Inconel 718 plate stock certified to AMS 5596 is the industry-standard choice for high-temperature structural applications requiring exceptional tensile strength, corrosion resistance, and dimensional precision. At MWalloys, we supply AMS 5596 certified Inconel 718 plates in custom cut-to-size formats, serving aerospace manufacturers, oil and gas operators, nuclear facilities, and precision machining shops worldwide. This material delivers yield strength exceeding 150 ksi in the aged condition, maintains mechanical integrity from cryogenic temperatures up to 1300°F (704°C), and meets the strictest traceability requirements demanded by Tier 1 aerospace procurement specifications.
If your project requires the use of Inconel 718 Plates, you can contact us for a free quote.
What Is Inconel 718 and Why Is It Considered the Workhorse of Superalloys?
Inconel 718, also referred to by its UNS designation N07718 or W.Nr. 2.4668, is a nickel-chromium-based precipitation-hardenable superalloy that has been in commercial production since the early 1960s. Its development by International Nickel Company (INCO) addressed a critical gap in the materials landscape: the need for an alloy that could be age-hardened quickly and reliably, without the severe welding and fabrication difficulties that plagued earlier nickel-based alloys like Waspaloy and Rene 41.

What makes Inconel 718 genuinely exceptional is the unusual precipitation hardening mechanism it employs. Unlike most nickel superalloys that rely on gamma prime (γ') precipitates, Inconel 718 derives the majority of its strength from gamma double prime (γ'') precipitates — specifically, ordered Ni₃Nb particles that form coherently within the face-centered cubic (FCC) matrix. This mechanism gives the alloy a slower precipitation kinetics profile, which translates directly into superior weldability: the material does not age-harden rapidly in the heat-affected zone during welding, preventing the strain age cracking that commonly ruins other high-strength superalloys.
We have worked with hundreds of engineering teams over the years, and one observation we consistently make is that engineers sometimes underestimate just how broadly Inconel 718 has displaced other materials in demanding thermal environments. The alloy accounts for roughly 34% of all superalloy production globally — a market dominance that reflects both its technical capabilities and the confidence the industry has developed in its long-term behavior.
Key Physical Properties That Distinguish Inconel 718
| Property | Value | Notes |
|---|---|---|
| Density | 8.19 g/cm³ (0.296 lb/in³) | Slightly heavier than titanium alloys |
| Melting Range | 1260–1336°C (2300–2437°F) | Wide solidification range aids weldability |
| Thermal Conductivity | 11.4 W/m·K at 21°C | Lower than steel; affects machining heat management |
| Specific Heat | 435 J/kg·K at 21°C | Important for thermal cycling applications |
| Electrical Resistivity | 1.252 µΩ·m | Relevant for EDM cutting applications |
| Magnetic Permeability | ~1.0011 (essentially non-magnetic) | Critical for MRI and defense sensor housings |
The low thermal conductivity figure deserves particular attention. Because Inconel 718 conducts heat poorly compared to carbon steel or aluminum, heat generated during machining concentrates at the cutting edge rather than dissipating into the workpiece. This single property is responsible for most of the tooling costs engineers encounter when transitioning from structural steel to superalloy fabrication.
Also read: Monel 400 Plate: ASTM B127 Certified Stock, Custom Cutting Services
What Does AMS 5596 Certification Actually Mean for Plate Stock?
AMS 5596 is an Aerospace Material Specification published by SAE International (previously administered under the Society of Automotive Engineers) that governs the procurement of Inconel 718 in the form of sheet, strip, and plate. The current revision of AMS 5596 is revision M (AMS 5596M), which consolidates prior revisions and aligns with modern quality system expectations.
When a material producer certifies Inconel 718 plate to AMS 5596, they are affirming compliance with a detailed set of requirements spanning:
- Chemical composition limits (verified by melt heat chemistry and product analysis).
- Tensile property minimums (both room temperature and elevated temperature).
- Grain size requirements (for specific thickness ranges).
- Surface condition requirements.
- Heat treatment condition (typically supplied in the solution annealed condition, designated Condition A).
- Nondestructive testing requirements (ultrasonic inspection for certain thickness ranges).
- Certification documentation requirements (material test reports, heat lot traceability).
It is important to understand that AMS 5596 certification is not the same as simply specifying "Inconel 718." The specification imposes chemistry windows that are tighter than the general UNS N07718 limits in some trace element categories. For instance, AMS 5596 imposes specific controls on phosphorus, sulfur, boron, and cobalt content that may not be reflected in a generic mill certificate citing only UNS N07718.
At MWalloys, every plate we supply against an AMS 5596 purchase order is accompanied by a material test report (MTR) that documents the heat number, full chemical analysis, mechanical test results, heat treatment records, and the responsible quality signatory. This documentation chain is what separates aerospace-grade procurement from general industrial supply.
AMS 5596 vs. Related Inconel 718 Specifications
| Specification | Form | Condition | Primary Use |
|---|---|---|---|
| AMS 5596 | Sheet, Strip, Plate | Solution Annealed (Condition A) | Structural aerospace components |
| AMS 5597 | Sheet, Strip, Plate | Solution Annealed + Aged (Condition B) | Higher-strength applications requiring full aging |
| AMS 5662 | Bar, Billet | Solution Annealed | Rotating components, shafts |
| AMS 5663 | Bar, Billet | Precipitation Hardened | High-strength fasteners, shafts |
| AMS 5664 | Bar, Billet | Precipitation Hardened (premium) | Critical rotating parts |
| AMS 5832 | Welding Wire | — | Fusion welding filler metal |
| ASTM B670 | Plate, Sheet, Strip | Various | Industrial / non-aerospace applications |
The distinction between AMS 5596 (solution annealed) and AMS 5597 (fully aged) matters significantly to the engineer designing the component. If a plate will undergo additional forming or machining operations before final heat treatment, AMS 5596 Condition A is the correct starting point. If the component requires no further thermal processing after delivery, the fully aged AMS 5597 material delivers the peak mechanical properties directly from stock.
How Does the Chemical Composition of Inconel 718 Drive Its Performance?
The chemistry of Inconel 718 is a carefully engineered balance that enables a precipitation hardening response while maintaining forgeability, weldability, and oxidation resistance. Understanding what each alloying element contributes helps engineers make better decisions about material selection, processing, and application limits.
Nominal Chemical Composition of Inconel 718 (AMS 5596 Requirements)
| Element | AMS 5596 Min (%) | AMS 5596 Max (%) | Primary Role |
|---|---|---|---|
| Nickel (Ni) | 50.00 | 55.00 | Base metal; FCC matrix stabilizer |
| Chromium (Cr) | 17.00 | 21.00 | Oxidation and hot corrosion resistance |
| Iron (Fe) | Balance | — | Cost reducer; matrix support |
| Niobium + Tantalum (Nb+Ta) | 4.75 | 5.50 | Primary strengthener via γ'' precipitate (Ni₃Nb) |
| Molybdenum (Mo) | 2.80 | 3.30 | Solid solution strengthening; corrosion resistance |
| Titanium (Ti) | 0.65 | 1.15 | Secondary γ' precipitate former; grain boundary control |
| Aluminum (Al) | 0.20 | 0.80 | γ' precipitate (Ni₃Al); oxidation resistance |
| Cobalt (Co) | — | 1.00 max | Solid solution strengthening |
| Carbon (C) | — | 0.08 max | Carbide former; grain boundary pinning |
| Manganese (Mn) | — | 0.35 max | Deoxidizer |
| Silicon (Si) | — | 0.35 max | Deoxidizer; oxidation resistance at low levels |
| Phosphorus (P) | — | 0.015 max | Controlled impurity; grain boundary embrittlement risk |
| Sulfur (S) | — | 0.015 max | Controlled impurity; hot ductility risk |
| Boron (B) | — | 0.006 max | Grain boundary strengthener in controlled amounts |
| Copper (Cu) | — | 0.30 max | Tramp element control |
The niobium content deserves specific discussion because it is the element most responsible for Inconel 718's commercial success. Niobium forms the gamma double prime (γ'') phase (Ni₃Nb), which is the primary strengthening precipitate. Crucially, γ'' forms much more slowly than the γ' phase found in older nickel superalloys, which is why Inconel 718 can be welded without immediately age-hardening in the heat-affected zone. This slow kinetics is what enables the "weldable superalloy" characteristic that has made the alloy so ubiquitous in aerospace fabrication.
The chromium level (17–21%) provides the primary defense against oxidation and hot corrosion. In service environments where sulfur-containing combustion gases are present — as in gas turbine combustors — the chromium forms a protective Cr₂O₃ scale that limits further oxidation penetration. This makes Inconel 718 suitable for applications that would rapidly destroy lower-chromium nickel alloys or most stainless steels.
What Mechanical Properties Can Engineers Expect from AMS 5596 Certified Plate?
Mechanical property requirements under AMS 5596 depend on the material condition (solution annealed vs. precipitation hardened) and the product thickness. Engineers specifying Inconel 718 plate should always design to the minimum guaranteed values from the specification, not nominal published values, especially for safety-critical structures.
Room Temperature Mechanical Properties — Inconel 718 Plate (AMS 5596/5597)
| Property | Solution Annealed (Condition A) | Precipitation Hardened (Condition B) | Test Method |
|---|---|---|---|
| Ultimate Tensile Strength (UTS) | 965 MPa (140 ksi) min | 1275 MPa (185 ksi) min | ASTM E8 |
| 0.2% Yield Strength | 550 MPa (80 ksi) min | 1034 MPa (150 ksi) min | ASTM E8 |
| Elongation (in 2") | 30% min | 12% min | ASTM E8 |
| Reduction of Area | 35% min | 15% min | ASTM E8 |
| Hardness | ~Rc 32 typical | ~Rc 40–44 typical | ASTM E18 |
The contrast between the two conditions is dramatic. Precipitation hardening roughly doubles the yield strength while maintaining acceptable ductility — a combination rarely achievable in structural alloys. The Condition A (solution annealed) plate retains significantly better formability, which is why most fabricators purchase plate in Condition A and perform final aging heat treatment after all forming and welding operations are complete.
Elevated Temperature Properties of Inconel 718 Plate
One of the most compelling characteristics of Inconel 718 is how it retains mechanical properties at temperatures that would cause most ferrous alloys to creep or fail rapidly.
| Temperature | UTS (MPa) | 0.2% YS (MPa) | Elongation (%) |
|---|---|---|---|
| 21°C (70°F) | 1380 | 1170 | 21 |
| 204°C (400°F) | 1310 | 1100 | 20 |
| 427°C (800°F) | 1275 | 1070 | 20 |
| 538°C (1000°F) | 1240 | 1035 | 20 |
| 649°C (1200°F) | 1170 | 1000 | 22 |
| 704°C (1300°F) | 1090 | 910 | 22 |
| 760°C (1400°F) | 870 | 750 | 24 |
Note: Values above represent typical aged condition data. Above approximately 704°C (1300°F), the γ'' precipitate phase begins to dissolve and transform to the stable but non-coherent delta phase (Ni₃Nb orthorhombic), which significantly reduces strengthening effectiveness. This sets the practical upper service temperature for Inconel 718 at approximately 650–700°C for sustained load applications.
We regularly advise engineers who need higher temperature capability — above 700°C sustained — to evaluate Inconel 625, Waspaloy, or René 41, depending on whether corrosion resistance or creep strength is the primary driver.
How Is Inconel 718 Plate Manufactured and What Processing Conditions Apply?
Understanding the production route for Inconel 718 plate helps engineers evaluate supplier capabilities and understand why certification documents reference specific melt and processing designations.
Melt Practice and Its Effect on Plate Quality
Inconel 718 plate stock is produced through one of several melt routes, and the choice of melt practice directly affects cleanliness, segregation levels, and ultimately, fatigue life and fracture toughness.
Vacuum Induction Melting (VIM) + Electroslag Remelting (ESR) — VIM + ESR:
This is the baseline melt route for most industrial and energy-sector applications. VIM ensures excellent chemistry control and low gas content. ESR improves ingot solidification, reduces inclusion content, and homogenizes the microstructure. This route is adequate for structural components not subject to fracture-critical certification requirements.
Vacuum Induction Melting + Electroslag Remelting + Vacuum Arc Remelting (VIM + ESR + VAR — Triple Melt):
Triple melt is the required or strongly preferred route for aerospace rotating components and fracture-critical parts. The VAR step further reduces macrosegregation and eliminates residual oxide inclusions that might survive VIM+ESR processing. Most AMS 5596 plate for aerospace use specifies or implies VIM+ESR+VAR melt practice, though the specification itself allows VIM+ESR as a minimum.
At MWalloys, we maintain inventory from certified melters who use VIM+ESR+VAR practice as standard for aerospace plate, and we can provide VIM+ESR material for industrial programs where triple melt premium is not justified.
Hot Rolling and Plate Production Sequence
Inconel 718 ingots are processed into plate through a sequence of thermomechanical operations:
- Homogenization anneal — Ingot heated to approximately 1150–1190°C to dissolve segregation from solidification.
- Primary forging (cogging) — Ingot broken down into slab or bloom form at 1020–1120°C working temperature.
- Hot rolling — Slab rolled to target plate thickness in multiple passes; finishing temperature control is critical.
- Solution annealing — Final plate annealed at 980–1010°C (1800–1850°F) followed by water quench or rapid air cool.
- Descaling — Acid pickling to remove oxide scale; mechanical descaling for heavier gauges.
- Straightening — Roller leveling to achieve flatness tolerances..
- Inspection and testing — Dimensional, visual, chemical, mechanical, ultrasonic (for thick plate).
Controlling the solution anneal temperature is particularly important. Too low a temperature leaves undissolved delta phase particles that pin grain growth but may also limit toughness if present in excessive amounts. Too high a temperature produces excessive grain growth that reduces fatigue resistance and tensile strength.
What Heat Treatment Conditions Are Required for Inconel 718 Plate?
Heat treatment is where Inconel 718 transitions from a formable annealed blank into a high-strength structural material. Engineers who specify plate must understand the two-step aging process required and how process variations affect final properties.
Standard Heat Treatment for Inconel 718 (AMS 2774 Requirements)
The standard aging sequence for Inconel 718 plate, per AMS 2774 and consistent with GE and Pratt & Whitney material specifications, involves:
Step 1 — Solution Anneal (if not already in Condition A):
- Temperature: 980°C ± 14°C (1800°F ± 25°F)
- Time: 1 hour minimum per inch of cross-section
- Cooling: Rapid air cool or water quench
Step 2 — First Age:
- Temperature: 718°C ± 8°C (1325°F ± 15°F)
- Time: 8 hours
- Cooling: Furnace cool at 55°C/hour (100°F/hour) to second age temperature
Step 3 — Second Age:
- Temperature: 621°C ± 8°C (1150°F ± 15°F)
- Time: 8 hours total at temperature
- Cooling: Air cool to room temperature
This dual-age sequence is specifically designed to develop the optimal size and distribution of both γ'' (Ni₃Nb) and γ' (Ni₃(Al,Ti)) precipitates simultaneously. The first age at 718°C nucleates and grows γ'', while the second age at 621°C completes γ' precipitation and adjusts precipitate coarsening to maximize yield strength.
Modified Heat Treatment Options for Specific Applications
Certain applications demand modified heat treatment to emphasize specific properties:
| Treatment | Temperature Sequence | Resulting Property Emphasis |
|---|---|---|
| Standard Double Age | 980°C SA + 718°C/8h + 621°C/8h | Balanced strength and ductility (standard) |
| Modified Double Age | 1010°C SA + 760°C/10h + 649°C/8h | Improved high-temperature stress rupture |
| Single Age (720°C/8h) | As-welded, then single age | Post-weld stress relief + partial strengthening |
| Overaged | 980°C SA + 800°C/1h + 700°C/16h | Maximum fracture toughness, lower strength |
Post-weld heat treatment (PWHT) requirements for Inconel 718 fabrications should follow the applicable welding specification (AWS D1.6 for structural, or applicable OEM welding procedure specification). We strongly recommend against single-age treatment as the sole post-fabrication heat treatment for structural assemblies where full strength is required, as it leaves significant γ'' precipitation incomplete.
Which Industries Use Inconel 718 Plate Stock and for What Applications?
Inconel 718 plate has established itself across multiple industries not by accident, but because no other single material simultaneously delivers the combination of high strength, weldability, corrosion resistance, and dimensional stability that this alloy provides.
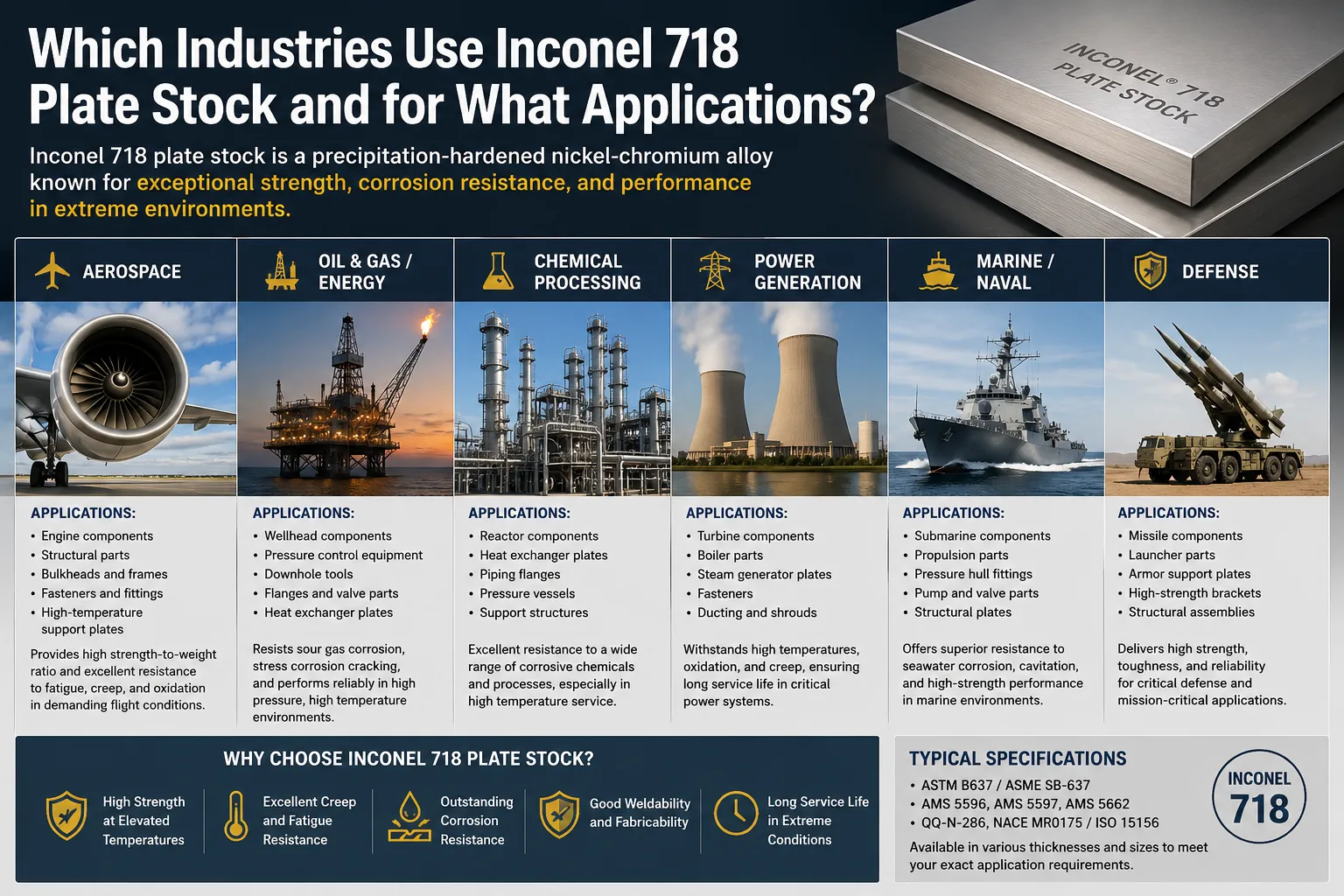
Aerospace and Defense Applications
Aerospace represents the largest market for Inconel 718 plate stock, consuming the material in forms ranging from structural brackets to combustor liners to nacelle components. Specific applications we routinely supply material for include:
- Gas turbine engine cases: Fan cases, compressor cases, turbine exhaust cases fabricated from ring-rolled and welded plate segments.
- Combustor liners: Where sustained 700°C+ temperatures and oxidizing combustion gas exposure are simultaneous stresses.
- Afterburner components: Military jet engines operating at temperatures that exclude aluminum and titanium entirely.
- Thrust reverser structures: Structural plate for cascade assemblies and blocker door mechanisms.
- Cryogenic tank fittings: Inconel 718 retains excellent toughness at liquid hydrogen temperatures (-253°C).
Oil, Gas, and Subsea Applications
The oil and gas industry uses Inconel 718 plate primarily in high-pressure, high-temperature (HPHT) sour service environments where H₂S and CO₂ exposure would cause rapid stress corrosion cracking in standard stainless steels. Applications include:
- Wellhead components and Christmas tree flanges
- Subsea manifold structural components
- Valve bodies and seats for HPHT service (above 150°C, above 103 MPa pressure)
- Downhole tool housings (drill collars, logging tool bodies, pressure containment housings)
NACE MR0175/ISO 15156 specifies hardness and heat treatment requirements for Inconel 718 in sour service. For H₂S service, the maximum hardness is typically limited to Rc 40 or as specified by the applicable NACE standard, which constrains the aging temperature and time parameters.
Nuclear, Medical, and Industrial Applications
| Industry | Application | Key Property Required |
|---|---|---|
| Nuclear | Reactor internals, fasteners, steam generator support | Radiation resistance, high-temperature strength |
| Medical | MRI machine housings, surgical instruments | Non-magnetic, corrosion resistant |
| Automotive (motorsport) | Turbocharger components, exhaust valves | High-temperature strength, thermal fatigue resistance |
| Chemical Processing | Reactor vessels, heat exchanger components | Corrosion resistance in aggressive media |
| Marine | Propulsion system components, seawater handling | Seawater corrosion resistance |
How Do Cut-to-Size Services Work and What Tolerances Are Achievable?
One of the most practical services MWalloys provides is precision cut-to-size processing of Inconel 718 plate. Rather than purchasing full-length mill plates and managing expensive in-house cutting operations, customers send us their part drawings or specification sheets and receive material cut to the exact dimensions needed.
Available Plate Dimensions and Thickness Ranges
| Parameter | Standard Range | Notes |
|---|---|---|
| Plate Thickness | 0.187" (4.75 mm) to 4.0" (101.6 mm) | Thinner gauges classified as sheet/strip |
| Width | Up to 60" (1524 mm) standard mill width | Custom widths available via slitting |
| Length | Up to 120" (3048 mm) standard | Longer lengths available on request |
| Weight per plate | Up to 2,500 kg (standard handling) | Heavier plates require special logistics |
Cutting Methods and Dimensional Tolerances
Inconel 718's toughness and work-hardening tendency make cutting operations more demanding than standard stainless steel. MWalloys employs multiple cutting technologies depending on thickness, dimensional tolerance, and heat-affected zone requirements:
Waterjet Cutting:
The preferred method for most plate thicknesses where tight tolerances and no heat-affected zone are required. Abrasive waterjet can cut Inconel 718 plate up to approximately 6" thick with tolerances of ±0.010" to ±0.020" depending on thickness. The cold cutting action ensures no alteration of the microstructure adjacent to the cut edge, which is critical for AMS-certified materials that require documented traceability of heat treatment condition.
Plasma Cutting:
Suitable for rough-cut blanks where edges will subsequently be machined. Plasma cutting creates a heat-affected zone of 1–3 mm depth that can alter hardness and microstructure at the cut edge. Parts cut by plasma that are dimensionally critical require subsequent material removal by milling or grinding to eliminate the HAZ. We do not recommend plasma as the final cut operation for AMS-certified plate in flight-critical applications.
Laser Cutting:
Fiber laser cutting is increasingly viable for Inconel 718 plate up to approximately 12–15 mm thickness. Beyond this range, cut quality and cutting speed decrease rapidly due to the reflective and thermally conductive nature of the cut kerf. Laser cutting produces a narrower HAZ than plasma and can achieve tolerances of ±0.005" to ±0.010" on thinner sections.
Sawing (Band Saw / Cold Saw):
For rough blanking of thick plate where subsequent machining will achieve final dimensions, band sawing is the most economical approach. We use high-cobalt M42 or carbide-tipped blades with flood coolant and reduced cutting speeds compared to steel to manage work hardening in the saw kerf.
Standard Dimensional Tolerances for Cut-to-Size Inconel 718 Plate
| Cutting Method | Length/Width Tolerance | Squareness | Surface Finish (Ra) |
|---|---|---|---|
| Abrasive Waterjet | ±0.010" to ±0.020" | ±0.010" per foot | 125–250 µin Ra |
| Plasma (rough cut) | ±0.060" to ±0.125" | ±0.030" per foot | N/A (machine after) |
| Fiber Laser (<15mm) | ±0.005" to ±0.010" | ±0.005" per foot | 63–125 µin Ra |
| Band Saw (rough cut) | ±0.060" to ±0.125" | ±0.030" per foot | N/A (machine after) |
What Are the Machining Challenges and Best Practices for Inconel 718 Plate?
Machining Inconel 718 plate is significantly more demanding than machining structural steel or standard austenitic stainless steel. We have compiled the most consistent findings from our technical team and customer feedback over many years of supplying this material into machining operations.
Why Inconel 718 Is Difficult to Machine
Three fundamental material characteristics drive the machining difficulty:
1. Rapid work hardening: Inconel 718 can work-harden to roughly 250% of its annealed hardness within a very shallow surface layer during cutting. If a tool dwells or rubs rather than cutting cleanly, it rapidly creates a hardened layer that can cause tool fracture on the next pass.
2. Low thermal conductivity: As noted earlier, heat does not dissipate into the workpiece effectively. This means virtually all cutting heat concentrates at the tool tip and chip interface, dramatically accelerating tool wear compared to cutting softer materials.
3. High hot hardness: Even at the elevated temperatures generated during cutting, Inconel 718 retains substantial hardness and strength. The material continues to resist deformation and abrade tool edges throughout the cutting cycle.
Recommended Machining Parameters for Inconel 718 Plate
| Operation | Tool Material | Cutting Speed (SFM) | Feed Rate (IPR) | Depth of Cut (in) | Coolant |
|---|---|---|---|---|---|
| Rough Turning | Carbide (C-2 grade) | 40–80 | 0.010–0.020 | 0.100–0.200 | Flood (high pressure) |
| Finish Turning | Coated Carbide | 80–150 | 0.004–0.010 | 0.020–0.040 | High-pressure flood |
| Rough Milling | Carbide End Mill | 30–60 SFM | 0.002–0.006 per tooth | 0.050–0.150 | Flood or mist |
| Finish Milling | TiAlN coated Carbide | 60–120 SFM | 0.001–0.003 per tooth | 0.010–0.030 | Flood preferred |
| Drilling | Cobalt HSS or Carbide | 15–25 SFM | 0.003–0.007 | Full diameter | High-pressure through-spindle |
| Grinding | CBN or Aluminum Oxide | — | Gentle infeed | Light stock removal | Abundant flood coolant |
Ceramic cutting inserts (SiC whisker reinforced) can achieve cutting speeds 3–5 times higher than carbide for roughing operations, but require rigid, high-power machines and are not suitable for interrupted cuts or operations with scale or hard spots.
How Do You Compare Inconel 718 Plate Against Alternative Superalloy Plates?
Materials selection for high-temperature structural applications frequently requires a side-by-side comparison of Inconel 718 against competing nickel and cobalt-based superalloys. Below is a comprehensive comparison to support engineering decision-making.
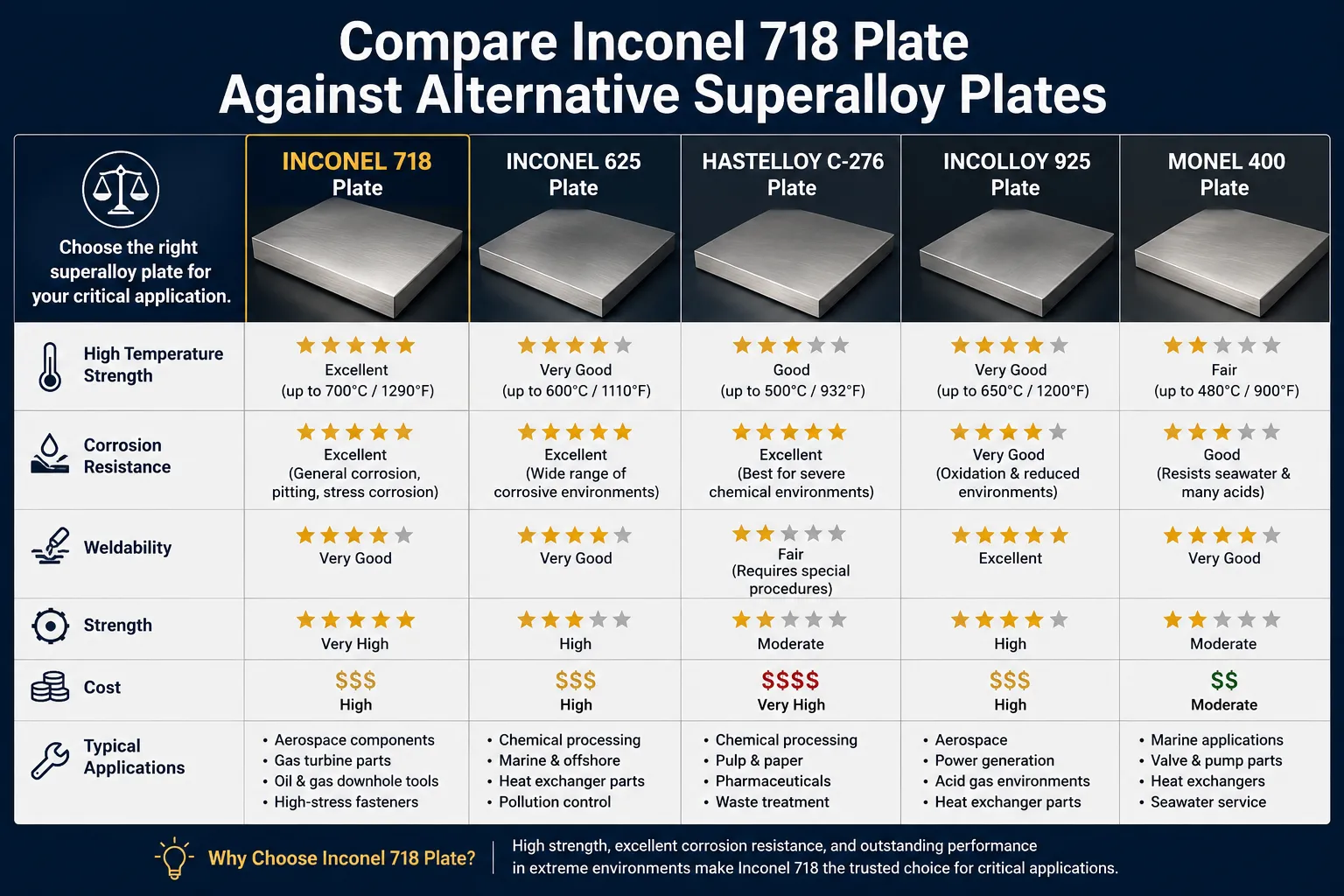
Inconel 718 vs. Competing High-Temperature Alloys
| Property | Inconel 718 | Inconel 625 | Waspaloy | Haynes 282 | 17-4PH SS |
|---|---|---|---|---|---|
| Max Service Temp (strength) | 704°C | 816°C oxidation / 593°C strength | 980°C | 760°C | 316°C |
| UTS (aged, MPa) | 1380 | 965 | 1275 | 1220 | 1170 |
| 0.2% YS (aged, MPa) | 1170 | 517 | 1000 | 1060 | 1000 |
| Weldability | Excellent | Excellent | Moderate (HAZ cracking risk) | Good | Good |
| Machinability | Moderate (difficult) | Moderate-Difficult | Difficult | Moderate | Easy-Moderate |
| Corrosion Resistance | Very Good | Excellent | Good | Good | Moderate |
| Relative Cost | Moderate | Moderate-High | High | High | Low |
| Primary Strengthening | γ'' (Ni₃Nb) | Solid solution | γ' (Ni₃Al) | γ' | Martensite + Cu precipitation |
The comparison reveals several clear conclusions for the materials engineer:
- For applications below 700°C requiring maximum strength and good weldability, Inconel 718 remains the optimal choice.
- Applications above 700°C sustained temperature should consider Waspaloy or René 41 where corrosion environment is manageable, or Inconel 625 where corrosion is the primary concern.
- Haynes 282 represents a newer alternative offering better oxidation resistance than 718 with comparable strength at intermediate temperatures.
- 17-4PH stainless steel is not an appropriate substitute when temperatures exceed 316°C or when sour gas corrosion is a concern.
What Quality Certifications and Documentation Should Accompany Inconel 718 Plate?
Procurement of AMS 5596 certified Inconel 718 plate for aerospace, nuclear, or critical industrial applications requires a complete documentation package that enables full traceability from raw material to finished component.
Required Documentation for AMS 5596 Inconel 718 Plate
| Document | Content | Purpose |
|---|---|---|
| Material Test Report (MTR) | Heat chemistry, mechanical test results, heat treatment records, certifying statement | Primary compliance document |
| Certificate of Conformance (C of C) | Supplier's written declaration that material meets specification | Contract compliance |
| Heat/Lot Number | Unique alphanumeric identifier traceable to melt records | Traceability to original melt |
| Ultrasonic Test Report | UT inspection coverage and rejection criteria (for qualifying thicknesses) | Internal defect detection |
| Dimensional Inspection Report | Measured thickness, width, length, flatness | Dimensional verification |
| Chemical Analysis (Product) | Actual measured chemistry of the plate (not just melt heat) | Confirms specification compliance at product level |
At MWalloys, we maintain a controlled document management system that allows customers to request historical MTRs for materials supplied to them at any time. This is particularly important for operators in the aerospace MRO sector who need to reconstruct material traceability for fleet maintenance records.
Applicable Quality Management System Certifications
Customers evaluating Inconel 718 plate suppliers should verify that the supplier maintains:
- AS9100 Rev D: Quality management system for aerospace supply chain.
- ISO 9001:2015: General quality management system (minimum baseline).
- NADCAP: National Aerospace and Defense Contractors Accreditation Program (for heat treatment and NDT operations).
- DFARS Compliance: For US defense procurement, materials must be traceable to domestic melted and manufactured sources per 48 CFR 252.225-7009 (specialty metals compliance)
How Should Engineers Specify and Order Inconel 718 Plate Stock?
A complete purchase order for Inconel 718 plate stock should contain sufficient technical detail to prevent ambiguity and ensure the supplier delivers exactly what the application requires. We have seen costly delays and rejections result from under-specified purchase orders that omit critical requirements.
Recommended Purchase Order Line Items for Inconel 718 Plate
A well-structured specification for Inconel 718 plate should include:
- Material designation: Inconel 718 / UNS N07718.
- Governing specification: AMS 5596M (confirm current revision).
- Heat treatment condition: Condition A (solution annealed) or Condition B (fully aged, per AMS 5597).
- Melt practice: VIM+ESR, VIM+ESR+VAR, or as permitted by specification.
- Product thickness: Nominal with applicable thickness tolerance per AMS 2242 or as specified.
- Width and length: Nominal dimensions with bilateral tolerances.
- Surface condition: As-rolled and pickled, or ground one or both sides.
- Quantity / weight: Number of pieces or total weight.
- Certification requirements: MTR, C of C, ultrasonic inspection certificate if required.
- Special requirements: DFARS compliance, customer source approval, first article inspection.
Standard Plate Thickness Tolerances (Per AMS 2242)
| Nominal Thickness (in) | Thickness Tolerance (in) | Width Tolerance (in) |
|---|---|---|
| 0.187–0.250 | +0.018 / -0.000 | +0.125 / -0.000 |
| 0.251–0.500 | +0.023 / -0.000 | +0.125 / -0.000 |
| 0.501–1.000 | +0.033 / -0.000 | +0.188 / -0.000 |
| 1.001–2.000 | +0.045 / -0.000 | +0.250 / -0.000 |
| 2.001–3.000 | +0.058 / -0.000 | +0.375 / -0.000 |
| 3.001–4.000 | +0.073 / -0.000 | +0.375 / -0.000 |
Note: AMS 2242 tolerances are positive only (oversize but not undersize), which is standard practice for structural plate where minimum thickness governs structural calculation. Engineers designing to minimum section thickness should account for this tolerance convention in stress analysis.
FAQs About Inconel 718 Plate Stock
1: What is the difference between Inconel 718 plate and Inconel 718 sheet?
Inconel 718 plate is material with a nominal thickness of 0.187 inches (4.75 mm) or greater, while sheet refers to material thinner than this threshold. The distinction matters because AMS 5596 covers both forms under the same specification, but the applicable thickness tolerances, flatness requirements, and some mechanical test requirements differ between them. Plate products are typically used in structural, machined, and heavily loaded applications where greater cross-section is required for strength or for material removal during machining. Sheet products are more commonly used for formed components, liners, and enclosures. At MWalloys, we stock both forms and can advise on which is appropriate for your application based on the required cross-section, forming requirements, and end-use specification.
2: Can Inconel 718 plate be welded after aging to full strength?
Welding fully aged (precipitation hardened) Inconel 718 plate is technically possible but is strongly discouraged for structural applications, as the heat-affected zone becomes susceptible to strain age cracking. When the aged material is exposed to welding heat, residual thermal stresses develop as the weld zone heats and cools through the precipitation temperature range, and the already-hardened matrix can crack under these stresses. The correct practice is to weld material in the solution annealed condition and perform the full aging heat treatment after welding. For weld repair of service-aged components, a full re-solution anneal followed by re-aging after welding is the safest approach. The welding consumable should be Inconel 718 matching filler (AMS 5832 wire) or, for multi-pass welds, Inconel 625 filler to maximize weld pool ductility.
3: What surface finish does Inconel 718 plate typically come in from the mill?
Standard Inconel 718 plate is supplied with a descaled and pickled surface finish, typically described as "hot-rolled, annealed, and pickled" (HRAP) with an approximate Ra of 250–500 µin. This finish is adequate for most structural applications where the surface will be machined. For applications requiring a smoother starting surface — such as pressure vessel components where inspection access is limited — ground plate can be specified to Ra 63 µin or better. Bright annealed surface (similar to stainless 2B finish) is not standard for plate thicknesses due to the practical limitations of bright annealing heavy gauge material. MWalloys can supply HRAP standard material and also arrange surface grinding on request. Always confirm the required surface condition in the purchase order, as surface preparation significantly affects material cost and lead time.
4: Is Inconel 718 plate magnetic?
Inconel 718 in its standard solution annealed or precipitation hardened condition is essentially non-magnetic, with a relative magnetic permeability of approximately 1.0011 — well within the non-magnetic classification. This makes it suitable for applications near magnetic field-sensitive equipment such as MRI machines, magnetometers, and certain defense sensors. However, it is important to note that local cold working — such as aggressive grinding, heavy forming, or severe machining — can induce a very small amount of ferromagnetism in the near-surface region due to deformation-induced transformation of trace amounts of retained austenite. For applications with very tight magnetic permeability requirements (permeability less than 1.005), purchasers should specify magnetic permeability testing on the final machined component rather than relying solely on stock material certification.
5: What is the maximum operating temperature for Inconel 718 plate in sustained service?
The practical maximum service temperature for Inconel 718 under sustained structural load is approximately 650–700°C (1200–1292°F). Above this range, the primary strengthening precipitate γ'' (Ni₃Nb) begins to transform to the stable but non-coherent delta phase (δ-Ni₃Nb), which does not provide the same precipitation hardening response. Exposure above 700°C for extended periods causes overaging and significant strength reduction. For oxidation resistance without structural loading, Inconel 718 can tolerate short-term excursions to approximately 980°C (1800°F) due to its chromium content forming a protective scale. Applications requiring sustained service above 700°C should consider Inconel 625, Waspaloy, Haynes 188, or other alloys specifically designed for higher-temperature service.
6: How does Inconel 718 plate perform in sour gas (H₂S) environments?
Inconel 718 is approved for use in sour gas service per NACE MR0175/ISO 15156-3, subject to hardness and heat treatment restrictions that limit maximum hardness to Rc 40 (or as specified) for H₂S partial pressures above defined thresholds. The alloy shows excellent resistance to sulfide stress cracking (SSC) when properly heat treated and within the hardness limits. The high chromium content (17–21%) and nickel content above 50% create a passive oxide layer that resists H₂S attack under most oilfield conditions. For highly concentrated H₂S environments or applications combining H₂S and chloride stress corrosion, qualification testing per applicable NACE standards is recommended. MWalloys can supply Inconel 718 plate with documented hardness values to confirm NACE compliance, and can provide material in specific tempered conditions to meet hardness ceilings where required.
7: What are the standard stock sizes available for Inconel 718 plate at MWalloys?
MWalloys maintains Inconel 718 plate stock in a comprehensive range of thicknesses from 3/16" (0.187") through 4" (101.6"), in standard widths of 24", 36", 48", and 60", and in standard lengths of 96" and 120". Additionally, we carry non-standard thicknesses cut from full plate to order, and we can source plates outside the standard dimension ranges through our established mill relationships with lead times typically ranging from 2 to 6 weeks depending on the specific requirement. Our AMS 5596 certified inventory is maintained in the solution annealed (Condition A) condition as standard, as this provides the greatest flexibility for customer forming, welding, and heat treatment operations. Fully aged (Condition B) material is available on request with appropriate lead time for heat treatment processing.
8: Does cut-to-size processing affect the AMS 5596 certification of Inconel 718 plate?
Mechanical cutting operations (waterjet, plasma, saw, laser) performed on AMS 5596 certified plate do not invalidate the material certification, provided the original certification documentation is maintained and transferred with the cut pieces. The key requirement is traceability — each cut piece must be identifiable back to the original certified heat lot through heat number marking or accompanying documentation. The cutting operation itself does not alter the material's chemical composition or heat treatment condition, so the certification remains valid. However, if the cutting process creates a heat-affected zone (as with plasma or laser cutting) that penetrates into the functional section of the part, a post-cut heat treatment or edge machining requirement may be needed to restore the affected material to specification condition. MWalloys maintains full heat number traceability on all cut pieces and provides updated documentation reflecting the as-cut dimensions.
9: How long does it take to receive cut-to-size Inconel 718 plate orders from MWalloys?
For standard thicknesses from stock with waterjet or saw cutting, MWalloys typically ships cut-to-size Inconel 718 plate orders within 3 to 7 business days from receipt of a confirmed purchase order and approved drawings. Rush processing for critical aerospace or production line support situations can be accommodated with 24–48 hour turnaround for uncomplicated cuts from stock inventory. Orders requiring material sourcing from mill (non-stock thicknesses or very large pieces) typically require 4–8 weeks lead time depending on the specific dimensions and melt practice requirements. Orders that include additional services such as surface grinding, plate straightening, or full ultrasonic inspection add 3–5 business days to the standard timeline. We strongly recommend contacting our sales engineering team early in the procurement cycle for projects with tight scheduling requirements.
10: What is the cost difference between AMS 5596 and ASTM B670 Inconel 718 plate?
AMS 5596 certified Inconel 718 plate typically carries a 15–30% premium over ASTM B670 plate for equivalent dimensions, reflecting the additional testing, documentation, and quality system requirements of the aerospace specification. ASTM B670 covers the same alloy in plate form but with less stringent documentation requirements, fewer mandatory test parameters, and no requirement for aerospace-grade quality management system certification (AS9100). For industrial applications in chemical processing, power generation, or general engineering where AMS certification is not required by the end customer or regulatory authority, ASTM B670 material is technically equivalent in alloy composition and can represent meaningful cost savings. However, for any aerospace, defense, or nuclear application, AMS 5596 certification is typically mandatory and cannot be substituted. MWalloys supplies both certifications and can advise on the appropriate specification for your application.
Verifiable References
The following sources were consulted in the preparation of this technical article and can be independently verified by engineers and procurement specialists:
- SAE International. AMS 5596M: Nickel Alloy, Corrosion and Heat Resistant, Sheet, Strip, and Plate, 52.5Ni-19Cr-3.0Mo-5.1Cb (Nb)-0.90Ti-0.50Al-18Fe. SAE International, Warrendale, PA. Current Revision.
- SAE International. AMS 2774: Heat Treatment, Nickel Alloy and Cobalt Alloy Parts. SAE International, Warrendale, PA. Current Revision.
- ASTM International. ASTM B670: Standard Specification for Precipitation-Hardening Nickel Alloy Bars, Plates, Sheets, Strip, and Forgings. ASTM International, West Conshohocken, PA.
- Special Metals Corporation. INCONEL alloy 718 Data Sheet Publication SMC-045. Huntington Alloys, Huntington, WV.
- Aerospace Industries Association (AIA). NASM 17887: Specification for Inconel Alloy 718. AIA, Washington, DC.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Petroleum and Natural Gas Industries — Materials for Use in H₂S-Containing Environments in Oil and Gas Production, Part 3: Cracking-Resistant CRAs (Corrosion-Resistant Alloys) and Other Alloys. NACE International, Houston, TX.
- Donachie, M.J. and Donachie, S.J. Superalloys: A Technical Guide, 2nd Edition. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. The Superalloys: Fundamentals and Applications. Cambridge University Press, Cambridge, UK, 2006. ISBN: 978-0-521-07011-9
- ASM International. ASM Handbook Volume 1: Properties and Selection: Irons, Steels, and High-Performance Alloys. ASM International, Materials Park, OH. ISBN: 0-87170-377-7
- Pollock, T.M. and Tin, S. "Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure, and Properties." Journal of Propulsion and Power, Vol. 22, No. 2, 2006, pp. 361–374. Available via AIAA digital library.
- Haynes International. High-Temperature Alloys Technical Brochure. Haynes International, Kokomo, IN.
- SAE International. AMS 2242: Tolerances, Sheet, Strip, and Plate, Nickel and Nickel Alloys. SAE International, Warrendale, PA.
- Machining Data Handbook, 3rd Edition. Machinability Data Center, Cincinnati, OH. (Cutting speed and feed data for nickel-based superalloys).
- Rolls-Royce plc. The Jet Engine, 5th Edition. Rolls-Royce Technical Publications, Derby, UK, 1996. ISBN: 0-902121-04-9
