AMS 5754規格に準拠したハステロイX丸棒は、酸化、浸炭、窒化雰囲気下において、650°Cから1200°Cの温度範囲で持続的な構造的完全性が求められる機械加工部品に最適な材料です。 MWalloysでは、AMS 5754認定のハステロイX丸棒を、6mmから400mmまでのカスタム径で供給しています。最低注文数量の制限はなく、納期は10~40日、初回注文はT/T(電信送金)によるお支払い条件、そして航空、海上、陸路による世界中への配送が可能です。 このニッケル・クロム・鉄・モリブデン合金は、モリブデンおよびタングステンによる固溶強化と、クロム・コバルトマトリックスによる卓越した耐酸化性を独自に兼ね備えており、競合するあらゆる合金が酸化、クリープ、あるいはその両方の現象を起こす温度帯で連続運転されるガスタービン燃焼器、 工業用炉の部品、および航空宇宙用構造部材において、他の競合合金が酸化、クリープ、あるいはその両方の現象を起こすような高温環境下でも連続運転が可能なため、代替不可能な素材となっています。.
プロジェクトでハステロイX丸棒の使用が必要な場合は、 お問い合わせ お見積もりは無料です。.
ハステロイXとは何か、そしてなぜ高温用構造用棒鋼の標準材となっているのか?
ハステロイX, UNS番号N06002および欧州材料番号2.4665として登録されているこの合金は、ヘインズ・インターナショナル社が開発したニッケル・クロム・鉄・モリブデン合金であり、1950年代から商業生産が行われている。 これは、870°Cを超える温度において耐酸化性と構造強度を併せ持つよう特別に設計された、最も初期のニッケル超合金のひとつであり、この両立は、ほとんどの鉄系耐熱合金では同時に達成できない特性である。.
この合金が高温用棒材用途において市場を席巻している理由は、競合材料では依然として真に再現することが極めて困難な特性の組み合わせにある。ハステロイXは、1200°Cでも測定可能な降伏強度を維持している — これは、310ステンレス鋼が室温強度の90%を失い、ほとんどのコバルト系合金がクリープ領域に入り、カンタルのようなアルミナ形成合金が壊滅的な酸化を防ぐために保護雰囲気条件を必要とする温度である。 ハステロイXが、表面処理や保護コーティングを施すことなく、大気中、燃焼生成物中、窒化雰囲気中、および浸炭環境下といった条件に耐えうるという事実は、ガスタービンエンジンや工業用炉システムにおいて60年以上にわたる実績を裏付けています。.
特に丸棒は、ハステロイX製の機械加工部品の大部分の製造における出発点となります。燃焼室ドームスタッド、火炎保持器取り付けボルト、バーナーノズル本体、熱電対保護管、炉用ローラー軸、レトルト支持棒などは、すべてハステロイX製の丸棒材から機械加工されています。 この棒材形状により、エンジニアは、溶解から完成部品に至るまでの完全な材料トレーサビリティが確保された認定済みビレットから、必要な正確な断面形状(旋削、フライス加工、穴あけ、ねじ切り、研削)を機械加工することができます。.

MWalloysでは、ガスタービンOEMメーカー、工業用炉メーカー、航空宇宙整備拠点、および高温試験装置を運用する研究機関に対し、ハステロイX丸棒を供給してきました。 これらすべての顧客タイプに共通して見られるのは、ハステロイXが単なる「便利な材料」ではないという点です。多くの場合、ハステロイXは、他のすべての代替材料がすでに試験され不適格とされた後でも、用途の設計温度を超えて稼働し続ける唯一の材料なのです。.
ハステロイX丸棒の主な物理的特性
| プロパティ | 価値 | 工学的な意義 |
|---|---|---|
| 密度 | 8.22g/cm³(0.297ポンド/インチ) | 回転部品および構造部品の重量計算 |
| 溶解範囲 | 1260~1355°C (2300~2470°F) | 幅広い範囲;固溶体超合金の典型的な特徴 |
| 熱伝導率 | 100°Cで11.7 W/m·K、500°Cで18.7 W/m·K | 鋼よりも軟らかいため、加工時の熱管理が極めて重要である |
| 比熱 | 21°Cで461 J/kg·K | 炉の設計における熱容量の計算に関連する |
| 熱膨張係数 | 13.3 µm/m·°C(21~93°C);15.8 µm/m·°C(21~870°C) | 高温アセンブリのクリアランス設計において極めて重要 |
| 電気抵抗率 | 21°Cで1.18 µΩ・m | 抵抗発熱体の計算に関連する |
| 弾性係数 | 21℃で197 GPa(28.6 Msi)、870℃で152 GPa(22 Msi) | 温度による剛性の低下は、構造設計において考慮に入れなければならない |
| 透磁率 | 本質的に非磁性(FCC構造) | 磁気に敏感な試験装置の設置環境において重要 |
熱膨張係数は、部品設計者にとって細心の注意を要する要素です。室温から使用温度である870°Cまでの範囲において、ハステロイXは1℃あたり1メートルにつき15.8 µm膨張します。 950°Cで動作する長さ500 mmの炉内ロッドの場合、これは冷間時の設置長さに対して約7.2 mmの熱膨張に相当します。この寸法変化は、熱による座屈や接合部の分離を防ぐために、伸縮継手、スリット付き取り付け穴、または意図的にクリアランスを持たせた支持点によって吸収する必要があります。.
ハステロイX丸棒のAMS 5754認証にはどのような要件が必要ですか?
AMS 5754は、ハステロイXの棒、ロッド、および線材の供給を規定するSAEインターナショナルの航空宇宙材料規格です。正式名称は以下の通りです: 「ニッケル合金、耐食性および耐熱性、棒、ロッド、および線材、47Ni-22Cr-18Fe-9Mo、溶体化焼鈍済み。」調達仕様書を作成する調達担当者や、入荷材料の証明書を確認する品質エンジニアにとって、AMS 5754の要件の全範囲を理解することは不可欠です。.
AMS 5754 主要技術要件
適用される合金の形態:
AMS 5754は、ハステロイXの棒材、棒棒材、および線材のみを対象としています。板およびシートはAMS 5536、シームレス管はAMS 5587、溶接管はAMS 5588の対象となります。 機械加工部品用の棒材を指定する技術者は、形状固有の要件が確実に適用されるよう、一般的な合金名称ではなく、常に AMS 5754 を具体的に参照する必要があります。.
熱処理状態:
AMS 5754規格では、材料は溶体化焼鈍状態での供給が求められています。 仕様による溶体化焼鈍の温度範囲は 1163°C ±14°C (2125°F ±25°F) で、すべての析出相を溶解するのに十分な時間その温度に保持した後、急冷(水冷または急速空気冷却)を行います。 この状態により、最大の耐食性、延性、および高温使用のための微細組織の起点となり、エンドユーザーによる追加の熱処理は不要となります。.
AMS 5754 化学的、機械的および試験に関する要件
| 要件カテゴリー | 具体的なパラメータ | AMS 5754 の要件 |
|---|---|---|
| 化学組成 | UNS N06002の規格値に基づく完全な分析 | 製造ロットごとに確認済み |
| 引張強度(最小) | 室温におけるUTS | 690 MPa(100 ksi)以上 |
| 降伏強度(最小) | 室温における0.2%オフセット | 310 MPa(45 ksi)以上 |
| 伸び(最小) | 4Dゲージ長において | 最小35% |
| 面積の減少(最小) | - | 最小40% |
| 硬度 | 最大硬度 | 90 HRB(ロットあたり最大196ブリネル) |
| 粒度 | ASTM E112に準拠 | ASTM 3番またはそれより細かい目(直径4インチ未満の棒材用) |
| 引張試験の頻度 | 1ロットあたり(焼鈍+焼入れの組み合わせ) | 1ロットにつき1回のテスト |
| 表面状態 | 段差、継ぎ目、ひび割れなし | 目視検査 100% |
| 真直度 | AMS 2240 または指定どおり | 標準的な商用タイプまたは精密タイプ |
| 直径の許容差 | AMS 2241に準拠 | 標準公差級または精密公差級 |
製品形態別のハステロイXの関連仕様
| 仕様 | 製品形態 | コンディション | 主な用途 |
|---|---|---|---|
| AMS 5754 | 棒、ロッド、ワイヤー | ソリューション・アニール | 機械加工部品、締結部品、構造部品 |
| AMS 5536 | シート、ストリップ、プレート | ソリューション・アニール | 燃焼室ライナー、耐熱シールド、成形部品 |
| AMS 5587 | シームレス管 | ソリューション・アニール | 圧力配管、熱電対保護管 |
| AMS 5588 | 溶接管 | ソリューション・アニール | 低圧用チューブ、成形チューブアセンブリ |
| AMS 5798 | 溶接ワイヤ | - | ハステロイX製溶接構造物用GTAWフィラー材 |
| ASTM B572 | バー&ロッド | ソリューション・アニール | 航空宇宙分野以外の産業用途 |
| DIN 17752 / EN | バー | ソリューション・アニール | 欧州の工業規格に相当する |
AMS 5754とASTM B572の違いは、実用上重要な意味を持ちます。両規格とも、溶体化焼鈍状態のハステロイX棒材を対象としており、化学成分に関する要件は同等ですが、 しかし、AMS 5754は、ASTM B572では義務付けられていない結晶粒径の制限、より厳格な寸法公差管理、および航空宇宙品質の文書化要件(熱処理ロットのトレーサビリティ、ロットごとの引張試験、および認定された署名者を含む)を課しています。 航空宇宙および防衛用途においては、常に AMS 5754 が適切な規格となります。一方、航空宇宙向けの文書化が不要な工業用炉や化学プロセス用途においては、ASTM B572 認定材料を使用することで、認定コストを抑えつつ同等の合金性能を得ることができます。.
ハステロイXの化学組成は、どのようにして極限温度下での性能を実現しているのでしょうか?
ハステロイXの組成に含まれる各元素は、その高温における機械的性能、耐酸化性、あるいはその両方に特異的な寄与をしています。元素ごとの寄与を理解することで、技術者は特定の高温環境下における合金の挙動を予測し、主要元素の含有量が低い代替合金がなぜ信頼性に欠けるのかを把握することができるようになります。.
ハステロイXの化学成分(UNS N06002 / AMS 5754)
| エレメント | 最小(%) | 最大(%) | 高温環境下での性能 |
|---|---|---|---|
| ニッケル(Ni) | 残高(約47%) | - | あらゆる温度範囲で安定したFCC格子;固溶体形成用の母材 |
| クロム(Cr) | 20.5 | 23.0 | Cr₂O₃による一次酸化耐性(1200°Cまで);高温腐食耐性 |
| 鉄(Fe) | 17.0 | 20.0 | オーステナイト安定剤;コスト削減剤;保護スケールの形成を促進する |
| モリブデン (Mo) | 8.0 | 10.0 | 主たる固溶強化剤。高温下での強度保持に寄与する |
| コバルト | 0.5 | 2.5 | 固溶強化;保護酸化皮膜の安定性を高める |
| タングステン(W) | 0.2 | 1.0 | さらなる固溶強化;高温下での耐熱性 |
| カーボン(C) | 0.05 | 0.15 | 粒界炭化物形成元素;クリープおよび応力破断抵抗にとって極めて重要 |
| マンガン (Mn) | - | 最大1.0 | 脱酸剤;わずかにスケール形成に寄与する |
| ケイ素 (Si) | - | 最大1.0 | 脱酸剤;微細なSiO₂の形成を促進し、耐酸化性を向上させる |
| ホウ素(B) | - | 最大0.010 | 微量レベルの粒界強化剤 |
| リン (P) | - | 最大0.040 | 管理された不純物 |
| 硫黄 (S) | - | 最大0.030 | 管理対象不純物 — 濃度が高くなると硫化のリスクがある |
ハステロイXにおいて、炭素含有量0.05~0.15%の範囲は、ハステロイC276(炭素含有量が最大0.010%に抑えられている)のような耐食性を重視した合金と比較して、特に重要な意味を持ちます。 高温構造用途において、炭素は使用中に粒界にM₆CおよびM₂₃C₆型の炭化物粒子を形成することで有益な役割を果たします。これらの炭化物粒子は、粒界の滑りを抑制します(これは極高温におけるクリープの主なメカニズムです)。それにより、長期間の使用にわたり、クリープおよび応力破断に対する耐性を維持します。 これが、ハステロイXがC系ハステロイグレードとは本質的に異なるエンジニアリング合金である理由です。すなわち、ハステロイXは水溶液中での耐食性ではなく、高温下での強度を最適化しており、その炭素含有量はこの優先順位の相違を反映しているのです。.
8–10%のモリブデン含有量は、主な固溶強化メカニズムをもたらします。モリブデン原子はニッケル原子よりも著しく大きいため、格子歪みが生じ、高温下での応力下における転位移動を阻害します。 この固溶体抵抗効果は、ハステロイXが使用される温度範囲(760°C~1100°C)において最も顕著であり、この温度域では、熱活性化された転位の上昇により、そうでなければ急速なクリープ変形が生じることになる。.
20.5~23.%のクロム含有量により、この合金は保護被膜なしでも大気中で使用できる耐酸化性を備えています。800°C以上の温度では、クロムが選択的に酸化され、合金表面に密着したCr₂O₃スケールを形成します。 このスケールは拡散バリアとして機能し、母材への酸素のさらなる侵入を遅らせ、酸化速度を効果的に抑制します。ハステロイXに含まれる鉄分(17~20%)は、一次Cr₂O₃層の下に複合スピネル酸化物スケールを形成するのに寄与し、熱サイクルを経てもスケールの密着性を向上させます。.

ハステロイX丸棒は、高温下においてどのような機械的・物理的特性を示すか?
ハステロイX丸棒の高温における機械的特性は、高温用途での採用を技術的に正当化する主な根拠となっている。燃焼器機器、炉内治具、および高温構造部材を設計する技術者は、加工や取り扱いに関する計算を行うための常温特性と、構造設計の妥当性を確認するための高温特性の両方を必要とする。.
室温における機械的特性(AMS 5754 規格の最低基準値と代表値の比較)
| プロパティ | AMS 5754 最低値 | 代表値 | 試験方法 |
|---|---|---|---|
| 極限引張強さ | 690 MPa (100 ksi) | 793 MPa (115 ksi) | ASTM E8 |
| 0.2% 降伏強さ | 310 MPa (45 ksi) | 379 MPa (55 ksi) | ASTM E8 |
| 伸び(4D) | 35% | 43% | ASTM E8 |
| 面積の縮小 | 40% | 57% | ASTM E8 |
| 硬度 | - | 90 HRB(196 HB)が標準 | ASTM E18 |
| シャルピー衝撃(-196℃にて) | AMSには記載なし | 通常100 J以上 | ASTM E23 |
310~379 MPaという比較的低い室温降伏強度は、この合金が溶体焼鈍され、固溶強化されているという特性を反映している。 ハステロイ X は析出硬化型ではありません(ガンマプライム析出物を形成するために必要なアルミニウムおよびチタンの含有量がないため)。そのため、その室温強度は、インコネル 718 やワスパロイなどの析出硬化型合金よりも低くなります。 しかし、高温での比較では、この差が逆転するか、大幅に縮小します。これは、ハステロイ X が指定される用途における関連設計条件となります。.
ハステロイX棒の高温引張特性
| 温度 | UTS (MPa) | 0.2% YS (MPa) | エロンゲーション(%) | 面積の縮小(%) |
|---|---|---|---|---|
| 21°C | 793 | 379 | 43 | 57 |
| 200°C | 724 | 290 | 38 | 56 |
| 400°C | 690 | 262 | 37 | 57 |
| 538°C | 669 | 248 | 36 | 58 |
| 649°C | 648 | 234 | 36 | 59 |
| 760°C (1400°F) | 600 | 207 | 38 | 64 |
| 871°C (1600°F) | 483 | 172 | 41 | 72 |
| 982°C (1800°F) | 310 | 138 | 60 | 80 |
| 1093°C | 172 | 97 | 72 | 85 |
温度の上昇に伴い、伸び率と断面積の減少率がどのように増加するか注目してほしい。これは、熱活性化された変形メカニズムがより利用可能になるにつれて、FCCマトリックスの延性が向上していることを反映している。構造設計の観点からは、定常状態の高温環境下で動作する部品の応力解析において、温度下での降伏強度の値が支配的なパラメータとなる。.
クリープおよび応力破断特性 — 重要な設計データ
高温下で持続的な荷重を受ける部品(炉用ハンガー、燃焼器支持スタッド、レトルトボルトなど)については、設計上の許容応力を決定する際に、短期引張特性ではなく、クリープおよび応力破断データが基準となります。.
| 温度 | 1,000時間後の1%のクリープ応力(MPa) | 1,000時間後の破断応力(MPa) |
|---|---|---|
| 760°C (1400°F) | 145 | 207 |
| 871°C (1600°F) | 62 | 90 |
| 982°C (1800°F) | 23 | 38 |
| 1093°C | 8 | 17 |
これらの応力破断値は、同じ温度における短期引張降伏強度に比べて大幅に低いものであり、これが引張設計とクリープ設計の根本的な違いである。871°Cにおける引張降伏強度に基づいて設計されたボルトは、その温度での想定耐用期間よりもはるかに早く、クリープ破断によって破損してしまうだろう。 クリープ支配設計では、通常、設計寿命要件や用途の重要度に応じて、使用応力を1,000時間破断応力の50~67%に制限する。.
空気中における耐酸化性データ
| 温度 | 酸化速度(mg/cm²/1,000時間(大気中)) | スケールキャラクター |
|---|---|---|
| 760°C (1400°F) | 1.5-3.0 | 薄層で密着したCr₂O₃ |
| 871°C (1600°F) | 3.0–6.0 | 安定なCr₂O₃ + スピネルサブスケール |
| 982°C (1800°F) | 5.0–12.0 | 厚くなった鱗;依然として保護作用がある |
| 1093°C | 12.0–25.0 | 保護的ではあるが、著しい質量変化 |
| 1177度C(2150度F) | 25.0–50.0 | 信頼できるサービス上限に近づいている |
1093°Cまでの低い酸化速度こそが、ガスタービン燃焼室や工業用炉に使用されるハステロイX製の部品が、再コーティングや交換を行うことなく、数千時間にわたる稼働時間を通じて許容範囲内の寸法公差を維持できる理由を説明しています。 形成されるスケールは強固に付着しており、鉄系合金のスケールが頻繁に見られるような熱サイクル中の剥離を起こさない。これは、動作温度から周囲温度への繰り返しの熱サイクルにさらされる用途において、極めて重要な違いである。.
AMS 5754 ハステロイX丸棒は、どのように製造・加工されるのでしょうか?
AMS 5754 ハステロイX丸棒の製造工程を理解することは、エンジニアがメーカーの品質保証内容を評価し、特定の仕様要件が設けられている理由を把握する上で役立ちます。.
ハステロイX棒鋼の製造における溶融工程
真空誘導溶解(VIM):
ハステロイX棒の一次溶解法としてはVIMが採用されており、これにより化学組成を精密に制御できる。これは、炭素含有量(0.05~0.15%)およびホウ素含有量(最大0.010%)の管理において特に重要である。 真空溶解により、窒素や酸素の吸着が防止され、凝固したインゴット内にガス孔や非金属介在物が形成されるのを防ぎます。.
エレクトロスラグ再溶解(ESR):
最高品質の棒材、特に航空宇宙分野の回転部品や疲労強度が重要な部品には、VIM工程の後にESR工程が施されます。ESR工程により、マクロ偏析が改善され、酸化物介在物の含有量が低減され、再溶解されたインゴットにおいてより均一な結晶粒組織が得られます。 AMS 5754ではESRが必須とされていませんが、多くの航空宇宙主要請負業者の発注書では、VIM+ESRによる溶解プロセスが指定されているか、または推奨されています。.
真空アーク再溶解(VAR):
VARは、不純物含有量の最小化が不可欠な極めて重要な用途において、時折指定されることがあります。VIM+VARは、異なる再溶解メカニズムを通じて、VIM+ESR品質に匹敵する清浄度を実現します。ハステロイXにおいてトリプルメルト(VIM+ESR+VAR)は稀ですが、一部の軍用エンジン用途では指定されています。.
熱間加工および棒材圧延工程
| プロセスステップ | 温度範囲 | 目的 |
|---|---|---|
| インゴットの均質化 | 1200~1230℃ | 凝固による偏析を解消し、Moの分布を均一化する |
| 一次加工(鍛造) | 1050-1200°C | 鋳造インゴットの組織を破壊し、鍛造組織を形成する |
| 熱間圧延による棒鋼製造 | 980~1180℃ | 目標直径を達成し、粒度をAMSの粒度要件に合わせて調整する |
| ソリューションアニール | 1163°C ±14°C (2125°F ±25°F) | すべての析出相を溶解させる;最終的な機械的特性を確立する |
| 水冷または急速空冷 | 可能な限り迅速に | 冷却中の炭化物およびシグマ相の析出を抑制する |
| 矯正 | 室温 | AMS 2240の真直度要件を満たす |
| トリミングを終了 | - | 分離されたインゴットの上部と下部を取り除く |
| 表面処理 | - | 表面の脱炭や欠陥を除去するための剥離(旋削)または研削 |
ハステロイXには十分な量のモリブデンが含まれているため、650~900°Cの温度範囲で徐冷を行うと、粒界にシグマ相(Ni、Cr、Mo、Feからなる脆性の金属間化合物)が析出する可能性があるため、溶体化焼鈍工程は特に重要である。 シグマ相は、室温での延性と靭性を著しく低下させます。溶体化焼鈍温度からの急速冷却は、シグマ相の形成を抑制し、耐食性と機械的延性の両方に必要な、きめ細かい粒界構造を形成します。.
ハステロイXの棒材にはどのような熱処理条件が適用されますか?
ハステロイX棒材の熱処理は、材料および部品のライフサイクルの各段階において異なる目的を果たします。製造時の溶体化焼鈍により、AMS 5754規格に準拠した基本特性が確立され、一方、加工後の熱処理により、溶接や熱間成形後の特性が回復されます。.
溶液アニールプロトコル(AMS 5754 要件)
| パラメータ | 必要条件 | 根拠 |
|---|---|---|
| 温度 | 1163°C ±14°C (2125°F ±25°F) | すべてのM₂₃C₆炭化物およびシグマ相を溶解させ、すべての合金元素を固溶体中に取り込む |
| 最短時間 | 断面25 mm(1インチ)あたり10分 | 棒の直径全体にわたって温度の均一性を確保します |
| 冷却方法 | 水冷または急速空冷 | 冷却中のシグマ相および炭化物の再析出を抑制する |
| 雰囲気 | 空気でも可。表面の清浄度を確保するには不活性ガスが望ましい。 | 疲労強度の低下を招く表面の脱炭を防ぐ |
| 結果として得られる特性 | AMS 5754の最低基準に従い | AMS 5754 に記載されている熱処理は、溶体化焼鈍のみである |
製造後の熱処理に関する考慮事項
ハステロイXが高温にさらされる溶接や熱間成形作業を行った後は、最大の延性と耐食性を回復させるために、製造後の溶体化焼鈍を行うことが推奨されます(ただし、必ずしも必須ではありません)。実施の可否は用途によって異なります:
| 製造工程 | 製造後の熱処理は推奨されますか? | 備考 |
|---|---|---|
| 融着溶接(GTAW、GMAW) | 重要な用途に推奨 | HAZの延性を回復させ、感化炭化物を溶解する |
| 冷間成形(5%以下のひずみでの曲げ) | 不要 | ひずみレベルが低く、焼きなましを必要としない |
| 冷間成形(ひずみ5%以上) | おすすめ | 残留応力を低減し、延性を回復させる |
| 熱間成形(900°C以上) | 必須 | 熱間加工後の焼鈍条件を復元する |
| 機械加工(従来型) | 不要 | 機械加工によって体積微細組織は変化しない |
| ろう付け | ろう付け温度と合金によって異なります | 特定のろう付けサイクルの適合性を確認する |
ハステロイXの微細組織に対するサービス暴露の影響
長期間の高温環境での使用を想定してハステロイXを採用する技術者は、この合金の微細組織が使用中に変化することを理解しておく必要があります。これらの変化は予測可能であり、一般に耐クリープ性には有益ですが、室温での延性には影響を及ぼします:
M₆C炭化物の生成(700~900°C):
この温度範囲での使用中、溶液中に過飽和状態にある炭素から、粒内M₆C炭化物が生成される。これらの炭化物は析出強化をもたらし、溶体化焼鈍直後の状態と比較して、クリープ抵抗をわずかに高める。.
M₂₃C₆ 炭化物の生成(600~900°C):
長期間の暴露により、粒界にM₂₃C₆炭化物が形成され、クリープ抵抗に有益な粒界固定作用をもたらす。一方で、これらの炭化物は室温での延性を低下させる(長期間の使用後の伸びは、43%から15~25%まで低下する可能性がある)。.
Mu相およびトポロジカル密充填(TCP)相の形成(870°C以上、非常に長い時間):
非常に高温での長期間の使用は、最終的にμ相析出物を生じさせることがあり、これが大量に存在すると延性と靭性を低下させる。これは通常の使用期間においては問題とならないが、耐用年数が数十年単位となる工業用炉の用途においては、部品のライフサイクル計画において考慮すべき点である。.
どのような高温産業や部品がハステロイX丸棒を採用しているのでしょうか?
ハステロイX丸棒の需要を牽引しているのは、まさに、その構造強度、耐酸化性、および棒材としての加工性を兼ね備えた特性を、性能の劣る合金では再現できない用途である。.
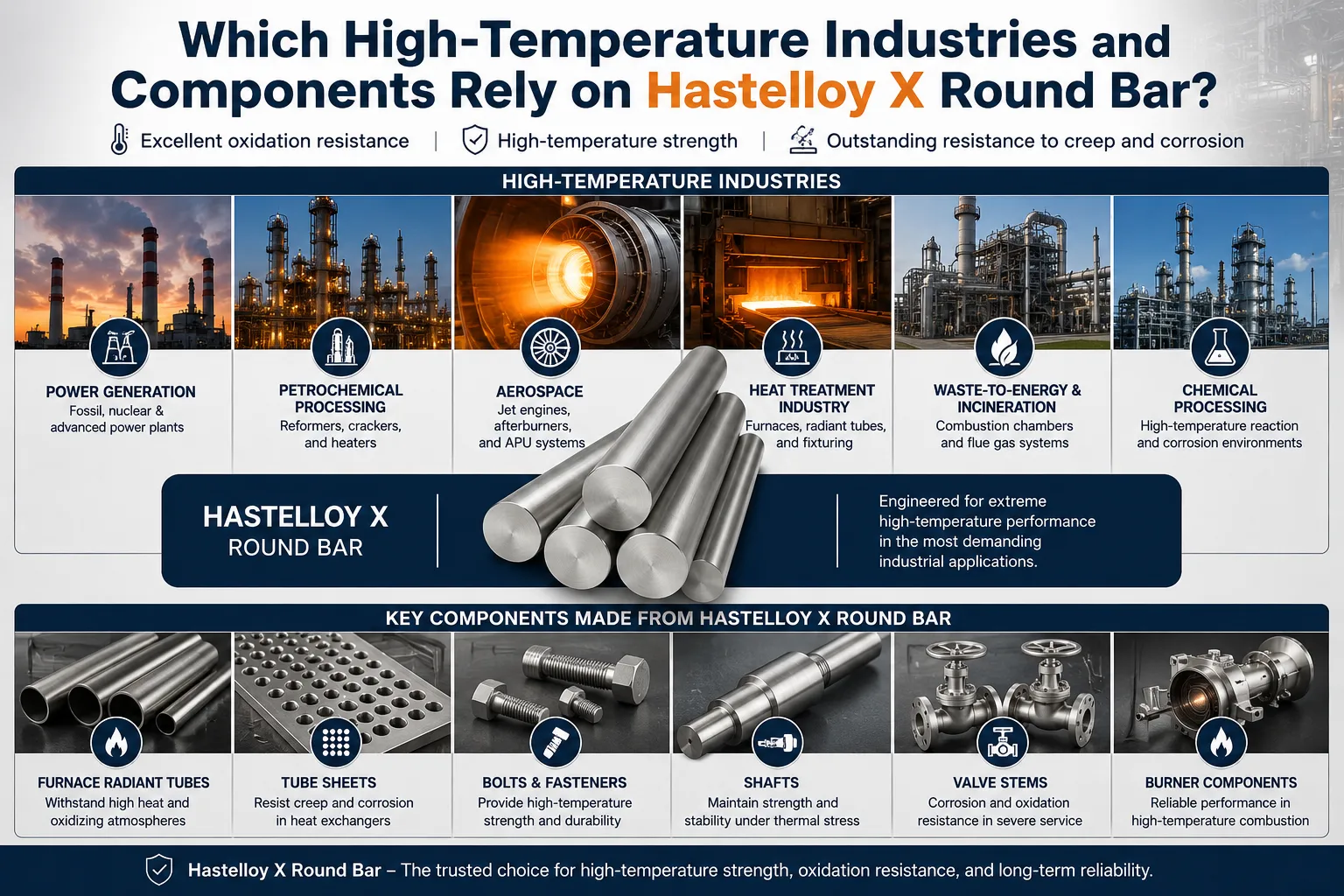
航空宇宙用ガスタービンエンジンの用途
ガスタービンエンジンは、ハステロイX丸棒にとって最大かつ技術的に最も要求の厳しい市場です。ガスタービンエンジンの燃焼部は、継続的な酸化と熱サイクルが繰り返される環境下で、金属温度が900~1100°Cに達する状態で稼働します。この環境で使用される丸棒部品には、次のようなものがあります:
燃焼室ドームおよびライナーの構成部品:
スワラー本体、燃料噴射器ハウジング、ドームブラケット、およびライナー取付スタッドは、ハステロイXの丸棒から機械加工されています。これらの部品は、燃焼炎からの直接的な熱放射に耐えつつ、数千回に及ぶ始動・停止の熱サイクルを通じて構造的完全性を維持しなければなりません。 ハステロイXは、高温下での強度保持性と熱疲労耐性を兼ね備えているため、軍用および民間用ガスタービンにおいて、これらの部品の標準材料となっています。.
フレームホルダーアセンブリ:
軍用ジェットエンジンのアフターバーナー用火炎保持器は、特に過酷な環境下で稼働しています。具体的には、1000°Cを超える温度の燃焼後の排気ガスに直接さらされるほか、燃焼不安定性による音響振動にもさらされています。V字溝型および柱状の火炎保持器形状に機械加工されたハステロイX棒材は、こうした用途において数十年にわたる実績が確認されています。.
タービンエンジンの締結部品およびスタッド:
ガスタービンエンジンにおける高温ボルト締結(燃焼器取付スタッド、ライナーとケーシング間の締結具、ディフューザーケーシングボルトなど)には、数千回の熱サイクルを経てもクリープ緩和が生じることなく、締め付け荷重を維持できる材料が求められます。 使用温度がA-286や一部のコバルト系締結用合金の耐熱限界を超える場合、棒状のハステロイXを機械加工してこれらの締結部品を製造します。.
試験装置および開発用ハードウェア:
エンジン試験施設では、試験プログラム中にエンジンの排気ガスにさらされる試験体の構造用金具、ヒートシンク固定具、および計測機器の支持構造物に、大量のハステロイX棒材が使用されています。.
工業用炉および熱処理用途
| 申し込み | サービス温度 | ハステロイXが指定される理由 |
|---|---|---|
| 放射管用支持金具 | 900~1100℃ | 熱サイクルを伴う連続高温保持 |
| 炉用ローラー軸 | 850~1000℃ | 高温下での荷重がかかった状態での回転支持 |
| レトルト用ハンガーおよびロッド | 950-1150°C | 制御雰囲気炉内の吊り下げ荷重 |
| 熱電対保護管 | 最高1200°C | 棒材から精密な外径・内径に機械加工済み;耐酸化性あり |
| マッフル炉の支持構造 | 900~1100℃ | 間接燃焼式炉のフレームワーク構成部品 |
| バケツボルトおよびピンの浸炭処理 | 浸炭ガス中で900~950°C | 低合金ファスナーの脆化を引き起こす浸炭に耐性がある |
| 窒化処理用治具バー | NH₃中で500~600°C | 経年劣化により鋼製治具を脆化させる窒化現象を防ぐ |
| 塩浴炉用治具 | 溶融塩中で500~900°C | 硝酸塩・塩化物塩に対する耐熱性および耐薬品性 |
化学プロセスおよび発電分野での応用
航空宇宙や熱処理分野に加え、ハステロイX丸棒は、過酷な熱環境、酸化環境、そして精密機械加工部品の必要性が同時に求められる産業プロセスにも活用されています:
- リフォーマー用チューブ支持システム 水素製造において――800~900°Cの改質ガスを構造的に封じ込める必要がある一方で、管支持構造も同様の温度にさらされる。.
- 触媒クラッカーの装置 石油精製分野において、炭化水素蒸気環境下で700~900°Cの温度で連続運転される支持グリッド、サーモウェル、および触媒スクリーンフレーム。.
- 発電所の再熱蒸気タービン部品 — 600°C以上の過熱蒸気が、酸化に耐え、寸法安定性を維持しなければならない構造部品に接触する場所。.
- 廃棄物焼却および熱酸化装置の内部構造 — 900~1100°Cの環境下では、塩化物を含む燃焼生成物によって鉄系合金は急速に腐食するが、ハステロイXは許容範囲内の腐食速度を維持する。.
ハステロイX棒材は、競合する他の耐熱合金棒材と比べてどうでしょうか?
高温用棒材の材料選定には、関連する性能指標を体系的に比較検討する必要があります。以下の分析では、ハステロイXと、エンジニアが検討対象とする最も一般的な代替合金とを比較しています。.
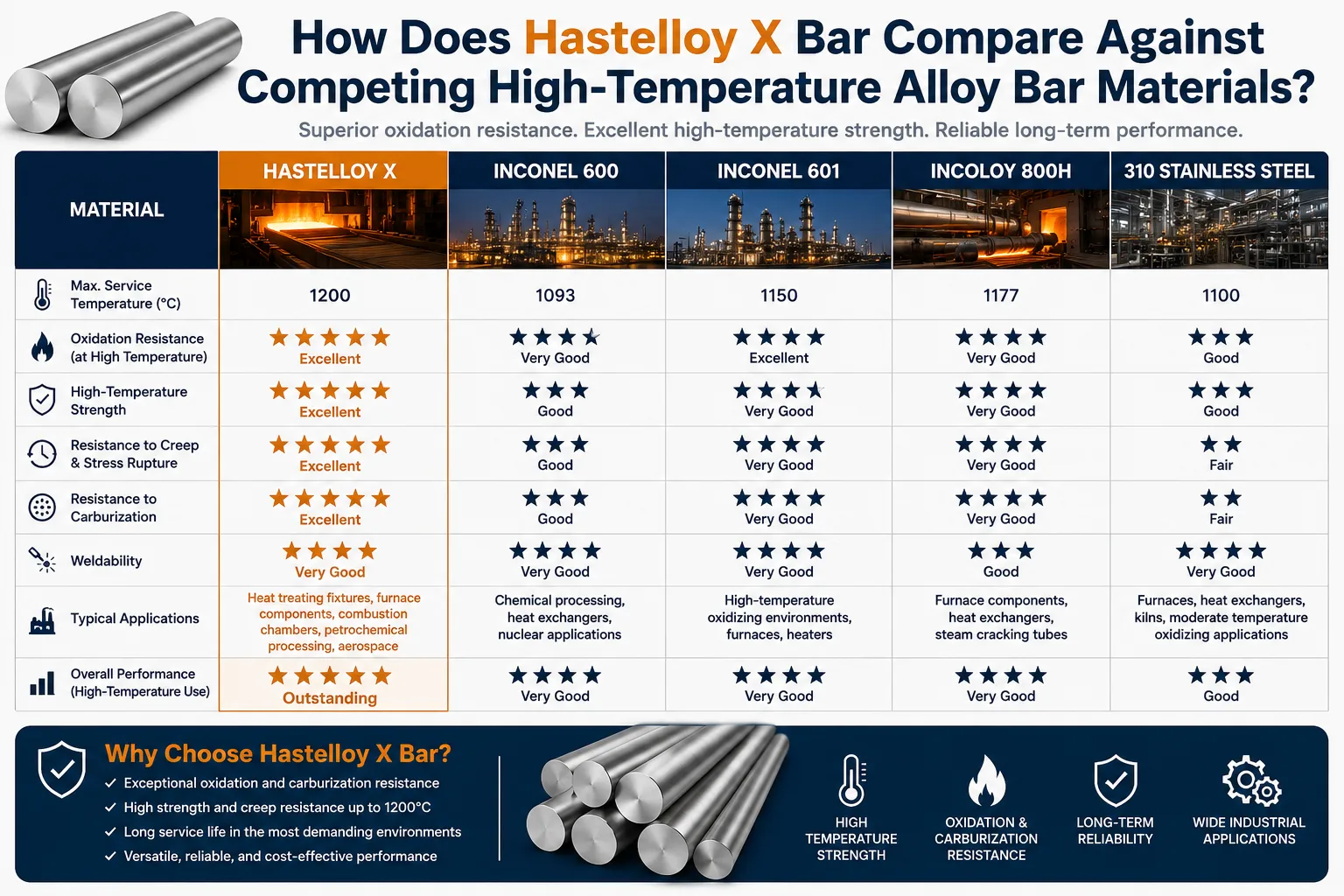
高温用棒状合金の包括的な比較
| プロパティ | ハステロイX(N06002) | インコネル625 (N06625) | インコネル718 (N07718) | ワスパロイ (N07001) | 310 SS (S31000) | RA330 (N08330) |
|---|---|---|---|---|---|---|
| 最大連続使用温度(強度) | 1177°C | 816℃ | 704°C | 980°C | 1050°C(酸化焼成のみ) | 1100°C(酸化焼成のみ) |
| 871°CにおけるUTS(MPa) | 483 | 380 | 310 | 620 | 90 | 115 |
| 871°CにおけるYS(MPa) | 172 | 175 | 140 | 380 | 45 | 55 |
| 871°Cにおける1,000時間破断応力(MPa) | 90 | 55 | 40 | 200 | 15 | 20 |
| 1100°Cにおける耐酸化性 | 素晴らしい | 素晴らしい | 貧しい | グッド | 中程度 | グッド |
| 耐浸炭性 | グッド | グッド | 中程度 | グッド | 貧しい | 素晴らしい |
| 窒化抵抗 | グッド | グッド | 中程度 | グッド | 貧しい | グッド |
| 溶接性 | 素晴らしい | 素晴らしい | 良好(HAZに関する問題) | 中程度 | グッド | グッド |
| AMSバーの仕様 | AMS 5754 | AMS 5666 | AMS 5662/5663 | AMS 5544 | - | - |
| 相対的なコスト(1ポンドあたりのバー) | 高い | 高い | 中・高 | 非常に高い | 低い | 低・中程度 |
この比較から、ハステロイXは、中温域で高い強度を発揮する高価な析出硬化型超合金(ワスパロイ、ルネ41)と、より低コストでありながら低強度域で耐酸化性を備える鉄系高温合金 (310 SS、RA330)という、強度は低めだが耐酸化性を提供する低コストの鉄系高温合金との間に、特定の性能上のニッチを占めていることが明らかになった。800°Cを超える温度において、十分な構造強度と真の耐酸化性の両方が求められる用途において、ハステロイXは比較表の中で最も費用対効果の高いソリューションである。.
高温用棒材用途におけるハステロイXとインコネル625の比較
技術者からは、高温構造用途においてインコネル625棒材がハステロイXの代替となり得るかどうかという質問がよく寄せられます。その答えは使用温度によって異なります:
816°C以下では、インコネル625とハステロイXの性能はほぼ同等ですが、インコネル625はモリブデン含有量が高いため、塩化物環境下での孔食および隙間腐食に対する耐性が著しく優れています。 この温度範囲で、腐食性のある液体や蒸気にさらされる用途では、インコネル625がしばしば優先的に選択されます。.
816°C以上では、ハステロイXは、この温度域で急速な軟化が始まるインコネル625よりも、一貫して優れた構造強度を維持します。 950°C で動作する燃焼器支持スタッドの場合、その温度で同じ荷重を支えるにはインコネル 625 でははるかに大きな断面積が必要となるため、ハステロイ X(またはより高価なワスパロイ/ルネ合金)に代わる実用的な代替材料は実質的に存在しません。.
高温用棒材用途におけるハステロイXとワスパロイの比較
ワスパロイ(UNS N07001、AMS 5544/5706/5707)は、γ'相の析出硬化反応が顕著であるため、980°Cまでの温度範囲において、ハステロイXよりも大幅に高い強度を発揮します。 タービンディスク、コンプレッサーディスク、高圧タービンブレードなどの回転部品において、高温下でのハステロイXに対するワスパロイの2~3倍の強度優位性は、その2~3倍の価格差を正当化するものです。.
しかし、ワスパロイはハステロイXに比べて溶接性が著しく劣る。ワスパロイの強度を決定づけるガンマプライム析出物は、溶接熱影響部においてひずみ時効割れを起こしやすくなる原因ともなる。 したがって、溶接組立や現場での修理を必要とする部品には、ハステロイXの方が適している。ハステロイXは、HAZクラックに対する特別な予防措置を講じることなく溶融溶接が可能であり、物性の劣化リスクを伴わずに、単純な炉内サイクルで溶接後焼鈍を行うことができる。.
ワスパロイとハステロイXのどちらを採用すべきか検討中の顧客に対しては、常に次の2つの点に注目するようアドバイスしています。その部品は、耐用期間中に溶接されるか、あるいは溶接による補修が行われるか?もしそうであれば、ハステロイXが強く推奨されます。 その部品は、主に引張荷重を受け、かつ870°Cを超える温度下で使用され、強度の余裕が1MPaでも重要となる環境にあるか?もしそうであれば、ワスパロイの優れた強度は、その製造上の課題やコストに見合う価値があります。.
ハステロイX棒の加工パラメータと製造上の留意点は何ですか?
ハステロイXの丸棒の加工には、他のニッケル超合金と同様の課題――急速な加工硬化、低い熱伝導率、高い高温硬度――がありますが、適切な工具、加工条件、および切削戦略を用いれば、これらの課題は克服可能です。.
ハステロイX棒材の推奨加工条件
| オペレーション | 工具材料 | 切断速度 | フィード・レート | 切り込み | 冷却水 |
|---|---|---|---|---|---|
| ラフ・ターニング | C-2 超硬合金(無コーティングまたはTiNコーティング) | 25~50 SFM(7.5~15 m/min) | 0.008~0.018 IPR | 0.080–0.200" | 高圧洪水 |
| 仕上げ旋盤加工 | TiAlN被覆超硬合金 | 50~100 SFM(15~30 m/min) | 0.003~0.008 IPR | 0.015–0.040" | 高圧洪水 |
| 粗加工 | 超硬エンドミル(4枚刃) | 20~40 SFM(6~12 m/min) | 1歯あたり0.002~0.005インチ | 0.040–0.120" | 噴霧または高圧ミスト |
| 仕上げフライス加工 | TiAlN被覆超硬合金 | 40~80 SFM(12~25 m/min) | 1歯あたり0.001~0.003インチ | 0.010–0.030" | 洪水 |
| 掘削 | コバルトM42 HSSまたは超硬合金 | 10~20 SFM(3~6 m/min) | 0.002~0.005 IPR | フル直径 | 高圧スルースピンドルが推奨されます |
| タッピング | HSS-Co スパイラル溝 | 8~15 SFM | - | - | タッピング液、刷毛塗り |
| 研磨 | CBNまたはAl₂O₃焼結砥石 | - | 軽切削、1パスあたり0.001~0.003インチ | とても軽い | 大量の水 — 熱による損傷を防ぐ |
| ブローチ加工 | HSS M42 | 非常に遅い(プッシュブローチ) | - | 1歯あたり0.001~0.003インチ | 洪水 |
ハステロイXの重要な加工原則
連続カットを維持する:
ハステロイXは、切削工具が切削を行わずにワークピースに接触したり擦れたりすると、極めて急速に加工硬化を起こします。 切削深度で工具が一時停止すると、硬化層(表面付近の硬度は母材の最大250%に達する)が形成され、次のパスで工具破損を引き起こします。スムーズな進入・退出動作を含む連続的な工具経路をプログラミングし、移行動作中も切りくず負荷を維持することが不可欠です。.
工具の接触を絶対に避ける:
切削ではなく摩擦によって加工を行う鈍った工具は、滞留時と同様の加工硬化の問題を引き起こします。ハステロイXの加工には、ステンレス鋼や炭素鋼の場合よりも短い間隔で、切れ味の鋭い新しい工具を使用し、頻繁にインサートを交換する必要があります。インサートが肉眼で確認できる破損状態になるまで使用し続けるのではなく、認定された切削試験に基づいて、インサート1枚あたりの加工回数をあらかじめ決めておくことをお勧めします。.
高圧クーラント:
ハステロイXの熱伝導率が低い(100°Cで11.7 W/m·K)ため、切削熱は工具先端に集中します。 高圧の冷却剤供給(切削領域で700~1,000 psi)は、工具寿命を延ばすための最も効果的な単一の対策です。これは、切削領域を冷却すると同時に、切りくずがワークピースに再溶着(ビルドアップエッジの形成)する前に、切りくずを破砕・排出します。.
正のラケ工具:
正前角形状の超硬インサートは、ハステロイXの切りくずをせん断するのに必要な切削力を低減し、負前角の工具と比較して発熱量と加工硬化の傾向を抑制します。旋削加工においては、鋼の断続切削に使用されるような強い負前角形状の工具よりも、鋭い刃先形状を持つ正前角インサートが好まれます。.
ハステロイXの棒材を組立品に加工する際、どのような溶接手順が適用されますか?
ハステロイXの最も実用的な特長の一つは、高温超合金の中でも群を抜いた溶接性です。この特性により、機械加工された棒材部品を溶接して複雑な組立構造体に組み立てることが可能となります。これは、溶接熱影響部で割れが生じる析出硬化型合金とは一線を画す、ハステロイXならではの特長です。.
ハステロイXの溶接プロセスと溶加材
| 溶接プロセス | 使用可能な溶加材 | AWSの分類 | 備考 |
|---|---|---|---|
| GTAW (TIG) | ハステロイWフィラーまたはハステロイXフィラー | ERNiCrMo-2(ハステロイW)または同等の材質 | ハステロイXの溶接には、GTAWを推奨します |
| SMAW(スティック) | ハステロイX電極 | ENiCrMo-2 | 厚肉部材の位置決め溶接 |
| GMAW(ミグ) | ERNiCrMo-2線 | ERNiCrMo-2 | 堆積速度が速い。GTAWと比較して品質がわずかに低下する |
| PAW(プラズマアーク) | GTAWと同じ | ERNiCrMo-2 | 精密溶接;良好な溶け込み制御 |
| 電子ビーム | 自家組織(充填材不使用) | - | 高精度な航空宇宙用溶接継手 |
ハステロイXの溶接手順に関する要件
溶接前の準備:
すべての接合面およびその周辺部は、徹底的に脱脂(アセトンで拭き取り、その後清潔な布で拭く)し、研磨または化学酸洗によって酸化スケールを除去しなければならない。切削潤滑剤、マーキングインク、または汚染された工具に由来する硫黄含有化合物は特に危険であり、微量の硫黄汚染であっても、ハステロイXの溶接部に熱割れを引き起こす可能性がある。.
予熱:
炭素鋼とは異なり、ハステロイXでは水素割れを防ぐための予熱は不要です。推奨される予熱方法は、母材の温度を周囲の露点より最低16°C(61°F)高く保つことだけです。これは本質的に、金属組織的な予熱というよりは、水分を除去するための予熱と言えます。.
インターパスの温度:
多層溶接において、結晶粒の粗大化を招く過度な熱蓄積や、感化温度範囲(650~870°C)での滞留時間の長期化を防ぐため、層間温度は177°C(350°F)以下に制限する必要があります。.
逆流洗浄:
ハステロイX製のパイプまたはチューブにおける完全溶込みの溝溶接では、内面側の溶接根部の酸化を防ぐため、99.995%アルゴンを用いた裏面パージが必要となります。溶接根部の酸化物汚染は耐食性を低下させ、疲労破断の発生源となります。.
溶接後の熱処理:
ハステロイXは、多くの高張力鋼とは異なり、遅延割れを防止するための溶接後熱処理(PWHT)を必要としません。 ただし、腐食環境下で使用される構造物や、溶接部の最大延性が求められる場合は、1163°Cでの溶接後溶体化焼鈍を行うことが推奨されます。腐食性液体にさらされることなく高温で稼働する構造物については、通常、PWHTを行わなくても溶接直後の状態で問題ありません。.
MWalloysでは、どのような特注サイズのバー、公差、表面仕上げの製品を供給していますか?
MWalloysは、AMS 5754規格に準拠したハステロイX丸棒を、標準サイズおよび特注サイズで幅広く取り揃えております。表面仕上げや直径公差は、お客様それぞれの用途における加工・検査要件に合わせて調整可能です。.
利用可能な直径範囲および標準公差等級
| バーの直径範囲 | 標準公差(AMS 2241に準拠) | 精密公差 | 備考 |
|---|---|---|---|
| 6 mm ~ 12 mm (1/4インチ ~ 1/2インチ) | +0.000 / -0.13 mm (+0.000 / -0.005インチ) | +0.000 / -0.05 mm | 小径;精密公差規格 |
| 12 mm ~ 25 mm (1/2インチ ~ 1インチ) | +0.000 / -0.25 mm (+0.000 / -0.010") | +0.000 / -0.10 mm | 標準加工範囲 |
| 25 mm – 50 mm (1インチ – 2インチ) | +0.000 / -0.38 mm (+0.000 / -0.015インチ) | +0.000 / -0.18 mm | 一般的なバーのサイズ範囲 |
| 50 mm ~ 100 mm (2インチ ~ 4インチ) | +0.000 / -0.51 mm (+0.000 / -0.020") | +0.000 / -0.25 mm | 大径・厚肉部品の加工 |
| 100 mm – 200 mm (4インチ – 8インチ) | +0.000 / -0.76 mm (+0.000 / -0.030") | +0.000 / -0.38 mm | 厚肉部;真直度が極めて重要 |
| 200 mm – 400 mm (8インチ – 16インチ) | +0.000 / -1.02 mm (+0.000 / -0.040") | ご要望に応じて | 大型ビレット;お問い合わせください |
バーの長さと表面仕上げのオプション
| パラメータ | 標準オプション | カスタムオプション |
|---|---|---|
| 長さ(標準ミル) | 1,000~6,000 mm(長さ不定) | 指定の長さにカット(誤差±3mm) |
| 長さ(精密カット) | ±1 mm(ご要望に応じて±0.5 mm) | 完成品に近い寸法の精密ブランク |
| 表面状態 | 旋削・研磨仕上げ(標準AMS) | 皮をむいた、粉砕した、センターレス研磨した |
| 表面粗さ | Ra 1.6~3.2 µm(旋削/皮むき) | Ra 0.4~0.8 µm(精密研磨) |
| 終了条件 | のこぎり切り(標準) | ご要望に応じて面取り・中央揃え |
| 真直度 | 1,000 mmあたり3 mm(標準) | 1,000 mmあたり1 mm(精度) |
MWalloysが提供するその他の加工サービス
MWalloysでは、バー材の供給に加え、以下のサービスも提供しています:
- 超音波検査: ASTM A388または顧客仕様に基づく100%の縦方向および横方向の超音波検査(UT)を実施し、図面に基づく不合格基準を適用する。.
- ポジティブ・マテリアル・アイデンティフィケーション(PMI): 合金組成の確認のため、すべての棒材についてXRFによる元素分析を実施する。.
- 硬度試験: ロットごとまたは個別にロックウェル硬度試験を実施し、その結果を検査証明書に記載する。.
- 化学的再検証: MTRによる検証に加え、さらなる確認が必要な場合、製品の化学的性質について第三者機関のOESまたはICP分析を実施する。.
MWalloysのAMS 5754棒材には、どのような品質認証書や書類が付属していますか?
MWalloysから出荷されるAMS 5754規格認定のハステロイX丸棒には、すべて、航空宇宙分野の主要請負業者の入荷検査要件、産業用品質マネジメントシステムの監査、および国際的なプロジェクト文書基準を満たすよう構成された一連の書類が添付されています。.
AMS 5754 ハステロイX バー用完全ドキュメント一式
| ドキュメント | 内容 | 基準/要件 |
|---|---|---|
| 材料試験報告書(MTR) | UNS N06002の完全な化学分析、ロット番号、溶解記録、熱処理記録、引張試験結果(引張強さ、降伏強さ、伸び、表面粗さ)、結晶粒径 | AMS 5754 |
| 適合証明書(C of C) | AMS 5754への適合に関する書面による宣言、改訂通知書、および品質責任者の署名入り | AMS 5754 |
| 硬度証明書 | ロットごとのブリネル硬度またはロックウェル硬度の測定 | ASTM E18 |
| 引張試験レポート | 試験片の寸法、ゲージ長、試験温度を含む引張試験の全データ | ASTM E8 |
| 粒度報告書 | ASTM E112に基づくASTM粒度番号、ASTM 3またはそれより細かいことを確認 | ASTM E112 |
| 寸法検査報告書 | 測定された直径、長さ、真直度、表面粗さ | AMS 2241 |
| ヒート番号の表示 | トレーサビリティ確保のためのバーエンドへの刻印またはヒートナンバーのステンシル塗装 | AMS 5754 |
| EN 10204 3.1 証明書 | 欧州規格に準拠した検査証明書(独立検査員による確認済みのもの。ご要望に応じて発行) | EN ISO 10204 |
| DFARS遵守に関する声明 | 米国防衛プログラム向けの国内溶解・製造認証 | 48 CFR 252.225-7009 |
| 原産地申告書 | 輸入規制遵守のための原産国確認 | 顧客・規制上の要件 |
MWalloysのグローバル供給条件および注文に関する情報
MWalloysは、世界中の主要な産業および航空宇宙市場の顧客にサービスを提供できるよう体制を整えており、調達上の摩擦を最小限に抑え、認定済みのハステロイX棒材を確実に納入できるよう、供給条件を設計しています。.
注文および納品条件
| 用語 | 詳細 |
|---|---|
| 最小注文数量 | 最小注文数量なし — 1本から量産規模まで承ります |
| 標準リードタイム | 標準サイズの場合は10~25日、非標準の直径または長さの場合は25~40日 |
| エクスプレス/優先配送 | AOGおよび緊急メンテナンスの要件については、7~12日かかります(在庫状況をご確認ください) |
| お支払い条件(初回注文) | T/T(電信送金):注文確認時に30%を前払い、出荷前に70%を支払ってください |
| 支払条件(既存取引先) | 与信承認後、請求書発行日から30日以内に支払 |
| 信用状 | $30,000米ドル以上のご注文でご利用いただけます |
| 見積もり回答までの所要時間 | 標準サイズの場合は当日中、特注仕様の場合は24時間以内 |
輸送・物流体制
| 配送方法 | 所要時間 | 適応対象 |
|---|---|---|
| 国際航空貨物(エクスプレス) | 1~4日 | 緊急供給、少量、高価な部品 |
| 国際航空貨物(標準) | 3~7日 | 通常納入、試作数量 |
| 海上輸送(FCL — フルコンテナ積載) | 目的地により18~45日 | 大型船の受注、生産供給 |
| 海上輸送(LCL — 混載) | 22~45日 | 中程度の数量、緊急性を要しない供給 |
| 陸上輸送(北米) | 3~8日 | 米国本土、カナダ、メキシコへの配送 |
| 陸上輸送(ヨーロッパ) | 4~10日 | 欧州のお客様への配送 |
| 宅配便(DHL、FedEx、UPS) | 海外への配送は2~5日かかります | 小包、資料、試作品 |
利用可能なインコタームズ: EXW、FOB、CIF、CIP、DAP、DDP — お客様ごとの輸入物流に最適な条件をご提案いたします。.
対象地域および市場
MWalloysは、65カ国以上の顧客にAMS 5754 ハステロイXの丸棒を供給しています。主な顧客市場は以下の通りです:
| 地域 | 主な顧客業界 |
|---|---|
| 北米(米国、カナダ) | 航空宇宙機器メーカー、ガスタービン保守・修理・オーバーホール(MRO)、工業用炉メーカー、防衛 |
| ヨーロッパ(英国、ドイツ、フランス、イタリア、スカンジナビア) | 航空宇宙機器メーカー、発電、化学処理、研究 |
| 中東(アラブ首長国連邦、サウジアラビア、カタール) | ガス処理、発電、石油・ガス |
| アジア太平洋地域(シンガポール、日本、韓国、オーストラリア) | 航空宇宙MRO、工業製造、研究機関 |
| 中国 | 航空宇宙部品、工業用炉、エネルギー |
| インド | ガスタービン製造、産業用加熱、防衛 |
| ラテンアメリカ(ブラジル、メキシコ) | 航空宇宙機器の整備、石油・ガス処理 |
ハステロイX丸棒に関するよくある質問
1: 構造用途におけるハステロイX丸棒の最大連続使用温度はどれくらいですか?
構造用荷重支持用途におけるハステロイX丸棒の推奨最大連続使用温度は、酸化性雰囲気下で約1177°C (2150°F)ですが、実質的な構造設計上の限界は、クリープおよび応力破断特性によって決まります。これらは、相当な持続荷重を受ける部材の場合、約1093°C(2000°F)を超えると限界値となります。. 約982°C(1800°F)以下では、ハステロイXは応力破断強度を維持しており、ガスタービンや工業用炉の用途において実用的な構造設計が可能となります。982°Cから1177°Cの間では、 この合金は構造的に機能し続けますが、設計応力を極めて低いレベル(1093°Cで1,000時間の破断寿命を得るには20 MPa未満)に低減する必要があり、これにより、ハンガー、ガイド、低応力ブラケットなどの負荷の軽い構造用途に限定されます。 間欠的な使用(連続保持ではなく熱サイクル)においては、ガスタービン試験環境において、ハステロイX製部品は1200°Cのピーク温度まで許容可能な性能を発揮することが実証されています。1177°Cを超えると、高ガス流速の空気中においてCr₂O₃の保護スケールが揮発性のCrO₃を形成し始め、酸化防止効果が低下します。 MWalloysでは、使用温度がこれらの限界値に近づく場合、お客様に完全な応力破断表および設計計算のサポートを提供しています。.
2: AMS 5754 ハステロイX棒材とASTM B572棒材にはどのような違いがありますか?
AMS 5754 および ASTM B572 は、いずれも同等の化学成分要件を満たす溶体化処理済みのハステロイ X (UNS N06002)の溶体化焼鈍状態の棒材を、同等の化学成分要件で規定していますが、AMS 5754は航空宇宙および防衛用途において必須となる、品質、試験、および文書化に関する要件を大幅に厳格に定めているのに対し、ASTM B572は航空宇宙用途以外の用途向けに、より低コストな工業用グレードの認証経路を提供しています。. 具体的な相違点としては、AMS 5754ではASTM E112に基づく粒度確認(ASTM 3またはそれより細かい粒度)が要求されるのに対し、ASTM B572では粒度の制限が規定されていない点が挙げられる。また、AMS 5754ではロットごとの引張試験が義務付けられているのに対し、ASTM B572ではより少ない頻度での試験が認められている。 AMS 5754はAMS 2241に基づく寸法公差を要求する一方、B572はASTM B880の一般要件を参照しています。また、AMS 5754の材料試験報告書には、AS9100または同等の品質マネジメントシステムに準拠した、権限のある品質担当者が署名したすべての試験データが含まれていなければなりません。 工業用炉の部品、化学プロセス機器、および非飛行用ハードウェアについては、ASTM B572認定材料は、AMS 5754材料と同等の合金性能を、より低い認証コストで提供します。 航空宇宙、防衛、または飛行に不可欠な用途においては、AMS 5754が唯一の必須仕様となります。MWalloysは両方の認証レベルを在庫しており、注文処理前に顧客と協議の上、適切な仕様を確認いたします。.
3:ハステロイXの丸棒は、浸炭炉の環境で使用できますか?
ハステロイXは、約1000°Cまでの温度における浸炭雰囲気下で良好な浸炭抵抗性を示しますが、 しかし、炭素活性が高く、温度が950°Cを超え、保持時間が非常に長いといった最も過酷な浸炭条件においては、ヘインズ214やインコロイ800HTなど、ニッケル含有量の高い合金の方が優れた浸炭抵抗性を示します。. ハステロイXの浸炭耐性は、炭素の侵入を抑制するCr₂O₃バリアを形成するクロム含有量に加え、鉄に比べて炭素に対する親和性が比較的低いニッケル基材の特性に由来しています。 実際には、900~950°Cで稼働する浸炭炉内のハステロイX製の炉内固定具、ハンガー、および支持棒は、炭素の浸透深度が機械的に問題となるようになるまでの数百時間から数千時間に及ぶ、許容可能な寿命を示しています。 炭素ポテンシャルが高い(Cp が 1.2% 以上)条件下での非常に長い浸炭サイクル(3,000 時間以上)の場合、エンジニアは浸炭耐性に特に最適化された合金を評価する必要があります。 MWalloys では、ご要望に応じて浸炭耐性データの比較表をご提供し、特定の浸炭炉の条件において、ハステロイ X またはニッケル含有量のより高い代替材料のどちらが適切な仕様であるかを判断するための支援を行います。.
4:MWalloysのカスタムハステロイX丸棒の最小注文数量はどれくらいですか?
MWalloysでは、AMS 5754 ハステロイX丸棒について最低注文数量を設けておりません。お客様指定の長さにカットした単品から、フルトン単位の大量注文まで幅広く対応しており、注文数量にかかわらず、AMS 5754の完全な証明書を添付いたします。. 本ポリシーは、航空宇宙分野のプロトタイプ開発プログラム、単本の交換用バーを必要とする保守・修理業務(MRO)、および新しい高温用部品の設計開発を行う研究機関を支援するために特別に策定されたものです。標準径のバーを在庫から単本でご注文いただいた場合、通常5~10営業日以内に出荷可能です。 非標準径や通常在庫外の非常に大きなバーについては、製鋼所からの調達となるため、1本のフルバー長さ(通常、直径に応じて1,000~3,000 mm)を最低注文数量とします。 新部品開発のための試作注文については、量産供給品と同様のAMS 5754認証書類一式が提供されます。これにより、お客様は別途量産用認定材料を発注することなく、試作材料を製造試験および認定試験の両方に使用することが可能です。具体的な直径、長さ、数量のご要件をMWalloysまでご連絡いただければ、即日お見積もりいたします。.
5:窒化炉の雰囲気下において、ハステロイXはステンレス製の治具と比べてどのような性能を発揮しますか?
ハステロイXは、窒化炉環境において、標準的なオーステナイト系ステンレス鋼(304、316、310)を大幅に上回る性能を発揮します。これは、その高いクロム含有量 (20.5~23.1%)により、窒素の侵入を防ぐ安定した酸化クロム/窒化クロムバリアが形成されるため、窒化炉環境において標準的なオーステナイト系ステンレス鋼(304、316、310)を大幅に上回る性能を発揮します。一方、標準的なステンレス鋼製の治具は、窒素を吸収することで徐々に脆化が進み、最終的には20~50回の窒化サイクル後に交換が必要となります。. 500~600°Cのアンモニア雰囲気下で稼働する窒化炉では、治具材料が高い窒素活性にさらされ、鉄系合金において窒素の吸収が進行し、窒化鉄が形成されます。その結果、繰り返しサイクルを経て、脆化、変形、寸法不安定が生じます。 ハステロイX製の治具は、通常、交換が必要になるまでに200~500回の窒化サイクルに耐えるのに対し、同等の使用条件下における310ステンレス鋼製の治具は20~80サイクルしか持ちません。初期材料費は高くなりますが、高サイクル窒化処理においては、ハステロイXの方が経済的に明らかに有利です。 ガス窒化(低温、495~525°C)およびプラズマ窒化プロセスでは、ステンレス鋼に対するハステロイ X の治具寿命の優位性は多少低下しますが、生産規模の窒化作業においては依然として有意義なものです。 MWalloys社は、窒化治具の製造専用にハステロイXの棒材を供給しており、顧客からのフィードバックに基づく治具寿命の比較データを文書で提供可能です。.
6:ハステロイX製の棒材部品を溶接する際、どのような溶加材を使用すべきですか?
ハステロイX製の棒材部品の溶接に推奨される標準的な溶加材は、ハステロイW(ERNiMo-3、 AWS A5.14)です。これはハステロイXの溶接用に特別に配合されており、溶接金属において優れた高温機械的特性と耐酸化性を発揮しますが、母材と溶接金属の耐食性を同一にする必要がある用途では、ハステロイX用溶加材(入手可能な場合)の使用が推奨される場合があります。. ハステロイW溶加材は、ハステロイXの構造物向けに特別に開発されたものであり、有用な高温特性を維持しつつ、溶融池の凝固時に十分な延性を確保することで、溶接金属の熱間割れを防止するという、最も重要な溶接上の課題に対処します。 ハステロイX製パイプまたはチューブのGTAW(TIG溶接)根元パスには、直径1/16インチまたは3/32インチのハステロイWワイヤが標準的な選択肢となります。より厚肉部のSMAW(手溶接)充填パスおよびキャップパスには、ENiMo-3被覆電極を使用することで、同等の溶接金属特性が得られます。 ハステロイWが入手できない場合、代替としてインコネル625溶加材(ERNiCrMo-3)が使用されることがあります。これは、ハステロイX母材の特性と完全に一致するわけではありませんが、十分な短期高温性能を提供します。 すべての溶接はアルゴンまたはアルゴン・ヘリウムシールド下で行う必要があります(ヘリウムの添加は溶込みを向上させます)。また、タングステン電極は純タングステンまたはトリウム添加タングステンを使用しなければなりません。GTAW(TIG溶接)では、溶接部へのタングステン混入を最小限に抑えるため、セリウム添加またはランタン添加タングステンが推奨されます。.
7:ハステロイXの丸棒は、加工前に特別な保管や取り扱いが必要ですか?
ハステロイXの丸棒は、低融点金属(銅、鉛、亜鉛、スズ)やハロゲン化物化合物との接触を避け、清潔で乾燥した屋内環境で保管する必要があります。ただし、標準的な屋内倉庫の環境条件を超える特別な湿度や温度の管理は不要です。. 大気中での保管に防錆油のコーティングを必要とする炭素鋼棒とは異なり、ハステロイXに含まれるクロム成分は、追加の表面保護を必要とせずに大気腐食を防ぐ天然の不動態酸化皮膜を形成します。 保管上の最も重要な要件は、他の金属材料からの分離です。亜鉛メッキ(ガルバナイズド)鋼製のラック、銅を含む継手や固定具、あるいは鉛系マーキング材と接触すると、ガルバニックカップルが形成され、表面の変色や、まれに湿気が持続する場合、接触点での非常に局所的な腐食を引き起こす可能性があります。 機械加工の前に、すべての棒材から、ほこり、取り扱いによる切削液、または表面の汚染物質を、清潔なアセトンまたは MEK 溶剤を含ませたワイプで拭き取ってください。残留汚染物質は、最初の機械加工工程で表面欠陥を引き起こす原因となるためです。 表面に目に見えるピッチング、腐食、または機械的損傷がある棒材は、使用前に隔離して検査する必要があります。ただし、適切に保管および取り扱われた AMS 5754 認定材料では、このような状況は基本的に稀です。.
8:ハステロイX製の丸棒をセンターレス研削により精密な直径に加工する場合、どのような寸法公差が達成可能ですか?
ハステロイX製のセンターレス研削丸棒は、直径25 mm未満の場合、直径公差±0.013 mm(±0.0005インチ)、直径100 mmまでの場合、直径公差±0.025 mm(±0.001インチ)で製造可能です。 表面粗さはRa 0.4~0.8 µm(16~32 µin)であり、この高精度研削棒は、公差の厳しい旋削部品のニアネットシェイプ用素材として適しています。. ハステロイXのセンターレス研削では、この合金の加工硬化傾向により、スミアや表面硬化を防ぐために、各研削パスで材料を摩擦させるのではなく、単一の連続した切りくずとして除去する必要があるため、砥石の選定、加工速度、および冷却液流量を慎重に制御する必要があります。 ハステロイXでは、アルミナガラス結合砥石またはCBN砥石を使用することで、最高の表面品質が得られます。ハステロイXの切削屑は、直ちに除去しないとワーク表面に再付着する可能性があるため、ワーク表面への熱損傷を防ぎ、接触領域から切削屑を洗い流すために、研削冷却液を高い流量で供給する必要があります。 MWalloysは、付加価値サービスとしてセンターレス研削済みのハステロイX丸棒を提供しています。これにより、厳格な直径公差内で均一かつ清浄な初期表面を実現し、その後の旋削加工における加工時間と工具摩耗を低減する精密研削材を製造しています。.
9:ハステロイXは、ASME圧力容器および配管規格の適用において使用が承認されていますか?
ハステロイX(UNS N06002)は、ASMEセクションVIIIディビジョン1およびASME B31.3に基づき、ASME圧力容器および配管用途での使用が承認されており、許容材料表には棒材形態 (ASME SB-572)が許容材料表に記載されており、当該合金の認定温度範囲内で有効な設計応力値が併記されています。. ASMEセクションIIパートBでは、ハステロイX棒材が表UHA-23に記載されており、常温から高温範囲までの許容応力値が示されています。ASME SB-572規格(ASTM B572のASME採用版)は、圧力容器の規格計算における材料の基礎を提供しています。 ハステロイX棒材を用いて圧力容器やプロセス配管部品を設計する技術者は、公称引張特性から計算するのではなく、ASMEセクションIIパートD(応力表)の最新版に記載されている許容応力値を使用すべきです。これは、規格の許容値には公称特性値には反映されていない長期挙動の要因が含まれているためです。 FAA または EASA の管轄下にある航空宇宙用途の場合、AMS 5754 認証が関連する資格基準となります。これは ASME 規格とは別のものであり、互換性はありません。 MWalloysでは、航空宇宙および圧力容器の両方の規格への準拠が求められる場合、単一のMTR文書上で、AMS 5754およびASTM B572 / ASME SB-572のいずれか、あるいは両方の認証を取得したハステロイX棒材を供給可能です。.
10:高温で動作するハステロイX製の棒状部品において、エンジニアは熱膨張をどのように考慮すべきか?
エンジニアは、ハステロイX製部品の動作温度下における著しい寸法変化を考慮し、適切な熱膨張クリアランスを確保した設計を行うとともに、スライド式またはフローティング式の取付方式を採用し、さらにハステロイX製部品が異種材料と接合する場合の熱膨張差を算出する必要があります。この合金は、室温から870°Cまでの範囲で約15.8 µm/m・°Cの間で約15.8 µm/m・°Cの熱膨張を示す。これは、870°Cで動作する1メートルの棒が、室温時の寸法に比べて約13.4 mm長くなることを意味する。. ハステロイXの熱膨張係数(21~93°Cで13.3 µm/m·°C、21~870°Cでは15.8 µm/m·°C)は、オーステナイト系ステンレス鋼(17~18 µm/m·°C)よりもわずかに低いものの、炭素鋼(11~12 µm/m·°C)よりはかなり高い。 高温炉内でハステロイ X 製の部品を炭素鋼製の構造物にボルトで固定する場合、熱膨張の差によりボルト接合部に大きな応力が発生します。つまり、ハステロイ X は炭素鋼製の構造物が許容する範囲以上に膨張しようとするのです。 解決策としては、主な熱膨張方向への自由な膨張を可能にするスリット付き取り付け穴の使用、ハステロイX同士の接合部にはハステロイX製の締結部品を指定すること(膨張率の整合)、 ハステロイX配管ラインにベローズや膨張ループを組み込むこと;および、熱膨張によって隣接する構造物との接触や固着が生じないよう、部材の長さを設計すること。MWalloysは、ハステロイX棒材を使用した高温炉の設計を行うお客様に対し、熱膨張データ表の提供や、基本的な熱応力計算のサポートを行っています。.
検証可能な参考文献
以下の情報源は、この技術記事を作成する際に参照したものであり、エンジニアや調達スペシャリストが独自に検証可能なものである:
- ヘインズ・インターナショナル. ハステロイX合金データシート(H-3009C)。. ヘインズ・インターナショナル、インディアナ州ココモ.
- SAEインターナショナル AMS 5754:ニッケル合金、耐食・耐熱性、棒・棒材・線材、47Ni-22Cr-18Fe-9Mo、溶体化焼鈍済み。. SAE International, Warrendale, PA.現在の改訂版。.
- SAEインターナショナル AMS 5536:ニッケル合金、耐食・耐熱性、シート、ストリップ、およびプレート、47Ni-22Cr-18Fe-9Mo、溶体化処理済み。. SAE International, Warrendale, PA.現在の改訂版。.
- ASTMインターナショナル。. ASTM B572:UNS N06002、UNS N06230、UNS N12160 および UNS R30556 合金棒鋼に関する標準仕様書。. ASTM International, West Conshohocken, PA.
- SAEインターナショナル AMS 5798:ニッケル合金、耐食・耐熱性、溶接ワイヤ、47Ni-22Cr-18Fe-9Mo。. SAE International, Warrendale, PA.
- ASMEインターナショナル。. ASME 第II部 B編:非鉄材料の規格(ハステロイX棒材についてはSB-572)。. ASME、ニューヨーク州ニューヨーク。最新版。.
- ASMEインターナショナル。. ASME 第II部 D編:物性(UNS N06002の最大許容応力表)。. ASME、ニューヨーク州ニューヨーク。最新版。.
- ASTMインターナショナル。. ASTM E112:平均粒径の測定に関する標準試験方法。. ASTM International, West Conshohocken, PA.
- SAEインターナショナル AMS 2241:ニッケル、ニッケル合金、およびコバルト合金の棒、ロッド、および線材の公差。. SAE International, Warrendale, PA.
- ドナキー、M.J.およびドナキー、S.J. 超合金:テクニカルガイド第2版. ASMインターナショナル、マテリアル・パーク、オハイオ州、2002年。ISBN: 0-87170-749-7
- リード、R.C. 超合金:基礎と応用. ケンブリッジ大学出版局、ケンブリッジ、英国、2006年。ISBN: 978-0-521-07011-9
- デイヴィス, J.R.(編)。. 耐熱材料(ASMスペシャリティ・ハンドブック)。. ASM International、オハイオ州マテリアルズ・パーク、1997年。ISBN: 0-87170-596-6
- 米国溶接協会。. AWS A5.14:ニッケルおよびニッケル合金製裸溶接電極およびロッドの仕様(ERNiMo-3 — ハステロイW溶加材)。. AWS、フロリダ州マイアミ。最新版。.
- SAEインターナショナル AMS 5544: ニッケル合金、耐食・耐熱性、棒材、鍛造品、およびリング、58Ni-19Cr-13.5Co-4.3Mo-3Ti-1.4Al、溶体化熱処理および析出硬化処理済み(ワスパロイ)。. SAEインターナショナル
- 加工データハンドブック第3版。. 加工性データセンター、オハイオ州シンシナティ(ハステロイXを含むニッケル基超合金の切削条件)
