MWalloys is a certified Hastelloy X plate manufacturer supplying AMS 5536 certified high-temperature sheet and plate in thicknesses from 0.5 mm through 50 mm, with no minimum order quantity, delivery in 10–40 days, T/T payment for first orders, and worldwide shipping by air, sea, or land freight. Hastelloy X plate certified to AMS 5536 is the definitive material for gas turbine combustor liners, industrial furnace components, aerospace heat shields, and high-temperature structural panels that must maintain oxidation resistance and structural integrity at metal temperatures reaching 1200°C. No other commercially available sheet or plate material matches this combination of fabricability, weldability, and sustained high-temperature performance in a single certified product.
If your project requires the use of Hastelloy X Plate, you can contact us for a free quote.
What Is Hastelloy X Plate and Why Does AMS 5536 Certification Matter?
Hastelloy X plate refers to flat-rolled nickel-chromium-iron-molybdenum alloy UNS N06002 produced in sheet and plate form, certified to AMS 5536 — the SAE International Aerospace Material Specification governing this product. The alloy was developed by Haynes International and has been in continuous commercial production since the 1950s, accumulating an operational track record in gas turbine engines and industrial high-temperature systems that no alternative alloy has matched over the same period.
The significance of AMS 5536 certification extends well beyond a simple alloy identity check. When a plate manufacturer certifies material to AMS 5536, they are confirming compliance with a comprehensive set of requirements: controlled chemistry within the UNS N06002 limits, solution anneal heat treatment at the specified temperature range, minimum tensile properties verified by lot testing, grain size conformance, dimensional tolerances per the applicable standard, surface condition requirements, and a documentation chain that provides full traceability from raw melt through finished plate. This level of qualification is what differentiates aerospace-grade Hastelloy X plate from generic high-temperature alloy plate that may carry the same alloy name but lack the testing rigor and documentation that safety-critical applications demand.
The physical form — sheet and plate — is the starting point for the majority of high-temperature fabricated components. Combustor liners are formed from sheet, then welded into cylindrical assemblies. Heat shields are stamped or hydroformed from sheet blanks. Furnace muffle panels are cut from plate, formed to shape, and welded into box structures. Transition ducts are rolled from plate. In every case, the ability to produce complex three-dimensional geometries from flat stock through forming and welding operations is the manufacturing advantage that drives sheet and plate specification over alternative product forms like bar or forgings.

At MWalloys, we have supplied AMS 5536 certified Hastelloy X sheet and plate to gas turbine OEMs, aerospace Tier 1 suppliers, industrial furnace manufacturers, and research institutions on five continents. The consistent technical requirement across all these customers is the same: certified material with full documentation, delivered on schedule, that performs exactly as the alloy data predicts in service. Delivering against that requirement consistently is what defines a competent Hastelloy X plate manufacturer.
Also read: Hastelloy X Round Bar: Custom AMS 5754 Certified High-Temp Stock
Key Physical Properties of Hastelloy X Sheet and Plate
| Property | Value | Engineering Application Relevance |
|---|---|---|
| Density | 8.22 g/cm³ (0.297 lb/in³) | Weight per unit area calculations for structural panels |
| Melting Range | 1260–1355°C (2300–2470°F) | Confirms thermal stability headroom above service temperature |
| Thermal Conductivity | 11.7 W/m·K at 100°C; 19.0 W/m·K at 700°C | Critical for thermal gradient calculations in combustor liner design |
| Specific Heat | 461 J/kg·K at room temperature | Thermal mass calculations for rapid-cycling furnace panels |
| Coefficient of Thermal Expansion | 13.9 µm/m·°C at 200°C; 15.8 µm/m·°C at 870°C | Determines expansion joint sizing and clearance design |
| Electrical Resistivity | 1.18 µΩ·m at 21°C | Resistance heating element design reference |
| Modulus of Elasticity | 197 GPa at 21°C; 152 GPa at 870°C | Panel deflection and buckling calculations at temperature |
| Emissivity (oxidized surface) | 0.80–0.85 at high temperature | Thermal radiation calculations for combustor thermal modeling |
The thermal conductivity values reveal an important practical consideration for combustor liner and heat shield designers. Hastelloy X conducts heat at roughly half the rate of carbon steel at equivalent temperatures. This means that temperature gradients through the wall thickness of a Hastelloy X combustor liner are steeper than equivalent gradients in steel structures — a factor that affects both thermal stress calculations and the cooling effectiveness of impingement or convection cooling schemes applied to the liner cold side.
The emissivity value is particularly relevant in gas turbine combustor modeling, where radiation heat transfer between the hot gas stream, the combustion flame, and the liner wall contributes meaningfully to total heat load. An emissivity of 0.80–0.85 for oxidized Hastelloy X surface is significantly higher than polished metals and must be used in radiation heat transfer models rather than assuming a low-emissivity metallic surface.
What Are the Full Requirements of AMS 5536 for Hastelloy X Sheet and Plate?
AMS 5536 is the governing SAE International specification for Hastelloy X in sheet, strip, and plate form. The complete specification title reads: "Nickel Alloy, Corrosion and Heat-Resistant, Sheet, Strip, and Plate, 47Ni-22Cr-18Fe-9Mo, Solution Annealed." Procurement specialists and quality engineers must understand the full scope of AMS 5536 to write compliant purchase specifications and to evaluate incoming material certifications correctly.
Product Forms Covered Under AMS 5536
AMS 5536 covers three distinct flat-rolled product forms with different thickness boundaries:
| Product Form | Thickness Definition | Width Range | Typical Applications |
|---|---|---|---|
| Sheet | 0.10 mm to 4.76 mm (0.004" to 0.187") | Any width | Combustor liners, heat shields, formed panels |
| Strip | Less than 4.76 mm thick AND less than 305 mm wide | Up to 304 mm | Formed parts, sealing strips, edge trim |
| Plate | Greater than 4.76 mm (greater than 0.187") | Any width | Structural panels, machined components, heavy-gauge fabrications |
Complete AMS 5536 Technical Requirements
| Requirement | Specification Parameter | Governing Test/Standard |
|---|---|---|
| Chemical composition | Full UNS N06002 analysis per AMS 5536 Table 1 | Heat analysis + product check analysis |
| Heat treatment condition | Solution annealed: 1163°C ±14°C (2125°F ±25°F) | Mill furnace records per AMS 2770 |
| UTS (minimum) | 690 MPa (100 ksi) | ASTM E8 (transverse or longitudinal) |
| 0.2% Yield Strength (minimum) | 276 MPa (40 ksi) | ASTM E8 |
| Elongation (minimum) | 35% in 2" (50 mm) gauge | ASTM E8 |
| Grain size | ASTM 5 or finer (for sheet less than 1.27 mm) | ASTM E112 |
| Hardness | 96 HRB maximum (for verification if required) | ASTM E18 |
| Flatness | Per AMS 2242 for the applicable thickness | Straightedge and feeler gauge measurement |
| Thickness tolerance | Per AMS 2242 for applicable thickness and width | Micrometer measurement |
| Width and length tolerance | Per AMS 2242 | Tape measure or laser measurement |
| Surface condition | Free from scale, seams, laps, slivers | Visual inspection 100% |
| Certification documentation | MTR per AS9102 or equivalent | Authorized quality signatory |
AMS 5536 vs Related Hastelloy X Specifications
Understanding which specification governs each product form prevents costly procurement errors:
| Specification | Product Form | Condition | Key Difference from AMS 5536 |
|---|---|---|---|
| AMS 5536 | Sheet, Strip, Plate | Solution Annealed | This specification — flat rolled product |
| AMS 5754 | Bar, Rod, Wire | Solution Annealed | Round/linear product form; different tolerances |
| AMS 5587 | Seamless Tubing | Solution Annealed | Tubular form; different dimensional requirements |
| AMS 5588 | Welded Tubing | Solution Annealed | Welded tube; includes weld seam requirements |
| AMS 5798 | Welding Wire | — | Filler metal only; no structural property requirements |
| ASTM B435 | Sheet, Strip, Plate | Solution Annealed | Industrial grade — less documentation required |
| DIN 17470 | Sheet/Plate | Solution Annealed | European industrial equivalent |
The comparison between AMS 5536 and ASTM B435 mirrors the distinction between AMS 5754 and ASTM B572 for bar: both specifications cover the same UNS N06002 alloy in the same solution annealed condition, but AMS 5536 mandates the complete quality documentation chain, lot-by-lot tensile testing, grain size verification, and dimensional tolerance controls required by aerospace prime contractors and their supply chains. ASTM B435 is appropriate for industrial furnace, chemical process, and other non-aerospace applications where the full aerospace documentation chain is not required by contract or regulatory obligation.
How Does the Chemical Composition of Hastelloy X Drive High-Temperature Sheet Performance?
The chemistry of Hastelloy X plate and sheet is not arbitrary — each element is present at a specific concentration that contributes to one or more of the three critical performance attributes: oxidation resistance, structural strength retention at temperature, and resistance to embrittlement during long service exposure.
Hastelloy X Chemical Composition Requirements (UNS N06002 / AMS 5536)
| Element | Min (%) | Max (%) | Contribution to High-Temperature Sheet Performance |
|---|---|---|---|
| Nickel (Ni) | Balance (~47%) | — | Stable FCC austenitic matrix; does not transform during thermal cycling; base for solid solution |
| Chromium (Cr) | 20.5 | 23.0 | Primary oxidation resistance via Cr₂O₃ scale to 1200°C; hot corrosion resistance in combustion gases |
| Iron (Fe) | 17.0 | 20.0 | Stabilizes austenite; reduces raw material cost; contributes to protective scale formation |
| Molybdenum (Mo) | 8.0 | 10.0 | Primary solid solution strengthener — resists dislocation movement at high temperature |
| Cobalt (Co) | 0.5 | 2.5 | Secondary solid solution strengthening; stabilizes Cr₂O₃ scale |
| Tungsten (W) | 0.2 | 1.0 | Additional solid solution hardening contribution |
| Carbon (C) | 0.05 | 0.15 | Grain boundary carbide precipitation during service — beneficial for creep resistance |
| Silicon (Si) | — | 1.0 max | Subscale SiO₂ formation improves oxidation resistance; deoxidizer |
| Manganese (Mn) | — | 1.0 max | Deoxidizer; slight scale contribution |
| Boron (B) | — | 0.010 max | Grain boundary strengthening at trace concentrations |
| Phosphorus (P) | — | 0.040 max | Controlled impurity — grain boundary embrittlement risk if elevated |
| Sulfur (S) | — | 0.030 max | Controlled impurity — sulfidation and hot corrosion risk |
The iron content of 17–20% is notably high compared to most premium nickel superalloys, which typically limit iron below 5%. In Hastelloy X, this iron level is intentional and beneficial for sheet and plate manufacturing: iron makes the alloy more responsive to conventional rolling mill practice, reduces raw material cost, and contributes to the formation of a complex iron-chromium spinel subscale beneath the primary Cr₂O₃ layer that improves scale adherence during thermal cycling.
The carbon range of 0.05–0.15% is critically different from the ultra-low carbon limit of Hastelloy C276 (0.010% maximum). In Hastelloy X sheet operating at combustor temperatures (700–1100°C), carbon gradually precipitates as M₆C and M₂₃C₆ carbides at grain boundaries during service exposure. These carbide particles pin grain boundaries against sliding — the primary mechanism of creep deformation at very high temperatures — and actually strengthen the microstructure relative to the freshly annealed condition. This in-service strengthening through controlled carbide precipitation is engineered into the alloy through the deliberate carbon specification and is one reason Hastelloy X maintains acceptable creep resistance at temperatures where other alloys with lower carbon require precipitation hardening additions.
How Chemistry Controls Dictate Performance Variation Between Heats
Engineers sometimes ask whether all AMS 5536 certified Hastelloy X sheet performs identically, or whether chemistry variation within the specification limits causes meaningful property differences. The answer is that variation within the specified ranges produces some property scatter:
| Chemistry Variable | Effect on Properties | Practical Range of Effect |
|---|---|---|
| Mo at 8% vs 10% | Higher Mo increases high-temperature strength and reduces pitting resistance benefit tradeoff | Approximately 5–8% change in stress rupture life at 870°C |
| Cr at 20.5% vs 23% | Higher Cr improves oxidation resistance at expense of slightly reduced forming ductility | Negligible for most forming operations |
| C at 0.05% vs 0.15% | Higher C improves long-term creep/rupture resistance; reduces room temperature toughness after service exposure | Measurable difference in stress rupture life at high temperature |
| Co at 0.5% vs 2.5% | Higher Co slightly increases strength; no practical issue within this range | Minor; below measurement precision of most test programs |
For most applications, variation within AMS 5536 chemistry limits produces properties that fall within the published scatter bands and is not a practical concern. The specification limits are established to ensure all compliant material exceeds the minimum property requirements with adequate margin.
What Mechanical and Oxidation Properties Define Hastelloy X Plate at Elevated Temperatures?
Structural design with Hastelloy X plate requires two distinct sets of property data: short-term tensile properties for initial loading and forming calculations, and long-term elevated temperature properties (creep, stress rupture, fatigue) that govern the design allowable stress in sustained high-temperature service.
Room Temperature Mechanical Properties (AMS 5536 Minimums and Typical Values)
| Property | AMS 5536 Minimum | Typical Value | Test Method |
|---|---|---|---|
| Ultimate Tensile Strength | 690 MPa (100 ksi) | 793 MPa (115 ksi) | ASTM E8 |
| 0.2% Yield Strength | 276 MPa (40 ksi) | 352 MPa (51 ksi) | ASTM E8 |
| Elongation in 2" | 35% | 43% | ASTM E8 |
| Reduction of Area | Not specified in AMS | 55% typical | ASTM E8 |
| Hardness (typical) | 96 HRB max | 90–95 HRB | ASTM E18 |
| Charpy Impact (at -196°C) | Not specified | Greater than 100 J | ASTM E23 |
Note that AMS 5536 specifies a yield strength minimum of 276 MPa (40 ksi) — slightly lower than the AMS 5754 bar specification minimum of 310 MPa (45 ksi). This difference reflects the typically finer grain size achievable in sheet and strip form compared to bar, which can affect the balance of tensile properties through Hall-Petch strengthening, and the slightly different mechanical test sampling requirements between the two product forms.
Elevated Temperature Tensile Properties of Hastelloy X Sheet
| Temperature | UTS (MPa) | 0.2% YS (MPa) | Elongation (%) |
|---|---|---|---|
| 21°C | 793 | 352 | 43 |
| 315°C (600°F) | 724 | 276 | 40 |
| 538°C (1000°F) | 676 | 248 | 39 |
| 649°C (1200°F) | 648 | 234 | 40 |
| 760°C (1400°F) | 600 | 207 | 42 |
| 871°C (1600°F) | 483 | 172 | 48 |
| 982°C (1800°F) | 310 | 138 | 62 |
| 1093°C (2000°F) | 172 | 97 | 75 |
The progressive increase in elongation with temperature reflects the increasing availability of thermally activated deformation mechanisms in the FCC nickel matrix. This high ductility at elevated temperature is actually a favorable characteristic for combustor liner panels that experience significant thermal distortion — the material can accommodate distortion plastically without cracking, which contributes to the long fatigue lives observed in well-designed Hastelloy X combustor components.
Thermal Fatigue Performance of Hastelloy X Sheet
Thermal fatigue — crack initiation and propagation driven by cyclic thermal stress rather than mechanical stress — is the primary failure mechanism in gas turbine combustor liners and other sheet components that experience repeated heating and cooling cycles. Hastelloy X's thermal fatigue resistance is one of its most valued performance attributes.
| Thermal Fatigue Parameter | Hastelloy X Performance | Comparison Material |
|---|---|---|
| Cycles to cracking (ΔT = 500°C cycle, uncooled) | Greater than 500 cycles typical | 310 SS: 50–150 cycles |
| Crack growth rate (da/dN) at 871°C | Low — FCC structure resists crack extension | Carbon steel: 10× higher crack growth rate |
| Scale spallation per cycle | Minimal — Cr₂O₃ scale adherent | Fe-Cr alloys: scale spalls at each cooling cycle |
| Creep-fatigue interaction | Moderate — acceptable for design life | Better than most iron-base alloys at equivalent temperature |
The scale adherence characteristic is particularly important for thermal fatigue resistance. When a protective oxide scale spalls during cooling, it exposes fresh alloy surface that re-oxidizes at the next heating cycle, consuming base metal and creating surface notches that become fatigue initiation sites. Hastelloy X's Cr₂O₃ scale maintains adhesion through multiple heating-cooling cycles better than iron-based alloy scales, which is why Hastelloy X combustor liners demonstrate significantly longer thermal fatigue lives than nominally equivalent iron-based alternatives.
Oxidation Rate Data for Hastelloy X Sheet in Air
| Temperature | Oxidation Rate (mg/cm²/100 hours) | Cumulative Weight Change (mg/cm²/1,000 hours) | Scale Character |
|---|---|---|---|
| 760°C (1400°F) | 0.10–0.25 | 0.8–2.0 | Thin, dark green Cr₂O₃ — very adherent |
| 871°C (1600°F) | 0.25–0.50 | 2.0–4.5 | Moderate Cr₂O₃ + spinel subscale |
| 982°C (1800°F) | 0.50–0.90 | 4.5–9.0 | Thicker scale; still protective |
| 1093°C (2000°F) | 0.90–2.0 | 8.0–18.0 | Significant scale growth; protective |
| 1177°C (2150°F) | 2.0–4.5 | 18–40 | Approaching volatilization of CrO₃ in high-velocity air |
These oxidation rates confirm why Hastelloy X plate components in industrial furnaces can operate for years at 900–1050°C without dimensional degradation that would compromise structural function. The cumulative metal loss from oxidation at 982°C over 10,000 hours of operation is approximately 0.09 mm of metal thickness — negligible compared to standard plate thicknesses of 3–10 mm used in most furnace panel applications.
How Is Hastelloy X Plate Manufactured and What Processing Controls Apply?
The manufacturing route for AMS 5536 certified Hastelloy X sheet and plate involves multiple processing stages, each with specific controls that affect the final product's microstructure, surface condition, and dimensional accuracy.
Melt Practice for Hastelloy X Plate Production
Vacuum Induction Melting (VIM):
Primary melt practice for AMS 5536 Hastelloy X is VIM, which provides precise control of carbon content within the 0.05–0.15% range, controls boron at trace levels, and prevents oxygen and nitrogen pickup that would create gas porosity and non-metallic inclusions in the ingot. The molybdenum content (8–10%) requires careful alloy addition management in VIM to achieve uniform distribution.
Electroslag Remelting (ESR):
For premium sheet quality, VIM primary melting is followed by ESR to produce a more uniform ingot cross-section, reduce inclusion content, and improve macrosegregation of molybdenum and carbon. For aerospace-grade AMS 5536 sheet used in flight hardware combustor liners, VIM+ESR practice is standard in the supply chain. MWalloys sources from qualified mills that use VIM+ESR as standard practice for AMS 5536 material.
Hot Rolling and Cold Rolling Process for Hastelloy X Sheet
| Processing Stage | Temperature | Purpose | Quality Control Point |
|---|---|---|---|
| Ingot homogenization | 1200–1230°C, 4–8 hours | Dissolve Mo segregation; equalize carbon distribution | Temperature uniformity verification |
| Hot breakdown rolling | 1050–1180°C | Reduce slab thickness; break cast grain structure | Entry and exit temperature monitoring |
| Intermediate hot rolling | 980–1100°C | Approach target gauge; develop uniform grain | Rolling reduction ratio control |
| Intermediate anneal | 1163°C ±14°C | Restore ductility for further reduction; dissolve carbides | Temperature, time, and cooling rate verification |
| Cold rolling (thin sheet) | Room temperature | Achieve final gauge; improve surface finish | Per-pass reduction control; surface inspection |
| Final solution anneal | 1163°C ±14°C, rapid cool | Per AMS 5536; establishes certified properties | Temperature and time logging; hardness spot check |
| Descaling and pickling | Acid pickling (mixed nitric/hydrofluoric acid) | Remove oxide scale from annealing; expose clean alloy surface | Surface quality inspection post-pickle |
| Leveling | Roller leveling | Achieve AMS 2242 flatness requirements | Flatness measurement per lot |
| Slitting and shearing | — | Cut to ordered width and length | Dimensional verification |
The final solution anneal is the most critical and most carefully documented process step because it establishes all the mechanical properties that AMS 5536 specifies. The anneal temperature of 1163°C ±14°C must be verified by calibrated thermocouples in a furnace whose temperature uniformity has been demonstrated per AMS 2750 pyrometry requirements. Cooling after annealing must be rapid — typically achieved by water quenching or by passing the strip rapidly through a controlled cooling zone — to suppress carbide and sigma phase precipitation.
Surface Condition Options for AMS 5536 Hastelloy X Sheet
| Surface Condition | Description | Roughness (Ra) | Best Applications |
|---|---|---|---|
| Hot rolled, annealed, pickled (HRAP) | Standard production surface after acid descaling | 1.6–3.2 µm (63–125 µin) | Industrial plate applications; subsequent machining |
| Cold rolled, annealed, pickled (CRAP) | Smoother surface from cold rolling before anneal | 0.8–1.6 µm (32–63 µin) | Combustor liners; formed sheet components |
| 2B (bright annealed equivalent) | Smooth, semi-reflective surface | 0.4–0.8 µm (16–32 µin) | High-quality combustor sheet; visible surface applications |
| No. 4 mechanical polish | Mechanically polished one or both sides | 0.4–0.8 µm directional | Sanitary or decorative applications |
| Electropolished | Electrochemical surface finishing | Less than 0.4 µm | Ultra-clean surface; research applications |
What Forming, Bending, and Fabrication Methods Work Best for Hastelloy X Sheet?
Hastelloy X sheet is significantly more formable than precipitation-hardenable superalloys like Inconel 718, but it requires adapted tooling and process parameters compared to carbon steel or standard austenitic stainless sheet forming operations.
Cold Forming Characteristics of Hastelloy X Sheet
The high room temperature ductility of solution annealed Hastelloy X sheet (elongation 35–43%) enables substantial cold forming operations without intermediate annealing, provided the forming operation is completed with appropriate tooling clearances and punch radii.
| Forming Operation | Minimum Bend Radius (t = sheet thickness) | Notes |
|---|---|---|
| Air bending (press brake) | 2t for sheet less than 2 mm | 3t for sheet 2–6 mm thickness |
| Bottom bending | 1.5t for sheet less than 2 mm | Springback compensation required — typically 10–15% overbend |
| Roll forming | 3t minimum bend radius | Multiple pass forming recommended for heavy gauge |
| Deep drawing | LDR (limiting draw ratio) approximately 1.8–2.0 | Generous die radii (minimum 6–8t); adequate lubrication essential |
| Spinning | Standard spinning on mandrel | Low spindle speed compared to steel; frequent annealing if heavy reduction |
| Hydroforming | Pressure 50–80% above steel equivalent | Excellent for complex curvature combustor domes |
| Stretch forming | Up to 15% stretch before annealing | Used for doubly curved aerospace skin panels |
Work Hardening Behavior During Cold Forming
Hastelloy X sheet work-hardens rapidly during cold forming — approximately 50% faster than 304 stainless steel under equivalent plastic strain. This work hardening rate has two practical consequences: first, forming forces are substantially higher than equivalent-gauge steel forming and must be accounted for in press brake tonnage calculations; second, the work-hardened sheet has higher strength after forming but reduced remaining ductility.
For complex shapes requiring multiple forming operations or heavy deformation, intermediate anneals at 1163°C per AMS 5536 requirements restore full ductility and allow the next forming stage to proceed without cracking. The intermediate anneal also dissolves any deformation-induced precipitation that could otherwise pin dislocations and reduce formability.
After all forming operations are complete, a final solution anneal is required for components going into corrosive service, and is strongly recommended for all aerospace applications to relieve residual forming stress that could contribute to stress corrosion or fatigue initiation in service.
Hot Forming of Hastelloy X Sheet and Plate
For heavy gauge plate (greater than 6 mm) or complex shapes that would require excessive cold forming force, hot forming in the 900–1150°C range provides significantly improved formability with much lower forming forces. Hot formed components require a full solution anneal after forming to restore the AMS 5536 certified microstructure and properties.
| Hot Forming Parameter | Specification | Notes |
|---|---|---|
| Forming temperature range | 900–1150°C | Avoid forming below 900°C — loss of ductility; avoid above 1150°C — excessive grain growth |
| Heating furnace atmosphere | Clean, low-sulfur combustion gas or electric | Sulfur contamination causes hot shortness cracking |
| Tooling material | Stainless steel or refractory tooling | Steel tooling acceptable; avoid copper-bearing tooling |
| Post-form anneal | Required: 1163°C ±14°C, rapid cool | Restores solution annealed condition per AMS 5536 |
What Welding Procedures and Filler Metals Apply to Hastelloy X Plate Fabrication?
Hastelloy X sheet and plate is one of the most weldable nickel superalloys — a property that is central to its widespread use in fabricated combustor assemblies and formed enclosure structures. This weldability advantage over precipitation-hardenable alloys drives the material selection decision in many applications where fabricated assemblies are required.
Recommended Welding Processes for Hastelloy X Sheet and Plate
| Welding Process | Sheet Thickness Range | Filler Metal | AWS Classification | Quality Level |
|---|---|---|---|---|
| GTAW (TIG) — manual | 0.5 mm to 12 mm | Hastelloy W wire | ERNiMo-3 | Highest quality; preferred for all thicknesses |
| GTAW — automated | 0.5 mm to 6 mm | ERNiMo-3 | ERNiMo-3 | Production combustor liner welding |
| Plasma arc welding (PAW) | 0.5 mm to 8 mm | ERNiMo-3 or autogenous | ERNiMo-3 | Precision, high-speed production welding |
| GMAW (MIG) | 3 mm to 25 mm | ERNiMo-3 wire | ERNiMo-3 | Structural plate applications |
| SMAW (Stick) | 6 mm to 50 mm | ENiMo-3 electrode | ENiMo-3 | Heavy plate, field assembly |
| Laser welding | 0.3 mm to 4 mm | Autogenous or filler | — | Precision sheet, thin-wall combustor components |
| Resistance spot welding | 0.5 mm to 3 mm (stack) | No filler | — | Sheet fabrication, non-structural joints |
| Electron beam welding | 0.5 mm to 20 mm | Autogenous | — | Aerospace precision joints; vacuum required |
Critical Hastelloy X Welding Procedure Requirements
Surface Preparation:
All joint surfaces and a minimum 25 mm (1") band on both sides of the joint must be cleaned with acetone and wiped dry before welding. Any marker ink, oil, fingerprint grease, or machining lubricant must be completely removed. Sulfur contamination from any source — including sulfur-containing cutting fluids, low-grade lubricants, or industrial surface rust removers — causes hot cracking in Hastelloy X welds by forming low-melting nickel sulfide at grain boundaries in the solidifying weld pool.
Preheat:
No metallurgical preheat is required for Hastelloy X. The plate surface temperature should be a minimum of 16°C (60°F) above the ambient dew point to eliminate moisture from the joint area. Preheating to 80–120°C with a hot air gun or resistance heating blanket is acceptable and beneficial in cold or humid shop environments.
Shielding Gas:
For GTAW, argon (99.995% purity minimum) or argon + helium blends (up to 75% He for improved penetration) are the standard shielding gases. Helium additions increase arc energy and improve fusion in thicker sections. Nitrogen-containing or CO₂-containing shielding gases are not acceptable for Hastelloy X welding.
Back Purging:
Full bore back purging with 99.995% argon is required for all root pass welds in pipe, tubing, and plate butt joints where the weld root is accessible from the back. The inside surface oxide contamination from an unprotected weld root creates stress concentration sites that reduce the fatigue life of combustor and pressure-containing fabrications. Purge gas flow must be maintained until the weld pool solidifies and cools below approximately 400°C.
Interpass Temperature:
Maximum interpass temperature should not exceed 177°C (350°F). Allowing the weld assembly to cool to below 100°C between passes is acceptable and beneficial for heat control in multi-pass welds on thick plate.
Post-Weld Heat Treatment:
Hastelloy X welded fabrications do not require PWHT to prevent delayed cracking — unlike high-strength carbon steel welds that require mandatory PWHT to control hydrogen cracking. A post-weld solution anneal at 1163°C is recommended for:
- Fabrications in strongly corrosive service environments.
- Components requiring maximum ductility of the weld heat-affected zone.
- Assemblies where weld residual stress could contribute to stress corrosion in chemically aggressive service media.
For gas turbine combustor assemblies operated in air at high temperature, the as-welded condition is typically acceptable without PWHT, as the service exposure itself progressively anneals residual welding stress over the first few operating cycles.
Which Industries and Components Rely on AMS 5536 Certified Hastelloy X Plate?
The industries and components that specify AMS 5536 Hastelloy X plate are defined by a common set of requirements: temperature above 700°C in air or combustion gas, structural loads that must be carried at temperature, and the need to fabricate complex geometry from flat sheet stock through forming and welding operations.
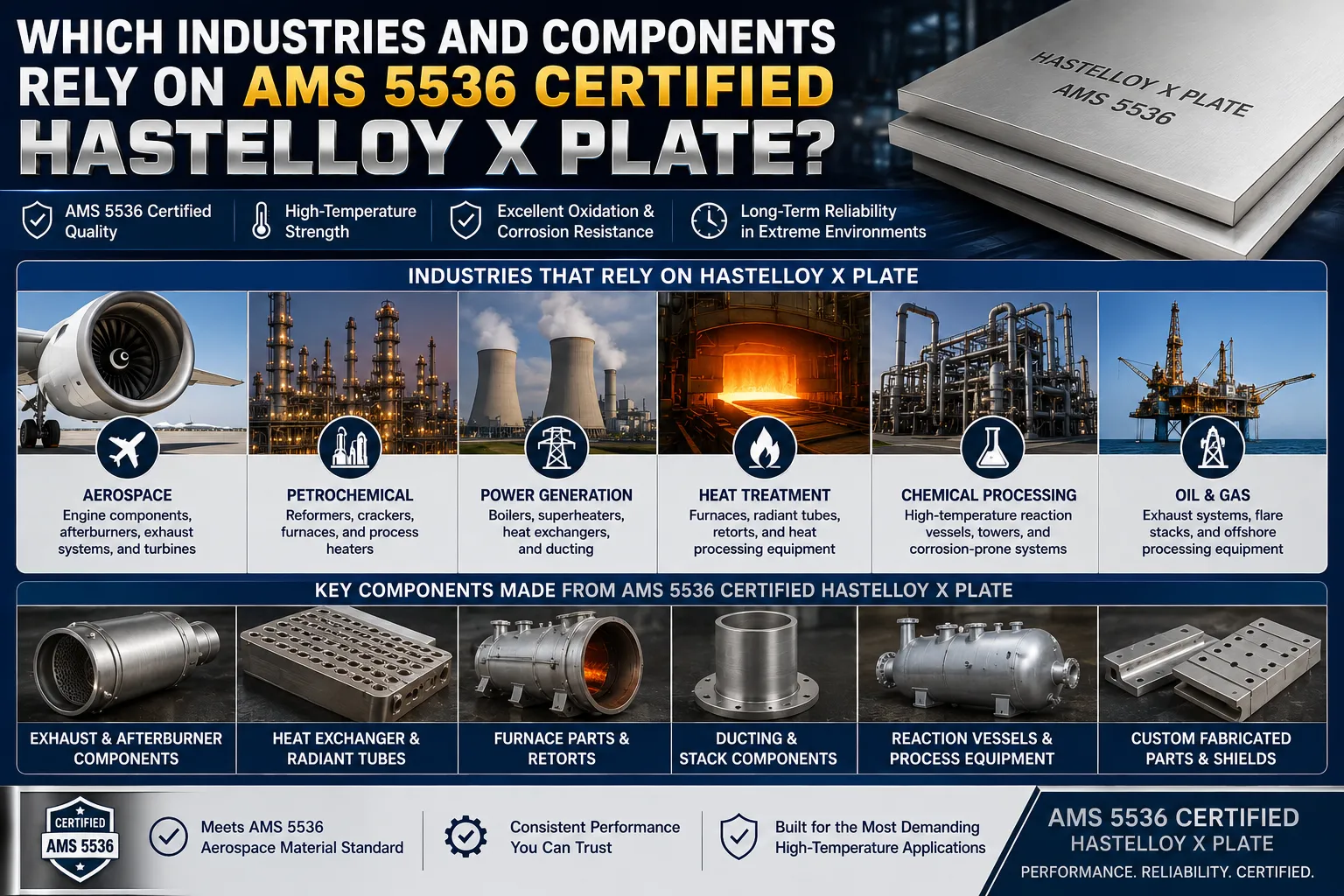
Aerospace Gas Turbine Engine Sheet Applications
Combustor Liners:
The primary combustor liner in both military and commercial gas turbine engines is the most demanding sheet metal component in aviation. Operating at continuous metal temperatures of 700–950°C in direct contact with combustion gases containing oxygen, water vapor, CO₂, and trace sulfur compounds, the liner must maintain structural integrity and oxidation resistance through tens of thousands of engine cycles over service intervals of 10,000–25,000 flight hours between overhaul. Hastelloy X sheet in thicknesses of 0.5–2.5 mm, formed into cylindrical and conical liner geometries with laser-drilled effusion cooling holes, is the standard liner material in many turbofan and turboshaft engines.
Combustor Domes and Swirler Assemblies:
The combustor dome — the upstream end closure of the combustor liner that also mounts the fuel injector and air swirler assemblies — experiences the highest temperature gradient and the most severe thermal fatigue loading of any sheet component. Dome panels are formed from 1–3 mm Hastelloy X sheet, hydroformed to the required curvature, and assembled with precision TIG welding. The ability to hydroform Hastelloy X sheet to complex curvature without cracking, and then weld the formed panels into assemblies without requiring PWHT, is the technical foundation for this application.
Transition Ducts:
The transition duct connects the combustor exit to the turbine inlet, carrying hot combustion gas at 1100–1400°C into the turbine stage. Transition duct panels fabricated from 2–5 mm Hastelloy X plate are welded into complex axisymmetric and non-axisymmetric geometries with integral stiffening ribs and cooling passages.
Heat Shields and Thermal Barriers:
Secondary heat shields — panels that protect structural aircraft components from radiated and conducted heat from hot gas paths — are fabricated from 0.5–1.5 mm Hastelloy X sheet. These components must be lightweight, formable to complex aircraft structure shapes, and resistant to the intermittent high-temperature exposure they experience during engine operation.
Industrial Furnace and Heat Treatment Applications
| Industrial Application | Plate Thickness Typically Used | Service Temperature | Service Life Expectation |
|---|---|---|---|
| Muffle furnace inner walls | 3–8 mm | 900–1100°C continuous | 5–15 years |
| Radiant tube panels | 3–6 mm | 900–1050°C | 3–8 years depending on cycling |
| Retort walls and covers | 5–12 mm | 850–1000°C | 5–12 years |
| Hearth plates and walking beam supports | 8–20 mm | 900–1100°C | 3–7 years |
| Muffle furnace door panels | 5–10 mm | 900–1050°C with cycling | 5–10 years |
| Carburizing furnace fixtures | 3–8 mm | 900–950°C in carburizing gas | 2–5 years depending on carbon activity |
| Hydrogen annealing furnace internals | 3–8 mm | 1000–1100°C in H₂ | 5–12 years |
| Vacuum furnace hot zones | 2–6 mm | Up to 1200°C | 3–8 years |
Power Generation and Energy Sector Applications
- Gas turbine transition pieces in industrial power generation: Frame-size industrial gas turbines use large-format Hastelloy X plate fabrications in the combustion system transition hardware, with plate thicknesses of 5–15 mm in sections experiencing 900–1100°C continuous service.
- Waste-to-energy and industrial incinerator components: Hastelloy X plate is used in the hot gas sections of waste incineration plants where chlorine-containing combustion products at 800–1000°C would rapidly attack iron-based alloy panels.
- Reformer and cracker hot panels: Hydrogen production plants using steam methane reforming specify Hastelloy X plate for hot panels and support structures in the reformer box at temperatures up to 950°C.
- Concentrated solar power (CSP) receiver panels: High-temperature solar thermal receivers operating at 700–1000°C use Hastelloy X panels in the absorber circuit where conventional steel alloys fail rapidly.
How Does Hastelloy X Plate Compare Against Competing High-Temperature Sheet Materials?
The selection of Hastelloy X plate over competing high-temperature sheet materials should be based on systematic technical comparison across the performance dimensions that govern the specific application.
Comprehensive High-Temperature Sheet and Plate Material Comparison
| Property | Hastelloy X (N06002) | Inconel 625 (N06625) | 310 SS (S31000) | RA330 (N08330) | Haynes 230 (N06230) | Incoloy 800H (N08810) |
|---|---|---|---|---|---|---|
| Max continuous service temp (structural) | 1177°C | 816°C | 1050°C (oxidation limited) | 1100°C (oxidation limited) | 1150°C | 900°C |
| UTS at 871°C (MPa) | 483 | 380 | 90 | 115 | 510 | 140 |
| YS at 871°C (MPa) | 172 | 175 | 45 | 55 | 190 | 60 |
| 1,000-hr rupture at 871°C (MPa) | 90 | 55 | 15 | 20 | 105 | 25 |
| Oxidation resistance at 1050°C in air | Excellent | Excellent | Moderate | Good | Excellent | Good |
| Carburization resistance | Good | Good | Poor | Excellent | Good | Good |
| Thermal fatigue resistance | Excellent | Good | Poor | Moderate | Excellent | Moderate |
| Weldability of sheet | Excellent | Excellent | Good | Good | Good | Good |
| Cold forming characteristics | Good (35% elongation) | Good (30% elongation) | Good | Good | Moderate (25% elongation) | Good |
| AMS Sheet Specification | AMS 5536 | AMS 5599 | — | — | AMS 5878 | — |
| ASTM Sheet Specification | ASTM B435 | ASTM B443 | ASTM A240 | ASTM B536 | ASTM B435 | ASTM B409 |
| Relative material cost (sheet) | High | High | Very Low | Low-Moderate | Very High | Moderate |
When to Choose Hastelloy X Plate Over Competing Materials
Choose Hastelloy X over 310 Stainless Steel when:
The application requires structural load-bearing capacity above 650°C. At 871°C, Hastelloy X has a rupture strength 6× higher than 310 SS. For load-carrying furnace structures — hangers, supports, load-bearing panels — this strength difference is the decisive factor. 310 SS is adequate for light-gauge, non-load-bearing applications (radiation shields, covers) up to approximately 1050°C but is unsuitable for anything requiring structural strength above 700°C.
Choose Hastelloy X over RA330 when:
The primary requirement is structural strength at temperature rather than carburization resistance. RA330 (33% Ni, 18% Cr, 1.2% Si) provides superior carburization resistance compared to Hastelloy X due to its higher silicon content, which forms a protective SiO₂ subscale in carburizing atmospheres. However, RA330 has significantly lower high-temperature tensile and creep strength than Hastelloy X. For furnace applications where carburization is the primary degradation mechanism, RA330 is the better choice. For applications combining structural load with high temperature in oxidizing or combustion gas environments, Hastelloy X is superior.
Choose Hastelloy X over Haynes 230 when:
Budget constraints are a primary consideration alongside high-temperature performance. Haynes 230 (UNS N06230) provides comparable or slightly superior high-temperature strength and oxidation resistance to Hastelloy X, with better creep rupture strength at temperatures above 900°C. However, Haynes 230 costs approximately 20–35% more than equivalent Hastelloy X plate and has more limited formability for complex sheet metal fabrications. For applications operating continuously above 1050°C where every MPa of stress rupture strength matters, Haynes 230's performance advantage may justify its cost premium. For applications below 1050°C where the design can be accommodated within Hastelloy X's capability, the cost saving from Hastelloy X is substantial on large fabrications.
What Custom Plate Sizes, Thicknesses, and Tolerances Does MWalloys Supply?
MWalloys supplies AMS 5536 certified Hastelloy X sheet and plate in a comprehensive range of standard and custom dimensions, with multiple surface condition options and dimensional tolerance classes to suit specific fabrication and machining requirements.
Available Thickness Range and Tolerances (Per AMS 2242)
| Thickness Range | Standard Thickness Tolerance | Width Tolerance (up to 48" wide) | Notes |
|---|---|---|---|
| 0.5 mm – 1.0 mm (0.020" – 0.040") | ±0.05 mm (±0.002") | +3.2 mm / -0 mm | Thin combustor liner sheet |
| 1.0 mm – 2.0 mm (0.040" – 0.079") | ±0.08 mm (±0.003") | +3.2 mm / -0 mm | Standard combustor sheet range |
| 2.0 mm – 4.76 mm (0.079" – 0.187") | ±0.13 mm (±0.005") | +4.8 mm / -0 mm | Heavy sheet / light plate |
| 4.76 mm – 10.0 mm (0.187" – 0.394") | ±0.20 mm (±0.008") | +6.4 mm / -0 mm | Standard plate range |
| 10.0 mm – 20.0 mm (0.394" – 0.787") | ±0.30 mm (±0.012") | +9.5 mm / -0 mm | Medium plate |
| 20.0 mm – 50.0 mm (0.787" – 1.969") | ±0.50 mm (±0.020") | +12.7 mm / -0 mm | Heavy plate; machining stock |
Sheet and Plate Size Options Available from MWalloys
| Dimension | Standard Sizes Available | Custom Size Options |
|---|---|---|
| Width | 24", 36", 48" (610, 914, 1219 mm) standard | Custom slit widths to ±1.0 mm |
| Length | 96", 120" (2438, 3048 mm) standard | Cut-to-length ±3 mm standard; ±0.5 mm precision |
| Maximum sheet width (cold rolled) | 60" (1524 mm) | Wider than 60" on inquiry with specific mills |
| Maximum plate width (hot rolled) | 96" (2438 mm) | Very wide plate available for specific programs |
| Flatness | 6 mm per 1,000 mm (standard) | 3 mm per 1,000 mm precision leveled |
Value-Added Processing Services from MWalloys
Beyond supplying raw certified sheet and plate, MWalloys provides the following processing services to reduce customer lead time and fabrication complexity:
- Laser cutting: Precision contour cutting to customer DXF files, ±0.25 mm positional accuracy, heat-affected zone less than 0.5 mm for thicknesses up to 8 mm.
- Waterjet cutting: Cold-process cutting with no heat-affected zone, ±0.25 mm tolerance, for any thickness up to 50 mm.
- Plasma cutting: Cost-effective rough cutting for thicknesses above 6 mm where HAZ will be machined or ground.
- Precision shearing: Straight cuts to customer-specified dimensions with ±0.5 mm tolerance.
- Roller leveling: Precision leveling to flatness less than 3 mm per 1,000 mm for critical forming operations.
- Surface grinding: One or both sides ground to Ra 0.8 µm or better for precision thickness-critical applications.
- Positive Material Identification (PMI): XRF element verification of every sheet or plate section.
What Quality Documentation and Certifications Accompany Every MWalloys Order?
AMS 5536 certified Hastelloy X sheet and plate from MWalloys is supplied with a complete documentation package that satisfies the incoming inspection requirements of aerospace prime contractors, Tier 1 suppliers, and quality-regulated industrial customers.
Standard Documentation Package for Every Order
| Document | Content | Governing Standard |
|---|---|---|
| Material Test Report (MTR) | Full UNS N06002 chemical analysis (heat and product), tensile test results (UTS, YS, elongation), heat treatment record (temperature, time, cooling method), grain size (where applicable), heat number | AMS 5536 |
| Certificate of Conformance (C of C) | Written declaration of conformance to AMS 5536 (with revision letter), authorized quality management signatory, company quality system certification reference | AMS 5536, AS9100 |
| Heat/Lot Number Marking | Each sheet/plate marked with heat number by stencil, stamp, or label | AMS 5536 |
| Dimensional Inspection Report | Measured thickness (min, max, average), width, length, flatness per lot | AMS 2242 |
| Tensile Test Certificate | Full tensile test data: specimen ID, test direction, UTS, YS, elongation, test temperature (room temp) | ASTM E8 |
| EN 10204 3.1 Certificate | European inspection document format with independent reference (on request) | EN ISO 10204 |
| EN 10204 3.2 Certificate | Third-party inspector witnessed testing (on request, premium service) | EN ISO 10204 |
| DFARS Compliance Statement | Domestic melt and manufacture declaration for US defense programs | 48 CFR 252.225-7009 |
| Country of Origin Certificate | Manufacturing country for import/customs compliance | Customer/regulatory requirement |
| Mill/Cut-to-Size Marking | Individual piece marking with order number, heat number, thickness | Traceability requirement |
MWalloys maintains a quality management system certified to ISO 9001:2015, with processes aligned to AS9100 Rev D for aerospace supply. All material test reports are retained in our document management system for a minimum of 10 years post-shipment, enabling full documentation retrieval for fleet maintenance traceability, accident investigation, or regulatory audit requirements years after original supply.
How Should Engineers Specify and Order Hastelloy X Plate Stock?
A precisely drafted purchase specification prevents the most common procurement errors in high-temperature alloy plate supply: wrong material condition, missing AMS certification, ambiguous dimensional requirements, and inadequate documentation specification.
Complete Purchase Specification Elements for Hastelloy X Sheet and Plate
- Material designation: Hastelloy X / UNS N06002.
- Governing specification: AMS 5536 (state revision letter if critical to program).
- Product form: Sheet (less than 4.76 mm) or Plate (greater than or equal to 4.76 mm).
- Heat treatment condition: Solution annealed per AMS 5536 (mandatory — no alternative condition under this specification).
- Melt practice: VIM+ESR (preferred for aerospace) or VIM (industrial).
- Thickness: Nominal with tolerance class per AMS 2242, or specified absolute tolerance.
- Width: Nominal with applicable tolerance.
- Length: Random mill length, or cut-to-length with tolerance.
- Surface condition: HRAP, CRAP, 2B equivalent, or specify Ra value.
- Flatness: Standard per AMS 2242, or specified maximum deviation per meter.
- Quantity: Total weight (kg or lb) or number of sheets/plates with dimensions.
- Documentation: AMS 5536 MTR, C of C, EN 10204 3.1 if required, DFARS if applicable.
- Special requirements: PMI testing, ultrasonic inspection, specific grain size verification.
MWalloys Global Supply Services, Lead Times, and Ordering Terms
MWalloys is structured as a global Hastelloy X plate manufacturer and distributor, maintaining certified inventory and qualified mill relationships to serve customers in every major industrial and aerospace market with reliable certified supply.
Supply Terms and Order Information
| Term | Details |
|---|---|
| Minimum Order Quantity | None — single sheet through full mill coil quantities accepted |
| Standard Lead Time (stock sizes) | 10–20 days from confirmed order |
| Standard Lead Time (non-stock / mill order) | 25–40 days from confirmed order |
| Express / Emergency Supply | 5–12 days for stock material (confirm availability before ordering) |
| First Order Payment Terms | T/T: 30% deposit upon order confirmation; 70% balance before shipment |
| Established Account Terms | Net 30 days from invoice after credit approval |
| Letters of Credit | Accepted for orders above USD $20,000 |
| Quotation Response | Same business day for standard sizes; within 24 hours for custom specifications |
| Technical Support | Application engineering consultation at no charge for qualified inquiries |
Global Shipping Capabilities
| Shipping Method | Estimated Transit Time | Best Application |
|---|---|---|
| Air freight (express — DHL, FedEx, UPS) | 1–4 days international | Emergency supply, small quantities, prototype sheets |
| Air freight (standard cargo) | 3–7 days international | Routine supply, urgent production requirements |
| Ocean freight (FCL) | 18–45 days by destination | Large tonnage orders, production program supply |
| Ocean freight (LCL) | 22–50 days | Medium quantities, consolidated shipments |
| Land freight (North America) | 3–8 days | Continental US, Canada, Mexico delivery |
| Land freight (Europe) | 4–10 days | European customer delivery via road freight |
Incoterms Offered: EXW, FOB origin port, CIF destination port, CIP, DAP, DDP — selected to match each customer's import and logistics requirements.
Markets and Customer Industries Served
| Geographic Region | Key Customer Industries |
|---|---|
| North America (USA, Canada, Mexico) | Gas turbine OEM, aerospace MRO, industrial furnace OEM, power generation, defense |
| United Kingdom and Ireland | Aerospace OEM and Tier 1, gas turbine MRO, power generation |
| Continental Europe (Germany, France, Italy, Netherlands, Spain) | Aerospace fabrication, industrial heat processing, chemical processing |
| Scandinavia | Offshore energy, aerospace, specialty industrial |
| Middle East (UAE, Saudi Arabia, Qatar, Kuwait) | Gas processing, power generation, industrial furnace |
| Asia-Pacific (Singapore, Japan, South Korea, Australia, India) | Aerospace MRO, gas turbine manufacturing, industrial furnace |
| China | Aerospace components, industrial heat treatment, energy |
| Latin America (Brazil, Mexico, Colombia) | Aerospace maintenance, gas processing, power generation |
FAQs About Hastelloy X Plate and AMS 5536 Certification
1: What is the difference between Hastelloy X sheet and Hastelloy X plate under AMS 5536?
Under AMS 5536, Hastelloy X is classified as sheet when thickness is 4.76 mm (0.187") or less and as plate when thickness exceeds 4.76 mm — both product forms are covered within the single specification with the same chemistry and heat treatment requirements but different dimensional tolerance tables. The practical manufacturing difference between sheet and plate is significant: sheet is produced by cold rolling to final gauge after hot rolling and intermediate annealing, while plate is typically supplied in the hot-rolled and annealed condition without final cold rolling. This difference produces a smoother surface finish on sheet compared to plate, and slightly different mechanical property scatter due to the additional cold work in sheet production. For combustor liners, heat shields, and formed aerospace components, sheet in the 0.5–4.0 mm range is the standard product form. For structural furnace panels, machined components, and heavy-gauge fabrications, plate in the 5–50 mm range is appropriate. MWalloys stocks both product forms in AMS 5536 certified condition and can advise customers on the appropriate form for specific applications based on thickness requirement and end use.
2: Can Hastelloy X plate be used in reducing atmospheres as well as oxidizing environments?
Hastelloy X plate performs adequately in reducing atmospheres such as hydrogen, nitrogen, and dissociated ammonia at temperatures up to approximately 1050°C, though its performance in strongly reducing conditions is less outstanding than its performance in oxidizing air environments, and certain reducing atmospheres require specific evaluation. In hydrogen-containing atmospheres, Hastelloy X maintains structural integrity and reasonable oxidation (or rather, absence of oxidation) behavior because hydrogen does not attack the nickel-chromium matrix and the alloy does not form hydrogen embrittlement-prone phases in the FCC structure. In carburizing atmospheres — methane, propane, or carbon monoxide at high temperatures — Hastelloy X provides good but not exceptional carburization resistance; for severe carburizing service, RA330 or Incoloy 800HT with their higher silicon content provide superior carburization resistance through more effective SiO₂ barrier formation. In sulfur-containing reducing atmospheres (H₂S, SO₂), Hastelloy X's high iron content (17–20%) makes it more susceptible to sulfidation attack than higher-nickel alloys like Hastelloy C-22 or Inconel 625. For applications in mixed or alternating oxidizing-reducing atmospheres — as found in some industrial processes — the chromium oxide scale can be disrupted during reducing excursions and may not fully re-form during subsequent oxidizing periods, leading to accelerated corrosion. Customers specifying Hastelloy X plate for non-oxidizing atmospheres should contact MWalloys' technical team for application-specific guidance.
3: What minimum bend radius should be used when cold forming AMS 5536 Hastelloy X sheet?
In the solution annealed condition, AMS 5536 Hastelloy X sheet can be cold bent to a minimum bend radius of 2 times the sheet thickness (2t) for material below 2 mm thick and 3t for thicknesses between 2 mm and 6 mm, with appropriate springback compensation of 10–15% overbend to achieve the target final angle. These minimum radii apply to 90° bends made with properly maintained tooling and adequate lubrication. Tighter bend radii than these minimums risk outer fiber cracking due to the combination of Hastelloy X's work hardening rate and the tensile stress concentration at the outer radius. For bend radii tighter than 2t — required in some compact combustor dome designs — the sheet must be heated to 150–250°C (warm forming) to reduce the flow stress and work hardening rate, enabling tighter radii without cracking. After any cold forming operation introducing more than approximately 10% local strain, a solution anneal at 1163°C per AMS 5536 requirements is recommended before welding or further forming to restore full ductility and relieve residual forming stress. MWalloys can provide blank development assistance and forming parameter recommendations when customers share their target component geometry and production forming method.
4: Does Hastelloy X plate require any surface treatment before high-temperature service?
AMS 5536 certified Hastelloy X plate in the solution annealed and pickled condition requires no additional surface treatment before high-temperature service in air — the alloy self-generates a protective Cr₂O₃ oxide scale during initial service exposure at operating temperature that provides ongoing oxidation protection. The initial surface passivation that occurs during the first operating cycle at temperature — sometimes called "pre-oxidation" — actually improves long-term oxidation resistance by establishing a dense, adherent chromium oxide layer before the mechanical stresses of thermal cycling begin. For industrial furnace applications, no pre-treatment is required or recommended; simply install the component in its service position and bring the system to operating temperature through the normal startup procedure. For gas turbine combustor liners in aerospace applications, the manufacturing process typically includes a pre-oxidation cycle in the final assembly test run that conditions the liner surface before flight service. Some furnace and combustor applications benefit from glass-phase ceramic coatings or aluminide diffusion coatings to extend service life in particularly demanding conditions — consult MWalloys' technical team for coating compatibility guidance if surface treatment is being considered for a specific application.
5: What are the flatness requirements for AMS 5536 Hastelloy X plate and how are they verified?
AMS 5536 references AMS 2242 for dimensional tolerances including flatness, which specifies maximum deviation from a flat reference surface as a function of thickness and width — typically 6 mm per 1,000 mm (6 mm/m) of length for standard plate and 3 mm/m for precision-leveled material. Flatness is measured by placing the plate on a flat reference surface and measuring the maximum gap between the plate and the surface using calibrated feeler gauges, or by using laser profilometry for precision flatness characterization. For thin sheet (below 2 mm), flatness is measured under standard conditions per AMS 2242 with the sheet held by gravity on the reference surface. In practice, solution annealed Hastelloy X sheet and plate that has been properly roller-leveled after annealing consistently meets the standard flatness requirements of AMS 2242. For applications requiring better than standard flatness — precision forming operations where flatness deviation affects spring-back predictability, or large panel assemblies where flatness tolerance affects welding fit-up — MWalloys can specify precision roller leveling to 3 mm per meter or better, with flatness verification documented on the dimensional inspection report. Customers with specific flatness requirements should state them explicitly in the purchase specification rather than relying on the standard AMS 2242 limits.
6: How long does Hastelloy X plate last in gas turbine combustor service before requiring replacement?
Properly designed and manufactured Hastelloy X combustor liners in commercial turbofan engines typically achieve 10,000–25,000 flight hours between scheduled maintenance inspections and 20,000–50,000 flight hours before liner replacement is required, depending on the specific engine cycle severity, cooling effectiveness, and operating temperature profile. The primary life-limiting degradation mechanisms are thermal fatigue cracking at stress concentration sites (film cooling holes, weld joints, and geometric transitions), oxidation thinning at the hottest liner zones, and creep distortion in sections operating above 900°C metal temperature. Military engine combustors that operate at higher temperature and pressure ratios typically achieve shorter liner lives of 2,000–5,000 hours between overhaul. Industrial gas turbine combustion hardware operating in baseload service (fewer start-stop cycles than aircraft engines) achieves longer lives measured in years rather than operating hours, with some utility-scale frame machines operating 20,000+ hours before combustor inspection. The actual achieved life depends heavily on the quality of the liner design — particularly the effectiveness of the cooling scheme in keeping metal temperatures within the alloy's capability — as much as on material quality. MWalloys can provide detailed oxidation and creep data to support combustor liner life prediction calculations.
7: Is AMS 5536 Hastelloy X plate approved for ASME pressure vessel code applications?
Hastelloy X (UNS N06002) sheet and plate is recognized under ASME Section VIII Division 1 for pressure vessel construction through the ASME SB-435 specification (the ASME adoption of ASTM B435), with allowable stress values published in ASME Section II Part D for temperatures up to the alloy's qualified range. Engineers designing Hastelloy X pressure vessels or pressure-containing components under ASME code jurisdiction should use the allowable stress values from the current edition of ASME Section II Part D rather than calculating allowables from the nominal tensile properties, as the code values incorporate appropriate design factors for long-term behavior. The ASME material designation for procurement is ASME SB-435, and material MTRs should reference this specification for pressure vessel code compliance documentation. For applications requiring both aerospace certification (AMS 5536) and ASME pressure vessel code certification (ASME SB-435), MWalloys can provide material with dual certification where a single heat of material meets both specification requirements simultaneously, with a single MTR documenting compliance with both standards. Contact MWalloys with the specific design code requirements for your application to confirm the appropriate specification combination.
8: What is the lead time for non-standard Hastelloy X plate thicknesses not in MWalloys stock?
Non-standard Hastelloy X plate thicknesses outside MWalloys' standard warehouse inventory require 25–40 days from confirmed purchase order, covering mill scheduling, production rolling, solution annealing, pickling, and quality certification preparation. Standard stock thicknesses — typically 0.5, 0.8, 1.0, 1.5, 2.0, 2.5, 3.0, 4.0, 5.0, 6.0, 8.0, 10.0, 12.0, and 15.0 mm in standard widths and lengths — are available for dispatch within 10–20 days. Non-standard thicknesses (for example, 1.2 mm, 2.2 mm, 7 mm, or 25 mm) require mill sourcing and production scheduling, with lead times that depend on current mill loading and coil scheduling at the producing mill. For programs requiring non-standard thicknesses in large quantities (greater than 500 kg), MWalloys recommends placing orders 6–8 weeks before the required delivery date to accommodate potential mill scheduling variability. For prototype quantities (1–3 sheets) of non-standard thicknesses, we can sometimes source material by slitting and grinding from the nearest available standard thickness, reducing lead time when the dimensional tolerance on thickness can accommodate this approach. Contact our sales engineering team with your thickness requirement for a current lead time quotation.
9: How does Hastelloy X plate perform in cyclic high-temperature service compared to continuous service?
Hastelloy X plate demonstrates significantly better thermal fatigue resistance in cyclic high-temperature service compared to iron-based alternatives, but engineers should expect 15–30% reduction in component life compared to equivalent continuous service at the same maximum temperature due to the additional thermal fatigue stress cycles imposed during heating and cooling. Each thermal cycle introduces transverse thermal stress across the plate thickness proportional to the temperature gradient and the material's elastic modulus and thermal expansion coefficient. Hastelloy X's combination of relatively high yield strength at temperature (limiting permanent plastic deformation per cycle) and high ductility (accommodating plastic strain without cracking) produces excellent thermal fatigue resistance, but repeated cycling still accumulates fatigue damage that ultimately limits component life. Practical design strategies to maximize cyclic service life include: minimizing thermal gradients through improved cooling uniformity; avoiding sharp geometric transitions (notches, abrupt thickness changes) that concentrate thermal stress; maintaining minimum wall thickness above the creep-thinning threshold throughout the design life; and specifying effusion cooling hole patterns that distribute thermal stress rather than concentrating it. MWalloys can support thermal fatigue life prediction calculations and component design reviews for customers developing new high-cycle-count applications using Hastelloy X plate.
10: What is the minimum order quantity and what payment terms apply when ordering from MWalloys?
MWalloys has no minimum order quantity for AMS 5536 certified Hastelloy X sheet and plate — single sheets and plates are accepted through full production tonnage orders, with complete AMS 5536 documentation provided regardless of quantity, and first orders processed on T/T payment terms with 30% deposit on confirmation and 70% balance before shipment. This no-minimum policy reflects our commitment to supporting the full spectrum of customer requirements: from aerospace engineers ordering a single prototype sheet for initial forming trials, through research institutions needing one plate for high-temperature testing programs, to production programs requiring regular deliveries of multi-ton quantities. For established customers with approved credit, Net 30 payment terms from invoice date are available following credit review. Letters of credit are accepted for orders exceeding USD $20,000. For international customers, we accept payment in USD, EUR, GBP, and most major currencies, with exchange rates confirmed at order placement. Express processing for urgent requirements — including same-week dispatch of in-stock material for emergency maintenance situations — is available with advance notification. Contact our international sales team with your specific quantity, dimensions, and delivery requirements for a quotation valid for 30 days.
Verifiable References
The following sources were consulted in preparing this technical article and are independently verifiable:
- Haynes International. Hastelloy X Alloy Data Sheet (H-3009C). Haynes International, Kokomo, IN.
- SAE International. AMS 5536: Nickel Alloy, Corrosion and Heat-Resistant, Sheet, Strip, and Plate, 47Ni-22Cr-18Fe-9Mo, Solution Annealed. SAE International, Warrendale, PA. Current Revision.
- SAE International. AMS 5754: Nickel Alloy, Corrosion and Heat-Resistant, Bars, Rods, and Wire, 47Ni-22Cr-18Fe-9Mo, Solution Annealed. SAE International, Warrendale, PA.
- SAE International. AMS 2750: Pyrometry Requirements for Thermal Processing Equipment. SAE International, Warrendale, PA. Current Revision.
- SAE International. AMS 2242: Tolerances, Sheet, Strip, and Plate, Nickel and Nickel Alloys. SAE International, Warrendale, PA.
- ASTM International. ASTM B435: Standard Specification for UNS N06002, UNS N06230, UNS N12160, and UNS R30556 Alloy Plate, Sheet, and Strip. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM E8/E8M: Standard Test Methods for Tension Testing of Metallic Materials. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM E112: Standard Test Methods for Determining Average Grain Size. ASTM International, West Conshohocken, PA.
- ASME International. ASME Section II Part B: Non-Ferrous Material Specifications (SB-435 — Hastelloy X plate). ASME, New York, NY. Current Edition.
- ASME International. ASME Section II Part D: Properties — Maximum Allowable Stress Tables for UNS N06002. ASME, New York, NY. Current Edition.
- American Welding Society. AWS A5.14: Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods (ERNiMo-3). AWS, Miami, FL. Current Edition.
- Donachie, M.J. and Donachie, S.J. Superalloys: A Technical Guide, 2nd Edition. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Davis, J.R. (Editor). Heat-Resistant Materials (ASM Specialty Handbook). ASM International, Materials Park, OH, 1997. ISBN: 0-87170-596-6
- ISO. EN ISO 10204: Metallic Products — Types of Inspection Documents. ISO, Geneva, Switzerland. Current Edition.
- SAE International. AMS 5798: Nickel Alloy, Corrosion and Heat-Resistant, Welding Wire, 47Ni-22Cr-18Fe-9Mo (ERNiMo-3 Hastelloy W filler). SAE International, Warrendale, PA.
- Sims, C.T., Stoloff, N.S., and Hagel, W.C. (Editors). Superalloys II: High Temperature Materials for Aerospace and Industrial Power. John Wiley and Sons, New York, 1987. ISBN: 0-471-01iembre787-6
