Custom high-performance nickel alloy strips and precision gauge coils are cold-rolled, tightly toleranced flat products manufactured from nickel-based alloys including Inconel 625, Hastelloy C276, Monel 400, Alloy 718, and pure nickel grades, delivering thickness tolerances as tight as ±0.003mm, width tolerances within ±0.05mm, and surface finishes down to Ra 0.1 µm for demanding applications in aerospace, medical devices, chemical processing, electronics, and energy systems. At MWalloys, we produce and supply these precision flat products to engineers and procurement teams who cannot accept the dimensional variability of standard mill stock.
The difference between a standard nickel alloy strip and a genuinely precision-gauge coil is not just a matter of terminology. It reflects a fundamentally different manufacturing process, tighter quality controls, more demanding raw material selection, and a supply chain built around the specific requirements of end applications that tolerate zero dimensional deviation.
What Are Custom Nickel Alloy Strips and Precision Gauge Coils, and How Do They Differ from Standard Flat Products?
The term "strip" in metallurgical product classification refers to flat-rolled material with a width typically below 600mm (24 inches), supplied either in coil form or cut to length. "Precision gauge" indicates that the thickness has been controlled to tolerances significantly tighter than standard mill tolerances, usually through a combination of precision cold rolling, intermediate annealing, and tension leveling.
Custom nickel alloy strip goes further: it is produced to a customer-defined combination of alloy, temper, thickness, width, surface finish, and coil weight that may not correspond to any catalog item. The customization can extend to special mechanical property requirements (specific hardness ranges, minimum elongation values), edge condition (slit edge, mill edge, deburred edge, round edge), and packaging requirements (specific coil ID/OD, interleave paper, moisture barrier packaging).
Standard Strip vs Precision Gauge Strip: Key Distinctions
| Parameter | Standard Mill Strip | Precision Gauge Strip | Custom Precision Coil |
|---|---|---|---|
| Thickness tolerance | ±5 – 10% of nominal | ±1 – 3% of nominal | ±0.003mm absolute or tighter |
| Width tolerance | ±0.5 – 1.0mm | ±0.1 – 0.2mm | ±0.05mm or per drawing |
| Flatness | Commercial flatness | Tension leveled | Stress relieved + leveled |
| Surface finish | Standard mill finish | Ra 0.4 – 0.8 µm | Ra 0.1 – 0.4 µm or mirror |
| Edge condition | Slit (burr present) | Slit + deburred | Round edge or machined edge |
| Mechanical properties | Min values per spec | Controlled range | Customer-defined range |
| Certifications | EN 10204 Type 2.2 | EN 10204 Type 3.1 | EN 10204 Type 3.2 + supplemental |
| Typical lead time | 2 – 4 weeks from stock | 4 – 8 weeks | 8 – 16 weeks (from production) |
Understanding this hierarchy helps procurement professionals write accurate purchase specifications and avoid receiving standard strip when precision gauge is required. In our experience at MWalloys, approximately 40% of specification errors we encounter involve customers ordering to standard dimensional tolerances when their downstream manufacturing process requires precision gauge product.
Coil vs Cut-to-Length Strip: Which Format Fits Your Process?
| Supply Format | Best Suited For | Typical Width Range | Length Capability |
|---|---|---|---|
| Precision coil | Stamping presses, roll forming, continuous processing lines | 5 – 600mm | Continuous (limited by coil weight) |
| Cut-to-length strip | Batch manufacturing, hand operations, sample qualification | 5 – 600mm | 100mm to 6000mm per piece |
| Oscillate wound coil | High-speed stamping with narrow strip | 3 – 100mm | Very long continuous lengths |
| Traverse wound spool | Fine strip, precision feeding equipment | 1 – 50mm | Specified by spool weight |
Which Nickel Alloy Grades Are Available in Strip and Coil Form, and What Are Their Core Properties?
Not all nickel alloys are produced commercially in strip and coil form. The rollability of a nickel alloy in thin gauges depends on its cold-working characteristics, work-hardening rate, and susceptibility to edge cracking during rolling. The following alloys are those most commonly produced in precision strip and coil form, with established rolling and annealing procedures.

Pure Nickel and Low-Alloy Nickel Strips
| Grade | UNS | Ni Content | Key Property | Typical Thickness Range |
|---|---|---|---|---|
| Nickel 200 | N02200 | 99.0% min | High electrical conductivity, magnetic, soft | 0.01 – 3.0mm |
| Nickel 201 | N02201 | 99.0% min (low C) | Same as 200 + elevated temp service | 0.01 – 3.0mm |
| Nickel 205 | N02205 | 99.0% min (low C, Si) | Electronic applications, thermostat bimetal | 0.025 – 2.0mm |
| Nickel 270 | N02270 | 99.97% min | Ultra-high purity, scientific instruments | 0.025 – 1.0mm |
Nickel 200 and 201 strips are the workhorses of the pure nickel category. Their combination of corrosion resistance in alkaline environments, high thermal and electrical conductivity, magnetic properties, and excellent formability makes them standard materials in battery components, electroforming mandrels, chemical processing equipment, and electronic interconnects.
Nickel-Copper Alloys (Monel Series)
| Grade | UNS | Composition | Primary Strip Application | Thickness Range |
|---|---|---|---|---|
| Monel 400 | N04400 | 67Ni-31.5Cu | Marine fasteners, chemical processing seals | 0.05 – 5.0mm |
| Monel K500 | N05500 | 65Ni-30Cu-2.7Al-0.6Ti | Springs, shafts (age hardenable) | 0.1 – 3.0mm |
| Monel R405 | N04405 | 67Ni-31Cu-0.035S | Machined parts requiring free machining | 0.1 – 3.0mm |
Monel K500 strip in the age-hardened condition provides an unusual combination: the corrosion resistance of the Monel base with spring-quality mechanical properties achievable through a straightforward aging treatment (480 – 510°C for 8 – 16 hours). This makes it practical for precision springs, diaphragms, and valve seats in seawater and chemical environments where standard spring steels would corrode rapidly.
Nickel-Chromium Alloys (Inconel Series)
| Grade | UNS | Key Composition | Primary Strip Application | Thickness Range |
|---|---|---|---|---|
| Inconel 600 | N06600 | 76Ni-15.5Cr-8Fe | Heat treating fixtures, chemical processing | 0.05 – 5.0mm |
| Inconel 625 | N06625 | 62Ni-22Cr-9Mo-3.7Nb | Aerospace components, seawater seals | 0.05 – 4.0mm |
| Inconel 718 | N07718 | 53Ni-19Cr-18Fe-5Nb | Aerospace fasteners, precision springs | 0.025 – 3.0mm |
| Inconel 690 | N06690 | 62Ni-29Cr-9Fe | Nuclear steam generator components | 0.05 – 3.0mm |
| Inconel X-750 | N07750 | 73Ni-15.5Cr-7Fe-2.5Ti | High-temp springs, retaining rings | 0.1 – 3.0mm |
Inconel 718 strip deserves specific attention because it is the most widely specified nickel superalloy strip in the aerospace industry. Its precipitation hardenability through a two-stage aging treatment (720°C for 8 hours + 620°C for 8 hours) allows the strip to be supplied in the solution-annealed condition for forming, with full strength developed after aging. Peak-aged Inconel 718 strip achieves tensile strengths of 1380 MPa or higher, which rivals many high-strength steels while maintaining the alloy's excellent corrosion resistance and fatigue performance.
Nickel-Chromium-Molybdenum Alloys (Hastelloy Series)
| Grade | UNS | Key Composition | Corrosion Resistance | Thickness Range |
|---|---|---|---|---|
| Hastelloy C276 | N10276 | 57Ni-15.5Cr-16Mo-3.75W | Reducing acids, mixed environments | 0.05 – 5.0mm |
| Hastelloy C22 | N06022 | 56Ni-21Cr-13.5Mo-3W | Oxidizing acids, FGD, pharma | 0.05 – 4.0mm |
| Hastelloy C2000 | N06200 | 59Ni-23Cr-16Mo | Broadest single-alloy CRA coverage | 0.1 – 3.0mm |
| Hastelloy B3 | N10675 | 65Ni-28.5Mo-1.5Cr | Concentrated HCl, reducing acids | 0.1 – 3.0mm |
| Hastelloy X | N06002 | 47Ni-22Cr-18Fe-9Mo | High-temperature oxidation | 0.05 – 4.0mm |
| Hastelloy N | N10003 | 71Ni-7Cr-16Mo | Molten salt environments, nuclear | 0.1 – 2.0mm |
Specialty Nickel Alloys for Electronic and Magnetic Applications
| Grade | UNS | Key Property | Application |
|---|---|---|---|
| Alloy 36 (Invar) | K93600 | Ultra-low thermal expansion | Precision instruments, laser components |
| Alloy 42 | K94100 | Controlled thermal expansion | Glass-to-metal seals, electronics |
| Alloy 52 | N14052 | Matched expansion for glass | Electron tube components |
| Permalloy 80 | N14080 | High magnetic permeability | Magnetic shielding, transformer cores |
| Kovar | K94610 | Expansion matches borosilicate glass | Semiconductor packaging |
| Constantan | – | Constant resistivity vs temperature | Thermocouples, precision resistors |
These specialty alloys are among the most technically demanding strip products to produce because their functional properties (thermal expansion coefficient, magnetic permeability, electrical resistivity) are sensitive to minor compositional variations, cold work level, and annealing conditions. Achieving consistent functional properties across a production coil requires tight process controls that go well beyond standard dimensional tolerances.
What Dimensional Tolerances Can Precision Nickel Strip Realistically Achieve?
Dimensional tolerance capability is the core technical differentiator between commodity strip products and genuine precision gauge material. The tolerances achievable depend on the specific alloy (its work-hardening rate and hot-rolling characteristics), the thickness being produced (thinner gauges require proportionally tighter absolute control), and the manufacturing equipment used.
Thickness Tolerance Capabilities
| Thickness Range | Standard Mill Tolerance | Precision Grade Tolerance | Ultra-Precision Tolerance |
|---|---|---|---|
| 2.0 – 5.0mm | ±0.10 – 0.15mm | ±0.05mm | ±0.025mm |
| 1.0 – 2.0mm | ±0.08 – 0.12mm | ±0.025mm | ±0.015mm |
| 0.5 – 1.0mm | ±0.05 – 0.08mm | ±0.015mm | ±0.010mm |
| 0.1 – 0.5mm | ±0.015 – 0.025mm | ±0.008mm | ±0.005mm |
| 0.025 – 0.1mm | ±0.005 – 0.010mm | ±0.003mm | ±0.002mm |
| < 0.025mm (foil) | ±0.003mm | ±0.001mm | ±0.0005mm |
These tolerances are not theoretical limits: they represent documented production capabilities from established precision rolling operations. Achieving ultra-precision tolerances requires in-line thickness measurement using X-ray or beta-ray gauging with closed-loop feedback to the rolling mill, precision ground work rolls with controlled crown, and strict temperature control throughout the rolling sequence.
Width Tolerance and Straightness
| Strip Width | Slit Edge Tolerance | Precision Slit Tolerance | Edge Quality |
|---|---|---|---|
| 5 – 25mm | ±0.15mm | ±0.05mm | Burr height < 0.02mm |
| 25 – 100mm | ±0.20mm | ±0.08mm | Burr height < 0.03mm |
| 100 – 300mm | ±0.30mm | ±0.10mm | Burr height < 0.05mm |
| 300 – 600mm | ±0.50mm | ±0.15mm | Burr height < 0.05mm |
Camber (lateral curvature) is a critical flatness parameter for narrow strip used in high-speed stamping operations. Standard slit strip may exhibit camber up to 3mm per meter of length, which can cause strip guidance problems in progressive die tools. Precision slit strip should achieve camber below 1mm per meter, and for the most demanding applications, tension-leveled strip with camber below 0.3mm per meter is specified.
Coil Dimensional Standards
| Parameter | Standard Coil | Precision Coil | Custom Specification |
|---|---|---|---|
| Inner diameter (ID) | 300 – 600mm typical | 300, 400, 500mm ±5mm | Customer-specified ±2mm |
| Outer diameter (OD) | As produced | Controlled to ±10mm | Customer-specified ±5mm |
| Coil weight | Variable | Customer-specified | ±5% of specified weight |
| Oscillation (narrow strip) | Standard pitch | Precision pitch ±0.5mm | Custom pitch |
| Interleave | None standard | Paper interleave available | Specified material |
How Are High-Performance Nickel Alloy Strips Manufactured to Precision Standards?
The manufacturing sequence for precision nickel alloy strip involves multiple controlled steps, each of which contributes to the final dimensional and metallurgical quality. Understanding this process helps engineers appreciate why precision strip carries a cost premium and why lead times are longer than for commodity flat products.
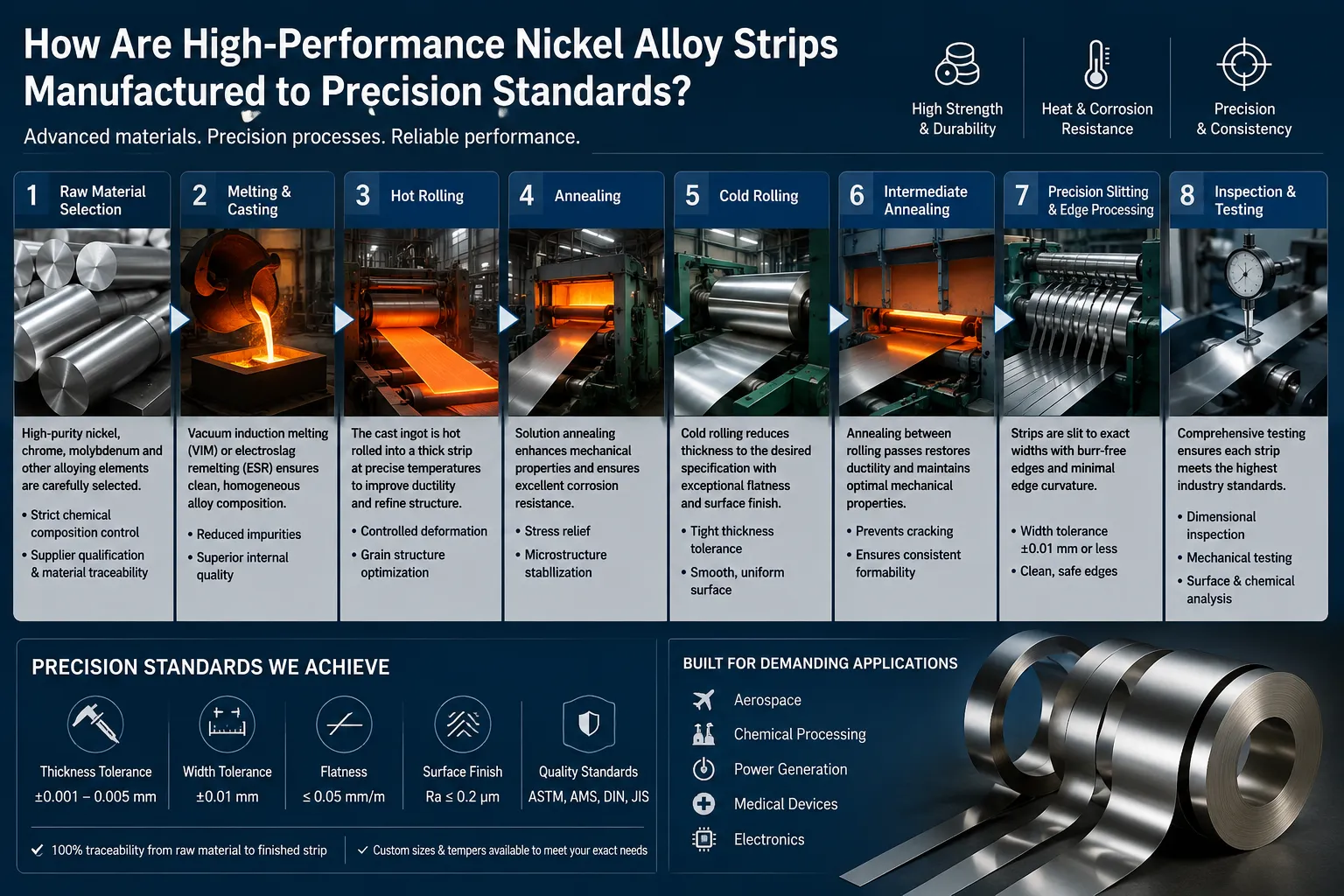
Step-by-Step Manufacturing Process
Step 1: Raw Material Qualification
Precision strip production begins with raw material selection at the melt level. Vacuum induction melting (VIM) followed by vacuum arc remelting (VAR) or electroslag remelting (ESR) is standard for the more demanding grades (Inconel 718, Waspaloy, high-purity Nickel 270). These secondary melting processes eliminate segregation, reduce inclusion content, and produce a more homogeneous ingot structure that responds consistently to subsequent cold rolling.
For electronic and magnetic grades (Invar 36, Permalloy), melt chemistry control is especially critical: variations of even 0.01% in key elements (nickel content in Permalloy, iron content in Invar) can shift the functional properties outside specification.
Step 2: Hot Rolling to Intermediate Gauge
The ingot or continuously cast slab is hot rolled at elevated temperatures (typically 1050 – 1200°C depending on alloy) to an intermediate thickness of 3 – 8mm. Hot rolling establishes the grain structure and eliminates cast dendritic microstructure. After hot rolling, the strip is annealed (solution annealed for most grades) and descaled by pickling in a mixed acid solution (typically nitric-hydrofluoric acid blend) to remove the oxide scale formed during hot rolling.
Step 3: Cold Rolling to Precision Gauge
Cold rolling reduces the strip to the target thickness through multiple passes through precision rolling mills. The rolling parameters critical to precision gauge production include:
| Rolling Parameter | Effect on Strip Quality | Typical Control Method |
|---|---|---|
| Roll gap | Primary thickness determinant | Hydraulic automatic gauge control (AGC) |
| Rolling force | Affects thickness uniformity | Load cell feedback to AGC |
| Strip tension | Affects width spreading and flatness | Tension controller |
| Roll speed | Affects surface finish and lubrication effectiveness | Speed-synchronized drive system |
| Roll temperature | Affects strip temperature and gauge | Water cooling control |
| Lubricant viscosity and flow | Surface finish, tool wear | Metered lubrication system |
Intermediate annealing between cold rolling passes is required for most nickel alloys because their rapid work-hardening rate would otherwise make further rolling impractical and would produce strip with insufficient ductility. The annealing schedule (temperature, time, atmosphere) must be carefully controlled to recrystallize the cold-worked structure without excessive grain growth.
Step 4: Final Anneal and Temper
The final anneal establishes the metallurgical condition (grain size, recrystallized fraction) and the mechanical properties (hardness, yield strength, elongation) of the delivered strip. For precision strip, the annealing furnace must provide:
- Temperature uniformity within ±5°C across the strip width and along the coil length.
- Controlled atmosphere (hydrogen, nitrogen-hydrogen mixture, or vacuum) to prevent oxidation and maintain surface cleanliness.
- Precise time-at-temperature control to achieve consistent grain size.
For spring-temper or hard-temper strip, a controlled final cold reduction after the last anneal establishes the degree of cold work, which translates directly to specific mechanical property ranges.
Step 5: Slitting to Width
Precision slitting uses hardened circular blades with controlled clearance (typically 5 – 10% of strip thickness) to produce the final width. Slitter blade condition, alignment, and clearance settings are critical to edge quality and width tolerance. For very narrow strip (below 10mm), specialized gang slitting tooling is required to maintain parallelism across multiple slits simultaneously.
Step 6: Leveling and Straightening
Tension leveling or roller leveling after slitting removes the coil set (curvature in the rolling direction) and edge wave that can develop during cold rolling. This step is essential for strip that will be used in precision stamping, laser cutting, or photochemical etching, where flatness directly affects dimensional accuracy of the finished part.
Step 7: Final Inspection and Packaging
Precision strip coils undergo comprehensive final inspection including:
- 100% surface inspection (automated optical or visual)
- Thickness measurement at multiple points across width and along length.
- Width and camber measurement
- Mechanical property verification (hardness, tensile properties on samples from each coil end)
- Chemical composition verification (on heat-basis certification)
- Packaging per customer specification (moisture barrier, desiccant, interleave paper, coil protectors)
What Surface Finish Options Are Available for Precision Nickel Strip and Coil?
Surface finish affects not only the appearance of nickel strip but also its functional performance in many applications: corrosion resistance, solderability, bondability, reflectivity, friction coefficient, and the quality of subsequent coating or plating operations all depend on surface condition.
Standard Surface Finish Designations for Nickel Alloy Strip
| Finish Designation | Ra (µm) | Description | Typical Application |
|---|---|---|---|
| 2B (Standard cold rolled) | 0.1 – 0.5 | Bright, smooth, lightly rolled with smooth rolls | General purpose, food equipment |
| 2D (Dull cold rolled) | 0.4 – 1.0 | Matte, rolled with grit-blasted rolls | Forming applications, paint adhesion |
| BA (Bright annealed) | < 0.1 | Mirror-like, annealed in H₂ atmosphere | Decorative, optical, pharmaceutical |
| No. 4 (Brushed) | 0.4 – 0.8 | Unidirectional brushed finish | Architectural, food grade, medical |
| No. 6 (Satin) | 0.3 – 0.6 | Dull satin, fine abrasive finish | Medical devices, instruments |
| No. 7 (Reflective) | 0.1 – 0.2 | High reflectivity, fine abrasive + polish | Decorative, reflective components |
| No. 8 (Mirror) | < 0.05 | Full mirror, electropolished | Optical, precision optics, semiconductor |
| Electropolished | < 0.1 | Electrochemically smoothed | Pharmaceutical, semiconductor, medical |
| As-rolled (hard temper) | 0.15 – 0.4 | Dependent on final roll surface | Springs, contacts, electronic components |
Surface Cleanliness Requirements
Beyond roughness, many high-technology applications impose specific surface cleanliness requirements measured in terms of residual hydrocarbon contamination (from rolling lubricants), oxide film thickness, or ionic contamination.
For semiconductor and electronics applications, nickel strip may require:
- Total organic contamination below 50 µg/cm².
- Chloride contamination below 5 µg/cm².
- Oxide film below 2nm thickness (verified by XPS or Auger spectroscopy)
- Particulate contamination control (cleaned and packaged in cleanroom conditions)
For medical device applications, surface cleanliness must comply with ISO 10993 biocompatibility requirements, which typically means electropolished surfaces with subsequent passivation and cleanroom packaging.
At MWalloys, we work with customers to define surface finish requirements precisely rather than accepting vague descriptions like "bright" or "clean." The conversation about surface finish should start with the end-use function of the strip surface, not with a finish number.
What Are the Mechanical and Physical Properties of Key Nickel Strip Alloys?
Mechanical properties of nickel alloy strip vary substantially with alloy grade and temper condition. The tables below present representative properties for precision strip in the most common temper conditions.
Mechanical Properties in Annealed Condition
| Alloy | UTS (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|---|
| Nickel 200 | 380 – 480 | 100 – 200 | 35 – 45 | 100 – 150 |
| Monel 400 | 480 – 590 | 170 – 345 | 35 – 45 | 130 – 180 |
| Monel K500 (annealed) | 690 – 830 | 310 – 415 | 25 – 35 | 180 – 230 |
| Inconel 600 | 550 – 690 | 240 – 380 | 30 – 40 | 150 – 200 |
| Inconel 625 | 830 – 1000 | 415 – 620 | 30 – 40 | 200 – 260 |
| Inconel 718 (solution annealed) | 1000 – 1100 | 550 – 700 | 25 – 35 | 280 – 330 |
| Hastelloy C276 | 690 – 790 | 310 – 380 | 40 – 50 | 190 – 230 |
| Hastelloy C22 | 690 – 760 | 290 – 360 | 45 – 55 | 185 – 220 |
| Hastelloy X | 690 – 790 | 310 – 380 | 35 – 45 | 195 – 235 |
| Invar 36 | 480 – 550 | 275 – 345 | 30 – 40 | 130 – 160 |
Mechanical Properties After Cold Work / Age Hardening
| Alloy | Condition | UTS (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HV) |
|---|---|---|---|---|---|
| Nickel 200 | Hard temper (50% CR) | 690 – 760 | 620 – 700 | 2 – 5 | 230 – 270 |
| Monel 400 | Spring temper | 830 – 1000 | 760 – 930 | 3 – 8 | 250 – 310 |
| Monel K500 | Aged (480°C/16h) | 1000 – 1140 | 690 – 860 | 20 – 28 | 300 – 360 |
| Inconel 718 | Aged (720°C+620°C) | 1380 – 1450 | 1170 – 1240 | 12 – 18 | 390 – 440 |
| Inconel X-750 | Spring HT | 1170 – 1300 | 860 – 1000 | 15 – 22 | 340 – 380 |
| Inconel 625 | Hard temper (50% CR) | 1250 – 1380 | 1100 – 1250 | 5 – 10 | 350 – 400 |
Physical Properties Relevant to Strip Applications
| Property | Nickel 200 | Monel 400 | Inconel 625 | Inconel 718 | Hastelloy C276 | Invar 36 |
|---|---|---|---|---|---|---|
| Density (g/cm³) | 8.89 | 8.83 | 8.44 | 8.19 | 8.89 | 8.11 |
| Thermal conductivity (W/m·K at 20°C) | 70.2 | 21.8 | 9.8 | 11.4 | 10.2 | 10.5 |
| Electrical resistivity (µΩ·m) | 0.095 | 0.547 | 1.29 | 1.25 | 1.30 | 0.820 |
| Thermal expansion (µm/m·°C, 20-100°C) | 13.3 | 13.9 | 12.8 | 13.0 | 11.2 | 1.6 |
| Modulus of elasticity (GPa) | 204 | 180 | 208 | 211 | 205 | 141 |
| Magnetic permeability | Ferromagnetic | Non-magnetic | Non-magnetic | Slightly magnetic | Non-magnetic | Non-magnetic |
| Melting range (°C) | 1435 – 1446 | 1300 – 1350 | 1290 – 1350 | 1260 – 1336 | 1325 – 1370 | 1425 – 1450 |
The extremely low thermal expansion coefficient of Invar 36 (1.6 µm/m·°C compared to 11 – 13 µm/m·°C for most other nickel alloys) makes it irreplaceable in precision instruments and dimensional standards where thermal distortion must be minimized. This property is sensitive to cold work level and heat treatment, which means Invar strip must be specified with a controlled final anneal to ensure the anomalous low-expansion behavior is fully developed in the delivered material.
Which Industries Use Custom Nickel Alloy Strips and What Specific Applications Drive Demand?
The breadth of industries consuming precision nickel alloy strip reflects the versatility of the nickel alloy family. Each industry sector has specific combinations of properties that drive its alloy and gauge selections.
Aerospace and Defense Applications
Aerospace represents the largest and most technically demanding market for precision nickel alloy strip:
| Application | Preferred Alloy | Key Property Requirement | Critical Specification |
|---|---|---|---|
| Combustion chamber liners | Hastelloy X, Inconel 625 | High-temp oxidation resistance | AMS 5536, AMS 5596 |
| Fuel system bellows | Inconel 625, 718 | Fatigue resistance, fuel compatibility | AMS 5596, AMS 5662 |
| Turbine blade retaining rings | Inconel 718, X-750 | High strength at temperature | AMS 5542, AMS 5598 |
| Aircraft fastener material | Inconel 718 | High tensile strength, corrosion | AMS 5662 |
| Exhaust seals and gaskets | Inconel 600, 625 | High-temperature sealing | AMS 5540, AMS 5596 |
| Cryogenic fuel system parts | Inconel 625 | Low-temperature toughness | AMS 5596 |
| Thermal management strips | Invar 36 | Dimensional stability vs temp | AMS 1599 |
The aerospace industry's requirement for full traceability from melt to finished part, combined with first-article inspection requirements and qualification testing, means that aerospace-grade precision strip carries the most comprehensive documentation package of any strip product.
Medical Device and Pharmaceutical Applications
| Application | Preferred Alloy | Reason for Selection |
|---|---|---|
| Surgical instrument springs | Inconel 718, Elgiloy | High strength, sterilization compatibility |
| Implantable device components | MP35N, Inconel 625 | Biocompatibility, fatigue resistance |
| Cardiac guidewire strip | Nickel-titanium (Nitinol) | Superelastic behavior |
| Pharmaceutical reactor internals | Hastelloy C22, C276 | Broad chemical resistance |
| Orthopedic instrument strip | 17-7PH, Inconel 718 | High strength, corrosion resistance |
| Drug delivery device springs | Inconel 718, 17-4PH | Precise spring rate, biocompatibility |
Medical device applications require ISO 10993 biocompatibility evaluation, full material traceability, and often dimensional verification on every piece rather than statistical sampling. The electropolished surface finish is nearly universal in implantable components to minimize surface area that could harbor bacteria and to reduce the risk of localized corrosion initiation.
Electronics and Semiconductor Applications
| Application | Preferred Alloy | Critical Property |
|---|---|---|
| Battery tab and connector strip | Nickel 200, Nickel 201 | Electrical conductivity, weldability |
| Thermocouple strip (Type K) | Chromel/Alumel alloys | Precise thermoelectric EMF |
| Glass-to-metal seal | Kovar (Fe-Ni-Co), Alloy 42 | Matched thermal expansion |
| Precision resistor strip | Constantan, Nichrome | Constant resistivity with temperature |
| Magnetic shielding | Permalloy 80, Mu-metal | High magnetic permeability |
| Lead frame material | Alloy 42, Kovar | Low expansion, plating compatibility |
| RF shielding cans | Nickel 200 | Magnetic shielding + conductivity |
| Semiconductor packaging | Kovar | Hermeticity, expansion match |
The electronics industry's shift toward more compact, higher-power devices continuously pushes requirements for thinner strip with tighter tolerances. We are seeing increasing demand at MWalloys for Kovar and Alloy 42 strip at thicknesses below 0.1mm with tolerance requirements of ±0.003mm, driven by the miniaturization of hermetic electronic packages.
Oil, Gas, and Chemical Processing Applications
| Application | Preferred Alloy Strip | Service Condition |
|---|---|---|
| Expansion bellows | Inconel 625, Hastelloy C276 | High pressure, corrosive media |
| Flexible hose inner liner | Inconel 625, 316L | Corrosive fluid transport |
| Gasket and seal material | Inconel 625, C276 | High pressure, temperature, chemical |
| Heat exchanger fin material | Monel 400, Inconel 600 | Seawater, chemical process |
| Spray nozzle components | Hastelloy C22, C276 | FGD, acid mist |
| Instrumentation diaphragms | Inconel 625, Hastelloy C276 | Pressure sensing in corrosive media |
Energy and Power Generation Applications
| Application | Preferred Alloy | Performance Requirement |
|---|---|---|
| Nuclear fuel assembly spacers | Inconel 718, Zircaloy | Radiation resistance, dimensional stability |
| Steam generator tubing strip | Inconel 690, 800 | SCC resistance, heat transfer |
| Thermocouple protection tubes | Inconel 600 | High-temperature stability |
| Fuel cell interconnect strip | Inconel 600, 601 | Oxidation resistance, conductivity |
| Solid oxide fuel cell components | Crofer 22 APU | Matched expansion, oxidation resistance |
| Battery energy storage components | Nickel 200, 201 | Conductivity, weldability |
How Do You Specify and Order Custom Precision Nickel Alloy Strip Correctly?
A complete and unambiguous specification prevents the most common source of supply problems: receiving material that is technically within the stated specification but does not perform in the intended application. At MWalloys, we have developed a standard specification framework based on years of working through specification issues with customers.
Complete Specification Checklist for Custom Nickel Strip
1. Alloy Identification
- AISI/UNS designation (e.g., UNS N06625)
- Trade name if applicable (e.g., Inconel 625)
- Applicable material standard (e.g., ASTM B443, AMS 5596)
- Any special compositional requirements beyond the standard
2. Product Form and Dimensions
- Thickness: nominal value + tolerance (e.g., 0.250mm ±0.005mm)
- Width: nominal value + tolerance (e.g., 25.00mm ±0.05mm)
- Length or coil format: cut-to-length with length tolerance, or coil with ID/OD/weight specification
- Coil inner diameter if applicable
- Maximum coil weight if applicable
3. Metallurgical Condition (Temper)
- Annealed (soft, fully recrystallized)
- Cold worked temper designation (¼ hard, ½ hard, ¾ hard, hard, spring)
- Percentage cold work if specified
- Age hardened condition if applicable (specify aging treatment)
4. Mechanical Properties Required
- Specify required ranges, not just minimums (e.g., "Hardness 250 – 300 HV" rather than "Hardness 250 HV min")
- Tensile strength range
- Yield strength range
- Minimum elongation
- Any fatigue or impact requirements
5. Surface Finish
- Ra value or standard designation (2B, BA, electropolished, etc.)
- Surface defect acceptance criteria
- Cleanliness requirements (if applicable)
6. Edge Condition
- Slit edge (with or without deburring)
- Round edge (rolled or ground)
- Acceptable burr height
7. Certification Requirements
- EN 10204 certificate type (2.1, 2.2, 3.1, or 3.2)
- Specific tests required on the certificate (full chemistry, mechanical properties, hardness)
- Third-party inspection requirements
8. Special Requirements
- PMI (positive material identification) on each coil
- Hydrostatic testing (not typical for strip but occasionally specified)
- Packaging requirements
- Country of origin requirements
- REACH / RoHS compliance declaration
Common Specification Mistakes to Avoid
| Mistake | Consequence | Correct Approach |
|---|---|---|
| Specifying only minimum hardness | Receiving over-hard material that cracks during forming | Specify hardness range (min and max) |
| Using trade names without UNS number | Potential substitution with non-equivalent alloy | Always include UNS number |
| Not specifying temper condition | Receiving annealed material when spring temper is needed | State specific temper designation |
| Omitting surface finish requirements | Receiving as-rolled surface unsuitable for application | Specify Ra value and finish type |
| Not specifying coil ID | Receiving coils incompatible with your unwinding equipment | Always specify coil ID requirement |
| Requesting tolerances tighter than producible | Long delays and price escalation | Consult supplier before specifying ultra-tight tolerances |
What Quality Standards and Certifications Apply to Precision Nickel Alloy Coil?
Quality documentation requirements for precision nickel strip vary substantially by end-use industry. The most demanding requirements come from aerospace, nuclear, and medical device applications.
Applicable Material Standards by Alloy
| Alloy | ASTM Standard | AMS Standard | EN Standard | Other |
|---|---|---|---|---|
| Nickel 200/201 | B162 (sheet/plate), B160 (bar) | AMS 2315 | NW2200/NW2201 | – |
| Monel 400 | B127 (sheet/plate) | AMS 4544 | NW4400 | – |
| Monel K500 | B865 (bar/plate) | AMS 4676 | – | – |
| Inconel 600 | B168 (sheet/plate) | AMS 5540 | NC15Fe | – |
| Inconel 625 | B443 (sheet/plate) | AMS 5596 | NW6625 | API 5LD, NACE |
| Inconel 718 | B670 (sheet/plate) | AMS 5596, AMS 5662 | NW7718 | – |
| Hastelloy C276 | B575 (sheet/plate) | – | NW0276 | NACE MR0175 |
| Hastelloy C22 | B575 (sheet/plate) | – | NW0022 | NACE MR0175 |
| Invar 36 | – | AMS 1599 | K93600 | ASTM F1684 |
| Kovar | – | ASTM F15 | – | MIL-I-23011 |
Certification Levels and Their Meaning
| Certificate Type | EN 10204 Designation | Content | Signatory |
|---|---|---|---|
| Test report | Type 2.1 | Statement of compliance only | Manufacturer |
| Works test report | Type 2.2 | Test results from non-specific inspection | Manufacturer |
| Inspection certificate (specific) | Type 3.1 | Test results from specific heat/lot | Manufacturer's QC |
| Inspection certificate (independent) | Type 3.2 | Test results verified by independent inspector | Third-party inspector |
| Supplemental certifications | Various | PMI reports, NDE results, compliance statements | As specified |
For aerospace applications, AMS standards typically require a 3.1 certificate minimum, with many prime contractor specifications requiring 3.2 certification. Nuclear applications may require NCA-3800 qualified suppliers with additional documentation requirements under ASME Section III.
How Does MWalloys Custom Processing Capability Differ from Standard Mill Strip Supply?
Standard nickel alloy strip from a mill is produced to the widest commercially acceptable range of properties and dimensions. MWalloys adds value through precision processing that converts standard mill product into customer-specific precision strip, or by managing direct mill production of true custom product for larger volume requirements.
MWalloys Value-Added Processing Services
| Service | Capability | Benefit to Customer |
|---|---|---|
| Precision slitting | Width tolerance ±0.05mm, widths from 3mm | Exact width for stamping tools, no material waste |
| Precision leveling | Flatness to 0.3mm/m camber | Consistent feeding in automated equipment |
| Cut-to-length | Length tolerance ±0.5mm, lengths to 6000mm | Eliminates customer cutting operation |
| Edge rounding | Radius 0.05 – 0.5mm | Safety in handling, prevents stamping burr issues |
| Surface inspection | 100% automated optical inspection | Defect detection before delivery |
| Custom coiling | Any specified ID/OD/weight | Direct compatibility with customer's equipment |
| Oscillate winding | Narrow strip, high-length coils | Maximizes continuous run length |
| Electropolishing | Ra < 0.1 µm | Pharmaceutical, medical, semiconductor applications |
| Passivation | ASTM A967 compliant | Enhanced corrosion resistance |
| PMI testing | XRF on every coil | Positive material verification before shipment |
| Custom packaging | Moisture barrier, desiccant, custom labeling | Protection for long storage or transport |
We invest significantly in tension leveling capacity because flat strip is the single most requested value-add service from customers in the precision stamping sector. A strip with perfect thickness tolerance but inadequate flatness will cause as many production problems as one with poor thickness control.
FAQs: Custom Nickel Alloy Strips and Precision Gauge Coils
1: What is the minimum thickness available for nickel alloy precision strip?
The minimum commercially producible thickness for nickel alloy precision strip is approximately 0.010mm (10 microns) for pure nickel grades, with most structural alloys like Inconel 625 practically limited to approximately 0.025 – 0.050mm at precision tolerances. Pure nickel (Nickel 200) and soft alloys like Monel 400 can be rolled to foil thicknesses because their lower work-hardening rates allow more reduction per pass without edge cracking. Higher-strength alloys like Inconel 718 and Hastelloy C276 work-harden more rapidly, making very thin gauges progressively more difficult and expensive to produce with consistent properties across the strip width. At thicknesses below 0.025mm, maintaining thickness tolerance within ±0.002mm requires dedicated foil rolling mills with extremely rigid frames and online X-ray gauging. For applications requiring nickel alloy foil below 0.025mm thickness, lead times are typically 12 to 20 weeks and minimum order quantities apply. Contact the MWalloys technical team to discuss your specific thickness requirements before writing a specification.
2: Can nickel alloy strip be supplied in age-hardened condition, and what are the limitations?
Yes, nickel alloy strip can be supplied in the age-hardened condition for grades like Inconel 718, Monel K500, and Inconel X-750, but formability is greatly reduced compared to the solution-annealed condition, making post-age forming impractical for most geometries. The standard industry practice for age-hardenable alloys is to supply strip in the solution-annealed (or sometimes partially cold-worked) condition, perform all forming operations in this softer state, and then age-harden the formed components in a furnace. This sequence maximizes formability during manufacturing while achieving full strength in the finished part. Supplying aged strip is practical only for applications involving simple bending with generous radii, blanking (shearing without forming), or applications where the strip is used as-sheared without further deformation. The aging treatment for Inconel 718 (720°C for 8 hours, furnace cool to 620°C, hold 8 hours, air cool) can be performed in a batch furnace or continuous furnace after fabrication. MWalloys can supply material in any condition specified and provide recommendations on the optimal processing sequence for your application.
3: How does cold work temper affect the corrosion resistance of nickel alloy strip?
Cold working does not significantly reduce the bulk corrosion resistance of most nickel alloys, but it can increase susceptibility to stress corrosion cracking in specific environments, and heavy cold work on sensitization-prone grades may slightly increase the risk of intergranular attack. The passive film integrity of nickel alloys depends primarily on chemical composition, not on the degree of cold work. Hastelloy C276 strip in the hard temper condition retains essentially the same resistance to general corrosion and pitting as in the annealed condition. However, the high residual stresses in heavily cold-worked strip can promote stress corrosion cracking in environments that would not affect stress-free annealed material. For this reason, applications combining hard-temper strip with aggressive corrosive environments should be reviewed carefully, and stress relief annealing below the recrystallization temperature may be warranted to reduce residual stress without fully softening the material. For the most aggressive CRA applications (concentrated acid, high-chloride service), annealed strip is generally preferred over hard-temper strip to minimize all potential corrosion initiation mechanisms.
4: What is the difference between oscillate winding and pancake coiling for narrow precision strip?
Oscillate winding (also called traverse winding) winds narrow strip onto a spool in a reciprocating pattern that shifts the strip laterally with each revolution, building a spool of even cross-section with much greater strip length per spool than pancake coiling allows. Pancake coiling winds strip in a single plane, producing a flat coil with length limited by the maximum allowable OD. For narrow strip (below approximately 50mm wide), pancake coils become very heavy and difficult to handle at practical OD limits, and the strip length per coil is relatively short. Oscillate winding solves this by stacking the strip in a controlled helical pattern, allowing very long continuous lengths (up to several thousand meters of fine strip) on a single spool of manageable dimensions. The key requirement for oscillate winding to work correctly is precise tension control and consistent strip width: any width variation or tension fluctuation causes uneven winding that results in telescoping (where layers shift axially) when the spool is unwound at speed. Precision slit strip with tight width tolerances is essential for successful oscillate winding. MWalloys offers both coil formats in widths from 3mm upward.
5: What certifications are required for nickel alloy strip used in aerospace applications?
Aerospace nickel alloy strip must meet the applicable AMS (Aerospace Material Specification) material standard, be supplied with an EN 10204 Type 3.1 or 3.2 certificate, and may additionally require first-article inspection reports, NADCAP-approved processing, and prime contractor-specific qualification documentation. The AMS standards published by SAE International govern chemistry, mechanical properties, grain size, and testing requirements for aerospace-grade nickel alloy strip. For example, Inconel 625 strip for aerospace use is typically specified to AMS 5596, which requires specific mechanical property minimums, grain size limits, and surface quality criteria beyond those in the ASTM B443 commercial specification. NADCAP (National Aerospace and Defense Contractors Accreditation Program) accreditation of the heat treatment and non-destructive testing processes is required by most major aerospace primes. First-article inspection (FAI) per AS9102 is required when a new part number or supplier is introduced. MWalloys maintains the documentation infrastructure to support aerospace supply chain requirements and can advise on specific documentation packages required for your prime contractor.
6: How is flatness measured and controlled in precision nickel strip production?
Strip flatness is quantified by the I-unit (derived from differential strain across the strip width), with precision-leveled strip achieving below 5 I-units compared to 20 – 50 I-units for standard cold-rolled strip: measurement is performed using a shapemeter roll integrated into the tension leveler line. I-unit flatness measurement captures both edge wave (where strip edges are longer than the center, causing wavy edges) and center buckle (where the center is longer than the edges, causing central buckle) conditions. The shapemeter roll measures differential tension across the strip width using strain gauges embedded in the roll body, converting the tension profile to an I-unit flatness map. Tension leveling corrects these flatness defects by applying controlled elongation through a series of small-diameter rolls under high tension, plastically elongating the shorter zones to match the longer zones. For precision stamping applications, the target is typically below 5 I-units with camber below 1mm per meter. For laser cutting and photochemical etching, even tighter flatness is beneficial: below 3 I-units and camber below 0.5mm per meter eliminates most focus-related quality issues. We verify flatness on every precision leveled coil before release.
7: Can nickel alloy strip be welded, and what welding method is recommended for thin gauge material?
Yes, nickel alloy strip can be welded, with laser welding being the preferred method for precision thin-gauge material because it minimizes heat input, reduces distortion, and provides the tightest control over the weld zone width and heat-affected zone dimensions. Resistance welding (spot and seam welding) is widely used for nickel strip in battery tab and electrical contact applications where spot welds provide adequate joint strength without requiring a filler metal. For structural joints in thin strip (below 1.5mm), laser welding with or without filler metal provides the best combination of low distortion, narrow HAZ, and consistent penetration. TIG welding is practical for strip above approximately 0.5mm thickness where the heat input can be controlled adequately, but produces wider weld beads and larger HAZ compared to laser welding. For all welding of nickel alloys, cleanliness is critical: oil, grease, sulfur-bearing compounds, and low-melting metal contamination (zinc, lead, copper) on the strip surface can cause weld cracking. Electropolishing or solvent cleaning immediately before welding is recommended for critical joints. The filler metal should match the base metal UNS designation to maintain corrosion resistance in the weld zone.
8: What is the lead time for custom precision nickel alloy strip orders?
Lead time for custom precision nickel alloy strip ranges from 2 to 4 weeks for standard grades processed from MWalloys stock coil inventory, to 12 to 20 weeks for fully custom mill production of non-standard alloys or dimensions requiring dedicated production runs. The lead time breakdown for a typical custom order involves: raw material procurement (0 – 6 weeks depending on whether the alloy is stocked), cold rolling to gauge (1 – 3 weeks depending on number of rolling passes and intermediate anneals required), final annealing and finishing (1 – 2 weeks), slitting and leveling (1 week), inspection and certification (1 week), and packaging and logistics (0.5 – 1 week). For AMS-certified aerospace material, additional time is needed for certification documentation preparation and any required third-party witness testing. We strongly recommend contacting MWalloys during the design phase of any project involving precision nickel strip, rather than at the point of purchase order release, to avoid schedule compression that may force compromises on specification or quality.
9: How should precision nickel alloy strip be stored to prevent surface contamination or corrosion?
Precision nickel alloy strip should be stored in a temperature-controlled environment (15 – 25°C), away from halogen-containing materials, in its original sealed packaging until ready for use, with any cut coil ends immediately re-sealed to prevent moisture ingress and contamination. While nickel alloys are far more corrosion resistant than carbon steel, their precision surfaces can be degraded by contamination that affects downstream processing. Rolling lubricant residues, fingerprint oils, and chloride contamination from environmental exposure can all cause problems in subsequent operations including welding (porosity, cracking), plating (adhesion failure), and medical/pharmaceutical applications (biocompatibility concerns). Invar 36 and Kovar, which contain significant iron, are more susceptible to atmospheric rusting than higher-nickel alloys and should be stored with moisture control (desiccant packs) inside sealed packaging. Electropolished strip for pharmaceutical or semiconductor applications should be handled only with clean nitrile gloves and stored in cleanroom-compatible packaging until installation. MWalloys packages all precision strip coils with moisture barrier film, inner paper interleave where specified, and sealed outer packaging with desiccant for long-term storage applications.
10: What is the minimum order quantity for custom precision nickel alloy strip?
Minimum order quantities for custom precision nickel alloy strip typically range from 10kg for standard grades processed from stock inventory at MWalloys, to 100 – 500kg for specialty grades or dimensions requiring dedicated mill production runs, with price per kilogram decreasing significantly at higher quantities. The economics of precision strip production are strongly influenced by setup costs: roll changes, slitter tooling setup, certification documentation preparation, and quality inspection have fixed components that are spread over the order quantity. This means that small orders of specialty alloy strip carry disproportionately high unit costs. For development and qualification purposes, MWalloys can often supply small quantities from existing production coil inventory, which avoids minimum quantity constraints but may require accepting available dimensions rather than custom specification. For production procurement, we recommend analyzing annual consumption and placing scheduled blanket orders to improve economics and ensure supply continuity. Contact our technical sales team for a detailed pricing discussion covering your specific alloy, dimensions, and annual volume requirements.
Conclusion: Getting the Right Custom Nickel Strip Specification from the Start
Custom high-performance nickel alloy strips and precision gauge coils represent one of the most technically demanding categories of metallic flat products. The combination of exotic alloy chemistry, ultra-tight dimensional tolerances, controlled surface finish, and rigorous certification requirements means that getting the specification right from the beginning saves significant time and cost compared to discovering incompatibilities after material has been produced.
The key points that every engineer and procurement professional should take from this review:
- Match the alloy family to the functional requirements (corrosion resistance, temperature capability, magnetic properties, thermal expansion) before worrying about dimensional details.
- Specify mechanical properties as ranges, not just minimums, to avoid receiving material that is too hard to form or too soft to function.
- Define surface finish in terms of Ra values and functional requirements, not just visual descriptions.
- Understand the difference between standard mill tolerances and precision gauge capabilities: specify only what your application truly needs to avoid unnecessary cost.
- Plan for realistic lead times, especially for specialty grades or fully custom specifications.
- Work with your supplier during the design phase, not just at the procurement stage.
Ready to Order Custom Nickel Alloy Strip and Precision Coils?
MWalloys produces and supplies custom high-performance nickel alloy strips and precision gauge coils across the full range of commercially available nickel alloy families. Our processing capabilities cover thickness from 0.01mm foil to 5mm heavy strip, widths from 3mm to 600mm, and virtually any specified temper condition, surface finish, or certification requirement.
Our technical team provides:
- Alloy selection consultation based on your application requirements.
- Specification review and optimization before order placement.
- Prototype quantities for design qualification.
- Production scheduling with blanket order programs.
- Full EN 10204 Type 3.1 and 3.2 certification.
- AMS-compliant supply for aerospace applications.
- Same-day quotations for standard grades from stock.
Contact MWalloys today to discuss your custom nickel alloy strip requirements. Submit your technical specification through our website inquiry form, or speak directly with our strip products technical team for same-day feedback on dimensional capability and lead time.
Verified and Authoritative Sources
- ASM International – ASM Handbook, Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials. ASM International, Materials Park, Ohio. ISBN 978-0-87170-378-1.
- Special Metals Corporation – Inconel Alloy 625 Technical Bulletin (SMC-063); Inconel Alloy 718 Technical Bulletin (SMC-045).
- Haynes International – Hastelloy C-276 Alloy Technical Brochure (H-2002E); Hastelloy C-22 Technical Brochure (H-2019C).
- ASTM International – ASTM B443: Standard Specification for Nickel-Chromium-Molybdenum-Columbium Alloy Plate, Sheet, and Strip.
- ASTM International – ASTM B575: Standard Specification for Low-Carbon Nickel-Chromium-Molybdenum Alloy Plate, Sheet, and Strip.
- ASTM International – ASTM B162: Standard Specification for Nickel Strip, Plate, Sheet, and Strip.
- ASTM International – ASTM B127: Standard Specification for Nickel-Copper Alloy Strip, Plate, Sheet, and Strip.
- SAE International – AMS 5596: Nickel Alloy, Corrosion and Heat Resistant, Sheet, Strip, and Plate, 62Ni-22Cr-9Mo-3.5Cb.
- SAE International – AMS 5662: Nickel Alloy, Corrosion and Heat Resistant, Bars, Rods, and Rings, 52.5Ni-19Cr-3.0Mo-5.1Cb.
- Roberts, W.L. – Cold Rolling of Steel. Manufacturing Engineering and Materials Processing Series. CRC Press. ISBN 978-0-8247-6780-0.
- ASTM International – ASTM F15: Standard Specification for Iron-Nickel-Cobalt Sealing Alloy (Kovar).
- EN 10204:2004 – Metallic Products – Types of Inspection Documents. European Committee for Standardization, Brussels.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Materials for Use in H₂S-Containing Environments in Oil and Gas Production.
- Donachie, M.J., Donachie, S.J. – Superalloys: A Technical Guide, 2nd Edition. ASM International. ISBN 978-0-87170-749-9.
- ISO 9001:2015 – Quality Management Systems – Requirements. International Organization for Standardization.
- NADCAP – National Aerospace and Defense Contractors Accreditation Program, Performance Review Institute.
