I nastri personalizzati in lega di nichel ad alte prestazioni e le bobine di precisione sono prodotti piatti laminati a freddo con tolleranze ristrette, realizzati con leghe a base di nichel quali Inconel 625, Hastelloy C276, Monel 400, Alloy 718 e gradi di nichel puro, che garantiscono tolleranze di spessore fino a ±0,003 mm, tolleranze di larghezza entro ±0,05 mm e finiture superficiali fino a Ra 0,1 µm per applicazioni esigenti nei settori aerospaziale, dei dispositivi medici, della lavorazione chimica, dell’elettronica e dei sistemi energetici. Noi di MWalloys produciamo e forniamo questi prodotti piatti di precisione a ingegneri e team di approvvigionamento che non possono accettare la variabilità dimensionale dei prodotti standard di laminatoio.
La differenza tra un nastro standard in lega di nichel e una bobina di precisione non è solo una questione di terminologia. Essa riflette un processo di produzione fondamentalmente diverso, controlli di qualità più rigorosi, una selezione delle materie prime più esigente e una catena di approvvigionamento costruita attorno ai requisiti specifici delle applicazioni finali che non tollerano alcuna deviazione dimensionale.
Cosa sono i nastri in lega di nichel su misura e le bobine di precisione, e in cosa differiscono dai prodotti piatti standard?
Nella classificazione dei prodotti metallurgici, il termine "nastro" si riferisce a materiale laminato piatto con una larghezza tipicamente inferiore a 600 mm (24 pollici), fornito sia in bobine che tagliato a misura. L’espressione "spessore di precisione" indica che lo spessore è stato controllato con tolleranze significativamente più strette rispetto alle tolleranze standard di laminazione, solitamente attraverso una combinazione di laminazione a freddo di precisione, ricottura intermedia e spianatura a tensione.
Il nastro in lega di nichel su misura va oltre: viene prodotto secondo una combinazione definita dal cliente di lega, tempra, spessore, larghezza, finitura superficiale e peso della bobina, che potrebbe non corrispondere a nessun articolo a catalogo. La personalizzazione può estendersi a requisiti specifici relativi alle proprietà meccaniche (intervalli di durezza specifici, valori minimi di allungamento), alle condizioni dei bordi (bordo tagliato, bordo grezzo, bordo sbavato, bordo arrotondato) e ai requisiti di imballaggio (diametro interno/esterno specifici del rotolo, carta intercalare, imballaggio con barriera contro l’umidità).
Striscia standard vs striscia di calibro di precisione: differenze principali
| Parametro | Nastro laminato standard | Striscia di misurazione di precisione | Bobina di precisione su misura |
|---|---|---|---|
| Tolleranza di spessore | ±5 – 10% del valore nominale | ±1 – 3% del valore nominale | ±0,003 mm in valore assoluto o inferiore |
| Tolleranza in larghezza | ±0,5 – 1,0 mm | ±0,1 – 0,2 mm | ±0,05 mm o secondo disegno |
| Piattezza | Planarità commerciale | La tensione si è placata | Sfiatato e livellato |
| Finitura superficiale | Finitura standard da laminatoio | Ra 0,4 – 0,8 µm | Ra 0,1 – 0,4 µm oppure specchio |
| Condizione del bordo | Taglio (con sbavatura) | Intaglio + sbavatura | Bordo arrotondato o bordato a macchina |
| Proprietà meccaniche | Valori minimi secondo le specifiche | Intervallo controllato | Intervallo definito dal cliente |
| Certificazioni | EN 10204 Tipo 2.2 | EN 10204 Tipo 3.1 | EN 10204 Tipo 3.2 + allegato |
| Tempi di consegna tipici | Da 2 a 4 settimane, disponibile a magazzino | 4 - 8 settimane | 8 – 16 settimane (dalla produzione) |
Comprendere questa gerarchia aiuta i professionisti degli acquisti a redigere capitolati d’appalto accurati ed evitare di ricevere nastri standard quando è richiesto un calibro di precisione. In base alla nostra esperienza presso MWalloys, circa il 40% degli errori di specifica che riscontriamo riguarda clienti che effettuano ordini con tolleranze dimensionali standard, mentre il loro processo di lavorazione a valle richiede prodotti con calibro di precisione.
Bobina o nastro tagliato a misura: quale formato è più adatto al vostro processo?
| Formato di fornitura | Ideale per | Intervallo di larghezza tipico | Capacità in termini di lunghezza |
|---|---|---|---|
| Bobina di precisione | Presse per stampaggio, profilatura, linee di lavorazione in continuo | 5 – 600 mm | Continuo (limitato dal peso della bobina) |
| Nastro tagliato a misura | Produzione in lotti, operazioni manuali, qualificazione dei campioni | 5 – 600 mm | Da 100 mm a 6000 mm per pezzo |
| Bobina avvolta in modo oscillante | Stampaggio ad alta velocità con nastro stretto | 3 – 100 mm | Lunghezze continue molto lunghe |
| Bobina a spirale | Striscia sottile, attrezzatura di alimentazione di precisione | da 1 a 50 mm | Specificato in base al peso dello spool |
Quali tipi di leghe di nichel sono disponibili in nastri e bobine e quali sono le loro proprietà principali?
Non tutte le leghe di nichel vengono prodotte commercialmente sotto forma di nastri e bobine. La laminabilità di una lega di nichel in spessori sottili dipende dalle sue caratteristiche di lavorazione a freddo, dal tasso di incrudimento e dalla suscettibilità alla formazione di cricche sui bordi durante la laminazione. Le leghe riportate di seguito sono quelle più comunemente prodotte sotto forma di nastri e bobine di precisione, con procedure consolidate di laminazione e ricottura.

Nastri di nichel puro e nichel a bassa lega
| Grado | UNS | Contenuto Ni | Proprietà chiave | Intervallo tipico di spessore |
|---|---|---|---|---|
| Nichel 200 | N02200 | 99,01 TP3T min | Elevata conduttività elettrica, magnetico, morbido | 0,01 – 3,0 mm |
| Nichel 201 | N02201 | 99,01 TP3T min (basso C) | Come il servizio 200 + a temperatura elevata | 0,01 – 3,0 mm |
| Nichel 205 | N02205 | 99,01 TP3T min (basso tenore di C e Si) | Applicazioni elettroniche, bimetallo per termostati | 0,025 – 2,0 mm |
| Nichel 270 | N02270 | 99,971 TP3T min | Strumenti scientifici ad altissima purezza | 0,025 – 1,0 mm |
I nastri di nichel 200 e 201 sono i prodotti di punta della categoria del nichel puro. La loro combinazione di resistenza alla corrosione in ambienti alcalini, elevata conduttività termica ed elettrica, proprietà magnetiche ed eccellente formabilità li rende materiali standard per componenti di batterie, mandrini per elettroformatura, apparecchiature per trattamenti chimici e interconnessioni elettroniche.
Leghe di nichel-rame (serie Monel)
| Grado | UNS | Composizione | Applicazione della striscia primaria | Gamma di spessore |
|---|---|---|---|---|
| Monel 400 | N04400 | 67Ni-31,5Cu | Elementi di fissaggio per applicazioni marine, guarnizioni per processi chimici | 0,05 – 5,0 mm |
| Monel K500 | N05500 | 65Ni-30Cu-2,7Al-0,6Ti | Molle, alberi (temprabili a freddo) | 0,1 – 3,0 mm |
| Monel R405 | N04405 | 67Ni-31Cu-0,035S | Parti lavorate che richiedono una lavorazione agevole | 0,1 – 3,0 mm |
Il nastro in Monel K500 allo stato indurito per invecchiamento offre una combinazione insolita: la resistenza alla corrosione della lega Monel di base unita a proprietà meccaniche di tipo elastico ottenibili tramite un semplice trattamento di invecchiamento (480 – 510 °C per 8 – 16 ore). Ciò la rende ideale per molle di precisione, diaframmi e sedi di valvole in ambienti marini e chimici, dove gli acciai per molle standard subirebbero una rapida corrosione.
Leghe di nichel-cromo (serie Inconel)
| Grado | UNS | Composizione delle chiavi | Applicazione della striscia primaria | Gamma di spessore |
|---|---|---|---|---|
| Inconel 600 | N06600 | 76Ni-15,5Cr-8Fe | Dispositivi per il trattamento termico, trattamenti chimici | 0,05 – 5,0 mm |
| Inconel 625 | N06625 | 62Ni-22Cr-9Mo-3,7Nb | Componenti aerospaziali, guarnizioni per acqua di mare | 0,05 – 4,0 mm |
| Inconel 718 | N07718 | 53Ni-19Cr-18Fe-5Nb | Elementi di fissaggio per l'industria aerospaziale, molle di precisione | 0,025 – 3,0 mm |
| Inconel 690 | N06690 | 62Ni-29Cr-9Fe | Componenti dei generatori di vapore nucleari | 0,05 – 3,0 mm |
| Inconel X-750 | N07750 | 73Ni-15,5Cr-7Fe-2,5Ti | Molle per alte temperature, anelli di ritegno | 0,1 – 3,0 mm |
Il nastro in Inconel 718 merita un’attenzione particolare poiché è il nastro in superlega di nichel più comunemente specificato nel settore aerospaziale. La sua induribilità per precipitazione, ottenuta tramite un trattamento di invecchiamento in due fasi (720 °C per 8 ore + 620 °C per 8 ore), consente di fornire il nastro allo stato ricotto in soluzione per la formatura, con lo sviluppo della piena resistenza dopo l’invecchiamento. Il nastro in Inconel 718 sottoposto a invecchiamento massimo raggiunge resistenze alla trazione pari o superiori a 1380 MPa, che rivaleggiano con quelle di molti acciai ad alta resistenza, pur mantenendo l’eccellente resistenza alla corrosione e le prestazioni a fatica della lega.
Leghe di nichel-cromo-molibdeno (serie Hastelloy)
| Grado | UNS | Composizione delle chiavi | Resistenza alla corrosione | Gamma di spessore |
|---|---|---|---|---|
| Hastelloy C276 | N10276 | 57Ni-15,5Cr-16Mo-3,75W | Acidi riducenti, ambienti misti | 0,05 – 5,0 mm |
| Hastelloy C22 | N06022 | 56Ni-21Cr-13,5Mo-3W | Acidi ossidanti, FGD, settore farmaceutico | 0,05 – 4,0 mm |
| Hastelloy C2000 | N06200 | 59Ni-23Cr-16Mo | La più ampia copertura di leghe CRA singole | 0,1 – 3,0 mm |
| Hastelloy B3 | N10675 | 65Ni-28,5Mo-1,5Cr | HCl concentrato, acidi riducenti | 0,1 – 3,0 mm |
| Hastelloy X | N06002 | 47Ni-22Cr-18Fe-9Mo | Ossidazione ad alta temperatura | 0,05 – 4,0 mm |
| Hastelloy N | N10003 | 71Ni-7Cr-16Mo | Ambienti a sali fusi, nucleari | 0,1 – 2,0 mm |
Leghe speciali di nichel per applicazioni elettroniche e magnetiche
| Grado | UNS | Proprietà chiave | Applicazione |
|---|---|---|---|
| Lega 36 (Invar) | K93600 | Espansione termica estremamente bassa | Strumenti di precisione, componenti laser |
| Lega 42 | K94100 | Espansione termica controllata | Sigillature vetro-metallo, componenti elettronici |
| Lega 52 | N14052 | Espansione coordinata per il vetro | Componenti dei tubi elettronici |
| Permalloy 80 | N14080 | Elevata permeabilità magnetica | Schermatura magnetica, nuclei dei trasformatori |
| Kovar | K94610 | L'espansione è compatibile con il vetro borosilicato | Confezionamento dei semiconduttori |
| Costantana | - | Resistività costante in funzione della temperatura | Termocoppie, resistori di precisione |
Queste leghe speciali sono tra i prodotti in nastro più impegnativi dal punto di vista tecnico da realizzare, poiché le loro proprietà funzionali (coefficiente di dilatazione termica, permeabilità magnetica, resistività elettrica) sono sensibili a minime variazioni nella composizione, al livello di lavorazione a freddo e alle condizioni di ricottura. Per ottenere proprietà funzionali uniformi su tutta la bobina di produzione sono necessari controlli di processo rigorosi che vanno ben oltre le tolleranze dimensionali standard.
Quali tolleranze dimensionali è realisticamente possibile ottenere con i nastri di nichel di precisione?
La capacità di tolleranza dimensionale rappresenta il principale elemento di differenziazione tecnica tra i prodotti in nastro di uso comune e il vero materiale di precisione. Le tolleranze ottenibili dipendono dalla lega specifica (dal suo indice di incrudimento e dalle caratteristiche di laminazione a caldo), dallo spessore prodotto (gli spessori più sottili richiedono un controllo assoluto proporzionalmente più rigoroso) e dalle attrezzature di produzione utilizzate.
Capacità relative alle tolleranze di spessore
| Gamma di spessore | Tolleranza standard di fresatura | Tolleranza di precisione | Tolleranza ultraprecisa |
|---|---|---|---|
| 2,0 – 5,0 mm | ±0,10 – 0,15 mm | ±0,05 mm | ±0,025 mm |
| 1,0 – 2,0 mm | ±0,08 – 0,12 mm | ±0,025 mm | ±0,015 mm |
| 0,5 – 1,0 mm | ±0,05 – 0,08 mm | ±0,015 mm | ±0,010 mm |
| 0,1 – 0,5 mm | ±0,015 – 0,025 mm | ±0,008 mm | ±0,005 mm |
| 0,025 – 0,1 mm | ±0,005 – 0,010 mm | ±0,003 mm | ±0,002 mm |
| < 0,025 mm (lamina) | ±0,003 mm | ±0,001 mm | ±0,0005 mm |
Queste tolleranze non sono limiti teorici: rappresentano capacità produttive documentate, derivanti da processi di laminazione di precisione consolidati. Il raggiungimento di tolleranze ultraprecise richiede la misurazione in linea dello spessore tramite sistemi di rilevamento a raggi X o a raggi beta con retroazione a circuito chiuso al laminatoio, rulli di lavoro rettificati con precisione e con bombatura controllata, nonché un rigoroso controllo della temperatura durante l’intera sequenza di laminazione.
Tolleranza di larghezza e rettilineità
| Larghezza della striscia | Tolleranza del bordo tagliato | Tolleranza di precisione della fessura | Qualità dei bordi |
|---|---|---|---|
| da 5 a 25 mm | ±0,15 mm | ±0,05 mm | Altezza della bava < 0,02 mm |
| 25 – 100 mm | ±0,20 mm | ±0,08 mm | Altezza della bava < 0,03 mm |
| 100 – 300 mm | ±0,30 mm | ±0,10 mm | Altezza della bava < 0,05 mm |
| 300 – 600 mm | ±0,50 mm | ±0,15 mm | Altezza della bava < 0,05 mm |
La curvatura laterale (camber) è un parametro fondamentale di planarità per i nastri stretti utilizzati nelle operazioni di stampaggio ad alta velocità. I nastri tagliati standard possono presentare una curvatura laterale fino a 3 mm per metro di lunghezza, il che può causare problemi di guida del nastro negli stampi progressivi. I nastri tagliati di precisione dovrebbero avere una curvatura laterale inferiore a 1 mm per metro, mentre per le applicazioni più esigenti si specificano nastri livellati a tensione con una curvatura laterale inferiore a 0,3 mm per metro.
Standard dimensionali delle bobine
| Parametro | Bobina standard | Bobina di precisione | Specifiche personalizzate |
|---|---|---|---|
| Diametro interno (ID) | 300 – 600 mm (valori tipici) | 300, 400, 500 mm ±5 mm | Tolleranza specificata dal cliente: ±2 mm |
| Diametro esterno (OD) | Così come è stato realizzato | Tolleranza di ±10 mm | Tolleranza specificata dal cliente: ±5 mm |
| Peso della bobina | Variabile | Specificato dal cliente | ±5% del peso specificato |
| Oscillazione (striscia stretta) | Passo standard | Passo di precisione ±0,5 mm | Passo personalizzato |
| Interleave | Non standard | Disponibile intercalare in carta | Materiale specificato |
Come vengono prodotti i nastri in lega di nichel ad alte prestazioni secondo standard di precisione?
Il processo di produzione dei nastri di precisione in lega di nichel prevede diverse fasi controllate, ciascuna delle quali contribuisce alla qualità dimensionale e metallurgica del prodotto finale. Comprendere questo processo aiuta gli ingegneri a capire perché i nastri di precisione abbiano un costo più elevato e perché i tempi di consegna siano più lunghi rispetto a quelli dei prodotti piatti di uso comune.
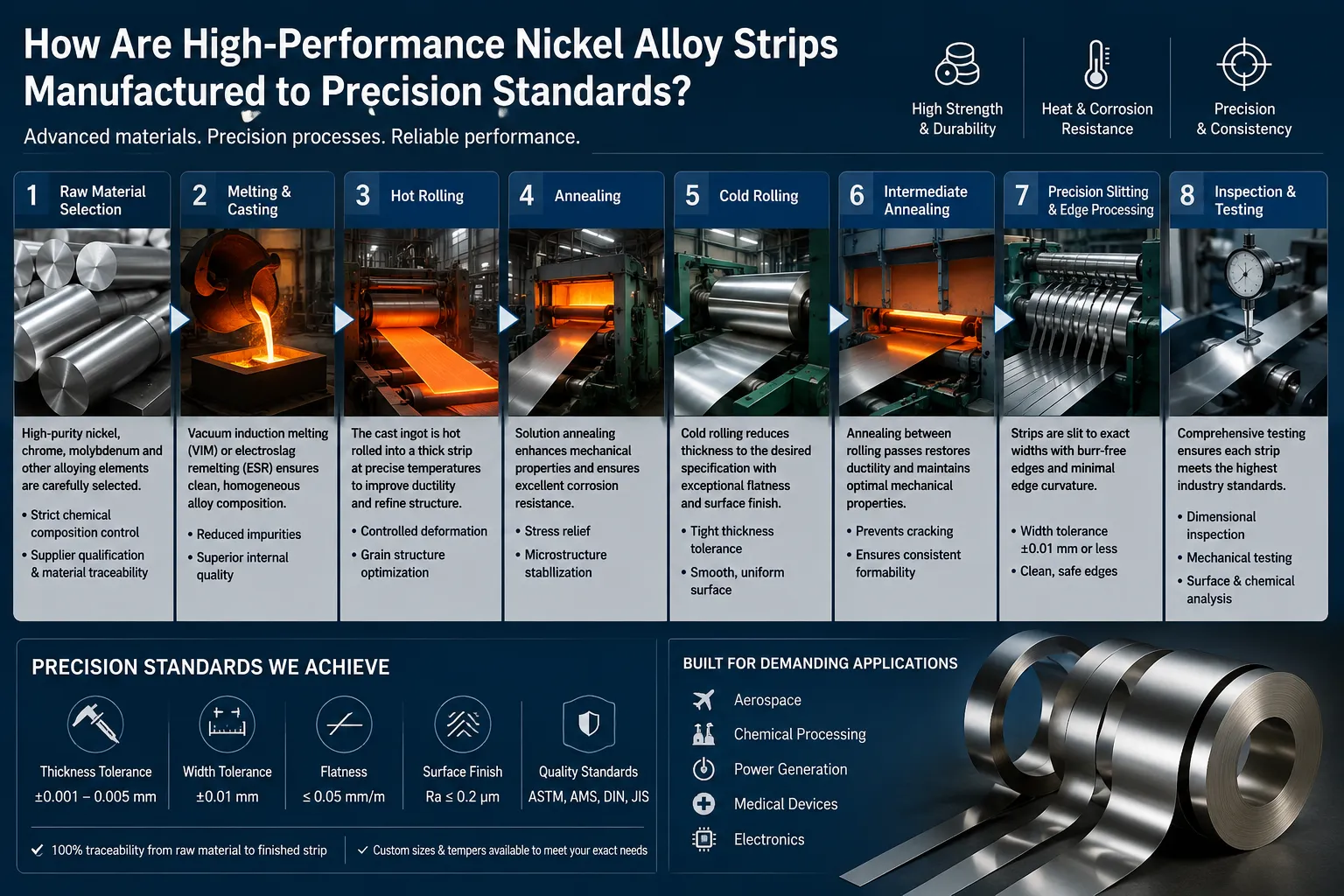
Processo di produzione passo dopo passo
Fase 1: Qualificazione delle materie prime
La produzione di nastri di precisione inizia con la selezione della materia prima già in fase di fusione. La fusione a induzione sotto vuoto (VIM), seguita dalla rifusione ad arco sotto vuoto (VAR) o dalla rifusione elettroslag (ESR), è lo standard per i gradi più esigenti (Inconel 718, Waspaloy, nichel 270 ad alta purezza). Questi processi di fusione secondaria eliminano la segregazione, riducono il contenuto di inclusioni e producono una struttura del lingotto più omogenea che risponde in modo coerente alla successiva laminazione a freddo.
Per i gradi elettronici e magnetici (Invar 36, Permalloy), il controllo della composizione chimica della fusione è particolarmente critico: variazioni anche minime, dell’ordine di 0,01%, negli elementi chiave (contenuto di nichel nel Permalloy, contenuto di ferro nell’Invar) possono far deviare le proprietà funzionali al di fuori delle specifiche.
Fase 2: Laminazione a caldo per ottenere uno spessore intermedio
Il lingotto o la bramma colata in continuo viene laminato a caldo a temperature elevate (in genere 1050 – 1200 °C a seconda della lega) fino a uno spessore intermedio di 3 – 8 mm. La laminazione a caldo definisce la struttura granulare ed elimina la microstruttura dendritica di colata. Dopo la laminazione a caldo, il nastro viene ricotto (ricottura in soluzione per la maggior parte dei gradi) e decarburato mediante decapaggio in una soluzione acida mista (in genere una miscela di acido nitrico e acido fluoridrico) per rimuovere la scaglia di ossido formatasi durante la laminazione a caldo.
Fase 3: Laminazione a freddo per ottenere uno spessore di precisione
La laminazione a freddo riduce lo spessore del nastro fino al valore desiderato attraverso più passaggi in laminatoi di precisione. I parametri di laminazione fondamentali per la produzione di nastri di precisione includono:
| Parametro di rotolamento | Effetto sulla qualità delle strisce | Metodo di controllo tipico |
|---|---|---|
| Distanza tra i rulli | Fattore determinante principale dello spessore | Controllo automatico idraulico del livello (AGC) |
| Forza di rotolamento | Influisce sull'uniformità dello spessore | Segnalazione della cella di carico all'AGC |
| Tensione del nastro | Influisce sulla diffusione della larghezza e sulla planarità | Regolatore di tensione |
| Velocità del rullo | Influisce sulla finitura superficiale e sull'efficacia della lubrificazione | Sistema di azionamento sincronizzato in velocità |
| Temperatura del rullo | Influisce sulla temperatura e sullo spessore della striscia | Controllo del raffreddamento ad acqua |
| Viscosità e fluidità del lubrificante | Finitura superficiale, usura degli utensili | Sistema di lubrificazione dosata |
Per la maggior parte delle leghe di nichel è necessario un ricottura intermedia tra una passata e l'altra di laminazione a freddo, poiché altrimenti il loro elevato tasso di incrudimento renderebbe impraticabile l'ulteriore laminazione e produrrebbe nastri con duttilità insufficiente. Il programma di ricottura (temperatura, tempo, atmosfera) deve essere controllato con attenzione per ricristallizzare la struttura incrudita a freddo senza provocare un'eccessiva crescita dei grani.
Fase 4: Ricottura finale e tempra
La ricottura finale determina le caratteristiche metallurgiche (dimensione dei grani, frazione ricristallizzata) e le proprietà meccaniche (durezza, limite di snervamento, allungamento) del nastro consegnato. Per i nastri di precisione, il forno di ricottura deve garantire:
- Uniformità della temperatura entro ±5 °C su tutta la larghezza della striscia e lungo la lunghezza della bobina.
- Atmosfera controllata (idrogeno, miscela di azoto e idrogeno o vuoto) per impedire l'ossidazione e mantenere pulita la superficie.
- Controllo preciso del tempo di permanenza a temperatura per ottenere una granulometria uniforme.
Per i nastri a tempra primaverile o a tempra forte, una riduzione a freddo finale controllata dopo l’ultimo trattamento di ricottura determina il grado di lavorazione a freddo, che si traduce direttamente in specifici intervalli di proprietà meccaniche.
Fase 5: Taglio in larghezza
Il taglio di precisione utilizza lame circolari temprate con gioco controllato (in genere pari a 5 – 10% dello spessore del nastro) per ottenere la larghezza finale. Le condizioni delle lame della taglierina, il loro allineamento e le impostazioni del gioco sono fondamentali per la qualità dei bordi e la tolleranza di larghezza. Per nastri molto stretti (inferiori a 10 mm), è necessaria un’attrezzatura specializzata per il taglio multiplo, in modo da mantenere il parallelismo su più tagli contemporaneamente.
Fase 6: Livellamento e raddrizzamento
La spianatura a tensione o a rulli, effettuata dopo il taglio longitudinale, elimina la curvatura del nastro (nella direzione di laminazione) e l’ondulazione dei bordi che possono formarsi durante la laminazione a freddo. Questa fase è fondamentale per i nastri destinati alla stampaggio di precisione, al taglio laser o all’incisione fotochimica, dove la planarità influisce direttamente sulla precisione dimensionale del pezzo finito.
Fase 7: Controllo finale e imballaggio
Le bobine di nastro di precisione vengono sottoposte a un’ispezione finale completa che comprende:
- Ispezione superficiale 100% (ottica automatizzata o visiva)
- Misurazione dello spessore in più punti lungo la larghezza e la lunghezza.
- Misurazione della larghezza e della curvatura
- Verifica delle proprietà meccaniche (durezza, proprietà di trazione su campioni prelevati da ciascuna estremità della bobina)
- Verifica della composizione chimica (certificazione sulla base del trattamento termico)
- Imballaggio secondo le specifiche del cliente (barriera contro l'umidità, essiccante, carta intercalare, protezioni per bobine)
Quali opzioni di finitura superficiale sono disponibili per i nastri e le bobine di nichel di precisione?
La finitura superficiale influisce non solo sull'aspetto del nastro di nichel, ma anche sulle sue prestazioni funzionali in numerose applicazioni: la resistenza alla corrosione, la saldabilità, l'aderenza, la riflettività, il coefficiente di attrito e la qualità delle successive operazioni di rivestimento o placcatura dipendono tutte dalle condizioni della superficie.
Designazioni standard delle finiture superficiali per nastri in lega di nichel
| Designazione della finitura | Ra (µm) | Descrizione | Applicazione tipica |
|---|---|---|---|
| 2B (laminato a freddo standard) | 0.1 - 0.5 | Luminoso, morbido, leggermente arrotolato con rotoli morbidi | Attrezzature alimentari per uso generico |
| 2D (laminato a freddo opaco) | 0.4 – 1.0 | Opaco, laminato con rulli sabbiati | Applicazioni di formatura, adesione della vernice |
| BA (ricotto brillante) | < 0,1 | A effetto specchio, ricotto in atmosfera di H₂ | Decorativo, ottico, farmaceutico |
| N. 4 (spazzolato) | 0.4 – 0.8 | Finitura spazzolata unidirezionale | Architetturale, per uso alimentare, medico |
| N. 6 (satinato) | 0.3 - 0.6 | Satinato opaco, finitura abrasiva fine | Dispositivi medici, strumenti |
| N. 7 (Riflettente) | 0.1 – 0.2 | Elevata riflettività, abrasivo a grana fine + lucidatura | Componenti decorativi e riflettenti |
| N. 8 (Specchio) | < 0,05 | Specchio a tutta superficie, elettrolucidato | Ottica, ottica di precisione, semiconduttori |
| Elettrolucidato | < 0,1 | Levigato elettrochimicamente | Farmaceutico, semiconduttori, medico |
| Laminato a freddo (durezza elevata) | 0.15 – 0.4 | A seconda della superficie finale del rullo | Molle, contatti, componenti elettronici |
Requisiti relativi alla pulizia delle superfici
Oltre alla rugosità, molte applicazioni ad alta tecnologia impongono requisiti specifici di pulizia superficiale, misurati in termini di contaminazione residua da idrocarburi (derivante dai lubrificanti da laminazione), spessore del film di ossido o contaminazione ionica.
Per le applicazioni nel settore dei semiconduttori e dell'elettronica, le strisce di nichel potrebbero richiedere:
- Contaminazione organica totale inferiore a 50 µg/cm².
- Contaminazione da cloruro inferiore a 5 µg/cm².
- Strato di ossido di spessore inferiore a 2 nm (verificato tramite spettroscopia XPS o spettroscopia Auger)
- Controllo della contaminazione da particolato (pulizia e confezionamento in condizioni di camera bianca)
Per le applicazioni relative ai dispositivi medici, la pulizia delle superfici deve essere conforme ai requisiti di biocompatibilità della norma ISO 10993, il che comporta in genere l’elettrolucidatura delle superfici seguita da passivazione e confezionamento in camera bianca.
Noi di MWalloys collaboriamo con i clienti per definire con precisione i requisiti relativi alla finitura superficiale, anziché accontentarci di descrizioni vaghe come "lucida" o "pulita". Il dialogo sulla finitura superficiale dovrebbe partire dalla funzione finale della superficie del nastro, non da un codice di finitura.
Quali sono le proprietà meccaniche e fisiche delle principali leghe per nastri di nichel?
Le proprietà meccaniche dei nastri in lega di nichel variano notevolmente a seconda del tipo di lega e dello stato di tempra. Le tabelle riportate di seguito presentano le proprietà rappresentative dei nastri di precisione nelle condizioni di tempra più comuni.
Proprietà meccaniche in condizioni di ricottura
| Lega | UTS (MPa) | Resistenza allo snervamento (MPa) | Allungamento (%) | Durezza (HV) |
|---|---|---|---|---|
| Nichel 200 | 380 – 480 | 100 – 200 | 35 - 45 | 100 – 150 |
| Monel 400 | 480 – 590 | 170 – 345 | 35 - 45 | 130 – 180 |
| Monel K500 (ricotto) | 690 – 830 | 310 – 415 | 25 - 35 | 180 – 230 |
| Inconel 600 | 550 - 690 | 240 – 380 | 30 - 40 | 150 – 200 |
| Inconel 625 | 830 – 1000 | 415 – 620 | 30 - 40 | 200 – 260 |
| Inconel 718 (ricotto in soluzione) | 1000 – 1100 | 550 - 700 | 25 - 35 | 280 – 330 |
| Hastelloy C276 | 690 – 790 | 310 – 380 | 40 – 50 | 190 – 230 |
| Hastelloy C22 | 690 – 760 | 290 – 360 | 45 - 55 | 185 – 220 |
| Hastelloy X | 690 – 790 | 310 – 380 | 35 - 45 | 195 – 235 |
| Invar 36 | 480 – 550 | 275 – 345 | 30 - 40 | 130 – 160 |
Proprietà meccaniche dopo la lavorazione a freddo / invecchiamento
| Lega | Condizione | UTS (MPa) | Resistenza allo snervamento (MPa) | Allungamento (%) | Durezza (HV) |
|---|---|---|---|---|---|
| Nichel 200 | Tempra dura (50% CR) | 690 – 760 | 620 – 700 | 2 – 5 | 230 – 270 |
| Monel 400 | Temperamento primaverile | 830 – 1000 | 760 – 930 | 3 – 8 | 250 – 310 |
| Monel K500 | Stagionato (480 °C/16 ore) | 1000 – 1140 | 690 - 860 | 20 – 28 | 300 – 360 |
| Inconel 718 | Stagionato (720 °C + 620 °C) | 1380 – 1450 | 1170 – 1240 | 12 - 18 | 390 – 440 |
| Inconel X-750 | Primavera HT | 1170 – 1300 | 860 – 1000 | 15 – 22 | 340 – 380 |
| Inconel 625 | Tempra dura (50% CR) | 1250 – 1380 | 1100 – 1250 | 5 - 10 | 350 – 400 |
Proprietà fisiche rilevanti per le applicazioni su nastri
| Proprietà | Nichel 200 | Monel 400 | Inconel 625 | Inconel 718 | Hastelloy C276 | Invar 36 |
|---|---|---|---|---|---|---|
| Densità (g/cm³) | 8.89 | 8.83 | 8.44 | 8.19 | 8.89 | 8.11 |
| Conducibilità termica (W/m·K a 20 °C) | 70.2 | 21.8 | 9.8 | 11.4 | 10.2 | 10.5 |
| Resistività elettrica (µΩ·m) | 0.095 | 0.547 | 1.29 | 1.25 | 1.30 | 0.820 |
| Espansione termica (µm/m·°C, 20-100 °C) | 13.3 | 13.9 | 12.8 | 13.0 | 11.2 | 1.6 |
| Modulo di elasticità (GPa) | 204 | 180 | 208 | 211 | 205 | 141 |
| Permeabilità magnetica | Ferromagnetico | Non magnetico | Non magnetico | Leggermente magnetico | Non magnetico | Non magnetico |
| Intervallo di fusione (°C) | 1435 – 1446 | 1300 – 1350 | 1290 – 1350 | 1260 – 1336 | 1325 – 1370 | 1425 – 1450 |
Il coefficiente di dilatazione termica estremamente basso dell’Invar 36 (1,6 µm/m·°C rispetto agli 11–13 µm/m·°C della maggior parte delle altre leghe di nichel) lo rende insostituibile negli strumenti di precisione e nei campioni di riferimento dimensionali, dove è necessario ridurre al minimo la distorsione termica. Questa proprietà è sensibile al grado di lavorazione a freddo e al trattamento termico; ciò significa che il nastro di Invar deve essere specificato con un ricottura finale controllata per garantire che il comportamento di espansione eccezionalmente bassa sia pienamente sviluppato nel materiale consegnato.
Quali settori industriali utilizzano nastri in lega di nichel su misura e quali applicazioni specifiche ne determinano la domanda?
L'ampia gamma di settori industriali che utilizzano nastri di lega di nichel di precisione riflette la versatilità della famiglia delle leghe di nichel. Ogni settore industriale presenta combinazioni specifiche di proprietà che determinano la scelta della lega e dello spessore.
Applicazioni aerospaziali e di difesa
Il settore aerospaziale rappresenta il mercato più vasto e tecnicamente più esigente per i nastri di precisione in lega di nichel:
| Applicazione | Lega preferita | Requisiti fondamentali relativi all'immobile | Specifiche critiche |
|---|---|---|---|
| Rivestimenti della camera di combustione | Hastelloy X, Inconel 625 | Resistenza all'ossidazione ad alta temperatura | AMS 5536, AMS 5596 |
| Soffietti dell'impianto di alimentazione | Inconel 625, 718 | Resistenza alla fatica, compatibilità con i carburanti | AMS 5596, AMS 5662 |
| Anelli di fissaggio delle pale delle turbine | Inconel 718, X-750 | Elevata resistenza alle alte temperature | AMS 5542, AMS 5598 |
| Materiale dei dispositivi di fissaggio per aeromobili | Inconel 718 | Elevata resistenza alla trazione, resistenza alla corrosione | AMS 5662 |
| Guarnizioni di scarico e guarnizioni | Inconel 600, 625 | Sigillatura ad alta temperatura | AMS 5540, AMS 5596 |
| Componenti del sistema di alimentazione criogenico | Inconel 625 | Tenacità a bassa temperatura | AMS 5596 |
| Strisce per la gestione termica | Invar 36 | Stabilità dimensionale in funzione della temperatura | AMS 1599 |
L'esigenza del settore aerospaziale di garantire la completa tracciabilità dal fuso al componente finito, unita ai requisiti relativi all'ispezione del primo articolo e alle prove di qualificazione, fa sì che i nastri di precisione per uso aerospaziale siano accompagnati dal pacchetto di documentazione più completo rispetto a qualsiasi altro prodotto simile.
Applicazioni nel settore dei dispositivi medici e farmaceutico
| Applicazione | Lega preferita | Motivo della selezione |
|---|---|---|
| Molle per strumenti chirurgici | Inconel 718, Elgiloy | Elevata resistenza, compatibilità con la sterilizzazione |
| Componenti dei dispositivi impiantabili | MP35N, Inconel 625 | Biocompatibilità, resistenza alla fatica |
| Striscia per filo guida cardiaco | Nichel-titanio (Nitinol) | Comportamento superelastico |
| Componenti interni dei reattori farmaceutici | Hastelloy C22, C276 | Ampia resistenza chimica |
| Striscia di strumenti ortopedici | 17-7PH, Inconel 718 | Elevata resistenza meccanica, resistenza alla corrosione |
| Molle per dispositivi di somministrazione di farmaci | Inconel 718, 17-4PH | Precisione dell'elasticità, biocompatibilità |
Le applicazioni nel settore dei dispositivi medici richiedono una valutazione della biocompatibilità secondo la norma ISO 10993, la completa tracciabilità dei materiali e, spesso, la verifica dimensionale su ogni singolo pezzo anziché un campionamento statistico. La finitura superficiale elettrolucidata è quasi universalmente utilizzata nei componenti impiantabili per ridurre al minimo la superficie che potrebbe ospitare batteri e per diminuire il rischio di insorgenza di corrosione localizzata.
Applicazioni nel settore dell'elettronica e dei semiconduttori
| Applicazione | Lega preferita | Proprietà critica |
|---|---|---|
| Linguetta della batteria e striscia di connettori | Nichel 200, Nichel 201 | Conduttività elettrica, saldabilità |
| Striscia termocoppia (tipo K) | Leghe di Chromel/Alumel | Forza elettromotrice termoelettrica precisa |
| Sigillatura vetro-metallo | Kovar (Fe-Ni-Co), lega 42 | Espansione termica coordinata |
| Striscia di resistori di precisione | Costantano, nicromo | Resistività costante in funzione della temperatura |
| Schermatura magnetica | Permalloy 80, Mu-metal | Elevata permeabilità magnetica |
| Materiale del telaio conduttore | Lega 42, Kovar | Bassa dilatazione, compatibilità con la placcatura |
| Contenitori schermati contro le radiofrequenze | Nichel 200 | Schermatura magnetica + conduttività |
| Confezionamento dei semiconduttori | Kovar | Ermeticità, corrispondenza di espansione |
L'evoluzione del settore elettronico verso dispositivi sempre più compatti e potenti spinge costantemente verso la necessità di nastri più sottili con tolleranze più strette. In MWalloys stiamo assistendo a una crescente domanda di nastri in Kovar e Lega 42 con spessori inferiori a 0,1 mm e tolleranze di ±0,003 mm, trainata dalla miniaturizzazione dei contenitori elettronici ermetici.
Applicazioni nei settori petrolifero, del gas e della lavorazione chimica
| Applicazione | Nastro in lega preferita | Condizione di servizio |
|---|---|---|
| Soffietti di espansione | Inconel 625, Hastelloy C276 | Alta pressione, fluidi corrosivi |
| Rivestimento interno del tubo flessibile | Inconel 625, 316L | Trasporto di fluidi corrosivi |
| Materiale delle guarnizioni e dei sigilli | Inconel 625, C276 | Alta pressione, temperatura, sostanze chimiche |
| Materiale delle alette dello scambiatore di calore | Monel 400, Inconel 600 | Acqua di mare, processo chimico |
| Componenti degli ugelli a spruzzo | Hastelloy C22, C276 | FGD, nebbia acida |
| Membrane per strumentazione | Inconel 625, Hastelloy C276 | Rilevamento della pressione in ambienti corrosivi |
Applicazioni nel settore dell'energia e della produzione di energia elettrica
| Applicazione | Lega preferita | Requisiti prestazionali |
|---|---|---|
| Distanziatori per elementi combustibili nucleari | Inconel 718, Zircaloy | Resistenza alle radiazioni, stabilità dimensionale |
| Striscia di tubi per generatore di vapore | Inconel 690, 800 | Resistenza SCC, trasferimento di calore |
| Tubi di protezione per termocoppie | Inconel 600 | Stabilità alle alte temperature |
| Striscia di interconnessione per celle a combustibile | Inconel 600, 601 | Resistenza all'ossidazione, conduttività |
| Componenti delle celle a combustibile a ossidi solidi | APU Crofer 22 | Espansione coordinata, resistenza all'ossidazione |
| Componenti per l'accumulo di energia in batterie | Nichel 200, 201 | Conduttività, saldabilità |
Come si specificano e si ordinano correttamente nastri personalizzati in lega di nichel di precisione?
Una specifica completa e inequivocabile previene la causa più comune di problemi di approvvigionamento: la ricezione di materiale che, pur rientrando tecnicamente nelle specifiche indicate, non offre le prestazioni richieste nell’applicazione prevista. Noi di MWalloys abbiamo sviluppato un quadro di riferimento standard per le specifiche, basato su anni di esperienza nella risoluzione di problemi relativi alle specifiche insieme ai nostri clienti.
Lista di controllo completa delle specifiche per strisce di nichel personalizzate
1. Identificazione delle leghe
- Designazione AISI/UNS (ad es., UNS N06625)
- Denominazione commerciale, se applicabile (ad es., Inconel 625)
- Norma applicabile relativa al materiale (ad es., ASTM B443, AMS 5596)
- Eventuali requisiti compositivi particolari che vadano oltre gli standard
2. Forma e dimensioni del prodotto
- Spessore: valore nominale + tolleranza (ad es., 0,250 mm ±0,005 mm)
- Larghezza: valore nominale + tolleranza (ad es., 25,00 mm ±0,05 mm)
- Lunghezza o formato in bobina: tagliato a misura con tolleranza di lunghezza, oppure in bobina con specifiche relative a diametro interno, diametro esterno e peso
- Diametro interno della bobina, se applicabile
- Peso massimo della bobina, se applicabile
3. Condizione metallurgica (tempera)
- Ricotto (morbido, completamente ricristallizzato)
- Designazione della tempra per lavorazione a freddo (¼ duro, ½ duro, ¾ duro, duro, per molle)
- Percentuale di lavorazione a freddo, se specificata
- Stato di tempra per invecchiamento, se applicabile (specificare il trattamento di invecchiamento)
4. Proprietà meccaniche richieste
- Specificare gli intervalli richiesti, non solo i valori minimi (ad esempio, "Durezza 250 – 300 HV" anziché "Durezza minima 250 HV")
- Intervallo di resistenza alla trazione
- Intervallo di snervamento
- Allungamento minimo
- Eventuali requisiti relativi alla fatica o agli urti
5. Finitura superficiale
- Valore Ra o designazione standard (2B, BA, elettrolucidato, ecc.)
- Criteri di accettabilità dei difetti superficiali
- Requisiti di pulizia (se applicabili)
6. Condizione al bordo
- Bordo tagliato (con o senza sbavatura)
- Bordo arrotondato (laminato o rettificato)
- Altezza della bava ammissibile
7. Requisiti di certificazione
- Tipo di certificato EN 10204 (2.1, 2.2, 3.1 o 3.2)
- Prove specifiche richieste nel certificato (analisi chimica completa, proprietà meccaniche, durezza)
- Requisiti relativi alle ispezioni effettuate da terzi
8. Requisiti particolari
- PMI (identificazione positiva del materiale) su ogni bobina
- Prove idrostatiche (non tipiche per le lamiere, ma talvolta richieste)
- Requisiti di imballaggio
- Requisiti relativi al paese di origine
- Dichiarazione di conformità REACH / RoHS
Errori comuni nelle specifiche da evitare
| Errore | Conseguenza | L'approccio corretto |
|---|---|---|
| Specificare solo la durezza minima | Ricezione di materiale troppo duro che si rompe durante la formatura | Specificare l'intervallo di durezza (minimo e massimo) |
| Utilizzo di denominazioni commerciali prive di numero UNS | Possibile sostituzione con una lega non equivalente | Inserire sempre il numero UNS |
| Non specificare lo stato di tempra | Ricezione di materiale ricotto quando è richiesta la tempra per molle | Designazione della tempra specifica per ogni Stato |
| Omissione dei requisiti relativi alla finitura superficiale | Superficie tal quale, non idonea all'applicazione | Specificare il valore Ra e il tipo di finitura |
| Non è stato specificato l'ID della bobina | Bobine di ricezione incompatibili con la vostra attrezzatura di svolgimento | Specificare sempre i requisiti relativi all'ID della bobina |
| Richiesta di tolleranze più strette di quelle realizzabili | Lunghi ritardi e aumento dei prezzi | Prima di specificare tolleranze estremamente strette, consultare il fornitore |
Quali standard di qualità e certificazioni si applicano alle bobine di lega di nichel di precisione?
I requisiti di qualità della documentazione relativi ai nastri di nichel di precisione variano notevolmente a seconda del settore di destinazione. I requisiti più rigorosi riguardano le applicazioni nei settori aerospaziale, nucleare e dei dispositivi medici.
Norme sui materiali applicabili per lega
| Lega | Standard ASTM | Standard AMS | Norma EN | Altro |
|---|---|---|---|---|
| Nichel 200/201 | B162 (lamiera), B160 (barra) | AMS 2315 | NW2200/NW2201 | - |
| Monel 400 | B127 (foglio/lamiera) | AMS 4544 | NW4400 | - |
| Monel K500 | B865 (barra/piastra) | AMS 4676 | - | - |
| Inconel 600 | B168 (foglio/lamiera) | AMS 5540 | NC15Fe | - |
| Inconel 625 | B443 (foglio/lamiera) | AMS 5596 | NW6625 | API 5LD, NACE |
| Inconel 718 | B670 (foglio/lamiera) | AMS 5596, AMS 5662 | NW7718 | - |
| Hastelloy C276 | B575 (foglio/lamiera) | - | NW0276 | NACE MR0175 |
| Hastelloy C22 | B575 (foglio/lamiera) | - | NW0022 | NACE MR0175 |
| Invar 36 | - | AMS 1599 | K93600 | ASTM F1684 |
| Kovar | - | ASTM F15 | - | MIL-I-23011 |
Livelli di certificazione e loro significato
| Tipo di certificato | Designazione secondo la norma EN 10204 | Contenuto | Firmatario |
|---|---|---|---|
| Rapporto di prova | Tipo 2.1 | Dichiarazione di conformità a titolo informativo | Produttore |
| Rapporto di collaudo dei lavori | Tipo 2.2 | Risultati dei test derivanti da un’ispezione non specifica | Produttore |
| Certificato di ispezione (specifico) | Tipo 3.1 | Risultati delle prove relativi al calore specifico/lotto | Controllo qualità del produttore |
| Certificato di ispezione (indipendente) | Tipo 3.2 | Risultati dei test verificati da un ispettore indipendente | Ispettore indipendente |
| Certificazioni aggiuntive | Vari | Rapporti PMI, risultati NDE, dichiarazioni di conformità | Come specificato |
Per le applicazioni aerospaziali, le norme AMS richiedono in genere almeno un certificato 3.1, mentre molte specifiche dei committenti principali prevedono la certificazione 3.2. Le applicazioni nucleari possono richiedere fornitori qualificati secondo la norma NCA-3800, con ulteriori requisiti di documentazione previsti dalla Sezione III dell’ASME.
In che modo la capacità di lavorazione su misura di MWalloys si differenzia dalla fornitura standard di nastri laminati?
I nastri standard in lega di nichel provenienti da un laminatoio vengono prodotti con la più ampia gamma di proprietà e dimensioni commercialmente accettabili. MWalloys apporta valore aggiunto attraverso lavorazioni di precisione che trasformano il prodotto standard del laminatoio in nastri di precisione su misura per il cliente, oppure gestendo la produzione diretta presso il laminatoio di prodotti realmente personalizzati per esigenze di volumi più elevati.
Servizi di lavorazione a valore aggiunto di MWalloys
| Servizio | Capacità | Vantaggi per il cliente |
|---|---|---|
| Taglio di precisione | Tolleranza di larghezza ±0,05 mm, larghezze a partire da 3 mm | Larghezza esatta per gli utensili di stampaggio, senza sprechi di materiale |
| Livellamento di precisione | Planarità fino a 0,3 mm/m di curvatura | Alimentazione costante nelle apparecchiature automatizzate |
| Taglio a misura | Tolleranza di lunghezza ±0,5 mm, lunghezze fino a 6000 mm | Elimina la fase di taglio da parte del cliente |
| Arrotondamento degli spigoli | Raggio 0,05 – 0,5 mm | Sicurezza nella manipolazione, previene la formazione di bave |
| Ispezione della superficie | Ispezione ottica automatizzata 100% | Rilevamento dei difetti prima della consegna |
| Avvolgimento personalizzato | Qualsiasi valore specificato per ID/OD/peso | Compatibilità diretta con le apparecchiature del cliente |
| Avvolgimento oscillante | Bobine a striscia stretta e di grande lunghezza | Ottimizza la lunghezza della serie continua |
| Elettrolucidatura | Ra < 0,1 µm | Applicazioni nel settore farmaceutico, medico e dei semiconduttori |
| Passivazione | Conforme alla norma ASTM A967 | Maggiore resistenza alla corrosione |
| Test PMI | Analisi XRF su ogni bobina | Verifica positiva del materiale prima della spedizione |
| Imballaggi personalizzati | Barriera contro l'umidità, essiccante, etichettatura personalizzata | Protezione per lo stoccaggio prolungato o il trasporto |
Investiamo in modo significativo nella capacità di livellamento a tensione, poiché il nastro piano rappresenta il servizio a valore aggiunto più richiesto dai clienti nel settore dello stampaggio di precisione. Un nastro con una tolleranza di spessore perfetta ma una planarità inadeguata causerà tanti problemi di produzione quanti ne causerebbe uno con uno scarso controllo dello spessore.
Domande frequenti: Nastri personalizzati in lega di nichel e bobine di precisione
1: Qual è lo spessore minimo disponibile per i nastri di precisione in lega di nichel?
Lo spessore minimo producibile a livello commerciale per i nastri di precisione in lega di nichel è di circa 0,010 mm (10 micron) per i tipi di nichel puro, mentre la maggior parte delle leghe strutturali, come l’Inconel 625, è praticamente limitata a uno spessore compreso tra circa 0,025 e 0,050 mm con tolleranze di precisione. Il nichel puro (Nickel 200) e le leghe morbide come il Monel 400 possono essere laminati fino a spessori da lamina, poiché i loro bassi tassi di incrudimento consentono una maggiore riduzione per passata senza che si verifichino fessurazioni ai bordi. Le leghe a maggiore resistenza come l’Inconel 718 e l’Hastelloy C276 subiscono un incrudimento più rapido, rendendo progressivamente più difficile e costoso produrre spessori molto sottili con proprietà uniformi su tutta la larghezza del nastro. Per spessori inferiori a 0,025 mm, il mantenimento della tolleranza di spessore entro ±0,002 mm richiede laminatoi dedicati per lamine con telai estremamente rigidi e misurazione a raggi X in linea. Per le applicazioni che richiedono lamine in lega di nichel di spessore inferiore a 0,025 mm, i tempi di consegna sono in genere da 12 a 20 settimane e si applicano quantità minime d’ordine. Contattate il team tecnico di MWalloys per discutere le vostre specifiche esigenze di spessore prima di redigere un capitolato.
2: È possibile fornire nastri in lega di nichel in stato di invecchiamento, e quali sono i limiti?
Sì, i nastri in lega di nichel possono essere forniti allo stato indurito per invecchiamento per gradi quali Inconel 718, Monel K500 e Inconel X-750, ma la formabilità risulta notevolmente ridotta rispetto allo stato ricotto in soluzione, rendendo la formatura post-invecchiamento poco praticabile per la maggior parte delle geometrie. La prassi standard del settore per le leghe induribili per invecchiamento consiste nel fornire nastri allo stato ricotto in soluzione (o talvolta parzialmente lavorati a freddo), eseguire tutte le operazioni di formatura in questo stato più morbido e quindi sottoporre i componenti formati a invecchiamento in forno. Questa sequenza massimizza la formabilità durante la produzione, garantendo al contempo la piena resistenza del pezzo finito. La fornitura di nastri già sottoposti a invecchiamento è praticabile solo per applicazioni che prevedono semplici operazioni di piegatura con raggi ampi, tranciatura (taglio senza formatura) o applicazioni in cui il nastro viene utilizzato tal quale dopo la tranciatura, senza ulteriori deformazioni. Il trattamento di invecchiamento per l’Inconel 718 (720 °C per 8 ore, raffreddamento in forno fino a 620 °C, mantenimento per 8 ore, raffreddamento all’aria) può essere eseguito in un forno discontinuo o in un forno continuo dopo la lavorazione. MWalloys è in grado di fornire il materiale in qualsiasi condizione specificata e di offrire consigli sulla sequenza di lavorazione ottimale per la vostra applicazione.
3: In che modo la tempra a freddo influisce sulla resistenza alla corrosione dei nastri in lega di nichel?
La lavorazione a freddo non riduce in modo significativo la resistenza alla corrosione globale della maggior parte delle leghe di nichel, ma può aumentare la suscettibilità alla corrosione sotto sforzo in ambienti specifici; inoltre, una lavorazione a freddo intensa su gradi soggetti a sensibilizzazione può aumentare leggermente il rischio di attacco intergranulare. L'integrità del film passivo delle leghe di nichel dipende principalmente dalla composizione chimica, non dal grado di lavorazione a freddo. Il nastro in Hastelloy C276 allo stato di tempra dura mantiene sostanzialmente la stessa resistenza alla corrosione generale e alla corrosione puntiforme che presenta allo stato ricotto. Tuttavia, le elevate tensioni residue presenti nei nastri sottoposti a forte lavorazione a freddo possono favorire la corrosione sotto sforzo in ambienti che non avrebbero alcun effetto sul materiale ricotto privo di tensioni. Per questo motivo, le applicazioni che combinano nastri a tempra dura con ambienti corrosivi aggressivi dovrebbero essere valutate con attenzione; potrebbe essere necessario un ricottura di distensione al di sotto della temperatura di ricristallizzazione per ridurre le tensioni residue senza ammorbidire completamente il materiale. Per le applicazioni CRA più aggressive (acidi concentrati, ambienti ad alto contenuto di cloruri), i nastri ricotti sono generalmente preferiti rispetto a quelli a tempra dura per ridurre al minimo tutti i potenziali meccanismi di inizio della corrosione.
4: Qual è la differenza tra l'avvolgimento oscillante e l'avvolgimento a "pancake" per nastri di precisione di larghezza ridotta?
L'avvolgimento oscillante (detto anche avvolgimento trasversale) avvolge una striscia stretta su una bobina con un movimento alternato che sposta la striscia lateralmente ad ogni giro, creando una bobina di sezione trasversale uniforme con una lunghezza della striscia per bobina molto maggiore rispetto a quella ottenibile con l'avvolgimento a disco. L’avvolgimento “pancake” avvolge il nastro su un unico piano, producendo una bobina piatta la cui lunghezza è limitata dal diametro esterno massimo consentito. Per nastri stretti (di larghezza inferiore a circa 50 mm), le bobine “pancake” diventano molto pesanti e difficili da maneggiare ai limiti pratici del diametro esterno, e la lunghezza del nastro per bobina risulta relativamente breve. L’avvolgimento oscillante risolve questo problema impilando il nastro secondo uno schema elicoidale controllato, consentendo lunghezze continue molto estese (fino a diverse migliaia di metri di nastro sottile) su un’unica bobina di dimensioni gestibili. Il requisito fondamentale affinché l’avvolgimento oscillante funzioni correttamente è un controllo preciso della tensione e una larghezza costante del nastro: qualsiasi variazione di larghezza o fluttuazione della tensione causa un avvolgimento irregolare che porta al telescopaggio (ovvero lo spostamento assiale degli strati) quando la bobina viene srotolata a velocità elevata. Per un avvolgimento oscillante di successo è essenziale utilizzare nastri tagliati con precisione e con tolleranze di larghezza ristrette. MWalloys offre entrambi i formati di bobina in larghezze a partire da 3 mm.
5: Quali certificazioni sono richieste per i nastri in lega di nichel utilizzati nelle applicazioni aerospaziali?
I nastri in lega di nichel per il settore aerospaziale devono essere conformi alla norma sui materiali AMS (Aerospace Material Specification) applicabile, essere forniti con un certificato EN 10204 di tipo 3.1 o 3.2 e possono inoltre richiedere rapporti di ispezione del primo articolo, lavorazioni approvate NADCAP e documentazione di qualificazione specifica del committente principale. Le norme AMS pubblicate da SAE International disciplinano la composizione chimica, le proprietà meccaniche, la granulometria e i requisiti di prova per i nastri in lega di nichel per uso aerospaziale. Ad esempio, i nastri in Inconel 625 destinati all’uso aerospaziale sono tipicamente specificati secondo la norma AMS 5596, che richiede requisiti minimi specifici in termini di proprietà meccaniche, limiti di granulometria e criteri di qualità superficiale superiori a quelli previsti dalla specifica commerciale ASTM B443. L'accreditamento NADCAP (National Aerospace and Defense Contractors Accreditation Program) dei processi di trattamento termico e di prove non distruttive è richiesto dalla maggior parte dei principali appaltatori aerospaziali. L'ispezione del primo articolo (FAI) secondo la norma AS9102 è richiesta quando viene introdotto un nuovo codice articolo o un nuovo fornitore. MWalloys dispone di un’infrastruttura documentale a supporto dei requisiti della catena di fornitura aerospaziale ed è in grado di fornire consulenza sui pacchetti di documentazione specifici richiesti dal vostro appaltatore principale.
6: Come viene misurata e controllata la planarità nella produzione di nastri di nichel di precisione?
La planarità del nastro è quantificata in unità I (derivate dalla deformazione differenziale lungo la larghezza del nastro); i nastri sottoposti a livellamento di precisione raggiungono valori inferiori a 5 unità I, rispetto alle 20-50 unità I dei nastri laminati a freddo standard: la misurazione viene effettuata utilizzando un rullo shapemeter integrato nella linea di livellamento a tensione. La misurazione della planarità in unità I rileva sia le ondulazioni ai bordi (dove i bordi del nastro sono più lunghi rispetto al centro, causando bordi ondulati) sia le deformazioni centrali (dove il centro è più lungo rispetto ai bordi, causando deformazioni centrali). Il rullo dello shapemeter misura la tensione differenziale lungo la larghezza del nastro utilizzando estensimetri incorporati nel corpo del rullo, convertendo il profilo di tensione in una mappa di planarità in I-unit. Il livellamento a tensione corregge questi difetti di planarità applicando un allungamento controllato attraverso una serie di rulli di piccolo diametro sottoposti a alta tensione, allungando plasticamente le zone più corte per adeguarle a quelle più lunghe. Per le applicazioni di stampaggio di precisione, l’obiettivo è in genere inferiore a 5 unità I con una curvatura inferiore a 1 mm per metro. Per il taglio laser e l’incisione fotochimica, è vantaggiosa una planarità ancora più rigorosa: valori inferiori a 3 unità I e una curvatura inferiore a 0,5 mm per metro eliminano la maggior parte dei problemi di qualità legati alla messa a fuoco. Verifichiamo la planarità su ogni bobina livellata con precisione prima della consegna.
7: È possibile saldare nastri in lega di nichel? Qual è il metodo di saldatura consigliato per i materiali di spessore ridotto?
Sì, i nastri in lega di nichel possono essere saldati; la saldatura laser è il metodo preferito per i materiali di spessore ridotto che richiedono precisione, poiché riduce al minimo l'apporto di calore, limita la deformazione e garantisce il massimo controllo sulla larghezza della zona di saldatura e sulle dimensioni della zona termicamente alterata. La saldatura a resistenza (a punti e a cordone) è ampiamente utilizzata per le strisce di nichel nelle applicazioni relative alle linguette delle batterie e ai contatti elettrici, dove le saldature a punti garantiscono un’adeguata resistenza del giunto senza richiedere l’uso di metallo d’apporto. Per i giunti strutturali in nastri sottili (inferiori a 1,5 mm), la saldatura laser, con o senza metallo d’apporto, offre la migliore combinazione di bassa distorsione, zona termicamente alterata (HAZ) ridotta e penetrazione uniforme. La saldatura TIG è indicata per nastri di spessore superiore a circa 0,5 mm, dove l’apporto di calore può essere controllato adeguatamente, ma produce cordoni di saldatura più larghi e una zona termicamente alterata (HAZ) più estesa rispetto alla saldatura laser. Per tutte le saldature di leghe di nichel, la pulizia è fondamentale: la presenza di olio, grasso, composti contenenti zolfo e contaminanti metallici a basso punto di fusione (zinco, piombo, rame) sulla superficie del nastro può causare la formazione di cricche nella saldatura. Per i giunti critici si raccomanda l’elettrolucidatura o la pulizia con solventi immediatamente prima della saldatura. Il metallo d’apporto deve corrispondere alla designazione UNS del metallo di base per mantenere la resistenza alla corrosione nella zona di saldatura.
8: Qual è il tempo di consegna per gli ordini di nastri personalizzati in lega di nichel di precisione?
I tempi di consegna per i nastri in lega di nichel di precisione su misura variano da 2 a 4 settimane per i gradi standard lavorati a partire dalle bobine disponibili a magazzino di MWalloys, fino a 12-20 settimane per la produzione su misura in stabilimento di leghe non standard o dimensioni che richiedono cicli di produzione dedicati. La ripartizione dei tempi di consegna per un tipico ordine personalizzato comprende: approvvigionamento delle materie prime (da 0 a 6 settimane a seconda della disponibilità a magazzino della lega), laminazione a freddo fino allo spessore richiesto (da 1 a 3 settimane a seconda del numero di passaggi di laminazione e delle ricotture intermedie necessarie), ricottura finale e finitura (da 1 a 2 settimane), taglio longitudinale e spianatura (1 settimana), ispezione e certificazione (1 settimana), nonché imballaggio e logistica (da 0,5 a 1 settimana). Per i materiali aerospaziali certificati AMS, è necessario prevedere tempi aggiuntivi per la preparazione della documentazione di certificazione e per eventuali prove di verifica da parte di terzi. Raccomandiamo vivamente di contattare MWalloys durante la fase di progettazione di qualsiasi progetto che preveda l’utilizzo di nastri di nichel di precisione, piuttosto che al momento dell’emissione dell’ordine di acquisto, al fine di evitare una compressione dei tempi che potrebbe costringere a scendere a compromessi sulle specifiche o sulla qualità.
9: Come vanno conservati i nastri in lega di nichel di precisione per evitare la contaminazione superficiale o la corrosione?
I nastri in lega di nichel di precisione devono essere conservati in un ambiente a temperatura controllata (15 – 25 °C), lontano da materiali contenenti alogeni, nella loro confezione originale sigillata fino al momento dell'uso; le estremità delle bobine tagliate devono essere immediatamente risigillate per impedire l'ingresso di umidità e la contaminazione. Sebbene le leghe di nichel siano di gran lunga più resistenti alla corrosione rispetto all’acciaio al carbonio, le loro superfici di precisione possono essere compromesse da contaminazioni che incidono sulle fasi di lavorazione successive. I residui di lubrificante da laminazione, gli oli delle impronte digitali e la contaminazione da cloruri derivante dall’esposizione ambientale possono causare problemi nelle operazioni successive, tra cui la saldatura (porosità, fessurazioni), la placcatura (mancata adesione) e le applicazioni mediche/farmaceutiche (problemi di biocompatibilità). L'Invar 36 e il Kovar, che contengono una quantità significativa di ferro, sono più soggetti alla ruggine atmosferica rispetto alle leghe con un contenuto di nichel più elevato e devono essere conservati con controllo dell’umidità (sacchetti essiccanti) all’interno di imballaggi sigillati. I nastri elettrolucidati destinati ad applicazioni farmaceutiche o nel settore dei semiconduttori devono essere maneggiati esclusivamente con guanti in nitrile puliti e conservati in imballaggi compatibili con le camere bianche fino al momento dell’installazione. MWalloys confeziona tutte le bobine di nastri di precisione con pellicola barriera contro l’umidità, fogli di carta intercalari interni ove specificato e imballaggio esterno sigillato con essiccante per applicazioni di stoccaggio a lungo termine.
10: Qual è la quantità minima ordinabile per i nastri personalizzati in lega di nichel di precisione?
Le quantità minime d'ordine per i nastri personalizzati in lega di nichel di precisione variano in genere da 10 kg per i gradi standard lavorati a partire dalle scorte di magazzino di MWalloys, a 100–500 kg per i gradi speciali o le dimensioni che richiedono cicli di produzione dedicati in laminatoio, con un prezzo al chilogrammo che diminuisce in modo significativo all'aumentare delle quantità. L'aspetto economico della produzione di nastri di precisione è fortemente influenzato dai costi di avviamento: il cambio dei rulli, la regolazione delle utensili della taglierina, la preparazione della documentazione di certificazione e il controllo qualità presentano componenti fissi che vengono ripartiti sul quantitativo dell'ordine. Ciò significa che gli ordini di piccole quantità di nastri in leghe speciali comportano costi unitari sproporzionatamente elevati. Ai fini dello sviluppo e della qualificazione, MWalloys è spesso in grado di fornire piccole quantità attingendo dalle scorte esistenti di bobine di produzione, il che consente di evitare i vincoli relativi alla quantità minima, ma può richiedere l’accettazione delle dimensioni disponibili anziché di specifiche personalizzate. Per l’approvvigionamento di produzione, raccomandiamo di analizzare il consumo annuale e di effettuare ordini quadro programmati per migliorare l’economia e garantire la continuità dell’approvvigionamento. Contattate il nostro team tecnico-commerciale per una discussione dettagliata sui prezzi relativa alla vostra lega specifica, alle dimensioni e al volume annuo richiesto.
Conclusione: definire fin dall'inizio le specifiche corrette per le strisce di nichel personalizzate
Le strisce in lega di nichel ad alte prestazioni realizzate su misura e le bobine di precisione rappresentano una delle categorie di prodotti metallici piatti tecnicamente più complesse. La combinazione di leghe con composizione chimica particolare, tolleranze dimensionali estremamente strette, finitura superficiale controllata e rigorosi requisiti di certificazione fa sì che definire correttamente le specifiche fin dall’inizio consenta di risparmiare tempo e costi significativi rispetto alla scoperta di incompatibilità dopo la produzione del materiale.
I punti chiave che ogni ingegnere e ogni professionista degli acquisti dovrebbe trarre da questa analisi:
- Abbina la famiglia di leghe ai requisiti funzionali (resistenza alla corrosione, resistenza termica, proprietà magnetiche, dilatazione termica) prima di occuparti dei dettagli dimensionali.
- Specificare le proprietà meccaniche come intervalli, non solo come valori minimi, per evitare di ricevere materiale troppo duro da lavorare o troppo morbido per funzionare correttamente.
- Definire la finitura superficiale in termini di valori Ra e requisiti funzionali, non solo con descrizioni visive.
- Comprendete la differenza tra le tolleranze standard di lavorazione e le capacità dei calibri di precisione: specificate solo ciò di cui la vostra applicazione ha realmente bisogno per evitare costi superflui.
- Prevedere tempi di consegna realistici, soprattutto per i gradi speciali o le specifiche completamente personalizzate.
- Collaborate con il vostro fornitore durante la fase di progettazione, non solo in quella di approvvigionamento.
Sei pronto a ordinare nastri e bobine di precisione in lega di nichel su misura?
MWalloys produce e fornisce nastri personalizzati in leghe di nichel ad alte prestazioni e bobine di precisione in tutta la gamma delle famiglie di leghe di nichel disponibili in commercio. Le nostre capacità di lavorazione coprono spessori che vanno dalla lamina da 0,01 mm al nastro pesante da 5 mm, larghezze da 3 mm a 600 mm e praticamente qualsiasi condizione di tempra, finitura superficiale o requisito di certificazione specificato.
Il nostro team tecnico offre:
- Consulenza sulla scelta della lega in base alle esigenze della vostra applicazione.
- Revisione e ottimizzazione delle specifiche prima dell'invio dell'ordine.
- Quantità di prototipi per la qualificazione del progetto.
- Pianificazione della produzione con programmi di ordini quadro.
- Certificazione completa secondo la norma EN 10204, tipi 3.1 e 3.2.
- Alimentazione conforme alle norme AMS per applicazioni aerospaziali.
- Preventivi in giornata per i gradi standard disponibili a magazzino.
Contattate MWalloys oggi stesso per discutere delle vostre esigenze relative ai nastri in lega di nichel su misura. Inviateci le vostre specifiche tecniche tramite il modulo di richiesta presente sul nostro sito web, oppure contattate direttamente il nostro team tecnico specializzato in nastri per ricevere in giornata un riscontro sulle possibilità dimensionali e sui tempi di consegna.
Fonti verificate e autorevoli
- ASM Internazionale – ASM Handbook, Volume 2: Proprietà e selezione: leghe non ferrose e materiali per usi speciali. ASM International, Materials Park, Ohio. ISBN 978-0-87170-378-1.
- Special Metals Corporation – Bollettino tecnico sulla lega Inconel 625 (SMC-063); Bollettino tecnico sulla lega Inconel 718 (SMC-045).
- Haynes International – Scheda tecnica della lega Hastelloy C-276 (H-2002E); Scheda tecnica della lega Hastelloy C-22 (H-2019C).
- ASTM International – ASTM B443: Specifiche standard per lamiere, fogli e nastri in lega di nichel-cromo-molibdeno-columbio.
- ASTM International – ASTM B575: Specifiche standard per lamiere, fogli e nastri in lega di nichel-cromo-molibdeno a basso tenore di carbonio.
- ASTM International – ASTM B162: Specifiche standard per nastri, lamiere, fogli e strisce di nichel.
- ASTM International – ASTM B127: Specifiche standard per nastri, lastre, lamiere e strisce in lega di nichel-rame.
- SAE Internazionale – AMS 5596: lega di nichel, resistente alla corrosione e al calore, in fogli, nastri e lastre, 62Ni-22Cr-9Mo-3,5Cb.
- SAE Internazionale – AMS 5662: lega di nichel, resistente alla corrosione e al calore, barre, tondini e anelli, 52,5Ni-19Cr-3,0Mo-5,1Cb.
- Roberts, W.L. – Laminazione a freddo dell’acciaio. Collana “Ingegneria di produzione e lavorazione dei materiali”. CRC Press. ISBN 978-0-8247-6780-0.
- ASTM International – ASTM F15: Specifiche standard per la lega di tenuta ferro-nichel-cobalto (Kovar).
- EN 10204:2004 – Prodotti metallici – Tipi di documenti di controllo. Comitato europeo di normalizzazione, Bruxelles.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Materiali destinati all'uso in ambienti contenenti H₂S nella produzione di petrolio e gas.
- Donachie, M.J., Donachie, S.J. – Superleghe: una guida tecnica, 2ª edizione. ASM International. ISBN 978-0-87170-749-9.
- ISO 9001:2015 – Sistemi di gestione della qualità – Requisiti. Organizzazione internazionale per la normazione.
- NADCAP – Programma nazionale di accreditamento degli appaltatori del settore aerospaziale e della difesa, Performance Review Institute.
