Maßgefertigte Hochleistungsbänder aus Nickellegierungen und Präzisionsspulen sind kaltgewalzte Flachprodukte mit engen Toleranzen, die aus Nickelbasislegierungen wie Inconel 625, Hastelloy C276, Monel 400, Alloy 718 sowie reine Nickelsorten. Sie bieten Dickentoleranzen von bis zu ±0,003 mm, Breitentoleranzen innerhalb von ±0,05 mm und Oberflächenrauheiten bis hinunter zu Ra 0,1 µm für anspruchsvolle Anwendungen in der Luft- und Raumfahrt, bei medizinischen Geräten, in der chemischen Verarbeitung, in der Elektronik und in Energiesystemen. Bei MWalloys produzieren und liefern wir diese Präzisionsflachprodukte an Ingenieure und Beschaffungsteams, die die Maßabweichungen von Standardwalzgut nicht akzeptieren können.
Der Unterschied zwischen einem Standardband aus einer Nickellegierung und einer Rolle mit echter Präzisionsdicke ist nicht nur eine Frage der Terminologie. Er spiegelt einen grundlegend anderen Herstellungsprozess, strengere Qualitätskontrollen, eine anspruchsvollere Rohstoffauswahl sowie eine Lieferkette wider, die auf die spezifischen Anforderungen von Endanwendungen ausgerichtet ist, bei denen keinerlei Maßabweichungen toleriert werden.
Was sind maßgefertigte Bänder aus Nickellegierungen und Präzisionsspulen, und wie unterscheiden sie sich von Standard-Flachprodukten?
Der Begriff "Band" in der Klassifizierung metallurgischer Erzeugnisse bezieht sich auf flachgewalztes Material mit einer Breite von typischerweise unter 600 mm (24 Zoll), das entweder in Coilform oder auf Länge geschnitten geliefert wird. "Präzisionsdicke" bedeutet, dass die Dicke auf Toleranzen kontrolliert wurde, die deutlich enger sind als die Standardtoleranzen im Walzwerk, in der Regel durch eine Kombination aus Präzisionskaltwalzen, Zwischenglühen und Spannungsrichten.
Maßgefertigte Bänder aus Nickellegierungen gehen noch einen Schritt weiter: Sie werden nach einer vom Kunden festgelegten Kombination aus Legierung, Härtegrad, Dicke, Breite, Oberflächenbeschaffenheit und Coilgewicht hergestellt, die möglicherweise keinem Katalogartikel entspricht. Die individuelle Anpassung kann sich auf spezielle Anforderungen an die mechanischen Eigenschaften (bestimmte Härtebereiche, Mindestwerte für die Dehnung), den Kantenzustand (geschnittene Kante, Walzkante, entgratete Kante, abgerundete Kante) sowie auf Verpackungsanforderungen (bestimmte Innen- und Außendurchmesser der Coils, Zwischenlagenpapier, feuchtigkeitsundurchlässige Verpackung) erstrecken.
Standardstreifen vs. Präzisionsstreifen: Die wichtigsten Unterschiede
| Parameter | Standard-Walzband | Präzisionsmessstreifen | Maßgefertigte Präzisionsspule |
|---|---|---|---|
| Dickentoleranz | ±5 – 101 TP3T des Nennwerts | ±1 – 31 TP3T des Nennwerts | ±0,003 mm absolut oder genauer |
| Toleranz in der Breite | ±0,5 – 1,0 mm | ±0,1 – 0,2 mm | ±0,05 mm oder gemäß Zeichnung |
| Ebenheit | Handelsübliche Ebenheit | Die Spannungen haben sich gelegt | Entspannt + ausgeglichen |
| Oberflächengüte | Standard-Walzfinish | Ra 0,4 – 0,8 µm | Ra 0,1 – 0,4 µm oder Spiegel |
| Zustand der Kante | Schlitz (mit Grat) | Geschlitzt + entgratet | Abgerundete Kante oder bearbeitete Kante |
| Mechanische Eigenschaften | Mindestwerte gemäß Spezifikation | Kontrollierter Bereich | Kundenspezifischer Bereich |
| Zertifizierungen | EN 10204 Typ 2.2 | EN 10204 Typ 3.1 | EN 10204 Typ 3.2 + Ergänzung |
| Typische Lieferzeit | 2–4 Wochen ab Lager | 4 - 8 Wochen | 8–16 Wochen (ab Produktion) |
Das Verständnis dieser Hierarchie hilft Einkaufsfachleuten dabei, präzise Kaufspezifikationen zu erstellen und zu vermeiden, dass sie Standardbänder erhalten, wenn Präzisionsbänder erforderlich sind. Nach unseren Erfahrungen bei MWalloys betreffen etwa 40% der uns bekannten Spezifikationsfehler Fälle, in denen Kunden nach Standard-Maßtoleranzen bestellen, obwohl ihr nachgelagerter Fertigungsprozess Präzisionsbänder erfordert.
Coil oder auf Länge geschnittenes Band: Welches Format passt zu Ihrem Prozess?
| Lieferformat | Am besten geeignet für | Typischer Breitenbereich | Längenkapazität |
|---|---|---|---|
| Präzisionsspule | Stanzpressen, Profiliermaschinen, Durchlaufanlagen | 5 – 600 mm | Kontinuierlich (begrenzt durch das Gewicht der Spule) |
| Auf Maß geschnittenes Band | Chargenfertigung, manuelle Arbeitsschritte, Probenqualifizierung | 5 – 600 mm | 100 mm bis 6000 mm pro Stück |
| Oszillierende Wicklungsspule | Hochgeschwindigkeitsstanzen mit schmalem Band | 3 – 100 mm | Sehr lange durchgehende Längen |
| Spule mit Querwicklung | Feinststreifen, Präzisionszuführungsvorrichtungen | 1 – 50 mm | Festgelegt durch das Spulengewicht |
Welche Nickellegierungen sind in Band- und Coilform erhältlich, und welche sind ihre wichtigsten Eigenschaften?
Nicht alle Nickellegierungen werden kommerziell in Band- und Coilform hergestellt. Die Walzbarkeit einer Nickellegierung in dünnen Stärken hängt von ihren Kaltumformeigenschaften, der Kaltverfestigungsrate und der Anfälligkeit für Kantenrisse beim Walzen ab. Die folgenden Legierungen werden am häufigsten in Form von Präzisionsbändern und -coils hergestellt und verfügen über etablierte Walz- und Glühverfahren.

Bänder aus reinem Nickel und niedriglegiertem Nickel
| Klasse | UNS | Ni Inhalt | Wichtige Eigenschaft | Typischer Dickenbereich |
|---|---|---|---|---|
| Nickel 200 | N02200 | 99,01 TP3T min | Hohe elektrische Leitfähigkeit, magnetisch, weich | 0,01 – 3,0 mm |
| Nickel 201 | N02201 | 99,01 TP3T min (niedriger C-Gehalt) | Wie bei 200 + Einsatz bei erhöhten Temperaturen | 0,01 – 3,0 mm |
| Nickel 205 | N02205 | 99,01 TP3T min (niedriger C- und Si-Gehalt) | Elektronische Anwendungen, Bimetall-Thermostat | 0,025 – 2,0 mm |
| Nickel 270 | N02270 | 99,971 TP3T min | Wissenschaftliche Instrumente in ultrahoher Reinheit | 0,025 – 1,0 mm |
Nickel-200- und Nickel-201-Bänder sind die Arbeitspferde in der Kategorie „reines Nickel“. Dank ihrer Kombination aus Korrosionsbeständigkeit in alkalischen Umgebungen, hoher thermischer und elektrischer Leitfähigkeit, magnetischen Eigenschaften und hervorragender Formbarkeit sind sie Standardwerkstoffe für Batteriekomponenten, Elektroform-Dornstangen, Anlagen zur chemischen Verarbeitung und elektronische Verbindungen.
Nickel-Kupfer-Legierungen (Monel-Reihe)
| Klasse | UNS | Zusammensetzung | Anwendung von Primärstreifen | Dickenbereich |
|---|---|---|---|---|
| Monel 400 | N04400 | 67Ni-31,5Cu | Befestigungselemente für den Schiffsbau, Dichtungen für die chemische Industrie | 0,05 – 5,0 mm |
| Monel K500 | N05500 | 65Ni-30Cu-2,7Al-0,6Ti | Federn, Wellen (aushärtbar) | 0,1 – 3,0 mm |
| Monel R405 | N04405 | 67Ni-31Cu-0,035S | Bearbeitete Teile, die eine gute Zerspanbarkeit erfordern | 0,1 – 3,0 mm |
Monel K500-Band im aushärteten Zustand bietet eine außergewöhnliche Kombination: die Korrosionsbeständigkeit der Monel-Grundlegierung mit mechanischen Eigenschaften in Federqualität, die durch eine einfache Aushärtungsbehandlung (480 – 510 °C für 8 – 16 Stunden) erzielt werden können. Dadurch eignet er sich für Präzisionsfedern, Membranen und Ventilsitze in Meerwasser- und chemischen Umgebungen, in denen herkömmliche Federstähle schnell korrodieren würden.
Nickel-Chrom-Legierungen (Inconel-Serie)
| Klasse | UNS | Tonart | Anwendung von Primärstreifen | Dickenbereich |
|---|---|---|---|---|
| Inconel 600 | N06600 | 76Ni-15,5Cr-8Fe | Vorrichtungen für die Wärmebehandlung, chemische Verarbeitung | 0,05 – 5,0 mm |
| Inconel 625 | N06625 | 62Ni-22Cr-9Mo-3,7Nb | Luft- und Raumfahrtkomponenten, Meerwasserabdichtungen | 0,05 – 4,0 mm |
| Inconel 718 | N07718 | 53Ni-19Cr-18Fe-5Nb | Befestigungselemente für die Luft- und Raumfahrt, Präzisionsfedern | 0,025 – 3,0 mm |
| Inconel 690 | N06690 | 62Ni-29Cr-9Fe | Komponenten von Kernkraftwerks-Dampferzeugern | 0,05 – 3,0 mm |
| Inconel X-750 | N07750 | 73Ni-15,5Cr-7Fe-2,5Ti | Hochtemperaturfedern, Sicherungsringe | 0,1 – 3,0 mm |
Inconel 718-Band verdient besondere Beachtung, da es sich um das in der Luft- und Raumfahrtindustrie am häufigsten spezifizierte Band aus einer Nickel-Superlegierung handelt. Dank seiner Ausscheidungshärtbarkeit durch eine zweistufige Alterungsbehandlung (720 °C für 8 Stunden + 620 °C für 8 Stunden) kann das Band im lösungsgeglühten Zustand zur Umformung geliefert werden, wobei die volle Festigkeit erst nach der Alterung erreicht wird. Inconel-718-Band nach maximaler Alterung erreicht Zugfestigkeiten von 1380 MPa oder mehr, was mit vielen hochfesten Stählen konkurrieren kann, während die hervorragende Korrosionsbeständigkeit und das Ermüdungsverhalten der Legierung erhalten bleiben.
Nickel-Chrom-Molybdän-Legierungen (Hastelloy-Serie)
| Klasse | UNS | Tonart | Korrosionsbeständigkeit | Dickenbereich |
|---|---|---|---|---|
| Hastelloy C276 | N10276 | 57Ni-15,5Cr-16Mo-3,75W | Reduzierende Säuren, gemischte Umgebungen | 0,05 – 5,0 mm |
| Hastelloy C22 | N06022 | 56Ni-21Cr-13,5Mo-3W | Oxidierende Säuren, Rauchgasentschwefelung (FGD), Pharmabranche | 0,05 – 4,0 mm |
| Hastelloy C2000 | N06200 | 59Ni-23Cr-16Mo | Umfassendste Abdeckung bei CRA-Legierungen aus einer einzigen Legierung | 0,1 – 3,0 mm |
| Hastelloy B3 | N10675 | 65Ni-28,5Mo-1,5Cr | Konzentrierte HCl, reduzierende Säuren | 0,1 – 3,0 mm |
| Hastelloy X | N06002 | 47Ni-22Cr-18Fe-9Mo | Hochtemperaturoxidation | 0,05 – 4,0 mm |
| Hastelloy N | N10003 | 71Ni-7Cr-16Mo | Umgebungen mit geschmolzenem Salz, nuklear | 0,1 – 2,0 mm |
Spezial-Nickellegierungen für elektronische und magnetische Anwendungen
| Klasse | UNS | Wichtige Eigenschaft | Anmeldung |
|---|---|---|---|
| Legierung 36 (Invar) | K93600 | Extrem geringe Wärmeausdehnung | Präzisionsinstrumente, Laserkomponenten |
| Legierung 42 | K94100 | Kontrollierte thermische Ausdehnung | Glas-Metall-Verbindungen, Elektronik |
| Legierung 52 | N14052 | Auf Glas abgestimmte Dehnung | Röhrenkomponenten |
| Permalloy 80 | N14080 | Hohe magnetische Permeabilität | Magnetische Abschirmung, Transformatorkerne |
| Kovar | K94610 | Die Ausdehnung entspricht der von Borosilikatglas | Halbleiterverpackung |
| Konstantan | - | Konstante spezifische Widerstandsfähigkeit in Abhängigkeit von der Temperatur | Thermoelemente, Präzisionswiderstände |
Diese Speziallegierungen gehören zu den technisch anspruchsvollsten Bandprodukten, da ihre funktionalen Eigenschaften (Wärmeausdehnungskoeffizient, magnetische Permeabilität, elektrischer spezifischer Widerstand) empfindlich auf geringfügige Abweichungen in der Zusammensetzung, den Kaltverformungsgrad und die Glühbedingungen reagieren. Um über die gesamte Produktionsrolle hinweg gleichbleibende funktionale Eigenschaften zu erzielen, sind strenge Prozesskontrollen erforderlich, die weit über die üblichen Maßtoleranzen hinausgehen.
Welche Maßtoleranzen lassen sich mit Präzisions-Nickelband realistisch erreichen?
Die Fähigkeit zur Einhaltung von Maßtoleranzen ist das zentrale technische Unterscheidungsmerkmal zwischen Standardbandprodukten und echtem Präzisionsmaterial. Die erreichbaren Toleranzen hängen von der jeweiligen Legierung (ihrer Kaltverfestigungsrate und ihren Warmwalzeigenschaften), der hergestellten Dicke (dünnere Stärken erfordern eine entsprechend strengere absolute Kontrolle) und den eingesetzten Fertigungsanlagen ab.
Möglichkeiten zur Einhaltung von Dickentoleranzen
| Dickenbereich | Standard-Frästoleranz | Toleranz der Präzisionsklasse | Ultrapräzise Toleranz |
|---|---|---|---|
| 2,0 – 5,0 mm | ±0,10 – 0,15 mm | ±0,05 mm | ±0,025 mm |
| 1,0 – 2,0 mm | ±0,08 – 0,12 mm | ±0,025 mm | ±0,015 mm |
| 0,5 – 1,0 mm | ±0,05 – 0,08 mm | ±0,015 mm | ±0,010 mm |
| 0,1 – 0,5 mm | ±0,015 – 0,025 mm | ±0,008 mm | ±0,005 mm |
| 0,025 – 0,1 mm | ±0,005 – 0,010 mm | ±0,003 mm | ±0,002 mm |
| < 0,025 mm (Folie) | ±0,003 mm | ±0,001 mm | ±0,0005 mm |
Diese Toleranzen sind keine theoretischen Grenzwerte: Sie entsprechen den dokumentierten Fertigungsmöglichkeiten etablierter Präzisionswalzwerke. Das Erreichen ultrapräziser Toleranzen erfordert eine Inline-Dickenmessung mittels Röntgen- oder Betastrahlenmessung mit Rückkopplung in den Regelkreis des Walzwerks, präzisionsgeschliffene Arbeitswalzen mit kontrollierter Wölbung sowie eine strenge Temperaturregelung während des gesamten Walzprozesses.
Breitentoleranz und Geradheit
| Streifenbreite | Toleranz der Schnittkante | Toleranz beim Präzisionsschneiden | Kantenqualität |
|---|---|---|---|
| 5 – 25 mm | ±0,15 mm | ±0,05 mm | Gratehöhe < 0,02 mm |
| 25 – 100 mm | ±0,20mm | ±0,08 mm | Gratehöhe < 0,03 mm |
| 100 – 300 mm | ±0,30 mm | ±0,10 mm | Gratehöhe < 0,05 mm |
| 300 – 600 mm | ±0,50mm | ±0,15 mm | Gratehöhe < 0,05 mm |
Die Wölbung (seitliche Krümmung) ist ein entscheidender Ebenheitsparameter für schmale Bänder, die bei Hochgeschwindigkeits-Stanzvorgängen zum Einsatz kommen. Standard-Schlitzband kann eine Wölbung von bis zu 3 mm pro Meter Länge aufweisen, was zu Problemen bei der Bandführung in Folgewerkzeugen führen kann. Präzisions-Schlitzband sollte eine Wölbung von unter 1 mm pro Meter aufweisen, und für die anspruchsvollsten Anwendungen wird spannungsgeglühtes Band mit einer Wölbung von unter 0,3 mm pro Meter vorgeschrieben.
Maßnormen für Coils
| Parameter | Standardspule | Präzisionsspule | Individuelle Spezifikation |
|---|---|---|---|
| Innendurchmesser (ID) | typischerweise 300–600 mm | 300, 400, 500 mm ±5 mm | Kundenspezifisch ±2 mm |
| Außendurchmesser (OD) | Wie hergestellt | Genauigkeit: ±10 mm | Kundenspezifisch ±5 mm |
| Gewicht der Spule | Variabel | Kundenspezifisch | ±5% mit dem angegebenen Gewicht |
| Oszillation (schmaler Streifen) | Standard-Tonhöhe | Präzisionsabstand ±0,5 mm | Benutzerdefinierte Tonhöhe |
| Interleave | Nicht standardmäßig | Zwischenlagen aus Papier erhältlich | Vorgeschriebenes Material |
Wie werden hochleistungsfähige Bänder aus Nickellegierungen nach Präzisionsstandards hergestellt?
Der Herstellungsprozess für Präzisionsbänder aus Nickellegierungen umfasst mehrere kontrollierte Schritte, von denen jeder einzelne zur endgültigen Maß- und metallurgischen Qualität beiträgt. Das Verständnis dieses Prozesses hilft Ingenieuren zu verstehen, warum Präzisionsbänder einen Preisaufschlag haben und warum die Lieferzeiten länger sind als bei Standard-Flachprodukten.
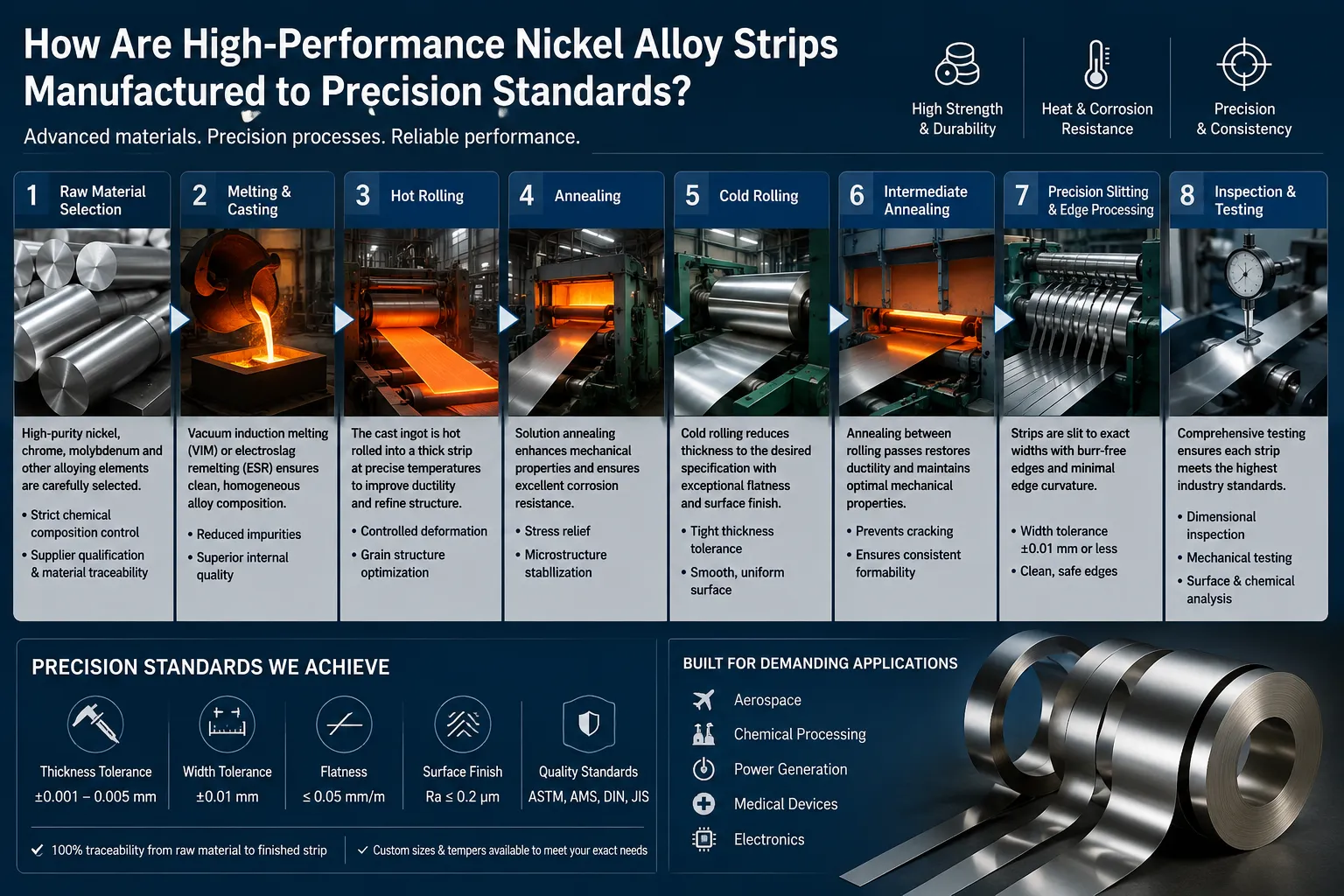
Schritt-für-Schritt-Fertigungsprozess
Schritt 1: Qualifizierung der Rohstoffe
Die Herstellung von Präzisionsbändern beginnt mit der Auswahl des Rohmaterials bereits in der Schmelzphase. Das Vakuum-Induktionsschmelzen (VIM), gefolgt vom Vakuum-Lichtbogen-Umschmelzen (VAR) oder dem Elektroschlacke-Umschmelzen (ESR), ist Standard für die anspruchsvolleren Güteklassen (Inconel 718, Waspaloy, hochreines Nickel 270). Diese Sekundärschmelzverfahren verhindern Entmischungen, reduzieren den Gehalt an Einschlüssen und erzeugen eine homogenere Blockstruktur, die beim anschließenden Kaltwalzen gleichmäßig reagiert.
Bei elektronischen und magnetischen Werkstoffen (Invar 36, Permalloy) ist die Kontrolle der Schmelzchemie besonders entscheidend: Abweichungen von nur 0,01% bei Schlüsselelementen (Nickelgehalt bei Permalloy, Eisengehalt bei Invar) können dazu führen, dass die funktionellen Eigenschaften außerhalb der Spezifikation liegen.
Schritt 2: Warmwalzen auf Zwischenstärke
Der Barren oder die Stranggussbramme wird bei erhöhten Temperaturen (typischerweise 1050 – 1200 °C, je nach Legierung) auf eine Zwischendicke von 3 – 8 mm warmgewalzt. Durch das Warmwalzen wird die Kornstruktur festgelegt und die dendritische Mikrostruktur aus dem Guss beseitigt. Nach dem Warmwalzen wird das Band geglüht (bei den meisten Güten als Lösungsglühen) und durch Beizen in einer Mischsäurelösung (typischerweise einer Salpetersäure-Flusssäure-Mischung) entzundert, um die beim Warmwalzen entstandene Oxidhaut zu entfernen.
Schritt 3: Kaltwalzen auf Präzisionsdicke
Beim Kaltwalzen wird das Band durch mehrfache Durchläufe durch Präzisionswalzwerke auf die Sollstärke reduziert. Zu den für die Herstellung präziser Bandstärken entscheidenden Walzparametern gehören:
| Rollparameter | Auswirkungen auf die Streifenqualität | Typisches Steuerungsverfahren |
|---|---|---|
| Walzspalt | Primärer Faktor für die Dicke | Hydraulische automatische Pegelregelung (AGC) |
| Rollkraft | Beeinflusst die Gleichmäßigkeit der Dicke | Rückmeldung der Wägezelle an die AGC |
| Bandspannung | Beeinflusst die Breitenausdehnung und die Ebenheit | Spannungsregler |
| Bandgeschwindigkeit | Beeinflusst die Oberflächenbeschaffenheit und die Wirksamkeit der Schmierung | Drehzahlsynchronisiertes Antriebssystem |
| Walzentemperatur | Beeinflusst die Temperatur und die Stärke des Streifens | Steuerung der Wasserkühlung |
| Viskosität und Fließverhalten von Schmierstoffen | Oberflächenbeschaffenheit, Werkzeugverschleiß | Dosier-Schmiersystem |
Bei den meisten Nickellegierungen ist ein Zwischenglühen zwischen den Kaltwalzgängen erforderlich, da ihre hohe Kaltverfestigungsrate andernfalls ein weiteres Walzen unmöglich machen und zu Bändern mit unzureichender Duktilität führen würde. Der Glühplan (Temperatur, Zeit, Atmosphäre) muss sorgfältig gesteuert werden, um die kaltverfestigte Struktur zu rekristallisieren, ohne dass es zu einem übermäßigen Kornwachstum kommt.
Schritt 4: Endglühen und Anlassen
Durch das Schlussglühen werden der metallurgische Zustand (Korngröße, rekristallisierter Anteil) und die mechanischen Eigenschaften (Härte, Streckgrenze, Dehnung) des gelieferten Bandes festgelegt. Für Präzisionsband muss der Glühofen folgende Anforderungen erfüllen:
- Temperaturgleichmäßigkeit innerhalb von ±5 °C über die gesamte Bandbreite und entlang der Spulenlänge.
- Kontrollierte Atmosphäre (Wasserstoff, Wasserstoff-Stickstoff-Gemisch oder Vakuum), um Oxidation zu verhindern und die Sauberkeit der Oberfläche zu gewährleisten.
- Präzise Steuerung der Verweildauer bei bestimmten Temperaturen, um eine gleichmäßige Korngröße zu erzielen.
Bei Bändern mit federharter oder hartem Temper wird durch eine kontrollierte abschließende Kaltverformung nach dem letzten Glühen der Grad der Kaltverformung festgelegt, was sich direkt auf bestimmte Bereiche der mechanischen Eigenschaften auswirkt.
Schritt 5: Schneiden auf Breite
Beim Präzisionsschneiden werden gehärtete Kreismesser mit kontrolliertem Spalt (in der Regel 5 – 10% der Banddicke) verwendet, um die Endbreite zu erzielen. Der Zustand der Schneidmesser, ihre Ausrichtung und die Spalteinstellungen sind entscheidend für die Kantenqualität und die Breitentoleranz. Für sehr schmale Bänder (unter 10 mm) sind spezielle Mehrfachschneidwerkzeuge erforderlich, um die Parallelität über mehrere Schnitte hinweg gleichzeitig zu gewährleisten.
Schritt 6: Ausrichten und Begradigen
Durch das Spannungsrichtverfahren oder das Walzrichtverfahren nach dem Längsschneiden werden die Coil-Verformung (Krümmung in Walzrichtung) und die Kantenwelle beseitigt, die beim Kaltwalzen entstehen können. Dieser Schritt ist unerlässlich für Bänder, die im Präzisionsstanzen, Laserschneiden oder photochemischen Ätzen verwendet werden, wo die Ebenheit direkten Einfluss auf die Maßgenauigkeit des Fertigteils hat.
Schritt 7: Endkontrolle und Verpackung
Präzisionsbandcoils durchlaufen eine umfassende Endkontrolle, die Folgendes umfasst:
- 100% Oberflächenprüfung (automatisierte optische oder visuelle Prüfung)
- Dickenmessung an mehreren Stellen über die Breite und entlang der Länge.
- Messung von Breite und Sturz
- Prüfung der mechanischen Eigenschaften (Härte, Zugfestigkeitseigenschaften an Proben von jedem Coilende)
- Überprüfung der chemischen Zusammensetzung (Zertifizierung auf Basis der Wärmeleistung)
- Verpackung nach Kundenspezifikation (Feuchtigkeitsbarriere, Trockenmittel, Zwischenlagenpapier, Spulenschutz)
Welche Oberflächenausführungen gibt es für Präzisions-Nickelbänder und -spulen?
Die Oberflächenbeschaffenheit beeinflusst nicht nur das Aussehen von Nickelband, sondern auch dessen funktionale Eigenschaften in vielen Anwendungsbereichen: Korrosionsbeständigkeit, Lötbarkeit, Haftfähigkeit, Reflektionsvermögen, Reibungskoeffizient sowie die Qualität nachfolgender Beschichtungs- oder Galvanisierungsvorgänge hängen alle vom Zustand der Oberfläche ab.
Standardbezeichnungen für Oberflächenausführungen von Bändern aus Nickellegierungen
| Finish Bezeichnung | Ra (µm) | Beschreibung | Typische Anwendung |
|---|---|---|---|
| 2B (Standard, kaltgewalzt) | 0.1 - 0.5 | Hell, glatt, leicht gerollt mit glatten Rollen | Allzweckgeräte, Lebensmittelausrüstung |
| 2D (matt kaltgewalzt) | 0.4 – 1.0 | Matt, mit sandgestrahlten Walzen gewalzt | Umformungsanwendungen, Lackhaftung |
| BA (hellgeglüht) | < 0,1 | Spiegelglatt, in H₂-Atmosphäre geglüht | Dekorativ, optisch, pharmazeutisch |
| Nr. 4 (gebürstet) | 0.4 – 0.8 | Einseitige Bürstung | Architektur, Lebensmittelbereich, Medizin |
| Nr. 6 (Satin) | 0.3 - 0.6 | Mattes Satin, feine Schleifstruktur | Medizinprodukte, Instrumente |
| Nr. 7 (Reflektierend) | 0.1 – 0.2 | Hohe Reflektivität, feines Schleifmittel + Politur | Dekorative, reflektierende Bauteile |
| Nr. 8 (Spiegel) | < 0,05 | Vollspiegel, elektropoliert | Optik, Präzisionsoptik, Halbleiter |
| Elektropoliert | < 0,1 | Elektrochemisch geglättet | Pharmazeutik, Halbleiter, Medizin |
| Walzzustand (hart) | 0.15 – 0.4 | Abhängig von der endgültigen Walzenoberfläche | Federn, Kontakte, elektronische Bauteile |
Anforderungen an die Oberflächenreinheit
Abgesehen von der Rauheit stellen viele Hightech-Anwendungen spezifische Anforderungen an die Oberflächenreinheit, die anhand der verbleibenden Kohlenwasserstoffverunreinigungen (aus Wälzschmierstoffen), der Dicke des Oxidfilms oder der ionischen Verunreinigung gemessen werden.
Für Anwendungen in der Halbleiter- und Elektronikindustrie können an Nickelstreifen folgende Anforderungen gestellt werden:
- Gesamtgehalt an organischen Verunreinigungen unter 50 µg/cm².
- Chloridbelastung unter 5 µg/cm².
- Oxidschicht mit einer Dicke unter 2 nm (nachgewiesen durch XPS oder Auger-Spektroskopie)
- Kontrolle der Partikelbelastung (Reinigung und Verpackung unter Reinraumbedingungen)
Bei Anwendungen im Bereich Medizinprodukte muss die Oberflächenreinheit den Biokompatibilitätsanforderungen der Norm ISO 10993 entsprechen, was in der Regel elektropolierte Oberflächen mit anschließender Passivierung und Verpackung im Reinraum bedeutet.
Bei MWalloys arbeiten wir eng mit unseren Kunden zusammen, um die Anforderungen an die Oberflächenbeschaffenheit präzise zu definieren, anstatt uns mit vagen Beschreibungen wie "glänzend" oder "sauber" zufrieden zu geben. Das Gespräch über die Oberflächenbeschaffenheit sollte bei der Endanwendung der Bandoberfläche ansetzen und nicht bei einer bestimmten Oberflächenbezeichnung.
Welche mechanischen und physikalischen Eigenschaften weisen die wichtigsten Nickellegierungsbänder auf?
Die mechanischen Eigenschaften von Bändern aus Nickellegierungen variieren erheblich je nach Legierungssorte und Härtezustand. Die folgenden Tabellen zeigen repräsentative Eigenschaften von Präzisionsbändern in den gängigsten Härtezuständen.
Mechanische Eigenschaften im geglühten Zustand
| Legierung | UTS (MPa) | Streckgrenze (MPa) | Dehnung (%) | Härte (HV) |
|---|---|---|---|---|
| Nickel 200 | 380 – 480 | 100 – 200 | 35 - 45 | 100 – 150 |
| Monel 400 | 480 – 590 | 170 – 345 | 35 - 45 | 130 – 180 |
| Monel K500 (geglüht) | 690 – 830 | 310 – 415 | 25 - 35 | 180 – 230 |
| Inconel 600 | 550 - 690 | 240 – 380 | 30 - 40 | 150 – 200 |
| Inconel 625 | 830 – 1000 | 415 – 620 | 30 - 40 | 200 – 260 |
| Inconel 718 (lösungsgeglüht) | 1000 – 1100 | 550 - 700 | 25 - 35 | 280 – 330 |
| Hastelloy C276 | 690 – 790 | 310 – 380 | 40 – 50 | 190 – 230 |
| Hastelloy C22 | 690 – 760 | 290 – 360 | 45 - 55 | 185 – 220 |
| Hastelloy X | 690 – 790 | 310 – 380 | 35 - 45 | 195 – 235 |
| Invar 36 | 480 – 550 | 275 – 345 | 30 - 40 | 130 – 160 |
Mechanische Eigenschaften nach Kaltumformung / Auslagerungshärtung
| Legierung | Zustand | UTS (MPa) | Streckgrenze (MPa) | Dehnung (%) | Härte (HV) |
|---|---|---|---|---|---|
| Nickel 200 | Hartgüte (50% CR) | 690 – 760 | 620 – 700 | 2 – 5 | 230 – 270 |
| Monel 400 | Frühlingsstimmung | 830 – 1000 | 760 – 930 | 3 – 8 | 250 – 310 |
| Monel K500 | Ausgereift (480 °C/16 h) | 1000 – 1140 | 690 - 860 | 20 – 28 | 300 – 360 |
| Inconel 718 | Ausgeglüht (720 °C + 620 °C) | 1380 – 1450 | 1170 – 1240 | 12 - 18 | 390 – 440 |
| Inconel X-750 | Frühjahr HT | 1170 – 1300 | 860 – 1000 | 15 – 22 | 340 – 380 |
| Inconel 625 | Hartgüte (50% CR) | 1250 – 1380 | 1100 – 1250 | 5 - 10 | 350 – 400 |
Für Bandanwendungen relevante physikalische Eigenschaften
| Eigentum | Nickel 200 | Monel 400 | Inconel 625 | Inconel 718 | Hastelloy C276 | Invar 36 |
|---|---|---|---|---|---|---|
| Dichte (g/cm³) | 8.89 | 8.83 | 8.44 | 8.19 | 8.89 | 8.11 |
| Wärmeleitfähigkeit (W/m·K bei 20 °C) | 70.2 | 21.8 | 9.8 | 11.4 | 10.2 | 10.5 |
| Elektrischer spezifischer Widerstand (µΩ·m) | 0.095 | 0.547 | 1.29 | 1.25 | 1.30 | 0.820 |
| Wärmeausdehnung (µm/m·°C, 20–100 °C) | 13.3 | 13.9 | 12.8 | 13.0 | 11.2 | 1.6 |
| Elastizitätsmodul (GPa) | 204 | 180 | 208 | 211 | 205 | 141 |
| Magnetische Permeabilität | Ferromagnetisch | Nicht-magnetisch | Nicht-magnetisch | Schwach magnetisch | Nicht-magnetisch | Nicht-magnetisch |
| Schmelzbereich (°C) | 1435 – 1446 | 1300 – 1350 | 1290 – 1350 | 1260 – 1336 | 1325 – 1370 | 1425 – 1450 |
Der extrem niedrige Wärmeausdehnungskoeffizient von Invar 36 (1,6 µm/m·°C im Vergleich zu 11–13 µm/m·°C bei den meisten anderen Nickellegierungen) macht es unersetzlich in Präzisionsinstrumenten und Maßnormalen, bei denen thermische Verformungen auf ein Minimum reduziert werden müssen. Diese Eigenschaft hängt vom Grad der Kaltverformung und der Wärmebehandlung ab, was bedeutet, dass Invar-Bänder mit einer kontrollierten Endglühbehandlung spezifiziert werden müssen, um sicherzustellen, dass sich das ungewöhnlich niedrige Ausdehnungsverhalten im gelieferten Material vollständig entfaltet.
In welchen Branchen werden maßgefertigte Bänder aus Nickellegierungen eingesetzt, und welche konkreten Anwendungsbereiche treiben die Nachfrage an?
Die Bandbreite der Branchen, in denen Präzisionsbänder aus Nickellegierungen zum Einsatz kommen, spiegelt die Vielseitigkeit der Nickellegierungsfamilie wider. Jeder Industriezweig hat spezifische Kombinationen von Eigenschaften, die die Auswahl der Legierung und der Bandstärke bestimmen.
Luft- und Raumfahrt- und Verteidigungsanwendungen
Die Luft- und Raumfahrt ist der größte und technisch anspruchsvollste Markt für Präzisionsbänder aus Nickellegierungen:
| Anmeldung | Bevorzugte Legierung | Wesentliche Anforderungen an die Immobilie | Kritische Spezifikation |
|---|---|---|---|
| Brennkammerauskleidungen | Hastelloy X, Inconel 625 | Hohe Temperaturbeständigkeit gegen Oxidation | AMS 5536, AMS 5596 |
| Bälge im Kraftstoffsystem | Inconel 625, 718 | Ermüdungsbeständigkeit, Kraftstoffverträglichkeit | AMS 5596, AMS 5662 |
| Halteringe für Turbinenschaufeln | Inconel 718, X-750 | Hohe Festigkeit bei Temperatur | AMS 5542, AMS 5598 |
| Werkstoff für Befestigungselemente in Flugzeugen | Inconel 718 | Hohe Zugfestigkeit, Korrosionsbeständigkeit | AMS 5662 |
| Auspuffdichtungen und Dichtungsringe | Inconel 600, 625 | Hochtemperatur-Abdichtung | AMS 5540, AMS 5596 |
| Teile für kryogene Kraftstoffsysteme | Inconel 625 | Kaltzähigkeit | AMS 5596 |
| Wärmeleitstreifen | Invar 36 | Maßstabilität in Abhängigkeit von der Temperatur | AMS 1599 |
Die Anforderungen der Luft- und Raumfahrtindustrie hinsichtlich einer lückenlosen Rückverfolgbarkeit von der Schmelze bis zum fertigen Bauteil sowie die Vorgaben für Erstmusterprüfungen und Qualifizierungsprüfungen führen dazu, dass Präzisionsband in Luft- und Raumfahrtqualität über das umfassendste Dokumentationspaket aller Bandprodukte verfügt.
Anwendungen in der Medizintechnik und Pharmazie
| Anmeldung | Bevorzugte Legierung | Grund für die Auswahl |
|---|---|---|
| Federn für chirurgische Instrumente | Inconel 718, Elgiloy | Hohe Festigkeit, Sterilisierbarkeit |
| Komponenten implantierbarer Geräte | MP35N, Inconel 625 | Biokompatibilität, Ermüdungsbeständigkeit |
| Herz-Führungsdrahtstreifen | Nickel-Titan (Nitinol) | Superelastisches Verhalten |
| Einbauten für pharmazeutische Reaktoren | Hastelloy C22, C276 | Breites Spektrum an chemischer Beständigkeit |
| Orthopädischer Instrumentenstreifen | 17-7PH, Inconel 718 | Hohe Festigkeit, Korrosionsbeständigkeit |
| Federn für Arzneimittelabgabevorrichtungen | Inconel 718, 17-4PH | Präzise Federkonstante, Biokompatibilität |
Anwendungen im Bereich Medizinprodukte erfordern eine Bewertung der Biokompatibilität gemäß ISO 10993, eine lückenlose Rückverfolgbarkeit der Materialien und häufig eine Maßprüfung jedes einzelnen Teils anstelle einer statistischen Stichprobenprüfung. Die elektropolierte Oberflächenbeschaffenheit ist bei implantierbaren Komponenten nahezu universell verbreitet, um die Oberfläche zu minimieren, auf der sich Bakterien ansammeln könnten, und um das Risiko einer lokalen Korrosionsbildung zu verringern.
Anwendungen in der Elektronik und Halbleiterindustrie
| Anmeldung | Bevorzugte Legierung | Entscheidende Eigenschaft |
|---|---|---|
| Batterieklemme und Anschlussleiste | Nickel 200, Nickel 201 | Elektrische Leitfähigkeit, Schweißbarkeit |
| Thermoelementstreifen (Typ K) | Chromel-/Alumel-Legierungen | Präzise thermoelektrische EMK |
| Glas-Metall-Verbindung | Kovar (Fe-Ni-Co), Legierung 42 | Angepasste Wärmeausdehnung |
| Präzisionswiderstandsstreifen | Konstantan, Nichrom | Konstante spezifische Widerstandsfähigkeit in Abhängigkeit von der Temperatur |
| Magnetische Abschirmung | Permalloy 80, Mu-Metall | Hohe magnetische Permeabilität |
| Material des Leiterrahmens | Legierung 42, Kovar | Geringe Ausdehnung, Galvanisierbarkeit |
| HF-Abschirmgehäuse | Nickel 200 | Magnetische Abschirmung + Leitfähigkeit |
| Halbleiterverpackung | Kovar | Dichtheit, Ausdehnungsanpassung |
Der Trend in der Elektronikindustrie hin zu kompakteren Bauteilen mit höherer Leistung führt zu ständig steigenden Anforderungen an dünnere Bänder mit engeren Toleranzen. Bei MWalloys verzeichnen wir eine steigende Nachfrage nach Kovar- und Alloy-42-Bändern mit einer Dicke unter 0,1 mm und Toleranzanforderungen von ±0,003 mm, was auf die Miniaturisierung hermetischer Elektronikgehäuse zurückzuführen ist.
Anwendungen in der Öl-, Gas- und chemischen Industrie
| Anmeldung | Bevorzugtes Legierungsband | Servicebedingungen |
|---|---|---|
| Dehnungsbälge | Inconel 625, Hastelloy C276 | Hoher Druck, korrosive Medien |
| Innenauskleidung eines flexiblen Schlauchs | Inconel 625, 316L | Transport korrosiver Flüssigkeiten |
| Material für Dichtungen und Dichtelemente | Inconel 625, C276 | Hoher Druck, hohe Temperatur, Chemikalien |
| Material der Wärmetauscherlamellen | Monel 400, Inconel 600 | Meerwasser, chemischer Prozess |
| Komponenten für Sprühdüsen | Hastelloy C22, C276 | FGD, Säurenebel |
| Messmembranen | Inconel 625, Hastelloy C276 | Druckmessung in korrosiven Medien |
Anwendungen in den Bereichen Energie und Stromerzeugung
| Anmeldung | Bevorzugte Legierung | Leistungsanforderung |
|---|---|---|
| Abstandshalter für Kernbrennstoffelemente | Inconel 718, Zircaloy | Strahlungsbeständigkeit, Formstabilität |
| Dampfgenerator-Rohrstreifen | Inconel 690, 800 | SCC-Beständigkeit, Wärmeübertragung |
| Schutzrohre für Thermoelemente | Inconel 600 | Stabilität bei hohen Temperaturen |
| Verbindungsleiste für Brennstoffzellen | Inconel 600, 601 | Oxidationsbeständigkeit, Leitfähigkeit |
| Komponenten für Festoxid-Brennstoffzellen | Crofer 22 APU | Angepasste Ausdehnung, Oxidationsbeständigkeit |
| Komponenten für Batteriespeichersysteme | Nickel 200, 201 | Leitfähigkeit, Schweißbarkeit |
Wie spezifiziert und bestellt man maßgefertigte Präzisionsbänder aus einer Nickellegierung richtig?
Eine vollständige und eindeutige Spezifikation beugt der häufigsten Ursache für Lieferprobleme vor: dem Erhalt von Material, das zwar technisch den angegebenen Spezifikationen entspricht, aber in der vorgesehenen Anwendung nicht die gewünschte Leistung erbringt. Bei MWalloys haben wir auf der Grundlage jahrelanger Erfahrung bei der Lösung von Spezifikationsproblemen mit Kunden ein Standard-Spezifikationsrahmenwerk entwickelt.
Vollständige Spezifikations-Checkliste für kundenspezifische Nickelstreifen
1. Legierungsbestimmung
- AISI/UNS-Bezeichnung (z. B. UNS N06625)
- Gegebenenfalls Handelsname (z. B. Inconel 625)
- Geltende Werkstoffnorm (z. B. ASTM B443, AMS 5596)
- Gibt es besondere Anforderungen an die Zusammensetzung, die über den Standard hinausgehen?
2. Produktform und Abmessungen
- Dicke: Nennwert + Toleranz (z. B. 0,250 mm ± 0,005 mm)
- Breite: Nennwert + Toleranz (z. B. 25,00 mm ±0,05 mm)
- Länge oder Coil-Ausführung: auf Länge geschnitten mit Längentoleranz oder Coil mit Angabe von Innendurchmesser, Außendurchmesser und Gewicht
- Innendurchmesser der Spule (falls zutreffend)
- Maximales Coilgewicht (falls zutreffend)
3. Metallurgischer Zustand (Härtegrad)
- geglüht (weich, vollständig rekristallisiert)
- Bezeichnung der Kaltumformungshärte (¼ hart, ½ hart, ¾ hart, hart, federhart)
- Prozentualer Anteil der Kaltbearbeitung, falls angegeben
- Gegebenenfalls aushärteter Zustand (Alterungsbehandlung angeben)
4. Erforderliche mechanische Eigenschaften
- Geben Sie die erforderlichen Bereiche an, nicht nur Mindestwerte (z. B. "Härte 250 – 300 HV" statt "Härte mindestens 250 HV").
- Zugfestigkeitsbereich
- Streckgrenzenbereich
- Mindestdehnung
- Anforderungen hinsichtlich Ermüdung oder Stoßbelastung
5. Oberflächenbeschaffenheit
- Ra-Wert oder Standardbezeichnung (2B, BA, elektropoliert usw.)
- Annahmekriterien für Oberflächenfehler
- Hygieneanforderungen (falls zutreffend)
6. Randbedingung
- Schlitzkante (mit oder ohne Entgraten)
- Abgerundete Kante (gerollt oder geschliffen)
- Zulässige Gratehöhe
7. Zertifizierungsanforderungen
- Zertifikatstyp nach EN 10204 (2.1, 2.2, 3.1 oder 3.2)
- Im Zertifikat vorgeschriebene spezifische Prüfungen (vollständige chemische Analyse, mechanische Eigenschaften, Härte)
- Anforderungen an die Prüfung durch Dritte
8. Besondere Anforderungen
- PMI (Positive Material Identification) auf jeder Spule
- Hydrostatische Prüfung (für Bänder nicht üblich, wird jedoch gelegentlich vorgeschrieben)
- Anforderungen an die Verpackung
- Vorschriften zum Herkunftsland
- REACH-/RoHS-Konformitätserklärung
Häufige Fehler bei der Spezifikation, die es zu vermeiden gilt
| Irrtum | Konsequenz | Der richtige Ansatz |
|---|---|---|
| Angabe nur der Mindesthärte | Zulieferung von überhärtetem Material, das beim Umformen reißt | Härtebereich angeben (Min. und Max.) |
| Verwendung von Handelsnamen ohne UNS-Nummer | Mögliche Substitution durch eine nicht äquivalente Legierung | Geben Sie immer die UNS-Nummer an |
| Keine Angabe des Härtezustands | Lieferung von geglühtem Material, obwohl federgehärtetes Material benötigt wird | Landesbezogene Temperierungsbezeichnung |
| Weglassen von Anforderungen an die Oberflächenbeschaffenheit | Erhalt einer walzblanken Oberfläche, die für die Anwendung ungeeignet ist | Ra-Wert und Oberflächenart angeben |
| Keine Angabe der Spulen-ID | Aufnahmespulen, die nicht mit Ihrer Abwickelvorrichtung kompatibel sind | Geben Sie stets die Anforderungen an die Spulen-ID an |
| Anforderung von Toleranzen, die enger sind als die herstellbaren | Lange Verzögerungen und Preissteigerungen | Wenden Sie sich an den Lieferanten, bevor Sie extrem enge Toleranzen festlegen. |
Welche Qualitätsstandards und Zertifizierungen gelten für Präzisionsspulen aus Nickellegierungen?
Die Anforderungen an die Qualitätsdokumentation für Präzisionsnickelband variieren je nach Endverwendungsbranche erheblich. Die strengsten Anforderungen gelten für Anwendungen in der Luft- und Raumfahrt, der Kerntechnik und der Medizintechnik.
Geltende Werkstoffnormen nach Legierung
| Legierung | ASTM-Norm | AMS-Standard | EN-Norm | Andere |
|---|---|---|---|---|
| Nickel 200/201 | B162 (Blech), B160 (Stab) | AMS 2315 | NW2200/NW2201 | - |
| Monel 400 | B127 (Blech/Platte) | AMS 4544 | NW4400 | - |
| Monel K500 | B865 (Stange/Platte) | AMS 4676 | - | - |
| Inconel 600 | B168 (Blech/Platte) | AMS 5540 | NC15Fe | - |
| Inconel 625 | B443 (Blech) | AMS 5596 | NW6625 | API 5LD, NACE |
| Inconel 718 | B670 (Blech/Platte) | AMS 5596, AMS 5662 | NW7718 | - |
| Hastelloy C276 | B575 (Blech/Platte) | - | NW0276 | NACE MR0175 |
| Hastelloy C22 | B575 (Blech/Platte) | - | NW0022 | NACE MR0175 |
| Invar 36 | - | AMS 1599 | K93600 | ASTM F1684 |
| Kovar | - | ASTM F15 | - | MIL-I-23011 |
Zertifizierungsstufen und ihre Bedeutung
| Zertifikatstyp | EN 10204-Bezeichnung | Inhalt | Unterzeichner |
|---|---|---|---|
| Prüfbericht | Typ 2.1 | Reine Konformitätserklärung | Hersteller |
| Prüfbericht | Typ 2.2 | Testergebnisse aus einer unspezifischen Untersuchung | Hersteller |
| Prüfbescheinigung (spezifisch) | Typ 3.1 | Testergebnisse für bestimmte Chargen | Qualitätskontrolle des Herstellers |
| Prüfbescheinigung (unabhängig) | Typ 3.2 | Von einem unabhängigen Prüfer bestätigte Testergebnisse | Unabhängiger Prüfer |
| Zusätzliche Zertifizierungen | Verschiedene | PMI-Berichte, NDE-Ergebnisse, Konformitätserklärungen | Wie angegeben |
Für Anwendungen in der Luft- und Raumfahrt schreiben die AMS-Normen in der Regel mindestens ein 3.1-Zertifikat vor, wobei viele Spezifikationen von Hauptauftragnehmern eine 3.2-Zertifizierung verlangen. Für Anwendungen im Nuklearbereich können NCA-3800-qualifizierte Lieferanten erforderlich sein, für die zusätzliche Dokumentationsanforderungen gemäß ASME Abschnitt III gelten.
Inwiefern unterscheidet sich die maßgeschneiderte Verarbeitungskapazität von MWalloys von der Lieferung von Standard-Walzband?
Standard-Bänder aus Nickellegierungen werden werkseitig in einem möglichst breiten, kommerziell akzeptablen Spektrum an Eigenschaften und Abmessungen hergestellt. MWalloys schafft Mehrwert durch Präzisionsbearbeitung, bei der Standardprodukte aus dem Werk in kundenspezifische Präzisionsbänder umgewandelt werden, oder durch die Koordination der direkten Werkproduktion von maßgeschneiderten Produkten für größere Mengenanforderungen.
MWalloys – Dienstleistungen im Bereich der wertschöpfenden Weiterverarbeitung
| Dienst | Fähigkeit | Vorteil für den Kunden |
|---|---|---|
| Präzisionsschneiden | Breitentoleranz ±0,05 mm, Breiten ab 3 mm | Exakte Breite für Stanzwerkzeuge, kein Materialverlust |
| Präzisionsnivellierung | Ebenheit bis zu 0,3 mm/m Wölbung | Gleichmäßige Zuführung in automatisierten Anlagen |
| Zuschneiden | Längentoleranz ±0,5 mm, Längen bis zu 6000 mm | Macht das Zuschneiden durch den Kunden überflüssig |
| Kantenabrundung | Radius 0,05 – 0,5 mm | Sichere Handhabung, verhindert Probleme mit Stanzgraten |
| Oberflächeninspektion | 100% – Automatisierte optische Inspektion | Fehlererkennung vor der Auslieferung |
| Maßgeschneiderte Wicklungen | Beliebige angegebene ID/OD/Gewicht | Direkte Kompatibilität mit den Geräten des Kunden |
| Oszillierende Wicklung | Schmale Bänder, Spulen mit großer Länge | Maximiert die Länge der zusammenhängenden Laufsequenz |
| Elektropolieren | Ra < 0,1 µm | Anwendungen in den Bereichen Pharmazie, Medizin und Halbleitertechnik |
| Passivierung | Entspricht der Norm ASTM A967 | Verbesserte Korrosionsbeständigkeit |
| PMI-Prüfung | RFA-Prüfung an jeder Spule | Positive Materialprüfung vor dem Versand |
| Individuelle Verpackungen | Feuchtigkeitsbarriere, Trockenmittel, individuelle Etikettierung | Schutz bei längerer Lagerung oder beim Transport |
Wir investieren erheblich in Spannungsausgleichskapazitäten, da das Glätten von Flachband die von Kunden im Bereich der Präzisionsstanztechnik am häufigsten nachgefragte Wertschöpfungsdienstleistung ist. Ein Band mit perfekter Dickentoleranz, aber unzureichender Ebenheit verursacht ebenso viele Produktionsprobleme wie eines mit mangelhafter Dickenkontrolle.
Häufig gestellte Fragen: Maßgefertigte Bänder aus Nickellegierungen und Präzisionsspulen
1: Was ist die geringste verfügbare Dicke für Präzisionsbänder aus Nickellegierungen?
Die geringste Dicke, in der Präzisionsbänder aus Nickellegierungen kommerziell hergestellt werden können, beträgt bei Reinnickelsorten etwa 0,010 mm (10 Mikrometer), während die meisten Konstruktionslegierungen wie Inconel 625 bei Präzisionstoleranzen praktisch auf etwa 0,025 bis 0,050 mm begrenzt sind. Reines Nickel (Nickel 200) und weiche Legierungen wie Monel 400 lassen sich zu Folienstärken walzen, da ihre geringeren Kaltverfestigungsraten eine stärkere Reduktion pro Walzgang ermöglichen, ohne dass es zu Kantenrissen kommt. Hochfeste Legierungen wie Inconel 718 und Hastelloy C276 werden schneller kaltverfestigt, wodurch die Herstellung sehr dünner Folienstärken mit gleichbleibenden Eigenschaften über die gesamte Bandbreite hinweg zunehmend schwieriger und teurer wird. Bei Dicken unter 0,025 mm erfordert die Einhaltung einer Dickentoleranz von ±0,002 mm spezielle Folienwalzwerke mit extrem steifen Rahmen und einer integrierten Röntgenmessung. Für Anwendungen, die Nickellegierungsfolie mit einer Dicke unter 0,025 mm erfordern, betragen die Lieferzeiten in der Regel 12 bis 20 Wochen, und es gelten Mindestbestellmengen. Wenden Sie sich an das technische Team von MWalloys, um Ihre spezifischen Anforderungen an die Dicke zu besprechen, bevor Sie eine Spezifikation erstellen.
2: Kann ein Band aus einer Nickellegierung im aushärteten Zustand geliefert werden, und welche Einschränkungen gibt es dabei?
Ja, Bänder aus Nickellegierungen können bei Werkstoffen wie Inconel 718, Monel K500 und Inconel X-750 im aushärteten Zustand geliefert werden, doch ist die Umformbarkeit im Vergleich zum lösungsgeglühten Zustand erheblich eingeschränkt, sodass eine Umformung nach der Aushärtung für die meisten Geometrien nicht praktikabel ist. Die branchenübliche Vorgehensweise bei aushärtbaren Legierungen besteht darin, das Band im lösungsgeglühten (oder manchmal teilweise kaltverformten) Zustand zu liefern, alle Umformvorgänge in diesem weicheren Zustand durchzuführen und die umgeformten Bauteile anschließend in einem Ofen auszuhärten. Diese Abfolge maximiert die Umformbarkeit während der Fertigung und gewährleistet gleichzeitig die volle Festigkeit des fertigen Bauteils. Die Lieferung von ausgehärtetem Band ist nur für Anwendungen sinnvoll, bei denen es um einfaches Biegen mit großzügigen Radien, das Stanzen (Scheren ohne Umformung) oder um Anwendungen geht, bei denen das Band im gescherten Zustand ohne weitere Verformung verwendet wird. Die Auslagerungsbehandlung für Inconel 718 (720 °C für 8 Stunden, Ofenabkühlung auf 620 °C, 8 Stunden halten, Luftkühlung) kann nach der Fertigung in einem Chargenofen oder Durchlaufofen durchgeführt werden. MWalloys kann Material in jedem gewünschten Zustand liefern und Empfehlungen zur optimalen Verarbeitungsreihenfolge für Ihre Anwendung geben.
3: Wie wirkt sich die Kaltverformung auf die Korrosionsbeständigkeit von Bändern aus Nickellegierungen aus?
Die Kaltverformung beeinträchtigt die allgemeine Korrosionsbeständigkeit der meisten Nickellegierungen nicht wesentlich, kann jedoch in bestimmten Umgebungen die Anfälligkeit für Spannungsrisskorrosion erhöhen, und eine starke Kaltverformung bei sensibilisierungsanfälligen Sorten kann das Risiko eines interkristallinen Korrosionsangriffs geringfügig erhöhen. Die Integrität des Passivfilms von Nickellegierungen hängt in erster Linie von der chemischen Zusammensetzung ab, nicht vom Grad der Kaltverformung. Hastelloy C276-Band im hartgeglühten Zustand weist im Wesentlichen die gleiche Beständigkeit gegen allgemeine Korrosion und Lochfraß auf wie im geglühten Zustand. Die hohen Eigenspannungen in stark kaltverformtem Band können jedoch Spannungsrisskorrosion in Umgebungen begünstigen, die spannungsfreies, geglühtes Material nicht beeinträchtigen würden. Aus diesem Grund sollten Anwendungen, bei denen hartgeglühtes Band in aggressiven korrosiven Umgebungen zum Einsatz kommt, sorgfältig geprüft werden; ein Spannungsarmglühen unterhalb der Rekristallisationstemperatur kann erforderlich sein, um die Eigenspannungen zu reduzieren, ohne das Material vollständig zu erweichen. Für die aggressivsten CRA-Anwendungen (konzentrierte Säuren, Umgebungen mit hohem Chloridgehalt) wird im Allgemeinen geglühtes Band gegenüber hartgeglühtem Band bevorzugt, um alle potenziellen Korrosionsauslösemechanismen zu minimieren.
4: Worin besteht der Unterschied zwischen der Oszillationswicklung und der Pfannkuchenwicklung bei schmalen Präzisionsbändern?
Beim oszillierenden Wickeln (auch als Querwickeln bezeichnet) wird ein schmaler Streifen in einem hin- und hergehenden Muster auf eine Spule gewickelt, wobei sich der Streifen bei jeder Umdrehung seitlich verschiebt. So entsteht eine Spule mit gleichmäßigem Querschnitt, deren Streifenlänge pro Spule deutlich größer ist als beim Pfannkuchenwickeln. Beim „Pancake“-Wickeln wird das Band in einer einzigen Ebene aufgewickelt, wodurch ein flacher Wickel entsteht, dessen Länge durch den maximal zulässigen Außendurchmesser begrenzt ist. Bei schmalen Bändern (mit einer Breite von unter etwa 50 mm) werden „Pancake“-Wickel bei den in der Praxis üblichen Außendurchmessern sehr schwer und schwer zu handhaben, und die Bandlänge pro Wickel ist relativ kurz. Die Oszillationswicklung löst dieses Problem, indem sie das Band in einem kontrollierten spiralförmigen Muster stapelt, was sehr lange durchgehende Längen (bis zu mehreren tausend Metern Feinband) auf einer einzigen Spule mit handlichen Abmessungen ermöglicht. Die wichtigste Voraussetzung für das korrekte Funktionieren der Oszillationswicklung ist eine präzise Spannungsregelung und eine gleichbleibende Bandbreite: Jede Abweichung in der Breite oder Schwankung der Spannung führt zu einer ungleichmäßigen Wicklung, was beim schnellen Abwickeln der Spule zu einem Teleskopieren führt (d. h., die Lagen verschieben sich axial). Präzisionsgeschnittenes Band mit engen Breitentoleranzen ist für eine erfolgreiche Oszillationswicklung unerlässlich. MWalloys bietet beide Coilformate in Breiten ab 3 mm an.
5: Welche Zertifizierungen sind für Nickel-Legierungsbänder erforderlich, die in der Luft- und Raumfahrt zum Einsatz kommen?
Nickellegierungsbänder für die Luft- und Raumfahrt müssen der geltenden AMS-Norm (Aerospace Material Specification) entsprechen, mit einem Zertifikat gemäß EN 10204 Typ 3.1 oder 3.2 geliefert werden und erfordern unter Umständen zusätzlich Erstmusterprüfberichte, eine NADCAP-zugelassene Verarbeitung sowie qualifikationsbezogene Unterlagen des Hauptauftragnehmers. Die von SAE International veröffentlichten AMS-Normen regeln die chemische Zusammensetzung, die mechanischen Eigenschaften, die Korngröße und die Prüfanforderungen für Nickel-Legierungsbänder in Luft- und Raumfahrtqualität. So werden beispielsweise Inconel-625-Bänder für den Einsatz in der Luft- und Raumfahrt in der Regel gemäß AMS 5596 spezifiziert, was bestimmte Mindestanforderungen an die mechanischen Eigenschaften, Korngrößengrenzen und Kriterien zur Oberflächenqualität vorsieht, die über die Anforderungen der kommerziellen Spezifikation ASTM B443 hinausgehen. Die NADCAP-Akkreditierung (National Aerospace and Defense Contractors Accreditation Program) der Wärmebehandlungs- und zerstörungsfreien Prüfverfahren wird von den meisten großen Hauptauftragnehmern in der Luft- und Raumfahrt verlangt. Bei der Einführung einer neuen Teilenummer oder eines neuen Lieferanten ist eine Erstmusterprüfung (FAI) gemäß AS9102 erforderlich. MWalloys unterhält die erforderliche Dokumentationsinfrastruktur zur Erfüllung der Anforderungen der Luft- und Raumfahrt-Lieferkette und berät Sie gerne zu den spezifischen Dokumentationspaketen, die Ihr Hauptauftragnehmer verlangt.
6: Wie wird die Ebenheit bei der Herstellung von Präzisions-Nickelband gemessen und kontrolliert?
Die Ebenheit des Bandes wird anhand der I-Einheit quantifiziert (abgeleitet aus der Differenzdehnung über die Bandbreite), wobei präzisionsgerichtete Bänder Werte unter 5 I-Einheiten erreichen, verglichen mit 20–50 I-Einheiten bei standardmäßig kaltgewalzten Bändern: Die Messung erfolgt mithilfe einer in die Spannrichtanlage integrierten Shapemeter-Walze. Die I-Unit-Ebenheitsmessung erfasst sowohl Kantenwellen (bei denen die Bandkanten länger sind als die Mitte, was zu welligen Kanten führt) als auch Mittelwölbungen (bei denen die Mitte länger ist als die Kanten, was zu einer Wölbung in der Mitte führt). Die Shapemeter-Walze misst die Differenzspannung über die Bandbreite hinweg mithilfe von im Walzenkörper eingebetteten Dehnungsmessstreifen und wandelt das Spannungsprofil in eine Ebenheitskarte in I-Einheiten um. Die Spannungsnivellierung korrigiert diese Ebenheitsfehler, indem durch eine Reihe von Walzen mit kleinem Durchmesser unter hoher Spannung eine kontrollierte Dehnung aufgebracht wird, wodurch die kürzeren Bereiche plastisch verlängert werden, um sie an die längeren Bereiche anzupassen. Bei Präzisionsstanzanwendungen liegt der Zielwert typischerweise unter 5 I-Einheiten bei einer Wölbung von unter 1 mm pro Meter. Für das Laserschneiden und das photochemische Ätzen ist eine noch höhere Ebenheit von Vorteil: Werte unter 3 I-Einheiten und eine Wölbung von unter 0,5 mm pro Meter beseitigen die meisten fokussierungsbedingten Qualitätsprobleme. Wir überprüfen die Ebenheit jeder präzisionsgerichteten Coil vor der Auslieferung.
7: Kann Band aus einer Nickellegierung geschweißt werden, und welches Schweißverfahren wird für dünnes Material empfohlen?
Ja, Bänder aus Nickellegierungen lassen sich schweißen, wobei das Laserschweißen das bevorzugte Verfahren für dünne Präzisionsmaterialien ist, da es die Wärmezufuhr minimiert, Verformungen reduziert und eine äußerst präzise Steuerung der Schweißzonenbreite sowie der Abmessungen der Wärmeeinflusszone ermöglicht. Das Widerstandsschweißen (Punkt- und Nahtschweißen) wird häufig für Nickelstreifen in Batterieanschlüssen und elektrischen Kontakten eingesetzt, wo Punktschweißnähte eine ausreichende Verbindungsfestigkeit bieten, ohne dass ein Zusatzwerkstoff erforderlich ist. Für strukturelle Verbindungen bei dünnen Bändern (unter 1,5 mm) bietet das Laserschweißen mit oder ohne Zusatzwerkstoff die beste Kombination aus geringer Verformung, schmaler Wärmeeinflusszone und gleichmäßiger Einbringtiefe. Das WIG-Schweißen eignet sich für Bänder mit einer Dicke von über ca. 0,5 mm, bei denen die Wärmezufuhr angemessen gesteuert werden kann, erzeugt jedoch im Vergleich zum Laserschweißen breitere Schweißnähte und eine größere Wärmeeinflusszone. Bei allen Schweißarbeiten an Nickellegierungen ist Sauberkeit entscheidend: Öl, Fett, schwefelhaltige Verbindungen und Verunreinigungen durch niedrigschmelzende Metalle (Zink, Blei, Kupfer) auf der Bandoberfläche können zu Schweißrissen führen. Bei kritischen Verbindungen wird unmittelbar vor dem Schweißen ein Elektropolieren oder eine Reinigung mit Lösungsmitteln empfohlen. Das Schweißzusatzmaterial sollte der UNS-Bezeichnung des Grundmetalls entsprechen, um die Korrosionsbeständigkeit in der Schweißzone zu gewährleisten.
8: Wie lang ist die Lieferzeit für Sonderanfertigungen von Präzisionsbändern aus Nickellegierungen?
Die Lieferzeit für maßgefertigte Präzisionsbänder aus Nickellegierungen reicht von 2 bis 4 Wochen für Standardgüten, die aus dem Coil-Lagerbestand von MWalloys verarbeitet werden, bis zu 12 bis 20 Wochen für vollständig maßgefertigte Walzprodukte aus nicht standardmäßigen Legierungen oder Abmessungen, die spezielle Produktionsläufe erfordern. Die Vorlaufzeit für einen typischen Kundenauftrag setzt sich wie folgt zusammen: Rohstoffbeschaffung (0–6 Wochen, je nachdem, ob die Legierung vorrätig ist), Kaltwalzen auf Maß (1–3 Wochen, je nach Anzahl der Walzdurchgänge und erforderlichen Zwischenglühen), Endglühen und Endbearbeitung (1–2 Wochen), Schneiden und Richten (1 Woche), Prüfung und Zertifizierung (1 Woche) sowie Verpackung und Logistik (0,5–1 Woche). Bei AMS-zertifiziertem Luft- und Raumfahrtmaterial ist zusätzlicher Zeitaufwand für die Erstellung der Zertifizierungsunterlagen und gegebenenfalls erforderliche Prüfungen durch unabhängige Dritte erforderlich. Wir empfehlen dringend, sich bereits in der Konstruktionsphase jedes Projekts, bei dem Präzisions-Nickelband zum Einsatz kommt, an MWalloys zu wenden und nicht erst bei der Freigabe der Bestellung, um Zeitdruck zu vermeiden, der zu Kompromissen bei den Spezifikationen oder der Qualität führen könnte.
9: Wie sollte Präzisionsband aus einer Nickellegierung gelagert werden, um eine Verunreinigung der Oberfläche oder Korrosion zu vermeiden?
Präzisionsbänder aus einer Nickellegierung sollten in einer temperaturgeregelten Umgebung (15 – 25 °C) gelagert werden, fern von halogenhaltigen Materialien und in ihrer original versiegelten Verpackung, bis sie zum Einsatz kommen. Alle abgeschnittenen Bandenden sind unverzüglich wieder zu verschließen, um das Eindringen von Feuchtigkeit und Verunreinigungen zu verhindern. Zwar sind Nickellegierungen weitaus korrosionsbeständiger als Kohlenstoffstahl, doch können ihre Präzisionsoberflächen durch Verunreinigungen beeinträchtigt werden, was sich auf die nachfolgende Weiterverarbeitung auswirkt. Rückstände von Walzschmiermitteln, Fingerabdrucköle und Chloridverunreinigungen durch Umwelteinflüsse können bei nachfolgenden Arbeitsschritten zu Problemen führen, darunter beim Schweißen (Porosität, Rissbildung), bei der Galvanisierung (Haftungsfehler) sowie bei medizinischen und pharmazeutischen Anwendungen (Bedenken hinsichtlich der Biokompatibilität). Invar 36 und Kovar, die einen erheblichen Eisengehalt aufweisen, sind anfälliger für atmosphärische Rostbildung als Legierungen mit höherem Nickelanteil und sollten unter Feuchtigkeitskontrolle (Trockenmittelbeutel) in versiegelten Verpackungen gelagert werden. Elektropolierte Bänder für pharmazeutische oder Halbleiteranwendungen sollten ausschließlich mit sauberen Nitrilhandschuhen gehandhabt und bis zur Installation in reinraumtauglichen Verpackungen gelagert werden. MWalloys verpackt alle Präzisionsbandrollen mit einer Feuchtigkeitsbarrierefolie, bei Bedarf mit einer inneren Papierzwischenschicht sowie einer versiegelten Außenverpackung mit Trockenmittel für die Langzeitlagerung.
10: Wie hoch ist die Mindestbestellmenge für maßgefertigte Präzisionsbänder aus einer Nickellegierung?
Die Mindestbestellmengen für maßgefertigte Präzisionsbänder aus Nickellegierungen liegen in der Regel zwischen 10 kg für Standardgüten, die bei MWalloys ab Lager geliefert werden, und 100–500 kg für Spezialgüten oder -abmessungen, die spezielle Produktionsläufe im Walzwerk erfordern, wobei der Preis pro Kilogramm bei höheren Mengen deutlich sinkt. Die Wirtschaftlichkeit der Präzisionsbandfertigung wird stark von den Rüstkosten beeinflusst: Walzenwechsel, Einrichtung der Schneidwerkzeuge, Erstellung der Zertifizierungsunterlagen und Qualitätsprüfung beinhalten feste Kostenkomponenten, die auf die Auftragsmenge umgelegt werden. Dies bedeutet, dass kleine Aufträge für Bänder aus Speziallegierungen unverhältnismäßig hohe Stückkosten verursachen. Für Entwicklungs- und Qualifizierungszwecke kann MWalloys häufig kleine Mengen aus dem vorhandenen Produktionsbandbestand liefern, wodurch Mindestmengenbeschränkungen umgangen werden; allerdings müssen in diesem Fall möglicherweise die verfügbaren Abmessungen anstelle von kundenspezifischen Spezifikationen akzeptiert werden. Für die Produktionsbeschaffung empfehlen wir, den Jahresverbrauch zu analysieren und planmäßige Rahmenaufträge zu erteilen, um die Wirtschaftlichkeit zu verbessern und die Kontinuität der Versorgung sicherzustellen. Wenden Sie sich an unser technisches Vertriebsteam, um eine detaillierte Preisbesprechung zu Ihrer spezifischen Legierung, den Abmessungen und Ihrem jährlichen Bedarfsvolumen zu führen.
Fazit: Von Anfang an die richtige Spezifikation für maßgefertigte Nickelstreifen festlegen
Maßgefertigte Hochleistungsbänder aus Nickellegierungen und Präzisionsspulen gehören zu den technisch anspruchsvollsten Kategorien metallischer Flachprodukte. Die Kombination aus exotischen Legierungszusammensetzungen, extrem engen Maßtoleranzen, kontrollierter Oberflächenbeschaffenheit und strengen Zertifizierungsanforderungen bedeutet, dass eine von Anfang an korrekte Festlegung der Spezifikationen im Vergleich zur Feststellung von Unverträglichkeiten nach der Materialherstellung erhebliche Zeit- und Kosteneinsparungen mit sich bringt.
Die wichtigsten Erkenntnisse, die jeder Ingenieur und jeder Beschaffungsfachmann aus dieser Übersicht mitnehmen sollte:
- Passen Sie die Legierungsfamilie zunächst an die funktionalen Anforderungen (Korrosionsbeständigkeit, Temperaturbeständigkeit, magnetische Eigenschaften, Wärmeausdehnung) an, bevor Sie sich mit den Maßangaben befassen.
- Geben Sie die mechanischen Eigenschaften als Bereiche an, nicht nur als Mindestwerte, um zu vermeiden, dass Sie Material erhalten, das zu hart zum Umformen oder zu weich für den Einsatz ist.
- Definieren Sie die Oberflächenbeschaffenheit anhand von Ra-Werten und funktionalen Anforderungen und nicht nur anhand visueller Beschreibungen.
- Machen Sie sich den Unterschied zwischen Standard-Fertigungstoleranzen und den Möglichkeiten von Präzisionsmessgeräten bewusst: Geben Sie nur das an, was Ihre Anwendung wirklich benötigt, um unnötige Kosten zu vermeiden.
- Planen Sie realistische Lieferzeiten ein, insbesondere bei Spezialqualitäten oder vollständig kundenspezifischen Spezifikationen.
- Arbeiten Sie bereits in der Entwurfsphase mit Ihrem Lieferanten zusammen, nicht erst in der Beschaffungsphase.
Sind Sie bereit, maßgefertigte Bänder und Präzisionsspulen aus einer Nickellegierung zu bestellen?
MWalloys produziert und liefert maßgeschneiderte Hochleistungsbänder aus Nickellegierungen sowie Präzisionsspulen in allen handelsüblichen Nickellegierungsfamilien. Unsere Verarbeitungsmöglichkeiten umfassen Dicken von 0,01 mm Folie bis zu 5 mm starkem Band, Breiten von 3 mm bis 600 mm sowie praktisch jeden gewünschten Härtezustand, jede Oberflächenbeschaffenheit und jede Zertifizierungsanforderung.
Unser technisches Team bietet:
- Beratung bei der Auswahl der Legierung entsprechend Ihren Anwendungsanforderungen.
- Überprüfung und Optimierung der Spezifikationen vor der Auftragserteilung.
- Prototypenmengen zur Konstruktionsqualifizierung.
- Produktionsplanung mit Rahmenauftragsplänen.
- Vollständige Zertifizierung gemäß EN 10204 Typ 3.1 und 3.2.
- AMS-konforme Versorgung für Anwendungen in der Luft- und Raumfahrt.
- Angebote für Standardqualitäten ab Lager noch am selben Tag.
Kontaktieren Sie MWalloys noch heute um Ihre individuellen Anforderungen an Bänder aus Nickellegierungen zu besprechen. Senden Sie uns Ihre technischen Spezifikationen über das Anfrageformular auf unserer Website oder wenden Sie sich direkt an unser technisches Team für Bandprodukte, um noch am selben Tag eine Rückmeldung zu den Abmessungsmöglichkeiten und Lieferzeiten zu erhalten.
Geprüfte und maßgebliche Quellen
- ASM International – ASM-Handbuch, Band 2: Eigenschaften und Auswahl: Nichteisenlegierungen und Spezialwerkstoffe. ASM International, Materials Park, Ohio. ISBN 978-0-87170-378-1.
- Gesellschaft für Spezialmetalle – Technisches Merkblatt zu Inconel-Legierung 625 (SMC-063); Technisches Merkblatt zu Inconel-Legierung 718 (SMC-045).
- Haynes International – Technische Broschüre zur Legierung Hastelloy C-276 (H-2002E); Technische Broschüre zu Hastelloy C-22 (H-2019C).
- ASTM International – ASTM B443: Norm für Platten, Bleche und Bänder aus einer Nickel-Chrom-Molybdän-Columbium-Legierung.
- ASTM International – ASTM B575: Norm für Platten, Bleche und Bänder aus kohlenstoffarmen Nickel-Chrom-Molybdän-Legierungen.
- ASTM International – ASTM B162: Norm für Nickelstreifen, -bleche, -platten und -bänder.
- ASTM International – ASTM B127: Norm für Bänder, Platten, Bleche und Streifen aus Nickel-Kupfer-Legierungen.
- SAE International – AMS 5596: Nickellegierung, korrosions- und hitzebeständig, Bleche, Bänder und Platten, 62Ni-22Cr-9Mo-3,5Cb.
- SAE International – AMS 5662: Nickellegierung, korrosions- und hitzebeständig, Stangen, Stäbe und Ringe, 52,5 Ni-19 Cr-3,0 Mo-5,1 Cb.
- Roberts, W.L. – Kaltwalzen von Stahl. Reihe „Fertigungstechnik und Werkstoffverarbeitung“. CRC Press. ISBN 978-0-8247-6780-0.
- ASTM International – ASTM F15: Norm für eine Dichtungslegierung aus Eisen-Nickel-Kobalt (Kovar).
- EN 10204:2004 – Metallprodukte – Arten von Prüfunterlagen. Europäisches Komitee für Normung, Brüssel.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen bei der Öl- und Gasförderung.
- Donachie, M.J., Donachie, S.J. – Superlegierungen: Ein technischer Leitfaden, 2. Auflage. ASM International. ISBN 978-0-87170-749-9.
- ISO 9001:2015 – Qualitätsmanagementsysteme – Anforderungen. Internationale Organisation für Normung.
- NADCAP – Nationales Akkreditierungsprogramm für Luftfahrt- und Verteidigungsunternehmen, Performance Review Institute.
