インコネル718プレート AMS 5596に認定されたインコネル718板は、卓越した引張強さ、耐食性、寸法精度を必要とする高温構造用途の業界標準の選択肢です。MWalloys社では、AMS5596認定を受けたインコネル718板をカスタムカットにて供給しており、世界中の航空宇宙メーカー、石油・ガス事業者、原子力施設、精密機械加工工場に納入しております。この材料は、時効状態で150ksiを超える降伏強度を発揮し、704℃(1300°F)までの極低温から機械的完全性を維持し、Tier1航空宇宙調達仕様で要求される最も厳しいトレーサビリティ要件を満たしています。.
お客様のプロジェクトでインコネル718板を使用する必要がある場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
インコネル718とは何か、そしてなぜ超合金の主力と考えられているのか?
インコネル718, UNS呼称N07718またはW.Nr.2.4668とも呼ばれるニッケル・クロム系析出硬化型超合金で、1960年代初頭から商業生産されている。ワスパロイやレネ41のような初期のニッ ケル基合金を悩ませていた溶接や加工の困難さ を伴わず、迅速かつ確実に時効硬化できる合金の必 要性という、材料業界における重大なギャップに対 応するために、インターナショナル・ニッケル・カンパニー (INCO)が開発しました。.

インコネル718が真に優れているのは、その特異な析出硬化メカニズムにあります。ガンマプライム(γ')析出物に依存する多くのニッケル超合金とは異なり、インコネル718は、その強度の大部分をガンマダブルプライム(γ'')析出物、具体的には、面心立方(FCC)マトリックス内でコヒーレントに形成される秩序化されたNi₃Nb粒子に由来します。このメカニズムにより、合金の析出速度が遅くなり、優れた溶接性に直結します。この材料は、溶接中に熱影響部で急速に時効硬化することがないため、他の高強度超合金を一般的にダメにするひずみ時効割れを防ぐことができます。.
インコネル718は、世界の超合金生産量のおよそ34%を占めています。インコネル718は、全世界の超合金生産量のおよそ34%を占めており、この市場の優位性は、インコネル718の技術的能力と、長期的な挙動に対する業界の信頼の両方を反映しています。.
インコネル718を区別する主な物理的性質
| プロパティ | 価値 | 備考 |
|---|---|---|
| 密度 | 8.19 g/cm³ (0.296 lb/in³) | チタン合金よりやや重い |
| 溶解範囲 | 1260~1336度C(2300~2437度F) | 広い凝固範囲が溶接性を助ける |
| 熱伝導率 | 11.4 W/m-K at 21°C | 鋼鉄より低く、加工熱管理に影響する |
| 比熱 | 435 J/kg-K at 21°C | 熱サイクル用途に重要 |
| 電気抵抗率 | 1.252 µΩ-m | EDM切断用途に関連 |
| 透磁率 | ~1.0011(実質的に非磁性) | MRIおよび防衛センサーのハウジングに不可欠 |
特に熱伝導率の低さは注目に値する。インコネル718は炭素鋼やアルミニウムに比べて熱伝導率が低いため、加工中に発生する熱は被加工物に放散するのではなく、刃先に集中する。構造用鋼から超合金加工に移行する際、エンジニアが遭遇する工具コストの大半は、この単一の特性に起因している。.
こちらもお読みください: モネル400プレート:ASTM B127認定ストック、カスタム切断サービス
板材におけるAMS 5596認証の実際の意味とは?
AMS 5596は、SAEインターナショナル(以前は自動車技術会の下で管理されていた)が発行する航空宇宙材料仕様書で、板、帯、プレートの形態のインコネル718の調達を規定している。AMS 5596の現在の改訂は改訂M(AMS 5596M)で、以前の改訂を統合し、最新の品質システムの期待に沿ったものとなっています。.
材料メーカーがインコネル718板をAMS 5596に認証する場合、AMS 5596は詳細な要求事項に適合していることを証明することになる:
- 化学組成の制限 (溶融熱化学と製品分析で検証)。.
- 引張特性の最小値 (室温と高温の両方)。.
- 粒度要件 (特定の厚さ範囲に対して)。.
- 表面状態の要件。.
- 熱処理条件 (通常、溶体化処理された状態で供給され、条件Aと呼ばれる)。.
- 非破壊検査要件 (特定の厚さ範囲の超音波検査)。.
- 認証文書の要件 (材料試験報告書、ヒートロットのトレーサビリティ)。.
AMS 5596の認証は、単に "インコネル718 "と指定することとは異なることを理解することが重要です。この規格は、いくつかの微量元素のカテゴリーにおいて、一般的なUNS N07718の制限値よりも厳しい化学ウィンドウを課しています。例えば、AMS 5596はリン、硫黄、ホウ素、コバルトの含有量に特定の管理を課しており、UNS N07718のみを引用した一般的な製造所証明書には反映されない場合があります。.
MWalloys社では、AMS5596の発注書に基づいて供給する全ての板材には、熱番号、完全化学分析、機械的試験結果、熱処理記録、責任品質署名者を文書化した材料試験報告書(MTR)を添付しています。この文書化チェーンが、航空宇宙グレードの調達と一般産業用供給を分けるものです。.
AMS 5596と関連するインコネル718の仕様との比較
| 仕様 | フォーム | コンディション | 主要用途 |
|---|---|---|---|
| AMS 5596 | シート、ストリップ、プレート | 溶液アニール(条件A) | 航空宇宙構造部品 |
| AMS 5597 | シート、ストリップ、プレート | 溶体化処理+時効処理(条件B) | 完全なエージングを必要とする高強度用途 |
| AMS 5662 | バー、ビレット | ソリューション・アニール | 回転部品、シャフト |
| AMS 5663 | バー、ビレット | 析出硬化 | 高強度ファスナー、シャフト |
| AMS 5664 | バー、ビレット | 析出硬化(プレミアム) | 重要な回転部品 |
| AMS 5832 | 溶接ワイヤ | - | 溶融溶接フィラーメタル |
| ASTM B670 | プレート、シート、ストリップ | いろいろ | 産業用/非航空宇宙用途 |
AMS 5596(溶体化処理)とAMS 5597(完全時効処理)の区別は、部品を設計する技術者にとって重要である。最終的な熱処理を行う前に、追加的な成形や機械加工を行う場合は、AMS 5596条件Aが正しい出発点となります。納品後にそれ以上の熱処理を必要としない部品であれば、完全時効処理済みのAMS 5597材が、最高の機械的特性を在庫から直接提供します。.
インコネル718の化学組成はどのようにその性能を左右するのか?
インコネル718の化学組成は、鍛造性、溶接性、耐酸化性を維持しながら、析出硬化反応を可能にするよう注意深く設計されたバランスです。各合金元素の寄与を理解することは、技術者が材料の選択、加工、および用途の限界についてより良い決定を下すのに役立ちます。.
インコネル718の公称化学組成 (AMS 5596要求事項)
| エレメント | AMS 5596 最小 (%) | AMS 5596マックス(%) | 主な役割 |
|---|---|---|---|
| ニッケル(Ni) | 50.00 | 55.00 | 卑金属; FCCマトリックス安定剤 |
| クロム(Cr) | 17.00 | 21.00 | 耐酸化性と耐熱腐食性 |
| 鉄(Fe) | バランス | - | コスト削減、マトリックスのサポート |
| ニオブ+タンタル(Nb+Ta) | 4.75 | 5.50 | γ''析出物を介した一次強化剤(Ni₃Nb) |
| モリブデン (Mo) | 2.80 | 3.30 | 固溶体強化; 耐食性 |
| チタン(Ti) | 0.65 | 1.15 | 二次γ'析出物の形成;粒界制御 |
| アルミニウム(Al) | 0.20 | 0.80 | γ'析出物(Ni₃Al);耐酸化性 |
| コバルト | - | 最大1.00 | 固溶体強化 |
| カーボン(C) | - | 最大0.08 | 超硬フォーマー; 粒界ピンニング |
| マンガン (Mn) | - | 最大0.35 | 脱酸素剤 |
| ケイ素 (Si) | - | 最大0.35 | 脱酸素剤;低レベルでの耐酸化性 |
| リン (P) | - | 最大0.015 | 不純物管理;粒界脆化リスク |
| 硫黄 (S) | - | 最大0.015 | 不純物管理;熱間延性リスク |
| ホウ素(B) | - | 最大0.006 | 制御された量の粒界強化剤 |
| 銅(Cu) | - | 最大0.30 | トランプ・エレメント・コントロール |
ニオブの含有量は、インコネル718の商業的成功に最も貢献した元素であるため、具体的な議論に値する。ニオブは、γダブルプライム(γ'')相 (Ni₃Nb)を形成し、主要な強化析出物となる。重要なことは、γ''相は、旧来のニッケル超合金に見られるγ''相よりもはるかにゆっくりと形成されることである。このゆっくりとした速度論が、この合金を航空宇宙産業で広く使われるようにした「溶接可能な超合金」という特性を可能にしている。.
クロムレベル(17-21%)は、酸化と高温腐食に対する主要な防御を提供します。ガスタービン燃焼器のように、硫黄を含む燃焼ガスが存在する使用環境では、クロムは保護Cr₂O₃スケールを形成し、さらなる酸化の浸透を制限する。このためインコネル718は、低クロムニッケル合金やほとんどのステンレス鋼を急速に破壊するような用途に適している。.
エンジニアがAMS 5596認証板に期待する機械的特性とは?
AMS 5596に基づく機械的特性要件は、材 料の状態(溶体化処理か析出硬化処理か) と製品厚さによって異なる。インコネル718板を指定する技術者は、特に安全上重要な構造物の場合、公称公表値ではなく、常に仕様の最低保証値で設計すべきである。.
室温機械的性質-インコネル718板(AMS 5596/5597)
| プロパティ | 溶液アニール(条件A) | 降雨硬化(条件B) | 試験方法 |
|---|---|---|---|
| 極限引張強さ(UTS) | 965 MPa (140 ksi) 以上 | 1275 MPa (185 ksi) 以上 | ASTM E8 |
| 0.2% 降伏強さ | 550 MPa (80 ksi) 以上 | 1034 MPa (150 ksi) 以上 | ASTM E8 |
| 伸び(2インチ単位) | 30%分 | 12%分 | ASTM E8 |
| 面積の縮小 | 35%分 | 15%分 | ASTM E8 |
| 硬度 | ~典型的なRc 32 | ~典型的なRc 40-44 | ASTM E18 |
この2つの条件のコントラストは劇的である。析出硬化は、許容可能な延性を維持しなが ら降伏強度をおよそ2倍にする。条件A(溶体化処理)の鋼板は著しく優れた成形性を保持する。そのため、ほとんどの加工業者は条件Aの鋼板を購入し、すべての成形と溶接作業が完了した後に最終時効熱処理を行う。.
インコネル718板の高温特性
インコネル718の最も魅力的な特徴のひとつは、ほとんどの鉄合金がクリープしたり急速に破損したりするような温度でも、機械的特性を維持できることである。.
| 温度 | UTS (MPa) | 0.2% YS (MPa) | エロンゲーション(%) |
|---|---|---|---|
| 21°C | 1380 | 1170 | 21 |
| 204°C | 1310 | 1100 | 20 |
| 427°C (800°F) | 1275 | 1070 | 20 |
| 538°C | 1240 | 1035 | 20 |
| 649°C | 1170 | 1000 | 22 |
| 704°C | 1090 | 910 | 22 |
| 760°C (1400°F) | 870 | 750 | 24 |
注:上記の値は、典型的な時効条件のデータである。約704℃ (1300°F)を超えると、γ''析出相が溶解し始め、安定だが非コヒーレントなデルタ相 (Ni₃Nb 斜方晶)に変化するため、強化効果が著しく低下する。このため、インコネル718の持続荷重用途での実用上限使用温度は約650~700℃に設定される。.
当社では、耐食性とクリープ強度のどちらを重視するかによって、700℃以上の高温耐性を必要とするエンジニアには、インコネル625、ワスパロイ、ルネ41を評価するよう定期的にアドバイスしている。.
インコネル718板はどのように製造され、どのような加工条件が適用されますか?
インコネル718鋼板の生産ルートを理解することは、技術者がサプライヤーの能力を評価し、認証文書が特定の溶融および加工指定に言及している理由を理解するのに役立つ。.
メルト・プラクティスとプレート品質への影響
インコネル718板材は、いくつかの溶融経路のいずれかを経て製造されるが、溶融方法の選択は、清浄度、偏析レベル、ひいては疲労寿命と破壊靭性に直接影響する。.
真空誘導溶解(VIM) + エレクトロスラグ再溶解(ESR) - VIM + ESR:
これは、ほとんどの工業用およびエネルギー部門用のベースライン溶融ルートである。VIMは、優れた化学的制御と低ガス含有量を保証する。ESRは、インゴットの凝固を改善し、介在物含有 量を低減し、微細構造を均質化する。この溶融ルートは、破壊限界認 証の要件を満たさない構造部品に適している。.
真空誘導溶解 + エレクトロスラグ再溶解 + 真空アーク再溶解(VIM + ESR + VAR - トリプルメルト):
トリプルメルトは、航空宇宙用回転部品や破壊が重要な部品に必須、または強く推奨されるルートです。VAR工程は、マクロ偏析をさらに減少させ、VIM+ESR 処理に耐える可能性のある残留酸化物介在物を除去する。航空宇宙用AMS 5596鋼板のほとんどは、VIM+ESR+VAR溶融処理を指定または示唆しているが、仕様自体は最低限VIM+ESRを認めている。.
MWalloys社では、航空宇宙用鋼板の標準としてVIM+ESR+VAR慣行を使用している認定溶融炉からの在庫を維持しており、トリプル溶融プレミアムが正当化されない産業用プログラム向けにVIM+ESR材料を提供することができる。.
熱間圧延と厚板製造シーケンス
インコネル718のインゴットは、一連の熱機械的操作によって厚板に加工される:
- 均質化アニール - 凝固による偏析を解消するため、約1150~1190℃に加熱されたインゴット。.
- 一次鍛造(コギング) - 使用温度1020~1120℃で、インゴットをスラブまたはブルーム状に分解する。.
- 熱間圧延 - スラブは複数のパスで目標板厚まで圧延される。仕上げの温度管理が重要。.
- 溶液アニーリング - 最終板は980-1010℃(1800-1850°F)で焼鈍後、水冷または急速空冷。.
- スケール除去 - 酸化スケールを除去する酸洗;重いゲージは機械的スケール除去。.
- 矯正 - 平坦度の公差を達成するためのローラーレベリング。.
- 検査とテスト - 寸法、目視、化学的、機械的、超音波(厚板の場合)。.
溶体化焼鈍温度の管理は特に重要である。温度が低すぎると未溶解のデルタ相粒子が残り、結晶粒成長を抑制するが、過剰に存在すると靭性を制限する可能性がある。温度が高すぎると、過度の結晶粒成長が生じ、耐疲労性と引張強さが低下する。.
インコネル718板に必要な熱処理条件は?
熱処理は、インコネル718が成形可能な焼きなましブランクから高強度構造材料に移行するところである。厚板を指定する技術者は、必要とされる2段階の時効処理と、工程のばらつきが最終特性にどのように影響するかを理解する必要があります。.
インコネル718の標準熱処理 (AMS 2774要求事項)
インコネル718鋼板の標準的な時効処理順序は、AMS 2774に準拠し、GEおよびPratt & Whitneyの材料仕様と一致している:
ステップ 1 - 溶液アニール(条件 A に入っていない場合):
- 温度: 980°C ± 14°C (1800°F ± 25°F)
- 時間:断面1インチにつき最低1時間
- 冷却:急速空冷または水冷
ステップ2 - 最初の年齢:
- 温度: 718°C ± 8°C (1325°F ± 15°F)
- 時間:8時間
- 冷却:55℃/時(100°F/時)で二次エージング温度まで炉冷。
ステップ3 - セカンドエイジ:
- 温度:621°C ± 8°C (1150°F ± 15°F)
- 時間:温度で合計8時間
- 冷却:室温まで空冷
この二重時効シーケンスは、γ''(Ni₃Nb)とγ'(Ni₃(Al,Ti))の両方の析出物の最適なサイズと分布を同時に発達させるように特別に設計されている。718℃の第1時効は、γ''の核生成と成長を行い、621℃の第2時効は、γ'の析出を完了し、降伏強度を最大化するために析出物の粗大化を調整する。.
特定用途向けの熱処理オプション
特定の用途では、特定の特性を強調するために熱処理を変更する必要がある:
| 治療 | 温度シーケンス | 物件重視の結果 |
|---|---|---|
| スタンダード ダブルエイジ | 980°C SA + 718°C/8h + 621°C/8h | 強度と延性のバランス(標準) |
| 修正ダブルエイジ | 1010°C SA + 760°C/10h + 649°C/8h | 改良された高温ストレスラプチャー |
| シングルエイジ(720℃/8時間) | 溶接後、シングルエイジ | 溶接後の応力除去+部分強化 |
| オーバーエイジ | 980°C SA + 800°C/1h + 700°C/16h | 最大破壊靭性、低強度 |
インコネル718製 品の溶接後熱処理(PWHT)要件は、適用され る溶接仕様(構造用にはAWS D1.6、または適用 されるOEM溶接手順仕様)に従うこと。完全な強度が要求される構造用組立品では、単 時効熱処理は重要なγ''析出を不完全なままにしてし まうため、唯一の加工後熱処理としては使用しないこ とを強く推奨する。.
インコネル718板材を使用する産業と用途は?
インコネル718板が複数の産業で地位を確立したのは偶然ではなく、この合金が提供する高強度、溶接性、耐食性、寸法安定性の組み合わせを同時に実現する単一材料が他になかったからである。.
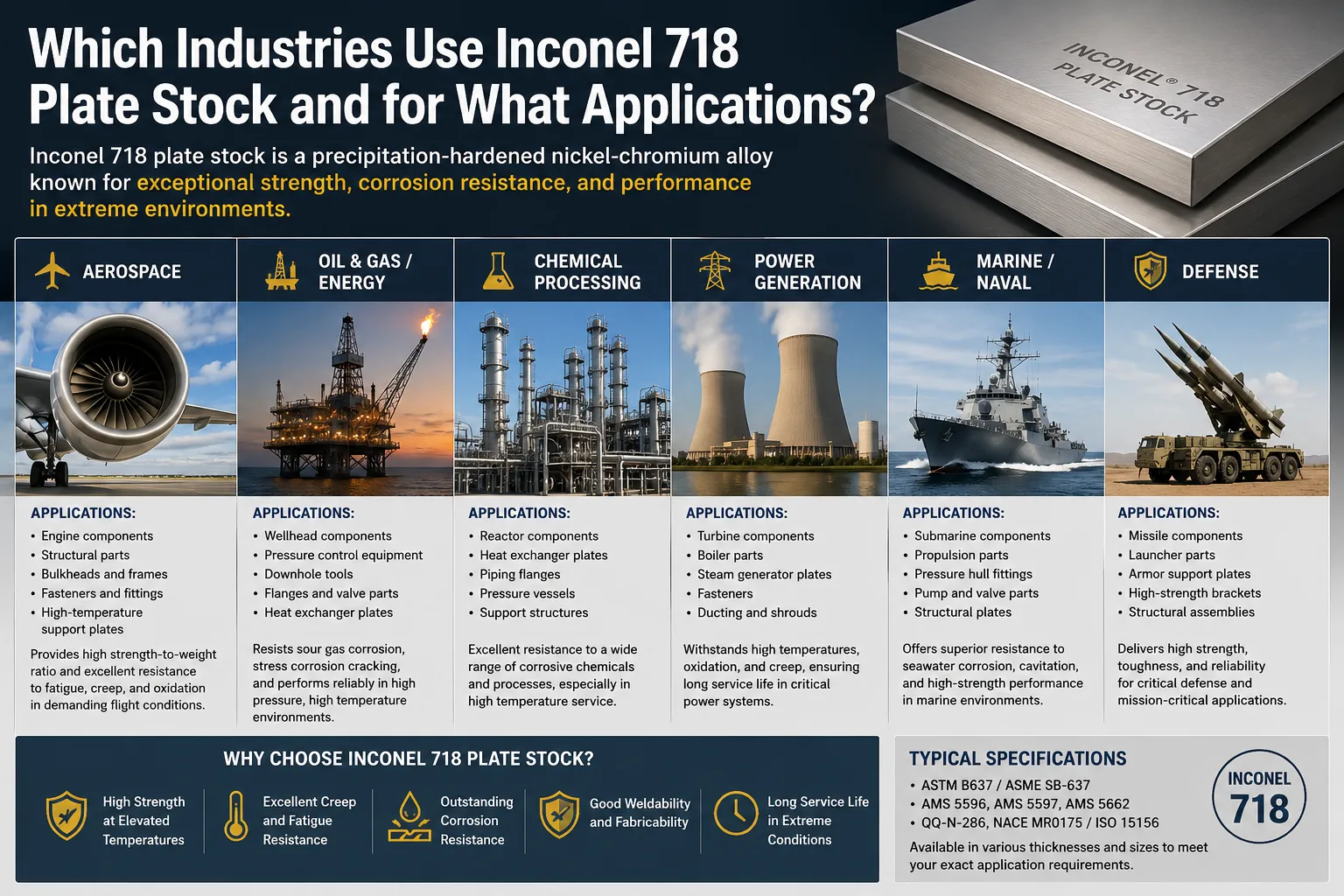
航空宇宙および防衛用途
航空宇宙産業はインコネル718板材の最大の市場であり、構造用ブラケットから燃焼器ライナー、ナセル部品に至るまで、様々な形でインコネル718板材を消費しています。当社が日常的に材料を供給している具体的な用途は以下の通りです:
- ガスタービンエンジンのケース ファンケース、コンプレッサーケース、タービン排気ケースは、リング圧延および溶接されたプレートセグメントから製造される。.
- 燃焼器ライナー: 700℃以上の温度が持続し、酸化性の燃焼ガスにさらされることが同時にストレスとなる場合。.
- アフターバーナーの部品: アルミニウムやチタンを完全に排除する温度で作動する軍用ジェットエンジン。.
- スラストリバーサーの構造: カスケードアセンブリおよびブロッカードア機構用の構造板。.
- 極低温タンク用継手: インコネル718は、液体水素温度(-253℃)でも優れた靭性を保持する。.
石油、ガス、海底用途
石油・ガス産業では、H₂SやCO₂に曝されると標準的なステンレス鋼に急激な応力腐食割れが発生する高圧高温(HPHT)サワーサービス環境で主にインコネル718板を使用している。用途は以下の通り:
- ウェルヘッド・コンポーネントとクリスマスツリー・フランジ
- 海底マニホールド構造部品
- HPHTサービス(150℃以上、圧力103MPa以上)用バルブボディおよびシート
- ダウンホールツールハウジング (ドリルカラー、ロギングツール本体、圧力封じ込めハウジング)
NACE MR0175/ISO 15156は、酸欠サービスにおけるインコネル718の硬度と熱処理要件を規定している。H₂Sサービスでは、最大硬度は通常Rc 40に制限されるか、適用されるNACE規格で規定され、時効温度と時間のパラメータが制約される。.
原子力、医療、産業用途
| 産業 | 申し込み | キー・プロパティ |
|---|---|---|
| 原子力 | 原子炉内部、ファスナー、蒸気発生器サポート | 耐放射線性、高温強度 |
| メディカル | MRI装置ハウジング、手術器具 | 非磁性、耐食性 |
| 自動車(モータースポーツ) | ターボチャージャー部品、排気バルブ | 高温強度、耐熱疲労性 |
| 化学処理 | 原子炉容器、熱交換器部品 | 腐食性媒体での耐食性 |
| マリン | 推進システム部品、海水処理 | 耐海水腐食性 |
カット・トゥ・サイズ・サービスの仕組みと達成可能な公差とは?
MWalloys社が提供する最も実用的なサービスの一つは、インコネル718板の精密切断加工です。全長の圧延板を購入し、高価な社内切断作業を管理するのではなく、お客様は部品図面や仕様書を当社に送付し、必要な寸法に正確に切断された材料を受け取ります。.
利用可能な板寸法と板厚範囲
| パラメータ | 標準レンジ | 備考 |
|---|---|---|
| 板厚 | 0.187インチ(4.75mm)~4.0インチ(101.6mm) | より薄いゲージはシート/ストリップに分類される。 |
| 幅 | 最大60インチ(1524mm)の標準ミル幅 | スリット加工によるカスタム幅も可能 |
| 長さ | 標準120インチ(3048mm)まで | ご要望に応じて長尺も承ります。 |
| プレート1枚あたりの重量 | 2,500kgまで(標準ハンドリング) | 重いプレートには特別なロジスティクスが必要 |
切断方法と寸法公差
インコネル718の靭性と加工硬化傾向は、標準的なステンレス鋼よりも切削加工を厳しくします。MWalloys社は、板厚、寸法公差、熱影響部の要件に応じて複数の切断技術を採用しています:
ウォータージェット切断:
公差が厳しく、熱影響部がないことが要求されるほとんどの板厚に適した方法です。アブレイシブ・ウォータージェットは、厚さに応じて±0.010インチから±0.020インチの公差で、最大約6インチ厚のインコネル718板を切断できます。冷間切断のため、切断端に隣接する微細構造は変化しません。これは、熱処理条件の文書化されたトレーサビリティを必要とするAMS認定材料にとって非常に重要です。.
プラズマ切断:
後にエッジを機械加工するラフカットのブランクに適している。プラズマ切断は深さ1~3mmの熱影響部を形成し、切断端の硬度や微細構造を変化させる。寸法が重要なプラズマ切断部品は、HAZを除去するために、フライス加工または研削加工による材料除去が必要です。フライトクリティカルな用途のAMS認証板材の最終切断作業として、プラズマを推奨することはできません。.
レーザー切断:
ファイバーレーザー切断は、インコネル718の板厚が約12~15mmまでの場合、ますます実用的になってきている。この範囲を超えると、切断カーフの反射性と熱伝導性のため、切断品質と切断速度が急速に低下します。レーザー切断は、プラズマよりも狭いHAZを生成し、より薄い部分で±0.005インチから±0.010インチの公差を達成することができます。.
製材(バンドソー/コールドソー):
厚板のラフブランキングで、その後の機械加工で最終寸法を出す場合、帯鋸切断が最も経済的な方法です。当社では、高コバルトのM42またはカーバイドチップのブレードを使用し、クーラントを浸水させ、切削速度を鋼材よりも低下させることで、ソーカーフの加工硬化を管理しています。.
寸法切断インコネル718板の標準寸法公差
| 切断方法 | 長さ/幅公差 | 直角度 | 表面仕上げ (Ra) |
|---|---|---|---|
| アブレイシブ・ウォータージェット | ±0.010インチ~0.020インチ" | ±0.010インチ/フィート | 125-250 µin Ra |
| プラズマ(ラフカット) | ±0.060インチ~0.125インチ" | ±0.030インチ/フィート | 該当なし(マシン・アフター) |
| ファイバーレーザー (<15mm) | ±0.005インチ~0.010インチ" | ±0.005インチ/フィート | 63-125 µin Ra |
| バンドソー(ラフカット) | ±0.060インチ~0.125インチ" | ±0.030インチ/フィート | 該当なし(マシン・アフター) |
インコネル718板の加工上の課題とベストプラクティスとは?
インコネル718鋼板の加工は、構造用鋼や標準的なオーステナイト系ステンレス鋼の加工よりもかなり要求度が高くなります。インコネル718を機械加工に長年供給してきた当社の技術チームとお客様からのフィードバックから、最も一貫した知見をまとめました。.
インコネル718の機械加工が難しい理由
3つの基本的な材料特性が加工の難易度を左右する:
1.急速な加工硬化: インコネル718は、切削中に非常に浅い表面層内で、焼鈍硬度のおよそ250%まで加工硬化することがある。工具がきれいに切削するのではなく、くぐったりこすれたりすると、次のパスで工具の破断の原因となる硬化層が急速に形成されます。.
2.熱伝導率が低い: 先に述べたように、熱は効果的に被削材に放散しない。つまり、切削熱は事実上すべて工具先端と切りくずの界面に集中し、軟らかい材料を切削する場合に比べて工具の摩耗を劇的に早める。.
3.高温硬度が高い: 切削中に発生する高温でも、インコネル718はかなりの硬度と強度を保持します。この材料は、切削サイクルの間、変形や工具刃先の摩耗に抵抗し続けます。.
インコネル718板の推奨加工パラメータ
| オペレーション | 工具材料 | 切削速度(SFM) | 送り速度(IPR) | 切り込み | 冷却水 |
|---|---|---|---|---|---|
| ラフ・ターニング | カーバイド(C-2グレード) | 40–80 | 0.010–0.020 | 0.100–0.200 | 洪水(高圧) |
| 仕上げ旋盤加工 | コーティング超硬合金 | 80–150 | 0.004–0.010 | 0.020–0.040 | 高圧洪水 |
| 粗加工 | 超硬エンドミル | 30~60 SFM | 0.002~0.006/歯 | 0.050–0.150 | 洪水または霧 |
| 仕上げフライス加工 | TiAlNコーティング超硬合金 | 60-120 SFM | 0.001-0.003/歯 | 0.010–0.030 | 洪水優先 |
| 掘削 | コバルトハイスまたは超硬 | 15-25 SFM | 0.003–0.007 | フル直径 | 高圧スルースピンドル |
| 研磨 | CBNまたは酸化アルミニウム | - | 緩やかな切り込み | 軽いストック除去 | 豊富なフラッドクーラント |
セラミック切削チップ(SiCウィスカー強化)は、荒加工では超硬の3~5倍の切削速度を達成できるが、高剛性、高出力の機械が必要で、断続切削やスケールやハードスポットのある加工には適さない。.
インコネル718板と他の超合金板との比較は?
高温構造用途の材料選定では、インコネル718と競合するニッケル基やコバルト基の超合金を並べて比較することが頻繁に求められます。以下は、技術的な意思決定を支援するための包括的な比較です。.
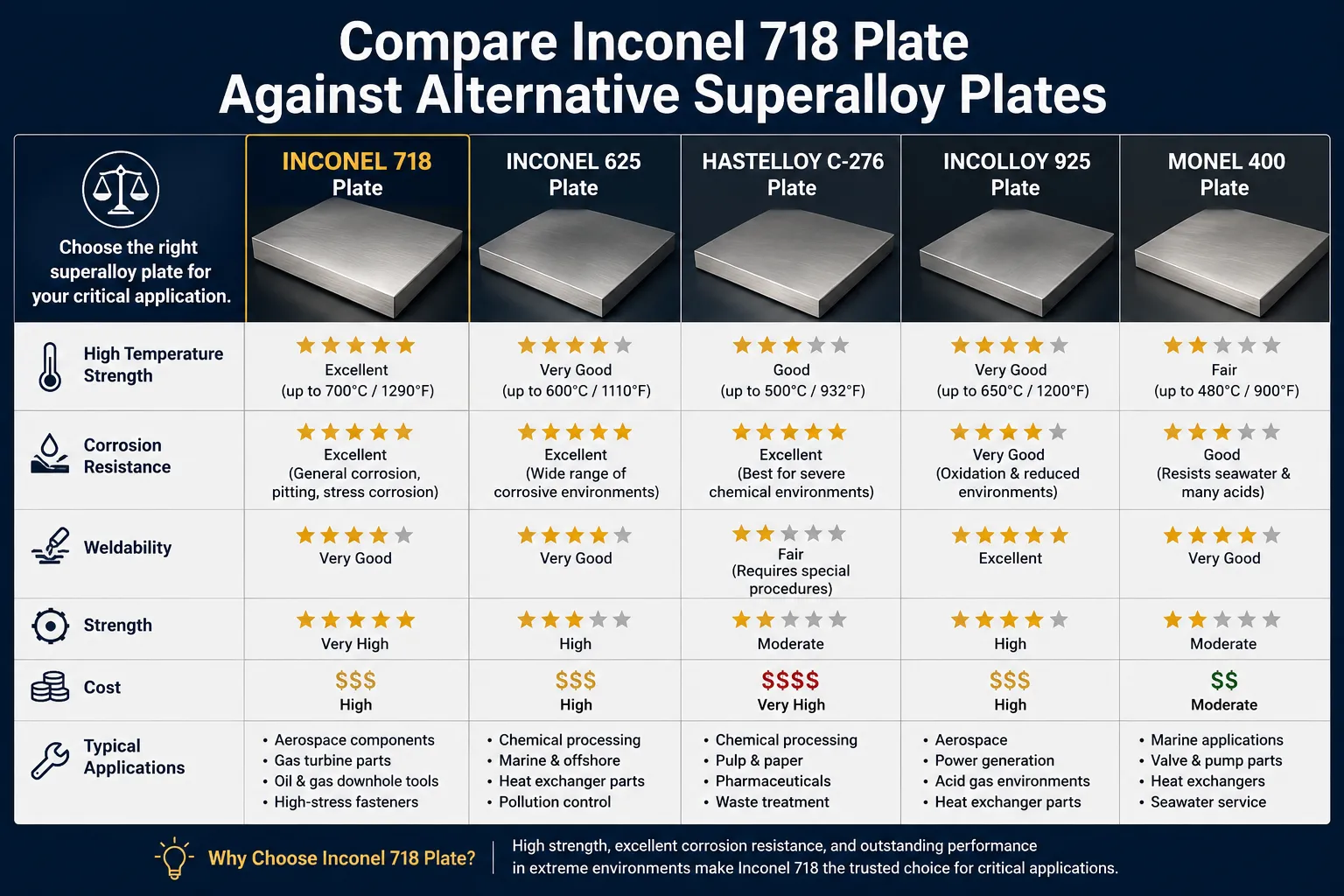
インコネル718と競合する高温合金との比較
| プロパティ | インコネル718 | インコネル625 | ワスパロイ | ヘインズ 282 | 17-4PH SS |
|---|---|---|---|---|---|
| 最高使用温度(強度) | 704°C | 816°C 酸化 / 593°C 強度 | 980°C | 760°C | 316°C |
| UTS(時効、MPa) | 1380 | 965 | 1275 | 1220 | 1170 |
| 0.2% YS(エージング、MPa) | 1170 | 517 | 1000 | 1060 | 1000 |
| 溶接性 | 素晴らしい | 素晴らしい | 中程度(HAZ割れリスク) | グッド | グッド |
| 加工性 | 中程度(難しい) | 中・難 | 難しい | 中程度 | イージー-モデレート |
| 耐食性 | 非常に良い | 素晴らしい | グッド | グッド | 中程度 |
| 相対コスト | 中程度 | 中・高 | 高い | 高い | 低い |
| 一次強化 | γ'' (Ni₃Nb) | 固体溶液 | γ' (Ni₃Al) | γ' | マルテンサイト+Cu析出 |
この比較から、材料技術者にとっていくつかの明確な結論が明らかになった:
- 最高の強度と良好な溶接性を必要とする700℃以下の用途では、インコネル718が最適な選択肢であり続ける。.
- 持続温度700℃を超える用途では、腐食環境が管理可能なワスパロイやルネ41、腐食が最大の懸念事項の場合はインコネル625を検討すべきである。.
- ヘインズ282は、718よりも耐酸化性に優れ、中間温度で同等の強度を持つ新しい代替材である。.
- 17-4PHステンレス鋼は、温度が316℃を超 える場合、またはサワーガス腐食が懸念される 場合には、適切な代用品ではない。.
インコネル718板にはどのような品質証明と文書が添付されるべきか?
航空宇宙、原子力、または重要な産業用途のAMS 5596認証インコネル718板の調達には、原材料から完成部品までの完全なトレーサビリティを可能にする完全な文書パッケージが必要です。.
AMS 5596インコネル718プレートの必要書類
| ドキュメント | 内容 | 目的 |
|---|---|---|
| 材料試験報告書(MTR) | 熱化学、機械試験結果、熱処理記録、証明書 | 主要コンプライアンス文書 |
| 適合証明書(C of C) | 材料が仕様に適合しているというサプライヤーの書面による宣言書 | 契約遵守 |
| 熱/地番 | 溶融記録から追跡可能な一意の英数字識別子 | 元の溶融物へのトレーサビリティ |
| 超音波試験報告書 | UT検査の適用範囲と不合格基準(適格な厚さの場合) | 内部欠陥検出 |
| 寸法検査報告書 | 厚さ、幅、長さ、平坦度 | 寸法検証 |
| 化学分析(製品) | プレートの化学的性質の実測値(融解熱だけではない) | 製品レベルでの仕様適合性の確認 |
MWalloys社では、顧客がいつでも供給された材料の履歴MTRを要求できるように、管理された文書管理システムを維持しています。これは特に航空宇宙MROセクターのオペレーターにとって重要なことで、フリートメンテナンス記録のために材料のトレーサビリティを再構築する必要があります。.
適用される品質マネジメントシステム認証
インコネル718鋼板のサプライヤーを評価する顧客は、サプライヤーが維持管理していることを確認すべきである:
- AS9100 Rev. D: 航空宇宙サプライチェーンの品質マネジメントシステム。.
- ISO 9001:2015: 一般的な品質マネジメントシステム(最低基準)。.
- NADCAP: 全米航空宇宙・防衛請負業者認定プログラム(熱処理およびNDT作業用)。.
- DFARS コンプライアンス: 米国の防衛調達の場合、材料は 48 CFR 252.225-7009(特殊金属への準拠)に従い、国内での溶融および製造源にトレーサブルでなければならない。
エンジニアはインコネル718板材をどのように指定し注文すべきか?
インコネル718板材の完全な注文書には、曖昧さを防ぎ、サプライヤーがアプリケーションに必要なものを正確に納品できるよう、十分な技術的詳細が含まれている必要があります。私たちは、重要な要件を省略した不十分な仕様の発注書によって、コストのかかる遅延や不合格が発生するのを見てきました。.
インコネル718板の推奨発注品目
インコネル718鋼板のためのよく構成された仕様は、以下を含むべきである:
- 素材指定: インコネル 718 / UNS N07718.
- ガバメント仕様: AMS 5596M(現在の改訂版を確認すること)。.
- 熱処理条件: 条件A(溶体化処理)または条件B(AMS 5597による完全時効処理)。.
- メルトの練習: VIM+ESR、VIM+ESR+VAR、または仕様によって許可される。.
- 製品の厚み: AMS2242に準じた厚さ公差を持つ公称値、または指定による。.
- 幅と長さ: 公称寸法と両側公差。.
- 表面の状態: そのまま巻いて漬けるか、片面または両面を挽く。.
- 数量/重量: 個数または総重量。.
- 認定要件: MTR、C of C、超音波検査証明書(必要な場合)。.
- 特別な条件: DFARSコンプライアンス、顧客ソース承認、一次製品検査。.
標準板厚公差(AMS 2242による)
| 公称厚さ(インチ) | 厚さ公差(インチ) | 幅公差(インチ) |
|---|---|---|
| 0.187–0.250 | +0.018 / -0.000 | +0.125 / -0.000 |
| 0.251–0.500 | +0.023 / -0.000 | +0.125 / -0.000 |
| 0.501–1.000 | +0.033 / -0.000 | +0.188 / -0.000 |
| 1.001–2.000 | +0.045 / -0.000 | +0.250 / -0.000 |
| 2.001–3.000 | +0.058 / -0.000 | +0.375 / -0.000 |
| 3.001–4.000 | +0.073 / -0.000 | +0.375 / -0.000 |
注:AMS 2242の公差は正の値のみ(オーバーサイズはあるがアンダーサイズはない)であり、これは最小板厚が構造計算を支配する構造用鋼板の標準的な慣例である。最小断面板厚で設計する技術者は、応力解析においてこの公差規定を考慮する必要がある。.
インコネル718板材に関するFAQ
1:インコネル718プレートとインコネル718シートの違いは何ですか?
インコネル718板は、公称厚さが0.187インチ(4.75mm)以上の材料を指し、板はこの基準値より薄い材料を指す。. AMS 5596は、同じ仕様の下で両方の形状をカバーしていますが、適用される板厚公差、平坦度要件、および一部の機械的試験要件が両者で異なるため、この区別は重要です。板材は通常、構造用、機械加工用、負荷の大きい用途に使用され、強度のためや機械加工時の材料除去のために断面を大きくする必要があります。板材製品は、成形部品、ライナー、エンクロージャーなどによく使用されます。MWalloys社では、両方の形状を在庫しており、要求される断面、成形要件、最終用途の仕様に基づき、お客様の用途に適した形状をアドバイス致します。.
2: インコネル718板は、時効硬化後に溶接できますか?
完全時効処理 (析出硬化) インコネル718板の溶接は技術的には可能であるが、熱影響部がひずみ時効割れの影響を受けやすくなるため、構造用途には強く推奨されない。. 時効処理された材料が溶接熱に曝されると、溶接 部が析出温度範囲を通して加熱および冷却され る際に残留熱応力が発生し、すでに硬化した母材がこ れらの応力で割れる可能性がある。正しい方法は、溶体化処理した状態で溶接を行 い、溶接後に完全な時効熱処理を施すことであ る。使用年数の経った部品の溶接補修には、完全 な溶体化焼鈍の後、溶接後に再度時効処理を行 うのが最も安全な方法である。溶接消耗品は、インコネル718マッチング・フィラー (AMS 5832ワイヤー)か、マルチ・パス溶接の場合は、 溶接プールの延性を最大化するためにインコ ネル625フィラーを使用すべきである。.
3:インコネル718の板は、通常どのような表面仕上げになりますか?
標準的なインコネル718鋼板は、脱スケールおよび酸洗された表面仕上げで供給され、一般的に「熱間圧延、焼鈍、酸洗」(HRAP)と表現され、おおよそのRaは250~500 µinである。. この仕上げは、表面を機械加工するほとんどの構造用途に適しています。検査へのアクセスが制限されている圧力容 器部品など、より滑らかな表面仕上げを必要と する用途には、Ra 63μin以上の研磨板を指定 することができる。表面光沢焼鈍(ステンレス2B仕上げに類似)は、厚板材の光沢焼鈍の実用上の制約から、板厚の標準ではありません。MWalloys社はHRAP標準材を供給し、ご要望に応じて表面研磨の手配も致します。表面処理は材料コストとリードタイムに大きく影響するため、発注時に必ず必要な表面状態を確認してください。.
4: インコネル718板は磁性ですか?
標準的な溶体化焼鈍または析出硬化状態のインコネル718は本質的に非磁性であり、相対透磁率は約1.0011と非磁性分類の範囲内にある。. このため、MRI装置、磁力計、ある種の防衛センサーなど、磁場に敏感な機器の近傍での用途に適している。ただし、積極的な研削、重加工、過酷な機械加工などの局所的な冷間加工では、微量の残留オーステナイトの変形誘起変態により、表面近傍領域にごくわずかな強磁性が誘発される可能性があることに注意することが重要である。透磁率の要件が非常に厳しい用途(透磁率1.005未満) の場合、購入者は、在庫材料の認定だけに頼るのではなく、最終加工部品の透磁率試験を指定する必要がある。.
5:インコネル718板の持続使用における最高使用温度は?
インコネル718の持続的な構造荷重下での実用最高使用温度は約650~700℃である。. この範囲を超えると、主要強化析出物であるγ''(Ni₃Nb)は、安定だが非コヒーレントなデルタ相(δ-Ni₃Nb)へと変態し始め、同じ析出硬化反応は得られない。700℃を超える温度で長時間暴露すると、過 時効を起こし、強度が著しく低下する。構造的な負荷を伴わない耐酸化性については、インコネル718は、そのクロム含有量が保護スケールを形成するため、約980°C (1800°F) までの短期間の上昇に耐えることができる。700℃以上の持続的な使用が必要な用途では、インコネル625、ワスパロイ、ヘインズ188、または高温用に特別に設計された他の合金を検討すべきである。.
6:インコネル718板はサワーガス(H₂S)環境でどのように機能しますか?
インコネル718は、NACE MR0175/ISO 15156-3に従ってサワーガスサービスでの使用が承認されているが、定義されたしきい値を超えるH₂S分圧に対しては、最大硬度をRc 40(または指定による)に制限する硬度と熱処理制限がある。. この合金は、適切に熱処理され、硬度限界内であれば、硫化物応力割れ(SSC)に対して優れた耐性を示す。高いクロム含有量(17-21%)と50%以上のニッケル含有量は、ほとんどの油田条件下でH₂S攻撃に抵抗する不動態酸化物層を形成する。高濃度H₂S環境またはH₂Sと塩化物応力腐食を組み合わせた用途では、適用されるNACE規格に基づく適格性試験を推奨する。MWalloysは、NACE適合を確認するために文書化された硬度値を持つインコネル718板を供給することができ、必要に応じて硬度上限を満たすために特定の焼き戻し条件で材料を提供することができます。.
7: MWalloysのインコネル718板の標準在庫サイズは?
MWalloys社は、3/16" (0.187") から4" (101.6")までの幅広い板厚、24", 36", 48", 60 "の標準幅、96", 120 "の標準長さのインコネル718板在庫を保有しています。. さらに、当社では、注文に応じて全板から切断した非標準の板厚を扱っており、特定の要件に応じて通常2~6週間のリードタイムで、当社の確立された工場との関係を通じて標準寸法範囲外の板を調達することができます。当社のAMS 5596認定在庫は、お客様の成形、溶接、熱処理作業に最大の柔軟性を提供するため、標準として溶体化焼鈍(状態A)の状態で維持されています。完全時効処理(条件B)の材料は、熱処理加工に適切なリードタイムを要するご要望に応じます。.
8: インコネル718板のAMS 5596認証に切断加工は影響しますか?
AMS 5596 認証板に対して行われる機械的な切断作業(ウォータージェット、プラズマ、のこぎり、レーザー)は、元の認証文書が維持され、切断片とともに譲渡される場合に限り、材料認証を無効にしない。. 重要な要件はトレーサビリティであり、各切断片は、ヒートナンバーマーキングまたは付随文書により、認証された元のヒートロットまで遡って識別できなければならない。切断作業自体は材料の化学組成や熱処理条件を変更しないため、認証は有効なままです。しかし、切断工程で(プラズマ切断やレーザー切断のように)部品の機能部に浸透する熱影響部が発生した場合、その影響を受けた材料を仕様状態に戻すために、切断後の熱処理や端部加工が必要になることがあります。MWalloys社は全ての切断品の熱番号トレーサビリティを維持し、切断後の寸法を反映した最新の文書を提供します。.
9: MWalloysからインコネル718板を注文してから、どれくらいの時間がかかりますか?
MWalloys社は、ウォータージェット切断または鋸切断による標準的な板厚のインコネル718板材を、注文書と承認された図面を受領してから通常3~7営業日以内に出荷しています。. 重要な航空宇宙産業や生産ラインのサポートに必要な急ぎの加工は、在庫品からの複雑でないカットの場合、24~48時間の納期で対応可能です。工場からの材料調達が必要な注文(非在庫の板厚または非常に大きなピース)は、特定の寸法と溶融実習の要件に応じて、通常4~8週間のリードタイムを要します。表面研磨、板矯正、超音波検査などの追加サービスを含むご注文は、標準スケジュールに3~5営業日追加されます。厳しいスケジュール要件のプロジェクトについては、調達サイクルの早い段階でセールス・エンジニアリング・チームにご連絡いただくことを強くお勧めします。.
10: AMS 5596とASTM B670インコネル718プレートのコストの違いは何ですか?
AMS 5596認定インコネル718鋼板は、航空宇宙仕様の追加試験、文書化、品質システム要件を反映し、同等寸法のASTM B670鋼板より通常15-30%の割増を受ける。. ASTM B670は同じ合金の板材を対象としていますが、文書化要件が厳しくなく、必須試験項目も少なく、航空宇宙グレードの品質管理システム認証(AS9100)も不要です。AMS認証が最終顧客や規制当局から要求されない化学処理、発電、または一般工学の産業用途では、ASTM B670材料は合金組成において技術的に同等であり、有意義なコスト削減を意味します。しかし、航空宇宙、防衛、原子力用途では、AMS5596の認証が一般的に必須であり、代替することはできません。MWalloysは両方の規格を供給しており、お客様の用途に適した規格をアドバイス致します。.
検証可能な参考文献
以下の情報源は、この技術記事の作成にあたり参照したものであり、エンジニアや調達専門家が独自に検証できるものである:
- SAEインターナショナル AMS 5596M: ニッケル合金、耐食性および耐熱性、板、薄板、厚板、52.5Ni-19Cr-3.0Mo-5.1Cb (Nb)-0.90Ti-0.50Al-18Fe. SAE International, Warrendale, PA.現在の改訂版。.
- SAEインターナショナル AMS 2774:ニッケル合金およびコバルト合金部品の熱処理。. SAE International, Warrendale, PA.現在の改訂版。.
- ASTMインターナショナル。. ASTM B670:ASTM B670:析出硬化ニッケル合金の棒、板、薄板、帯、および鍛造品の標準仕様。. ASTM International, West Conshohocken, PA.
- 特殊金属株式会社 インコネル合金718データシート(SMC-045)。. ハンティントン合金、ハンティントン、WV.
- 航空宇宙産業協会(AIA)。. NASM 17887:インコネル合金 718 の仕様。. AIA、ワシントンDC。.
- NACE International / ISO. NACE MR0175 / ISO 15156-3:石油・天然ガス産業-石油・ガス生産におけるH₂S含有環境で使用する材料、第3部:耐クラッキング性CRA(耐食合金)およびその他の合金。. NACEインターナショナル、ヒューストン、テキサス州。.
- ドナキー、M.J.およびドナキー、S.J. 超合金:テクニカルガイド第2版. ASMインターナショナル、マテリアル・パーク、オハイオ州、2002年。ISBN: 0-87170-749-7
- リード、R.C. 超合金:基礎と応用. ケンブリッジ大学出版局、ケンブリッジ、英国、2006年。ISBN: 978-0-521-07011-9
- ASMインターナショナル ASMハンドブック第1巻:特性と選択:鉄、鋼、および高性能合金。. ASMインターナショナル、マテリアル・パーク、オハイオ州。ISBN: 0-87170-377-7
- ポロック、T.M.、スズ、S. "「先進タービンエンジン用ニッケル基超合金:化学、微細構造、特性" ジャーナル・オブ・プロパルジョン&パワー, Vol.22, No.2, 2006, pp.361-374.AIAAデジタルライブラリーで入手可能。.
- ヘインズ・インターナショナル. 高温合金の技術パンフレット。. ヘインズ・インターナショナル、インディアナ州ココモ.
- SAEインターナショナル AMS 2242:ニッケルおよびニッケル合金。. SAE International, Warrendale, PA.
- 加工データハンドブック第3版。. 機械加工性データセンター、シンシナティ、オハイオ州。(ニッケル基超合金の切削速度と送りのデータ)。.
- ロールス・ロイス・ピーエルシー. ジェットエンジン 第5版. Rolls-Royce Technical Publications, Derby, UK, 1996.ISBN: 0-902121-04-9
