Personalizzato Inconel 718 superano le molle standard in acciaio inossidabile e in acciaio al carbonio nel servizio ad alta temperatura, mantenendo il modulo elastico e la resistenza allo snervamento fino a 650°C, offrendo resistenza alla corrosione in ambienti con cloruri, H2S e acidi ossidanti, dove i materiali per molle standard si guastano in poche settimane. Le molle Inconel 718 mantengono la capacità di carico a temperature in cui l'acciaio inossidabile 302 perde da 40% a 60% della sua resistenza a temperatura ambiente, diventando così lo standard industriale per i controlli del carburante delle turbine a gas, per gli strumenti di completamento in foro, per i gruppi di valvole in servizio acido e per i sistemi di attuazione aerospaziali che richiedono stabilità dimensionale per oltre 50.000 cicli di carico.
Se il vostro progetto richiede l'uso di molle Inconel 718, potete contattateci per un preventivo gratuito.
Perché i materiali per molle standard falliscono laddove le molle in Inconel 718 hanno successo?
Questa domanda è al centro di ogni decisione sulle specifiche per le applicazioni di molle ad alta temperatura o corrosive, e la comprensione della risposta evita il costoso errore di sottospecificare. Abbiamo esaminato decine di casi di rottura di molle nei settori petrolifero e del gas, aerospaziale e chimico, e lo schema è sempre lo stesso: un materiale per molle standard, scelto per motivi di costo e di consegna, si comporta adeguatamente durante i test di qualificazione, ma si guasta in servizio entro una frazione della durata prevista.

I limiti fondamentali delle leghe per molle standard
Molle in acciaio al carbonio (filo musicale ASTM A228, ASTM A227): Questi materiali sono i cavalli di battaglia delle molle per applicazioni a temperatura ambiente e offrono un'elevata resistenza alla trazione (fino a 2.200 MPa per il filo musicale) e una buona durata a fatica in ambienti puliti e asciutti. I loro limiti sono severi e repentini: le molle in acciaio al carbonio iniziano a perdere le proprietà elastiche a partire da circa 120°C, e a 200°C la sollecitazione di lavoro ammissibile diminuisce da 20% a 30% rispetto alla temperatura ambiente. Qualsiasi esposizione all'umidità, all'acqua salata, agli acidi industriali o all'H2S provoca una rapida corrosione generale e per vaiolatura che dà inizio a cricche da fatica in corrispondenza dei pozzetti superficiali, portando alla rottura prematura per fatica sotto carico ciclico.
Molle in acciaio inox tipo 302/304 (ASTM A313): L'acciaio inossidabile 302, che rappresenta l'evoluzione standard dell'acciaio al carbonio per gli ambienti leggermente corrosivi, mantiene una resistenza adeguata fino a circa 260°C. Al di sopra di questa temperatura, la sollecitazione ammissibile diminuisce rapidamente: a 370°C, la sollecitazione di lavoro raccomandata è pari a circa 50% del valore a temperatura ambiente. Più criticamente, l'acciaio inossidabile 302/304 è suscettibile alla criccatura da tensocorrosione da cloruro (SCC) a temperature superiori a 60°C - una modalità di guasto che provoca un'improvvisa frattura fragile senza preavviso visivo ed è responsabile di guasti catastrofici alle molle degli scambiatori di calore, delle attrezzature offshore e degli attuatori delle valvole degli impianti chimici.
Molle in acciaio inox 17-7 PH (AMS 5678, condizione CH900): Con un significativo salto di qualità in termini di temperatura, il 17-7 PH mantiene proprietà elastiche utili fino a circa 370°C e resiste al cloruro SCC meglio dell'inossidabile 302. Tuttavia, la sua resistenza alla corrosione in ambienti acidi riducenti (HCl, H2S) e in acqua di mare al di sopra dei 40°C è insufficiente per molte applicazioni petrolifere e di gas, marine e di processo chimico. A 500°C, il 17-7 PH perde la maggior parte della sua resistenza per precipitazione.
Inconel 718 Molla Vantaggio in termini di prestazioni: L'Inconel 718 mantiene un carico di snervamento minimo di circa 1.000 MPa a 538°C e di circa 860 MPa a 650°C - valori che superano il carico di snervamento a temperatura ambiente della maggior parte degli acciai inossidabili per molle. La sua composizione di nichel-cromo-molibdeno garantisce una stabilità passiva del film nei cloruri, nell'H2S e nella maggior parte degli ambienti chimici industriali in cui gli acciai inossidabili austenitici falliscono. Questa combinazione di resistenza alle alte temperature e ampia resistenza alla corrosione definisce lo spazio applicativo in cui l'Inconel 718 non è semplicemente preferibile, ma veramente insostituibile.
Il costo reale dei guasti alle molle nei sistemi critici
I cedimenti delle molle nei comandi del carburante delle turbine a gas, nelle valvole di sicurezza in pozzo o nei sistemi di azionamento degli aerei non sono semplici eventi di manutenzione: sono potenziali incidenti di sicurezza con responsabilità e conseguenze operative che superano qualsiasi considerazione materiale sui costi. In casi documentati di operazioni di completamento di pozzi nel Mare del Nord, il cedimento di rondelle Belleville standard in acciaio inossidabile negli attuatori delle valvole di testa di pozzo ha causato la perdita di controllo del pozzo, richiedendo un intervento di emergenza con un costo superiore a $2,4 milioni per evento. La sostituzione con gruppi di molle in Inconel 718 qualificati secondo NACE MR0175 ha eliminato le recidive nella stessa popolazione di pozzi nel successivo periodo di monitoraggio di sette anni (pubblicato in SPE Technical Paper 187215, 2017).
Cosa rende l'Inconel 718 la lega per molle ottimale per il servizio ad alta temperatura?
La scelta dell'Inconel 718 in particolare - piuttosto che di altre superleghe al nichel - per le applicazioni a molla riflette una combinazione di profilo di proprietà meccaniche, stabilità metallurgica, resistenza alla corrosione e lavorabilità che nessuna lega concorrente è in grado di replicare pienamente.
Composizione e meccanismo di indurimento per precipitazione
L'Inconel 718 (UNS N07718, AMS 5662/5663/5664) raggiunge le sue eccezionali proprietà elastiche attraverso un doppio meccanismo di indurimento per precipitazione. La sua composizione nominale di circa 52% di nichel, 19% di cromo, 5,1% di niobio, 3,0% di molibdeno, 0,9% di titanio e 0,5% di alluminio (con bilanciamento del ferro) produce due fasi di precipitazione rinforzanti durante l'invecchiamento:
Precipitato gamma-doppio-prima (γ''): Ni3Nb tetragonale a corpo centrato, è la fase di rafforzamento principale dell'Inconel 718 e contribuisce per circa 75% - 80% alla risposta totale all'indurimento per precipitazione. Si forma durante la prima fase di invecchiamento a 720°C e produce l'elevato carico di snervamento (tipicamente da 1.100 a 1.240 MPa nel filo invecchiato) che consente elevate velocità di molla e capacità di carico in geometrie compatte.
Precipitato gamma-prime (γ'): FCC Ni3(Al,Ti), questa fase secondaria si forma durante la fase di invecchiamento a bassa temperatura a 620°C e integra il rafforzamento γ'' migliorando la resistenza allo scorrimento.
L'effetto combinato produce un materiale con una resistenza alla trazione a temperatura ambiente di circa 1.380 MPa e una resistenza allo snervamento di 1.170 MPa (minimo secondo AMS 5662) - valori che collocano il filo di Inconel 718 tra i materiali per molle a più alta resistenza disponibili in commercio.
Durezza a caldo e ritenzione del modulo elastico
Per le applicazioni a molla, la proprietà critica ad alta temperatura non è solo la resistenza, ma il mantenimento del modulo elastico (E) con la temperatura. La velocità della molla (k = Gd⁴/8D³n) dipende dal modulo di taglio G, che è correlato al modulo elastico attraverso il rapporto di Poisson. All'aumentare della temperatura, G diminuisce, riducendo il tasso di elasticità:
| Temperatura | Inconel 718 Modulo di taglio G | 302 SS Modulo di taglio G | 17-7 PH Modulo di taglio G |
|---|---|---|---|
| 25°C | 77,2 GPa | 69,0 GPa | 71,0 GPa |
| 200°C | 73,8 GPa | 63,5 GPa | 65,2 GPa |
| 315°C | 71,2 GPa | 59,0 GPa | 60,0 GPa |
| 425°C | 68,5 GPa | 53,8 GPa | 51,0 GPa |
| 540°C | 65,8 GPa | 47,5 GPa | Non applicabile |
| 650°C | 62,4 GPa | Non applicabile | Non applicabile |
Fonti: Dati tecnici di Special Metals Corporation Inconel 718; Manuale di progettazione delle molle SAE AE-21; Scheda tecnica di Carpenter Technology 17-7 PH.
Il vantaggio della conservazione del modulo dell'Inconel 718 - che conserva 81% del suo modulo di taglio a temperatura ambiente a 650°C, rispetto al 316L che conserva circa 69% a 425°C - significa che i progetti di molle in Inconel 718 mantengono le loro caratteristiche di carico-deflessione calcolate per tutto l'intervallo di temperature operative. Le molle standard in acciaio inox, a temperature elevate, possono perdere da 30% a 40% del loro tasso di elasticità progettato, creando variazioni di forza inaccettabili nelle applicazioni di attuazione di precisione e di sede delle valvole.
Resistenza al rilassamento: La proprietà specifica della molla
Il rilassamento delle sollecitazioni - la riduzione del carico della molla in condizioni di deflessione costante nel tempo a temperature elevate - è la proprietà più critica per le applicazioni di molle ad alta temperatura e quella più spesso trascurata nei processi di selezione delle leghe standard. Una molla che inizialmente soddisfa le specifiche di carico può rilassarsi da 20% a 30% entro 1.000 ore a temperatura elevata, causando perdite della valvola, perdita della forza di attuazione o riduzione del carico del morsetto al di sotto del minimo funzionale.
La resistenza dell'Inconel 718 al rilassamento da sforzo deriva dalla stabilità della sua fase γ'' precipitata a temperature fino a circa 650 °C. Dati di rilassamento pubblicati per molle elicoidali a compressione a 315°C:
- 302 SS: perdita di carico da 15% a 25% circa dopo 1.000 ore.
- 17-7 PH: perdita di carico da 8% a 15% circa dopo 1.000 ore.
- Inconel 718 (correttamente invecchiato): perdita di carico da 2% a 5% circa dopo 1.000 ore.
A 538°C (1.000°F), il confronto diventa più drammatico:
- 17-7 PH: non funzionale (resistenza insufficiente a questa temperatura).
- Inconel 718: perdita di carico da 4% a 8% circa dopo 1.000 ore.
Questa resistenza al rilassamento si traduce direttamente in intervalli di manutenzione più lunghi per i componenti in cui il carico della molla è fondamentale: attuatori di valvole, sistemi di controllo del carburante e meccanismi di bloccaggio critici per la sicurezza, in cui la perdita di carico al di sotto di un minimo specificato provoca un guasto funzionale.
Come vengono progettate e realizzate le molle personalizzate in Inconel 718?
La progettazione delle molle per Inconel 718 segue le stesse equazioni fondamentali di qualsiasi molla elicoidale, ma lo specifico profilo di proprietà del materiale - in particolare l'elevato modulo elastico, l'alta resistenza allo snervamento e la variazione del modulo di taglio con la temperatura - richiede un'attenta attenzione ai parametri di progettazione che a volte sono trattati come secondari per i materiali per molle standard.
Parametri fondamentali di progettazione delle molle
Velocità della molla (k):
k = Gd⁴ / (8D³n)
Dove:
- G = modulo di taglio dell'Inconel 718 alla temperatura di esercizio (GPa)
- d = diametro del filo (mm)
- D = diametro medio della bobina (mm)
- n = numero di bobine attive
Per una progettazione accurata a temperature elevate, G deve essere il valore alla massima temperatura di esercizio, non a temperatura ambiente. Utilizzando G a temperatura ambiente per calcolare la velocità della molla per un'applicazione a 500°C, si otterrà una molla più morbida di circa 15% - 20% rispetto alla temperatura di esercizio, un errore significativo per i sistemi di attuazione di precisione.
Indice di primavera (C):
C = D/d
L'indice della molla è il fattore principale che controlla la producibilità della molla e la concentrazione delle sollecitazioni. Per le molle in Inconel 718, l'indice di elasticità raccomandato va da 4 a 12:
- C inferiore a 4: difficile da avvolgere, elevata sollecitazione dell'utensile, potenziale criccatura del filo durante la formatura
- C superiore a 12: molla incline ad aggrovigliarsi, stabilità laterale ridotta, difficoltà a mantenere tolleranze strette
Fattore di correzione Wahl (Kw):
Kw = (4C - 1)/(4C - 4) + 0,615/C
Questo fattore tiene conto della concentrazione delle sollecitazioni sulla superficie interna della bobina e degli effetti della curvatura. Per le molle in Inconel 718 che operano ad alti livelli di stress, il fattore Wahl è critico perché la minore duttilità del materiale rispetto all'acciaio inossidabile austenitico comporta una minore ridistribuzione plastica delle concentrazioni di stress. I progettisti di molle dovrebbero applicare l'intera correzione Kw senza riduzioni.
Sollecitazione massima di lavoro:
τmax = Kw × 8PD / (πd³)
Dove P = carico applicato (N) e tutte le dimensioni in mm.
Per le molle di Inconel 718 in servizio ad alta temperatura, la sollecitazione massima di lavoro raccomandata è:
- Sotto i 315°C: da 45% a 50% di UTS (tipicamente da 620 a 690 MPa)
- Da 315°C a 480°C: Da 38% a 42% di UTS a temperatura
- Da 480°C a 650°C: 32% a 36% di UTS alla temperatura
Questi limiti di sollecitazione di lavoro incorporano un margine di sicurezza contro il rilassamento, la fatica e la corrosione da sforzo in ambienti difficili.
Calcoli dell'altezza e della deflessione dei solidi
Una considerazione specifica per la progettazione del filo per molle ad alta lega è che il modulo più elevato dell'Inconel 718 rispetto all'acciaio inossidabile standard significa che, a parità di diametro del filo e di geometria della bobina, la molla sarà più rigida, consentendo progetti più compatti ma richiedendo calcoli precisi per evitare lo scontro della bobina alla massima deflessione.
Altezza solida: Hs = n × d (bobine totali × diametro del filo)
Deviazione massima verso il solido: δmax = (Hs_lunghezza libera - Hs_solido) × 0,85 (tolleranza di scontro 15% raccomandata per Inconel 718)
Correzione della lunghezza libera per la temperatura: A 650°C, l'espansione termica dell'Inconel 718 (coefficiente di circa 13,0 μm/m-°C) estende la lunghezza libera di circa 0,8% - un fattore che deve essere incorporato nel calcolo dell'altezza del solido per evitare che la bobina si scontri alla temperatura di esercizio causando un'incastonatura permanente.
Rondella Belleville (molla a tazza) Specifiche di progettazione
Le rondelle Belleville in Inconel 718 rappresentano una parte significativa delle applicazioni di molle ad alta temperatura, grazie alla loro elevata capacità di carico in uno spazio assiale compatto. Parametri chiave di progettazione:
| Parametro | Gamma tipica | Considerazioni sul design |
|---|---|---|
| Diametro esterno (OD) | Da 6 mm a 300 mm | OD più grande: sollecitazione inferiore per unità di carico |
| Diametro interno (ID) | 0,4-0,5 × OD tipico | Rapporti standard ANSI B27.6 |
| Spessore (t) | Da 0,5 mm a 12 mm | Capacità di carico degli azionamenti |
| Altezza del cono (h) | Da 0,3t a 2,5t | Il rapporto h/t determina la linearità carico-deflessione |
| h/t ratio | Da 0,3 a 1,5 | h/t 1,4: progressivo poi regressivo |
| Disposizioni di impilamento | Serie, parallelo o combinazione | In serie: maggiore deflessione; in parallelo: maggiore carico |
Il calcolo delle sollecitazioni per le rondelle Belleville secondo la norma DIN 2093 utilizza un rapporto di Poisson pari a 0,29 per l'Inconel 718 a temperatura ambiente, che si riduce a circa 0,28 a 600°C.
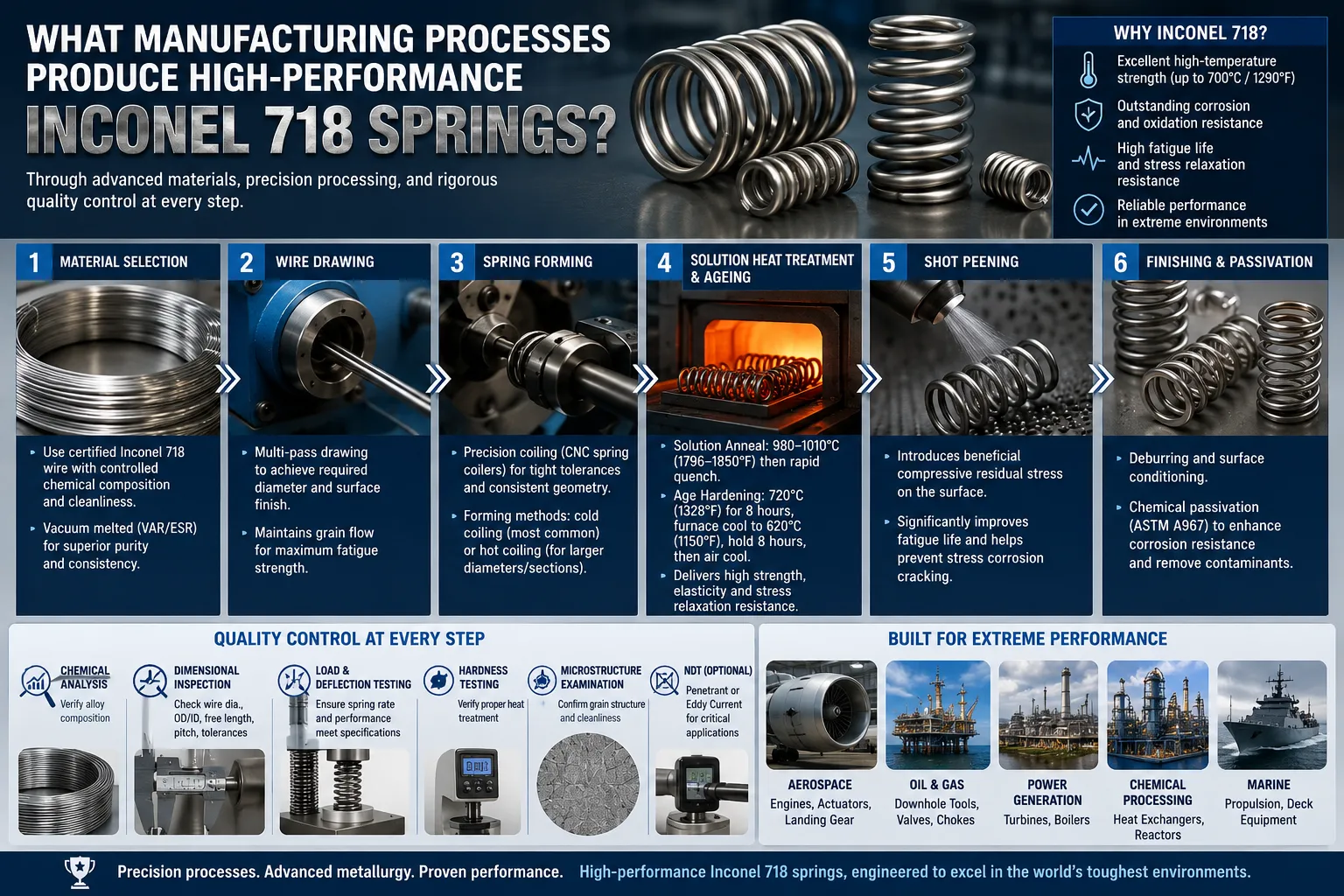
Quali processi produttivi producono molle Inconel 718 ad alte prestazioni?
La produzione di molle in Inconel 718 richiede attrezzature e controlli di processo superiori a quelli utilizzati per gli acciai per molle standard. L'alto tasso di incrudimento della lega, l'elevato carico di snervamento allo stato ricotto (circa 550-650 MPa prima dell'invecchiamento) e la sensibilità ai danni superficiali causati da utensili abrasivi richiedono adattamenti specifici per la produzione.
Trafilatura del filo: Ottenere un diametro e una qualità di superficie costanti
Il filo di Inconel 718 per molle è prodotto mediante trafilatura a freddo a più passaggi di barre laminate a caldo attraverso matrici in carburo di tungsteno, con ricottura intermedia tra i passaggi di trafilatura per ripristinare la duttilità. Il diametro standard del filo per le applicazioni a molla va da 0,5 mm a 12 mm, con fili trafilati di precisione disponibili a partire da 0,1 mm per le molle per strumenti.
Tolleranza del diametro: Il filo di Inconel 718 trafilato a freddo per molle è conforme alle specifiche AMS 5662, con tolleranze di diametro di ±1% o ±0,025 mm (a seconda di quale sia il valore maggiore) per la produzione standard. Il filo per molle di precisione può essere prodotto con tolleranze di diametro di ±0,5% per applicazioni critiche.
Stato della superficie: La superficie del filo deve essere priva di giunture, pieghe, buchi e scaglie, ognuno dei quali agisce come sito di innesco della fatica. Il filo per molle di alta qualità viene prodotto in condizioni di superficie rettificata o lucidata, con una rugosità superficiale generalmente inferiore a Ra 0,8 micron. L'ispezione del filo in entrata per la produzione di molle dovrebbe includere il test a correnti parassite 100% secondo la norma ASTM E 244 per rilevare le discontinuità superficiali e prossime alla superficie.
Resistenza alla trazione del filo elastico prima dell'invecchiamento: Il filo di Inconel 718 trafilato e ricotto raggiunge in genere una resistenza alla trazione di 1.000-1.150 MPa prima dell'indurimento per invecchiamento. Dopo il trattamento standard di doppio invecchiamento, la resistenza alla trazione aumenta a 1.310-1.450 MPa - l'intervallo di resistenza di lavoro per i calcoli di progettazione delle molle.
Avvolgimento CNC: Avvolgimento a freddo e avvolgimento a caldo
Avvolgimento a freddo dell'Inconel 718 viene eseguita allo stato ricotto (trattato in soluzione) prima dell'indurimento per invecchiamento, utilizzando macchine per l'avvolgimento di molle a controllo numerico con regolazione servoassistita del passo e del diametro della bobina. Il carico di snervamento del materiale ricotto, pari a circa 550-650 MPa, è sufficientemente basso da poter essere avvolto a freddo su attrezzature di avvolgimento standard con opportune modifiche agli utensili.
Considerazioni chiave sul processo di avvolgimento a freddo per l'Inconel 718:
- L'usura degli utensili è da 3 a 5 volte superiore a quella dell'acciaio inossidabile 302, a causa della maggiore resistenza e abrasività dell'Inconel 718.
- I materiali del mandrino e dell'asta richiedono acciaio da utensili temprato o carburo per le corse prolungate.
- Il ritorno elastico del diametro della bobina è da 8% a 15% circa superiore a quello dell'acciaio inossidabile 302, il che richiede una compensazione nella configurazione degli utensili.
- L'uniformità del passo deve essere più stretta rispetto alle molle standard, perché il trattamento termico di invecchiamento post-avvolgimento viene eseguito nella geometria finale dell'avvolgimento e non può essere corretto successivamente
Avvolgimento a caldo di Inconel 718 in barre (con diametro del filo superiore a 12 mm) viene eseguita a 980°C - 1.100°C utilizzando il riscaldamento a resistenza o in forno. L'avvolgimento a caldo consente diametri del filo più grandi e indici di molla più stretti rispetto all'avvolgimento a freddo. Dopo l'avvolgimento a caldo, la molla deve essere ricotta in soluzione prima dell'invecchiamento per ripristinare la microstruttura ottimale - il processo di avvolgimento a caldo precipita parzialmente la fase delta che deve essere dissolta prima che il trattamento di invecchiamento produca una precipitazione γ'' ottimale.
Configurazioni finali e operazioni secondarie
Le molle Inconel 718 personalizzate sono prodotte con configurazioni terminali su misura per l'applicazione specifica:
Estremità della molla a compressione: Chiuso e rettificato (il più comune per le applicazioni di precisione), chiuso non rettificato, aperto o conico/coda per le applicazioni ad alta temperatura dove la rettifica può introdurre danni superficiali che riducono la durata a fatica.
Estremità della molla di estensione: Gancio a macchina, gancio a croce, gancio laterale o anello completo. Le molle di estensione in Inconel 718 comportano una concentrazione di sollecitazioni aggiuntive in corrispondenza della transizione gancio-bobina, che devono essere incorporate nel calcolo delle sollecitazioni di progetto.
Estremità della molla di torsione: Torsione diritta, gancio corto al centro, gancio lungo al centro o configurazioni di bracci personalizzate. Le molle di torsione richiedono un controllo preciso dell'angolo del braccio nella condizione di avvolgimento, tenendo conto della variazione angolare durante il trattamento termico di invecchiamento.
Tranciatura e formatura di rondelle Belleville: Le rondelle Belleville sono stampate da lastre di Inconel 718 (tipicamente laminate a freddo, in condizioni di ricottura secondo AMS 5596) utilizzando stampi di precisione, quindi formate in stampi progressivi per ottenere l'altezza del cono e la tolleranza di planarità specificate.
La pallinatura (secondo gli standard SAE J808 e AMS 2430) viene applicata alle molle di Inconel 718 in applicazioni di fatica impegnative: attuazione aerospaziale, valvole di compressori alternativi e molle di strumenti di perforazione ad alto ciclo. La pallinatura introduce tensioni residue di compressione sulla superficie del filo a una profondità di circa 0,25 mm - 0,40 mm, prolungando la vita a fatica da 20% a 80% a seconda del rapporto di sollecitazione dell'applicazione e della modalità di carico (Fuchs, H.O. e Stephens, R.I.), Fatica dei metalli in ingegneria, Wiley, 2001).
In che modo il trattamento termico determina le prestazioni della molla Inconel 718?
Il trattamento termico delle molle in Inconel 718 è probabilmente l'aspetto tecnicamente più critico e più comunemente mal gestito della produzione di molle personalizzate. Abbiamo visto molle di diversi fornitori invecchiate in modo errato - ottenendo solo da 60% a 70% della resistenza allo snervamento specificata a causa di una deviazione della temperatura o di un tempo di immersione inadeguato - e consegnate ai clienti con controlli dimensionali superati, ma con test di carico e velocità della molla falliti. La comprensione della scienza del trattamento termico è essenziale sia per i produttori che per i tecnici dell'approvvigionamento.
Ricottura in soluzione: Stabilire la microstruttura di partenza
Prima di procedere all'indurimento per invecchiamento, i fili o le molle a spirale di Inconel 718 devono trovarsi nella condizione corretta di ricottura in soluzione, con tutte le fasi di rinforzo dissolte nella matrice austenitica. La temperatura di ricottura in soluzione è compresa tra 980°C e 1.010°C per 1 ora (per fili e sezioni sottili), seguita da un rapido raffreddamento (spegnimento ad acqua per le sezioni più grandi, raffreddamento ad aria per fili e strisce sottili).
L'importanza dell'intervallo di temperatura di ricottura in soluzione: al di sotto dei 980°C, la fase delta (Ni3Nb, ortorombica, non rinforzante) può non dissolversi completamente, lasciando meno niobio disponibile per la precipitazione di γ'' durante l'invecchiamento e riducendo il carico di snervamento raggiunto da 50 a 150 MPa. Al di sopra dei 1.010°C, si verifica una crescita dei grani che riduce la durata a fatica (una dimensione dei grani superiore a ASTM 6 è correlata a una ridotta resistenza all'innesco di cricche a fatica in applicazioni ad alto ciclo).
Per le molle avvolte a freddo in condizione di ricottura, la ricottura in soluzione viene tipicamente eseguita sul filo prima dell'avvolgimento e la molla avvolta subisce solo il trattamento di invecchiamento dopo l'avvolgimento. Questa sequenza richiede un preciso monitoraggio della storia termica del filo.
Il trattamento standard di doppio invecchiamento (AMS 2774)
Il trattamento di tempra standard per le molle in Inconel 718 segue i requisiti AMS 2774:
Fase 1: 720°C (1.325°F) per 8 ore, raffreddamento del forno a 55°C/ora (100°F/ora) fino a 620°C.
Fase 2: Mantenere a 620°C (1.150°F) per altre 8 ore, quindi raffreddare all'aria a temperatura ambiente.
Questo trattamento a due fasi produce la microstruttura combinata γ'' + γ' precipitato microstruttura che raggiunge:
- Resistenza alla trazione: minimo 1.380 MPa (200 ksi)
- Resistenza allo snervamento (offset 0,2%): 1.170 MPa (170 ksi) minimo
- Allungamento: 12% minimo
La precisione del controllo della temperatura è fondamentale: L'invecchiamento a 730°C invece che a 720°C per la prima fase può ridurre la resistenza allo snervamento di 80-120 MPa quando inizia l'invecchiamento eccessivo. La stagionatura a 710°C produce una precipitazione γ'' incompleta, che lascia da 50 a 100 MPa di potenziale resistenza allo snervamento non realizzata. Le specifiche di processo dovrebbero richiedere un'uniformità di temperatura di ±5°C (±10°F) nell'intera zona di lavoro del forno, verificata mediante un'indagine con termocoppia secondo AMS 2750.
Considerazioni sul trattamento termico specifico per le molle
Impostazione del carico dopo l'invecchiamento: Le molle ad alta temperatura per applicazioni di valvole di precisione vengono sottoposte a taratura del carico (detta anche "preregolazione" o "rimozione del set") subito dopo l'invecchiamento. La molla viene compressa fino a raggiungere un'altezza quasi solida a temperatura ambiente, il che introduce una benefica tensione residua di compressione nella sezione trasversale del filo ed elimina il rapido rilassamento iniziale che altrimenti si verificherebbe durante i primi cicli termici in servizio. Le molle con fissaggio a carico mostrano circa 50% in meno di rilassamento iniziale durante le prime 100 ore a temperatura d'esercizio rispetto alle molle senza fissaggio (SAE Spring Design Manual, AE-21, 2a edizione).
Rilievo delle sollecitazioni dopo l'avvolgimento (per molle avvolte a freddo in filo invecchiato): Se le molle sono avvolte da fili di Inconel 718 preinvecchiati, una distensione a bassa temperatura a 400°C - 425°C per 1 ora rimuove le tensioni residue indotte dall'avvolgimento senza ridurre significativamente le proprietà indurite dall'età (la riduzione del carico di snervamento è in genere inferiore a 3%).
Atmosfera della fornace: L'invecchiamento deve essere eseguito in atmosfera controllata (gas inerte, vuoto o aria secca pulita) per evitare l'ossidazione superficiale che comprometterebbe la durata a fatica e la successiva ispezione. Livelli di ossigeno superiori a circa 20 ppm a 720°C possono produrre sul filo di Inconel 718 una scaglia di ossido di spessore sufficiente a innescare cricche da fatica all'interfaccia scaglia-metallo.
| Fase di trattamento termico | Temperatura | Tempo | Raffreddamento | Risultato della proprietà |
|---|---|---|---|---|
| Ricottura in soluzione | 980-1,010°C | 1 ora/25 mm | Rapido (acqua/aria) | Precipitati disciolti, ASTM 5-8 grani |
| Prima età | 720°C | 8 ore | Raffreddamento del forno a 620°C a 55°C/ora | Inizio delle precipitazioni 'γ |
| Seconda età | 620°C | 8 ore | Raffreddamento ad aria | completamento γ'' + precipitazione γ' |
| Sollievo dallo stress (opzionale) | 400-425°C | 1 ora | Raffreddamento ad aria | Riduzione dello stress residuo |
| Impostazione del carico | Temperatura ambiente | Un ciclo di compressione | N/D | Sollecitazione residua benefica preimpostata |
Quali sono le caratteristiche di vita a fatica e di durata del ciclo?
Le prestazioni a fatica sono il fattore principale che limita la vita delle molle in applicazioni dinamiche - valvole di compressori alternativi, sistemi di alimentazione dei motori, meccanismi di attuazione e strumenti di perforazione che operano con cicli ripetuti di reintegro e rilascio. La comprensione del comportamento a fatica dell'Inconel 718 consente agli ingegneri di specificare le giuste dimensioni del filo, il livello di sollecitazione della molla e le condizioni della superficie per soddisfare gli obiettivi di durata del ciclo richiesti.
Dati della curva S-N per il filo elastico Inconel 718
Dati pubblicati sulla fatica del filo di Inconel 718 in condizioni di flessione e torsione rotante (gli stati di sollecitazione più rilevanti per le applicazioni delle molle):
Fatica della trave rotante (R = -1, completamente invertita):
- 10⁶ cicli limite di resistenza: circa 620-690 MPa
- Limite di resistenza a 10⁷ cicli: da 550 a 620 MPa circa.
- Rapporto tra limite di resistenza e UTS: da 0,45 a 0,50 circa.
Fatica torsionale (rilevante per le molle elicoidali a compressione):
- Limite di resistenza a 10⁶ cicli: circa 380 - 420 MPa (sollecitazione di taglio)
- Limite di resistenza a 10⁷ cicli: da 340 a 380 MPa circa.
Questi valori si applicano a fili lisci e privi di danni superficiali in condizioni di invecchiamento completo. Qualsiasi danno superficiale (segni di rettifica, vaiolatura, cuciture o scaglie di ossido) riduce il limite di fatica effettivo da 20% a 50%, a seconda della profondità e della geometria della discontinuità.
Diagramma di Goodman modificato per la progettazione di molle
L'analisi della fatica a molla utilizza il diagramma di Goodman modificato, tracciando lo sforzo di taglio medio (τm) rispetto allo sforzo di taglio alternato (τa) con il limite di rottura definito da:
τa/τe + τm/UTS = 1
Dove τe = limite di resistenza alla torsione e UTS = carico di rottura (convertito in taglio da × 0,577 per la sollecitazione di taglio).
Per le molle di Inconel 718 a temperatura ambiente con una durata di 10⁷ cicli:
- Sollecitazione media ammissibile: 550 MPa massimo
- Sollecitazione alternata consentita: 350 MPa massimo
- Combinato: il punto di lavoro deve essere al di sotto della linea Goodman.
A 538°C, il diagramma di Goodman si sposta a causa della riduzione della UTS e del limite di resistenza, richiedendo un ricalcolo con le proprietà del materiale corrette per la temperatura.
Effetto dell'ambiente sulla durata a fatica
Gli ambienti corrosivi riducono la vita a fatica attraverso l'azione combinata di sollecitazioni meccaniche e attacchi chimici all'estremità della cricca - un fenomeno chiamato fatica da corrosione. Per molle in Inconel 718 in ambienti di servizio comuni:
| Ambiente | Riduzione della vita a fatica rispetto all'aria | Implicazioni pratiche |
|---|---|---|
| Aria, ambiente | Riferimento (1.0x) | Base del progetto |
| Atmosfera di azoto | 1,0-1,1x (leggero miglioramento) | Protezione da gas inerte vantaggiosa |
| Acqua di mare (3,5% NaCl) | 0.60-0.80x | 20-40% riduzione della vita utile; utilizzare il margine di progettazione |
| H2S (servizio acido, NACE) | 0.50-0.70x | Riduzione significativa; è necessario il materiale qualificato NACE |
| Salamoia satura di CO2 | 0.65-0.80x | Condizioni comuni nei campi petroliferi |
| Vapore (saturo, 300°C) | 0.75-0.90x | Servizio centrale elettrica |
| Atmosfera ossidante (>500°C) | 0.70-0.85x | L'ossidazione superficiale accelera la fatica |
Fonte: Dati di fatica Special Metals Corporation; documenti tecnici NACE International; Shigley's Mechanical Engineering Design, McGraw-Hill.
I dati sulla fatica da corrosione rafforzano il motivo per cui una corretta selezione della lega, piuttosto che affidarsi alla resistenza alla corrosione dell'Inconel 718, deve essere combinata con livelli di sollecitazione appropriati per ottenere una durata di ciclo target in ambienti aggressivi.

Quali industrie e applicazioni richiedono molle Inconel 718 personalizzate?
Lo spazio applicativo delle molle in Inconel 718 è definito da due requisiti simultanei: temperature superiori a 200°C e/o ambienti chimici in cui gli acciai per molle standard si corrodono in modo inaccettabile. Quando entrambe le condizioni si verificano insieme, l'Inconel 718 è in genere l'unica opzione pratica tra le leghe per molle commerciali standard.
Applicazioni aerospaziali e turbine a gas
Molle della valvola di controllo del carburante: Le valvole di misurazione del carburante delle turbine a gas compiono migliaia di cicli per ora di volo a temperature del carburante comprese tra 150°C e 250°C, a contatto con carburante per jet contenente tracce di acqua e composti di zolfo. Le molle in Inconel 718 mantengono una forza di misurazione del carburante costante per oltre 50.000 ore di funzionamento. L'alternativa - molle 17-7 PH - mostra prestazioni iniziali accettabili, ma sviluppa un rilassamento da 10% a 15% entro 5.000 ore alla temperatura del carburante di 250°C, causando una deviazione del rapporto carburante/aria che influisce sull'efficienza del motore e sulla conformità alle emissioni.
Molle di ritorno dell'attuatore: Le molle degli attuatori di controllo del volo nella sezione di coda degli aerei ad alte prestazioni raggiungono temperature di picco comprese tra 200°C e 400°C a causa della vicinanza agli scarichi dei motori durante i profili di volo supersonici. Le specifiche dei velivoli militari, tra cui MIL-HDBK-5, indicano l'Inconel 718 come il materiale preferito per queste applicazioni.
Molle del meccanismo del carrello di atterraggio: Sebbene la temperatura sia moderata nelle applicazioni dei carrelli di atterraggio, la combinazione di compatibilità con i fluidi idraulici, la corrosione da nebbia salina nelle operazioni di aeromobili marini e gli elevati requisiti di durata (in genere 100.000 cicli) rendono l'Inconel 718 lo standard per le molle di bloccaggio e chiusura dei carrelli di atterraggio critici.
Applicazioni in foro per petrolio e gas
Molle per valvole di sicurezza (SCSSV e SSCSV): Le valvole di sicurezza per la protezione dell'integrità del pozzo sono caricate a molla in posizione chiusa e si aprono contro la forza della molla quando viene applicata la pressione di esercizio. Queste molle funzionano a temperature del pozzo comprese tra 150°C e 250°C a contatto con fluidi prodotti contenenti H2S, CO2 e alte concentrazioni di cloruro. La qualifica NACE MR0175/ISO 15156 è obbligatoria e l'Inconel 718 allo stato ricotto (o invecchiato fino a una durezza inferiore a 40 HRC) è specificamente elencato come materiale qualificato per queste molle in servizio acido.
Molle della valvola di controllo della pressione: Le molle delle valvole di strozzamento e dei regolatori di pressione nelle apparecchiature per teste di pozzo ad alta pressione operano a pressioni fino a 140 MPa (20.000 psi) e a temperature fino a 177°C a contatto con fluidi prodotti acidi. La molla deve mantenere una pressione di rottura costante (entro ±3% dal punto di regolazione) per i 25 anni di vita della valvola, un requisito che elimina tutti i materiali standard delle molle.
Molle degli utensili di completamento: Packers, bridge plugs e liner hangers utilizzano molle a scorrimento e molle di energizzazione delle tenute che si dispiegano alla profondità e alla temperatura del pozzo in un'unica operazione. Queste molle devono immagazzinare energia sufficiente durante il rodaggio e rilasciarla in modo affidabile durante l'assestamento, richiedendo un'elevata densità di immagazzinamento dell'energia elastica che l'Inconel 718, con il suo elevato carico di snervamento, è in grado di fornire.
Strumenti di misurazione durante la perforazione (MWD): Le molle di ritenzione dei moduli elettronici, le molle del centralizzatore e le molle di montaggio dei sensori negli strumenti MWD sono soggette a temperature del fluido di perforazione comprese tra 150°C e 180°C e a carichi d'urto compresi tra 50g e 200g durante le vibrazioni delle corde di perforazione. La combinazione di temperature, carichi d'urto e l'esposizione a fanghi di perforazione contenenti H2S e cloruri definiscono un ambiente applicativo in cui l'Inconel 718 è essenzialmente l'unico materiale per molle praticabile.
Trattamento chimico e applicazioni industriali
Molle della valvola di sicurezza: Le valvole di sicurezza API 526 negli impianti chimici che trattano acidi, sostanze organiche clorurate o idrocarburi ad alta temperatura richiedono molle che mantengano la pressione di taratura entro ±3% durante l'intervallo di ispezione di 4-8 anni della valvola. Le molle delle valvole di sicurezza standard in acciaio inox 302 mostrano una deriva del set-point da 5% a 15% nel servizio chimico a temperature superiori a 150°C, superando i requisiti del codice API e creando guasti alla protezione dalla sovrapressione. Le molle in Inconel 718 mantengono il set point entro 2% in intervalli di 8 anni nei registri di servizio degli impianti petrolchimici.
Molle del fascio tubiero dello scambiatore di calore: Gli scambiatori di calore a testa flottante utilizzano molle per mantenere il posizionamento del fascio tubiero e prevenire le vibrazioni indotte dal flusso. A temperature di processo comprese tra 300°C e 450°C, a contatto con i fluidi di processo, le molle in Inconel 718 mantengono la loro forza di posizionamento per intervalli di servizio da 10 a 20 anni senza necessità di sostituzione.
Apparecchiature industriali a vite e di estrusione Molle: Nei sistemi di bloccaggio dei barili degli estrusori, nei morsetti di assemblaggio delle matrici e nei meccanismi di cambio dei vagli, le molle che operano a temperature comprese tra 200°C e 400°C a contatto con i vapori di fusione dei polimeri (compreso l'HCl derivante dalla degradazione del PVC) mostrano una durata notevolmente superiore con l'Inconel 718 rispetto agli acciai per molle ad alta temperatura standard. In particolare, le molle di bloccaggio della matrice che mantengono la pressione di appoggio della faccia della matrice devono mantenere una forza costante per tutta la durata della produzione: la perdita di carico dovuta al rilassamento delle molle standard causa perdite nella linea di separazione della matrice e difetti nell'estruso che richiedono costose interruzioni della produzione per la sostituzione della molla.
Energia nucleare e applicazioni energetiche
Molle dell'asta di controllo del reattore: Le molle del meccanismo di azionamento dell'asta di controllo dei reattori nucleari operano nell'acqua di raffreddamento del reattore a 290°C - 330°C in condizioni di irraggiamento continuo. L'infragilimento da radiazioni colpisce molti materiali per molle, ma la composizione ricca di nichel dell'Inconel 718 mostra un indurimento indotto dalle radiazioni relativamente moderato rispetto alle leghe a base di ferro, mantenendo una duttilità adeguata per periodi di licenza del reattore da 40 a 60 anni (NUREG/CR-6244, NRC, 1994).
Molle per valvole nel servizio a vapore ad alta temperatura: Le valvole principali di isolamento del vapore e le valvole del sistema di raffreddamento del reattore utilizzano molle in Inconel 718 certificate in base ai requisiti della normativa nucleare ASME N-5. Le molle devono dimostrare di funzionare anche dopo eventi sismici di base, un requisito che richiede un'elevata resistenza e il mantenimento della duttilità dopo l'invecchiamento termico.
Come si comportano le prestazioni della molla Inconel 718 rispetto alle leghe ad alta temperatura concorrenti?
L'Inconel 718 non è l'unica lega per molle ad alta temperatura: capire dove i materiali alternativi sono superiori, paragonabili o inferiori impedisce di andare oltre le specifiche e di andare sotto le specifiche.
Tabella comparativa delle proprietà
| Proprietà | Inconel 718 (invecchiato) | Inconel X-750 (invecchiato) | Waspaloy (invecchiato) | Elgiloy (Co-Cr-Ni) | Hastelloy C-276 |
|---|---|---|---|---|---|
| UTS (temperatura ambiente) | 1.380 MPa | 1.240 MPa | 1.380 MPa | 2.000 MPa (filo) | 690 MPa |
| Resistenza allo snervamento (temperatura ambiente) | 1.170 MPa | 1.000 MPa | 1.170 MPa | 1.480 MPa | 310 MPa |
| Temperatura massima di servizio della molla | 650°C | 700°C | 750°C | 370°C | 480°C |
| Modulo di taglio (25°C) | 77,2 GPa | 76,0 GPa | 80,0 GPa | 84,0 GPa | 81,0 GPa |
| Resistenza al cloruro SCC | Eccellente | Buono | Buono | Eccellente | Eccezionale |
| H2S/Servizio Acido (NACE) | Qualificato | Limitato | Non elencato | Richiede un test | Non elencato |
| Saldabilità | Eccellente | Buono | Fiera | Fiera | Eccellente |
| Indice di costo relativo | 1.0x | 0.9x | 1.4x | 1.8x | 1.6x |
| Disponibilità di trafilatura | Eccellente | Buono | Limitato | Buono | Limitato |
| Specifiche AMS | AMS 5662/5663 | AMS 5698 | AMS 5709 | AMS 5833 | N/D |
Fonti: Special Metals Corporation; Carpenter Technology; Elgiloy Specialty Metals; Manuale di progettazione delle molle SAE AE-21.
Quando scegliere leghe alternative all'Inconel 718
Inconel X-750: Per le applicazioni al di sopra dei 650°C, dove il precipitato γ'' dell'Inconel 718 inizia a dissolversi, l'X-750 offre una migliore resistenza allo scorrimento fino a 700°C. Tuttavia, il filo X-750 è meno comunemente disponibile in piccoli diametri e la sua saldabilità è inferiore a quella dell'Inconel 718. Per le molle nelle sezioni calde delle turbine a gas al di sopra dei 650°C, l'X-750 è l'aggiornamento appropriato.
Elgiloy (AMS 5833): Nelle applicazioni che richiedono la massima densità di energia della molla a temperatura ambiente o moderata (fino a 370°C) in ambienti corrosivi, l'eccezionale resistenza alla trazione dell'Elgiloy (fino a 2.000 MPa in filo trafilato a freddo) consente di realizzare molle più compatte rispetto all'Inconel 718. L'Elgiloy è la scelta preferita per le molle per orologi, molle per dispositivi medici e molle per strumenti ultracompatti dove le dimensioni sono il vincolo principale.
Hastelloy C-276: Quando la modalità di guasto dominante è la corrosione piuttosto che il rilassamento da sforzo o l'alta temperatura, e l'ambiente di servizio comprende acidi altamente ossidanti o riducenti che attaccano l'Inconel 718 a tassi misurabili, l'Hastelloy C-276 offre una protezione dalla corrosione superiore. Tuttavia, il C-276 non può essere indurito per età fino a raggiungere gli snervamenti necessari per le applicazioni con molle ad alto carico e viene generalmente limitato a configurazioni di molle a carico leggero o a onda.
MP35N (lega multifase): Per ottenere il massimo carico di snervamento combinato con una buona resistenza alla corrosione (fino a circa 260°C), il filo MP35N raggiunge carichi di rottura superiori a 1.900 MPa in condizioni di trafilatura a freddo senza indurimento per precipitazione. Viene utilizzato in applicazioni di cavi ad alta resistenza, molle per strumenti e dispositivi medici in cui non è necessario il vantaggio dell'Inconel 718 in termini di temperatura.
Quali sono le dimensioni standard, le tolleranze e le capacità di personalizzazione?
La produzione di molle personalizzate in base alle specifiche del cliente è il modello di business principale per le molle in Inconel 718 - la richiesta di parametri geometrici e prestazionali specifici richiede una collaborazione ingegneristica tra il produttore di molle e l'ingegnere progettista.
Gamma di diametri dei fili standard e disponibilità
| Gamma di diametri dei fili | Disponibilità | Tolleranza (AMS 5662) | Superficie tipica |
|---|---|---|---|
| 0,10 - 0,50 mm | Limitato; fornitori specializzati | ±1,5% | Disegno luminoso |
| 0,50 - 2,00 mm | Buona disponibilità di magazzino | ±1,0% | Trafilato lucido o rettificato |
| 2,00 - 6,00 mm | Eccellente stock | ±0,8% | Trafilato lucido o rettificato senza centri |
| 6,00 - 12,00 mm | Buone azioni | ±0,6% | Tornito e lucidato o rettificato |
| 12,00 - 25,00 mm | Disponibile su ordinazione (4-8 settimane) | ±0,5% | Tornito e lucidato |
| 25,00 - 50,00 mm bar | Disponibile (barra per coil a caldo) | Per AMS 5662 | Girato |
Tolleranze dimensionali della molla
Le molle Inconel 718 personalizzate sono prodotte secondo le tolleranze definite dalle specifiche della molla, con riferimento al Manuale di progettazione delle molle SAE e ai requisiti di disegno specifici del cliente:
| Dimensione | Tolleranza standard | Tolleranza di precisione |
|---|---|---|
| Lunghezza libera | ±1,5% o ±0,5 mm (maggiore) | ±0,5% o ±0,2 mm |
| Diametro esterno | ±2,0% | ±1,0% |
| Passo della bobina (per bobina) | ±0,3 mm | ±0,15 mm |
| Numero totale di bobine | ±0,5 spire | ±0,25 spire |
| Tasso di molla | ±10% di specificato | ±5% di specificato |
| Carico alla lunghezza specificata | ±8% | ±3% |
| Quadratura delle estremità | ±3° | ±1.5° |
| Rugosità della superficie (estremità rettificate) | Ra 1,6 μm max | Ra 0,8 μm max |
Parametri delle specifiche di progettazione personalizzate
Quando si ordinano molle Inconel 718 personalizzate, i seguenti parametri devono essere specificati completamente per evitare ambiguità nella produzione:
- Materiale del filo: Inconel 718, UNS N07718, AMS 5662 (o AMS 5663 per l'avvolgimento di barre).
- Diametro del filo: specificato in mm o pollici con classe di tolleranza.
- Diametro medio della bobina o OD/ID come riferimento preferito.
- Bobine totali (NT) e bobine attive (Na).
- Lunghezza libera con tolleranza.
- Configurazione dell'estremità (chiusa/massa, aperta, ecc.).
- Velocità o carico della molla alla lunghezza di prova specificata.
- Direzione della bobina (elica destra o sinistra).
- Trattamento termico: condizione di ricottura in soluzione + invecchiamento AMS 2774 (specificare se filo preinvecchiato o invecchiamento dopo l'avvolgimento).
- Pallinatura: specificare se richiesta, secondo AMS 2430 intensità e copertura.
- Preimpostazione (impostazione del carico): specificare se necessario.
- Requisiti di prova: test del tasso di molla, test di carico, verifica dimensionale.
- Quantità e requisiti di consegna.
- Specifiche applicabili: ASTM, AMS, NACE, specifiche del cliente.
Come fanno i team di approvvigionamento a specificare e reperire molle Inconel 718 personalizzate?
L'approvvigionamento di molle Inconel 718 personalizzate richiede un approccio diverso rispetto all'acquisto di molle standard: la combinazione di lega esotica, produzione di precisione e applicazione critica richiede un'accurata qualificazione dei fornitori e una documentazione delle specifiche.
Criteri di qualificazione dei fornitori
Quando si qualifica un fornitore per molle Inconel 718 personalizzate, i team di approvvigionamento devono valutare:
Tracciabilità dei materiali: Il fornitore può fornire fili certificati AMS 5662 con certificati completi dei materiali EN 10204 3.1, compresa l'analisi termica che mostra tutti gli elementi specificati entro i limiti di composizione UNS N07718? I fili privi di tracciabilità termica completa non possono essere utilizzati in applicazioni aerospaziali, nucleari o critiche NACE.
Capacità di trattamento termico e certificazione: Le attrezzature del forno del fornitore soddisfano i requisiti pirometrici AMS 2750 (minimo Classe 3, preferibile Classe 2 per il settore aerospaziale)? Il forno viene controllato trimestralmente con termocoppie calibrate? È in grado di fornire i registri dei trattamenti termici con i grafici tempo-temperatura per ogni lotto di produzione?
Capacità di testare le molle: Il fornitore dispone di apparecchiature calibrate per il test del tasso di elasticità, celle di carico e capacità di misurazione della lunghezza libera tracciabili secondo gli standard NIST? È in grado di eseguire prove di fatica fino al numero di cicli specificato, se necessario?
Sistema di gestione della qualità: La certificazione ISO 9001:2015 è il minimo. Le applicazioni aerospaziali richiedono la certificazione AS9100 Rev D. Le applicazioni nucleari richiedono la conformità al programma di assicurazione della qualità 10 CFR 50 Appendice B. Le applicazioni NACE critiche per il settore petrolifero e del gas richiedono procedure documentate di revisione e ispezione dei materiali in linea con API Q1 o Q2.
Pianificazione dei tempi di consegna per le molle Inconel 718 personalizzate
| Tipo di molla | Tempi di consegna tipici | Espandere la possibilità |
|---|---|---|
| Compressione elicoidale standard (dimensioni del filo in stock) | 4-8 settimane | 2-3 settimane con materiale a scaffale |
| Elicoidale personalizzata (filo non standard) | 8-14 settimane | 4-6 settimane |
| Rondelle Belleville (stampate) | 6-10 settimane | 3-5 settimane |
| Molle a caldo di grande diametro | 10-16 settimane | 6-8 settimane |
| Geometria complessa personalizzata (conica, a passo variabile) | 12-20 settimane | 8-12 settimane |
| Aerospaziale (AS9100 con FAI completo) | 16-24 settimane | 10-16 settimane |
L'approvvigionamento del materiale del filo rappresenta l'elemento di lead time più lungo per i diametri del filo non standard. La creazione di un programma di scorte di Inconel 718 presso MWalloys, che copre le gamme di diametri più comuni (da 1 mm a 8 mm), riduce i tempi di produzione delle molle di 4-6 settimane per i clienti che hanno esigenze continue di molle.
Pacchetto di documentazione per applicazioni critiche
Il pacchetto di documentazione completo per le molle di Inconel 718 in servizio critico deve includere:
- Certificato di laminazione EN 10204 3.1 per il materiale del filo (analisi termica, proprietà di trazione, conformità UNS N07718).
- Documentazione del trattamento termico (grafico del forno che mostra il profilo tempo-temperatura per la ricottura in soluzione e l'invecchiamento, certificato di controllo del forno AMS 2750).
- Rapporto di controllo dimensionale (tutte le dimensioni critiche per disegno).
- Rapporto di prova della velocità della molla e del carico (certificati di calibrazione per le apparecchiature di prova).
- Ispezione delle condizioni della superficie (visiva + correnti parassite o colorante penetrante per applicazioni critiche).
- Analisi chimica della molla finita (opzionale, per applicazioni nucleari e aerospaziali).
- Dichiarazione di conformità NACE MR0175 (per applicazioni nel settore petrolifero e del gas).
- Certificato di conformità firmato dal responsabile della qualità.
Quali standard e certificazioni di qualità si applicano alla produzione di molle in Inconel 718?
Gli standard di qualità stabiliscono i requisiti minimi accettabili per i materiali, la produzione e i test. La comprensione di quali standard si applicano alla vostra applicazione previene sia la sottocertificazione (mancanza della documentazione richiesta) che la sovracertificazione (pagamento di requisiti di prova che aggiungono costi senza benefici per l'applicazione).
Standard del materiale
AMS 5662: Lega di nichel, resistente alla corrosione e al calore, barre, pezzi fucinati e anelli - la specifica principale per le barre di Inconel 718 utilizzate nella trafilatura a molla e nell'avvolgimento a caldo.
AMS 5663: Barre, pezzi fucinati e anelli di Inconel 718 allo stato indurito per precipitazione (invecchiato direttamente) - utilizzato quando il materiale viene fornito allo stato invecchiato finale anziché ricotto.
ASTM B637: Specifica standard per barre, pezzi fucinati e pezzi forgiati in lega di nichel induriti per precipitazione e lavorati a freddo - la specifica equivalente ASTM, cui fa riferimento il codice ASME per i recipienti a pressione.
Standard di processo
AMS 2774: Trattamento termico di parti battute in lega di nichel e cobalto - definisce i parametri di ricottura in soluzione e di invecchiamento per l'Inconel 718. Questa è la specifica che deve essere citata nei requisiti di trattamento termico sui disegni delle molle.
AMS 2750: Pirometria - definisce i requisiti di rilevamento dell'uniformità della temperatura del forno per il trattamento termico di precisione. I forni di classe 2 (uniformità di ±6°C) sono richiesti per l'invecchiamento a molla dell'Inconel 718, critico per il settore aerospaziale.
AMS 2430: Pallinatura - definisce l'intensità Almen, i requisiti di copertura e la documentazione per la pallinatura di componenti di molle aerospaziali.
SAE J808: Pallinatura di parti metalliche - l'equivalente industriale generale di AMS 2430 per applicazioni non aerospaziali.
Standard specifici per le applicazioni
NACE MR0175 / ISO 15156: Materiali per servizi acidi nella produzione di petrolio e gas - La Parte 3 riguarda le leghe di nichel, incluso l'Inconel 718. La conformità richiede il materiale allo stato ricotto (o invecchiato fino alla durezza massima di 40 HRC, se specificato), la verifica della durezza massima e la documentazione della conformità da parte del produttore della molla.
API 6A, 6D: Valvole per teste di pozzo e alberi, valvole per condotte - I materiali delle molle per i gruppi di valvole classificati API devono soddisfare i requisiti dei materiali di questi standard, che fanno riferimento a NACE MR0175 per gli ambienti di servizio acidi.
ASME Sezione III (Nucleare): Le molle in Inconel 718 per applicazioni legate alla sicurezza nucleare richiedono progettazione, produzione e collaudo secondo il programma di garanzia della qualità ASME Sezione III, compresa la tracciabilità del materiale secondo i requisiti NCA-3800.
AS9100 Rev. D: Sistema di gestione della qualità per l'aviazione, lo spazio e la difesa - richiesto per tutti i gruppi di molle installati in velivoli o veicoli spaziali certificati. L'ispezione del primo articolo (FAI) secondo AS9102 documenta la piena conformità dimensionale e dei materiali per il lotto di produzione iniziale.
| Applicazione | Certificazione minima del SGQ | Materiale Standard | Trattamento termico | Requisiti aggiuntivi |
|---|---|---|---|---|
| Industria generale | ISO 9001:2015 | AMS 5662 o ASTM B637 | AMS 2774 | Nessuno |
| Petrolio e gas (servizio sour) | ISO 9001 + API Q1 | AMS 5662 + NACE MR0175 | AMS 2774 | Durezza ≤40 HRC |
| Aerospaziale (civile) | AS9100 Rev. D | AMS 5662 | AMS 2774 + AMS 2750 | FAI per AS9102 |
| Sicurezza nucleare | AQ ASME Sezione III | AMS 5662 + NCA-3800 | AMS 2774 | Documentazione N-Stamp |
| Militare/difesa | AS9100 + DCMA | AMS 5662 | AMS 2774 | Conformità al DFARS |
| Farmaceutico | ISO 9001 + GMP | AMS 5662 o 316L alt. | AMS 2774 | Biocompatibilità del materiale |
Domande frequenti: Molle Inconel 718 personalizzate
1. In quale intervallo di temperatura le molle Inconel 718 possono funzionare in modo affidabile?
Le molle Inconel 718 personalizzate funzionano in modo affidabile da temperature criogeniche (fino a -253°C, limitate dai requisiti di duttilità in applicazioni specifiche) fino a circa 650°C in servizio strutturale continuo. La temperatura massima pratica di servizio continuo è di 650°C, al di sopra della quale il precipitato di rinforzo γ'' inizia a dissolversi lentamente, causando una progressiva riduzione della resistenza e un aumento dei tassi di rilassamento delle sollecitazioni. A temperature superiori a 650°C, le molle Inconel X-750 o Waspaloy dovrebbero essere valutate come alternative. Il limite inferiore di temperatura per le applicazioni strutturali è approssimativamente compreso tra -101°C e -196°C, dove l'Inconel 718 mantiene una duttilità adeguata per la maggior parte delle condizioni di servizio delle molle grazie alla sua struttura cristallina austenitica FCC. Per l'esposizione intermittente alle alte temperature (picchi termici durante le condizioni transitorie), le molle in Inconel 718 possono tollerare temperature fino a 700°C per periodi limitati (inferiori a 100 ore cumulative) senza un degrado permanente delle proprietà. Fonte: Dati tecnici di Inconel 718 di Special Metals Corporation; AMS 5662.
2. Come si specifica il trattamento termico per le molle Inconel 718 personalizzate?
La specifica corretta per il trattamento termico delle molle Inconel 718 personalizzate è la AMS 2774, che definisce il trattamento standard di doppio invecchiamento: primo invecchiamento a 720°C (1.325°F) per 8 ore con raffreddamento controllato in forno a 55°C/ora massimo fino a 620°C, seguito da 8 ore a 620°C, quindi raffreddamento ad aria. Questo trattamento consente di ottenere una resistenza allo snervamento minima di 1.170 MPa e una resistenza alla trazione di 1.380 MPa. Il disegno o la specifica di acquisto devono indicare "Trattamento termico secondo AMS 2774, Codice di trattamento termico 1, Inconel 718" e richiedere la registrazione dei tempi e delle temperature del forno per ogni lotto di produzione. Per le molle avvolte da filo pre-ricotto, specificare che l'invecchiamento viene eseguito dopo l'avvolgimento. L'attrezzatura del forno deve soddisfare i requisiti pirometrici AMS 2750 Classe 2 (uniformità di ±6°C). La deviazione dalla temperatura o dal tempo specificato produce una riduzione misurabile del carico di snervamento che influisce direttamente sulla velocità della molla e sulla capacità di carico. Richiedete sempre i registri di certificazione del trattamento termico come parte della documentazione di consegna. Fonte: AMS 2774 Rev. F; AMS 2750 Rev. F; Linee guida per il trattamento di Special Metals Corporation.
3. Le molle di Inconel 718 possono essere utilizzate in applicazioni di servizio NACE sour?
Sì. L'Inconel 718 è elencato in NACE MR0175/ISO 15156 Parte 3 come materiale qualificato per l'uso in ambienti di produzione di petrolio e gas contenenti H2S se fornito allo stato ricotto o invecchiato fino a una durezza massima di 40 HRC. Per le applicazioni delle molle, la condizione invecchiata (dopo il doppio invecchiamento AMS 2774) raggiunge in genere una durezza compresa tra 36 e 40 HRC, entro i limiti di qualificazione NACE. Le molle destinate al servizio NACE sour devono essere fornite con un certificato di conformità del produttore a MR0175/ISO 15156, la tracciabilità del materiale all'analisi termica e i risultati delle prove di durezza sulla molla finita. Il progettista della molla deve inoltre verificare che la sollecitazione massima di lavoro nella fibra più sollecitata del filo della molla non superi i limiti di sollecitazione qualificati dalla NACE per la pressione parziale di H2S e la temperatura specifiche dell'ambiente di servizio. Per le condizioni di servizio più severe (H2S elevato, temperatura elevata, cloruro elevato), l'Inconel 718 in condizioni di ricottura (durezza inferiore, resistenza inferiore) fornisce una qualifica NACE più ampia, ma richiede un diametro del filo della molla maggiore per ottenere la stessa capacità di carico. Fonte: NACE MR0175/ISO 15156, Parte 3, Tabella B.3; SPE Technical Paper 187215, 2017.
4. Qual è la durata a fatica delle molle in Inconel 718 rispetto all'acciaio inossidabile?
Le molle di Inconel 718 in servizio ad alta temperatura (oltre i 200°C) hanno una durata a fatica nettamente superiore a quella delle molle di acciaio inossidabile 302 o 17-7 PH, grazie a due fattori: la resistenza conservata alla temperatura e la resistenza alla fatica da corrosione. A temperatura ambiente, i limiti di resistenza alla fatica sono ampiamente comparabili se espressi come percentuale di UTS (circa 45% a 50% sia per l'Inconel 718 che per l'inossidabile 302). La divergenza significativa si verifica a temperature elevate: a 315°C, l'inossidabile 302 ha perso circa 25% del suo limite di resistenza a temperatura ambiente, mentre l'Inconel 718 conserva circa 90% del suo valore a temperatura ambiente. In ambienti corrosivi (acqua di mare, H2S o sostanze chimiche industriali), la superiore resistenza alla corrosione dell'Inconel 718 previene la vaiolatura superficiale che funge da sito di innesco delle cricche da fatica nelle molle in acciaio inossidabile, estendendo la vita a fatica da 3 a 10 volte in confronti documentati sul campo in ambienti offshore e impianti chimici. Per le applicazioni che richiedono più di 10⁶ cicli a temperatura elevata in qualsiasi ambiente corrosivo, l'Inconel 718 è sempre la scelta migliore. Fonte: Fuchs e Stephens, Metal Fatigue in Engineering, Wiley, 2001; SAE Spring Design Manual AE-21.
5. Quali sono i diametri standard disponibili per il filo per molle Inconel 718?
Il filo per molle in Inconel 718 è disponibile in commercio con diametri da 0,5 mm a 12 mm circa, in stock presso i principali fornitori di fili speciali e produttori di molle. I diametri più comunemente disponibili a magazzino sono 1,0 mm, 1,5 mm, 2,0 mm, 2,5 mm, 3,0 mm, 4,0 mm, 5,0 mm, 6,0 mm e 8,0 mm in condizioni di trafilatura o rettifica senza centri secondo AMS 5662. Per i diametri inferiori a 0,5 mm (filo sottile per molle di strumenti e sensori), è richiesta una trafilatura speciale con tempi di consegna da 8 a 16 settimane. Per i diametri superiori a 12 mm, per l'avvolgimento a caldo si utilizzano barre secondo AMS 5662 con diametri tipici di 16 mm, 19 mm, 22 mm, 25 mm, 32 mm e 38 mm. La tolleranza del filo è di ±1,0% del diametro specificato per la produzione standard, con filo rettificato di precisione disponibile fino a ±0,5% per applicazioni di molle critiche. Contattare MWalloys per conoscere l'attuale disponibilità a magazzino dell'intera gamma di diametri del filo. Fonte: AMS 5662; dati di magazzino MWalloys.
6. Come si comporta il rilassamento da sforzo delle molle in Inconel 718 rispetto ad altri materiali per molle a 300°C?
Il rilassamento delle sollecitazioni (la riduzione nel tempo del carico della molla in condizioni di deflessione costante a temperatura elevata) è il fattore di differenziazione delle prestazioni più critico per le molle in Inconel 718 a temperature superiori a 200°C. I dati comparativi pubblicati sul rilassamento a 315°C (600°F) per molle a compressione elicoidale con sollecitazioni iniziali di 60% rispetto alla resistenza allo snervamento mostrano: l'acciaio inossidabile 302 perde circa 20% - 30% di carico iniziale entro 1.000 ore; l'acciaio inossidabile 17-7 PH perde circa 10% - 18%; e l'Inconel 718 correttamente invecchiato perde circa 2% - 5% nello stesso periodo di 1.000 ore. La superiore resistenza al rilassamento dell'Inconel 718 deriva dalla stabilità termica della sua fase di precipitato γ'', che resiste alla coartazione e alla dissoluzione a temperature inferiori a 650°C. Ciò si traduce direttamente nel mantenimento della forza di tenuta della valvola, nella costanza della forza dell'attuatore e nel mantenimento della velocità della molla nelle applicazioni di controllo di processo. Gli ingegneri che specificano molle per un servizio prolungato al di sopra dei 200°C dovrebbero considerare il rilassamento delle tensioni come il criterio principale di selezione, non le proprietà meccaniche a temperatura ambiente. Fonte: SAE Spring Design Manual AE-21, 2a edizione; Bollettino dati sul rilassamento sotto sforzo di Special Metals Corporation.
7. Quale trattamento superficiale migliora la durata a fatica delle molle in Inconel 718?
La pallinatura secondo AMS 2430 (aerospaziale) o SAE J808 (industriale) è il trattamento superficiale più efficace per migliorare la durata a fatica delle molle Inconel 718. Il processo proietta pallini di acciaio temprato o di ceramica sulla superficie del filo della molla a velocità e intensità controllate (misurate in base all'intensità di Almen, in genere da 0,20A a 0,40A per le molle di Inconel 718), creando uno strato di tensione residua compressiva profondo circa 0,25 mm - 0,40 mm. Questo strato di compressione si oppone alla tensione di trazione generata dal carico della molla, aumentando di fatto la soglia di sollecitazione per l'innesco della cricca da fatica. I dati di prova pubblicati mostrano che le molle di Inconel 718 pallinate raggiungono una durata a fatica da 30% a 80% superiore rispetto alle molle non pallinate a livelli di sollecitazione equivalenti nelle prove di torsione inversa. Per le molle che operano con cicli superiori a 10⁶ o in ambienti con potenziale di attacco superficiale, la pallinatura dovrebbe essere specificata come processo standard. Un'opzione secondaria è l'elettrolucidatura, che rimuove circa 0,010-0,025 mm dalla superficie del filo, eliminando i danni superficiali indotti dalla lavorazione e riducendo la rugosità superficiale a Ra inferiore a 0,2 micron. L'elettrolucidatura migliora la resistenza alla corrosione e migliora marginalmente la durata a fatica (da 10% a 20%) in ambienti corrosivi. Fonte: AMS 2430; SAE J808; Fuchs e Stephens, Metal Fatigue in Engineering, Wiley, 2001.
8. Qual è la differenza di costo tra le molle in Inconel 718 e quelle in acciaio inox?
Le molle Inconel 718 personalizzate costano in genere da 8 a 20 volte di più rispetto alle molle equivalenti in acciaio inox 302 e da 3 a 6 volte di più rispetto alle molle in acciaio inox 17-7 PH, con un rapporto esatto che dipende dalle dimensioni della molla, dalla complessità della geometria, dalla quantità e dal livello di certificazione richiesto. Il sovrapprezzo riflette sia il costo più elevato del materiale (il filo di Inconel 718 costa approssimativamente da $60 a $100 al chilogrammo contro $4 a $7 al chilogrammo per il filo di acciaio inossidabile 302 nelle condizioni di mercato tra il 2025 e il 2026) sia il costo di produzione più elevato (avvolgimento più lento, cambi di utensili più frequenti, trattamento termico obbligatorio, ispezione più approfondita). Tuttavia, nei servizi ad alta temperatura o corrosivi, dove le molle standard si guastano nel giro di mesi o pochi anni, il costo del ciclo di vita delle molle in Inconel 718 è tipicamente inferiore. Un caso di studio di un programma di valvole di sovrapressione di un impianto chimico ha mostrato che le molle in Inconel 718 durano 7 anni rispetto agli intervalli di sostituzione medi di 8 mesi delle molle in acciaio inossidabile 302, con una riduzione del costo del ciclo di vita di 89% nonostante un prezzo di acquisto iniziale 12 volte superiore. La convenienza economica delle molle in Inconel 718 è maggiore quando si tiene conto dei costi dei tempi di fermo, della criticità della sicurezza e della manodopera per la manutenzione. Fonte: Dati sui prezzi di MWalloys; studi di casi di manutenzione di impianti chimici pubblicati.
9. Le molle in Inconel 718 possono essere riparate o riutilizzate dopo la rimozione dal servizio?
Le molle in Inconel 718 possono talvolta essere riutilizzate dopo l'ispezione dimensionale e meccanica successiva alla rimozione dal servizio, in particolare per le molle provenienti da applicazioni in cui le condizioni di servizio rientravano nei limiti di progetto della lega e non si riscontrano segni di sovraccarico, danni da corrosione o cricche da fatica. Il processo di valutazione deve comprendere: misurazione dimensionale (lunghezza libera, diametro esterno, uniformità del passo della bobina) rispetto alle tolleranze di disegno; ispezione visiva e con liquidi penetranti per individuare eventuali cricche superficiali o danni da corrosione; test di velocità e carico della molla alla lunghezza di prova specificata; verifica della durezza per confermare il mantenimento delle condizioni di tempra per età; confronto delle proprietà misurate con i valori di certificazione originali. Le molle che presentano uno scostamento superiore a 3% nel tasso di elasticità rispetto alle specifiche originali, cricche superficiali o segni di corrosione devono essere sostituite piuttosto che riutilizzate, indipendentemente dall'integrità strutturale visibile. Per le molle provenienti da applicazioni di servizio NACE sour, il riutilizzo richiede in genere una nuova certificazione da parte del produttore originale, che includa un nuovo test in base ai requisiti delle specifiche originali. Il reinvecchiamento delle molle esposte al servizio non è generalmente efficace e non è raccomandato senza una specifica giustificazione metallurgica da parte di un ingegnere dei materiali. Fonte: SAE Spring Design Manual AE-21; linee guida per la consulenza ingegneristica di MWalloys.
10. Qual è la differenza tra Inconel 718 e Inconel X-750 per le applicazioni a molla?
Sia l'Inconel 718 che l'Inconel X-750 sono superleghe di nichel indurite per precipitazione utilizzate in applicazioni di molle ad alta temperatura, ma hanno profili prestazionali distinti. L'Inconel 718 raggiunge una maggiore resistenza allo snervamento a temperatura ambiente (1.170 MPa minimo rispetto a circa 1.000 MPa per l'X-750 con invecchiamento standard) grazie alla combinazione di γ'' + precipitazione γ'', e offre una migliore saldabilità, una più ampia qualificazione per il servizio in condizioni di acidità secondo NACE MR0175 e una più ampia disponibilità di fili commerciali. L'Inconel X-750 offre una migliore resistenza allo scorrimento e al rilassamento a temperature superiori a 650°C, dove il precipitato γ'' dell'Inconel 718 inizia a dissolversi. L'X-750 è la lega per molle preferita per le applicazioni nelle turbine a gas a temperature superiori a 650°C (molle dei compressori, molle degli attuatori ad alta temperatura) e per le applicazioni che richiedono un servizio prolungato a 700°C, dove l'Inconel 718 mostrerebbe un rilassamento inaccettabile su intervalli di oltre 10.000 ore. L'X-750 è utilizzato anche in applicazioni interne ai reattori nucleari (molle di supporto del nucleo), dove la sua stabilità alle radiazioni è stata caratterizzata in modo più approfondito rispetto all'Inconel 718 in alcuni progetti specifici di reattori. In sintesi: specificare l'Inconel 718 per applicazioni al di sotto dei 650°C che richiedono la qualifica NACE, un'elevata resistenza allo snervamento o un'ampia disponibilità di dimensioni del filo; specificare l'X-750 per il servizio prolungato tra 650°C e 700°C, dove la resistenza al rilassamento ha la priorità. Fonte: Special Metals Corporation; AMS 5698; NUREG/CR-6244.
Sintesi: Principali elementi da prendere in considerazione per l'ingegneria e gli approvvigionamenti
Le molle Inconel 718 personalizzate rappresentano la scelta tecnicamente corretta ed economicamente giustificata per qualsiasi applicazione che combini temperature superiori a 200°C, ambienti chimici corrosivi e requisiti di sicurezza critici o di lunga durata. La combinazione unica di resistenza allo snervamento ad alta temperatura (860 MPa minimo a 650°C), eccezionale resistenza al rilassamento (perdita di carico da 2% a 5% per 1.000 ore a 315°C), ampia resistenza alla corrosione e qualifica NACE MR0175 copre le condizioni di servizio più impegnative per le molle nei settori aerospaziale, petrolifero e del gas e della lavorazione chimica.
Le tre decisioni che determinano maggiormente il successo o il fallimento della molla Inconel 718 in servizio sono:
Certificazione del materiale: Specificare il filo UNS N07718, AMS 5662 con certificazione completa EN 10204 3.1 e analisi termica che includa tutti gli elementi specificati. Non accettare mai materiale senza documentazione tracciabile del contenuto di azoto e niobio.
Disciplina del trattamento termico: Obbligare l'invecchiamento AMS 2774 con la qualifica del forno AMS 2750 Classe 2, richiedere i diagrammi tempo-temperatura del forno con ogni lotto di produzione e verificare la durezza raggiunta sulle molle finite.
Selezione delle sollecitazioni di progetto: Utilizzare i valori del modulo di taglio e della resistenza allo snervamento corretti per la temperatura massima di esercizio, applicare il fattore di correzione Wahl completo e limitare le sollecitazioni di lavoro ai valori ammissibili pubblicati in funzione della temperatura, non ai valori a temperatura ambiente.
MWalloys fornisce filo e barre di Inconel 718 per la produzione di molle, fornisce pacchetti completi di certificazione del materiale e offre consulenza tecnica sulla scelta del materiale per molle in base alle specifiche esigenze di temperatura, corrosione e durata del ciclo. Il nostro inventario copre diametri di filo da 0,5 mm a 12 mm e scorte di barre da 12 mm a 100 mm, con disponibilità immediata delle dimensioni più comuni.
Riferimenti:
- Special Metals Corporation. Bollettino tecnico SMC-045 sulla lega Inconel 718. 2023.
- AMS 5662 Rev. M: Lega di nichel, resistente alla corrosione e al calore, barre, pezzi fucinati e anelli. SAE International.
- AMS 2774 Rev. F: Trattamento termico, parti in lega di nichel e cobalto. SAE International.
- AMS 2750 Rev. F: Pirometria. SAE International.
- AMS 2430 Rev. S: Pallinatura automatica. SAE International.
- Manuale di progettazione delle molle SAE, AE-21, 2a edizione. SAE International, 1996.
- NACE MR0175 / ISO 15156, Parte 3. NACE International, edizione 2015.
- ASTM B637: Specifiche standard per barre in lega di nichel indurite per precipitazione. ASTM International.
- Fuchs, H.O. e Stephens, R.I. Metal Fatigue in Engineering, 2a edizione. Wiley, 2001.
- Shigley, J.E. et al. Mechanical Engineering Design, 10th Edition. McGraw-Hill, 2015.
- Documento tecnico SPE 187215. Society of Petroleum Engineers, 2017.
- NUREG/CR-6244: Mechanistic Models for Relaxation and Fracture of Alloys. NRC, 1994.
- Carpenter Technology Corporation. Scheda tecnica dell'acciaio inossidabile 17-7 PH. 2023.
- Sandvik Coromant. Guida tecnica alla lavorazione delle leghe di nichel. 2023.
- Standard API 6A: Attrezzature per teste di pozzo e alberi di Natale, 21a edizione. API, 2018.



