特注の高性能ニッケル合金ストリップおよび精密ゲージコイルは、インコネル625、ハステロイC276、 モネル400、アロイ718、および純ニッケル系などのニッケル基合金から製造された、公差の厳しい冷間圧延平板製品です。厚さ公差は±0.003mm、幅公差は±0.05mm以内、表面粗さはRa 0.1 µmまでを実現しており、航空宇宙、医療機器、化学処理、エレクトロニクス、エネルギーシステムなどの厳しい要件が求められる用途に最適です。 MWalloysでは、標準的な圧延材の寸法ばらつきを受け入れられないエンジニアや調達チーム向けに、これらの精密平板製品を製造・供給しています。.
標準的なニッケル合金ストリップと、真に精密な厚さ公差を持つコイルとの違いは、単なる用語の問題にとどまりません。そこには、根本的に異なる製造プロセス、より厳格な品質管理、より厳しい原材料の選定、そして寸法誤差を一切許容しない最終用途の特定の要件に基づいて構築されたサプライチェーンが反映されているのです。.
カスタムニッケル合金ストリップや精密ゲージコイルとは何ですか?また、これらは標準的な平板製品とどのように異なるのでしょうか?
冶金製品の分類における「ストリップ」という用語は、通常幅が600mm(24インチ)未満の平鋼材を指し、コイル状で供給されるか、または定尺に切断されて供給されます。 「精密ゲージ」とは、通常、精密冷間圧延、中間焼鈍、および張力矯正を組み合わせて、厚さを標準的な圧延公差よりも大幅に厳しい公差範囲内に管理したことを示す。.
特注のニッケル合金ストリップは、さらに一歩進んだ製品です。これは、合金、焼き戻し状態、厚さ、幅、表面仕上げ、コイル重量など、お客様が指定した組み合わせに基づいて製造されるため、カタログ掲載品には該当しない場合もあります。 カスタマイズは、特殊な機械的特性要件(特定の硬度範囲、最小伸び率)、エッジの状態(スリットエッジ、ミルエッジ、バリ取り済みエッジ、丸エッジ)、および梱包要件(特定のコイル内径/外径、間紙、防湿包装)にまで及ぶことがあります。.
標準ストリップと精密ゲージストリップ:主な違い
| パラメータ | 標準ミルストリップ | 精密ゲージストリップ | 特注精密コイル |
|---|---|---|---|
| 厚さ公差 | ±5 – 10%(公称値) | 公称値の±1~3% | ±0.003mm(絶対値)またはそれ以上 |
| 幅の許容差 | ±0.5~1.0mm | ±0.1~0.2mm | ±0.05mm または図面通り |
| 平坦性 | 商業用平坦度 | 緊張が和らいだ | 応力除去・面取り済み |
| 表面仕上げ | 標準のミル仕上げ | Ra 0.4~0.8 µm | Ra 0.1~0.4 µm または鏡面仕上げ |
| エッジコンディション | スリット(バリあり) | スリット加工+バリ取り | 丸みのあるエッジまたは機械加工されたエッジ |
| 機械的特性 | 仕様ごとの最小値 | 制御範囲 | 顧客指定の範囲 |
| 認証 | EN 10204 タイプ 2.2 | EN 10204 タイプ3.1 | EN 10204 タイプ 3.2 + 補足 |
| 一般的なリードタイム | 在庫あり、2~4週間で発送 | 4~8週間 | 8~16週間(製造開始から) |
この階層構造を理解することで、調達担当者は正確な購入仕様書を作成し、精密ゲージが必要な場合に標準ストリップが納入されるのを防ぐことができます。MWalloysでの経験によると、当社が遭遇する仕様ミスのうち約40%は、下流の製造工程で精密ゲージ製品が必要であるにもかかわらず、顧客が標準的な寸法公差で発注してしまうケースです。.
コイルと定尺帯鋼:どちらの形態が貴社の工程に適しているか?
| 提供形式 | 特に適している対象 | 一般的な幅の範囲 | 長さ対応範囲 |
|---|---|---|---|
| 精密コイル | プレス機、ロール成形、連続加工ライン | 5~600mm | 連続(コイルの重量による制限あり) |
| 定尺カットされたストリップ | ロット生産、手作業、サンプルの適格性評価 | 5~600mm | 1個あたり100mm~6000mm |
| 振動する巻線コイル | 幅の狭いストリップを用いた高速プレス加工 | 3~100mm | 非常に長い連続長 |
| トラバース式巻線スプール | 微細ストリップ、精密供給装置 | 1~50mm | スプール重量によって規定される |
どのニッケル合金のグレードがストリップやコイルの形状で入手可能で、それらの主な特性はどのようなものですか?
すべてのニッケル合金が、ストリップやコイルの形で商業的に生産されているわけではありません。ニッケル合金の薄板における圧延性は、その冷間加工特性、加工硬化率、および圧延時のエッジクラック発生のしやすさによって決まります。以下に挙げる合金は、確立された圧延および焼鈍工程があり、精密ストリップやコイルの形で最も一般的に生産されているものです。.

純ニッケルおよび低合金ニッケルストリップ
| グレード | 国連 | Niコンテンツ | 主要な特性 | 代表的な厚さの範囲 |
|---|---|---|---|---|
| ニッケル200 | N02200 | 99.0% 分 | 高い導電性、磁性を帯び、柔らかい | 0.01~3.0mm |
| ニッケル201 | N02201 | 99.0% 分(低C) | 200と同様、高温対応サービス | 0.01~3.0mm |
| ニッケル205 | N02205 | 99.0% 分(低炭素・低シリコン) | 電子式アプリケーション、サーモスタット用バイメタル | 0.025~2.0mm |
| ニッケル270 | N02270 | 99.97%分 | 超高純度、科学機器 | 0.025~1.0mm |
ニッケル200および201のストリップは、純ニッケル製品の中でも主力製品です。アルカリ性環境下での耐食性、高い熱伝導率および電気伝導率、磁気特性、そして優れた成形性を兼ね備えているため、電池部品、電鋳用マンドレル、化学処理装置、電子機器の配線部品において、標準的な材料として広く使用されています。.
ニッケル・銅合金(モネル系)
| グレード | 国連 | 構成 | プライマリ・ストリップの塗布 | 厚さ範囲 |
|---|---|---|---|---|
| モネル400 | N04400 | 67Ni-31.5Cu | 船舶用ファスナー、化学処理用シール | 0.05~5.0mm |
| モネルK500 | N05500 | 65Ni-30Cu-2.7Al-0.6Ti | ばね、軸(熱処理硬化性) | 0.1~3.0mm |
| モネル R405 | N04405 | 67Ni-31Cu-0.035S | 切削性が良いことが求められる機械加工部品 | 0.1~3.0mm |
時効硬化状態のモネルK500ストリップは、モネル基材の耐食性と、簡単な時効処理(480~510°Cで8~16時間)によって得られるばね用レベルの機械的特性を兼ね備えた、類を見ない組み合わせを実現しています。 このため、標準的なばね用鋼では急速に腐食してしまう海水や化学薬品環境下における精密ばね、ダイヤフラム、バルブシートなどに実用的に使用できます。.
ニッケル・クロム合金(インコネルシリーズ)
| グレード | 国連 | キーの構成 | プライマリ・ストリップの塗布 | 厚さ範囲 |
|---|---|---|---|---|
| インコネル600 | N06600 | 76Ni-15.5Cr-8Fe | 熱処理用治具、化学処理 | 0.05~5.0mm |
| インコネル625 | N06625 | 62Ni-22Cr-9Mo-3.7Nb | 航空宇宙用部品、海水用シール | 0.05~4.0mm |
| インコネル718 | N07718 | 53Ni-19Cr-18Fe-5Nb | 航空宇宙用ファスナー、精密ばね | 0.025~3.0mm |
| インコネル690 | N06690 | 62Ni-29Cr-9Fe | 原子力蒸気発生器の構成部品 | 0.05~3.0mm |
| インコネル X-750 | N07750 | 73Ni-15.5Cr-7Fe-2.5Ti | 耐熱スプリング、止め輪 | 0.1~3.0mm |
インコネル718ストリップは、航空宇宙産業において最も広く指定されているニッケル超合金ストリップであるため、特に注目に値します。 2段階の時効処理(720°Cで8時間+620°Cで8時間)による析出硬化性により、このストリップは成形用に溶体化焼鈍状態で供給され、時効処理後に完全な強度が発揮されます。 ピーク時まで時効処理されたインコネル 718 ストリップは、1380 MPa 以上の引張強度を達成し、合金の優れた耐食性および疲労性能を維持しながら、多くの高強度鋼に匹敵する性能を発揮します。.
ニッケル・クロム・モリブデン合金(ハステロイ系)
| グレード | 国連 | キーの構成 | 耐食性 | 厚さ範囲 |
|---|---|---|---|---|
| ハステロイ C276 | N10276 | 57Ni-15.5Cr-16Mo-3.75W | 還元性酸、混合環境 | 0.05~5.0mm |
| ハステロイ C22 | N06022 | 56Ni-21Cr-13.5Mo-3W | 酸化性酸、FGD、製薬 | 0.05~4.0mm |
| ハステロイ C2000 | N06200 | 59Ni-23Cr-16Mo | 単一合金CRAとしては最も幅広い製品ラインナップ | 0.1~3.0mm |
| ハステロイB3 | N10675 | 65Ni-28.5Mo-1.5Cr | 濃塩酸、還元性酸 | 0.1~3.0mm |
| ハステロイX | N06002 | 47Ni-22Cr-18Fe-9Mo | 高温酸化 | 0.05~4.0mm |
| ハステロイ N | N10003 | 71Ni-7Cr-16Mo | 溶融塩環境、原子力 | 0.1~2.0mm |
電子・磁気用途向け特殊ニッケル合金
| グレード | 国連 | 主要な特性 | 申し込み |
|---|---|---|---|
| 合金36(インバー) | K93600 | 極めて低い熱膨張率 | 精密機器、レーザー部品 |
| アロイ42 | K94100 | 制御された熱膨張 | ガラス・金属接合、電子機器 |
| アロイ52 | N14052 | ガラス用のマッチド・エクスパンション | 電子管部品 |
| パーマロイ80 | N14080 | 高い透磁率 | 磁気シールド、変圧器コア |
| コヴァール | K94610 | この拡張部はホウケイ酸ガラスと適合します | 半導体パッケージング |
| コンスタンタン | - | 温度に対する比抵抗の推移 | 熱電対、高精度抵抗器 |
これらの特殊合金は、その機能特性(熱膨張係数、透磁率、電気抵抗率)が、わずかな組成の変化、冷間加工度、および焼鈍条件に敏感であるため、製造において技術的に最も難易度の高い帯鋼製品の一つです。生産コイル全体で一貫した機能特性を実現するには、標準的な寸法公差をはるかに超える厳格な工程管理が必要となります。.
高精度ニッケルストリップでは、現実的にどの程度の寸法公差を実現できるのでしょうか?
寸法公差の達成能力は、汎用ストリップ製品と真の精密ゲージ材とを技術的に区別する中核となる要素です。達成可能な公差は、特定の合金(その加工硬化率および熱間圧延特性)、製造される厚さ(ゲージが薄いほど、それに比例して絶対的な管理が厳格になる)、および使用される製造設備によって異なります。.
板厚公差対応能力
| 厚さ範囲 | 標準的な機械加工公差 | 精密グレードの公差 | 超精密公差 |
|---|---|---|---|
| 2.0~5.0mm | ±0.10~0.15mm | ±0.05mm | ±0.025mm |
| 1.0~2.0mm | ±0.08~0.12mm | ±0.025mm | ±0.015mm |
| 0.5~1.0mm | ±0.05~0.08mm | ±0.015mm | ±0.010mm |
| 0.1~0.5mm | ±0.015~0.025mm | ±0.008mm | ±0.005mm |
| 0.025~0.1mm | ±0.005~0.010mm | ±0.003mm | ±0.002mm |
| < 0.025mm(箔) | ±0.003mm | ±0.001mm | ±0.0005mm |
これらの公差は単なる理論上の限界値ではなく、確立された精密圧延工程における実証済みの生産能力を表しています。超精密な公差を実現するには、X線またはベータ線によるインライン厚さ測定を行い、その測定結果を圧延機に閉ループフィードバックすること、クラウンが制御された精密研磨済みの作業ロールを使用すること、そして圧延工程全体を通じて厳格な温度管理を行うことが必要です。.
幅の公差および真直度
| ストリップ幅 | スリット端面の許容差 | スリットの公差精度 | エッジの品質 |
|---|---|---|---|
| 5~25mm | ±0.15mm | ±0.05mm | バリの高さ < 0.02mm |
| 25~100mm | ±0.20mm | ±0.08mm | バリの高さ < 0.03mm |
| 100~300mm | ±0.30mm | ±0.10mm | バリの高さ < 0.05mm |
| 300~600mm | ±0.50mm | ±0.15mm | バリの高さ < 0.05mm |
キャンバー(横方向の湾曲)は、高速プレス加工に使用される狭幅ストリップにとって極めて重要な平坦度パラメータです。 標準的なスリットストリップでは、長さ1メートルあたり最大3mmのキャンバーが生じることがあり、これが順送金型におけるストリップの送り不良の原因となる可能性があります。精密スリットストリップでは、1メートルあたり1mm未満のキャンバーに抑える必要があり、最も要求の厳しい用途では、1メートルあたり0.3mm未満のキャンバーを持つテンションレベリング処理済みのストリップが指定されます。.
コイルの寸法規格
| パラメータ | 標準コイル | 精密コイル | カスタム仕様 |
|---|---|---|---|
| 内径(ID) | 通常300~600mm | 300、400、500mm ±5mm | お客様指定の±2mm |
| 外径(OD) | 制作されたまま | ±10mm以内に制御 | お客様指定の±5mm |
| コイル重量 | 可変 | 顧客指定 | 指定重量の±5% |
| 発振(細い帯) | 標準ピッチ | ピッチ精度 ±0.5mm | カスタムピッチ |
| インターリーブ | 標準外 | 紙製インターリーブあり | 指定された材料 |
高性能ニッケル合金ストリップは、どのようにして精密な規格に合わせて製造されているのでしょうか?
精密ニッケル合金ストリップの製造工程には、複数の管理された工程が含まれており、それぞれの工程が最終的な寸法精度や金属組織の品質に寄与しています。この工程を理解することで、エンジニアは、なぜ精密ストリップの価格が割高になるのか、またなぜリードタイムが汎用平板製品よりも長くなるのかを理解できるようになります。.
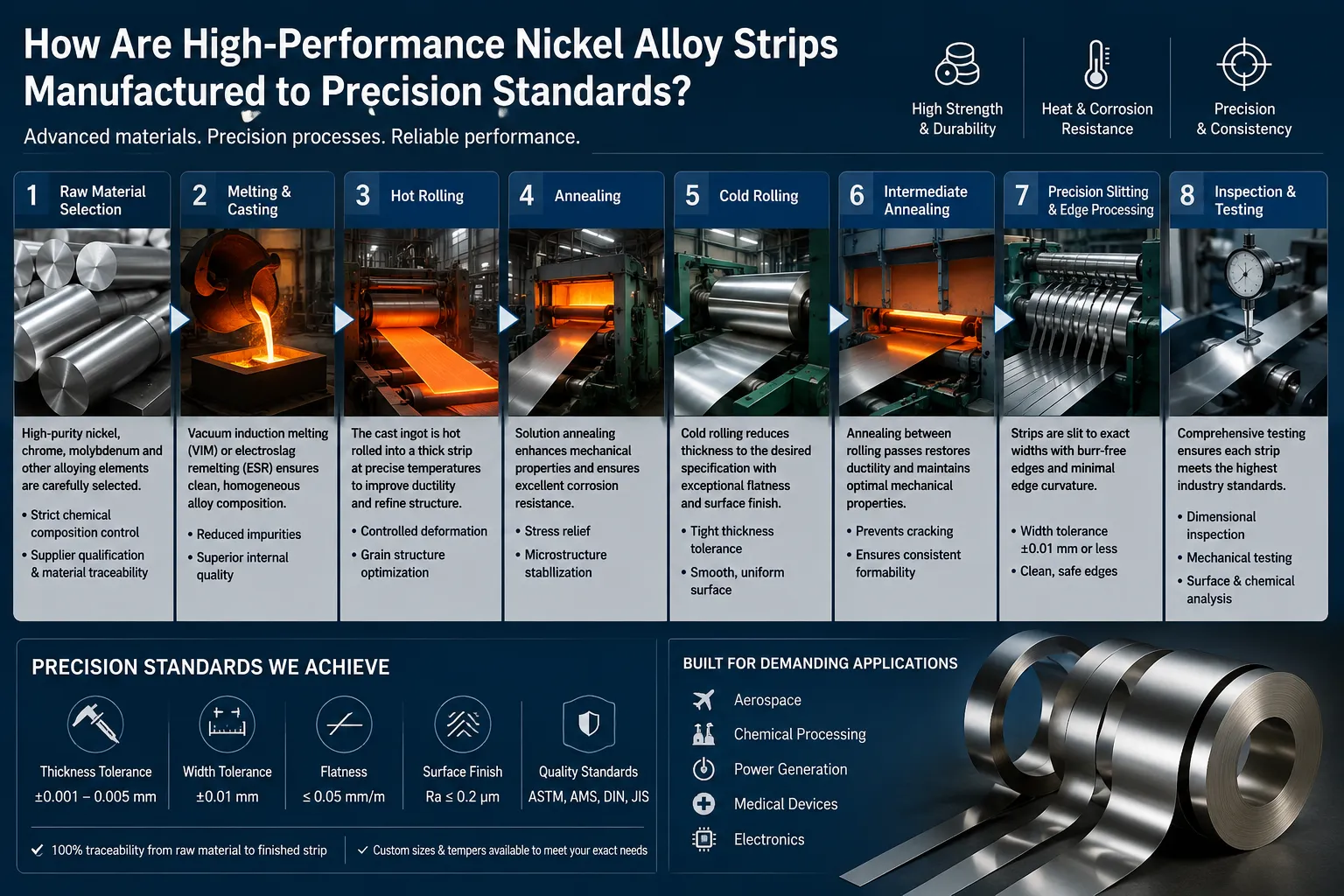
製造工程の詳細
ステップ1:原材料の適格性評価
精密ストリップの製造は、溶解段階での原材料の選定から始まります。 要求の厳しいグレード(インコネル718、ワスパロイ、高純度ニッケル270)については、真空誘導溶解(VIM)に続いて、真空アーク再溶解(VAR)またはエレクトロスラグ再溶解(ESR)を行うのが標準的な工程です。 これらの二次溶解プロセスにより、偏析が排除され、介在物の含有量が低減され、その後の冷間圧延に対して一貫した反応を示す、より均質なインゴット構造が得られます。.
電子・磁気用合金(インバー36、パーマロイ)の場合、溶融時の化学組成管理が特に重要となります。主要元素(パーマロイのニッケル含有量、インバーの鉄含有量)において、わずか0.01%の変動であっても、機能特性が仕様範囲外となる可能性があります。.
ステップ2:中間ゲージへの熱間圧延
インゴットまたは連続鋳造スラブは、高温(合金によって異なりますが、通常1050~1200°C)で熱間圧延され、3~8mmの中間厚さに成形されます。 熱間圧延により結晶粒組織が形成され、鋳造時のデンドライト状微細組織が除去される。熱間圧延後、帯鋼は焼鈍(ほとんどのグレードでは溶体化焼鈍)され、混合酸溶液(通常は硝酸とフッ化水素酸の混合液)による酸洗によって、熱間圧延中に形成された酸化スケールが除去される。.
ステップ3:精密ゲージへの冷間圧延
冷間圧延では、精密圧延機を複数回通過させることで、鋼帯を目標の厚さにまで薄くします。高精度な厚さ管理を実現するために重要な圧延パラメータには、以下のものがあります:
| ローリングパラメータ | ストリップの品質への影響 | 代表的な制御方法 |
|---|---|---|
| ロールギャップ | 厚さの主な決定要因 | 油圧式自動ゲージ制御(AGC) |
| 転がり力 | 厚さの均一性に影響を与える | AGCへのロードセルからのフィードバック |
| ストリップの張力 | 幅の広がりや平坦性に影響を与える | 張力制御装置 |
| ロール速度 | 表面仕上げや潤滑効果に影響を与える | 速度同期型駆動システム |
| ロール温度 | ストリップの温度および厚さに影響を与える | 水冷制御 |
| 潤滑剤の粘度と流動性 | 表面仕上げ、工具の摩耗 | 定量潤滑システム |
ほとんどのニッケル合金では、冷間圧延工程の合間に中間焼鈍を行う必要があります。これは、そうしないと急速な加工硬化により、それ以上の圧延が事実上不可能となり、延性が不十分な帯鋼が得られるためです。焼鈍条件(温度、時間、雰囲気)は、過度な結晶粒成長を引き起こすことなく、冷間加工された組織を再結晶させるよう、慎重に制御しなければなりません。.
ステップ4:最終焼鈍と焼き戻し
最終焼鈍により、納入されるストリップの金属組織状態(結晶粒径、再結晶率)および機械的特性(硬度、降伏強度、伸び)が決定されます。精密ストリップの場合、焼鈍炉は以下の要件を満たす必要があります:
- ストリップの幅全体およびコイルの長さに沿って、温度の均一性が±5°C以内に保たれている。.
- 酸化を防ぎ、表面の清浄度を維持するために、制御雰囲気(水素、窒素・水素混合ガス、または真空)を用いる。.
- 粒度を均一に保つための、温度・時間の精密な制御。.
スプリングテンパーまたはハードテンパーの帯鋼の場合、最後の焼鈍後の制御された最終冷間圧延によって冷間加工度が決定され、これが特定の機械的特性範囲に直接結びつきます。.
ステップ5:所定の幅にスリット加工
精密スリッティングでは、クリアランス(通常、ストリップ厚さの5~10%)を厳密に制御した焼入れ円形ブレードを使用して、最終的な幅に加工します。スリッターブレードの状態、位置合わせ、およびクリアランスの設定は、エッジの品質と幅の公差にとって極めて重要です。 非常に狭いストリップ(10mm未満)の場合、複数のスリットにわたって同時に平行度を維持するために、専用のギャングスリッター用工具が必要となります。.
手順 6:水平調整と真っ直ぐにする
スリッティング後のテンションレベリングまたはローラーレベリングにより、冷間圧延中に生じうるコイルセット(圧延方向の湾曲)やエッジウェーブが除去されます。この工程は、平坦度が完成品の寸法精度に直接影響する、精密プレス加工、レーザー切断、または光化学エッチングに使用されるストリップにとって不可欠です。.
ステップ7:最終検査と梱包
精密ストリップコイルは、以下を含む包括的な最終検査を受けます:
- 100% 表面検査(自動光学検査または目視検査)
- 幅方向および長さ方向の複数の地点における厚さの測定。.
- 幅とキャンバーの測定
- 機械的特性の検証(各コイル端部の試料を用いた硬度および引張特性の測定)
- 化学組成の検証(熱処理基準に基づく認証)
- お客様のご要望に応じた包装(防湿処理、乾燥剤、間紙、コイル保護材)
精密ニッケルストリップおよびコイルには、どのような表面仕上げの選択肢がありますか?
表面仕上げは、ニッケルストリップの外観だけでなく、多くの用途における機能性能にも影響を及ぼします。耐食性、はんだ付け性、接着性、反射率、摩擦係数、そしてその後のコーティングやメッキ工程の品質は、すべて表面の状態に左右されます。.
ニッケル合金ストリップの標準表面仕上げ記号
| 仕上げの指定 | Ra(µm) | 説明 | 代表的なアプリケーション |
|---|---|---|---|
| 2B(標準冷間圧延) | 0.1 - 0.5 | 明るく、滑らかで、軽く丸められており、丸みのきいた仕上がり | 汎用・食品用機器 |
| 2D(つや消し冷間圧延) | 0.4 – 1.0 | マット仕上げ、グリットブラスト加工を施したロールで圧延 | 成形用途、塗料の密着性 |
| BA(光輝焼鈍) | < 0.1 | 鏡面仕上げ、H₂雰囲気中でアニール処理済み | 装飾用、光学用、医薬品用 |
| No. 4(ブラッシュ仕上げ) | 0.4 – 0.8 | 一方向のブラッシュ仕上げ | 建築用、食品用、医療用 |
| No. 6(サテン) | 0.3 - 0.6 | つや消しサテン仕上げ、微細な研磨仕上げ | 医療機器、器具 |
| 第7番(反射型) | 0.1 – 0.2 | 高反射率、微細研磨剤+ポリッシュ | 装飾用・反射用部品 |
| 第8号(ミラー) | < 0.05 | 全面鏡面仕上げ、電解研磨仕上げ | 光学、精密光学、半導体 |
| 電解研磨 | < 0.1 | 電気化学的に平滑化された | 製薬、半導体、医療 |
| 圧延仕上げ(硬質) | 0.15 – 0.4 | 最終的なロール表面の状態による | ばね、接点、電子部品 |
表面の清浄度要件
表面粗さ以外にも、多くのハイテク用途では、(圧延用潤滑剤に由来する)残留炭化水素汚染、酸化皮膜の厚さ、あるいはイオン汚染などを基準として測定される、特定の表面清浄度要件が課されています。.
半導体および電子機器用途において、ニッケルストリップには以下の要件が求められる場合があります:
- 有機汚染物質の総量が50 µg/cm²未満であること。.
- 5 µg/cm²未満の塩化物汚染。.
- 厚さ2nm未満の酸化膜(XPSまたはオージェ分光法により確認済み)
- 微粒子汚染の抑制(クリーンルーム環境下で洗浄・包装)
医療機器用途においては、表面の清浄度はISO 10993の生体適合性要件に準拠していなければなりません。これは通常、電解研磨を施した表面に対し、その後パッシベーション処理を行い、クリーンルームでの包装を行うことを意味します。.
MWalloysでは、「光沢」や「きれいで」といった曖昧な表現を受け入れるのではなく、お客様と協力して表面仕上げの要件を正確に定義しています。表面仕上げに関する話し合いは、仕上げの規格番号からではなく、ストリップ表面の最終用途の機能から始めるべきです。.
主要なニッケル帯鋼合金の機械的・物理的特性とはどのようなものか?
ニッケル合金ストリップの機械的特性は、合金のグレードや焼鈍状態によって大きく異なります。以下の表は、最も一般的な焼鈍状態における精密ストリップの代表的な特性を示したものです。.
アニール状態の機械的特性
| 合金 | UTS (MPa) | 降伏強さ (MPa) | エロンゲーション(%) | 硬度(HV) |
|---|---|---|---|---|
| ニッケル200 | 380 – 480 | 100 – 200 | 35 - 45 | 100 – 150 |
| モネル400 | 480 – 590 | 170 – 345 | 35 - 45 | 130 – 180 |
| モネルK500(焼きなまし) | 690 – 830 | 310 – 415 | 25 - 35 | 180 – 230 |
| インコネル600 | 550 - 690 | 240 – 380 | 30 - 40 | 150 – 200 |
| インコネル625 | 830 – 1000 | 415 – 620 | 30 - 40 | 200 – 260 |
| インコネル718(溶体化焼鈍済み) | 1000 – 1100 | 550 - 700 | 25 - 35 | 280 – 330 |
| ハステロイ C276 | 690 – 790 | 310 – 380 | 40 – 50 | 190 – 230 |
| ハステロイ C22 | 690 – 760 | 290 – 360 | 45 - 55 | 185 – 220 |
| ハステロイX | 690 – 790 | 310 – 380 | 35 - 45 | 195 – 235 |
| インバー36 | 480 – 550 | 275 – 345 | 30 - 40 | 130 – 160 |
冷間加工/時効硬化後の機械的特性
| 合金 | コンディション | UTS (MPa) | 降伏強さ (MPa) | エロンゲーション(%) | 硬度(HV) |
|---|---|---|---|---|---|
| ニッケル200 | 高硬度焼入れ(50% CR) | 690 – 760 | 620 – 700 | 2 – 5 | 230 – 270 |
| モネル400 | 春の気性 | 830 – 1000 | 760 – 930 | 3 – 8 | 250 – 310 |
| モネルK500 | 熟成(480°C/16時間) | 1000 – 1140 | 690 - 860 | 20 – 28 | 300 – 360 |
| インコネル718 | 焼成(720°C+620°C) | 1380 – 1450 | 1170 – 1240 | 12 - 18 | 390 – 440 |
| インコネル X-750 | 春のHT | 1170 – 1300 | 860 – 1000 | 15 – 22 | 340 – 380 |
| インコネル625 | 高硬度焼入れ(50% CR) | 1250 – 1380 | 1100 – 1250 | 5 - 10 | 350 – 400 |
ストリップ用途に関連する物理的特性
| プロパティ | ニッケル200 | モネル400 | インコネル625 | インコネル718 | ハステロイ C276 | インバー36 |
|---|---|---|---|---|---|---|
| 密度 (g/cm³) | 8.89 | 8.83 | 8.44 | 8.19 | 8.89 | 8.11 |
| 熱伝導率(20°CにおけるW/m·K) | 70.2 | 21.8 | 9.8 | 11.4 | 10.2 | 10.5 |
| 電気抵抗率(µΩ・m) | 0.095 | 0.547 | 1.29 | 1.25 | 1.30 | 0.820 |
| 熱膨張(µm/m・°C、20~100°C) | 13.3 | 13.9 | 12.8 | 13.0 | 11.2 | 1.6 |
| 弾性係数 (GPa) | 204 | 180 | 208 | 211 | 205 | 141 |
| 透磁率 | 強磁性 | 非磁性 | 非磁性 | わずかに磁性がある | 非磁性 | 非磁性 |
| 溶融範囲 (°C) | 1435 – 1446 | 1300 – 1350 | 1290 – 1350 | 1260 – 1336 | 1325 – 1370 | 1425 – 1450 |
インバー36の熱膨張係数は極めて低く(1.6 µm/m·°C、他のほとんどのニッケル合金の11~13 µm/m·°Cと比較して)、熱による歪みを最小限に抑えなければならない精密機器や寸法標準器において、この材料はかけがえのない存在となっています。 この特性は冷間加工の程度や熱処理の影響を受けやすいため、納入される材料においてこの異常に低い熱膨張特性が十分に発揮されるよう、インバーストリップは管理された最終焼鈍処理が施されたものを指定する必要があります。.
どのような業界で特注のニッケル合金ストリップが使用されており、どのような具体的な用途が需要を牽引しているのでしょうか?
精密ニッケル合金ストリップが使用されている産業分野の広さは、ニッケル合金群の汎用性を反映しています。各産業分野では、その分野特有の特性の組み合わせに基づき、合金や厚さの選定が行われています。.
航空宇宙および防衛用途
航空宇宙分野は、精密ニッケル合金ストリップにとって最大かつ技術的に最も要求の厳しい市場です:
| 申し込み | 優先合金 | 主な物件要件 | 重要仕様 |
|---|---|---|---|
| 燃焼室ライナー | ハステロイX、インコネル625 | 高温酸化耐性 | AMS 5536、AMS 5596 |
| 燃料システムのベローズ | インコネル625、718 | 耐疲労性、燃料適合性 | AMS 5596、AMS 5662 |
| タービンブレード用保持リング | インコネル718、X-750 | 高温下での高強度 | AMS 5542、AMS 5598 |
| 航空機用ファスナーの材質 | インコネル718 | 高い引張強度、耐食性 | AMS 5662 |
| 排気系用シールおよびガスケット | インコネル600、625 | 高温シール | AMS 5540、AMS 5596 |
| 極低温燃料システムの部品 | インコネル625 | 低温靭性 | AMS 5596 |
| 熱管理ストリップ | インバー36 | 温度に対する寸法安定性 | AMS 1599 |
航空宇宙業界では、溶融から完成部品に至るまでの完全なトレーサビリティが求められており、これに加え、初回品検査や認定試験の要件も課されているため、航空宇宙グレードの精密ストリップは、あらゆるストリップ製品の中で最も包括的な文書一式を備えています。.
医療機器および医薬品分野での応用
| 申し込み | 優先合金 | 選定理由 |
|---|---|---|
| 手術器具用ばね | インコネル718、エルギロイ | 高強度、滅菌対応 |
| 埋め込み型デバイスの構成部品 | MP35N、インコネル625 | 生体適合性、耐疲労性 |
| 心臓用ガイドワイヤーストリップ | ニッケル・チタン(ニチノール) | 超弾性挙動 |
| 製薬用反応器の内部構造 | ハステロイ C22、C276 | 幅広い耐薬品性 |
| 整形外科用器具ストリップ | 17-7PH、インコネル718 | 高強度、耐食性 |
| 薬剤送達装置用バネ | インコネル718、17-4PH | 正確なばね定数、生体適合性 |
医療機器の用途においては、ISO 10993に基づく生体適合性評価、材料の完全なトレーサビリティ、そして多くの場合、統計的サンプリングではなく個々の部品ごとの寸法検証が求められます。電解研磨仕上げは、細菌が繁殖する可能性のある表面積を最小限に抑え、局所的な腐食の発生リスクを低減するため、埋め込み型部品においてほぼ普遍的に採用されています。.
エレクトロニクスおよび半導体の用途
| 申し込み | 優先合金 | 重要な特性 |
|---|---|---|
| バッテリータブおよびコネクタストリップ | ニッケル200、ニッケル201 | 導電性、溶接性 |
| 熱電対ストリップ(K型) | クロメル/アルメル合金 | 正確な熱電起電力 |
| ガラス・メタルシール | コバー(Fe-Ni-Co)、合金42 | 熱膨張の一致 |
| 高精度抵抗ストリップ | コンスタンタン、ニクロム | 温度に対する比抵抗の不変性 |
| 磁気シールド | パーマロイ80、ミューメタル | 高い透磁率 |
| リードフレームの材質 | アロイ42、コヴァール | 低膨張性、めっきとの相性 |
| RFシールド缶 | ニッケル200 | 磁気シールド+導電性 |
| 半導体パッケージング | コヴァール | 気密性、膨張の適合性 |
エレクトロニクス業界における、より小型で高出力のデバイスへの移行に伴い、より薄く、公差の厳しいストリップに対する要求が絶えず高まっています。 MWalloysでは、気密型電子パッケージの小型化を背景に、厚さ0.1mm未満で公差要件が±0.003mmのコバーおよびアロイ42ストリップに対する需要が高まっています。.
石油・ガス・化学プロセス分野での用途
| 申し込み | 推奨合金ストリップ | サービス状況 |
|---|---|---|
| 拡張ベローズ | インコネル625、ハステロイC276 | 高圧、腐食性媒体 |
| フレキシブルホースの内張り | インコネル625、316L | 腐食性流体の輸送 |
| ガスケットおよびシール材 | インコネル625、C276 | 高圧、高温、化学物質 |
| 熱交換器のフィン材料 | モネル400、インコネル600 | 海水、化学プロセス |
| スプレーノズルの構成部品 | ハステロイ C22、C276 | FGD、酸ミスト |
| 計測用ダイアフラム | インコネル625、ハステロイC276 | 腐食性媒体における圧力検知 |
エネルギーおよび発電分野での用途
| 申し込み | 優先合金 | 性能要件 |
|---|---|---|
| 核燃料集合体用スペーサー | インコネル718、ジルカロイ | 耐放射線性、寸法安定性 |
| 蒸気発生器のチューブストリップ | インコネル690、800 | SCC耐性、熱伝達 |
| 熱電対保護管 | インコネル600 | 高温安定性 |
| 燃料電池用インターコネクトストリップ | インコネル600、601 | 耐酸化性、導電率 |
| 固体酸化物形燃料電池の構成部品 | Crofer 22 APU | 均一な膨張、耐酸化性 |
| 蓄電池の構成部品 | ニッケル 200、201 | 導電性、溶接性 |
カスタム精度のニッケル合金ストリップを正しく指定・発注するにはどうすればよいですか?
完全かつ明確な仕様書があれば、供給上の問題の最も一般的な原因、すなわち、技術的には規定の仕様を満たしているものの、意図された用途では期待通りの性能を発揮しない材料を受け取ってしまうという事態を防ぐことができます。MWalloysでは、長年にわたりお客様と仕様に関する課題に取り組んできた経験を基に、標準的な仕様策定の枠組みを構築してきました。.
カスタムニッケルストリップの完全な仕様チェックリスト
1. 合金の同定
- AISI/UNS 指定(例:UNS N06625)
- 該当する場合は商品名(例:インコネル625)
- 適用される材料規格(例:ASTM B443、AMS 5596)
- 標準的な要件以外に、構成に関する特別な要件はありますか
2. 製品の形状および寸法
- 厚さ:公称値+許容差(例:0.250mm ±0.005mm)
- 幅:公称値+許容差(例:25.00mm ±0.05mm)
- 長さまたはコイル形態:長さ公差付きの定尺カット、または内径・外径・重量の仕様が定められたコイル
- 該当する場合は、コイルの内径
- 該当する場合のコイルの最大重量
3. 金属組織(焼きなまし状態)
- 焼鈍済み(軟質、完全再結晶)
- 冷間加工後の硬さ区分(¼ハード、½ハード、¾ハード、ハード、スプリング)
- 指定がある場合の冷間加工率
- 該当する場合は時効硬化状態(時効処理を明記すること)
4. 求められる機械的特性
- 単に最低値だけでなく、必要な範囲を明記してください(例:「硬度 250 – 300 HV」とし、「硬度 250 HV 以上」とはしない)。
- 引張強度の範囲
- 降伏強度の範囲
- 最小伸び率
- 疲労や衝撃に関する要件
5. 表面仕上げ
- Ra値または規格表記(2B、BA、電解研磨など)
- 表面欠陥の許容基準
- 清潔さに関する要件(該当する場合)
6. 境界条件
- スリットエッジ(バリ取りの有無を問わず)
- 丸みのあるエッジ(ロール加工または研磨加工)
- 許容バリ高さ
7. 認証要件
- EN 10204 証明書の種類(2.1、2.2、3.1、または 3.2)
- 証明書に記載すべき具体的な試験項目(全化学成分分析、機械的特性、硬度)
- 第三者検査の要件
8. 特別な要件
- 各コイルのPMI(陽性材料識別)
- 静水圧試験(ストリップには一般的ではないが、時折指定される)
- 梱包要件
- 原産国に関する要件
- REACH/RoHS適合宣言書
避けるべきよくある仕様上のミス
| 間違い | 結果 | 正しいアプローチ |
|---|---|---|
| 最小硬度のみを指定する | 成形中に割れてしまう過硬な材料の受入 | 硬度の範囲(最小値と最大値)を指定してください |
| UNS番号のない商標の使用 | 同等ではない合金への置換の可能性 | 必ずUNS番号を記載してください |
| 焼き戻し条件を指定しない | ばね用焼き戻しが必要な場合に、焼きなまし済みの材料を受け取る | 州ごとの温度指定 |
| 表面仕上げの要件の省略 | 用途に適さない圧延仕上げの表面の状態での受入 | Ra値と仕上げの種類を指定してください |
| コイルIDを指定しない | お客様の巻き取り装置と互換性のない受信コイル | コイルIDの要件は必ず明記してください |
| 製造可能な公差よりも厳しい公差を要求している | 大幅な遅延と価格の高騰 | 極めて厳しい公差を指定する場合は、事前にサプライヤーに相談してください |
精密ニッケル合金コイルには、どのような品質基準や認証が適用されますか?
精密ニッケルストリップに対する品質文書化の要件は、最終用途となる業界によって大きく異なります。最も厳しい要件が課されるのは、航空宇宙、原子力、および医療機器の分野です。.
合金別の適用材料規格
| 合金 | ASTM規格 | AMS規格 | EN規格 | その他 |
|---|---|---|---|---|
| ニッケル 200/201 | B162(シート/プレート)、B160(棒材) | AMS 2315 | NW2200/NW2201 | - |
| モネル400 | B127(シート/プレート) | AMS 4544 | NW4400 | - |
| モネルK500 | B865(バー/プレート) | AMS 4676 | - | - |
| インコネル600 | B168(シート/プレート) | AMS 5540 | NC15Fe | - |
| インコネル625 | B443(シート/プレート) | AMS 5596 | NW6625 | API 5LD、NACE |
| インコネル718 | B670(シート/プレート) | AMS 5596、AMS 5662 | NW7718 | - |
| ハステロイ C276 | B575(シート/プレート) | - | NW0276 | NACE MR0175 |
| ハステロイ C22 | B575(シート/プレート) | - | NW0022 | NACE MR0175 |
| インバー36 | - | AMS 1599 | K93600 | ASTM F1684 |
| コヴァール | - | ASTM F15 | - | MIL-I-23011 |
認定レベルとその意味
| 証明書の種類 | EN 10204 規格記号 | 内容 | 署名者 |
|---|---|---|---|
| 試験報告書 | タイプ2.1 | 遵守に関する声明のみ | メーカー |
| 作業試験報告書 | タイプ2.2 | 非特定検査の結果 | メーカー |
| 検査証明書(特定) | タイプ3.1 | 特定の熱量/ロットごとの試験結果 | メーカーの品質管理 |
| 検査証明書(第三者機関発行) | タイプ3.2 | 独立した検査員によって検証された試験結果 | 第三者検査機関 |
| 追加の認定資格 | いろいろ | PMI報告書、NDE結果、コンプライアンスに関する声明 | 指定通り |
航空宇宙用途の場合、AMS規格では通常、最低でも3.1の認証が求められ、多くの元請け業者の仕様書では3.2の認証が要求されます。原子力用途では、NCA-3800の認定を受けたサプライヤーが求められる場合があり、ASMEセクションIIIに基づく追加の文書要件が課されることがあります。.
MWalloysのカスタム加工能力は、標準的な圧延帯鋼の供給とどのように異なるのでしょうか?
製鋼所から出荷される標準的なニッケル合金ストリップは、商業的に許容される範囲内で可能な限り幅広い物性と寸法で製造されています。MWalloysは、標準的な製鋼所製品を顧客仕様の精密ストリップに加工する精密加工、あるいは大量需要に対応するための完全な特注製品の製鋼所直接生産の管理を通じて、付加価値を提供しています。.
MWalloysの付加価値加工サービス
| サービス | 能力 | お客様へのメリット |
|---|---|---|
| 精密スリッティング | 幅の許容誤差 ±0.05mm、幅は3mmから | スタンピング工具にぴったりの幅で、材料の無駄がありません |
| 精密な水平調整 | 平坦度:0.3mm/mのキャンバー | 自動化設備における安定した供給 |
| カット・トゥ・レングス | 長さの許容誤差 ±0.5mm、長さ最大6000mm | 顧客による切断作業が不要になります |
| 角の丸め | 半径 0.05~0.5mm | 取り扱いが安全で、プレス加工によるバリの発生を防ぎます |
| 表面検査 | 100% 自動光学検査 | 出荷前の欠陥検出 |
| カスタムコイル巻き | 指定された内径・外径・重量 | お客様の機器との直接的な互換性 |
| 発振巻線 | 幅の狭い帯状、長尺コイル | 連続ラン長の最大化 |
| 電解研磨 | Ra < 0.1 µm | 製薬、医療、半導体分野での用途 |
| 不動態化 | ASTM A967に準拠 | 耐食性の向上 |
| PMIテスト | すべてのコイルに対するXRF測定 | 出荷前の材料の適合性確認 |
| 特注パッケージ | 防湿層、乾燥剤、カスタムラベル | 長期保管や輸送時の保護 |
当社は、テンションレベリングの生産能力に多額の投資を行っています。これは、精密プレス加工分野のお客様から最も多く要望される付加価値サービスが、平板の平坦化処理だからです。厚さ公差は完璧であっても平坦性が不十分な帯鋼は、厚さ管理が不十分な帯鋼と同様に、多くの生産上の問題を引き起こすことになります。.
よくある質問:特注ニッケル合金ストリップおよび精密ゲージコイル
1:ニッケル合金製精密ストリップの最小厚さはどれくらいですか?
ニッケル合金製精密ストリップの商業生産が可能な最小厚さは、純ニッケル系の場合、約0.010mm(10ミクロン)である。一方、インコネル625のようなほとんどの構造用合金については、精密公差下では実質的に約0.025~0.050mmに制限される。. 純ニッケル(ニッケル200)やモネル400のような軟質合金は、その加工硬化率が低いため、エッジクラックを生じさせることなく1パスあたりの減肉量を多くできることから、箔の厚さまで圧延することが可能です。 インコネル 718 やハステロイ C276 などの高強度合金は、加工硬化が急速に進むため、ストリップ幅全体で一貫した特性を維持しながら極薄の厚さを製造することは、次第に困難になり、コストも高くなります。 厚さが 0.025 mm 未満の場合、厚さの公差を ±0.002 mm 以内に維持するには、極めて剛性の高いフレームとオンライン X 線測定機能を備えた専用の箔圧延機が必要となります。厚さ 0.025 mm 未満のニッケル合金箔を必要とする用途の場合、リードタイムは通常 12~20 週間で、最低注文数量が適用されます。 仕様書を作成する前に、具体的な厚さ要件についてMWalloysの技術チームにご相談ください。.
2:ニッケル合金ストリップは時効硬化状態で供給可能ですか?また、その制限事項は何ですか?
はい、インコネル718、モネルK500、インコネルX-750などのグレードのニッケル合金ストリップは、時効硬化状態で供給可能ですが、溶体化焼鈍状態と比較して成形性が大幅に低下するため、ほとんどの形状において時効処理後の成形は現実的ではありません。. 時効硬化型合金の業界標準の慣行としては、ストリップを溶体化焼鈍(場合によっては部分的な冷間加工)状態のまま供給し、この軟らかい状態ですべての成形加工を行い、その後、成形済みの部品を炉内で時効硬化させるというものです。この工程順序により、製造時の成形性を最大限に高めつつ、完成部品において完全な強度を確保することができます。 時効処理済みのストリップを供給することが実用的なのは、曲率半径が十分に大きい単純な曲げ加工、ブランキング(成形を伴わないせん断)、あるいはストリップをせん断後の状態でそのまま使用し、それ以上の変形を行わない用途に限られる。 インコネル718の時効処理(720°Cで8時間、炉内冷却で620°Cまで下げ、8時間保持、その後空冷)は、加工後にバッチ式炉または連続式炉で行うことができます。 MWalloys は、指定されたあらゆる状態の材料を供給し、お客様の用途に最適な加工順序に関する推奨事項を提供します。.
3:冷間加工は、ニッケル合金ストリップの耐食性にどのような影響を与えるか。
冷間加工は、ほとんどのニッケル合金の全体的な耐食性を著しく低下させることはありませんが、特定の環境下では応力腐食割れの発生しやすさを高める可能性があります。また、感作されやすいグレードに対して過度な冷間加工を行うと、粒界腐食のリスクがわずかに高まる可能性があります。. ニッケル合金の不動態皮膜の健全性は、主に化学組成に依存しており、冷間加工の程度には依存しません。 ハステロイC276の硬質状態のストリップは、一般腐食および孔食に対する耐性が、焼鈍状態と実質的に同じレベルを維持している。しかし、高度に冷間加工されたストリップに生じる高い残留応力は、応力のない焼鈍材には影響を与えないような環境においても、応力腐食割れを促進する可能性がある。 このため、高硬度のストリップを腐食性の強い環境で使用する場合は、その用途を慎重に検討する必要があり、材料を完全に軟化させることなく残留応力を低減するために、再結晶温度以下の応力除去焼鈍を行うことが正当化される場合があります。 最も過酷なCRA用途(濃酸、高塩化物環境)においては、あらゆる潜在的な腐食開始メカニズムを最小限に抑えるため、一般的に、硬焼き帯鋼よりも焼鈍帯鋼が好まれる。.
4:狭幅の精密ストリップにおいて、発振巻線とパンケーキコイルにはどのような違いがありますか?
オシレート巻き(トラバース巻きとも呼ばれる)は、細いストリップをスプールに往復運動で巻き付ける方式であり、1回転ごとにストリップを横方向に移動させることで、断面が均一なスプールを形成します。これにより、パンケーキ巻きに比べて、1つのスプールあたりのストリップ長を大幅に増やすことができます。. パンケーキコイルは、ストリップを単一平面上で巻き取る方式であり、許容最大外径によって長さが制限される平らなコイルが生成されます。幅の狭いストリップ(幅約50mm未満)の場合、実用的な外径の限界ではパンケーキコイルは非常に重くなり、取り扱いが困難になるほか、1コイルあたりのストリップ長も比較的短くなります。 オシレート巻き取りは、ストリップを制御されたらせん状のパターンで積み重ねることでこの問題を解決し、扱いやすいサイズの単一のスプールに、非常に長い連続長(細いストリップで最大数千メートル)を巻き取ることが可能になります。 オシレート巻き取りが正しく機能するための重要な要件は、精密な張力制御と一貫したストリップ幅です。幅のばらつきや張力の変動があると、巻き取りが不均一になり、スプールを高速で巻き戻す際にテレスコープ現象(層が軸方向にずれる現象)が発生します。 オシレート巻き取りを成功させるには、幅の公差が厳しい高精度スリットストリップが不可欠です。MWalloys では、3mm 以上の幅のコイルを両方の形式で提供しています。.
5:航空宇宙用途に使用されるニッケル合金ストリップには、どのような認証が必要ですか?
航空宇宙用ニッケル合金ストリップは、該当するAMS(航空宇宙材料仕様)の材料規格に適合し、EN 10204タイプ3.1または3.2の証明書が添付されていなければなりません。また、初回製品検査報告書、NADCAP承認の加工、および元請け業者固有の認定書類が追加で求められる場合があります。. SAE Internationalが発行するAMS規格は、航空宇宙用ニッケル合金ストリップの化学組成、機械的特性、結晶粒径、および試験要件を規定しています。 例えば、航空宇宙用途のインコネル625ストリップは、通常、AMS 5596に準拠することが指定されており、この規格では、ASTM B443の商用規格を超える特定の機械的特性の最低基準、結晶粒径の制限、および表面品質基準が要求されています。 ほとんどの主要な航空宇宙プライム契約業者では、熱処理および非破壊検査プロセスに対する NADCAP(全米航空宇宙・防衛請負業者認定プログラム)の認定が義務付けられています。新しい部品番号やサプライヤーが導入される際には、AS9102 に基づく初回製品検査(FAI)が義務付けられています。 MWalloysは、航空宇宙サプライチェーンの要件をサポートするための文書管理体制を整えており、お客様のプライムコントラクターが要求する具体的な文書パッケージについてアドバイスを行うことができます。.
6:精密ニッケルストリップの製造において、平坦性はどのように測定・管理されているのか?
ストリップの平坦度はI単位(ストリップ幅方向のひずみ差から算出される)によって定量化され、精密レベリングを施したストリップでは5 I単位未満となるのに対し、標準的な冷間圧延ストリップでは20~50 I単位となる。測定は、テンションレベラーラインに組み込まれたシェイプメーターロールを用いて行われる。. I-ユニット平坦度測定では、エッジウェーブ(ストリップの端部が中央部よりも長く、端部が波打つ現象)とセンターバックル(中央部が端部よりも長く、中央部が反る現象)の両方の状態を捉えることができます。 シェイプメーターロールは、ロール本体に埋め込まれたひずみゲージを用いてストリップ幅方向の張力差を測定し、その張力プロファイルをI-ユニット平坦度マップに変換します。張力レベリングは、高張力下で一連の小径ロールを通過させることで制御された伸長を加え、短い領域を塑性的に伸長させて長い領域と一致させることにより、これらの平坦度欠陥を補正します。 精密プレス加工用途では、通常、目標値は5 I-ユニット未満、かつ1メートルあたりのキャンバーが1mm未満となります。レーザー切断や光化学エッチングでは、さらに厳格な平坦度が求められます。3 I-ユニット未満、かつ1メートルあたりのキャンバーが0.5mm未満であれば、焦点に関連する品質問題のほとんどを解消できます。 当社は、出荷前にすべての精密レベリング済みコイルの平坦度を検証しています。.
7:ニッケル合金ストリップは溶接可能ですか?また、薄板の場合、どのような溶接方法が推奨されますか?
はい、ニッケル合金ストリップは溶接可能です。特に精密な薄板材料の場合、レーザー溶接が推奨される方法です。これは、入熱を最小限に抑え、歪みを低減し、溶接部の幅や熱影響部の寸法を最も厳密に制御できるためです。. 抵抗溶接(スポット溶接およびシーム溶接)は、バッテリータブや電気接点用途のニッケルストリップに広く用いられており、スポット溶接では溶加材を必要とせずに十分な接合強度を得ることができます。 薄板(1.5mm未満)の構造接合においては、溶加材の有無にかかわらず、レーザー溶接が低歪み、狭い熱影響部(HAZ)、および安定した溶込み深さを兼ね備えた最適な方法となります。 TIG 溶接は、熱入力を適切に制御できる厚さ約 0.5 mm 以上のストリップに適していますが、レーザー溶接に比べて溶接ビードが広く、HAZ も大きくなります。 ニッケル合金の溶接全般において、清浄度は極めて重要です。ストリップ表面の油、グリース、硫黄含有化合物、および低融点金属(亜鉛、鉛、銅)による汚染は、溶接割れの原因となる可能性があります。 重要な接合部については、溶接直前に電解研磨または溶剤洗浄を行うことが推奨されます。溶接部の耐食性を維持するためには、溶加材は母材のUNS指定に合致するものでなければなりません。.
8:特注の精密ニッケル合金ストリップの注文におけるリードタイムはどのくらいですか?
特注の精密ニッケル合金ストリップのリードタイムは、MWalloysの在庫コイルから加工される標準グレードの場合、2~4週間ですが、非標準の合金や専用生産ラインを必要とする寸法など、完全に特注の圧延生産となる場合は、12~20週間となります。. 一般的な特注品のリードタイムの内訳は、以下の通りです。原材料の調達(合金の在庫の有無により0~6週間)、所定の厚さへの冷間圧延(必要な圧延回数および中間焼鈍の回数により1~3週間)、最終焼鈍および仕上げ(1~2週間)、 スリッティングおよびレベリング(1週間)、検査および認証(1週間)、梱包および物流(0.5~1週間)です。AMS認証済みの航空宇宙用材料の場合、認証書類の作成や、必要に応じて第三者立会いによる試験に追加の時間が必要となります。 仕様や品質の妥協を余儀なくされるような納期短縮を避けるため、精密ニッケルストリップを扱うプロジェクトの設計段階において、発注書の発行時点ではなく、MWalloysに連絡することを強くお勧めします。.
9:高純度ニッケル合金ストリップの表面汚染や腐食を防ぐためには、どのように保管すべきですか?
精密ニッケル合金ストリップは、使用準備が整うまで、温度管理された環境(15~25°C)で、ハロゲン含有物質から離して、元の密封包装のまま保管してください。また、コイルの端部を切断した場合は、湿気の侵入や汚染を防ぐため、直ちに再密封してください。. ニッケル合金は炭素鋼よりもはるかに耐食性に優れていますが、その精密な表面は汚染物質によって劣化することがあり、下流工程に影響を及ぼす可能性があります。 圧延潤滑剤の残留物、指紋の油分、および環境曝露による塩化物汚染は、いずれも、溶接(気孔、亀裂)、メッキ(密着不良)、医療・製薬用途(生体適合性の懸念)などの後工程で問題を引き起こす可能性があります。 鉄を多量に含むインバー 36 やコバーは、高ニッケル合金よりも大気中の錆びに弱いため、密閉包装内に乾燥剤を入れて保管する必要があります。 医薬品や半導体用途向けの電解研磨済みストリップは、清潔なニトリル手袋のみを使用して取り扱い、設置まではクリーンルーム対応の包装材に保管する必要があります。MWalloys社では、すべての精密ストリップコイルを、防湿フィルム、指定された場合は内側の紙製インターリーブ、および長期保管用に乾燥剤入りの密閉外装で梱包しています。.
10:特注の精密ニッケル合金ストリップの最小注文数量はどれくらいですか?
特注の精密ニッケル合金ストリップの最小注文数量は、通常、MWalloysの在庫から供給される標準グレードの場合は10kg程度から、専用生産ラインでの製造を必要とする特殊グレードや特殊寸法の場合は100~500kgの範囲であり、数量が増えるほど1kgあたりの価格は大幅に低下します。. 精密ストリップ生産の経済性は、セットアップコストに大きく左右されます。ロール交換、スリッターの工具セットアップ、認証書類の作成、品質検査には固定費が含まれており、これらは受注数量に応じて按分されます。つまり、特殊合金ストリップの小ロット注文では、単位当たりのコストが不釣り合いに高くなってしまいます。 開発および認定の目的では、MWalloysは既存の生産コイル在庫から少量供給できる場合が多く、これにより最低発注数量の制約を回避できますが、カスタム仕様ではなく、在庫のある寸法を受け入れる必要がある場合があります。生産用調達については、年間消費量を分析し、定期的な包括発注を行うことをお勧めします。これにより、経済性を向上させ、供給の継続性を確保できます。 お客様の具体的な合金、寸法、および年間必要数量に関する詳細な価格設定については、弊社の技術営業チームまでお問い合わせください。.
結論:最初から適切なカスタムニッケルストリップの仕様を決定すること
特注の高性能ニッケル合金ストリップや精密ゲージコイルは、金属平板製品の中でも技術的に最も要求の厳しいカテゴリーの一つです。特殊な合金組成、極めて厳しい寸法公差、管理された表面仕上げ、そして厳格な認証要件が組み合わさっているため、最初から仕様を正確に定めれば、材料が製造された後に不適合が判明する場合に比べ、大幅な時間とコストの節約につながります。.
このレビューから、すべてのエンジニアや調達担当者が心に留めておくべき重要なポイントは以下の通りです:
- 寸法の詳細を検討する前に、機能要件(耐食性、耐熱性、磁気特性、熱膨張)に合わせて合金系を選定してください。.
- 成形が困難なほど硬すぎる、あるいは機能しないほど柔らかすぎる材料が納入されるのを防ぐため、機械的特性は最低値だけでなく、範囲として指定してください。.
- 表面仕上げについては、単なる外観上の説明にとどまらず、Ra値や機能要件に基づいて定義すること。.
- 標準的な機械加工公差と精密ゲージの測定能力の違いを理解しましょう。不必要なコストを避けるため、用途に真に必要なものだけを指定してください。.
- 特に特殊グレードや完全オーダーメイドの仕様については、現実的なリードタイムを見込んでください。.
- 調達段階だけでなく、設計段階からサプライヤーと連携してください。.
特注のニッケル合金ストリップや精密コイルのご注文をご検討中ですか?
MWalloys社は、市販されているあらゆるニッケル合金ファミリーを対象に、特注の高性能ニッケル合金ストリップおよび精密ゲージコイルを製造・供給しています。 当社の加工能力は、厚さ0.01mmの箔から5mmの厚板、幅3mmから600mmまでをカバーしており、ほぼあらゆる指定の焼鈍状態、表面仕上げ、認証要件に対応可能です。.
当社の技術チームが提供するサービスは以下の通りです:
- お客様の用途要件に基づいた合金の選定に関するご相談。.
- 発注前の仕様確認および最適化。.
- 設計認定用の試作数量。.
- 包括発注プログラムを用いた生産スケジューリング。.
- EN 10204 タイプ 3.1 および 3.2 の完全な認証を取得しています。.
- 航空宇宙用途向けのAMS準拠の電源。.
- 在庫のある標準グレードについては、当日中に見積もりを提示いたします。.
MWalloysへのお問い合わせ ニッケル合金ストリップの特注仕様についてご相談ください。当社のウェブサイトのお問い合わせフォームから技術仕様をご送信いただくか、ストリップ製品の技術チームに直接お問い合わせいただければ、寸法対応範囲や納期について当日中にお返事いたします。.
信頼性の高い情報源
- ASMインターナショナル – 『ASMハンドブック』第2巻:物性と選定:非鉄合金および特殊用途材料。ASM International、オハイオ州マテリアルズ・パーク。ISBN 978-0-87170-378-1。.
- 特殊金属株式会社 – インコネル合金625 技術資料(SMC-063);インコネル合金718 技術資料(SMC-045)。.
- ヘインズ・インターナショナル – ハステロイ C-276 合金技術パンフレット(H-2002E);ハステロイ C-22 技術パンフレット(H-2019C)。.
- ASTMインターナショナル – ASTM B443:ニッケル・クロム・モリブデン・コロンビウム合金板、シートおよびストリップに関する標準仕様。.
- ASTMインターナショナル – ASTM B575:低炭素ニッケル・クロム・モリブデン合金板、シートおよびストリップに関する標準仕様。.
- ASTMインターナショナル – ASTM B162:ニッケルストリップ、プレート、シートおよびストリップに関する標準仕様書。.
- ASTMインターナショナル – ASTM B127:ニッケル・銅合金のストリップ、プレート、シートおよびストリップに関する標準仕様書。.
- SAEインターナショナル – AMS 5596:ニッケル合金、耐食性・耐熱性、シート、ストリップ、プレート、62Ni-22Cr-9Mo-3.5Cb。.
- SAEインターナショナル – AMS 5662:ニッケル合金、耐食性・耐熱性、棒材、ロッド、リング、52.5Ni-19Cr-3.0Mo-5.1Cb。.
- ロバーツ, W.L. – 『鋼の冷間圧延』。製造工学・材料加工シリーズ。CRC Press。ISBN 978-0-8247-6780-0。.
- ASTMインターナショナル – ASTM F15:鉄・ニッケル・コバルト系シール合金(コバー)の標準仕様。.
- EN 10204:2004 – 金属製品 – 検査書類の種類。欧州標準化委員会(CEN)、ブリュッセル。.
- NACE International(AMPP) – NACE MR0175 / ISO 15156:石油・ガス生産におけるH₂S含有環境で使用される材料。.
- M.J. ドナチー、S.J. ドナチー. – 『超合金:技術ガイド』第2版。ASM International。ISBN 978-0-87170-749-9。.
- ISO 9001:2015 – 品質マネジメントシステム ― 要求事項。国際標準化機構。.
- NADCAP – 全米航空宇宙・防衛請負業者認定プログラム(National Aerospace and Defense Contractors Accreditation Program)、パフォーマンス・レビュー・インスティテュート(Performance Review Institute)。.
