Hastelloy X round bar certified to AMS 5754 is the definitive material choice for machined components requiring sustained structural integrity at temperatures from 650°C through 1200°C in oxidizing, carburizing, and nitriding atmospheres. At MWalloys, we supply AMS 5754 certified Hastelloy X round bar in custom diameters from 6 mm through 400 mm, with no minimum order quantity, delivery in 10–40 days, T/T payment terms for first orders, and worldwide shipping by air, sea, or land freight. This nickel-chromium-iron-molybdenum alloy uniquely combines solid solution strengthening from molybdenum and tungsten with exceptional oxidation resistance from its chromium-cobalt matrix — making it irreplaceable in gas turbine combustors, industrial furnace components, and aerospace structural members that operate continuously above temperatures where every competing alloy either oxidizes, creeps, or both.
If your project requires the use of Hastelloy X Round Bar, you can contact us for a free quote.
What Is Hastelloy X and Why Is It the Standard for High-Temperature Structural Bar Applications?
Hastelloy X, registered under UNS designation N06002 and European material number 2.4665, is a nickel-chromium-iron-molybdenum alloy developed by Haynes International that has been in commercial production since the 1950s. It was one of the earliest nickel superalloys specifically engineered to combine oxidation resistance with structural strength at temperatures above 870°C — a combination that most iron-based heat-resistant alloys cannot achieve simultaneously.
The alloy's commercial dominance in high-temperature bar applications stems from a property combination that remains genuinely difficult to replicate in competing materials. Hastelloy X maintains measurable yield strength at 1200°C — a temperature at which 310 stainless steel has lost 90% of its room temperature strength, at which most cobalt-based alloys have entered the creep regime, and at which alumina-forming alloys like Kanthal require protective atmospheric conditions to avoid catastrophic oxidation. The fact that Hastelloy X handles these conditions in air, in combustion products, in nitriding atmospheres, and in carburizing environments without surface treatment or protective coating explains its 60+ year track record in gas turbine engines and industrial furnace systems.
The round bar form specifically is the starting point for the majority of machined Hastelloy X components. Combustor dome studs, flame holder attachment bolts, burner nozzle bodies, thermocouple protection tubes, furnace roller axles, and retort support rods are all machined from Hastelloy X round bar stock. The bar form allows engineers to machine the exact cross-sectional geometry needed — turned, milled, drilled, threaded, and ground — from a solid certified billet with full material traceability from melt through finished component.

At MWalloys, we have supplied Hastelloy X round bar to gas turbine OEMs, industrial furnace builders, aerospace maintenance depots, and research institutions operating high-temperature test rigs. The consistent observation across all these customer types is that Hastelloy X is not simply a material of convenience — it is frequently the only material that keeps operating past the design temperature of the application, while every alternative has already been tested and rejected.
Key Physical Properties of Hastelloy X Round Bar
| Property | Value | Engineering Relevance |
|---|---|---|
| Density | 8.22 g/cm³ (0.297 lb/in³) | Weight calculations for rotating and structural components |
| Melting Range | 1260–1355°C (2300–2470°F) | Wide range; typical for solid-solution superalloys |
| Thermal Conductivity | 11.7 W/m·K at 100°C; 18.7 W/m·K at 500°C | Lower than steel; heat management critical in machining |
| Specific Heat | 461 J/kg·K at 21°C | Relevant for thermal mass calculations in furnace design |
| Coefficient of Thermal Expansion | 13.3 µm/m·°C (21–93°C); 15.8 µm/m·°C (21–870°C) | Critical for clearance design in high-temperature assemblies |
| Electrical Resistivity | 1.18 µΩ·m at 21°C | Relevant for resistance heating element calculations |
| Modulus of Elasticity | 197 GPa (28.6 Msi) at 21°C; 152 GPa (22 Msi) at 870°C | Stiffness reduction at temperature must be factored into structural design |
| Magnetic Permeability | Essentially non-magnetic (FCC structure) | Important for magnetically sensitive test equipment environments |
The thermal expansion coefficient deserves careful attention from component designers. Between room temperature and 870°C service temperature, Hastelloy X expands by 15.8 µm per meter per degree Celsius. For a 500 mm long furnace rod operating at 950°C, this represents approximately 7.2 mm of thermal expansion relative to its cold installed length — a dimensional change that must be accommodated through expansion joints, slotted mounting holes, or deliberately clearance-fitted support points to prevent thermally induced buckling or joint separation.
What Does AMS 5754 Certification Require for Hastelloy X Round Bar?
AMS 5754 is the SAE International Aerospace Material Specification governing the supply of Hastelloy X in bar, rod, and wire form. The full title reads: "Nickel Alloy, Corrosion and Heat-Resistant, Bars, Rods, and Wire, 47Ni-22Cr-18Fe-9Mo, Solution Annealed." Understanding the complete scope of AMS 5754 requirements is essential for procurement specialists writing purchase specifications and for quality engineers reviewing incoming material certifications.
AMS 5754 Core Technical Requirements
Applicable Alloy Form:
AMS 5754 covers Hastelloy X in bar, rod, and wire form only. Plate and sheet are covered under AMS 5536, seamless tubing under AMS 5587, and welded tubing under AMS 5588. Engineers specifying bar stock for machined components should always reference AMS 5754 specifically rather than the general alloy designation to ensure the correct form-specific requirements apply.
Heat Treatment Condition:
AMS 5754 requires material to be supplied in the solution annealed condition. The solution anneal temperature range per the specification is 1163°C ±14°C (2125°F ±25°F) with a time at temperature sufficient to dissolve all precipitate phases, followed by rapid cooling (water quench or fast air cool). This condition provides maximum corrosion resistance, ductility, and the microstructural starting point for high-temperature service without further heat treatment by the end user.
AMS 5754 Chemical, Mechanical, and Testing Requirements
| Requirement Category | Specific Parameter | AMS 5754 Requirement |
|---|---|---|
| Chemical composition | Full analysis per UNS N06002 limits | Verified per heat lot |
| Tensile strength (min) | UTS at room temperature | 690 MPa (100 ksi) minimum |
| Yield strength (min) | 0.2% offset at room temperature | 310 MPa (45 ksi) minimum |
| Elongation (min) | In 4D gauge length | 35% minimum |
| Reduction of area (min) | — | 40% minimum |
| Hardness | Maximum hardness | 90 HRB typical (Brinell 196 max per lot) |
| Grain size | Per ASTM E112 | ASTM 3 or finer (for bar less than 4" diameter) |
| Tensile test frequency | Per lot (heat + temper combination) | One test per lot |
| Surface condition | No laps, seams, cracks | Visual inspection 100% |
| Straightness | Per AMS 2240 or as specified | Standard commercial or precision |
| Diameter tolerance | Per AMS 2241 | Standard or precision tolerance class |
Related Hastelloy X Specifications Across Product Forms
| Specification | Product Form | Condition | Primary Application |
|---|---|---|---|
| AMS 5754 | Bar, Rod, Wire | Solution Annealed | Machined components, fasteners, structural parts |
| AMS 5536 | Sheet, Strip, Plate | Solution Annealed | Combustor liners, heat shields, formed parts |
| AMS 5587 | Seamless Tubing | Solution Annealed | Pressure tubing, thermocouple protection |
| AMS 5588 | Welded Tubing | Solution Annealed | Lower-pressure tubing, formed tube assemblies |
| AMS 5798 | Welding Wire | — | GTAW filler for Hastelloy X welded fabrications |
| ASTM B572 | Bar and Rod | Solution Annealed | Industrial non-aerospace applications |
| DIN 17752 / EN | Bar | Solution Annealed | European industrial specification equivalent |
The distinction between AMS 5754 and ASTM B572 is practically significant. Both specifications cover Hastelloy X bar in the solution annealed condition with equivalent chemistry requirements, but AMS 5754 imposes grain size limits, more stringent dimensional tolerance controls, and aerospace-quality documentation requirements (including heat lot traceability, tensile test per lot, and authorized certifying signatory) that ASTM B572 does not mandate. For aerospace and defense applications, AMS 5754 is always the correct specification. For industrial furnace and chemical process applications where aerospace documentation is not required, ASTM B572 certified material provides equivalent alloy performance at reduced certification cost.
How Does the Chemical Composition of Hastelloy X Enable Extreme Temperature Performance?
Every element in Hastelloy X's composition contributes specifically to either its high-temperature mechanical performance, its oxidation resistance, or both. Understanding the element-by-element contributions allows engineers to predict how the alloy will behave in specific high-temperature environments and to recognize why alternative alloys with lower concentrations of key elements perform less reliably.
Hastelloy X Chemical Composition (UNS N06002 / AMS 5754)
| Element | Min (%) | Max (%) | High-Temperature Performance Role |
|---|---|---|---|
| Nickel (Ni) | Balance (approx. 47%) | — | Stable FCC matrix through all temperatures; base metal for solid solution |
| Chromium (Cr) | 20.5 | 23.0 | Primary oxidation resistance via Cr₂O₃ scale up to 1200°C; hot corrosion resistance |
| Iron (Fe) | 17.0 | 20.0 | Austenite stabilizer; cost reducer; promotes formation of protective scale |
| Molybdenum (Mo) | 8.0 | 10.0 | Primary solid solution strengthener; contributes to high-temperature strength retention |
| Cobalt (Co) | 0.5 | 2.5 | Solid solution strengthening; promotes protective oxide scale stability |
| Tungsten (W) | 0.2 | 1.0 | Additional solid solution strengthening; refractory character at high temperatures |
| Carbon (C) | 0.05 | 0.15 | Grain boundary carbide former; critical for creep and stress rupture resistance |
| Manganese (Mn) | — | 1.0 max | Deoxidizer; slight scale-forming contribution |
| Silicon (Si) | — | 1.0 max | Deoxidizer; contributes to subscale SiO₂ formation that improves oxidation resistance |
| Boron (B) | — | 0.010 max | Grain boundary strengthener at trace levels |
| Phosphorus (P) | — | 0.040 max | Controlled impurity |
| Sulfur (S) | — | 0.030 max | Controlled impurity — sulfidation risk if elevated |
The carbon range of 0.05–0.15% is uniquely important in Hastelloy X compared to corrosion-focused alloys like Hastelloy C276 (where carbon is minimized to 0.010% maximum). In high-temperature structural service, carbon plays a beneficial role by forming M₆C and M₂₃C₆ type carbide particles at grain boundaries during service exposure. These carbide particles pin grain boundaries against sliding — the primary mechanism of creep at very high temperatures — and thereby maintain creep and stress rupture resistance over long service intervals. This is why Hastelloy X is a genuinely different engineering alloy from the C-family Hastelloy grades: it is optimized for strength at temperature rather than aqueous corrosion resistance, and the carbon content reflects that different priority.
The molybdenum content of 8–10% provides the primary solid solution strengthening mechanism. Molybdenum atoms are significantly larger than nickel atoms, creating lattice distortions that impede dislocation movement under stress at elevated temperatures. This solid solution drag effect is most pronounced at the temperatures where Hastelloy X operates — 760°C through 1100°C — where thermally activated dislocation climb would otherwise allow rapid creep deformation.
Chromium at 20.5–23% provides the oxidation resistance that enables the alloy to operate in air without protective coating. At temperatures above 800°C, chromium selectively oxidizes to form an adherent Cr₂O₃ scale at the alloy surface. This scale acts as a diffusion barrier that slows further oxygen ingress to the base metal, effectively self-limiting the oxidation rate. The iron content (17–20%) in Hastelloy X contributes to the formation of a complex spinel oxide scale beneath the primary Cr₂O₃ layer, improving scale adherence through thermal cycling.

What Mechanical and Physical Properties Define Hastelloy X Round Bar at Elevated Temperatures?
The mechanical properties of Hastelloy X round bar at elevated temperatures are the primary technical justification for its specification in high-temperature applications. Engineers designing combustor hardware, furnace fixtures, and high-temperature structural members need both room temperature properties for machining and handling calculations and elevated temperature properties for structural design validation.
Room Temperature Mechanical Properties (AMS 5754 Minimums vs Typical Values)
| Property | AMS 5754 Minimum | Typical Value | Test Method |
|---|---|---|---|
| Ultimate Tensile Strength | 690 MPa (100 ksi) | 793 MPa (115 ksi) | ASTM E8 |
| 0.2% Yield Strength | 310 MPa (45 ksi) | 379 MPa (55 ksi) | ASTM E8 |
| Elongation (in 4D) | 35% | 43% | ASTM E8 |
| Reduction of Area | 40% | 57% | ASTM E8 |
| Hardness | — | 90 HRB (196 HB) typical | ASTM E18 |
| Charpy Impact (at -196°C) | Not specified in AMS | Greater than 100 J typical | ASTM E23 |
The relatively modest room temperature yield strength of 310–379 MPa reflects the solution annealed, solid-solution-strengthened character of the alloy. Hastelloy X cannot be precipitation hardened — it does not contain the aluminum and titanium levels needed to form gamma prime precipitates — so its room temperature strength is lower than precipitation-hardenable alloys like Inconel 718 or Waspaloy. However, the comparison at elevated temperature reverses or narrows significantly, which is the relevant design condition for the applications where Hastelloy X is specified.
Elevated Temperature Tensile Properties of Hastelloy X Bar
| Temperature | UTS (MPa) | 0.2% YS (MPa) | Elongation (%) | Reduction of Area (%) |
|---|---|---|---|---|
| 21°C (70°F) | 793 | 379 | 43 | 57 |
| 200°C (392°F) | 724 | 290 | 38 | 56 |
| 400°C (752°F) | 690 | 262 | 37 | 57 |
| 538°C (1000°F) | 669 | 248 | 36 | 58 |
| 649°C (1200°F) | 648 | 234 | 36 | 59 |
| 760°C (1400°F) | 600 | 207 | 38 | 64 |
| 871°C (1600°F) | 483 | 172 | 41 | 72 |
| 982°C (1800°F) | 310 | 138 | 60 | 80 |
| 1093°C (2000°F) | 172 | 97 | 72 | 85 |
Note how elongation and reduction of area increase with temperature — this reflects the increasing ductility of the FCC matrix as thermally activated deformation mechanisms become more available. From a structural design perspective, the yield strength values at temperature are the governing parameters for stress analysis of components operating in steady-state high-temperature service.
Creep and Stress Rupture Properties — The Critical Design Data
For components under sustained load at high temperature — furnace hangers, combustor support studs, retort bolts — creep and stress rupture data governs the design allowable stress rather than short-term tensile properties.
| Temperature | Stress for 1% Creep in 1,000 Hours (MPa) | Stress for Rupture in 1,000 Hours (MPa) |
|---|---|---|
| 760°C (1400°F) | 145 | 207 |
| 871°C (1600°F) | 62 | 90 |
| 982°C (1800°F) | 23 | 38 |
| 1093°C (2000°F) | 8 | 17 |
These stress rupture values are substantially lower than the short-term tensile yield strength at the same temperature — which is the fundamental distinction between tensile design and creep design. A bolt designed to the tensile yield strength at 871°C would fail by creep rupture well before its intended service life at that temperature. Creep-governed design typically limits working stress to 50–67% of the 1,000-hour rupture stress, depending on the design life requirement and the criticality of the application.
Oxidation Resistance Data in Air
| Temperature | Oxidation Rate (mg/cm²/1,000 hours in air) | Scale Character |
|---|---|---|
| 760°C (1400°F) | 1.5–3.0 | Thin, adherent Cr₂O₃ |
| 871°C (1600°F) | 3.0–6.0 | Stable Cr₂O₃ + spinel subscale |
| 982°C (1800°F) | 5.0–12.0 | Thickening scale; still protective |
| 1093°C (2000°F) | 12.0–25.0 | Protective but significant mass change |
| 1177°C (2150°F) | 25.0–50.0 | Approaching upper reliable service limit |
The low oxidation rates through 1093°C explain why Hastelloy X components in gas turbine combustors and industrial furnaces maintain acceptable dimensional tolerances over thousands of operating hours without being recoated or replaced. The scale that forms is tightly adherent and does not spall during thermal cycling the way iron-based alloy scales frequently do, which is a critical distinction in applications that experience repeated thermal cycling from operating temperature to ambient.
How Is AMS 5754 Hastelloy X Round Bar Manufactured and Processed?
Understanding the production route for AMS 5754 Hastelloy X round bar helps engineers evaluate mill quality claims and understand why certain specification requirements exist.
Melt Practice for Hastelloy X Bar Production
Vacuum Induction Melting (VIM):
Primary melt practice for Hastelloy X bar is VIM, which provides precise chemistry control — particularly critical for the carbon range (0.05–0.15%) and the boron content (0.010% max). Vacuum melting prevents nitrogen and oxygen pickup that would form gas porosity and non-metallic inclusions in the solidified ingot.
Electroslag Remelting (ESR):
For premium bar quality — particularly for aerospace rotating component applications or fatigue-critical parts — VIM is followed by ESR. The ESR process improves macrosegregation, reduces oxide inclusion content, and produces more uniform grain structure in the remelted ingot. AMS 5754 does not mandate ESR, but many aerospace prime contractor purchase orders specify or prefer VIM+ESR melt practice.
Vacuum Arc Remelting (VAR):
VAR is occasionally specified for the most critical applications where minimum inclusion content is essential. VIM+VAR provides cleanliness approaching VIM+ESR quality through a different remelting mechanism. Triple melt (VIM+ESR+VAR) is rare for Hastelloy X but is specified for some military engine applications.
Hot Working and Bar Rolling Process
| Process Step | Temperature Range | Purpose |
|---|---|---|
| Ingot homogenization | 1200–1230°C | Dissolve segregation from solidification; homogenize Mo distribution |
| Primary breakdown (forging) | 1050–1200°C | Break cast ingot structure; develop wrought grain structure |
| Hot rolling to bar | 980–1180°C | Achieve target diameter; refine grain to AMS grain size requirement |
| Solution anneal | 1163°C ±14°C (2125°F ±25°F) | Dissolve all precipitate phases; develop final mechanical properties |
| Water quench or rapid air cool | As fast as practical | Suppress carbide and sigma phase precipitation during cooling |
| Straightening | Room temperature | Achieve AMS 2240 straightness requirement |
| End cropping | — | Remove segregated ingot top and bottom sections |
| Surface conditioning | — | Peeling (turning) or grinding to remove surface decarburization and defects |
The solution anneal step is particularly critical because Hastelloy X contains sufficient molybdenum that slow cooling through the 650–900°C temperature range can precipitate sigma phase (a brittle intermetallic compound of Ni, Cr, Mo, Fe) at grain boundaries. Sigma phase dramatically reduces room temperature ductility and toughness. Rapid cooling from the solution anneal temperature suppresses sigma phase formation and produces the clean grain boundary structure needed for both corrosion resistance and mechanical ductility.
What Heat Treatment Conditions Apply to Hastelloy X Bar Stock?
Heat treatment of Hastelloy X bar serves different purposes at different stages of the material and component lifecycle: solution annealing during production establishes the baseline properties certified to AMS 5754, while post-fabrication heat treatment restores properties after welding or hot forming operations.
Solution Anneal Protocol (AMS 5754 Requirement)
| Parameter | Requirement | Rationale |
|---|---|---|
| Temperature | 1163°C ±14°C (2125°F ±25°F) | Dissolves all M₂₃C₆ carbides and any sigma phase; puts all alloying elements in solid solution |
| Minimum time | 10 min per 25 mm (1") of cross-section | Ensures temperature uniformity through bar diameter |
| Cooling method | Water quench or rapid air cool | Suppresses sigma phase and carbide reprecipitation during cooling |
| Atmosphere | Air acceptable; inert gas preferred for surface cleanliness | Prevents surface decarburization that reduces fatigue resistance |
| Resulting properties | Per AMS 5754 minimums | Solution anneal is the only heat treatment listed in AMS 5754 |
Post-Fabrication Heat Treatment Considerations
After welding or hot forming operations that expose Hastelloy X to elevated temperatures, a post-fabrication solution anneal is recommended (but not always required) to restore maximum ductility and corrosion resistance. The decision depends on the application:
| Fabrication Operation | Post-Fab Heat Treatment Recommended? | Notes |
|---|---|---|
| Fusion welding (GTAW, GMAW) | Recommended for critical applications | Restores HAZ ductility; dissolves sensitizing carbides |
| Cold forming (bending less than 5% strain) | Not required | Strain levels insufficient to require anneal |
| Cold forming (greater than 5% strain) | Recommended | Reduces residual stress; restores ductility |
| Hot forming (above 900°C) | Required | Restore solution anneal condition after hot work |
| Machining (conventional) | Not required | Machining does not alter bulk microstructure |
| Brazing | Depends on braze temperature and alloy | Consult specific brazing cycle compatibility |
Service Exposure Effects on Hastelloy X Microstructure
Engineers specifying Hastelloy X for long-duration high-temperature service should understand that the alloy's microstructure changes during service exposure. These changes are predictable and generally beneficial for creep resistance, but they affect room temperature ductility:
M₆C Carbide Formation (700–900°C):
During service at these temperatures, intragranular M₆C carbides form from the carbon supersaturated in solution. These carbides provide precipitation strengthening that slightly raises creep resistance compared to the freshly solution-annealed condition.
M₂₃C₆ Carbide Formation (600–900°C):
Grain boundary M₂₃C₆ carbides form during prolonged exposure, providing the grain boundary pinning beneficial for creep resistance. The same carbides reduce room temperature ductility (elongation may drop from 43% to 15–25% after long service exposure).
Mu Phase and Topologically Close-Packed (TCP) Phase Formation (above 870°C, very long times):
Extended service at very high temperatures can eventually produce mu phase precipitates that, in large quantities, reduce ductility and toughness. This is not a concern for standard service intervals but should be considered in component life cycle planning for industrial furnace applications with service lives measured in decades.
Which High-Temperature Industries and Components Rely on Hastelloy X Round Bar?
The applications that drive demand for Hastelloy X round bar are precisely those where the combination of structural strength, oxidation resistance, and fabricability in bar form cannot be replicated by less capable alloys.
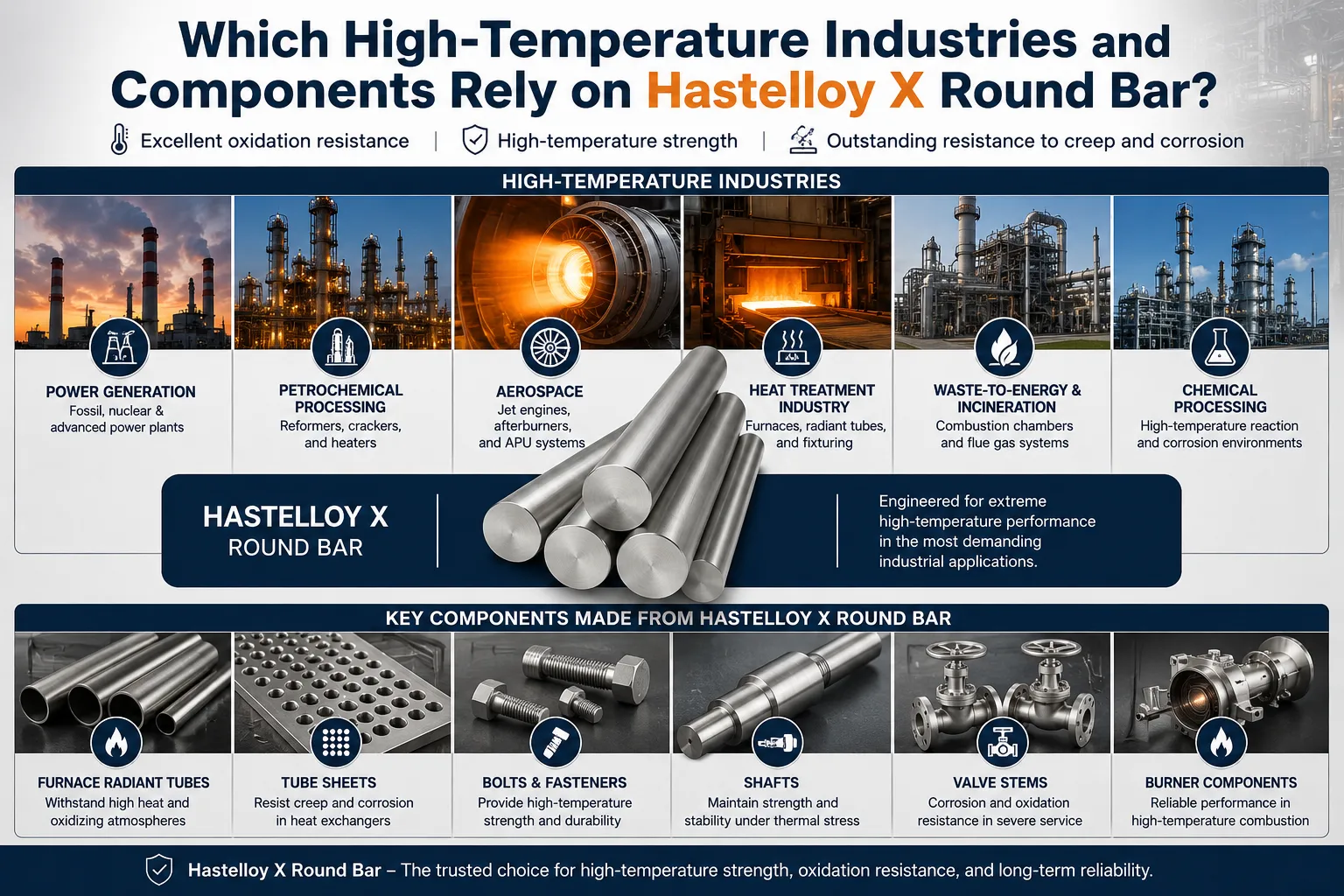
Aerospace Gas Turbine Engine Applications
Gas turbine engines represent the largest and most technically demanding market for Hastelloy X round bar. The combustion section of a gas turbine engine operates at metal temperatures reaching 900–1100°C in a continuously oxidizing, thermally cycling environment. Bar stock components in this environment include:
Combustor Dome and Liner Components:
Swirler bodies, fuel injector housings, dome brackets, and liner attachment studs are machined from Hastelloy X round bar. These components must withstand the direct thermal radiation from the combustion flame while maintaining structural integrity through thousands of start-stop thermal cycles. The combination of high-temperature strength retention and thermal fatigue resistance in Hastelloy X makes it the standard material for these components in both military and commercial gas turbines.
Flame Holder Assemblies:
Afterburner flame holders in military jet engines operate in particularly harsh conditions — direct immersion in post-combustion exhaust gas at temperatures exceeding 1000°C, with acoustic vibration from the combustion instabilities. Hastelloy X bar machined into V-gutter and pillar flame holder geometries has decades of documented service history in these applications.
Turbine Engine Fasteners and Studs:
High-temperature bolting in gas turbine engines — combustor mounting studs, liner-to-casing fasteners, diffuser case bolts — requires materials that maintain clamp load through thousands of thermal cycles without creep relaxation. Hastelloy X in bar form is machined into these fasteners when service temperatures exceed the capability of A-286 or even some cobalt-based fastener alloys.
Test Rig and Development Hardware:
Engine test facilities use large quantities of Hastelloy X bar in test article structural hardware, heat sink fixtures, and instrumentation support structures that are exposed to engine exhaust during testing programs.
Industrial Furnace and Heat Processing Applications
| Application | Service Temperature | Why Hastelloy X Is Specified |
|---|---|---|
| Radiant tube supports | 900–1100°C | Continuous high-temperature support with thermal cycling |
| Furnace roller axles | 850–1000°C | Rotating support under load at high temperature |
| Retort hangers and rods | 950–1150°C | Suspended load in controlled atmosphere furnaces |
| Thermocouple protection tubes | Up to 1200°C | Machined from bar to precision OD/ID; oxidation resistant |
| Muffle furnace support structures | 900–1100°C | Framework members in indirect-fired furnaces |
| Carburizing basket bolts and pins | 900–950°C in carburizing gas | Resists carburization that would embrittle lower-alloy fasteners |
| Nitriding fixture bars | 500–600°C in NH₃ | Resists nitriding that embrittles steel fixtures over time |
| Salt bath furnace fixtures | 500–900°C in molten salt | Thermal and chemical resistance to nitrate/chloride salts |
Chemical Process and Power Generation Applications
Beyond aerospace and heat treatment, Hastelloy X round bar serves industrial processes where thermal severity, oxidizing conditions, and the need for precision-machined components coexist:
- Reformer tube support systems in hydrogen production — where reformed gas at 800–900°C must be structurally contained while the tube support structure experiences the same temperatures.
- Catalytic cracker hardware in petroleum refining — support grids, thermowells, and catalyst screen frames that operate continuously at 700–900°C in hydrocarbon vapor environments.
- Power plant reheat steam turbine components — where superheat steam at 600°C+ contacts structural parts that must resist oxidation and maintain dimensional stability.
- Waste incineration and thermal oxidizer internals — where chloride-containing combustion products at 900–1100°C rapidly corrode iron-based alloys but Hastelloy X maintains acceptable corrosion rates.
How Does Hastelloy X Bar Compare Against Competing High-Temperature Alloy Bar Materials?
Materials selection for high-temperature bar stock applications requires systematic comparison across the relevant performance metrics. The following analysis positions Hastelloy X against the most common alternative alloys that engineers consider.
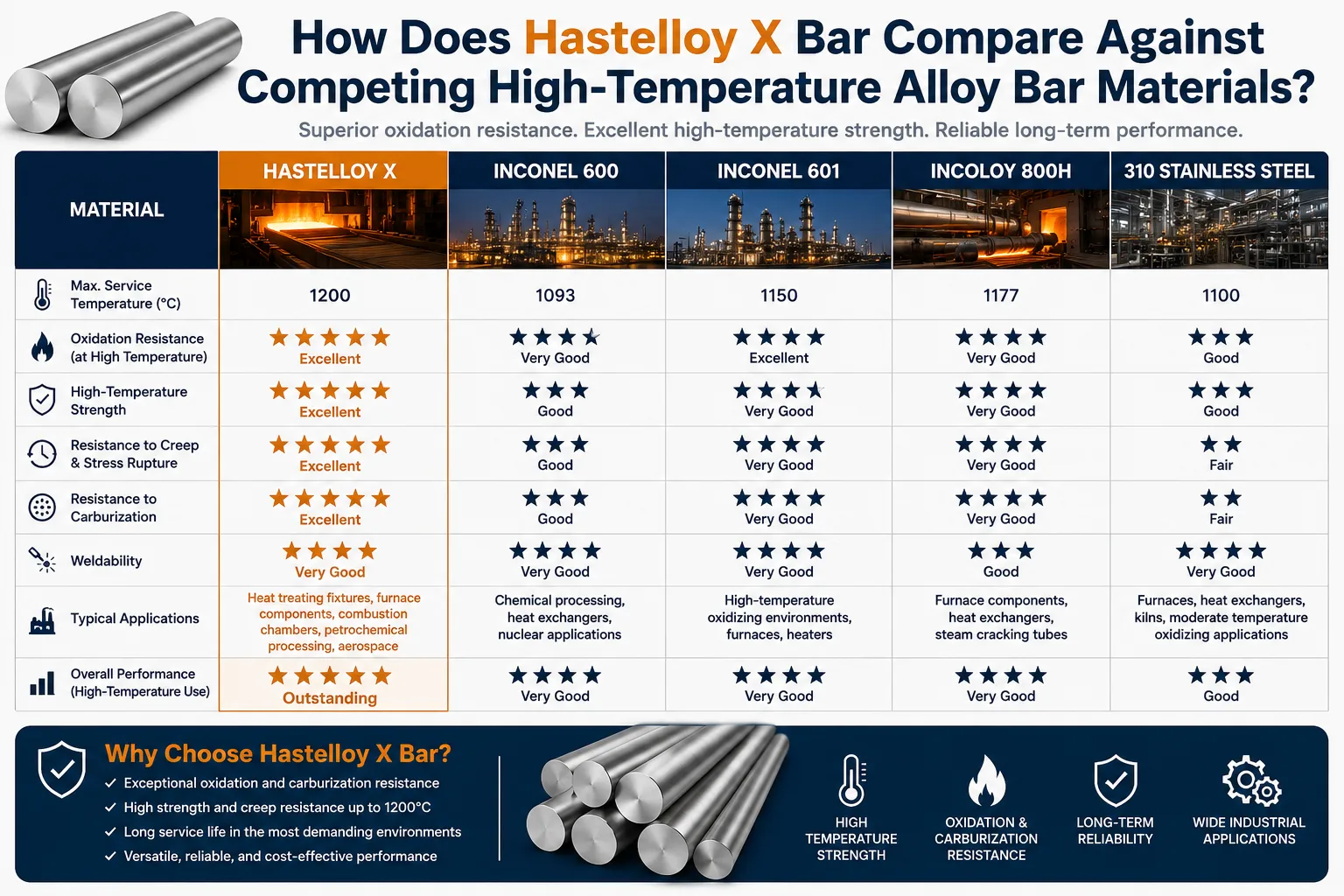
Comprehensive High-Temperature Bar Alloy Comparison
| Property | Hastelloy X (N06002) | Inconel 625 (N06625) | Inconel 718 (N07718) | Waspaloy (N07001) | 310 SS (S31000) | RA330 (N08330) |
|---|---|---|---|---|---|---|
| Max continuous service temp (strength) | 1177°C | 816°C | 704°C | 980°C | 1050°C (oxidation only) | 1100°C (oxidation only) |
| UTS at 871°C (MPa) | 483 | 380 | 310 | 620 | 90 | 115 |
| YS at 871°C (MPa) | 172 | 175 | 140 | 380 | 45 | 55 |
| 1,000-hr rupture stress at 871°C (MPa) | 90 | 55 | 40 | 200 | 15 | 20 |
| Oxidation resistance at 1100°C | Excellent | Excellent | Poor | Good | Moderate | Good |
| Carburization resistance | Good | Good | Moderate | Good | Poor | Excellent |
| Nitriding resistance | Good | Good | Moderate | Good | Poor | Good |
| Weldability | Excellent | Excellent | Good (HAZ issues) | Moderate | Good | Good |
| AMS bar specification | AMS 5754 | AMS 5666 | AMS 5662/5663 | AMS 5544 | — | — |
| Relative cost (bar per lb) | High | High | Moderate-High | Very High | Low | Low-Moderate |
The comparison reveals that Hastelloy X occupies a specific performance niche between the more expensive precipitation-hardenable superalloys (Waspaloy, René 41) that provide higher strength at moderate temperatures and the lower-cost iron-based high-temperature alloys (310 SS, RA330) that provide oxidation resistance at lower strength levels. For applications requiring both meaningful structural strength and genuine oxidation resistance at temperatures above 800°C, Hastelloy X is the most cost-effective solution in the comparison table.
Hastelloy X vs Inconel 625 for High-Temperature Bar Applications
Engineers frequently ask whether Inconel 625 bar can substitute for Hastelloy X in high-temperature structural applications. The answer depends on the service temperature:
Below 816°C, Inconel 625 and Hastelloy X have comparable performance profiles, with Inconel 625 offering significantly better pitting and crevice corrosion resistance in chloride environments due to its higher molybdenum content. For applications in this temperature range that also involve corrosive liquid or vapor exposure, Inconel 625 is often the preferred choice.
Above 816°C, Hastelloy X consistently maintains more useful structural strength than Inconel 625, which has entered rapid softening at these temperatures. A combustor support stud operating at 950°C has essentially no viable alternative to Hastelloy X (or a more expensive Waspaloy/René alloy) because Inconel 625 would require much larger cross-sections to carry the same load at that temperature.
Hastelloy X vs Waspaloy for High-Temperature Bar Applications
Waspaloy (UNS N07001, AMS 5544/5706/5707) provides substantially higher strength than Hastelloy X at temperatures up to 980°C due to its heavy gamma prime precipitation hardening response. For rotating components — turbine discs, compressor discs, high-pressure turbine blades — Waspaloy's 2–3× strength advantage over Hastelloy X at temperature justifies its 2–3× price premium.
However, Waspaloy has notably poorer weldability than Hastelloy X. The gamma prime precipitate that makes Waspaloy strong also makes it susceptible to strain age cracking in the weld heat-affected zone. Components requiring welded assembly or in-field repair are therefore better suited to Hastelloy X, which can be fusion welded without special precautions against HAZ cracking and can be post-weld annealed in a simple furnace cycle without risk of property degradation.
We regularly advise customers who are evaluating Waspaloy vs Hastelloy X to focus on two questions: Is the component welded or repaired by welding during its service life? If yes, Hastelloy X is strongly preferred. Is the component loaded primarily in tension at temperatures above 870°C where every MPa of strength margin matters? If yes, Waspaloy's strength premium becomes worth its fabrication challenges and cost.
What Are the Machining Parameters and Fabrication Considerations for Hastelloy X Bar?
Machining Hastelloy X round bar presents challenges similar to other nickel superalloys — rapid work hardening, low thermal conductivity, and high hot hardness — but these challenges are manageable with correct tooling, parameters, and cutting strategy.
Recommended Machining Parameters for Hastelloy X Bar
| Operation | Tool Material | Cutting Speed | Feed Rate | Depth of Cut | Coolant |
|---|---|---|---|---|---|
| Rough Turning | C-2 Carbide (uncoated or TiN coated) | 25–50 SFM (7.5–15 m/min) | 0.008–0.018 IPR | 0.080–0.200" | High-pressure flood |
| Finish Turning | TiAlN coated carbide | 50–100 SFM (15–30 m/min) | 0.003–0.008 IPR | 0.015–0.040" | High-pressure flood |
| Rough Milling | Solid carbide end mill (4-flute) | 20–40 SFM (6–12 m/min) | 0.002–0.005" per tooth | 0.040–0.120" | Flood or high-pressure mist |
| Finish Milling | TiAlN coated carbide | 40–80 SFM (12–25 m/min) | 0.001–0.003" per tooth | 0.010–0.030" | Flood |
| Drilling | Cobalt M42 HSS or solid carbide | 10–20 SFM (3–6 m/min) | 0.002–0.005 IPR | Full diameter | High-pressure through-spindle preferred |
| Tapping | HSS-Co spiral flute | 8–15 SFM | — | — | Tapping fluid, brush applied |
| Grinding | CBN or Al₂O₃ vitrified wheel | — | Light infeed, 0.001–0.003" per pass | Very light | Abundant flood — prevent thermal damage |
| Broaching | HSS M42 | Very slow (push broach) | — | 0.001–0.003" per tooth | Flood |
Critical Machining Principles for Hastelloy X
Maintain Continuous Cut:
Hastelloy X work-hardens extremely rapidly when the cutting tool dwells or rubs against the workpiece without cutting. A tool that pauses at depth creates a hardened layer (up to 250% of base hardness in the near-surface zone) that causes tool fracture on the next pass. Programming continuous tool paths with smooth entry and exit moves — and maintaining chip load even in transition moves — is essential.
Never Allow Tool Rubbing:
Dull tools that rub rather than cut produce the same work hardening problem as a dwell. Hastelloy X requires fresh sharp tooling and frequent insert changes at shorter intervals than those used for stainless steel or carbon steel. We recommend establishing a fixed number of passes per insert edge based on qualified cutting trials rather than running inserts to visual failure.
High-Pressure Coolant:
The low thermal conductivity of Hastelloy X (11.7 W/m·K at 100°C) means cutting heat concentrates at the tool tip. High-pressure coolant delivery (700–1,000 psi at the cutting zone) is the most effective single intervention for extending tool life — it both cools the cutting zone and fractures and evacuates chips before they re-weld onto the workpiece (built-up edge formation).
Positive Rake Tooling:
Carbide inserts with positive rake geometry reduce the cutting forces required to shear Hastelloy X chips, lowering heat generation and work hardening tendency compared to negative rake tooling. For turning operations, positive rake inserts with sharp edge preparation are preferred over strong negative rake geometries that might be used for interrupted cuts in steel.
What Welding Procedures Apply When Fabricating Hastelloy X Bar Into Assemblies?
One of Hastelloy X's most practically valuable attributes is its exceptional weldability among high-temperature superalloys. This property enables machined bar components to be welded into complex fabricated assemblies — a capability that distinguishes Hastelloy X from precipitation-hardenable alloys that crack in the weld heat-affected zone.
Welding Processes and Filler Metals for Hastelloy X
| Welding Process | Applicable Filler Metal | AWS Classification | Notes |
|---|---|---|---|
| GTAW (TIG) | Hastelloy W filler or Hastelloy X filler | ERNiCrMo-2 (Hastelloy W) or matching | GTAW preferred for all Hastelloy X welding |
| SMAW (Stick) | Matching Hastelloy X electrode | ENiCrMo-2 | Positional welding on heavy sections |
| GMAW (MIG) | ERNiCrMo-2 wire | ERNiCrMo-2 | Higher deposition rate; slightly reduced quality vs GTAW |
| PAW (Plasma Arc) | Same as GTAW | ERNiCrMo-2 | Precision welding; good penetration control |
| Electron Beam | Autogenous (no filler) | — | High-precision aerospace weld joints |
Hastelloy X Welding Procedure Requirements
Pre-Weld Preparation:
All joint surfaces and adjacent areas must be thoroughly degreased (acetone wipe followed by clean cloth wipe) and any oxide scale removed by grinding or chemical pickling. Sulfur-containing compounds from machining lubricants, marker inks, or contaminated tooling are particularly hazardous — even trace sulfur contamination can cause hot cracking in Hastelloy X welds.
Preheat:
Unlike carbon steel, Hastelloy X does not require preheat to prevent hydrogen cracking. The recommended preheat practice is simply to ensure the base metal is at a minimum temperature of 16°C (61°F) above the ambient dew point — essentially, a moisture removal preheat rather than a metallurgical preheat.
Interpass Temperature:
Maximum interpass temperature should be limited to 177°C (350°F) to prevent excessive heat buildup that promotes grain coarsening and extended time in the sensitization temperature range (650–870°C) during multi-pass welding.
Back Purging:
For full-penetration groove welds in Hastelloy X pipe or tube, back purging with 99.995% argon is required to prevent oxidation of the weld root on the inside surface. Oxide contamination of the weld root reduces corrosion resistance and creates fatigue initiation sites.
Post-Weld Heat Treatment:
Hastelloy X does not require post-weld heat treatment (PWHT) to prevent delayed cracking — unlike many high-strength steels. However, a post-weld solution anneal at 1163°C is recommended for fabrications that will be in corrosive service or where maximum ductility of the weld zone is required. For fabrications that will operate at high temperature without corrosive liquid exposure, the as-welded condition is typically acceptable without PWHT.
What Custom Bar Sizes, Tolerances, and Surface Conditions Does MWalloys Supply?
MWalloys supplies AMS 5754 certified Hastelloy X round bar in a comprehensive range of standard and custom dimensions, with surface conditions and diameter tolerances tailored to the specific machining and inspection requirements of each customer's application.
Available Diameter Range and Standard Tolerance Classes
| Bar Diameter Range | Standard Tolerance (per AMS 2241) | Precision Tolerance | Notes |
|---|---|---|---|
| 6 mm – 12 mm (1/4" – 1/2") | +0.000 / -0.13 mm (+0.000 / -0.005") | +0.000 / -0.05 mm | Small diameter; precision tolerance standard |
| 12 mm – 25 mm (1/2" – 1") | +0.000 / -0.25 mm (+0.000 / -0.010") | +0.000 / -0.10 mm | Standard machining range |
| 25 mm – 50 mm (1" – 2") | +0.000 / -0.38 mm (+0.000 / -0.015") | +0.000 / -0.18 mm | Common bar size range |
| 50 mm – 100 mm (2" – 4") | +0.000 / -0.51 mm (+0.000 / -0.020") | +0.000 / -0.25 mm | Larger diameter; heavier wall machining |
| 100 mm – 200 mm (4" – 8") | +0.000 / -0.76 mm (+0.000 / -0.030") | +0.000 / -0.38 mm | Heavy sections; straightness critical |
| 200 mm – 400 mm (8" – 16") | +0.000 / -1.02 mm (+0.000 / -0.040") | On request | Large billet; available on inquiry |
Bar Length and Surface Condition Options
| Parameter | Standard Options | Custom Options |
|---|---|---|
| Length (standard mill) | 1,000–6,000 mm random length | Cut to specific length ±3 mm |
| Length (precision cut) | ±1 mm to ±0.5 mm on request | For precision blanks close to finished part dimensions |
| Surface condition | Turned and polished (standard AMS) | Peeled, ground, centerless ground |
| Surface roughness | Ra 1.6–3.2 µm (turned/peeled) | Ra 0.4–0.8 µm (precision ground) |
| End condition | Saw cut (standard) | Faced and centered on request |
| Straightness | 3 mm per 1,000 mm (standard) | 1 mm per 1,000 mm (precision) |
Additional Processing Services Available from MWalloys
Beyond supplying raw bar stock, MWalloys can provide:
- Ultrasonic inspection: 100% longitudinal and transverse UT per ASTM A388 or customer specification, with rejection criteria per drawing.
- Positive Material Identification (PMI): XRF elemental verification of every bar section for alloy identity confirmation.
- Hardness testing: Per lot or per piece Rockwell hardness testing with values documented on the inspection certificate.
- Chemical re-verification: Third-party OES or ICP laboratory analysis of product chemistry when additional verification beyond MTR is required.
What Quality Certifications and Documentation Accompany MWalloys AMS 5754 Bar Stock?
Every AMS 5754 certified Hastelloy X round bar shipment from MWalloys is accompanied by a documentation package structured to satisfy aerospace prime contractor incoming inspection requirements, industrial quality management system audits, and international project documentation standards.
Complete Documentation Package for AMS 5754 Hastelloy X Bar
| Document | Content | Standard/Requirement |
|---|---|---|
| Material Test Report (MTR) | Full UNS N06002 chemical analysis, heat number, melt practice, heat treatment record, tensile test results (UTS, YS, elongation, RA), grain size | AMS 5754 |
| Certificate of Conformance (C of C) | Written declaration of conformance to AMS 5754, revision letter, with authorized quality signatory | AMS 5754 |
| Hardness Certificate | Measured Brinell or Rockwell hardness per lot | ASTM E18 |
| Tensile Test Report | Full tensile test data including specimen size, gauge length, and test temperature | ASTM E8 |
| Grain Size Report | ASTM grain size number per ASTM E112, confirming ASTM 3 or finer | ASTM E112 |
| Dimensional Inspection Report | Measured diameter, length, straightness, surface finish | AMS 2241 |
| Heat Number Marking | Bar end stamping or paint stencil of heat number for traceability | AMS 5754 |
| EN 10204 3.1 Certificate | European format inspection document with independent inspector reference (on request) | EN ISO 10204 |
| DFARS Compliance Statement | Domestic melt and manufacture certification for US defense programs | 48 CFR 252.225-7009 |
| Country of Origin Declaration | Manufacturing country identification for import compliance | Customer/regulatory requirement |
MWalloys Global Supply Terms and Ordering Information
MWalloys is structured to serve customers in every major industrial and aerospace market globally, with supply terms designed to minimize procurement friction and ensure reliable delivery of certified Hastelloy X bar stock.
Order and Supply Terms
| Term | Details |
|---|---|
| Minimum Order Quantity | No minimum — single bar to full production quantities accepted |
| Standard Lead Time | 10–25 days for stock sizes; 25–40 days for non-standard diameters or lengths |
| Express / Priority Supply | 7–12 days for AOG and emergency maintenance requirements (confirm stock availability) |
| Payment Terms (First Order) | T/T (Telegraphic Transfer): 30% deposit on order confirmation, 70% balance before shipment |
| Payment Terms (Established Accounts) | Net 30 days from invoice following credit approval |
| Letter of Credit | Accepted for orders above USD $30,000 |
| Quotation Response Time | Same business day for standard sizes; within 24 hours for custom specifications |
Shipping and Logistics Capabilities
| Shipping Mode | Transit Time | Suitable For |
|---|---|---|
| International Air Freight (express) | 1–4 days | Emergency supply, small quantities, high-value parts |
| International Air Freight (standard) | 3–7 days | Routine supply, prototype quantities |
| Ocean Freight (FCL — full container load) | 18–45 days by destination | Large tonnage orders, production supply |
| Ocean Freight (LCL — less than container load) | 22–45 days | Medium quantities, non-urgent supply |
| Land Freight (North America) | 3–8 days | Continental US, Canada, Mexico delivery |
| Land Freight (Europe) | 4–10 days | European customer delivery |
| Courier (DHL, FedEx, UPS) | 2–5 days internationally | Small packages, documentation, prototypes |
Incoterms Available: EXW, FOB, CIF, CIP, DAP, DDP — confirming the arrangement that best suits each customer's import logistics.
Regions and Markets Served
MWalloys supplies AMS 5754 Hastelloy X round bar to customers in over 65 countries. Key customer markets include:
| Region | Primary Customer Industries |
|---|---|
| North America (USA, Canada) | Aerospace OEM, gas turbine MRO, industrial furnace OEM, defense |
| Europe (UK, Germany, France, Italy, Scandinavia) | Aerospace OEM, power generation, chemical processing, research |
| Middle East (UAE, Saudi Arabia, Qatar) | Gas processing, power generation, oil and gas |
| Asia-Pacific (Singapore, Japan, South Korea, Australia) | Aerospace MRO, industrial manufacturing, research institutions |
| China | Aerospace components, industrial furnace, energy |
| India | Gas turbine manufacturing, industrial heating, defense |
| Latin America (Brazil, Mexico) | Aerospace maintenance, oil and gas processing |
FAQs About Hastelloy X Round Bar
1: What is the maximum continuous service temperature for Hastelloy X round bar in structural applications?
The maximum recommended continuous service temperature for Hastelloy X round bar in structural load-bearing applications is approximately 1177°C (2150°F) in oxidizing atmospheres, with the practical structural design limit governed by creep and stress rupture properties that become limiting above approximately 1093°C (2000°F) for components under meaningful sustained load. Below approximately 982°C (1800°F), Hastelloy X maintains stress rupture strengths that enable practical structural designs in gas turbine and industrial furnace applications. Between 982°C and 1177°C, the alloy continues to function structurally but design stresses must be reduced to very low levels (below 20 MPa for 1,000-hour rupture life at 1093°C), which limits the component to lightly loaded structural roles such as hangers, guides, and low-stress brackets. For intermittent service — thermal cycling rather than continuous hold — Hastelloy X components have demonstrated acceptable performance to 1200°C peak temperature in gas turbine testing environments. Above 1177°C, the Cr₂O₃ protective scale begins to form volatile CrO₃ in air at high gas velocities, reducing oxidation protection. At MWalloys, we provide customers with complete stress rupture tables and design calculation support when application temperatures approach these limits.
2: How does AMS 5754 Hastelloy X bar differ from ASTM B572 bar?
AMS 5754 and ASTM B572 both specify Hastelloy X (UNS N06002) bar in the solution annealed condition with equivalent chemistry requirements, but AMS 5754 imposes significantly more stringent quality, testing, and documentation requirements that are mandatory for aerospace and defense applications while ASTM B572 provides a lower-cost industrial-grade certification path for non-aerospace use. Specific differences include: AMS 5754 requires grain size verification per ASTM E112 (ASTM 3 or finer) while ASTM B572 does not specify grain size limits; AMS 5754 mandates lot-by-lot tensile testing while ASTM B572 allows less frequent testing; AMS 5754 requires dimensional tolerances per AMS 2241 while B572 references ASTM B880 general requirements; and AMS 5754 material test reports must include all test data signed by an authorized quality representative compliant with AS9100 or equivalent quality management system. For industrial furnace components, chemical process equipment, and non-flight hardware, ASTM B572 certified material provides identical alloy performance to AMS 5754 material at lower certification cost. For any aerospace, defense, or flight-critical application, AMS 5754 is the correct and non-negotiable specification. MWalloys stocks both certification levels and will confirm with customers which specification is appropriate before processing any order.
3: Can Hastelloy X round bar be used in carburizing furnace environments?
Hastelloy X provides good resistance to carburization in carburizing atmospheres at temperatures up to approximately 1000°C, but for the most severe carburizing conditions — high carbon activity, temperatures above 950°C, very long exposure times — alloys with higher nickel content such as Haynes 214 or Incoloy 800HT provide superior carburization resistance. The carburization resistance of Hastelloy X comes from its chromium content forming a Cr₂O₃ barrier that limits carbon ingress, combined with the nickel base metal's relatively low affinity for carbon compared to iron. In practice, Hastelloy X furnace fixtures, hangers, and support bars in carburizing furnaces operating at 900–950°C demonstrate acceptable life cycles measured in hundreds to thousands of hours before carbon penetration depth becomes mechanically significant. For extremely long carburization cycles (greater than 3,000 hours) at high carbon potential (Cp greater than 1.2%), engineers should evaluate alloys specifically optimized for carburization resistance. MWalloys can provide carburization resistance data comparison tables upon request and assist in determining whether Hastelloy X or a higher-nickel alternative is the appropriate specification for specific carburizing furnace conditions.
4: What is the minimum order quantity for custom Hastelloy X round bar from MWalloys?
MWalloys has no minimum order quantity for AMS 5754 Hastelloy X round bar — we supply single bars cut to customer-specified length through full production tonnage orders, with complete AMS 5754 documentation provided regardless of order size. This policy is specifically designed to support aerospace prototyping programs, maintenance and repair operations (MRO) requiring single replacement bars, and research institutions developing new high-temperature component designs. Single-bar orders of standard diameters from warehouse stock can typically be shipped within 5–10 business days. For non-standard diameters or very large bars outside routine stock, minimum quantities of one full bar length (typically 1,000–3,000 mm depending on diameter) apply from mill sourcing. Prototype orders for new component development receive the same AMS 5754 certification documentation package as production supply, enabling customers to use prototype material for both manufacturing trials and qualification testing without the need for separately ordered production qualification material. Contact MWalloys with your specific diameter, length, and quantity requirements for a same-day quotation.
5: How does Hastelloy X perform in nitriding furnace atmospheres compared to stainless steel fixtures?
Hastelloy X significantly outperforms standard austenitic stainless steels (304, 316, 310) in nitriding furnace environments because its high chromium content (20.5–23%) forms a stable chromium oxide/nitride barrier that resists nitrogen ingress, while standard stainless steel fixturing progressively embrittles through nitrogen absorption, eventually requiring replacement after 20–50 nitriding cycles. Nitriding furnaces operating with ammonia atmospheres at 500–600°C expose fixture materials to high nitrogen activity that causes progressive nitrogen absorption and iron nitride formation in iron-based alloys, leading to brittleness, distortion, and dimensional instability over repeated cycles. Hastelloy X fixtures typically survive 200–500 nitriding cycles before requiring replacement, compared to 20–80 cycles for 310 stainless steel fixtures in equivalent service. The economics are clearly favorable for Hastelloy X in high-cycle nitriding operations despite the higher initial material cost. For gas nitriding (lower temperature, 495–525°C) and plasma nitriding processes, the fixture life advantage of Hastelloy X over stainless steel is somewhat reduced but remains meaningful for production-scale nitriding operations. MWalloys supplies Hastelloy X bar specifically for nitriding fixture fabrication and can provide documented fixture life comparison data from customer feedback.
6: What welding filler metal should be used when welding Hastelloy X bar components together?
The standard recommended filler metal for welding Hastelloy X bar components is Hastelloy W (ERNiMo-3, AWS A5.14), which is specifically formulated to weld Hastelloy X and provides good elevated temperature mechanical properties and oxidation resistance in the weld deposit, though matching Hastelloy X filler (when available) may be preferred for applications requiring identical base metal and weld metal corrosion resistance. Hastelloy W filler was developed specifically for Hastelloy X fabrications and addresses the most critical welding challenge: preventing weld metal hot cracking by providing adequate ductility during weld pool solidification while maintaining useful high-temperature properties. For GTAW root passes in Hastelloy X pipe or tube fabrications, Hastelloy W wire in 1/16" or 3/32" diameter is the standard choice. For SMAW fill and cap passes on heavier sections, ENiMo-3 coated electrodes provide equivalent weld metal properties. Inconel 625 filler (ERNiCrMo-3) is sometimes used as an alternative when Hastelloy W is not available, as it provides adequate short-term elevated temperature performance though it does not precisely match Hastelloy X base metal properties. All welding should be performed with argon or argon-helium shielding (helium additions improve weld penetration), and the tungsten electrode must be pure tungsten or thoriated tungsten — ceriated or lanthanated tungsten is preferred for GTAW to minimize tungsten inclusions in the weld.
7: Does Hastelloy X round bar require any special storage or handling before machining?
Hastelloy X round bar requires clean, dry indoor storage protected from contact with low-melting-point metals (copper, lead, zinc, tin) and halide-containing compounds, with no special humidity or temperature control beyond standard indoor warehouse conditions. Unlike carbon steel bar that requires rust-preventive oil coating for atmospheric storage, Hastelloy X's chromium content forms a natural passive oxide film that prevents atmospheric corrosion without additional surface protection. The most critical storage requirement is segregation from other metallic materials: contact with zinc-coated (galvanized) steel racks, copper-bearing fittings or fixtures, or lead-based marking materials creates galvanic couples that can cause surface staining or, in rare cases involving sustained moisture, very localized corrosion at contact points. Before machining, all bars should be wiped clean of any dust, cutting fluid from handling, or surface contamination using clean acetone or MEK solvent wipes, as residual contamination can cause surface defects during initial machining passes. Bars with any visible surface pitting, corrosion, or mechanical damage should be quarantined and inspected before use, though this situation is essentially rare in properly stored and handled AMS 5754 certified material.
8: What dimensional tolerances are achievable when centerless grinding Hastelloy X round bar to precision diameters?
Centerless ground Hastelloy X round bar can be produced to diameter tolerances of ±0.013 mm (±0.0005") for diameters below 25 mm and ±0.025 mm (±0.001") for diameters up to 100 mm, with surface roughness values of Ra 0.4–0.8 µm (16–32 µin), making precision ground bar suitable as a near-net-shape starting stock for close-tolerance turned components. Centerless grinding of Hastelloy X requires careful control of wheel selection, work speed, and coolant flow because the alloy's tendency to work-harden requires that each grinding pass removes material in a single continuous chip rather than rubbing, to prevent smear and surface hardening. Aluminum oxide vitrified bond wheels or CBN wheels provide the best surface quality on Hastelloy X. Grinding coolant must be applied at high flow rates to both prevent thermal damage to the workpiece surface and flush grinding swarf from the contact zone, as Hastelloy X swarf can re-embed in the workpiece surface if not immediately removed. MWalloys offers centerless ground Hastelloy X round bar as a value-added service, producing precision ground stock that reduces machining time and tool wear in subsequent turning operations by providing a consistent, clean starting surface within tight diameter tolerances.
9: Is Hastelloy X approved for use in ASME pressure vessel and piping code applications?
Hastelloy X (UNS N06002) is approved for use in ASME pressure vessel and piping applications under ASME Section VIII Division 1 and ASME B31.3, with the bar product form (ASME SB-572) listed in the allowable materials tables along with design stress values valid through the alloy's qualified temperature range. Under ASME Section II Part B, Hastelloy X bar is included in table UHA-23 with allowable stress values for temperatures from ambient through the elevated temperature range. The ASME SB-572 specification (the ASME adoptions of ASTM B572) provides the material basis for pressure vessel code calculations. Engineers designing pressure vessels or process piping components from Hastelloy X bar should use the allowable stress values from the current edition of ASME Section II Part D (Stress Tables) rather than calculating from nominal tensile properties, as the code allowable values include factors for long-term behavior that nominal property values do not reflect. For aerospace applications under FAA or EASA jurisdiction, AMS 5754 certification is the relevant qualification standard, which is separate from and not interchangeable with ASME codes. MWalloys can supply Hastelloy X bar with either or both AMS 5754 and ASTM B572 / ASME SB-572 certifications on a single MTR document when both aerospace and pressure vessel code compliance is required.
10: How should engineers account for thermal expansion in Hastelloy X bar components operating at high temperature?
Engineers must account for the significant dimensional change of Hastelloy X components at operating temperature by designing adequate thermal expansion clearances, using sliding or floating mounting arrangements, and calculating differential expansion when Hastelloy X components interface with dissimilar materials — the alloy expands approximately 15.8 µm/m·°C between room temperature and 870°C, meaning a 1-meter bar operating at 870°C grows approximately 13.4 mm longer than its room temperature dimension. The thermal expansion coefficient of Hastelloy X (13.3 µm/m·°C at 21–93°C, increasing to 15.8 µm/m·°C at 21–870°C) is slightly lower than austenitic stainless steel (17–18 µm/m·°C) but significantly higher than carbon steel (11–12 µm/m·°C). When Hastelloy X components are bolted to carbon steel structures in a high-temperature furnace, the differential thermal expansion creates significant stress at the bolted joint — the Hastelloy X wants to expand more than the carbon steel structure constrains it. Solutions include: using slotted mounting holes that allow free thermal expansion in the dominant thermal direction; specifying Hastelloy X fasteners for Hastelloy X-to-Hastelloy X joints (matched expansion); incorporating bellows or expansion loops in Hastelloy X tubing runs; and designing component lengths to ensure thermal expansion does not cause contact or binding in adjacent structures. MWalloys provides thermal expansion data tables and basic thermal stress calculation support to customers developing high-temperature furnace designs using Hastelloy X bar.
Verifiable References
The following sources were consulted in preparing this technical article and are independently verifiable by engineers and procurement specialists:
- Haynes International. Hastelloy X Alloy Data Sheet (H-3009C). Haynes International, Kokomo, IN.
- SAE International. AMS 5754: Nickel Alloy, Corrosion and Heat-Resistant, Bars, Rods, and Wire, 47Ni-22Cr-18Fe-9Mo, Solution Annealed. SAE International, Warrendale, PA. Current Revision.
- SAE International. AMS 5536: Nickel Alloy, Corrosion and Heat-Resistant, Sheet, Strip, and Plate, 47Ni-22Cr-18Fe-9Mo, Solution Annealed. SAE International, Warrendale, PA. Current Revision.
- ASTM International. ASTM B572: Standard Specification for UNS N06002, UNS N06230, UNS N12160, and UNS R30556 Alloy Rod. ASTM International, West Conshohocken, PA.
- SAE International. AMS 5798: Nickel Alloy, Corrosion and Heat-Resistant, Welding Wire, 47Ni-22Cr-18Fe-9Mo. SAE International, Warrendale, PA.
- ASME International. ASME Section II Part B: Non-Ferrous Material Specifications (SB-572 for Hastelloy X bar). ASME, New York, NY. Current Edition.
- ASME International. ASME Section II Part D: Properties (Maximum Allowable Stress Tables for UNS N06002). ASME, New York, NY. Current Edition.
- ASTM International. ASTM E112: Standard Test Methods for Determining Average Grain Size. ASTM International, West Conshohocken, PA.
- SAE International. AMS 2241: Tolerances, Nickel, Nickel Alloy, and Cobalt Alloy Bars, Rods, and Wire. SAE International, Warrendale, PA.
- Donachie, M.J. and Donachie, S.J. Superalloys: A Technical Guide, 2nd Edition. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. The Superalloys: Fundamentals and Applications. Cambridge University Press, Cambridge, UK, 2006. ISBN: 978-0-521-07011-9
- Davis, J.R. (Editor). Heat-Resistant Materials (ASM Specialty Handbook). ASM International, Materials Park, OH, 1997. ISBN: 0-87170-596-6
- American Welding Society. AWS A5.14: Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods (ERNiMo-3 — Hastelloy W filler). AWS, Miami, FL. Current Edition.
- SAE International. AMS 5544: Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings, and Rings, 58Ni-19Cr-13.5Co-4.3Mo-3Ti-1.4Al, Solution Heat Treated and Precipitation Hardened (Waspaloy). SAE International.
- Machining Data Handbook, 3rd Edition. Machinability Data Center, Cincinnati, OH. (Cutting parameters for nickel-based superalloys including Hastelloy X)
