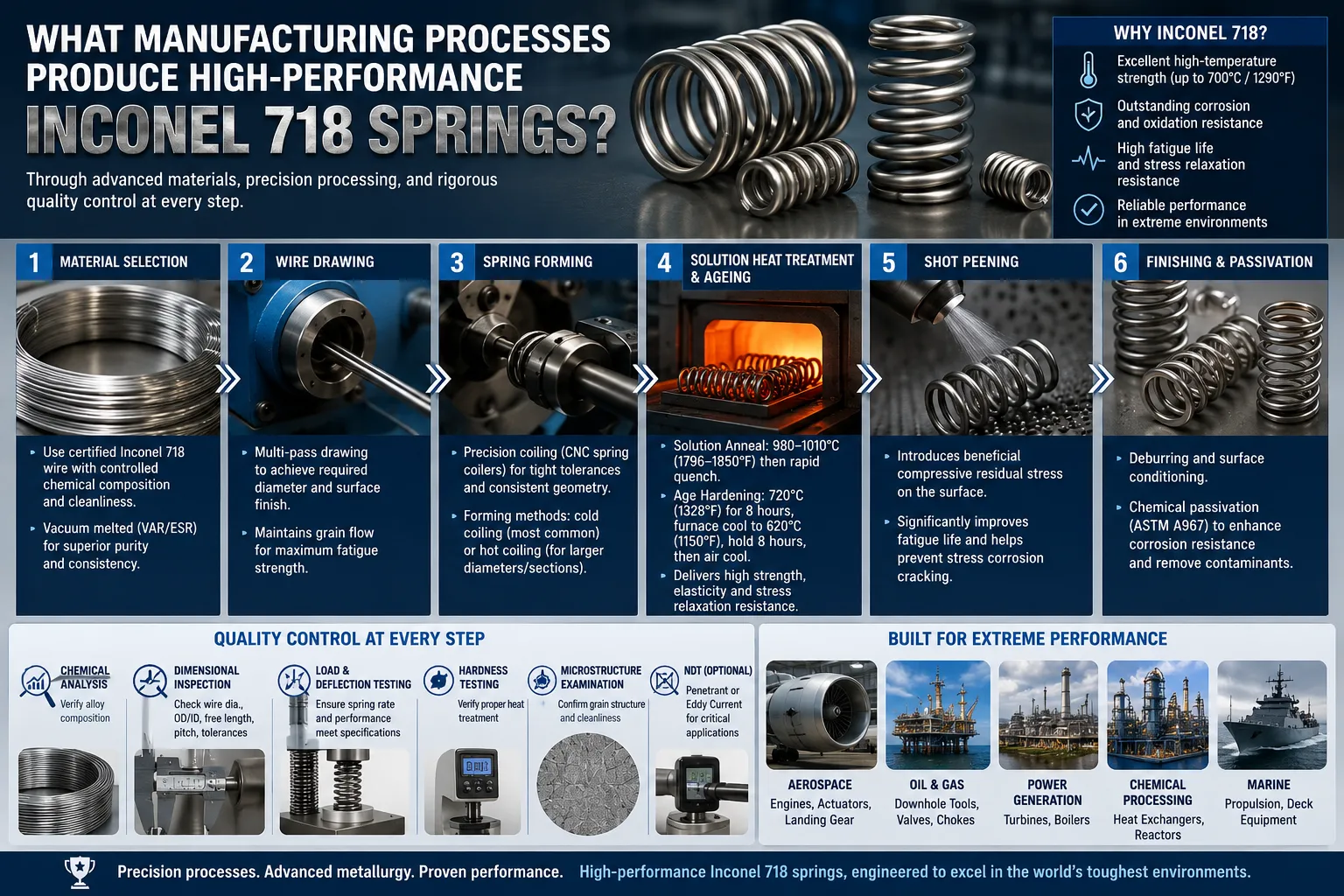
Drahtziehen: Konsistente Durchmesser und Oberflächenqualität erreichen
Inconel 718-Federdraht wird durch mehrmaliges Kaltziehen von warmgewalztem Stangenmaterial in Wolframkarbidwerkzeugen hergestellt, wobei zwischen den Ziehvorgängen eine Zwischenglühung erfolgt, um die Duktilität wiederherzustellen. Der Standard-Durchmesserbereich für Federanwendungen beträgt 0,5 mm bis 12 mm, wobei präzisionsgezogener Draht ab 0,1 mm für Instrumentenfedern erhältlich ist.
Toleranz des Durchmessers: Kaltgezogener Inconel 718-Draht für Federn entspricht der Drahtspezifikation AMS 5662 und erreicht bei der Standardproduktion Durchmessertoleranzen von ±1% oder ±0,025 mm (je nachdem, welcher Wert größer ist). Präzisionsfederdraht kann mit einer Durchmessertoleranz von ±0,5% für kritische Federanwendungen hergestellt werden.
Zustand der Oberfläche: Die Oberfläche des Drahtes muss frei von Nähten, Überlappungen, Vertiefungen und Zunder sein - allesamt Faktoren, die eine Ermüdung auslösen können. Hochwertiger Federdraht wird mit einer geschliffenen oder polierten Oberfläche hergestellt, wobei die Oberflächenrauhigkeit in der Regel unter Ra 0,8 Mikrometer liegt. Die Eingangsprüfung des Drahtes für die Federproduktion sollte eine 100%-Wirbelstromprüfung nach ASTM E 244 umfassen, um Oberflächen- und oberflächennahe Diskontinuitäten zu erkennen.
Zugfestigkeit von Federdraht vor der Alterung: Gezogener und geglühter Inconel 718-Draht erreicht in der Regel eine Zugfestigkeit von 1.000 bis 1.150 MPa vor der Aushärtung. Nach der Standard-Doppelalterungsbehandlung steigt die Zugfestigkeit auf 1.310 bis 1.450 MPa - der Arbeitsfestigkeitsbereich für die Berechnung der Federauslegung.
CNC-Wickeln: Kaltwickeln vs. Warmwickeln
Kaltes Wickeln von Inconel 718 wird im geglühten (lösungsbehandelten) Zustand vor der Aushärtung auf CNC-Federwindemaschinen mit servogesteuerter Einstellung von Steigung und Windungsdurchmesser durchgeführt. Die Streckgrenze des geglühten Materials von ca. 550 bis 650 MPa ist niedrig genug, um auf Standard-Wickelmaschinen mit entsprechenden Werkzeugmodifikationen kalt gewickelt zu werden.
Wichtige Aspekte des Kaltwickelprozesses für Inconel 718:
- Der Werkzeugverschleiß ist aufgrund der höheren Festigkeit und Abrasivität von Inconel 718 etwa 3- bis 5-mal höher als bei Edelstahl 302.
- Dorn und Dornwerkstoffe erfordern gehärteten Werkzeugstahl oder Hartmetall für lange Laufzeiten
- Die Rückfederung des Spulendurchmessers ist etwa 8% bis 15% größer als bei Edelstahl 302, was eine Kompensation bei der Einrichtung der Werkzeuge erfordert.
- Die Steigungsgleichmäßigkeit muss enger sein als bei Standardfedern, da die Wärmebehandlung nach dem Wickeln in der endgültigen Wickelgeometrie durchgeführt wird und nicht nachträglich korrigiert werden kann.
Heißes Wickeln von Inconel 718-Stangenmaterial (über 12 mm Drahtdurchmesser) erfolgt bei 980°C bis 1.100°C durch Widerstandserwärmung oder Ofenerwärmung. Das Warmwickeln ermöglicht größere Drahtdurchmesser und engere Federkennwerte als das Kaltwickeln. Nach dem Warmwickeln muss die Feder vor dem Auslagern lösungsgeglüht werden, um ein optimales Gefüge wiederherzustellen - beim Warmwickeln wird teilweise Delta-Phase ausgefällt, die aufgelöst werden muss, bevor die Auslagerungsbehandlung eine optimale γ''-Ausscheidung bewirkt.
Endkonfigurationen und sekundäre Operationen
Kundenspezifische Inconel 718-Federn werden mit Endkonfigurationen hergestellt, die auf die jeweilige Anwendung zugeschnitten sind:
Druckfederenden: Geschlossen und geschliffen (am häufigsten für Präzisionsanwendungen), geschlossen, nicht geschliffen, offene Enden oder verjüngte/zopfartige Enden für Hochtemperaturanwendungen, bei denen das Schleifen Oberflächenschäden verursachen kann, die die Ermüdungslebensdauer verringern.
Enden der Zugfeder: Maschinenhaken, Kreuzhaken, Seitenhaken oder volle Schlaufe. Zugfedern aus Inconel 718 weisen eine zusätzliche Spannungskonzentration am Übergang von Haken zu Windung auf, die in die Berechnung der Auslegungsspannung einbezogen werden muss.
Enden der Torsionsfeder: Gerade Torsion, kurzer Haken über der Mitte, langer Haken über der Mitte oder kundenspezifische Armkonfigurationen. Schenkelfedern erfordern eine präzise Steuerung des Armwinkels im gewickelten Zustand, wobei die Winkeländerung während der Alterungswärmebehandlung berücksichtigt werden muss.
Stanzen und Formen von Belleville-Scheiben: Tellerfedern werden aus Inconel 718-Blech (in der Regel kaltgewalzt, geglüht nach AMS 5596) mit Hilfe von Präzisionsstanzwerkzeugen gestanzt und dann in Folgeverbundwerkzeugen geformt, um die angegebene Konushöhe und Ebenheitstoleranz zu erreichen.
Kugelstrahlen (gemäß SAE J808 und AMS 2430) wird bei Inconel 718-Federn in anspruchsvollen Ermüdungsanwendungen angewandt: Betätigungselemente in der Luft- und Raumfahrt, Ventile für Kolbenkompressoren und Federn für Bohrlochwerkzeuge mit hoher Belastung. Shot Peening führt Druckeigenspannungen an der Drahtoberfläche bis zu einer Tiefe von ca. 0,25 mm bis 0,40 mm ein und verlängert die Ermüdungslebensdauer um 20% bis 80%, je nach Spannungsverhältnis und Belastungsart (Fuchs, H.O. und Stephens, R.I., Metallermüdung in der Technik, Wiley, 2001).
Wie beeinflusst die Wärmebehandlung die Leistung der Inconel 718-Feder?
Die Wärmebehandlung von Inconel 718-Federn ist wohl der technisch kritischste und am häufigsten falsch gehandhabte Aspekt der kundenspezifischen Federherstellung. Wir haben Federn von mehreren Anbietern gesehen, die falsch gealtert wurden - und aufgrund von Temperaturabweichungen oder unzureichender Einwirkungszeit nur 60% bis 70% der angegebenen Streckgrenze erreichten - und an die Kunden mit bestandenen Maßprüfungen, aber nicht bestandenen Federraten- und Belastungstests geliefert wurden. Das Verständnis der Wärmebehandlungslehre ist sowohl für Hersteller als auch für Beschaffungsingenieure von entscheidender Bedeutung.
Lösungsglühen: Herstellung des Ausgangsgefüges
Vor der Aushärtung müssen Inconel 718-Federdrähte oder -Spiralfedern im ordnungsgemäßen lösungsgeglühten Zustand sein, in dem alle Verfestigungsphasen in der austenitischen Matrix gelöst sind. Die Lösungsglühtemperatur beträgt 980°C bis 1.010°C für 1 Stunde (für Draht/Dünnband), gefolgt von einer schnellen Abkühlung (Wasserabschreckung für größere Abschnitte, Luftkühlung für Draht und Dünnband).
Die Bedeutung des Temperaturbereichs für das Lösungsglühen: Unter 980 °C löst sich die Delta-Phase (Ni3Nb, orthorhombisch, nicht verfestigend) möglicherweise nicht vollständig auf, so dass weniger Niob für die γ''-Ausscheidung während der Alterung zur Verfügung steht und die erreichte Streckgrenze um 50 bis 150 MPa sinkt. Oberhalb von 1.010 °C kommt es zu einem Kornwachstum, das die Ermüdungslebensdauer verringert (eine Korngröße über ASTM 6 korreliert mit einer verringerten Beständigkeit gegen Ermüdungsrisse bei Hochzyklusanwendungen).
Bei Federn, die im geglühten Zustand kalt gewickelt werden, wird die Lösungsglühung in der Regel vor dem Wickeln des Drahtes durchgeführt, und die gewickelte Feder wird erst nach dem Wickeln einer Alterungsbehandlung unterzogen. Diese Abfolge erfordert eine genaue Verfolgung der thermischen Entwicklung des Drahtes.
Die Standardbehandlung zur doppelten Alterung (AMS 2774)
Die Standardaushärtungsbehandlung für Inconel 718-Federn entspricht den Anforderungen der AMS 2774:
Schritt 1: 720°C (1.325°F) für 8 Stunden, Abkühlung des Ofens mit einer maximalen Geschwindigkeit von 55°C/Stunde (100°F/Stunde) auf 620°C
Schritt 2: Bei 620°C (1.150°F) für weitere 8 Stunden halten, dann an der Luft auf Raumtemperatur abkühlen
Durch diese zweistufige Behandlung entsteht die kombinierte γ'' + γ' Ausscheidungsgefüge, das erreicht wird:
- Zugfestigkeit: mindestens 1.380 MPa (200 ksi)
- Streckgrenze (0,2% Offset): Mindestens 1.170 MPa (170 ksi)
- Dehnung: 12% mindestens
Die Präzision der Temperaturregelung ist entscheidend: Die Alterung bei 730°C anstelle von 720°C für den ersten Schritt kann die Streckgrenze um 80 bis 120 MPa verringern, da die Überalterung beginnt. Die Alterung bei 710°C führt zu einer unvollständigen γ''-Ausscheidung, wodurch 50 bis 100 MPa der potenziellen Streckgrenze ungenutzt bleiben. Die Prozessspezifikation sollte eine Temperaturgleichmäßigkeit von ±5°C (±10°F) über die gesamte Arbeitszone des Ofens erfordern, die durch eine Thermoelementmessung gemäß AMS 2750 überprüft wird.
Federspezifische Überlegungen zur Wärmebehandlung
Einstellung nach der Alterung laden: Hochtemperaturfedern für Präzisionsventilanwendungen werden unmittelbar nach der Alterung einer Lasteinstellung (auch "Voreinstellung" oder "Entlastung" genannt) unterzogen. Die Feder wird bei Raumtemperatur auf eine nahezu feste Höhe komprimiert, was zu einer vorteilhaften Druckeigenspannung im Drahtquerschnitt führt und die anfängliche schnelle Relaxation beseitigt, die sonst während der ersten thermischen Zyklen im Betrieb auftreten würde. Belastete Federn zeigen während der ersten 100 Stunden bei Betriebstemperatur etwa 50% weniger Anfangsrelaxation als nicht belastete Federn (SAE Spring Design Manual, AE-21, 2nd Edition).
Spannungsabbau nach dem Wickeln (bei kaltgewickelten Federn aus gealtertem Draht): Wenn Federn aus vorgehärtetem Inconel 718-Draht gewickelt werden, beseitigt ein Niedertemperatur-Spannungsabbau bei 400°C bis 425°C für 1 Stunde die wicklungsbedingten Eigenspannungen, ohne die Aushärtungseigenschaften wesentlich zu verringern (Verringerung der Streckgrenze typischerweise weniger als 3%).
Atmosphäre des Ofens: Die Alterung muss in einer kontrollierten Atmosphäre (Inertgas, Vakuum oder saubere, trockene Luft) durchgeführt werden, um eine Oberflächenoxidation zu verhindern, die die Ermüdungslebensdauer und die anschließende Prüfung beeinträchtigen würde. Sauerstoffgehalte von mehr als 20 ppm bei 720°C können auf Inconel 718-Drähten eine Oxidschicht bilden, deren Dicke ausreicht, um Ermüdungsrisse an der Grenzfläche zwischen Zunder und Metall zu erzeugen.
| Stufe der Wärmebehandlung | Temperatur | Zeit | Kühlung | Eigenschaft Ergebnis |
|---|---|---|---|---|
| Glühen der Lösung | 980-1,010°C | 1 Stunde/25 mm | Schnell (Wasser/Luft) | Gelöste Ausscheidungen, ASTM 5-8 Korn |
| Erstes Alter | 720°C | 8 Stunden | Abkühlung des Ofens auf 620°C bei 55°C/Std. | γ'' Niederschlag beginnt |
| Zweites Alter | 620°C | 8 Stunden | Luftkühlung | γ'' Abschluss + γ' Niederschlag |
| Stressabbau (optional) | 400-425°C | 1 Stunde | Luftkühlung | Abbau von Eigenspannungen |
| Einstellung der Last | Raumtemperatur | Ein Kompressionszyklus | K.A. | Voreingestellte günstige Eigenspannung |
Was sind die Merkmale der Ermüdungslebensdauer und der zyklischen Beständigkeit?
Die Ermüdungsleistung ist der wichtigste lebensdauerbegrenzende Faktor für Federn in dynamischen Anwendungen - Ventile von Kolbenkompressoren, Motorkraftstoffsysteme, Betätigungsmechanismen und Bohrlochwerkzeuge, die wiederholten Schließ- und Öffnungszyklen unterworfen sind. Die Kenntnis des Ermüdungsverhaltens von Inconel 718 ermöglicht es den Ingenieuren, die richtige Drahtgröße, das richtige Spannungsniveau der Feder und die richtige Oberflächenbeschaffenheit zu wählen, um die geforderte Lebensdauer zu erreichen.
S-N-Kurvendaten für Inconel 718-Federdraht
Veröffentlichte Ermüdungsdaten für Inconel 718-Draht bei rotierender Biege- und Torsionsbelastung (die für Federanwendungen wichtigsten Spannungszustände):
Ermüdung des rotierenden Strahls (R = -1, vollständig reversiert):
- 10⁶ Zyklen Dauerfestigkeit: etwa 620 bis 690 MPa
- 10⁷-Zyklen Dauerbelastbarkeit: ca. 550 bis 620 MPa
- Verhältnis von Dauerfestigkeit zu UTS: etwa 0,45 bis 0,50
Torsionsermüdung (relevant für Schraubendruckfedern):
- 10⁶ Zyklen Dauerbelastungsgrenze: ca. 380 bis 420 MPa (Scherspannung)
- 10⁷-Zyklen Dauerbelastungsgrenze: etwa 340 bis 380 MPa
Diese Werte gelten für glatten, oberflächenbeschädigungsfreien Draht im vollständig gealterten Zustand. Jegliche Oberflächenbeschädigung - Schleifspuren, Lochfraß, Nähte oder Oxidhaut - reduziert die effektive Ermüdungsgrenze um 20% bis 50%, je nach Tiefe und Geometrie der Unterbrechung.
Modifiziertes Goodman-Diagramm für den Federentwurf
Bei der Analyse der Federermüdung wird das modifizierte Goodman-Diagramm verwendet, in dem die mittlere Schubspannung (τm) gegen die Wechselschubspannung (τa) aufgetragen wird, wobei die Versagensgrenze durch definiert wird:
τa/τe + τm/UTS = 1
Dabei ist τe = Grenzwert für die Torsionsfestigkeit und UTS = Zugfestigkeit (umgerechnet auf Scherung durch × 0,577 für Scherspannung).
Für Inconel 718-Federn bei Raumtemperatur wird eine Lebensdauer von 10⁷ Zyklen angestrebt:
- Zulässige mittlere Spannung: 550 MPa maximal
- Zulässige Wechselbelastung: 350 MPa maximal
- Kombiniert: Arbeitspunkt muss unter der Goodman-Linie liegen
Bei 538°C verschiebt sich das Goodman-Diagramm aufgrund der reduzierten UTS und Dauerfestigkeit, was eine Neuberechnung mit temperaturkorrigierten Materialeigenschaften erfordert.
Auswirkung der Umgebung auf die Ermüdungslebensdauer
Korrosive Umgebungen verringern die Ermüdungslebensdauer durch die kombinierte Wirkung von mechanischer Belastung und chemischem Angriff an der Rissspitze - ein Phänomen, das als Korrosionsermüdung bezeichnet wird. Für Inconel 718-Federn in üblichen Betriebsumgebungen:
| Umwelt | Reduzierung der Ermüdungslebensdauer im Vergleich zu Luft | Praktische Auswirkung |
|---|---|---|
| Luft, Umgebung | Referenz (1.0x) | Entwurfsgrundlage |
| Stickstoff-Atmosphäre | 1,0-1,1x (leichte Verbesserung) | Schutz vor Inertgas vorteilhaft |
| Meerwasser (3,5% NaCl) | 0.60-0.80x | 20-40% Lebensdauerverkürzung; Auslegungsspielraum nutzen |
| H2S (saurer Betrieb, NACE) | 0.50-0.70x | Erhebliche Reduzierung; NACE-qualifiziertes Material erforderlich |
| CO2-gesättigte Sole | 0.65-0.80x | Häufige Bedingung auf dem Ölfeld |
| Dampf (gesättigt, 300°C) | 0.75-0.90x | Kraftwerksservice |
| Oxidierende Atmosphäre (>500°C) | 0.70-0.85x | Oberflächenoxidation beschleunigt Ermüdung |
Quelle: Ermüdungsdaten der Special Metals Corporation; technische Unterlagen von NACE International; Shigley's Mechanical Engineering Design, McGraw-Hill
Die Daten zur Korrosionsermüdung verdeutlichen, warum die richtige Legierungsauswahl - anstatt sich auf die Massenkorrosionsbeständigkeit von Inconel 718 zu verlassen - mit angemessenen Spannungsniveaus kombiniert werden muss, um die angestrebte Lebensdauer in aggressiven Umgebungen zu erreichen.

Für welche Branchen und Anwendungen werden maßgeschneiderte Inconel 718-Federn benötigt?
Der Anwendungsbereich für Federn aus Inconel 718 wird durch zwei gleichzeitige Anforderungen definiert: Temperaturen über 200°C und/oder chemische Umgebungen, in denen Standard-Federstähle inakzeptabel korrodieren. Wenn beide Bedingungen zusammen auftreten, ist Inconel 718 in der Regel die einzige praktische Option aus dem Portfolio der handelsüblichen Federlegierungen.
Luft- und Raumfahrt und Gasturbinenanwendungen
Federn des Kraftstoffregelventils: Gasturbinenkraftstoff-Dosierventile durchlaufen Tausende von Zyklen pro Flugstunde bei Kraftstofftemperaturen von 150°C bis 250°C in Kontakt mit Düsentreibstoff, der Spuren von Wasser und Schwefelverbindungen enthält. Federn aus Inconel 718 halten die Kraftstoffdosierkraft über mehr als 50.000 Betriebsstunden konstant. Die Alternative - Federn aus 17-7 PH - zeigt anfangs eine akzeptable Leistung, entwickelt jedoch innerhalb von 5.000 Stunden bei einer Kraftstofftemperatur von 250 °C eine Entspannung von 10% bis 15%, was zu einer Abweichung des Kraftstoff-Luft-Verhältnisses führt, die sich auf die Effizienz des Motors und die Einhaltung der Emissionsvorschriften auswirkt.
Aktuator-Rückholfedern: Die Federn der Flugsteuerungsaktuatoren im Heckbereich von Hochleistungsflugzeugen erfahren durch die Nähe zu den Triebwerksabgasen bei Überschallflugprofilen Spitzentemperaturen von 200°C bis 400°C. In den Spezifikationen für Militärflugzeuge, einschließlich MIL-HDBK-5, wird Inconel 718 als das bevorzugte Federmaterial für diese Anwendungen genannt.
Federn für den Fahrwerksmechanismus: Während die Temperaturen bei Fahrwerksanwendungen moderat sind, macht die Kombination aus der Kompatibilität mit Hydraulikflüssigkeiten, der Korrosion durch Salzsprühnebel beim Betrieb von Marineflugzeugen und den hohen Anforderungen an die Lebensdauer (typischerweise über 100.000 Zyklen) Inconel 718 zum Standard für kritische Fahrwerksverriegelungs- und -verriegelungsfedern.
Öl- und Gasanwendungen im Bohrloch
Sicherheitsventilfedern (SCSSV und SSCSV): Unterirdische Sicherheitsventile, die die Integrität des Bohrlochs schützen, sind in der geschlossenen Position federbelastet und öffnen sich gegen die Federkraft, wenn der Betriebsdruck angelegt wird. Diese Federn arbeiten bei Bohrlochtemperaturen von 150°C bis 250°C in Kontakt mit produzierten Flüssigkeiten, die H2S, CO2 und hohe Chloridkonzentrationen enthalten. Die Qualifizierung nach NACE MR0175/ISO 15156 ist obligatorisch, und Inconel 718 im geglühten Zustand (oder gealtert auf eine Härte von unter 40 HRC) ist ausdrücklich als qualifizierter Werkstoff für diese Federn im sauren Betrieb aufgeführt.
Druckregelventil-Federn: Die Federn von Drosselventilen und Druckreglern in Hochdruck-Bohrlochkopfanlagen arbeiten bei Drücken von bis zu 140 MPa (20.000 psi) und Temperaturen von bis zu 177°C in Kontakt mit sauren Fördermedien. Die Feder muss während der 25-jährigen Lebensdauer des Ventils einen konstanten Öffnungsdruck (innerhalb von ±3% vom Sollwert) aufrechterhalten - eine Anforderung, die alle Standardfedermaterialien ausschließt.
Fertigstellung Werkzeug Federn: Packer, Bridge Plugs und Liner Hanger verwenden Slip-Setting-Federn und Dichtungsaktivierungsfedern, die sich in einem einzigen Arbeitsgang in der Tiefe und bei der Temperatur des Bohrlochs entfalten. Diese Federn müssen während des Einlaufens ausreichend Energie speichern und diese während des Setzens zuverlässig wieder abgeben. Dies erfordert eine hohe elastische Energiespeicherdichte, die die hohe Streckgrenze von Inconel 718 bietet.
Werkzeuge zur Messung während des Bohrens (MWD): Federn für die Rückhaltung von Elektronikmodulen, Zentralisierungsfedern und Sensormontagefedern in MWD-Werkzeugen sind während der Vibration des Bohrstrangs Bohrspülungen mit Temperaturen von 150°C bis 180°C und Stoßbelastungen von 50g bis 200g ausgesetzt. Die Kombination aus Temperatur, Stoßbelastung und Exposition gegenüber H2S- und chloridhaltigem Bohrschlamm definiert eine Anwendungsumgebung, in der Inconel 718 im Wesentlichen der einzige brauchbare Federwerkstoff ist.
Chemische Verarbeitung und industrielle Anwendungen
Druckbegrenzungsventil-Federn: API 526 Druckbegrenzungsventile in Chemieanlagen, die mit Säuren, chlorierten organischen Stoffen oder Hochtemperatur-Kohlenwasserstoffen arbeiten, erfordern Federn, die den eingestellten Druck über das Inspektionsintervall des Ventils von 4 bis 8 Jahren innerhalb von ±3% halten. Federn für Überdruckventile aus rostfreiem Standardstahl 302 weisen bei chemischen Anwendungen über 150°C eine Sollwertabweichung von 5% bis 15% auf, was die Anforderungen des API-Codes übersteigt und zu einem Ausfall des Überdruckschutzes führt. Federn aus Inconel 718 halten den Sollwert innerhalb von 2% über 8-Jahres-Intervalle in dokumentierten Betriebsaufzeichnungen petrochemischer Anlagen.
Wärmetauscher-Rohrbündel-Federn: In Schwimmkopfwärmetauschern werden Federn eingesetzt, um die Positionierung der Rohrbündel aufrechtzuerhalten und strömungsbedingte Vibrationen zu verhindern. Bei Prozesstemperaturen von 300°C bis 450°C in Kontakt mit Prozessflüssigkeiten behalten die Federn aus Inconel 718 ihre Positionierungskraft über 10 bis 20 Jahre ohne Austausch bei.
Industrielle Schnecken- und Extrusionsanlagen Federn: In Spannsystemen von Extruderzylindern, Düsenklemmen und Siebwechslermechanismen zeigen Federn, die bei Temperaturen von 200°C bis 400°C in Kontakt mit Polymerschmelzedämpfen (einschließlich HCl aus dem PVC-Abbau) arbeiten, eine drastisch verlängerte Lebensdauer mit Inconel 718 im Vergleich zu Standard-Hochtemperaturfederstählen. Insbesondere Federn zum Spannen der Düse, die den Druck auf den Düsensitz aufrechterhalten, müssen während der gesamten Produktion eine gleichbleibende Kraft aufrechterhalten - Lastverluste durch Relaxation bei Standardfedern führen zu Leckagen in der Trennlinie der Düse und zu Extrudatdefekten, die kostspielige Produktionsunterbrechungen für den Austausch der Federn erfordern.
Kernenergie und Energieanwendungen
Federn der Reaktorsteuerstäbe: Federn für den Antriebsmechanismus von Kernreaktorsteuerstäben arbeiten in Reaktorkühlwasser bei 290°C bis 330°C unter kontinuierlicher Bestrahlung. Strahlenversprödung betrifft viele Federwerkstoffe, aber die nickelhaltige Zusammensetzung von Inconel 718 zeigt im Vergleich zu Eisenbasislegierungen eine relativ moderate strahleninduzierte Härtung, die eine ausreichende Duktilität über Reaktorzulassungszeiten von 40 bis 60 Jahren aufrechterhält (NUREG/CR-6244, NRC, 1994).
Ventilfedern im Hochtemperatur-Dampfbetrieb: Hauptdampfabsperrventile und Ventile für das Reaktorkühlsystem verwenden Federn aus Inconel 718, die nach den Anforderungen der ASME N-5-Nuclear Stamp zertifiziert sind. Die Federn müssen ihre Funktion nach seismischen Ereignissen auf Auslegungsbasis nachweisen - eine Anforderung, die sowohl hohe Festigkeit als auch gleichbleibende Duktilität nach thermischer Alterung erfordert.
Wie ist die Federleistung von Inconel 718 im Vergleich zu konkurrierenden Hochtemperaturlegierungen?
Inconel 718 ist nicht die einzige Hochtemperatur-Federlegierung - wenn man weiß, wo alternative Werkstoffe überlegen, vergleichbar oder unterlegen sind, kann man sowohl eine Über- als auch eine Unterspezifizierung vermeiden.
Vergleichende Eigenschaftstabelle
| Eigentum | Inconel 718 (gealtert) | Inconel X-750 (gealtert) | Waspaloy (gealtert) | Elgiloy (Co-Cr-Ni) | Hastelloy C-276 |
|---|---|---|---|---|---|
| UTS (Raumtemperatur) | 1.380 MPa | 1.240 MPa | 1.380 MPa | 2.000 MPa (Draht) | 690 MPa |
| Streckgrenze (Raumtemperatur) | 1.170 MPa | 1.000 MPa | 1.170 MPa | 1.480 MPa | 310 MPa |
| Maximale Betriebstemperatur im Frühling | 650°C | 700°C | 750°C | 370°C | 480°C |
| Schermodus (25°C) | 77,2 GPa | 76,0 GPa | 80,0 GPa | 84,0 GPa | 81,0 GPa |
| Chlorid SCC-Beständigkeit | Ausgezeichnet | Gut | Gut | Ausgezeichnet | Herausragend |
| H2S/Sauerdienst (NACE) | Qualifiziert | Begrenzt | Nicht aufgeführt | Erfordert Prüfung | Nicht aufgeführt |
| Schweißeignung | Ausgezeichnet | Gut | Messe | Messe | Ausgezeichnet |
| Relativer Kostenindex | 1.0x | 0.9x | 1.4x | 1.8x | 1.6x |
| Verfügbarkeit des Drahtziehens | Ausgezeichnet | Gut | Begrenzt | Gut | Begrenzt |
| AMS-Spezifikation | AMS 5662/5663 | AMS 5698 | AMS 5709 | AMS 5833 | K.A. |
Quellen: Special Metals Corporation; Carpenter Technology; Elgiloy Specialty Metals; SAE Spring Design Manual AE-21
Wann sollte man sich für alternative Legierungen gegenüber Inconel 718 entscheiden?
Inconel X-750: Bei Anwendungen über 650 °C, bei denen sich die γ''-Ausscheidung von Inconel 718 aufzulösen beginnt, bietet X-750 eine bessere Kriechbeständigkeit bis 700 °C. Allerdings ist X-750-Draht in kleinen Durchmessern seltener erhältlich, und seine Schweißbarkeit ist schlechter als die von Inconel 718. Für Federn in heißen Abschnitten von Gasturbinen bei Temperaturen über 650 °C ist X-750 die geeignete Alternative.
Elgiloy (AMS 5833): Bei Anwendungen, die eine höchstmögliche Federenergiedichte bei Umgebungstemperatur bis zu moderaten Temperaturen (bis zu 370°C) in korrosiven Umgebungen erfordern, ermöglicht die außergewöhnliche Zugfestigkeit von Elgiloy (bis zu 2.000 MPa bei kaltgezogenem Draht) kompaktere Federausführungen als Inconel 718. Elgiloy ist die bevorzugte Wahl für Uhrenfedern, Federn für medizinische Geräte und ultrakompakte Instrumentenfedern, bei denen die Größe die wichtigste Einschränkung darstellt.
Hastelloy C-276: Wenn der vorherrschende Versagensmodus eher Korrosion als Spannungsrelaxation oder hohe Temperaturen ist und die Betriebsumgebung stark oxidierende oder reduzierende Säuren enthält, die Inconel 718 mit messbaren Raten angreifen, bietet Hastelloy C-276 einen hervorragenden Korrosionsschutz. C-276 kann jedoch nicht auf die für hochbelastete Federanwendungen erforderlichen Streckgrenzen ausgehärtet werden und ist im Allgemeinen auf leicht belastete oder Wellenfederkonfigurationen beschränkt.
MP35N (Mehrphasige Legierung): Für die höchste Streckgrenze in Kombination mit guter Korrosionsbeständigkeit (bis zu ca. 260°C) erreicht MP35N-Draht Zugfestigkeiten von über 1.900 MPa im kaltgezogenen Zustand ohne Ausscheidungshärtung. Er wird in hochfesten Kabeln, Instrumentenfedern und medizinischen Geräten eingesetzt, wo der Temperaturvorteil von Inconel 718 nicht benötigt wird.
Was sind die Standardgrößen, Toleranzen und Möglichkeiten der kundenspezifischen Spezifikation?
Die Herstellung von Federn nach Kundenspezifikationen ist das Hauptgeschäftsmodell für Inconel 718-Federn - die Nachfrage nach spezifischen geometrischen und Leistungsparametern erfordert eine technische Zusammenarbeit zwischen dem Federhersteller und dem Konstrukteur.
Standard-Drahtdurchmesserbereich und Verfügbarkeit
| Drahtdurchmesserbereich | Verfügbarkeit | Verträglichkeit (AMS 5662) | Typische Oberfläche |
|---|---|---|---|
| 0,10 - 0,50 mm | Begrenzt; spezialisierte Anbieter | ±1,5% | Hell gezeichnet |
| 0,50 - 2,00 mm | Gute Lagerverfügbarkeit | ±1,0% | Blank gezeichnet oder geschliffen |
| 2,00 - 6,00 mm | Ausgezeichneter Bestand | ±0,8% | Blankgezogen oder spitzenlos geschliffen |
| 6,00 - 12,00 mm | Guter Bestand | ±0,6% | Gedreht und poliert oder geschliffen |
| 12,00 - 25,00 mm | Auf Bestellung erhältlich (4-8 Wochen) | ±0,5% | Gedreht und poliert |
| 25,00 - 50,00 mm bar | Verfügbar (Stangenmaterial für Warmcoil) | Gemäß AMS 5662 | Gedreht |
Toleranzen für Federmaße
Maßgefertigte Inconel 718-Federn werden nach den in der Federspezifikation festgelegten Toleranzen unter Bezugnahme auf das SAE Spring Design Manual und kundenspezifische Zeichnungsanforderungen hergestellt:
| Dimension | Standard-Toleranz | Präzisionstoleranz |
|---|---|---|
| Freie Länge | ±1,5% oder ±0,5 mm (größer) | ±0,5% oder ±0,2 mm |
| Äußerer Durchmesser | ±2,0% | ±1,0% |
| Spulenabstand (pro Spule) | ±0,3 mm | ±0,15 mm |
| Gesamtzahl der Spulen | ±0,5 Spulen | ±0,25 Spulen |
| Federrate | ±10% der angegebenen | ±5% der angegebenen |
| Belastung bei vorgegebener Länge | ±8% | ±3% |
| Rechtwinkligkeit der Enden | ±3° | ±1.5° |
| Oberflächenrauhigkeit (geschliffene Enden) | Ra 1,6 μm max | Ra 0,8 μm max |
Benutzerdefinierte Design-Spezifikationsparameter
Bei der Bestellung von kundenspezifischen Inconel 718-Federn müssen die folgenden Parameter vollständig angegeben werden, um Unklarheiten bei der Herstellung zu vermeiden:
- Drahtmaterial: Inconel 718, UNS N07718, AMS 5662 (oder AMS 5663 für die Aufwicklung von Stangenmaterial).
- Drahtdurchmesser: angegeben in mm oder Zoll mit Toleranzklasse.
- Mittlerer Spulendurchmesser oder OD/ID als bevorzugte Referenz.
- Spulen insgesamt (NT) und aktive Spulen (Na).
- Freie Länge mit Toleranz.
- Endkonfiguration (geschlossen/geschliffen, offen, usw.).
- Federkonstante oder Belastung bei einer bestimmten Testlänge.
- Richtung der Spirale (Rechts- oder Linkshelix).
- Wärmebehandlung: Lösungsglühen + Alterung nach AMS 2774 (bitte angeben, ob der Draht vorgealtert oder nach dem Wickeln gealtert werden soll).
- Kugelstrahlen: falls erforderlich, gemäß AMS 2430 Intensität und Umfang angeben.
- Voreinstellung (Lasteinstellung): bei Bedarf angeben.
- Prüfanforderungen: Prüfung der Federrate, Belastungsprüfungen, Überprüfung der Abmessungen.
- Menge und Lieferbedingungen.
- Anwendbare Spezifikationen: ASTM, AMS, NACE, kundenspezifisch.
Wie spezifizieren und beschaffen Beschaffungsteams kundenspezifische Inconel 718-Federn?
Die Beschaffung von kundenspezifischen Inconel 718-Federn erfordert eine andere Herangehensweise als die Beschaffung von Standardfedern - die Kombination aus exotischer Legierung, Präzisionsfertigung und kritischer Anwendung erfordert eine gründliche Lieferantenqualifizierung und Spezifikationsdokumentation.
Kriterien für die Lieferantenqualifikation
Bei der Qualifizierung eines Lieferanten für kundenspezifische Inconel 718-Federn sollten die Beschaffungsteams Folgendes berücksichtigen:
Rückverfolgbarkeit von Materialien: Kann der Lieferant AMS 5662-zertifizierten Draht mit vollständigen Materialzertifikaten nach EN 10204 3.1 anbieten, einschließlich einer Wärmeanalyse, aus der hervorgeht, dass alle angegebenen Elemente innerhalb der Zusammensetzungsgrenzen von UNS N07718 liegen? Draht ohne vollständige Wärmerückverfolgbarkeit kann nicht in der Luft- und Raumfahrt, in der Kerntechnik oder in NACE-kritischen Anwendungen verwendet werden.
Fähigkeit zur Wärmebehandlung und Zertifizierung: Erfüllen die Ofenanlagen des Lieferanten die pyrometrischen Anforderungen der AMS 2750 (mindestens Klasse 3, Klasse 2 für die Luft- und Raumfahrt bevorzugt)? Wird der Ofen vierteljährlich mit kalibrierten Thermoelementen vermessen? Kann der Lieferant Wärmebehandlungsprotokolle mit Zeit-Temperatur-Diagrammen für jedes Produktionslos vorlegen?
Fähigkeit zur Federprüfung: Verfügt der Lieferant über kalibrierte Federratenprüfgeräte, Kraftmessdosen und die Möglichkeit zur Messung der freien Länge, die auf NIST-Standards rückführbar sind? Kann er bei Bedarf Ermüdungstests mit bestimmten Zykluszahlen durchführen?
Qualitätsmanagementsystem: Die Zertifizierung nach ISO 9001:2015 ist das Minimum. Anwendungen in der Luft- und Raumfahrt erfordern eine AS9100 Rev D-Zertifizierung. Anwendungen in der Nuklearindustrie erfordern die Einhaltung von 10 CFR 50 Anhang B des Qualitätssicherungsprogramms. Für NACE-kritische Öl- und Gasanwendungen sind dokumentierte Materialprüfungs- und Inspektionsverfahren erforderlich, die mit API Q1 oder Q2 übereinstimmen.
Vorlaufzeitplanung für kundenspezifische Inconel 718-Federn
| Feder Typ | Typische Vorlaufzeit | Expedite Möglichkeit |
|---|---|---|
| Standard-Schraubenkompression (Standard-Drahtgröße) | 4-8 Wochen | 2-3 Wochen mit Material im Regal |
| Kundenspezifische Spirale (Nicht-Standard-Draht) | 8-14 Wochen | 4-6 Wochen |
| Tellerfedern (gestanzt) | 6-10 Wochen | 3-5 Wochen |
| Heißspiralfedern mit großem Durchmesser | 10-16 Wochen | 6-8 Wochen |
| Komplexe kundenspezifische Geometrie (konisch, variable Steigung) | 12-20 Wochen | 8-12 Wochen |
| Luft- und Raumfahrt (AS9100 mit vollständiger FAI) | 16-24 Wochen | 10-16 Wochen |
Die Beschaffung von Drahtmaterial stellt das längste Element der Vorlaufzeit für Nicht-Standard-Drahtdurchmesser dar. Der Aufbau eines Konsignationslagerprogramms mit Inconel 718-Draht bei MWalloys, das die gängigsten Drahtdurchmesserbereiche (1 mm bis 8 mm) abdeckt, verkürzt die Vorlaufzeit bei der Federherstellung für Kunden mit laufendem Federbedarf um 4 bis 6 Wochen.
Dokumentationspaket für kritische Anwendungen
Das vollständige Dokumentationspaket für Inconel 718-Federn in kritischen Anwendungen sollte Folgendes enthalten:
- EN 10204 3.1 Werkszeugnis für Drahtmaterial (Wärmeanalyse, Zugeigenschaften, Übereinstimmung mit UNS N07718).
- Wärmebehandlungsprotokoll (Ofendiagramm mit Zeit-Temperatur-Profil für das Lösungsglühen und die Alterung, Überwachungszertifikat des Ofens AMS 2750).
- Maßprüfungsbericht (alle kritischen Maße gemäß Zeichnung).
- Federraten- und Belastungsprüfbericht (Kalibrierungszertifikate für Prüfgeräte).
- Prüfung des Oberflächenzustands (visuell + Wirbelstrom oder Farbeindringverfahren für kritische Anwendungen).
- Chemische Analyse der fertigen Feder (fakultativ, für Nuklear- und Raumfahrtanwendungen).
- NACE MR0175 Konformitätserklärung (für saure Öl- und Gasanwendungen).
- Vom Qualitätsmanager unterzeichnete Konformitätsbescheinigung.
Welche Qualitätsstandards und Zertifizierungen gelten für die Herstellung von Inconel 718-Federn?
Qualitätsstandards legen die Mindestanforderungen für Material, Herstellung und Prüfung fest. Wenn Sie wissen, welche Normen für Ihre Anwendung gelten, vermeiden Sie sowohl eine Unterzertifizierung (fehlende erforderliche Dokumentation) als auch eine Überzertifizierung (Zahlung für Prüfanforderungen, die zusätzliche Kosten verursachen, ohne dass die Anwendung davon profitiert).
Materielle Normen
AMS 5662: Nickel-Legierung, korrosions- und hitzebeständig, Stangen, Schmiedestücke und Ringe - die Hauptspezifikation für Inconel 718-Stangenmaterial, das für das Ziehen von Federdraht und das Warmwickeln verwendet wird.
AMS 5663: Stangen, Schmiedestücke und Ringe aus Inconel 718 im ausscheidungsgehärteten (direkt gealterten) Zustand - wird verwendet, wenn das Material im endgealterten Zustand und nicht im geglühten Zustand geliefert wird.
ASTM B637: Standardspezifikation für ausscheidungshärtende und kaltverformte Stäbe, Schmiedestücke und Schmiedestücke aus Nickellegierungen - die ASTM-Spezifikation, auf die im ASME-Druckbehältercode verwiesen wird.
Prozess-Standards
AMS 2774: Wärmebehandlung von Knetteilen aus Nickellegierungen und Kobaltlegierungen - definiert die Lösungsglüh- und Alterungsparameter für Inconel 718. Dies ist die Spezifikation, die in der Wärmebehandlungsanforderung auf den Federzeichnungen zitiert werden muss.
AMS 2750: Pyrometrie - definiert die Anforderungen an die Überwachung der Ofentemperaturgleichmäßigkeit für die Präzisionswärmebehandlung. Öfen der Klasse 2 (±6°C Gleichmäßigkeit) sind für die luftfahrtkritische Federalterung von Inconel 718 erforderlich.
AMS 2430: Shot peening - definiert die Almen-Intensität, die Anforderungen an die Abdeckung und die Dokumentation für das Kugelstrahlen von Federkomponenten in der Luft- und Raumfahrt.
SAE J808: Shot Peening von Metallteilen - das allgemeine industrielle Äquivalent zu AMS 2430 für Anwendungen außerhalb der Luft- und Raumfahrt.
Anwendungsspezifische Normen
NACE MR0175 / ISO 15156: Werkstoffe für sauren Betrieb in der Öl- und Gasförderung - Teil 3 umfasst Nickellegierungen einschließlich Inconel 718. Die Einhaltung der Anforderungen erfordert Material im geglühten Zustand (oder gealtert auf eine maximale Härte von 40 HRC, sofern angegeben), eine Überprüfung der maximalen Härte und eine Dokumentation der Einhaltung durch den Federhersteller.
API 6A, 6D: Bohrlochkopf- und Baumausrüstungen, Pipeline-Ventile - Federwerkstoffe für API-zertifizierte Ventilbaugruppen müssen die Werkstoffanforderungen dieser Normen erfüllen, die auf NACE MR0175 für saure Betriebsumgebungen verweisen.
ASME Abschnitt III (Nuklear): Inconel 718-Federn für Anwendungen im Bereich der nuklearen Sicherheit erfordern eine Konstruktion, Fertigung und Prüfung gemäß dem Qualitätssicherungsprogramm ASME Section III, einschließlich der Rückverfolgbarkeit des Materials gemäß den NCA-3800-Anforderungen.
AS9100 Rev D: Qualitätsmanagementsystem für Luft-, Raumfahrt und Verteidigung - erforderlich für alle Federbaugruppen, die in zertifizierten Luft- oder Raumfahrzeugen eingebaut werden. Die Erstmusterprüfung (First Article Inspection, FAI) gemäß AS9102 dokumentiert die vollständige Einhaltung der Maß- und Materialanforderungen für das erste Produktionslos.
| Anmeldung | Mindest-QMS-Zertifizierung | Material Standard | Wärmebehandlung | Zusätzliche Anforderungen |
|---|---|---|---|---|
| Allgemeine Industrie | ISO 9001:2015 | AMS 5662 oder ASTM B637 | AMS 2774 | Keine |
| Öl und Gas (saure Dienstleistung) | ISO 9001 + API Q1 | AMS 5662 + NACE MR0175 | AMS 2774 | Härte ≤40 HRC |
| Luft- und Raumfahrt (zivil) | AS9100 Rev D | AMS 5662 | AMS 2774 + AMS 2750 | FAI gemäß AS9102 |
| Nukleare Sicherheit | ASME Abschnitt III QA | AMS 5662 + NCA-3800 | AMS 2774 | N-Stempel-Dokumentation |
| Militär/Verteidigung | AS9100 + DCMA | AMS 5662 | AMS 2774 | DFARS-Einhaltung |
| Pharmazeutische | ISO 9001 UND GMP | AMS 5662 oder 316L alt. | AMS 2774 | Biokompatibilität der Materialien |
FAQs: Kundenspezifische Inconel 718-Federn
1. In welchem Temperaturbereich können Inconel 718-Federn zuverlässig arbeiten?
Maßgefertigte Inconel 718-Federn funktionieren zuverlässig bei kryogenen Temperaturen (bis -253 °C, begrenzt durch Duktilitätsanforderungen in bestimmten Anwendungen) bis zu etwa 650 °C im Dauerbetrieb. Die praktische obere Dauergebrauchstemperatur liegt bei 650 °C, oberhalb derer sich die γ''-Verstärkungsausscheidungen langsam aufzulösen beginnen, was zu einer fortschreitenden Festigkeitsverringerung und erhöhten Spannungsrelaxationsraten führt. Bei Temperaturen über 650 °C sollten Inconel X-750 oder Waspaloy-Federn als Alternativen in Betracht gezogen werden. Die untere Temperaturgrenze für strukturelle Anwendungen liegt bei etwa -101°C bis -196°C, wo Inconel 718 aufgrund seiner austenitischen FCC-Kristallstruktur eine ausreichende Duktilität für die meisten Federeinsatzbedingungen beibehält. Bei intermittierender Hochtemperatureinwirkung (thermische Spitzen während transienter Bedingungen) können Inconel 718-Federn Temperaturen bis zu 700°C für eine begrenzte Dauer (unter 100 Stunden kumulativ) ohne dauerhafte Verschlechterung der Eigenschaften vertragen. Quelle: Technische Daten von Special Metals Corporation Inconel 718; AMS 5662.
2. Wie spezifizieren Sie die Wärmebehandlung für kundenspezifische Inconel 718-Federn?
Die korrekte Wärmebehandlungsspezifikation für kundenspezifische Inconel 718-Federn ist AMS 2774, die die Standard-Doppelalterungsbehandlung definiert: erste Alterung bei 720°C (1.325°F) für 8 Stunden mit kontrollierter Ofenabkühlung bei maximal 55°C/Stunde auf 620°C, gefolgt von 8 Stunden bei 620°C, dann Luftkühlung. Durch diese Behandlung wird eine Mindeststreckgrenze von 1.170 MPa und eine Zugfestigkeit von 1.380 MPa erreicht. In der Zeichnung oder Kaufspezifikation sollte der Hinweis "Wärmebehandlung nach AMS 2774, Wärmebehandlungscode 1, Inconel 718" enthalten sein, und für jede Produktionscharge sind Aufzeichnungen über die Zeit und die Temperatur im Ofen erforderlich. Bei Federn, die aus vorgeglühtem Draht gewickelt werden, ist anzugeben, dass die Alterung nach dem Wickeln erfolgt. Die Ofenausrüstung muss die pyrometrischen Anforderungen der AMS 2750 Klasse 2 erfüllen (±6°C Gleichmäßigkeit). Eine Abweichung von der angegebenen Temperatur oder Zeit führt zu einer messbaren Verringerung der Streckgrenze, die sich direkt auf die Federrate und die Tragfähigkeit auswirkt. Verlangen Sie immer ein Wärmebehandlungszertifikat als Teil der Lieferdokumentation. Quelle: AMS 2774 Rev F; AMS 2750 Rev F; Verarbeitungsrichtlinien der Special Metals Corporation.
3. Können Federn aus Inconel 718 in sauren NACE-Anwendungen verwendet werden?
Ja, Inconel 718 ist in NACE MR0175/ISO 15156 Teil 3 als qualifizierter Werkstoff für den Einsatz in H2S-haltigen Öl- und Gasproduktionsumgebungen aufgeführt, wenn es im geglühten Zustand oder gealtert bis zu einer maximalen Härte von 40 HRC geliefert wird. Bei Federanwendungen erreicht der gealterte Zustand (nach doppelter Alterung nach AMS 2774) in der Regel 36 bis 40 HRC - innerhalb der NACE-Qualifikationsgrenzen. Federn, die für den sauren NACE-Einsatz bestimmt sind, müssen mit einer Herstellerbescheinigung über die Einhaltung der MR0175/ISO 15156, der Rückverfolgbarkeit des Materials bis zur Wärmeanalyse und den Ergebnissen von Härtetests an der fertigen Feder geliefert werden. Der Konstrukteur der Feder muss außerdem nachweisen, dass die maximale Arbeitsspannung in der am stärksten beanspruchten Faser des Federdrahtes die NACE-qualifizierten Spannungsgrenzen für den spezifischen H2S-Partialdruck und die Temperatur der Betriebsumgebung nicht überschreitet. Für die schwersten sauren Betriebsbedingungen (hoher H2S-Gehalt, hohe Temperatur, hoher Chloridgehalt) bietet Inconel 718 im geglühten Zustand (geringere Härte, geringere Festigkeit) eine umfassendere NACE-Qualifizierung, erfordert jedoch einen größeren Federdrahtdurchmesser, um die gleiche Tragfähigkeit zu erreichen. Quelle: NACE MR0175/ISO 15156, Teil 3, Tabelle B.3; SPE Technical Paper 187215, 2017.
4. Wie hoch ist die Ermüdungslebensdauer von Federn aus Inconel 718 im Vergleich zu rostfreiem Stahl?
Federn aus Inconel 718, die bei hohen Temperaturen (über 200°C) eingesetzt werden, haben eine wesentlich längere Ermüdungslebensdauer als Federn aus rostfreiem Stahl 302 oder 17-7 PH, was auf zwei Faktoren zurückzuführen ist: Beibehaltung der Festigkeit bei Temperatur und Korrosionsermüdungsbeständigkeit. Bei Raumtemperatur sind die Ermüdungsbeständigkeitsgrenzen weitgehend vergleichbar, wenn sie als Prozentsatz der UTS ausgedrückt werden (etwa 45% zu 50% für Inconel 718 und 302). Die signifikante Abweichung tritt bei erhöhter Temperatur auf: Bei 315°C hat Edelstahl 302 etwa 25% seiner Dauerfestigkeit bei Raumtemperatur verloren, während Inconel 718 etwa 90% seines Wertes bei Raumtemperatur beibehält. In korrosiven Umgebungen (Meerwasser, H2S oder Industriechemikalien) verhindert die überragende Korrosionsbeständigkeit von Inconel 718 den Lochfraß an der Oberfläche, der bei Federn aus rostfreiem Stahl zu Ermüdungsrissen führt, und verlängert die Ermüdungslebensdauer um das Drei- bis Zehnfache, wie Vergleiche in Offshore- und Chemieanlagen belegen. Für Anwendungen, die mehr als 10⁶ Zyklen bei erhöhter Temperatur in korrosiven Medien erfordern, ist Inconel 718 stets die beste Wahl. Quelle: Fuchs und Stephens, Metal Fatigue in Engineering, Wiley, 2001; SAE Spring Design Manual AE-21.
5. Welche Standard-Drahtdurchmesser sind für Inconel 718-Federdraht erhältlich?
Inconel 718-Federdrähte sind im Handel in Durchmessern von etwa 0,5 mm bis 12 mm aus dem Standardlager der großen Spezialdrahtlieferanten und Federhersteller erhältlich. Die am häufigsten gelagerten Durchmesser sind 1,0 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm, 4,0 mm, 5,0 mm, 6,0 mm und 8,0 mm in blankgezogenem oder spitzenlos geschliffenem Zustand gemäß AMS 5662. Bei Durchmessern unter 0,5 mm (Feindraht für Instrumenten- und Sensorfedern) ist ein spezielles Feindrahtziehen mit einer Vorlaufzeit von 8 bis 16 Wochen erforderlich. Bei Durchmessern über 12 mm wird Stangenmaterial nach AMS 5662 für das Warmwickeln mit typischen Stangendurchmessern von 16 mm, 19 mm, 22 mm, 25 mm, 32 mm und 38 mm verwendet. Die Drahttoleranz beträgt ±1,0% des spezifizierten Durchmessers für die Standardproduktion, wobei präzisionsgeschliffener Draht bis zu ±0,5% für kritische Federanwendungen erhältlich ist. Erkundigen Sie sich bei MWalloys nach der aktuellen Verfügbarkeit des gesamten Drahtdurchmesserbereichs. Quelle: AMS 5662; MWalloys-Lagerdaten.
6. Wie verhält sich die Spannungsrelaxation von Federn aus Inconel 718 im Vergleich zu anderen Federwerkstoffen bei 300°C?
Die Spannungsrelaxation (die Verringerung der Federkraft bei konstanter Verformung bei erhöhter Temperatur im Laufe der Zeit) ist das wichtigste Unterscheidungsmerkmal für die Leistung von Inconel 718-Federn bei Temperaturen über 200°C. Veröffentlichte vergleichende Relaxationsdaten bei 315°C (600°F) für Schraubendruckfedern unter einer Anfangsspannung von 60% der Streckgrenze zeigen: Edelstahl 302 verliert innerhalb von 1.000 Stunden etwa 20% bis 30% der Anfangsspannung; Edelstahl 17-7 PH verliert etwa 10% bis 18%; und ordnungsgemäß gealterter Inconel 718 verliert über denselben Zeitraum von 1.000 Stunden etwa 2% bis 5%. Die überragende Relaxationsbeständigkeit von Inconel 718 ist auf die thermische Stabilität seiner γ''-Ausscheidungsphase zurückzuführen, die bei Temperaturen unter 650 °C nicht vergröbert und aufgelöst wird. Dies wirkt sich direkt auf die Beibehaltung der Ventilsitzkraft, die Konsistenz der Betätigungskraft und die Beibehaltung der Federrate in Prozesssteuerungsanwendungen aus. Ingenieure, die Federn für einen Dauerbetrieb über 200°C spezifizieren, sollten die Spannungsrelaxation als primäres Auswahlkriterium betrachten, nicht die mechanischen Eigenschaften bei Raumtemperatur. Quelle: SAE Spring Design Manual AE-21, 2. Ausgabe; Special Metals Corporation Spannungsrelaxationsdatenbulletin.
7. Welche Oberflächenbehandlung verbessert die Ermüdungslebensdauer von Federn aus Inconel 718?
Kugelstrahlen nach AMS 2430 (Luft- und Raumfahrt) bzw. SAE J808 (Industrie) ist die wirksamste Oberflächenbehandlung zur Verbesserung der Ermüdungslebensdauer von Inconel 718-Federn. Bei diesem Verfahren werden gehärtete Stahl- oder Keramikkugeln mit kontrollierter Geschwindigkeit und Intensität (gemessen an der Almen-Intensität, typischerweise 0,20 A bis 0,40 A für Inconel 718-Federn) auf die Oberfläche des Federdrahtes geschleudert, wodurch eine etwa 0,25 mm bis 0,40 mm tiefe Druckeigenspannungsschicht entsteht. Diese Druckschicht wirkt der durch die Federbelastung erzeugten Zugspannung entgegen und erhöht effektiv die Spannungsschwelle für die Entstehung von Ermüdungsrissen. Veröffentlichte Testdaten zeigen, dass kugelgestrahlte Inconel 718-Federn eine 30% bis 80% längere Ermüdungslebensdauer im Vergleich zu ungestrahlten Federn bei gleichem Spannungsniveau in umgekehrten Torsionstests erreichen. Für Federn, die mit mehr als 10⁶ Zyklen oder in Umgebungen mit Oberflächenangriffspotenzial betrieben werden, sollte das Kugelstrahlen als Standardverfahren festgelegt werden. Eine zweite Option ist das Elektropolieren, bei dem ca. 0,010 bis 0,025 mm von der Drahtoberfläche entfernt werden, wodurch maschinenbedingte Oberflächenschäden beseitigt und die Oberflächenrauheit auf Ra unter 0,2 Mikrometer reduziert wird. Elektropolieren verbessert die Korrosionsbeständigkeit und erhöht die Ermüdungslebensdauer (10% bis 20%) in korrosiven Umgebungen geringfügig. Quelle: AMS 2430; SAE J808; Fuchs und Stephens, Metal Fatigue in Engineering, Wiley, 2001.
8. Was ist der Kostenunterschied zwischen Federn aus Inconel 718 und Federn aus rostfreiem Stahl?
Kundenspezifische Federn aus Inconel 718 kosten in der Regel 8- bis 20-mal mehr als entsprechende Federn aus Edelstahl 302 und 3- bis 6-mal mehr als Federn aus Edelstahl 17-7 PH, wobei das genaue Verhältnis von der Federgröße, der Komplexität der Geometrie, der Stückzahl und der erforderlichen Zertifizierungsstufe abhängt. Der Kostenaufschlag spiegelt sowohl die höheren Materialkosten (Inconel 718-Draht kostet etwa $60 bis $100 pro Kilogramm gegenüber $4 bis $7 pro Kilogramm für Draht aus rostfreiem Stahl 302 unter den Marktbedingungen von 2025 bis 2026) als auch die höheren Herstellungskosten (langsameres Wickeln, häufigerer Werkzeugwechsel, obligatorische Wärmebehandlung, umfangreichere Inspektion) wider. Bei Hochtemperatur- oder Korrosionsanwendungen, bei denen Standardfedern innerhalb von Monaten bis zu einigen Jahren versagen, sind die Lebenszykluskosten von Inconel 718-Federn jedoch in der Regel niedriger. Eine Fallstudie aus einem Druckbegrenzungsventilprogramm eines Chemiewerks zeigte, dass Inconel 718-Federn 7 Jahre lang halten, während rostfreie 302-Federn im Durchschnitt nach 8 Monaten ausgetauscht werden, was zu einer Reduzierung der Lebenszykluskosten um 89% führt, obwohl der Anschaffungspreis 12 Mal höher ist. Die wirtschaftlichen Argumente für Inconel 718-Federn sind am überzeugendsten, wenn die Kosten für Ausfallzeiten, Sicherheit und Wartungsaufwand vollständig berücksichtigt werden. Quelle: MWalloys-Preisdaten; veröffentlichte MRO-Fallstudien für Chemieanlagen.
9. Können Federn aus Inconel 718 repariert oder wiederverwendet werden, nachdem sie ausgebaut wurden?
Inconel 718-Federn können manchmal nach einer maßlichen und mechanischen Prüfung nach dem Ausbau wiederverwendet werden, insbesondere bei Federn aus Anwendungen, bei denen die Betriebsbedingungen innerhalb des Auslegungsbereichs der Legierung lagen und keine Anzeichen von Überlast, Korrosionsschäden oder Ermüdungsrissen festgestellt wurden. Der Bewertungsprozess sollte Folgendes umfassen: Maßmessung (freie Länge, Außendurchmesser, Gleichmäßigkeit der Windungssteigung) anhand der Zeichnungstoleranzen; Sicht- und Farbeindringprüfung auf Oberflächenrisse oder Korrosionsschäden; Federrate und Belastungsprüfung bei einer bestimmten Testlänge; Härteprüfung, um zu bestätigen, dass der ausgehärtete Zustand beibehalten wurde; und Vergleich der gemessenen Eigenschaften mit den ursprünglichen Zertifizierungswerten. Federn, die eine Abweichung der Federrate von mehr als 3% von der ursprünglichen Spezifikation, Oberflächenrisse oder Anzeichen von Lochfraß aufweisen, sollten unabhängig von der sichtbaren strukturellen Unversehrtheit ersetzt und nicht wiederverwendet werden. Bei Federn aus sauren NACE-Anwendungen erfordert die Wiederverwendung in der Regel eine erneute Zertifizierung durch den ursprünglichen Hersteller, einschließlich einer erneuten Prüfung gemäß den Anforderungen der ursprünglichen Spezifikation. Eine erneute Alterung von Federn, die dem Betrieb ausgesetzt waren, ist im Allgemeinen nicht effektiv und wird nicht empfohlen, wenn nicht eine spezifische metallurgische Begründung von einem Werkstoffingenieur vorliegt. Quelle: SAE Spring Design Manual AE-21; MWalloys Richtlinien für technische Beratung.
10. Was ist der Unterschied zwischen Inconel 718 und Inconel X-750 für Federanwendungen?
Sowohl Inconel 718 als auch Inconel X-750 sind ausscheidungsgehärtete Nickelsuperlegierungen, die in Hochtemperaturfederanwendungen eingesetzt werden, jedoch unterschiedliche Leistungsprofile aufweisen. Inconel 718 erreicht durch seine kombinierte γ'' + γ'-Ausscheidung eine höhere Streckgrenze bei Raumtemperatur (mindestens 1.170 MPa gegenüber ca. 1.000 MPa für X-750 bei Standardalterung). + γ'-Ausscheidung eine höhere Raumtemperatur-Streckgrenze und bietet eine bessere Schweißbarkeit, eine umfassendere Eignung für den Einsatz im sauren Milieu gemäß NACE MR0175 und eine größere Verfügbarkeit von kommerziellem Draht. Inconel X-750 bietet eine bessere Kriech- und Relaxationsbeständigkeit bei Temperaturen über 650 °C, wo die γ''-Ausscheidung von Inconel 718 beginnt, sich aufzulösen. X-750 ist die bevorzugte Federlegierung für Gasturbinenanwendungen bei Temperaturen über 650 °C (Federteller für Kompressoren, Hochtemperaturfedern für Stellantriebe) und für Anwendungen, die einen längeren Einsatz bei 700 °C erfordern, wo Inconel 718 über 10.000 Stunden hinweg eine inakzeptable Relaxation aufweisen würde. X-750 wird auch im Inneren von Kernreaktoren verwendet (Federn für den Reaktorkern), wo seine Strahlungsstabilität in einigen speziellen Reaktorkonstruktionen umfassender charakterisiert wurde als die von Inconel 718. Zusammenfassend lässt sich sagen: Spezifizieren Sie Inconel 718 für Anwendungen unter 650°C, die eine NACE-Qualifizierung, eine hohe Streckgrenze oder eine umfangreiche Verfügbarkeit von Drahtabmessungen erfordern; spezifizieren Sie X-750 für einen dauerhaften Einsatz zwischen 650°C und 700°C, bei dem die Relaxationsbeständigkeit Vorrang hat. Quelle: Special Metals Corporation; AMS 5698; NUREG/CR-6244.
Zusammenfassung: Die wichtigsten Erkenntnisse aus Technik und Beschaffung
Kundenspezifische Inconel 718-Federn sind die technisch richtige und wirtschaftlich gerechtfertigte Wahl für jede Federanwendung, die Temperaturen über 200°C, korrosive chemische Umgebungen und sicherheitskritische oder langlebige Anforderungen kombiniert. Die einzigartige Kombination aus gleichbleibender Hochtemperatur-Streckgrenze (mindestens 860 MPa bei 650 °C), hervorragender Relaxationsbeständigkeit (2% bis 5% Lastverlust pro 1.000 Stunden bei 315 °C), breiter Korrosionsbeständigkeit und NACE MR0175-Qualifikation deckt die anspruchsvollsten Federeinsatzbedingungen in der Luft- und Raumfahrt, der Öl- und Gasindustrie sowie der chemischen Verarbeitung ab.
Die drei wichtigsten Entscheidungen, die über Erfolg oder Misserfolg der Inconel 718-Feder im Einsatz entscheiden, sind:
Zertifizierung der Materialien: Geben Sie UNS N07718, AMS 5662-Draht mit vollständiger EN 10204 3.1-Zertifizierung und Wärmeanalyse einschließlich aller angegebenen Elemente an. Akzeptieren Sie niemals Material ohne rückverfolgbare Dokumentation des Stickstoff- und Niobgehalts.
Disziplin der Wärmebehandlung: Verlangt die Alterung nach AMS 2774 mit einer Ofenqualifizierung nach AMS 2750 Klasse 2, verlangt Zeit-Temperatur-Ofentabellen für jedes Produktionslos und überprüft die erreichte Härte an fertigen Federn.
Auswahl der Designspannung: Verwenden Sie temperaturkorrigierte Schermodul- und Streckgrenzenwerte für die maximale Betriebstemperatur, wenden Sie den vollen Wahl-Korrekturfaktor an und begrenzen Sie die Arbeitsspannung auf die veröffentlichten temperaturabhängigen Zulässigkeitswerte - nicht auf Werte bei Raumtemperatur.
MWalloys liefert Inconel 718-Draht und -Stangenmaterial für die Federherstellung, bietet komplette Materialzertifizierungspakete an und berät Sie bei der Auswahl des Federwerkstoffs für Ihre spezifischen Temperatur-, Korrosions- und Lebensdaueranforderungen. Unser Bestand umfasst Drahtdurchmesser von 0,5 mm bis 12 mm und Stangenmaterial von 12 mm bis 100 mm mit sofortiger Verfügbarkeit der gängigsten Größen.
Referenzen:
- Special Metals Corporation. Technisches Bulletin SMC-045 für Inconel-Legierung 718. 2023.
- AMS 5662 Rev M: Nickel-Legierung, korrosions- und hitzebeständig, Stangen, Schmiedestücke und Ringe. SAE International.
- AMS 2774 Rev F: Wärmebehandlung, Teile aus Nickellegierungen und Kobaltlegierungen. SAE International.
- AMS 2750 Rev F: Pyrometrie. SAE International.
- AMS 2430 Rev S: Shot Peening, automatisch. SAE International.
- SAE Handbuch zur Federkonstruktion, AE-21, 2. SAE International, 1996.
- NACE MR0175 / ISO 15156, Teil 3. NACE International, Ausgabe 2015.
- ASTM B637: Standardspezifikation für ausscheidungshärtende Nickellegierungsstangen. ASTM International.
- Fuchs, H.O. und Stephens, R.I. Metal Fatigue in Engineering, 2nd Edition. Wiley, 2001.
- Shigley, J.E. et al. Mechanical Engineering Design, 10th Edition. McGraw-Hill, 2015.
- SPE Technical Paper 187215. Society of Petroleum Engineers, 2017.
- NUREG/CR-6244: Mechanistische Modelle für Relaxation und Bruch von Legierungen. NRC, 1994.
- Carpenter Technology Corporation. 17-7 PH Edelstahl Technisches Datenblatt. 2023.
- Sandvik Coromant. Technischer Leitfaden für die Bearbeitung von Nickellegierungen. 2023.
- API Standard 6A: Wellhead and Christmas Tree Equipment, 21. Ausgabe. API, 2018.



