Las tiras de aleación de níquel de alto rendimiento a medida y las bobinas de calibre de precisión son productos planos laminados en frío con tolerancias muy ajustadas, fabricados a partir de aleaciones a base de níquel, entre las que se incluyen Inconel 625, Hastelloy C276, Monel 400, Alloy 718 y grados de níquel puro, que ofrecen tolerancias de espesor de hasta ±0,003 mm, tolerancias de anchura de hasta ±0,05 mm y acabados superficiales de hasta Ra 0,1 µm para aplicaciones exigentes en los sectores aeroespacial, de dispositivos médicos, de procesamiento químico, de electrónica y de sistemas energéticos. En MWalloys, fabricamos y suministramos estos productos planos de precisión a ingenieros y equipos de compras que no pueden aceptar la variabilidad dimensional de los productos estándar de fábrica.
La diferencia entre una banda estándar de aleación de níquel y una bobina de calibrado de precisión auténtico no es solo una cuestión de terminología. Refleja un proceso de fabricación fundamentalmente diferente, controles de calidad más estrictos, una selección de materias primas más exigente y una cadena de suministro diseñada en función de los requisitos específicos de las aplicaciones finales, que no admiten ninguna desviación dimensional.
¿Qué son las tiras de aleación de níquel a medida y las bobinas de calibre de precisión, y en qué se diferencian de los productos planos estándar?
El término "banda" en la clasificación de productos metalúrgicos se refiere a material laminado plano con una anchura normalmente inferior a 600 mm (24 pulgadas), que se suministra bien en bobinas, bien cortado a medida. La expresión "calibre de precisión" indica que el espesor se ha controlado con tolerancias significativamente más estrictas que las tolerancias estándar de laminación, normalmente mediante una combinación de laminado en frío de precisión, recocido intermedio y nivelado por tensión.
Las tiras de aleación de níquel a medida van más allá: se fabrican según una combinación definida por el cliente de aleación, estado de temple, espesor, anchura, acabado superficial y peso de la bobina, que puede no corresponder a ningún artículo del catálogo. La personalización puede extenderse a requisitos especiales de propiedades mecánicas (rangos específicos de dureza, valores mínimos de alargamiento), al estado de los bordes (borde cortado, borde de laminación, borde desbarbado, borde redondeado) y a requisitos de embalaje (diámetro interior/exterior específicos de la bobina, papel intercalado, embalaje con barrera contra la humedad).
Tiras estándar frente a tiras de calibrado de precisión: diferencias clave
| Parámetro | Tira de laminado estándar | Tira de calibración de precisión | Bobina de precisión a medida |
|---|---|---|---|
| Tolerancia de espesor | ±5 – 101 TP3T del valor nominal | ±1 – 3% del valor nominal | ±0,003 mm absolutos o menos |
| Tolerancia de anchura | ±0,5 – 1,0 mm | ±0,1 – 0,2 mm | ±0,05 mm o según plano |
| Planitud | Planitud comercial | La tensión se ha calmado | Tensión aliviada + nivelada |
| Acabado superficial | Acabado estándar de fábrica | Ra 0,4 – 0,8 µm | Ra 0,1 – 0,4 µm o espejo |
| Estado de los bordes | Corte (con rebaba) | Cortado y desbarbado | Borde redondeado o borde mecanizado |
| Propiedades mecánicas | Valores mínimos según las especificaciones | Rango controlado | Rango definido por el cliente |
| Certificaciones | EN 10204, tipo 2.2 | EN 10204 Tipo 3.1 | EN 10204 Tipo 3.2 + anexo |
| Plazo de entrega habitual | De 2 a 4 semanas, en stock | 4 - 8 semanas | De 8 a 16 semanas (desde la producción) |
Comprender esta jerarquía ayuda a los profesionales de compras a redactar pliegos de condiciones precisos y a evitar recibir flejes estándar cuando se requiere un calibre de precisión. Según nuestra experiencia en MWalloys, aproximadamente el 40% de los errores en las especificaciones que detectamos se deben a que los clientes realizan pedidos con tolerancias dimensionales estándar cuando su proceso de fabricación posterior requiere un producto con calibre de precisión.
Bobina frente a banda cortada a medida: ¿qué formato se adapta mejor a tu proceso?
| Formato de suministro | Ideal para | Rango típico de anchura | Capacidad de longitud |
|---|---|---|---|
| Bobina de precisión | Prensas de estampación, perfilado por rodillos, líneas de procesamiento en continuo | 5 – 600 mm | Continuo (limitado por el peso de la bobina) |
| Tira cortada a medida | Fabricación por lotes, operaciones manuales, validación de muestras | 5 – 600 mm | De 100 mm a 6000 mm por pieza |
| Bobina con devanado oscilante | Estampado a alta velocidad con banda estrecha | 3 – 100 mm | Longitudes continuas muy largas |
| Bobina de hilo de costura transversal | Tira fina, equipo de alimentación de precisión | 1 – 50 mm | Especificado según el peso del carrete |
¿Qué tipos de aleaciones de níquel están disponibles en forma de banda y bobina, y cuáles son sus propiedades principales?
No todas las aleaciones de níquel se producen comercialmente en forma de banda y bobina. La capacidad de laminación de una aleación de níquel en espesores finos depende de sus características de conformado en frío, de su índice de endurecimiento por deformación y de su susceptibilidad a la formación de grietas en los bordes durante el laminado. Las siguientes aleaciones son las que se producen con mayor frecuencia en forma de banda y bobina de precisión, con procedimientos de laminación y recocido bien establecidos.

Tiras de níquel puro y de níquel de baja aleación
| Grado | UNS | Contenido | Propiedad clave | Rango de espesor habitual |
|---|---|---|---|---|
| Níquel 200 | N02200 | 99,01 TP3T mín. | Alta conductividad eléctrica, magnético, blando | 0,01 – 3,0 mm |
| Níquel 201 | N02201 | 99,01 TP3T min (bajo C) | Igual que el servicio para temperaturas superiores a 200 + | 0,01 – 3,0 mm |
| Níquel 205 | N02205 | 99,01 TP3T mín. (bajo contenido en C y Si) | Aplicaciones electrónicas, bimetal para termostatos | 0,025 – 2,0 mm |
| Níquel 270 | N02270 | 99,971 TP3T min | Instrumentos científicos de pureza ultraalta | 0,025 – 1,0 mm |
Las tiras de níquel 200 y 201 son los pilares de la categoría del níquel puro. Su combinación de resistencia a la corrosión en entornos alcalinos, alta conductividad térmica y eléctrica, propiedades magnéticas y excelente conformabilidad las convierte en materiales estándar para componentes de baterías, mandriles de electroformado, equipos de procesamiento químico e interconexiones electrónicas.
Aleaciones de níquel y cobre (serie Monel)
| Grado | UNS | Composición | Aplicación de la tira principal | Gama de espesores |
|---|---|---|---|---|
| Monel 400 | N04400 | 67Ni-31,5Cu | Elementos de fijación para aplicaciones marinas, juntas para procesos químicos | 0,05 – 5,0 mm |
| Monel K500 | N05500 | 65Ni-30Cu-2,7Al-0,6Ti | Resortes, ejes (templables) | 0,1 – 3,0 mm |
| Monel R405 | N04405 | 67Ni-31Cu-0,035S | Piezas mecanizadas que requieren un mecanizado fácil | 0,1 – 3,0 mm |
La banda de Monel K500 en estado de endurecimiento por envejecimiento ofrece una combinación poco habitual: la resistencia a la corrosión de la base de Monel con propiedades mecánicas propias de los aceros para muelles, que se consiguen mediante un sencillo tratamiento de envejecimiento (480 – 510 °C durante 8 – 16 horas). Esto la hace ideal para resortes de precisión, diafragmas y asientos de válvulas en entornos marinos y químicos, donde los aceros para resortes estándar se corroerían rápidamente.
Aleaciones de níquel-cromo (serie Inconel)
| Grado | UNS | Composición clave | Aplicación de la tira principal | Gama de espesores |
|---|---|---|---|---|
| Inconel 600 | N06600 | 76Ni-15,5Cr-8Fe | Dispositivos para el tratamiento térmico, procesamiento químico | 0,05 – 5,0 mm |
| Inconel 625 | N06625 | 62Ni-22Cr-9Mo-3,7Nb | Componentes aeroespaciales, juntas de estanqueidad para agua de mar | 0,05 – 4,0 mm |
| Inconel 718 | N07718 | 53Ni-19Cr-18Fe-5Nb | Sujetadores aeroespaciales, resortes de precisión | 0,025 – 3,0 mm |
| Inconel 690 | N06690 | 62Ni-29Cr-9Fe | Componentes de los generadores de vapor nucleares | 0,05 – 3,0 mm |
| Inconel X-750 | N07750 | 73Ni-15,5Cr-7Fe-2,5Ti | Resortes para altas temperaturas, anillos de retención | 0,1 – 3,0 mm |
La banda de Inconel 718 merece una atención especial, ya que es la banda de superaleación de níquel más utilizada en la industria aeroespacial. Su capacidad de endurecimiento por precipitación mediante un tratamiento de envejecimiento en dos etapas (720 °C durante 8 horas + 620 °C durante 8 horas) permite suministrar la banda en estado de recocido de solución para su conformado, desarrollando toda su resistencia tras el envejecimiento. La banda de Inconel 718 con envejecimiento máximo alcanza resistencias a la tracción de 1380 MPa o superiores, lo que la sitúa a la altura de muchos aceros de alta resistencia, al tiempo que mantiene la excelente resistencia a la corrosión y el comportamiento frente a la fatiga de la aleación.
Aleaciones de níquel-cromo-molibdeno (serie Hastelloy)
| Grado | UNS | Composición clave | Resistencia a la corrosión | Gama de espesores |
|---|---|---|---|---|
| Hastelloy C276 | N10276 | 57Ni-15,5Cr-16Mo-3,75W | Ácidos reductores, entornos mixtos | 0,05 – 5,0 mm |
| Hastelloy C22 | N06022 | 56Ni-21Cr-13,5Mo-3W | Ácidos oxidantes, FGD, sector farmacéutico | 0,05 – 4,0 mm |
| Hastelloy C2000 | N06200 | 59Ni-23Cr-16Mo | La gama más amplia de CRA de una sola aleación | 0,1 – 3,0 mm |
| Hastelloy B3 | N10675 | 65Ni-28,5Mo-1,5Cr | HCl concentrado, ácidos reductores | 0,1 – 3,0 mm |
| Hastelloy X | N06002 | 47Ni-22Cr-18Fe-9Mo | Oxidación a alta temperatura | 0,05 – 4,0 mm |
| Hastelloy N | N10003 | 71Ni-7Cr-16Mo | Entornos de sales fundidas, nucleares | 0,1 – 2,0 mm |
Aleaciones especiales de níquel para aplicaciones electrónicas y magnéticas
| Grado | UNS | Propiedad clave | Aplicación |
|---|---|---|---|
| Aleación 36 (Invar) | K93600 | Expansión térmica ultrabaja | Instrumentos de precisión, componentes láser |
| Aleación 42 | K94100 | Expansión térmica controlada | Sellos de vidrio a metal, componentes electrónicos |
| Aleación 52 | N14052 | Expansión adaptada para el vidrio | Componentes de válvulas de vacío |
| Permalloy 80 | N14080 | Alta permeabilidad magnética | Blindaje magnético, núcleos de transformador |
| Kovar | K94610 | La dilatación es similar a la del vidrio borosilicato | Encapsulado de semiconductores |
| Constantan | - | Resistividad constante en función de la temperatura | Termopares, resistencias de precisión |
Estas aleaciones especiales se encuentran entre los productos laminados más exigentes desde el punto de vista técnico, ya que sus propiedades funcionales (coeficiente de expansión térmica, permeabilidad magnética y resistividad eléctrica) son sensibles a pequeñas variaciones en la composición, al nivel de deformación en frío y a las condiciones de recocido. Para conseguir propiedades funcionales uniformes en toda una bobina de producción, se requieren controles de proceso muy estrictos que van mucho más allá de las tolerancias dimensionales estándar.
¿Qué tolerancias dimensionales puede alcanzar realmente una banda de níquel de precisión?
La capacidad de tolerancia dimensional es el principal factor técnico que diferencia a las bandas de uso general de los materiales de precisión auténticos. Las tolerancias que se pueden alcanzar dependen de la aleación específica (su índice de endurecimiento por deformación y sus características de laminación en caliente), del espesor que se fabrique (los espesores más finos requieren un control absoluto proporcionalmente más estricto) y de la maquinaria de fabricación utilizada.
Capacidades de tolerancia en el espesor
| Gama de espesores | Tolerancia estándar de fresado | Tolerancia de grado de precisión | Tolerancia de ultraprecisión |
|---|---|---|---|
| 2,0 – 5,0 mm | ±0,10 – 0,15 mm | ±0,05 mm | ±0,025 mm |
| 1,0 – 2,0 mm | ±0,08 – 0,12 mm | ±0,025 mm | ±0,015 mm |
| 0,5 – 1,0 mm | ±0,05 – 0,08 mm | ±0,015 mm | ±0,010 mm |
| 0,1 – 0,5 mm | ±0,015 – 0,025 mm | ±0,008 mm | ±0,005 mm |
| 0,025 – 0,1 mm | ±0,005 – 0,010 mm | ±0,003 mm | ±0,002 mm |
| < 0,025 mm (lámina) | ±0,003 mm | ±0,001 mm | ±0,0005 mm |
Estas tolerancias no son límites teóricos: representan capacidades de producción documentadas procedentes de procesos de laminación de precisión consolidados. Para alcanzar tolerancias de ultraprecisión es necesario realizar mediciones de espesor en línea mediante rayos X o rayos beta, con retroalimentación en bucle cerrado al laminador; utilizar rodillos de trabajo rectificados con precisión y con coronamiento controlado; y mantener un estricto control de la temperatura a lo largo de toda la secuencia de laminación.
Tolerancia de anchura y rectitud
| Ancho de la tira | Tolerancia del borde de la ranura | Tolerancia de corte de precisión | Calidad de los bordes |
|---|---|---|---|
| 5 – 25 mm | ±0,15 mm | ±0,05 mm | Altura de la rebaba < 0,02 mm |
| 25 – 100 mm | ±0,20 mm | ±0,08 mm | Altura de la rebaba < 0,03 mm |
| 100 – 300 mm | ±0,30 mm | ±0,10 mm | Altura de la rebaba < 0,05 mm |
| 300 – 600 mm | ±0,50 mm | ±0,15 mm | Altura de la rebaba < 0,05 mm |
La curvatura lateral (camber) es un parámetro de planitud fundamental para las bandas estrechas utilizadas en operaciones de estampado a alta velocidad. Las bandas cortadas estándar pueden presentar una curvatura de hasta 3 mm por metro de longitud, lo que puede provocar problemas de guiado de la banda en las herramientas de troquelado progresivo. Las bandas cortadas de precisión deben presentar una curvatura inferior a 1 mm por metro y, para las aplicaciones más exigentes, se especifica el uso de bandas niveladas por tensión con una curvatura inferior a 0,3 mm por metro.
Normas dimensionales para bobinas
| Parámetro | Bobina estándar | Bobina de precisión | Especificaciones personalizadas |
|---|---|---|---|
| Diámetro interior (DI) | Entre 300 y 600 mm, por lo general | 300, 400, 500 mm ±5 mm | Según especificaciones del cliente: ±2 mm |
| Diámetro exterior (OD) | Tal y como se ha elaborado | Controlado con una precisión de ±10 mm | Según especificaciones del cliente: ±5 mm |
| Peso de la bobina | Variable | Especificado por el cliente | ±5% del peso especificado |
| Oscilación (franja estrecha) | Paso estándar | Paso de precisión: ±0,5 mm | Paso personalizado |
| Intercalación | Fuera de lo habitual | Disponible con intercalado de papel | Material especificado |
¿Cómo se fabrican las tiras de aleación de níquel de alto rendimiento según normas de precisión?
El proceso de fabricación de las bandas de aleación de níquel de precisión consta de múltiples etapas controladas, cada una de las cuales contribuye a la calidad dimensional y metalúrgica final. Comprender este proceso ayuda a los ingenieros a entender por qué las bandas de precisión tienen un coste más elevado y por qué los plazos de entrega son más largos que en el caso de los productos planos básicos.
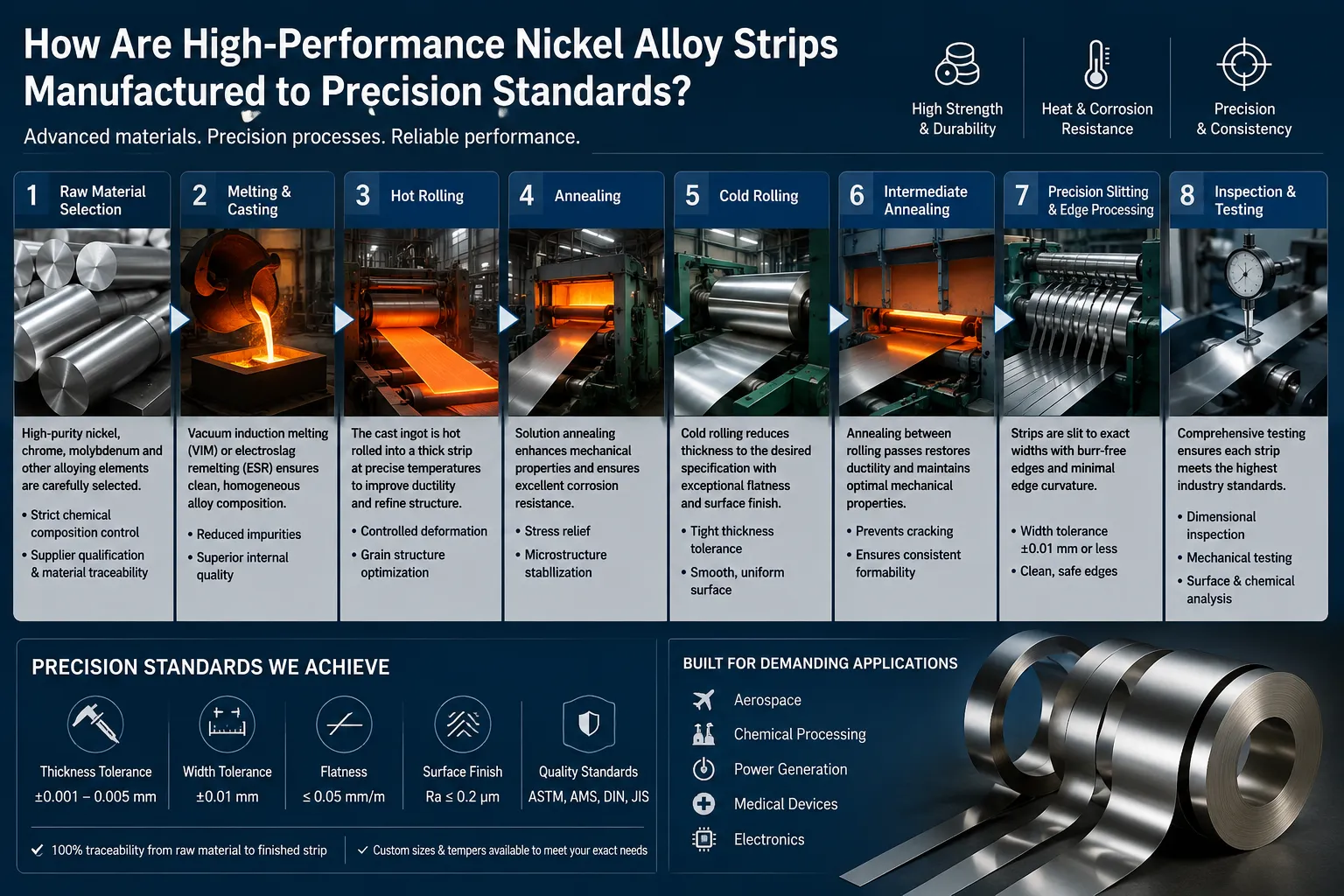
Proceso de fabricación paso a paso
Paso 1: Calificación de las materias primas
La producción de bandas de precisión comienza con la selección de la materia prima en la fase de fusión. La fusión por inducción al vacío (VIM), seguida de la refusión por arco al vacío (VAR) o la refusión por electroescoria (ESR), es el procedimiento estándar para los grados más exigentes (Inconel 718, Waspaloy, níquel 270 de alta pureza). Estos procesos de fusión secundaria eliminan la segregación, reducen el contenido de inclusiones y producen una estructura de lingote más homogénea que responde de forma constante al posterior laminado en frío.
En el caso de los grados electrónicos y magnéticos (Invar 36, Permalloy), el control de la composición química de la fundición es especialmente crítico: variaciones de tan solo 0,01% en elementos clave (el contenido de níquel en el Permalloy y el de hierro en el Invar) pueden hacer que las propiedades funcionales se desvíen de las especificaciones.
Paso 2: Laminado en caliente hasta obtener un calibre intermedio
El lingote o la plancha de colada continua se lamina en caliente a temperaturas elevadas (normalmente entre 1050 y 1200 °C, dependiendo de la aleación) hasta alcanzar un espesor intermedio de entre 3 y 8 mm. La laminación en caliente establece la estructura granular y elimina la microestructura dendrítica de la colada. Tras la laminación en caliente, la banda se recoce (recocido de solución para la mayoría de los grados) y se descalcifica mediante decapado en una solución ácida mixta (normalmente una mezcla de ácido nítrico y ácido fluorhídrico) para eliminar la capa de óxido formada durante la laminación en caliente.
Paso 3: Laminado en frío hasta alcanzar el calibre de precisión
La laminación en frío reduce el espesor de la banda hasta el valor deseado mediante múltiples pasadas por laminadores de precisión. Los parámetros de laminación fundamentales para la producción de calibres de precisión incluyen:
| Parámetro de rodadura | Efecto sobre la calidad de la tira | Método de control habitual |
|---|---|---|
| Espacio entre rodillos | Factor determinante principal del espesor | Control automático de nivel hidráulico (AGC) |
| Fuerza de rodadura | Influye en la uniformidad del espesor | Señal de retroalimentación de la célula de carga al AGC |
| Tensión de la banda | Influye en la propagación de la anchura y la planitud | Controlador de tensión |
| Velocidad de rodadura | Influye en el acabado de la superficie y en la eficacia de la lubricación | Sistema de accionamiento sincronizado por velocidad |
| Temperatura del rodillo | Influye en la temperatura y el calibre de la banda | Control de la refrigeración por agua |
| Viscosidad y fluidez del lubricante | Acabado superficial, desgaste de las herramientas | Sistema de lubricación dosificada |
En la mayoría de las aleaciones de níquel es necesario realizar un recocido intermedio entre las pasadas de laminación en frío, ya que, de lo contrario, su rápida velocidad de endurecimiento por deformación haría inviable continuar con la laminación y daría lugar a una banda con una ductilidad insuficiente. El programa de recocido (temperatura, tiempo y atmósfera) debe controlarse cuidadosamente para recristalizar la estructura sometida a deformación en frío sin que se produzca un crecimiento excesivo del grano.
Paso 4: Recocido final y templado
El recocido final determina las características metalúrgicas (tamaño del grano, fracción recristalizada) y las propiedades mecánicas (dureza, límite elástico, alargamiento) de la banda suministrada. En el caso de las bandas de precisión, el horno de recocido debe garantizar:
- Uniformidad de la temperatura dentro de un margen de ±5 °C a lo ancho de la banda y a lo largo de la bobina.
- Atmósfera controlada (hidrógeno, mezcla de nitrógeno e hidrógeno o vacío) para evitar la oxidación y mantener la limpieza de la superficie.
- Control preciso del tiempo a temperatura para conseguir un tamaño de grano uniforme.
En el caso de las bandas de temple medio o duro, una reducción en frío final controlada tras el último recocido determina el grado de deformación en frío, lo que se traduce directamente en rangos específicos de propiedades mecánicas.
Paso 5: Corte a medida
El corte longitudinal de precisión utiliza cuchillas circulares endurecidas con un juego controlado (normalmente entre 5 y 10% del espesor de la banda) para obtener el ancho final. El estado de las cuchillas de la cortadora, su alineación y los ajustes de juego son fundamentales para la calidad de los bordes y la tolerancia del ancho. En el caso de bandas muy estrechas (por debajo de 10 mm), se requiere un utillaje especializado de corte en serie para mantener el paralelismo en múltiples cortes simultáneamente.
Paso 6: Nivelación y alineación
El nivelado por tensión o por rodillos tras el corte longitudinal elimina la deformación de la bobina (curvatura en la dirección de laminado) y la ondulación de los bordes que pueden producirse durante el laminado en frío. Este paso es esencial para las tiras que se vayan a utilizar en estampado de precisión, corte por láser o grabado fotoquímico, donde la planitud influye directamente en la precisión dimensional de la pieza acabada.
Paso 7: Inspección final y embalaje
Las bobinas de fleje de precisión se someten a una inspección final exhaustiva que incluye:
- Inspección de superficies 100% (óptica automatizada o visual)
- Medición del espesor en varios puntos a lo ancho y a lo largo.
- Medición de la anchura y la curvatura
- Verificación de las propiedades mecánicas (dureza y propiedades de tracción en muestras tomadas de cada extremo de la bobina)
- Verificación de la composición química (certificación basada en el tratamiento térmico)
- Embalaje según las especificaciones del cliente (barrera contra la humedad, desecante, papel intercalado, protectores de bobinas)
¿Qué opciones de acabado superficial hay disponibles para las tiras y bobinas de níquel de precisión?
El acabado superficial no solo influye en el aspecto de la banda de níquel, sino también en su rendimiento funcional en numerosas aplicaciones: la resistencia a la corrosión, la soldabilidad, la capacidad de adhesión, la reflectividad, el coeficiente de fricción y la calidad de las operaciones posteriores de recubrimiento o galvanización dependen todas ellas del estado de la superficie.
Designaciones estándar de acabado superficial para tiras de aleación de níquel
| Designación del acabado | Ra (µm) | Descripción | Aplicación típica |
|---|---|---|---|
| 2B (laminado en frío estándar) | 0.1 - 0.5 | Brillante, suave, ligeramente enrollado con rollos suaves | Equipos alimentarios de uso general |
| 2D (laminado en frío sin pulir) | 0.4 – 1.0 | Mate, laminado con rodillos de chorro de arena | Aplicaciones de conformado, adherencia de la pintura |
| BA (recocido brillante) | < 0,1 | Con acabado especular, recocido en atmósfera de H₂ | Decorativo, óptico, farmacéutico |
| N.º 4 (cepillado) | 0.4 – 0.8 | Acabado cepillado unidireccional | Arquitectónico, apto para uso alimentario, médico |
| N.º 6 (satinado) | 0.3 - 0.6 | Acabado satinado mate, con grano fino | Productos sanitarios, instrumentos |
| N.º 7 (Reflejante) | 0.1 – 0.2 | Alta reflectividad, abrasivo fino + pulido | Componentes decorativos y reflectantes |
| N.º 8 (Espejo) | < 0,05 | Espejo completo, electropulido | Óptica, óptica de precisión, semiconductores |
| Electropulido | < 0,1 | Alisado electroquímicamente | Farmacéutica, de semiconductores, médica |
| Tal como se ha laminado (templado duro) | 0.15 – 0.4 | Depende de la superficie final del rodillo | Resortes, contactos, componentes electrónicos |
Requisitos de limpieza de superficies
Más allá de la rugosidad, muchas aplicaciones de alta tecnología imponen requisitos específicos de limpieza superficial que se miden en términos de contaminación residual por hidrocarburos (procedente de los lubricantes de rodamiento), espesor de la película de óxido o contaminación iónica.
En aplicaciones de semiconductores y electrónica, las tiras de níquel pueden requerir:
- Contaminación orgánica total inferior a 50 µg/cm².
- Contaminación por cloruro inferior a 5 µg/cm².
- Película de óxido con un espesor inferior a 2 nm (verificado mediante espectroscopia XPS o de Auger)
- Control de la contaminación por partículas (limpiado y envasado en condiciones de sala limpia)
En el caso de las aplicaciones de productos sanitarios, la limpieza de las superficies debe cumplir los requisitos de biocompatibilidad de la norma ISO 10993, lo que suele implicar el electropulido de las superficies, seguido de un proceso de pasivación y un envasado en sala limpia.
En MWalloys, colaboramos con los clientes para definir con precisión los requisitos de acabado superficial, en lugar de conformarnos con descripciones vagas como "brillante" o "limpio". La conversación sobre el acabado superficial debe partir de la función de uso final de la superficie de la banda, y no de un número de acabado.
¿Cuáles son las propiedades mecánicas y físicas de las principales aleaciones de tiras de níquel?
Las propiedades mecánicas de las bandas de aleación de níquel varían considerablemente en función del tipo de aleación y del estado de templado. Las tablas que figuran a continuación recogen las propiedades representativas de las bandas de precisión en los estados de templado más habituales.
Propiedades mecánicas en estado recocido
| Aleación | UTS (MPa) | Límite elástico (MPa) | Alargamiento (%) | Dureza (HV) |
|---|---|---|---|---|
| Níquel 200 | 380 – 480 | 100 – 200 | 35 - 45 | 100 – 150 |
| Monel 400 | 480 – 590 | 170 – 345 | 35 - 45 | 130 – 180 |
| Monel K500 (recocido) | 690 – 830 | 310 – 415 | 25 - 35 | 180 – 230 |
| Inconel 600 | 550 - 690 | 240 – 380 | 30 - 40 | 150 – 200 |
| Inconel 625 | 830 – 1000 | 415 – 620 | 30 - 40 | 200 – 260 |
| Inconel 718 (recocido en solución) | 1000 – 1100 | 550 - 700 | 25 - 35 | 280 – 330 |
| Hastelloy C276 | 690 – 790 | 310 – 380 | 40 – 50 | 190 – 230 |
| Hastelloy C22 | 690 – 760 | 290 – 360 | 45 - 55 | 185 – 220 |
| Hastelloy X | 690 – 790 | 310 – 380 | 35 - 45 | 195 – 235 |
| Invar 36 | 480 – 550 | 275 – 345 | 30 - 40 | 130 – 160 |
Propiedades mecánicas tras el conformado en frío / endurecimiento por envejecimiento
| Aleación | Condición | UTS (MPa) | Límite elástico (MPa) | Alargamiento (%) | Dureza (HV) |
|---|---|---|---|---|---|
| Níquel 200 | Templado duro (50% CR) | 690 – 760 | 620 – 700 | 2 – 5 | 230 – 270 |
| Monel 400 | Temperamento primaveral | 830 – 1000 | 760 – 930 | 3 – 8 | 250 – 310 |
| Monel K500 | Envejecido (480 °C/16 h) | 1000 – 1140 | 690 - 860 | 20 – 28 | 300 – 360 |
| Inconel 718 | Curado (720 °C + 620 °C) | 1380 – 1450 | 1170 – 1240 | 12 - 18 | 390 – 440 |
| Inconel X-750 | Spring HT | 1170 – 1300 | 860 – 1000 | 15 – 22 | 340 – 380 |
| Inconel 625 | Templado duro (50% CR) | 1250 – 1380 | 1100 – 1250 | 5 - 10 | 350 – 400 |
Propiedades físicas relevantes para las aplicaciones de las tiras
| Propiedad | Níquel 200 | Monel 400 | Inconel 625 | Inconel 718 | Hastelloy C276 | Invar 36 |
|---|---|---|---|---|---|---|
| Densidad (g/cm³) | 8.89 | 8.83 | 8.44 | 8.19 | 8.89 | 8.11 |
| Conductividad térmica (W/m·K a 20 °C) | 70.2 | 21.8 | 9.8 | 11.4 | 10.2 | 10.5 |
| Resistividad eléctrica (µΩ·m) | 0.095 | 0.547 | 1.29 | 1.25 | 1.30 | 0.820 |
| Expansión térmica (µm/m·°C, 20-100 °C) | 13.3 | 13.9 | 12.8 | 13.0 | 11.2 | 1.6 |
| Módulo de elasticidad (GPa) | 204 | 180 | 208 | 211 | 205 | 141 |
| Permeabilidad magnética | Ferromagnético | No magnético | No magnético | Ligeramente magnético | No magnético | No magnético |
| Intervalo de fusión (°C) | 1435 – 1446 | 1300 – 1350 | 1290 – 1350 | 1260 – 1336 | 1325 – 1370 | 1425 – 1450 |
El coeficiente de expansión térmica extremadamente bajo del Invar 36 (1,6 µm/m·°C, frente a los 11-13 µm/m·°C de la mayoría de las demás aleaciones de níquel) lo convierte en un material insustituible en instrumentos de precisión y patrones dimensionales, donde es imprescindible minimizar la deformación térmica. Esta propiedad es sensible al grado de conformado en frío y al tratamiento térmico, lo que significa que las bandas de Invar deben especificarse con un recocido final controlado para garantizar que el comportamiento de baja expansión, tan atípico, se desarrolle plenamente en el material suministrado.
¿Qué sectores utilizan tiras de aleación de níquel a medida y qué aplicaciones concretas impulsan la demanda?
La amplia variedad de sectores que utilizan bandas de aleación de níquel de precisión refleja la versatilidad de la familia de aleaciones de níquel. Cada sector industrial tiene combinaciones específicas de propiedades que determinan la elección de la aleación y el calibre.
Aplicaciones aeroespaciales y de defensa
El sector aeroespacial constituye el mercado más grande y técnicamente más exigente para las tiras de aleación de níquel de precisión:
| Aplicación | Aleación preferida | Requisito clave relativo a la propiedad | Especificaciones fundamentales |
|---|---|---|---|
| Revestimientos de la cámara de combustión | Hastelloy X, Inconel 625 | Resistencia a la oxidación a altas temperaturas | AMS 5536, AMS 5596 |
| Fuelle del sistema de combustible | Inconel 625, 718 | Resistencia a la fatiga, compatibilidad con el combustible | AMS 5596, AMS 5662 |
| Anillos de retención de álabes de turbina | Inconel 718, X-750 | Alta resistencia a la temperatura | AMS 5542, AMS 5598 |
| Material de fijación para aeronaves | Inconel 718 | Alta resistencia a la tracción, corrosión | AMS 5662 |
| Juntas y sellos del sistema de escape | Inconel 600, 625 | Sellado a alta temperatura | AMS 5540, AMS 5596 |
| Componentes del sistema de combustible criogénico | Inconel 625 | Resistencia a bajas temperaturas | AMS 5596 |
| Tiras de gestión térmica | Invar 36 | Estabilidad dimensional en función de la temperatura | AMS 1599 |
La exigencia de la industria aeroespacial de una trazabilidad completa, desde la fundición hasta la pieza acabada, junto con los requisitos de inspección del primer artículo y los ensayos de homologación, hace que las bandas de precisión de grado aeroespacial cuenten con el paquete de documentación más completo de entre todos los productos de este tipo.
Aplicaciones en el ámbito de los productos sanitarios y farmacéuticos
| Aplicación | Aleación preferida | Motivo de la selección |
|---|---|---|
| Resortes para instrumentos quirúrgicos | Inconel 718, Elgiloy | Alta resistencia, compatible con la esterilización |
| Componentes de dispositivos implantables | MP35N, Inconel 625 | Biocompatibilidad, resistencia a la fatiga |
| Tira de alambre guía cardíaco | Níquel-titanio (Nitinol) | Comportamiento superelástico |
| Componentes internos de reactores farmacéuticos | Hastelloy C22, C276 | Amplia resistencia química |
| Tira de instrumentos ortopédicos | 17-7PH, Inconel 718 | Alta resistencia mecánica, resistencia a la corrosión |
| Resortes para dispositivos de administración de fármacos | Inconel 718, 17-4PH | Rigidez precisa del muelle, biocompatibilidad |
Las aplicaciones de dispositivos médicos requieren una evaluación de la biocompatibilidad según la norma ISO 10993, una trazabilidad completa de los materiales y, a menudo, una verificación dimensional de cada pieza, en lugar de un muestreo estadístico. El acabado superficial electropulido es prácticamente universal en los componentes implantables para minimizar la superficie que podría albergar bacterias y reducir el riesgo de que se produzca corrosión localizada.
Aplicaciones en electrónica y semiconductores
| Aplicación | Aleación preferida | Propiedad crítica |
|---|---|---|
| Lengüeta de la batería y regleta de conectores | Níquel 200, Níquel 201 | Conductividad eléctrica, soldabilidad |
| Tira de termopar (tipo K) | Aleaciones de Chromel/Alumel | Fuerza electromotriz termoeléctrica precisa |
| Sellado vidrio-metal | Kovar (Fe-Ni-Co), aleación 42 | Expansión térmica adaptada |
| Tira de resistencias de precisión | Constantán, nicromo | Resistividad constante en función de la temperatura |
| Blindaje magnético | Permalloy 80, Mu-metal | Alta permeabilidad magnética |
| Material del marco de contactos | Aleación 42, Kovar | Baja dilatación, compatible con el recubrimiento |
| Cajas de blindaje contra las radiofrecuencias | Níquel 200 | Blindaje magnético + conductividad |
| Encapsulado de semiconductores | Kovar | Hermeticidad, coincidencia de expansión |
La evolución de la industria electrónica hacia dispositivos más compactos y de mayor potencia impulsa continuamente la demanda de tiras más finas con tolerancias más estrictas. En MWalloys estamos observando una creciente demanda de tiras de Kovar y aleación 42 con espesores inferiores a 0,1 mm y requisitos de tolerancia de ±0,003 mm, impulsada por la miniaturización de los encapsulados electrónicos herméticos.
Aplicaciones en el sector del petróleo, el gas y el procesamiento químico
| Aplicación | Banda de aleación preferida | Estado del servicio |
|---|---|---|
| Fuelle de expansión | Inconel 625, Hastelloy C276 | Alta presión, medios corrosivos |
| Revestimiento interior de una manguera flexible | Inconel 625, 316L | Transporte de fluidos corrosivos |
| Material de las juntas y los sellos | Inconel 625, C276 | Alta presión, temperatura y productos químicos |
| Material de las aletas del intercambiador de calor | Monel 400, Inconel 600 | Agua de mar, proceso químico |
| Componentes de las boquillas pulverizadoras | Hastelloy C22, C276 | FGD, niebla ácida |
| Diafragmas para instrumentación | Inconel 625, Hastelloy C276 | Detección de presión en medios corrosivos |
Aplicaciones en el sector de la energía y la generación eléctrica
| Aplicación | Aleación preferida | Requisitos de rendimiento |
|---|---|---|
| Separadores para conjuntos de combustible nuclear | Inconel 718, Zircaloy | Resistencia a la radiación, estabilidad dimensional |
| Tira de tubos para generador de vapor | Inconel 690, 800 | Resistencia a la corrosión por corrosión-galvanic (SCC), transferencia de calor |
| Tubos protectores para termopares | Inconel 600 | Estabilidad a altas temperaturas |
| Tira de interconexión para pilas de combustible | Inconel 600, 601 | Resistencia a la oxidación, conductividad |
| Componentes de las pilas de combustible de óxido sólido | Crofer 22 APU | Expansión adaptada, resistencia a la oxidación |
| Componentes para el almacenamiento de energía en baterías | Níquel 200, 201 | Conductividad, soldabilidad |
¿Cómo se especifica y se encarga correctamente una tira de aleación de níquel de precisión a medida?
Una especificación completa e inequívoca evita la causa más habitual de los problemas de suministro: recibir material que, aunque técnicamente se ajuste a la especificación indicada, no ofrece el rendimiento esperado en la aplicación prevista. En MWalloys, hemos desarrollado un marco de especificaciones estándar basado en años de experiencia resolviendo problemas de especificaciones con nuestros clientes.
Lista de verificación completa de especificaciones para tiras de níquel a medida
1. Identificación de aleaciones
- Designación AISI/UNS (p. ej., UNS N06625)
- Nombre comercial, si procede (p. ej., Inconel 625)
- Norma aplicable al material (p. ej., ASTM B443, AMS 5596)
- ¿Existe algún requisito especial de composición que vaya más allá de lo habitual?
2. Forma y dimensiones del producto
- Espesor: valor nominal + tolerancia (p. ej., 0,250 mm ±0,005 mm)
- Ancho: valor nominal + tolerancia (p. ej., 25,00 mm ±0,05 mm)
- Longitud o formato en bobina: cortado a medida con tolerancia de longitud, o en bobina con especificaciones de diámetro interior, diámetro exterior y peso
- Diámetro interior de la bobina, si procede
- Peso máximo de la bobina, si procede
3. Estado metalúrgico (templado)
- Recocido (blando, totalmente recristalizado)
- Designación del estado de endurecimiento por trabajo en frío (¼ duro, ½ duro, ¾ duro, duro, para muelles)
- Porcentaje de trabajo en frío, si se especifica
- Estado de endurecimiento por envejecimiento, si procede (especificar el tratamiento de envejecimiento)
4. Propiedades mecánicas requeridas
- Especifica los intervalos requeridos, no solo los valores mínimos (por ejemplo, "Dureza: 250 – 300 HV" en lugar de "Dureza: 250 HV como mínimo").
- Rango de resistencia a la tracción
- Margen de límite elástico
- Alargamiento mínimo
- Cualquier requisito relativo a la fatiga o a los impactos
5. Acabado superficial
- Valor Ra o designación estándar (2B, BA, electropulido, etc.)
- Criterios de aceptación de defectos superficiales
- Requisitos de limpieza (si procede)
6. Condición de borde
- Corte en bisel (con o sin desbarbado)
- Borde redondeado (laminado o rectificado)
- Altura admisible de la rebaba
7. Requisitos de certificación
- Tipo de certificado EN 10204 (2.1, 2.2, 3.1 o 3.2)
- Ensayos específicos exigidos en el certificado (análisis químico completo, propiedades mecánicas, dureza)
- Requisitos de inspección por parte de terceros
8. Requisitos especiales
- PMI (identificación positiva del material) en cada bobina
- Ensayo hidrostático (no es habitual en las tiras, pero en ocasiones se especifica)
- Requisitos de envasado
- Requisitos relativos al país de origen
- Declaración de conformidad con REACH y RoHS
Errores habituales en las especificaciones que hay que evitar
| Error | Consecuencia | Enfoque correcto |
|---|---|---|
| Especificar únicamente la dureza mínima | Recibir material demasiado duro que se agrieta durante el conformado | Especifica el rango de dureza (mínimo y máximo) |
| Utilización de nombres comerciales sin número UNS | Posible sustitución por una aleación no equivalente | Incluye siempre el número UNS |
| No se especifica el estado de templado | Recibir material recocido cuando se requiere un temple de resorte | Denominación específica del estado en materia de temperamento |
| Omisión de los requisitos relativos al acabado superficial | Se ha recibido una superficie tal y como ha salido del laminador, no apta para su aplicación | Especifique el valor de Ra y el tipo de acabado |
| No se ha especificado el ID de la bobina | Bobinas de recepción incompatibles con tu equipo de desenrollado | Especifica siempre los requisitos de identificación de la bobina |
| Solicitar tolerancias más estrictas de las que se pueden fabricar | Grandes retrasos y subida de precios | Consulte al proveedor antes de especificar tolerancias extremadamente ajustadas. |
¿Qué normas de calidad y certificaciones se aplican a las bobinas de aleación de níquel de precisión?
Los requisitos de calidad de la documentación relativa a las tiras de níquel de precisión varían considerablemente en función del sector de destino. Los requisitos más exigentes corresponden a las aplicaciones aeroespaciales, nucleares y de dispositivos médicos.
Normas de materiales aplicables por aleación
| Aleación | Norma ASTM | Norma AMS | Norma EN | Otros |
|---|---|---|---|---|
| Níquel 200/201 | B162 (chapa), B160 (barra) | AMS 2315 | NW2200/NW2201 | - |
| Monel 400 | B127 (lámina/placa) | AMS 4544 | NW4400 | - |
| Monel K500 | B865 (barra/placa) | AMS 4676 | - | - |
| Inconel 600 | B168 (lámina/placa) | AMS 5540 | NC15Fe | - |
| Inconel 625 | B443 (chapa) | AMS 5596 | NW6625 | API 5LD, NACE |
| Inconel 718 | B670 (lámina/placa) | AMS 5596, AMS 5662 | NW7718 | - |
| Hastelloy C276 | B575 (lámina/placa) | - | NW0276 | NACE MR0175 |
| Hastelloy C22 | B575 (lámina/placa) | - | NW0022 | NACE MR0175 |
| Invar 36 | - | AMS 1599 | K93600 | ASTM F1684 |
| Kovar | - | ASTM F15 | - | MIL-I-23011 |
Niveles de certificación y su significado
| Tipo de certificado | Designación según la norma EN 10204 | Contenido | Firmante |
|---|---|---|---|
| Informe de ensayo | Tipo 2.1 | Declaración de conformidad únicamente | Fabricante |
| Informe de pruebas de funcionamiento | Tipo 2.2 | Resultados de las pruebas de una inspección no específica | Fabricante |
| Certificado de inspección (específico) | Tipo 3.1 | Resultados de los ensayos de calor específico/lote | Control de calidad del fabricante |
| Certificado de inspección (independiente) | Tipo 3.2 | Resultados de las pruebas verificados por un inspector independiente | Inspector independiente |
| Certificaciones complementarias | Varios | Informes del PMI, resultados de las NDE, declaraciones de cumplimiento | Como se especifica |
Para las aplicaciones aeroespaciales, las normas AMS suelen exigir, como mínimo, un certificado 3.1, aunque muchas especificaciones de los contratistas principales exigen la certificación 3.2. Las aplicaciones nucleares pueden requerir proveedores homologados según la norma NCA-3800, con requisitos de documentación adicionales según la Sección III de la ASME.
¿En qué se diferencia la capacidad de procesamiento a medida de MWalloys del suministro estándar de flejes de laminación?
Las bandas estándar de aleación de níquel procedentes de una fábrica se fabrican con la gama más amplia de propiedades y dimensiones aceptables en el mercado. MWalloys aporta valor añadido mediante un procesamiento de precisión que transforma el producto estándar de fábrica en bandas de precisión a medida del cliente, o gestionando la producción directa en fábrica de productos verdaderamente personalizados para necesidades de mayor volumen.
Servicios de procesamiento de valor añadido de MWalloys
| Servicio | Capacidad | Ventaja para el cliente |
|---|---|---|
| Corte longitudinal de precisión | Tolerancia de anchura: ±0,05 mm; anchuras a partir de 3 mm | Ancho exacto para las herramientas de estampado, sin desperdicio de material |
| Nivelación de precisión | Planicidad de hasta 0,3 mm/m de curvatura | Alimentación constante en equipos automatizados |
| Corte a medida | Tolerancia de longitud: ±0,5 mm; longitudes de hasta 6000 mm | Elimina la operación de corte por parte del cliente |
| Redondeo de bordes | Radio: 0,05 – 0,5 mm | Seguridad en la manipulación; evita problemas de rebabas en el estampado |
| Inspección de superficies | Inspección óptica automatizada 100% | Detección de defectos antes de la entrega |
| Bobinado a medida | Cualquier valor especificado de diámetro interior/diámetro exterior/peso | Compatibilidad directa con los equipos del cliente |
| Bobinado oscilante | Bobinas de franja estrecha y gran longitud | Maximiza la longitud de la serie continua |
| Electropulido | Ra < 0,1 µm | Aplicaciones farmacéuticas, médicas y en el sector de los semiconductores |
| Pasivación | Conforme a la norma ASTM A967 | Mayor resistencia a la corrosión |
| Pruebas PMI | Análisis por XRF en cada bobina | Verificación positiva del material antes del envío |
| Embalaje a medida | Barrera contra la humedad, desecante, etiquetado personalizado | Protección para el almacenamiento prolongado o el transporte |
Realizamos una importante inversión en capacidad de nivelación por tensión, ya que la banda plana es, con diferencia, el servicio de valor añadido más solicitado por los clientes del sector del estampado de precisión. Una banda con una tolerancia de espesor perfecta, pero con una planitud insuficiente, causará tantos problemas de producción como una con un control deficiente del espesor.
Preguntas frecuentes: Tiras de aleación de níquel a medida y bobinas de calibre de precisión
1: ¿Cuál es el espesor mínimo disponible para las tiras de precisión de aleación de níquel?
El espesor mínimo que se puede producir comercialmente para las tiras de precisión de aleación de níquel es de aproximadamente 0,010 mm (10 micras) en el caso de los grados de níquel puro, mientras que la mayoría de las aleaciones estructurales, como el Inconel 625, se ven limitadas en la práctica a un rango de entre 0,025 y 0,050 mm con tolerancias de precisión. El níquel puro (Nickel 200) y las aleaciones blandas como el Monel 400 pueden laminarse hasta alcanzar espesores de lámina, ya que sus menores índices de endurecimiento por deformación permiten una mayor reducción por pasada sin que se produzcan grietas en los bordes. Las aleaciones de mayor resistencia, como el Inconel 718 y el Hastelloy C276, se endurecen por deformación más rápidamente, lo que hace que los espesores muy finos sean cada vez más difíciles y costosos de producir con propiedades uniformes a lo largo de todo el ancho de la banda. En espesores inferiores a 0,025 mm, mantener la tolerancia de espesor dentro de ±0,002 mm requiere laminadores de lámina especializados con bastidores extremadamente rígidos y medición por rayos X en línea. Para aplicaciones que requieran lámina de aleación de níquel con un espesor inferior a 0,025 mm, los plazos de entrega suelen ser de entre 12 y 20 semanas y se aplican cantidades mínimas de pedido. Póngase en contacto con el equipo técnico de MWalloys para comentar sus requisitos específicos de espesor antes de redactar un pliego de condiciones.
2: ¿Se pueden suministrar tiras de aleación de níquel en estado de endurecimiento por envejecimiento? ¿Cuáles son las limitaciones?
Sí, las tiras de aleación de níquel pueden suministrarse en estado de endurecimiento por envejecimiento para calidades como Inconel 718, Monel K500 e Inconel X-750, pero su conformabilidad se ve muy reducida en comparación con el estado de recocido en solución, lo que hace que el conformado tras el envejecimiento resulte poco práctico para la mayoría de las geometrías. La práctica habitual en el sector para las aleaciones endurecibles por envejecimiento consiste en suministrar la banda en estado de recocido de solución (o, en ocasiones, parcialmente trabajada en frío), realizar todas las operaciones de conformado en este estado más blando y, a continuación, someter a los componentes conformados a un proceso de endurecimiento por envejecimiento en un horno. Esta secuencia maximiza la conformabilidad durante la fabricación, al tiempo que permite alcanzar la resistencia máxima en la pieza acabada. El suministro de flejes ya sometidos a envejecimiento solo resulta práctico para aplicaciones que impliquen un simple plegado con radios generosos, el corte en bruto (cizallado sin conformado) o aquellas en las que el fleje se utilice tal y como se ha cortado, sin deformación adicional. El tratamiento de envejecimiento del Inconel 718 (720 °C durante 8 horas, enfriamiento en horno hasta 620 °C, mantenimiento durante 8 horas y enfriamiento al aire) puede realizarse en un horno discontinuo o continuo tras la fabricación. MWalloys puede suministrar material en cualquier estado especificado y ofrecer recomendaciones sobre la secuencia de procesamiento óptima para su aplicación.
3: ¿Cómo influye el temple en frío en la resistencia a la corrosión de las bandas de aleación de níquel?
El conformado en frío no reduce de forma significativa la resistencia a la corrosión general de la mayoría de las aleaciones de níquel, pero puede aumentar la susceptibilidad a la corrosión por tensión en entornos específicos, y un conformado en frío intenso en grados propensos a la sensibilización puede aumentar ligeramente el riesgo de ataque intergranular. La integridad de la película pasiva de las aleaciones de níquel depende principalmente de su composición química, y no del grado de deformación en frío. La banda de Hastelloy C276 en estado endurecido conserva esencialmente la misma resistencia a la corrosión general y a la corrosión por picaduras que en estado recocido. Sin embargo, las elevadas tensiones residuales presentes en las bandas sometidas a un fuerte trabajo en frío pueden favorecer la corrosión por tensión en entornos que no afectarían al material recocido sin tensiones. Por este motivo, las aplicaciones que combinen bandas en estado endurecido con entornos corrosivos agresivos deben revisarse cuidadosamente, y puede ser necesario realizar un recocido de alivio de tensiones por debajo de la temperatura de recristalización para reducir las tensiones residuales sin ablandar completamente el material. Para las aplicaciones de CRA más agresivas (ácidos concentrados, servicios con alto contenido en cloruro), generalmente se prefiere la banda recocida a la banda en estado duro, con el fin de minimizar todos los posibles mecanismos de inicio de la corrosión.
4: ¿Cuál es la diferencia entre el bobinado oscilante y el bobinado tipo «pancake» para cintas estrechas de precisión?
El bobinado oscilante (también denominado bobinado transversal) enrolla una tira estrecha en una bobina siguiendo un patrón recíproco que desplaza la tira lateralmente con cada revolución, lo que permite obtener una bobina de sección transversal uniforme con una longitud de tira por bobina mucho mayor que la que permite el bobinado en forma de tortita. El bobinado tipo «pancake» enrolla la banda en un único plano, lo que da lugar a una bobina plana cuya longitud está limitada por el diámetro exterior máximo permitido. En el caso de bandas estrechas (de menos de 50 mm de ancho aproximadamente), las bobinas tipo «pancake» resultan muy pesadas y difíciles de manejar cuando se alcanzan los límites prácticos de diámetro exterior, y la longitud de la banda por bobina es relativamente corta. El bobinado oscilante resuelve este problema apilando la banda siguiendo un patrón helicoidal controlado, lo que permite obtener longitudes continuas muy largas (hasta varios miles de metros de banda fina) en una sola bobina de dimensiones manejables. El requisito clave para que el bobinado oscilante funcione correctamente es un control preciso de la tensión y un ancho de banda constante: cualquier variación en el ancho o fluctuación en la tensión provoca un bobinado irregular que da lugar a un efecto telescópico (en el que las capas se desplazan axialmente) cuando la bobina se desenrolla a alta velocidad. Para que el bobinado oscilante resulte satisfactorio, es esencial utilizar una banda cortada con precisión y con tolerancias de anchura muy ajustadas. MWalloys ofrece ambos formatos de bobina en anchuras a partir de 3 mm.
5: ¿Qué certificaciones se exigen para las tiras de aleación de níquel utilizadas en aplicaciones aeroespaciales?
Las bandas de aleación de níquel para el sector aeroespacial deben cumplir la norma de materiales AMS (Especificación de Materiales Aeroespaciales) aplicable, suministrarse con un certificado EN 10204 de tipo 3.1 o 3.2 y, además, pueden requerir informes de inspección del primer artículo, un proceso de fabricación homologado por NADCAP y documentación de cualificación específica del contratista principal. Las normas AMS publicadas por SAE International regulan la composición química, las propiedades mecánicas, el tamaño de grano y los requisitos de ensayo de las bandas de aleación de níquel de grado aeroespacial. Por ejemplo, las tiras de Inconel 625 para uso aeroespacial suelen cumplir la norma AMS 5596, que exige unos mínimos específicos de propiedades mecánicas, límites de tamaño de grano y criterios de calidad superficial que van más allá de los establecidos en la especificación comercial ASTM B443. La mayoría de los principales contratistas aeroespaciales exigen la acreditación NADCAP (Programa Nacional de Acreditación de Contratistas Aeroespaciales y de Defensa) para los procesos de tratamiento térmico y ensayos no destructivos. Se requiere una inspección del primer artículo (FAI) según la norma AS9102 cuando se introduce un nuevo número de pieza o un nuevo proveedor. MWalloys cuenta con la infraestructura de documentación necesaria para cumplir los requisitos de la cadena de suministro aeroespacial y puede asesorarle sobre los paquetes de documentación específicos que requiera su contratista principal.
6: ¿Cómo se mide y se controla la planitud en la producción de tiras de níquel de precisión?
La planitud de la banda se cuantifica mediante la unidad I (derivada de la deformación diferencial a lo largo del ancho de la banda); las bandas niveladas con precisión alcanzan valores inferiores a 5 unidades I, frente a las 20-50 unidades I de las bandas laminadas en frío estándar: la medición se realiza mediante un rodillo medidor de forma integrado en la línea de niveladora por tracción. La medición de la planitud en unidades «I» detecta tanto las ondulaciones en los bordes (cuando los bordes de la banda son más largos que el centro, lo que provoca bordes ondulados) como las abombaduras en el centro (cuando el centro es más largo que los bordes, lo que provoca abombaduras centrales). El rodillo del medidor de forma mide la tensión diferencial a lo largo del ancho de la banda mediante galgas extensométricas integradas en el cuerpo del rodillo, convirtiendo el perfil de tensión en un mapa de planitud en unidades I. La nivelación por tensión corrige estos defectos de planitud aplicando un alargamiento controlado a través de una serie de rodillos de pequeño diámetro sometidos a alta tensión, lo que alarga plásticamente las zonas más cortas para que coincidan con las más largas. Para aplicaciones de estampado de precisión, el objetivo suele estar por debajo de 5 unidades I, con una curvatura inferior a 1 mm por metro. Para el corte por láser y el grabado fotoquímico, resulta beneficioso un nivel de planitud aún mayor: por debajo de 3 unidades I y una curvatura inferior a 0,5 mm por metro se eliminan la mayoría de los problemas de calidad relacionados con el enfoque. Verificamos la planitud de cada bobina nivelada con precisión antes de su salida de fábrica.
7: ¿Se puede soldar una banda de aleación de níquel? ¿Qué método de soldadura se recomienda para materiales de poco espesor?
Sí, las tiras de aleación de níquel se pueden soldar, siendo la soldadura por láser el método preferido para materiales finos de precisión, ya que minimiza el aporte de calor, reduce la deformación y permite un control más preciso del ancho de la zona de soldadura y de las dimensiones de la zona afectada por el calor. La soldadura por resistencia (soldadura por puntos y en cordón) se utiliza ampliamente con tiras de níquel en aplicaciones de lengüetas de baterías y contactos eléctricos, en las que las soldaduras por puntos proporcionan una resistencia adecuada de la unión sin necesidad de metal de aportación. Para uniones estructurales en tiras finas (por debajo de 1,5 mm), la soldadura por láser, con o sin metal de aportación, ofrece la mejor combinación de baja deformación, zona afectada térmicamente (HAZ) estrecha y penetración uniforme. La soldadura TIG resulta práctica para tiras de un espesor superior a aproximadamente 0,5 mm, en las que el aporte de calor puede controlarse adecuadamente, pero produce cordones de soldadura más anchos y una zona afectada por el calor (HAZ) mayor en comparación con la soldadura por láser. En todas las soldaduras de aleaciones de níquel, la limpieza es fundamental: la presencia de aceite, grasa, compuestos que contienen azufre y contaminación por metales de bajo punto de fusión (zinc, plomo, cobre) en la superficie de la banda puede provocar grietas en la soldadura. Para uniones críticas, se recomienda realizar un electropulido o una limpieza con disolvente inmediatamente antes de la soldadura. El metal de aportación debe coincidir con la designación UNS del metal base para mantener la resistencia a la corrosión en la zona de soldadura.
8: ¿Cuál es el plazo de entrega para los pedidos de tiras de aleación de níquel de precisión a medida?
El plazo de entrega de las tiras de aleación de níquel de precisión a medida oscila entre 2 y 4 semanas para los grados estándar procesados a partir del stock de bobinas de MWalloys, y entre 12 y 20 semanas para la producción totalmente a medida en fábrica de aleaciones o dimensiones no estándar que requieran ciclos de producción específicos. El desglose del plazo de entrega de un pedido personalizado típico incluye: adquisición de materia prima (de 0 a 6 semanas, dependiendo de si la aleación está en stock), laminado en frío hasta el calibre deseado (de 1 a 3 semanas, dependiendo del número de pasadas de laminado y de los recocidos intermedios necesarios), recocido final y acabado (de 1 a 2 semanas), corte longitudinal y nivelado (1 semana), inspección y certificación (1 semana), y embalaje y logística (0,5–1 semana). En el caso de los materiales aeroespaciales con certificación AMS, se requiere tiempo adicional para la preparación de la documentación de certificación y para cualquier ensayo de verificación por terceros que sea necesario. Recomendamos encarecidamente ponerse en contacto con MWalloys durante la fase de diseño de cualquier proyecto que implique tiras de níquel de precisión, en lugar de hacerlo en el momento de la emisión de la orden de compra, para evitar una compresión de los plazos que pueda obligar a hacer concesiones en cuanto a las especificaciones o la calidad.
9: ¿Cómo se deben almacenar las tiras de aleación de níquel de precisión para evitar la contaminación de la superficie o la corrosión?
Las tiras de aleación de níquel de precisión deben almacenarse en un entorno con temperatura controlada (entre 15 y 25 °C), alejadas de materiales que contengan halógenos, en su embalaje original sellado hasta el momento de su uso, y los extremos cortados de las bobinas deben volver a sellarse inmediatamente para evitar la entrada de humedad y la contaminación. Aunque las aleaciones de níquel son mucho más resistentes a la corrosión que el acero al carbono, sus superficies de precisión pueden verse deterioradas por la contaminación, lo que afecta a los procesos posteriores. Los residuos de lubricantes de laminación, las huellas dactilares y la contaminación por cloruros derivada de la exposición ambiental pueden causar problemas en operaciones posteriores, como la soldadura (porosidad, agrietamiento), el recubrimiento (fallos de adhesión) y las aplicaciones médicas y farmacéuticas (problemas de biocompatibilidad). El Invar 36 y el Kovar, que contienen una cantidad significativa de hierro, son más susceptibles a la oxidación atmosférica que las aleaciones con mayor contenido de níquel y deben almacenarse con control de humedad (bolsas desecantes) dentro de un embalaje sellado. Las bandas electropulidas para aplicaciones farmacéuticas o de semiconductores deben manipularse únicamente con guantes de nitrilo limpios y almacenarse en envases compatibles con salas blancas hasta su instalación. MWalloys envasa todas las bobinas de bandas de precisión con una película barrera contra la humedad, intercalares de papel en el interior cuando así se especifica, y un embalaje exterior sellado con desecante para aplicaciones de almacenamiento a largo plazo.
10: ¿Cuál es la cantidad mínima de pedido para las tiras personalizadas de aleación de níquel de precisión?
Las cantidades mínimas de pedido para las tiras de aleación de níquel de precisión a medida suelen oscilar entre los 10 kg para los grados estándar procesados a partir del stock de MWalloys, y entre los 100 y los 500 kg para los grados especiales o las dimensiones que requieren ciclos de producción específicos en la fábrica, y el precio por kilogramo disminuye significativamente a medida que aumentan las cantidades. La rentabilidad de la producción de flejes de precisión se ve muy influida por los costes de puesta a punto: el cambio de rodillos, la configuración de las herramientas de corte, la preparación de la documentación de certificación y la inspección de calidad tienen componentes fijos que se reparten entre la cantidad del pedido. Esto significa que los pedidos pequeños de flejes de aleaciones especiales conllevan unos costes unitarios desproporcionadamente elevados. A efectos de desarrollo y homologación, MWalloys suele poder suministrar pequeñas cantidades a partir del stock existente de bobinas de producción, lo que evita las restricciones de cantidad mínima, aunque puede requerir aceptar las dimensiones disponibles en lugar de especificaciones personalizadas. Para el aprovisionamiento de producción, recomendamos analizar el consumo anual y realizar pedidos marco programados para mejorar la rentabilidad y garantizar la continuidad del suministro. Póngase en contacto con nuestro equipo técnico-comercial para analizar en detalle los precios en función de su aleación específica, las dimensiones y sus necesidades de volumen anual.
Conclusión: cómo conseguir las especificaciones adecuadas para una tira de níquel a medida desde el principio
Las tiras de aleación de níquel de alto rendimiento fabricadas a medida y las bobinas de calibre de precisión constituyen una de las categorías de productos metálicos planos más exigentes desde el punto de vista técnico. La combinación de una composición química de aleaciones exóticas, tolerancias dimensionales ultraprecisas, un acabado superficial controlado y requisitos de certificación rigurosos hace que definir correctamente las especificaciones desde el principio suponga un ahorro significativo de tiempo y costes, en comparación con el descubrimiento de incompatibilidades una vez que el material ya se ha fabricado.
Los puntos clave que todo ingeniero y profesional de las compras debería extraer de este análisis:
- Elige la familia de aleaciones que mejor se adapte a los requisitos funcionales (resistencia a la corrosión, rango de temperaturas, propiedades magnéticas, expansión térmica) antes de preocuparte por los detalles dimensionales.
- Especifique las propiedades mecánicas en forma de intervalos, y no solo como valores mínimos, para evitar recibir material que sea demasiado duro para ser conformado o demasiado blando para funcionar.
- Define el acabado superficial en función de los valores Ra y los requisitos funcionales, y no solo mediante descripciones visuales.
- Comprenda la diferencia entre las tolerancias estándar de fresado y las capacidades de los calibres de precisión: especifique únicamente lo que su aplicación realmente necesita para evitar costes innecesarios.
- Prevea plazos de entrega realistas, sobre todo en el caso de calidades especiales o especificaciones totalmente personalizadas.
- Colabora con tu proveedor durante la fase de diseño, no solo en la etapa de adquisición.
¿Estás listo para encargar tiras y bobinas de precisión de aleación de níquel a medida?
MWalloys fabrica y suministra tiras de aleaciones de níquel de alto rendimiento a medida y bobinas de calibre de precisión en toda la gama de familias de aleaciones de níquel disponibles en el mercado. Nuestras capacidades de procesamiento abarcan espesores que van desde láminas de 0,01 mm hasta tiras gruesas de 5 mm, anchos de 3 mm a 600 mm, y prácticamente cualquier condición de templado, acabado superficial o requisito de certificación especificados.
Nuestro equipo técnico ofrece:
- Asesoramiento sobre la selección de aleaciones en función de los requisitos de su aplicación.
- Revisión y optimización de las especificaciones antes de realizar el pedido.
- Cantidades de prototipos para la validación del diseño.
- Planificación de la producción con programas de pedidos marco.
- Certificación completa según la norma EN 10204, tipos 3.1 y 3.2.
- Suministro conforme a la normativa AMS para aplicaciones aeroespaciales.
- Presupuestos en el mismo día para calidades estándar disponibles en stock.
Póngase en contacto con MWalloys para analizar sus necesidades específicas en cuanto a tiras de aleación de níquel. Envíe sus especificaciones técnicas a través del formulario de consulta de nuestra página web o póngase en contacto directamente con nuestro equipo técnico especializado en tiras para recibir una respuesta el mismo día sobre las posibilidades dimensionales y los plazos de entrega.
Fuentes verificadas y fidedignas
- ASM Internacional – Manual de la ASM, volumen 2: Propiedades y selección: aleaciones no ferrosas y materiales para fines especiales. ASM International, Materials Park, Ohio. ISBN 978-0-87170-378-1.
- Corporación de Metales Especiales – Boletín técnico de la aleación Inconel 625 (SMC-063); Boletín técnico de la aleación Inconel 718 (SMC-045).
- Haynes Internacional – Folleto técnico de la aleación Hastelloy C-276 (H-2002E); folleto técnico de la aleación Hastelloy C-22 (H-2019C).
- ASTM Internacional – ASTM B443: Especificación estándar para placas, chapas y tiras de aleación de níquel-cromo-molibdeno-columbio.
- ASTM Internacional – ASTM B575: Especificación estándar para chapas, láminas y tiras de aleación de níquel-cromo-molibdeno con bajo contenido en carbono.
- ASTM Internacional – ASTM B162: Especificación estándar para tiras, placas, láminas y tiras de níquel.
- ASTM Internacional – ASTM B127: Especificación estándar para tiras, placas, chapas y tiras de aleación de níquel y cobre.
- SAE Internacional – AMS 5596: Aleación de níquel, resistente a la corrosión y al calor, en láminas, tiras y placas, 62Ni-22Cr-9Mo-3,5Cb.
- SAE Internacional – AMS 5662: Aleación de níquel, resistente a la corrosión y al calor, barras, varillas y anillos, 52,5Ni-19Cr-3,0Mo-5,1Cb.
- Roberts, W.L. – Laminado en frío del acero. Serie «Ingeniería de fabricación y procesamiento de materiales». CRC Press. ISBN 978-0-8247-6780-0.
- ASTM Internacional – ASTM F15: Especificación estándar para la aleación de sellado de hierro, níquel y cobalto (Kovar).
- EN 10204:2004 – Productos metálicos – Tipos de documentos de inspección. Comité Europeo de Normalización, Bruselas.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Materiales para su uso en entornos que contienen H₂S en la producción de petróleo y gas.
- Donachie, M.J., Donachie, S.J. – Superaleaciones: guía técnica, 2.ª edición. ASM International. ISBN 978-0-87170-749-9.
- ISO 9001:2015 – Sistemas de gestión de la calidad: requisitos. Organización Internacional de Normalización.
- NADCAP – Programa Nacional de Acreditación de Contratistas Aeroespaciales y de Defensa, Instituto de Evaluación del Rendimiento.
