تُصنع الشرائط المصنوعة من سبائك النيكل عالية الأداء حسب الطلب والملفات ذات المقاييس الدقيقة من خلال عملية الدرفلة على البارد، وهي منتجات مسطحة ذات تفاوتات ضيقة، تُصنع من سبائك قائمة على النيكل، بما في ذلك إنكونيل 625، وهاستيلوي C276، ومونيل 400، وAlloy 718، ودرجات النيكل النقي، وتوفر تفاوتات سمك ضيقة تصل إلى ±0.003 مم، وتفاوتات عرض في حدود ±0.05 مم، وتشطيبات سطحية تصل إلى Ra 0.1 ميكرومتر، وذلك لتلبية متطلبات التطبيقات الصعبة في مجالات الفضاء، والأجهزة الطبية، والمعالجة الكيميائية، والإلكترونيات، وأنظمة الطاقة. في MWalloys، نقوم بإنتاج وتوريد هذه المنتجات المسطحة الدقيقة للمهندسين وفرق المشتريات الذين لا يمكنهم قبول التباين في الأبعاد الذي تتسم به المنتجات القياسية الجاهزة.
إن الفرق بين الشريط القياسي المصنوع من سبيكة النيكل والملف المصنوع وفقًا لمعايير دقة قياس حقيقية لا يقتصر على مجرد مسألة مصطلحات. بل إنه يعكس عملية تصنيع مختلفة جذريًّا، وضوابط جودة أكثر صرامة، واختيارًا أكثر دقة للمواد الخام، وسلسلة إمداد مبنية وفقًا للمتطلبات المحددة للتطبيقات النهائية التي لا تتسامح مطلقًا مع أي انحراف في الأبعاد.
ما هي شرائط سبائك النيكل المصنعة حسب الطلب ولفائف القياس الدقيقة، وكيف تختلف عن المنتجات المسطحة القياسية؟
يشير مصطلح "الشريط" في تصنيف المنتجات المعدنية إلى المواد المسطحة المدرفلة التي يقل عرضها عادةً عن 600 مم (24 بوصة)، والتي يتم توريدها إما على شكل لفائف أو مقطعة إلى أطوال محددة. ويشير مصطلح "السماكة الدقيقة" إلى أن السماكة قد تم التحكم فيها ضمن حدود تفاوتات أضيق بكثير من التفاوتات القياسية للمصانع، وعادةً ما يتم ذلك من خلال مزيج من الدرفلة الباردة الدقيقة، والتلدين المتوسط، وتسوية الشد.
تتجاوز شرائط سبائك النيكل المخصصة الحدود المعتادة: فهي تُنتج وفقًا لمزيج يحدده العميل من حيث نوع السبيكة، ودرجة الصلابة، والسماكة، والعرض، والتشطيب السطحي، ووزن اللفافة، وهو ما قد لا يتطابق مع أي منتج مدرج في الكتالوج. ويمكن أن يمتد التخصيص ليشمل متطلبات الخصائص الميكانيكية الخاصة (نطاقات صلابة محددة، وقيم الحد الأدنى للاستطالة)، وحالة الحواف (حافة مشقوقة، حافة مطحونة، حافة منزوعة النتوءات، حافة مستديرة)، ومتطلبات التعبئة والتغليف (القطر الداخلي/الخارجي المحدد للملف، وورق الفصل، والتغليف المقاوم للرطوبة).
الشريط القياسي مقابل الشريط المقياسي الدقيق: الفروق الرئيسية
| المعلمة | شريط المطحنة القياسي | شريط قياس دقيق | ملف دقيق مصنوع حسب الطلب |
|---|---|---|---|
| تفاوت السماكة | ±5 – 10% من القيمة الاسمية | ±1 – 3% من القيمة الاسمية | ±0.003 مم مطلق أو أقل |
| تحمّل العرض | ±0.5 – 1.0 مم | ±0.1 – 0.2 مم | ±0.05 مم أو وفقًا للرسم |
| التسطيح | التسطيح التجاري | استقر التوتر | تخفيف التوتر + تحقيق التوازن |
| تشطيب السطح | تشطيب المطحنة القياسي | Ra 0.4 – 0.8 ميكرومتر | Ra 0.1 – 0.4 ميكرومتر أو مرآة |
| حالة الحافة | شق (مع وجود نتوء) | شق + إزالة الحواف الخشنة | حافة مستديرة أو حافة مشكّلة آليًّا |
| الخواص الميكانيكية | القيم الدنيا لكل مواصفة | النطاق الخاضع للرقابة | النطاق المحدد من قبل العميل |
| الشهادات | EN 10204 النوع 2.2 | EN 10204 النوع 3.1 | EN 10204 النوع 3.2 + ملحق |
| المهلة الزمنية المعتادة | 2 – 4 أسابيع من المخزون | 4 - 8 أسابيع | 8 – 16 أسبوعًا (من تاريخ الإنتاج) |
إن فهم هذا التسلسل الهرمي يساعد المتخصصين في مجال المشتريات على صياغة مواصفات شراء دقيقة وتجنب استلام شرائح قياسية عندما تكون هناك حاجة إلى مقاييس دقيقة. وبناءً على خبرتنا في MWalloys، فإن حوالي 40% من أخطاء المواصفات التي نواجهها تتعلق بعملاء يطلبون منتجات ذات تفاوتات أبعاد قياسية، في حين أن عمليات التصنيع اللاحقة لديهم تتطلب منتجات ذات مقاييس دقيقة.
اللفائف مقابل الشرائط المقطوعة حسب الطول: أي الشكلين يناسب عمليتك؟
| شكل التوريد | الأكثر ملاءمة لـ | نطاق العرض المعتاد | القدرة على الطول |
|---|---|---|---|
| ملف دقيق | مكابس الختم، التشكيل بالدرفلة، خطوط المعالجة المستمرة | 5 – 600 ملم | مستمر (يقتصر على وزن الملف) |
| شريط مقطوع حسب الطول المطلوب | التصنيع بالدفعات، العمليات اليدوية، تأهيل العينات | 5 – 600 ملم | من 100 مم إلى 6000 مم لكل قطعة |
| ملف ملفوف متذبذب | القطع بسرعة عالية باستخدام شريط ضيق | 3 – 100 ملم | أطوال متصلة طويلة جدًّا |
| بكرة لف الجرح المتقاطعة | شريط رفيع، معدات تغذية دقيقة | 1 – 50 ملم | يتم تحديدها بناءً على وزن البكرة |
ما هي درجات سبائك النيكل المتوفرة في شكل شرائح ولفائف، وما هي خصائصها الأساسية؟
لا تُنتج جميع سبائك النيكل تجاريًّا على شكل شرائط ولفائف. وتعتمد قابلية درفلة سبيكة النيكل ذات السماكة الرقيقة على خصائصها في التشكيل على البارد، ومعدل تصلبها الناتج عن التشكيل، وقابليتها للتشقق عند الحواف أثناء الدرفلة. والسبائك التالية هي الأكثر شيوعًا في الإنتاج على شكل شرائط ولفائف دقيقة، مع وجود إجراءات راسخة للدرفلة والتلدين.

شرائح النيكل النقي وشرائح النيكل منخفضة السبائك
| الصف | UNS | محتوى ني | الخاصية الرئيسية | نطاق السماكة المعتاد |
|---|---|---|---|---|
| نيكل 200 | N02200 | 99.0% دقيقة | موصلة كهربائيًا بدرجة عالية، مغناطيسية، لينة | 0.01 – 3.0 ملم |
| النيكل 201 | N02201 | 99.0% دقيقة (درجة حرارة منخفضة) | مثل خدمة 200 + درجة حرارة مرتفعة | 0.01 – 3.0 ملم |
| النيكل 205 | N02205 | 99.0% دقيقة (نسبة منخفضة من الكربون والسيليكون) | التطبيقات الإلكترونية، ثنائي المعدن الخاص بالثرموستات | 0.025 – 2.0 ملم |
| النيكل 270 | N02270 | 99.97% دقيقة | نقاء فائق، أجهزة علمية | 0.025 – 1.0 ملم |
تُعد شرائح النيكل 200 و201 العناصر الأساسية في فئة النيكل النقي. فمزيجها من مقاومة التآكل في البيئات القلوية، والموصلية الحرارية والكهربائية العالية، والخصائص المغناطيسية، وقابلية التشكيل الممتازة، يجعلها مواد قياسية في مكونات البطاريات، ومغازل التشكيل الكهربائي، ومعدات المعالجة الكيميائية، ووصلات التوصيل الإلكترونية.
سبائك النيكل والنحاس (سلسلة مونيل)
| الصف | UNS | التركيب | تطبيق الشريط الأولي | نطاق السُمك |
|---|---|---|---|---|
| مونيل 400 | N04400 | 67Ni-31.5Cu | مواد التثبيت البحرية، وموانع التسرب المستخدمة في المعالجة الكيميائية | 0.05 – 5.0 ملم |
| مونيل K500 | N05500 | 65Ni-30Cu-2.7Al-0.6Ti | الزنبركات، والأعمدة (القابلة للتصلب بالحرارة) | 0.1 – 3.0 مم |
| مونيل R405 | N04405 | 67Ni-31Cu-0.035S | الأجزاء المُشكَّلة آليًّا التي تتطلب معالجة آلية سهلة | 0.1 – 3.0 مم |
توفر شرائط مونيل K500 في حالة التصلب بالشيخوخة مزيجًا فريدًا: مقاومة التآكل التي تتميز بها قاعدة مونيل، إلى جانب الخصائص الميكانيكية ذات الجودة الزنبركية التي يمكن تحقيقها من خلال معالجة بسيطة بالشيخوخة (480 – 510 درجة مئوية لمدة 8 – 16 ساعة). وهذا يجعله خيارًا عمليًّا لصناعة النوابض الدقيقة، والأغشية، ومقاعد الصمامات في بيئات مياه البحر والبيئات الكيميائية حيث تتآكل أنواع فولاذ النوابض القياسية بسرعة.
سبائك النيكل والكروم (سلسلة إنكونيل)
| الصف | UNS | التركيب الرئيسي | تطبيق الشريط الأولي | نطاق السُمك |
|---|---|---|---|---|
| إنكونيل 600 | N06600 | 76Ni-15.5Cr-8Fe | تجهيزات المعالجة الحرارية، المعالجة الكيميائية | 0.05 – 5.0 ملم |
| إنكونيل 625 | N06625 | 62Ni-22Cr-9Mo-3.7Nb | مكونات الطيران والفضاء، وموانع تسرب مياه البحر | 0.05 – 4.0 ملم |
| إنكونيل 718 | N07718 | 53Ni-19Cr-18Fe-5Nb | مثبتات صناعة الطيران، نوابض دقيقة | 0.025 – 3.0 ملم |
| إنكونيل 690 | N06690 | 62Ni-29Cr-9Fe | مكونات مولد البخار النووي | 0.05 – 3.0 ملم |
| إنكونيل X-750 | N07750 | 73Ni-15.5Cr-7Fe-2.5Ti | نوابض مقاومة للحرارة العالية، حلقات تثبيت | 0.1 – 3.0 مم |
تستحق شرائط «إنكونيل 718» اهتمامًا خاصًا لأنها أكثر شرائط السبائك الفائقة النيكلية استخدامًا في صناعة الطيران. تسمح قابلية التصلب بالترسيب من خلال معالجة الشيخوخة على مرحلتين (720 درجة مئوية لمدة 8 ساعات + 620 درجة مئوية لمدة 8 ساعات) بتوريد الشريط في حالة التلدين بالمحلول للتشكيل، مع اكتساب القوة الكاملة بعد الشيخوخة. يصل شريط إنكونيل 718 الذي خضع لعملية الشيخوخة القصوى إلى قوة شد تبلغ 1380 ميجا باسكال أو أكثر، وهو ما يضاهي العديد من أنواع الفولاذ عالي القوة مع الحفاظ على المقاومة الممتازة للسبائك للتآكل وأدائها الممتاز في مقاومة الإجهاد.
سبائك النيكل والكروم والموليبدينوم (سلسلة هاستيلوي)
| الصف | UNS | التركيب الرئيسي | مقاومة التآكل | نطاق السُمك |
|---|---|---|---|---|
| هاستيلوي C276 | N10276 | 57Ni-15.5Cr-16Mo-3.75W | الأحماض المختزلة، البيئات المختلطة | 0.05 – 5.0 ملم |
| هاستيلوي C22 | N06022 | 56Ni-21Cr-13.5Mo-3W | الأحماض المؤكسدة، إزالة الغازات الكبريتية (FGD)، الصناعات الدوائية | 0.05 – 4.0 ملم |
| هاستيلوي C2000 | N06200 | 59Ni-23Cr-16Mo | أوسع نطاق تغطية لسبائك CRA أحادية السبيكة | 0.1 – 3.0 مم |
| هاستيلوي B3 | N10675 | 65Ni-28.5Mo-1.5Cr | حمض الهيدروكلوريك المركز، الأحماض المختزلة | 0.1 – 3.0 مم |
| هاستيلوي X | N06002 | 47Ni-22Cr-18Fe-9Mo | الأكسدة في درجات الحرارة العالية | 0.05 – 4.0 ملم |
| هاستيلوي N | N10003 | 71Ni-7Cr-16Mo | بيئات الملح المنصهر، النووية | 0.1 – 2.0 ملم |
سبائك النيكل المتخصصة للاستخدامات الإلكترونية والمغناطيسية
| الصف | UNS | الخاصية الرئيسية | التطبيق |
|---|---|---|---|
| سبيكة 36 (إنفار) | K93600 | تمدد حراري منخفض للغاية | الأجهزة الدقيقة، مكونات الليزر |
| سبيكة 42 | K94100 | التمدد الحراري المتحكم فيه | الموانع الزجاجية-المعدنية، الأجهزة الإلكترونية |
| سبيكة 52 | N14052 | التمدد المتناسق للزجاج | مكونات أنابيب الإلكترون |
| بيرمالوي 80 | N14080 | نفاذية مغناطيسية عالية | التدريع المغناطيسي، نوى المحولات |
| كوفار | K94610 | التوسع يتناسب مع زجاج البورسليكات | تغليف أشباه الموصلات |
| قسطنطين | - | المقاومة النوعية الثابتة مقابل درجة الحرارة | المزدوجات الحرارية، المقاومات الدقيقة |
تُعد هذه السبائك المتخصصة من بين منتجات الشرائط الأكثر تعقيدًا من الناحية التقنية في التصنيع، نظرًا لأن خصائصها الوظيفية (معامل التمدد الحراري، والنفاذية المغناطيسية، والمقاومة الكهربائية) تتأثر بشدة بأدنى التغيرات في التركيب الكيميائي، ومستوى التشكيل على البارد، وظروف التلدين. ويتطلب تحقيق خصائص وظيفية متسقة عبر لفافة الإنتاج ضوابط صارمة على العملية تتجاوز بكثير التفاوتات القياسية في الأبعاد.
ما هي التفاوتات الأبعاد التي يمكن لشرائط النيكل عالية الدقة تحقيقها بشكل واقعي؟
تعد القدرة على التحكم في التفاوتات الأبعاد العامل التقني الأساسي الذي يميز منتجات الشرائح العادية عن المواد ذات السماكة الدقيقة الحقيقية. وتعتمد التفاوتات التي يمكن تحقيقها على السبيكة المحددة (معدل تصلبها عند التشكيل وخصائصها في الدرفلة على الساخن)، والسماكة التي يتم إنتاجها (حيث تتطلب السماكات الأرق تحكمًا مطلقًا أكثر دقة بشكل متناسب)، ومعدات التصنيع المستخدمة.
قدرات التفاوت في السماكة
| نطاق السُمك | التفاوت القياسي في التصنيع | تفاوت الدرجة الدقيقة | تفاوت فائق الدقة |
|---|---|---|---|
| 2.0 – 5.0 ملم | ±0.10 – 0.15 مم | ±0.05 مم | ±0.025 مم |
| 1.0 – 2.0 ملم | ±0.08 – 0.12 مم | ±0.025 مم | ±0.015 مم |
| 0.5 – 1.0 مم | ±0.05 – 0.08 مم | ±0.015 مم | ±0.010 مم |
| 0.1 – 0.5 ملم | ±0.015 – 0.025 مم | ±0.008 مم | ±0.005 مم |
| 0.025 – 0.1 ملم | ±0.005 – 0.010 مم | ±0.003 مم | ±0.002 مم |
| < 0.025 مم (رقائق معدنية) | ±0.003 مم | ±0.001 مم | ±0.0005 مم |
هذه التفاوتات ليست حدودًا نظرية: فهي تمثل قدرات إنتاجية موثقة مستمدة من عمليات درفلة دقيقة راسخة. ويتطلب تحقيق تفاوتات فائقة الدقة قياس السماكة أثناء خط الإنتاج باستخدام أجهزة قياس بالأشعة السينية أو أشعة بيتا مع تغذية مرتدة ذات حلقة مغلقة إلى مصنع الدرفلة، وأسطوانات عمل مصقولة بدقة مع تاج خاضع للتحكم، ومراقبة صارمة لدرجة الحرارة طوال عملية الدرفلة.
تفاوت العرض والاستقامة
| عرض الشريط | تفاوت حافة الشق | تفاوت الشق الدقيق | جودة الحواف |
|---|---|---|---|
| 5 – 25 ملم | ±0.15 مم | ±0.05 مم | ارتفاع النتوءات < 0.02 مم |
| 25 – 100 ملم | ± 0.20 مم | ± 0.08 مم | ارتفاع النتوءات < 0.03 مم |
| 100 – 300 ملم | ± 0.30 مم | ± 0.10 مم | ارتفاع النتوءات < 0.05 مم |
| 300 – 600 ملم | ± 0.50 مم | ±0.15 مم | ارتفاع النتوءات < 0.05 مم |
الانحناء (الانحناء الجانبي) هو معيار مهم لتقييم استواء الشرائط الضيقة المستخدمة في عمليات الختم عالية السرعة. قد تظهر الشرائط المقطوعة القياسية انحناءً يصل إلى 3 مم لكل متر من الطول، مما قد يتسبب في مشاكل في توجيه الشريط في قوالب التشكيل التقدمي. أما الشرائط المقطوعة بدقة، فيجب أن يكون انحناءها أقل من 1 مم لكل متر، وبالنسبة للتطبيقات الأكثر تطلبًا، يُشترط استخدام شرائط مُسوَّاة بالشد ذات انحناء أقل من 0.3 مم لكل متر.
معايير أبعاد الملفات
| المعلمة | ملف قياسي | ملف دقيق | المواصفات المخصصة |
|---|---|---|---|
| القطر الداخلي (ID) | 300 – 600 مم (عادةً) | 300، 400، 500 ملم ±5 ملم | حسب مواصفات العميل ±2 مم |
| القطر الخارجي (OD) | كما تم إنتاجه | يتم التحكم فيه بدقة تبلغ ±10 مم | حسب مواصفات العميل ±5 مم |
| وزن الملف | متغير | محدد من قبل العميل | ±5% من الوزن المحدد |
| التذبذب (شريط ضيق) | المسافة القياسية بين المقاعد | دقة الخطوة ±0.5 مم | تباعد مخصص |
| التشذير | غير قياسي | تتوفر أوراق الفصل | المواد المحددة |
كيف يتم تصنيع شرائط سبائك النيكل عالية الأداء وفقًا لمعايير الدقة؟
يتضمن تسلسل التصنيع لشرائط سبائك النيكل الدقيقة عدة خطوات خاضعة للرقابة، تساهم كل منها في الجودة النهائية من حيث الأبعاد والخصائص المعدنية. ويساعد فهم هذه العملية المهندسين على إدراك سبب ارتفاع تكلفة الشرائط الدقيقة، وسبب طول مدة إنتاجها مقارنةً بالمنتجات المسطحة العادية.
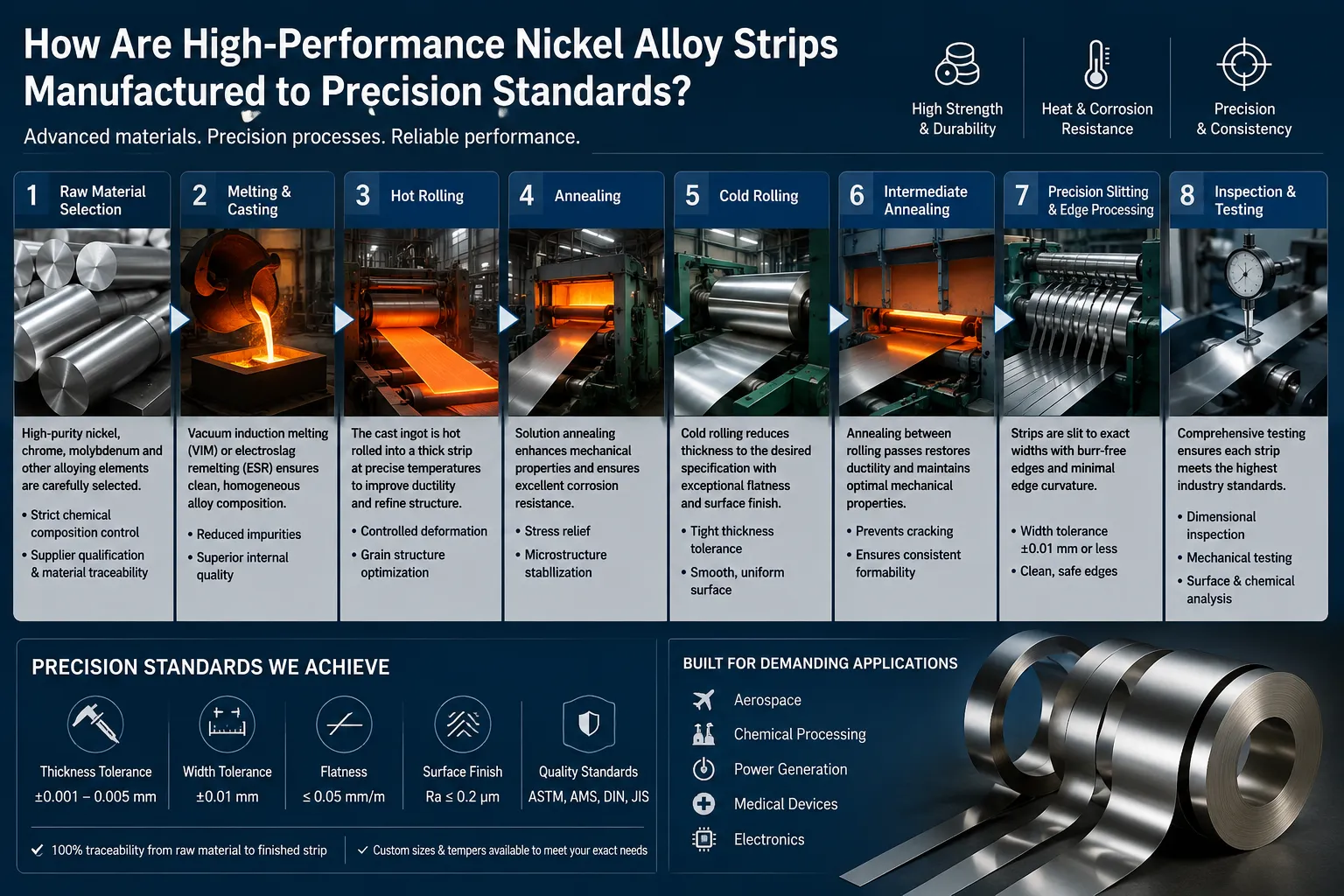
عملية التصنيع خطوة بخطوة
الخطوة 1: تأهيل المواد الخام
يبدأ إنتاج الشرائط الدقيقة باختيار المواد الخام في مرحلة الصهر. يُعد الصهر الحثي بالفراغ (VIM) المتبوع بإعادة الصهر بالقوس الكهربائي في الفراغ (VAR) أو إعادة الصهر بالخبث الكهربائي (ESR) هو الإجراء القياسي للدرجات الأكثر تطلبًا (إنكونيل 718، واسبالوي، والنيكل عالي النقاء 270). تعمل عمليات الصهر الثانوية هذه على القضاء على التفرق، وتقليل محتوى الشوائب، وإنتاج بنية سبيكة أكثر تجانسًا تستجيب بشكل متسق لعملية الدرفلة على البارد اللاحقة.
بالنسبة للأنواع الإلكترونية والمغناطيسية (إنفار 36، بيرمالوي)، يُعد التحكم في التركيب الكيميائي للذوبان أمرًا بالغ الأهمية: فالتغيرات التي تصل حتى إلى 0.01% في العناصر الرئيسية (محتوى النيكل في البيرمالوي، ومحتوى الحديد في الإنفار) يمكن أن تؤدي إلى خروج الخصائص الوظيفية عن المواصفات المحددة.
الخطوة 2: الدرفلة على الساخن للحصول على سمك متوسط
يتم درفلة السبيكة أو اللوح المصبوب بشكل مستمر على الساخن عند درجات حرارة مرتفعة (تتراوح عادةً بين 1050 و1200 درجة مئوية حسب نوع السبائك) حتى يصل إلى سماكة وسيطة تتراوح بين 3 و8 ملم. يؤدي الدرفلة على الساخن إلى تكوين بنية الحبيبات وإزالة البنية المجهرية الشجرية الناتجة عن الصب. بعد الدرفلة على الساخن، يتم تلدين الشريط (تلدين بالمحلول لمعظم الدرجات) وإزالة القشور عن طريق النقع في محلول حمضي مختلط (عادةً مزيج من حمض النيتريك وحمض الهيدروفلوريك) لإزالة القشور الأكسيدية التي تشكلت أثناء الدرفلة على الساخن.
الخطوة 3: الدرفلة على البارد للحصول على سماكة دقيقة
يُقلل الدرفلة على البارد سماكة الشريط إلى السماكة المستهدفة من خلال عدة دورات في مصانع الدرفلة الدقيقة. وتشمل معلمات الدرفلة الحاسمة لإنتاج الأشرطة ذات السماكة الدقيقة ما يلي:
| المعلمة المتغيرة | التأثير على جودة الشريط | طريقة التحكم النموذجية |
|---|---|---|
| فجوة الأسطوانة | العامل الرئيسي المحدد للسمك | نظام التحكم الهيدروليكي التلقائي في مستوى القياس (AGC) |
| قوة الدوران | يؤثر على انتظام السماكة | تغذية مرتدة من خلية الحمل إلى نظام التحكم التلقائي في الكسب (AGC) |
| شد الشريط | يؤثر على انتشار العرض والتسطيح | جهاز التحكم في التوتر |
| سرعة الدوران | يؤثر على جودة تشطيب السطح وفعالية التشحيم | نظام الدفع المتزامن مع السرعة |
| درجة حرارة الأسطوانة | يؤثر على درجة حرارة الشريط وسمكه | التحكم في التبريد المائي |
| لزوجة مواد التشحيم وتدفقها | تشطيب السطح، تآكل الأدوات | نظام التشحيم المقيس |
يُعد التلدين المتوسط بين مراحل الدرفلة على البارد أمرًا ضروريًا لمعظم سبائك النيكل؛ لأن معدل تصلبها السريع الناتج عن التشغيل، في حالة عدم القيام بذلك، سيجعل الدرفلة الإضافية غير مجدية، كما سيؤدي إلى إنتاج شرائط تفتقر إلى الليونة الكافية. ويجب التحكم بدقة في برنامج التلدين (درجة الحرارة، والوقت، والبيئة) لإعادة بلورة البنية الناتجة عن التشغيل على البارد دون حدوث نمو مفرط للحبيبات.
الخطوة 4: التلدين النهائي والتصلب
يحدد التلدين النهائي الحالة المعدنية (حجم الحبيبات، نسبة إعادة التبلور) والخصائص الميكانيكية (الصلابة، مقاومة الانزلاق، الاستطالة) للشريط المُسلَّم. وبالنسبة للشريط الدقيق، يجب أن يوفر فرن التلدين ما يلي:
- تساوي درجة الحرارة في نطاق ±5 درجات مئوية عبر عرض الشريط وعلى طول الملف.
- بيئة محكومة (هيدروجين، أو خليط من النيتروجين والهيدروجين، أو فراغ) لمنع الأكسدة والحفاظ على نظافة السطح.
- التحكم الدقيق في مدة التعرض للحرارة لتحقيق اتساق حجم الحبيبات.
بالنسبة للشرائط المُصلبة بشكل ربيعي أو الشرائط شديدة الصلابة، فإن عملية التخفيض البارد النهائية الخاضعة للرقابة بعد عملية التلدين الأخيرة تحدد درجة التشكيل البارد، وهو ما ينعكس مباشرةً على نطاقات معينة من الخصائص الميكانيكية.
الخطوة 5: التقطيع حسب العرض
تستخدم عملية التقطيع الدقيق شفرات دائرية مقواة مع فجوة محددة (تتراوح عادةً بين 5 و10% من سماكة الشريط) للحصول على العرض النهائي. وتعد حالة شفرة آلة التقطيع ومحاذاة الشريط وإعدادات الفجوة عوامل حاسمة في جودة الحواف وتفاوت العرض. بالنسبة للشرائط الضيقة جدًّا (أقل من 10 مم)، يلزم استخدام أدوات تقطيع متعددة الشقوق متخصصة للحفاظ على التوازي عبر شقوق متعددة في آن واحد.
الخطوة 6: التسوية والتقويم
تعمل عملية تسوية الشد أو التسوية بالأسطوانات بعد التقطيع على إزالة انحناء اللفائف (الانحناء في اتجاه الدرفلة) وتموج الحواف الذي قد ينشأ أثناء الدرفلة على البارد. وتعد هذه الخطوة أساسية بالنسبة للشرائط التي ستُستخدم في عمليات الختم الدقيق، أو القطع بالليزر، أو الحفر الكيميائي الضوئي، حيث يؤثر الاستواء بشكل مباشر على دقة أبعاد القطعة النهائية.
الخطوة 7: الفحص النهائي والتعبئة
تخضع لفائف الشرائط الدقيقة لفحص نهائي شامل يتضمن ما يلي:
- فحص السطح 100% (بصري آلي أو بصري يدوي)
- قياس السماكة في نقاط متعددة عبر العرض وعلى طول الطول.
- قياس العرض والانحناء
- التحقق من الخصائص الميكانيكية (الصلابة، وخصائص الشد على عينات مأخوذة من طرفي كل لفافة)
- التحقق من التركيب الكيميائي (شهادة على أساس المعاملة الحرارية)
- التغليف وفقًا لمواصفات العميل (حاجز الرطوبة، مادة ماصة للرطوبة، ورق فاصل، واقيات الملفات)
ما هي خيارات التشطيب السطحي المتاحة لشرائط ولفائف النيكل عالية الدقة؟
لا يؤثر تشطيب السطح على مظهر شريط النيكل فحسب، بل يؤثر أيضًا على أدائه الوظيفي في العديد من التطبيقات: فمقاومة التآكل، وقابلية اللحام، وقابلية الالتصاق، والانعكاسية، ومعامل الاحتكاك، وجودة عمليات الطلاء أو الطلاء المعدني اللاحقة، كلها تعتمد على حالة السطح.
التسميات القياسية لإنهاء الأسطح لشرائط سبائك النيكل
| التعيين النهائي | Ra (ميكرومتر) | الوصف | التطبيق النموذجي |
|---|---|---|---|
| 2B (ملفوف على البارد، قياسي) | 0.1 - 0.5 | مشرق، ناعم، ملفوف برفق مع لفات ناعمة | معدات غذائية للأغراض العامة |
| ثنائي الأبعاد (مطلي على البارد غير لامع) | 0.4 – 1.0 | غير لامع، تم دحرجته باستخدام أسطوانات معالجة بالرمل | تطبيقات التشكيل، التصاق الطلاء |
| BA (صلب مصقول مشرق) | < 0.1 | شبيهة بالمرآة، تم تلدينها في جو من الهيدروجين (H₂) | الزخرفية، البصرية، الصيدلانية |
| رقم 4 (مصقول) | 0.4 – 0.8 | تشطيب مصقول أحادي الاتجاه | المستخدمات المعمارية، والمخصصة للأغذية، والطبية |
| رقم 6 (ساتان) | 0.3 - 0.6 | ساتان غير لامع، تشطيب كاشط ناعم | الأجهزة الطبية، والأدوات الطبية |
| رقم 7 (عاكس) | 0.1 – 0.2 | انعكاسية عالية، مادة كاشطة دقيقة + ملمع | مكونات زخرفية عاكسة |
| رقم 8 (مرآة) | < 0.05 | مرآة كاملة، مصقولة كهربائيًا | البصريات، البصريات الدقيقة، أشباه الموصلات |
| مصقول كهربائياً | < 0.1 | مصقول كهروكيميائيًا | الصناعات الدوائية، وأشباه الموصلات، والطبية |
| كما تم دكها (صلبة) | 0.15 – 0.4 | يعتمد ذلك على السطح النهائي للفة | الزنبركات، نقاط التلامس، المكونات الإلكترونية |
متطلبات نظافة الأسطح
وبصرف النظر عن الخشونة، تفرض العديد من التطبيقات التكنولوجية المتطورة متطلبات محددة لنظافة الأسطح تُقاس من حيث التلوث المتبقي بالهيدروكربونات (الناجم عن مواد تشحيم الدرفلة)، أو سماكة طبقة الأكسيد، أو التلوث الأيوني.
بالنسبة لتطبيقات أشباه الموصلات والإلكترونيات، قد تتطلب شرائط النيكل ما يلي:
- يجب ألا يتجاوز إجمالي التلوث العضوي 50 ميكروغرام/سم².
- تلوث بالكلوريد أقل من 5 ميكروغرام/سم².
- طبقة أكسيد يقل سمكها عن 2 نانومتر (تم التحقق من ذلك بواسطة التحليل الطيفي XPS أو التحليل الطيفي أوجيه)
- السيطرة على التلوث بالجسيمات (يتم تنظيفها وتعبئتها في ظروف غرف نظيفة)
بالنسبة لتطبيقات الأجهزة الطبية، يجب أن تتوافق نظافة الأسطح مع متطلبات التوافق الحيوي الواردة في المعيار ISO 10993، وهو ما يعني عادةً استخدام أسطح مصقولة كهربائيًا مع إجراء عملية التخميل لاحقًا وتغليفها في غرفة نظيفة.
في MWalloys، نعمل مع العملاء لتحديد متطلبات تشطيب السطح بدقة، بدلاً من الاكتفاء بأوصاف غامضة مثل "لامع" أو "نظيف". وينبغي أن تبدأ المناقشة حول تشطيب السطح بالوظيفة النهائية لسطح الشريط، وليس برقم التشطيب.
ما هي الخصائص الميكانيكية والفيزيائية لسبائك شرائط النيكل الرئيسية؟
تختلف الخصائص الميكانيكية لشرائط سبائك النيكل اختلافًا كبيرًا حسب درجة السبائك وحالة الصلب. وتعرض الجداول أدناه خصائص تمثيلية لشرائط الدقة في حالات الصلب الأكثر شيوعًا.
الخواص الميكانيكية في حالة التلدين
| سبيكة | مقاومة الصدمات الشديدة (ميجا باسكال) | قوة الخضوع (MPa) | الاستطالة (%) | الصلابة (HV) |
|---|---|---|---|---|
| نيكل 200 | 380 – 480 | 100 – 200 | 35 - 45 | 100 – 150 |
| مونيل 400 | 480 – 590 | 170 – 345 | 35 - 45 | 130 – 180 |
| مونيل K500 (مُصلب) | 690 – 830 | 310 – 415 | 25 - 35 | 180 – 230 |
| إنكونيل 600 | 550 - 690 | 240 – 380 | 30 - 40 | 150 – 200 |
| إنكونيل 625 | 830 – 1000 | 415 – 620 | 30 - 40 | 200 – 260 |
| إنكونيل 718 (مُصلب بالمحلول) | 1000 – 1100 | 550 - 700 | 25 - 35 | 280 – 330 |
| هاستيلوي C276 | 690 – 790 | 310 – 380 | 40 – 50 | 190 – 230 |
| هاستيلوي C22 | 690 – 760 | 290 – 360 | 45 - 55 | 185 – 220 |
| هاستيلوي X | 690 – 790 | 310 – 380 | 35 - 45 | 195 – 235 |
| إنفار 36 | 480 – 550 | 275 – 345 | 30 - 40 | 130 – 160 |
الخصائص الميكانيكية بعد التشكيل على البارد / التصلب بالتقادم
| سبيكة | الحالة | مقاومة الصدمات الشديدة (ميجا باسكال) | قوة الخضوع (MPa) | الاستطالة (%) | الصلابة (HV) |
|---|---|---|---|---|---|
| نيكل 200 | تصلب شديد (50% CR) | 690 – 760 | 620 – 700 | 2 – 5 | 230 – 270 |
| مونيل 400 | مزاج الربيع | 830 – 1000 | 760 – 930 | 3 – 8 | 250 – 310 |
| مونيل K500 | تم تعتيقه (480 درجة مئوية/16 ساعة) | 1000 – 1140 | 690 - 860 | 20 – 28 | 300 – 360 |
| إنكونيل 718 | معالج حرارياً (720 درجة مئوية + 620 درجة مئوية) | 1380 – 1450 | 1170 – 1240 | 12 - 18 | 390 – 440 |
| إنكونيل X-750 | Spring HT | 1170 – 1300 | 860 – 1000 | 15 – 22 | 340 – 380 |
| إنكونيل 625 | تصلب شديد (50% CR) | 1250 – 1380 | 1100 – 1250 | 5 - 10 | 350 – 400 |
الخصائص الفيزيائية ذات الصلة بتطبيقات الشرائط
| الممتلكات | نيكل 200 | مونيل 400 | إنكونيل 625 | إنكونيل 718 | هاستيلوي C276 | إنفار 36 |
|---|---|---|---|---|---|---|
| الكثافة (جم/سم مكعب) | 8.89 | 8.83 | 8.44 | 8.19 | 8.89 | 8.11 |
| الموصلية الحرارية (وات/م·كلفن عند 20 درجة مئوية) | 70.2 | 21.8 | 9.8 | 11.4 | 10.2 | 10.5 |
| المقاومة الكهربائية (µΩ·m) | 0.095 | 0.547 | 1.29 | 1.25 | 1.30 | 0.820 |
| التمدد الحراري (ميكرومتر/م·درجة مئوية، 20-100 درجة مئوية) | 13.3 | 13.9 | 12.8 | 13.0 | 11.2 | 1.6 |
| معامل المرونة (جيجا باسكال) | 204 | 180 | 208 | 211 | 205 | 141 |
| النفاذية المغناطيسية | مغناطيسية حديدية | غير مغناطيسية | غير مغناطيسية | مغناطيسية قليلاً | غير مغناطيسية | غير مغناطيسية |
| نطاق الذوبان (درجة مئوية) | 1435 – 1446 | 1300 – 1350 | 1290 – 1350 | 1260 – 1336 | 1325 – 1370 | 1425 – 1450 |
إن معامل التمدد الحراري المنخفض للغاية لـ «إنفار 36» (1.6 ميكرومتر/م·درجة مئوية مقارنة بـ 11 – 13 ميكرومتر/م·درجة مئوية لمعظم سبائك النيكل الأخرى) يجعله مادة لا غنى عنها في الأجهزة الدقيقة ومعايير الأبعاد التي يتعين فيها تقليل التشوه الحراري إلى أدنى حد ممكن. وتتأثر هذه الخاصية بمستوى التشكيل على البارد والمعالجة الحرارية، مما يعني أنه يجب تحديد شرائح إنفار بحيث تخضع لعملية تلدين نهائي خاضعة للرقابة لضمان اكتمال ظهور سلوك التمدد المنخفض غير المعتاد في المادة المُسلَّمة.
ما هي الصناعات التي تستخدم شرائط سبائك النيكل المصنعة حسب الطلب، وما هي التطبيقات المحددة التي تدفع الطلب عليها؟
يعكس تنوع القطاعات الصناعية التي تستخدم شرائط سبائك النيكل الدقيقة مدى تنوع عائلة سبائك النيكل. فلكل قطاع صناعي تركيبات محددة من الخصائص التي تحدد اختياراته من حيث نوع السبيكة وسماكة الشريط.
تطبيقات الفضاء والدفاع
يمثل قطاع الفضاء الجوي أكبر سوق وأكثره تطلبًا من الناحية التقنية لشرائط سبائك النيكل الدقيقة:
| التطبيق | السبيكة المفضلة | المتطلبات الأساسية للعقار | المواصفات الأساسية |
|---|---|---|---|
| بطانات غرفة الاحتراق | هاستيلوي X، إنكونيل 625 | مقاومة الأكسدة في درجات الحرارة العالية | AMS 5536، AMS 5596 |
| المنفاخ في نظام الوقود | إنكونيل 625، 718 | مقاومة التعب، التوافق مع الوقود | AMS 5596، AMS 5662 |
| حلقات تثبيت شفرات التوربينات | إنكونيل 718، X-750 | متانة عالية عند درجات الحرارة | AMS 5542، AMS 5598 |
| مواد تثبيت الطائرات | إنكونيل 718 | قوة شد عالية، مقاومة للتآكل | AMS 5662 |
| أختام وحشيات العادم | إنكونيل 600، 625 | اللحام عند درجات الحرارة العالية | AMS 5540، AMS 5596 |
| أجزاء نظام الوقود المبرد | إنكونيل 625 | الصلابة في درجات الحرارة المنخفضة | AMS 5596 |
| شرائط إدارة الحرارة | إنفار 36 | ثبات الأبعاد مقابل درجة الحرارة | AMS 1599 |
إن متطلبات صناعة الطيران والتحليق التي تنص على التتبع الكامل بدءًا من مرحلة الصهر وحتى الوصول إلى القطعة النهائية، إلى جانب متطلبات فحص العينة الأولى واختبارات التأهيل، تعني أن الشرائط الدقيقة المخصصة لصناعة الطيران والتحليق تأتي مصحوبة بأشمل حزمة وثائق مقارنة بأي منتج شرائط آخر.
تطبيقات الأجهزة الطبية والأدوية
| التطبيق | السبيكة المفضلة | سبب الاختيار |
|---|---|---|
| نوابض الأدوات الجراحية | إنكونيل 718، إلجيلوي | قوة عالية، وملاءمة للتعقيم |
| مكونات الأجهزة القابلة للزرع | MP35N، إنكونيل 625 | التوافق الحيوي، مقاومة الإجهاد |
| شريط سلك التوجيه القلبي | النيكل-التيتانيوم (نيتينول) | السلوك فائق المرونة |
| الأجزاء الداخلية للمفاعلات الصيدلانية | هاستيلوي C22، C276 | مقاومة واسعة النطاق للمواد الكيميائية |
| شريط أدوات جراحة العظام | 17-7PH، إنكونيل 718 | قوة عالية، ومقاومة للتآكل |
| نوابض أجهزة توصيل الأدوية | إنكونيل 718، 17-4PH | معامل مرونة دقيق، التوافق الحيوي |
تتطلب تطبيقات الأجهزة الطبية إجراء تقييم للتوافق الحيوي وفقًا لمعيار ISO 10993، وإمكانية تتبع المواد بشكل كامل، وغالبًا ما تتطلب التحقق من الأبعاد لكل قطعة على حدة بدلاً من الاعتماد على العينات الإحصائية. ويُعد التشطيب السطحي بالصقل الكهربائي شائعًا بشكل شبه عام في المكونات القابلة للزرع، وذلك لتقليل مساحة السطح التي قد تكون ملاذًا للبكتيريا، وللحد من خطر حدوث تآكل موضعي.
تطبيقات الإلكترونيات وأشباه الموصلات
| التطبيق | السبيكة المفضلة | الخاصية الحاسمة |
|---|---|---|
| لسان البطارية وشريط الموصلات | نيكل 200، نيكل 201 | الموصلية الكهربائية، قابلية اللحام |
| شريط مزدوج حراري (النوع K) | سبائك الكروميل/الألوميل | القوة الدافعة الكهربائية الحرارية الدقيقة |
| السدادة الزجاجية-المعدنية | كوفار (Fe-Ni-Co)، سبيكة 42 | التمدد الحراري المتوافق |
| شريط المقاوم الدقيق | كونستانتان، نيكروم | المقاومة الثابتة مع تغير درجة الحرارة |
| التدريع المغناطيسي | بيرمالوي 80، مو-ميتال | نفاذية مغناطيسية عالية |
| مادة إطار التوصيل | سبائك 42، كوفار | انخفاض التمدد، والتوافق مع عمليات الطلاء |
| علب الحماية من الترددات الراديوية | نيكل 200 | التدريع المغناطيسي + التوصيلية |
| تغليف أشباه الموصلات | كوفار | الانغلاق، تطابق التمدد |
إن تحول صناعة الإلكترونيات نحو أجهزة أكثر إحكاما وأعلى طاقة يدفع باستمرار إلى زيادة الطلب على شرائط أرق ذات تفاوتات قياسية أضيق. نشهد في MWalloys طلبًا متزايدًا على شرائط كوفار (Kovar) وسبائك 42 بسماكات أقل من 0.1 مم مع متطلبات تفاوت تبلغ ±0.003 مم، مدفوعًا بتصغير حجم العبوات الإلكترونية المحكمة الإغلاق.
تطبيقات معالجة النفط والغاز والمواد الكيميائية
| التطبيق | شريط من السبائك المفضلة | حالة الخدمة |
|---|---|---|
| المنفاخ التمددي | إنكونيل 625، هاستيلوي C276 | الضغط العالي، المواد المسببة للتآكل |
| البطانة الداخلية للخرطوم المرن | إنكونيل 625، 316L | نقل السوائل المسببة للتآكل |
| مواد الحشوات والموانع للتسرب | إنكونيل 625، C276 | الضغط العالي، ودرجة الحرارة العالية، والمواد الكيميائية |
| مادة ريش المبادل الحراري | مونيل 400، إنكونيل 600 | مياه البحر، العمليات الكيميائية |
| مكونات فوهة الرش | هاستيلوي C22، C276 | FGD، رذاذ الحمض |
| أغشية أجهزة القياس | إنكونيل 625، هاستيلوي C276 | استشعار الضغط في البيئات المسببة للتآكل |
تطبيقات الطاقة وتوليد الكهرباء
| التطبيق | السبيكة المفضلة | متطلبات الأداء |
|---|---|---|
| فواصل مجموعات الوقود النووي | إنكونيل 718، زيركالوي | مقاومة الإشعاع، ثبات الأبعاد |
| شريط أنابيب مولد البخار | إنكونيل 690، 800 | مقاومة SCC، نقل الحرارة |
| أنابيب حماية المزدوجات الحرارية | إنكونيل 600 | ثبات في درجات الحرارة العالية |
| شريط التوصيل البيني لخلايا الوقود | إينكونيل 600، 601 | مقاومة الأكسدة، الموصلية |
| مكونات خلايا الوقود ذات الأكسيد الصلب | وحدة الطاقة المساعدة (APU) طراز كروفر 22 | تمدد متناسق، مقاومة للأكسدة |
| مكونات تخزين طاقة البطاريات | النيكل 200، 201 | الموصلية، قابلية اللحام |
كيف يمكنك تحديد مواصفات شرائط سبائك النيكل الدقيقة المخصصة وطلبها بشكل صحيح؟
إن المواصفات الكاملة والواضحة تمنع المصدر الأكثر شيوعًا لمشاكل التوريد: وهو استلام مواد تتوافق من الناحية الفنية مع المواصفات المحددة، لكنها لا تؤدي الغرض المطلوب في الاستخدام المقصود. وفي شركة MWalloys، قمنا بتطوير إطار عمل قياسي للمواصفات استنادًا إلى سنوات من الخبرة في معالجة مشكلات المواصفات مع العملاء.
قائمة مراجعة كاملة للمواصفات الخاصة بشريط النيكل المصنوع حسب الطلب
1. تحديد السبائك
- تسمية AISI/UNS (على سبيل المثال، UNS N06625)
- الاسم التجاري، إن وجد (مثل: Inconel 625)
- معيار المواد المطبق (على سبيل المثال، ASTM B443، AMS 5596)
- أي متطلبات تركيبية خاصة تتجاوز المعايير القياسية
2. شكل المنتج وأبعاده
- السماكة: القيمة الاسمية + التفاوت المسموح به (على سبيل المثال، 0.250 مم ±0.005 مم)
- العرض: القيمة الاسمية + التفاوت المسموح به (على سبيل المثال، 25.00 مم ±0.05 مم)
- الطول أو شكل اللفائف: مقطوعة حسب الطول مع تفاوت في الطول، أو لفائف بمواصفات القطر الداخلي/القطر الخارجي/الوزن
- القطر الداخلي للملف، إن وجد
- الوزن الأقصى للملف، إن وجد
3. الحالة المعدنية (الصلابة)
- مُصلب (ناعم، مُعاد تبلوره بالكامل)
- تصنيف درجة الصلابة بعد التشكيل على البارد (ربع صلب، نصف صلب، ثلاثة أرباع صلب، صلب، زنبركي)
- النسبة المئوية للعمل على البارد، إن تم تحديدها
- حالة التصلب بالشيخوخة، إن وجدت (يرجى تحديد معالجة الشيخوخة)
4. الخصائص الميكانيكية المطلوبة
- حدد النطاقات المطلوبة، وليس الحد الأدنى فقط (على سبيل المثال، "الصلابة 250 – 300 HV" بدلاً من "الصلابة 250 HV كحد أدنى")
- نطاق مقاومة الشد
- نطاق قوة الخضوع
- الاستطالة الدنيا
- أي متطلبات تتعلق بالإجهاد أو الصدمات
5. تشطيب السطح
- القيمة Ra أو التسمية القياسية (2B، BA، مصقول كهربائيًا، إلخ)
- معايير قبول عيوب السطح
- متطلبات النظافة (إن وجدت)
6. حالة الحافة
- حافة مشقوقة (مع أو بدون إزالة الحواف الخشنة)
- حافة مستديرة (ملفوفة أو مصقولة)
- ارتفاع الحافة المقبول
7. متطلبات الاعتماد
- نوع شهادة EN 10204 (2.1 أو 2.2 أو 3.1 أو 3.2)
- الاختبارات المحددة المطلوبة في الشهادة (التحليل الكيميائي الكامل، الخصائص الميكانيكية، الصلابة)
- متطلبات التفتيش من قبل جهة خارجية
8. المتطلبات الخاصة
- تحديد المواد الإيجابي (PMI) على كل لفافة
- الاختبار الهيدروستاتيكي (ليس شائعًا بالنسبة للشرائط، لكنه يُشترط أحيانًا)
- متطلبات التعبئة والتغليف
- متطلبات بلد المنشأ
- إعلان الامتثال لمعايير REACH وRoHS
الأخطاء الشائعة في المواصفات التي يجب تجنبها
| خطأ | العواقب | النهج الصحيح |
|---|---|---|
| تحديد الحد الأدنى للصلابة فقط | استلام مادة شديدة الصلابة تتشقق أثناء التشكيل | حدد نطاق الصلابة (الحد الأدنى والحد الأقصى) |
| استخدام الأسماء التجارية دون رقم UNS | الاستبدال المحتمل بسبائك غير مكافئة | احرص دائمًا على تضمين رقم UNS |
| عدم تحديد حالة الصلب | استلام مواد مُصلبة حرارياً في حين أن المطلوب هو صلابة الزنبرك | تصنيف درجات الحرارة الخاص بكل ولاية |
| إغفال متطلبات تشطيب الأسطح | السطح في حالته بعد الدرفلة غير مناسب للاستخدام | حدد قيمة Ra ونوع التشطيب |
| عدم تحديد معرّف الملف | ملفات الاستقبال غير المتوافقة مع معدات فك اللف الخاصة بك | احرص دائمًا على تحديد متطلبات معرّف الملف |
| طلب تفاوتات أدق من تلك التي يمكن إنتاجها | التأخيرات الطويلة وارتفاع الأسعار | يجب استشارة المورد قبل تحديد التفاوتات الدقيقة للغاية |
ما هي معايير الجودة والشهادات التي تنطبق على لفائف سبائك النيكل عالية الدقة؟
تختلف متطلبات توثيق الجودة الخاصة بشرائط النيكل الدقيقة اختلافًا كبيرًا حسب القطاع الصناعي الذي تستخدم فيه. وتأتي المتطلبات الأكثر صرامة من تطبيقات صناعة الطيران والفضاء، والطاقة النووية، والأجهزة الطبية.
معايير المواد المطبقة حسب السبيكة
| سبيكة | معيار ASTM | معيار AMS | المعيار EN | أخرى |
|---|---|---|---|---|
| النيكل 200/201 | B162 (صفائح/ألواح)، B160 (قضبان) | AMS 2315 | NW2200/NW2201 | - |
| مونيل 400 | B127 (صفائح/ألواح) | AMS 4544 | NW4400 | - |
| مونيل K500 | B865 (قضيب/لوحة) | AMS 4676 | - | - |
| إنكونيل 600 | B168 (صفائح/ألواح) | AMS 5540 | NC15Fe | - |
| إنكونيل 625 | B443 (صفائح/ألواح) | AMS 5596 | NW6625 | API 5LD، NACE |
| إنكونيل 718 | B670 (صفائح/ألواح) | AMS 5596، AMS 5662 | NW7718 | - |
| هاستيلوي C276 | B575 (صفائح/ألواح) | - | NW0276 | NACE MR0175 |
| هاستيلوي C22 | B575 (صفائح/ألواح) | - | NW0022 | NACE MR0175 |
| إنفار 36 | - | AMS 1599 | K93600 | ASTM F1684 |
| كوفار | - | ASTM F15 | - | MIL-I-23011 |
مستويات الشهادات ومعانيها
| نوع الشهادة | تسمية EN 10204 | المحتوى | الموقع |
|---|---|---|---|
| تقرير الاختبار | النوع 2.1 | بيان الامتثال فقط | الشركة المصنعة |
| تقرير اختبار الأعمال | النوع 2.2 | نتائج الاختبارات المستمدة من الفحص غير المحدد | الشركة المصنعة |
| شهادة الفحص (محددة) | النوع 3.1 | نتائج الاختبار الخاصة بالحرارة النوعية/الدفعة | مراقبة الجودة لدى الشركة المصنعة |
| شهادة الفحص (مستقلة) | النوع 3.2 | نتائج الاختبار التي تم التحقق منها من قبل مفتش مستقل | مفتش تابع لجهة خارجية |
| الشهادات التكميلية | متنوع | تقارير PMI، ونتائج NDE، وبيانات الامتثال | كما هو محدد |
بالنسبة للتطبيقات الفضائية، تتطلب معايير AMS عادةً شهادة 3.1 كحد أدنى، في حين تتطلب العديد من مواصفات المقاولين الرئيسيين الحصول على شهادة 3.2. وقد تتطلب التطبيقات النووية موردين معتمدين وفقًا لمعيار NCA-3800، مع متطلبات إضافية للوثائق بموجب القسم الثالث من معيار ASME.
كيف تختلف قدرات المعالجة المخصصة لدى MWalloys عن توريد الشرائط المعدنية القياسية من المصنع؟
يتم إنتاج الشرائط القياسية المصنوعة من سبائك النيكل من المصنع وفقًا لأوسع نطاق مقبول تجاريًا من الخصائص والأبعاد. وتضيف شركة MWalloys قيمة مضافة من خلال المعالجة الدقيقة التي تحول المنتجات القياسية الصادرة من المصنع إلى شرائط دقيقة مصممة خصيصًا لتلبية متطلبات العملاء، أو من خلال إدارة الإنتاج المباشر في المصنع لمنتجات مخصصة بالكامل لتلبية متطلبات الكميات الكبيرة.
خدمات المعالجة ذات القيمة المضافة من MWalloys
| الخدمة | القدرة | الفائدة التي تعود على العميل |
|---|---|---|
| القطع الدقيق | تفاوت العرض ±0.05 مم، وعروض تبدأ من 3 مم | عرض دقيق لأدوات الختم، دون إهدار للمواد |
| التسوية الدقيقة | التسطيح حتى 0.3 مم/م من الانحناء | التغذية المنتظمة في المعدات الآلية |
| القص حتى الطول | تفاوت الطول ±0.5 مم، أطوال تصل إلى 6000 مم | يلغي الحاجة إلى عملية القطع التي يقوم بها العميل |
| تدوير الحواف | نصف القطر 0.05 – 0.5 مم | الأمان في الاستخدام، ويمنع حدوث مشاكل النتوءات الناتجة عن الختم |
| الفحص السطحي | 100%: الفحص البصري الآلي | الكشف عن العيوب قبل التسليم |
| لف مخصص | أي قيمة محددة لـ ID/OD/الوزن | التوافق المباشر مع معدات العميل |
| الملف المتذبذب | شرائط ضيقة، لفائف طويلة جدًّا | يزيد طول السلسلة المتواصلة إلى أقصى حد |
| التلميع الكهربائي | Ra < 0,1 ميكرومتر | التطبيقات الصيدلانية والطبية وتلك المتعلقة بأشباه الموصلات |
| التخميل | متوافق مع معيار ASTM A967 | مقاومة محسنة للتآكل |
| اختبار PMI | إجراء فحص XRF على كل ملف | التحقق الإيجابي من المواد قبل الشحن |
| التغليف حسب الطلب | حاجز الرطوبة، مادة ماصة للرطوبة، ملصقات مخصصة | الحماية أثناء التخزين لفترات طويلة أو أثناء النقل |
نحن نستثمر بشكل كبير في قدرات تسوية الشرائط بالشد، لأن الشرائط المسطحة تمثل الخدمة ذات القيمة المضافة الأكثر طلبًا من قبل العملاء في قطاع الختم الدقيق. فالشريط الذي يتمتع بتفاوت سمك مثالي ولكن استواءه غير كافٍ سيتسبب في مشاكل إنتاجية لا تقل عن تلك التي يسببها الشريط الذي يعاني من ضعف التحكم في السماكة.
الأسئلة الشائعة: شرائط سبائك النيكل المصنوعة حسب الطلب ولفائف القياس الدقيقة
1: ما هو الحد الأدنى للسماكة المتوفرة لشرائط الدقة المصنوعة من سبائك النيكل؟
يبلغ الحد الأدنى للسمك القابل للإنتاج تجاريًّا لشرائط النيكل الدقيقة حوالي 0.010 ملم (10 ميكرون) بالنسبة لدرجات النيكل النقي، بينما تقتصر معظم السبائك الهيكلية مثل «إنكونيل 625» عمليًّا على نطاق يتراوح بين 0.025 و0.050 ملم تقريبًا، مع التفاوتات الدقيقة المسموح بها. يمكن درفلة النيكل النقي (نيكل 200) والسبائك اللينة مثل مونيل 400 إلى سماكات رقائقية، لأن معدلات تصلبها الناتج عن التشغيل المنخفضة تسمح بمزيد من التخفيض في كل تمريرة دون حدوث تشققات في الحواف. أما السبائك ذات القوة العالية مثل إنكونيل 718 وهاستيلوي C276، فتتصلب بالعمل بسرعة أكبر، مما يجعل إنتاج المقاييس الرقيقة جدًّا أكثر صعوبة وتكلفةً بشكل تدريجي مع الحفاظ على خصائص متسقة عبر عرض الشريط. عند السماكات التي تقل عن 0.025 مم، يتطلب الحفاظ على تفاوت السماكة ضمن ±0.002 مم استخدام مصانع درفلة رقائق مخصصة ذات هياكل صلبة للغاية ونظام قياس بالأشعة السينية أثناء الإنتاج. بالنسبة للتطبيقات التي تتطلب رقائق من سبائك النيكل بسماكة أقل من 0.025 مم، تتراوح مدة التسليم عادةً بين 12 و20 أسبوعًا، وتطبق حد أدنى لكميات الطلب. اتصل بالفريق الفني لشركة MWalloys لمناقشة متطلباتك المحددة بشأن السماكة قبل كتابة المواصفات.
2: هل يمكن توريد شرائط سبائك النيكل في حالة التصلب بالشيخوخة، وما هي القيود المفروضة على ذلك؟
نعم، يمكن توريد شرائط سبائك النيكل في حالة التصلب بالشيخوخة لدرجات مثل «إنكونيل 718» و«مونيل K500» و«إنكونيل X-750»، لكن قابلية التشكيل تنخفض بشكل كبير مقارنةً بحالة التلدين بالمحلول، مما يجعل التشكيل بعد التصلب بالشيخوخة غير عملي بالنسبة لمعظم الأشكال الهندسية. تتمثل الممارسة القياسية في الصناعة بالنسبة للسبائك القابلة للتصلب بالشيخوخة في توريد الشرائط في حالة التلدين بالحل (أو أحيانًا بعد معالجتها جزئيًا بالعمل البارد)، وإجراء جميع عمليات التشكيل في هذه الحالة الأكثر ليونة، ثم إخضاع المكونات المشكلة لعملية التصلب بالشيخوخة في الفرن. ويؤدي هذا التسلسل إلى تعظيم قابلية التشكيل أثناء التصنيع مع تحقيق القوة الكاملة في القطعة النهائية. يُعد توريد الشرائط المعالجة بالشيخوخة عمليًّا فقط للتطبيقات التي تنطوي على ثني بسيط بنصف قطر كبير، أو القطع (القص دون تشكيل)، أو التطبيقات التي تُستخدم فيها الشرائط كما هي بعد القص دون أي تشوه إضافي. يمكن إجراء معالجة التقادم لـ Inconel 718 (720 درجة مئوية لمدة 8 ساعات، ثم التبريد في الفرن حتى 620 درجة مئوية، ثم الانتظار لمدة 8 ساعات، ثم التبريد بالهواء) في فرن دفعي أو فرن مستمر بعد التصنيع. يمكن لشركة MWalloys توريد المواد بأي حالة محددة وتقديم توصيات بشأن تسلسل المعالجة الأمثل لتطبيقك.
3: كيف يؤثر التلدين على البارد على مقاومة التآكل لشرائط سبائك النيكل؟
لا يؤدي التشكيل على البارد إلى انخفاض ملحوظ في مقاومة التآكل الشامل لمعظم سبائك النيكل، ولكنه قد يزيد من قابلية هذه السبائك للتشقق الناتج عن التآكل تحت الإجهاد في بيئات معينة، كما أن التشكيل على البارد المكثف للأنواع المعرضة للتحسس قد يزيد بشكل طفيف من خطر التآكل بين الحبيبات. تعتمد سلامة الطبقة السلبية لسبائك النيكل بشكل أساسي على التركيب الكيميائي، وليس على درجة التشكيل على البارد. يحتفظ شريط هاستيلوي C276 في حالة التصلب الشديد بنفس المقاومة تقريبًا للتآكل العام والتآكل النقطي كما هو الحال في حالة التلدين. ومع ذلك، فإن الإجهادات المتبقية العالية في الشريط الذي خضع لمعالجة باردة مكثفة يمكن أن تؤدي إلى تكسير التآكل الناتج عن الإجهاد في بيئات لا تؤثر على المواد الملدنة الخالية من الإجهاد. ولهذا السبب، يجب مراجعة التطبيقات التي تجمع بين الشرائط ذات الصلابة العالية والبيئات المسببة للتآكل الشديد بعناية، وقد يكون من الضروري إجراء عملية تلدين لتخفيف الإجهاد عند درجة حرارة أقل من درجة حرارة إعادة التبلور لتقليل الإجهاد المتبقي دون تليين المادة بالكامل. بالنسبة لتطبيقات التآكل الناتج عن الإجهاد (CRA) الأكثر عدوانية (الأحماض المركزة، الاستخدام في بيئات عالية الكلوريد)، يُفضل عمومًا استخدام الشريط الملدن على الشريط ذي الصلابة العالية لتقليل جميع آليات بدء التآكل المحتملة إلى أدنى حد.
4: ما الفرق بين اللف التذبذبي واللف على شكل فطيرة في الشرائط الدقيقة الضيقة؟
في عملية اللف التذبذبي (المعروفة أيضًا باسم اللف المتحرك)، يتم لف الشريط الضيق على بكرة بنمط ترددي يؤدي إلى تحريك الشريط أفقيًّا مع كل دورة، مما ينتج عنه بكرة ذات مقطع عرضي متساوي، مع طول شريط أكبر بكثير لكل بكرة مقارنةً بما تسمح به طريقة اللف على شكل فطيرة. يتم في لف «البانكيك» لف الشريط في مستوى واحد، مما ينتج عنه لفافة مسطحة يكون طولها محدودًا بالقطر الخارجي الأقصى المسموح به. وبالنسبة للشرائط الضيقة (التي يقل عرضها عن 50 ملم تقريبًا)، تصبح لفافات «البانكيك» ثقيلة جدًّا ويصعب التعامل معها عند الحدود العملية للقطر الخارجي، كما أن طول الشريط لكل لفافة يكون قصيرًا نسبيًّا. يحل اللف التذبذب هذه المشكلة عن طريق تكديس الشريط بنمط حلزوني محكوم، مما يسمح بأطوال متصلة طويلة جدًا (تصل إلى عدة آلاف من الأمتار من الشريط الرفيع) على بكرة واحدة ذات أبعاد يمكن التحكم فيها. الشرط الأساسي لكي يعمل اللف المتذبذب بشكل صحيح هو التحكم الدقيق في الشد واتساق عرض الشريط: أي تباين في العرض أو تقلب في الشد يؤدي إلى لف غير متساوٍ ينتج عنه تداخل (حيث تتحرك الطبقات محوريًا) عند فك البكرة بسرعة. يُعد الشريط المقطوع بدقة مع تفاوتات ضيقة في العرض أمرًا ضروريًا لنجاح اللف التذبذبي. تقدم MWalloys كلا شكلي اللفائف بعرض يبدأ من 3 مم فما فوق.
5: ما هي الشهادات المطلوبة لشرائط سبائك النيكل المستخدمة في تطبيقات الفضاء الجوي؟
يجب أن تستوفي شرائط سبائك النيكل المستخدمة في مجال الفضاء معيار المواد AMS (مواصفات مواد الفضاء) المعمول به، وأن يتم توريدها مصحوبة بشهادة EN 10204 من النوع 3.1 أو 3.2، وقد يتطلب الأمر بالإضافة إلى ذلك تقارير فحص العينة الأولى، ومعالجة معتمدة من NADCAP، ووثائق التأهيل الخاصة بالمقاول الرئيسي. تنظم معايير AMS التي تنشرها منظمة SAE International التركيب الكيميائي، والخصائص الميكانيكية، وحجم الحبيبات، ومتطلبات الاختبار الخاصة بشرائط سبائك النيكل المخصصة للصناعات الفضائية. على سبيل المثال، عادةً ما يتم تحديد شرائط Inconel 625 المخصصة للاستخدام في مجال الفضاء وفقًا لمعيار AMS 5596، الذي يتطلب حدًا أدنى محددًا للخصائص الميكانيكية، وحدودًا لحجم الحبيبات، ومعايير لجودة السطح تتجاوز تلك الواردة في المواصفة التجارية ASTM B443. تتطلب معظم الشركات الرئيسية في مجال الفضاء الجوي الحصول على اعتماد NADCAP (البرنامج الوطني لاعتماد مقاولي الفضاء الجوي والدفاع) لعمليات المعالجة الحرارية والاختبارات غير المدمرة. ويُشترط إجراء فحص العينة الأولى (FAI) وفقًا لمعيار AS9102 عند إدخال رقم قطعة جديد أو مورد جديد. تحتفظ MWalloys بالبنية التحتية للوثائق لدعم متطلبات سلسلة التوريد في مجال الفضاء الجوي، ويمكنها تقديم المشورة بشأن حزم الوثائق المحددة المطلوبة للمقاول الرئيسي الخاص بكم.
6: كيف يتم قياس التسطيح والتحكم فيه في عملية إنتاج شرائط النيكل الدقيقة؟
يُقاس استواء الشريط بوحدة «I» (المشتقة من الانفعال التفاضلي عبر عرض الشريط)، حيث يبلغ مستوى استواء الشريط الذي خضع لتسوية دقيقة أقل من 5 وحدات «I»، مقارنةً بـ 20 – 50 وحدة «I» للشريط القياسي المدرفل على البارد: ويتم إجراء القياس باستخدام أسطوانة قياس الشكل المدمجة في خط آلة التسوية بالشد. يقيس قياس التسطيح بوحدة I كل من حالة «تموج الحواف» (حيث تكون حواف الشريط أطول من الوسط، مما يتسبب في ظهور حواف متموجة) وحالة «الانحناء المركزي» (حيث يكون الوسط أطول من الحواف، مما يتسبب في حدوث انحناء مركزي). تقيس أسطوانة جهاز قياس الشكل (shapemeter) التوتر التفاضلي عبر عرض الشريط باستخدام مقاييس إجهاد مدمجة في جسم الأسطوانة، وتحوّل ملف التوتر إلى خريطة استواء بوحدة I. يعمل تسوية التوتر على تصحيح عيوب الاستواء هذه من خلال تطبيق استطالة محكومة عبر سلسلة من الأسطوانات ذات القطر الصغير تحت توتر عالٍ، مما يؤدي إلى استطالة المناطق الأقصر بلاستيكياً لتتناسب مع المناطق الأطول. بالنسبة لتطبيقات الختم الدقيق، يكون الهدف عادةً أقل من 5 وحدات I مع انحناء أقل من 1 مم لكل متر. أما بالنسبة للقطع بالليزر والنقش الكيميائي الضوئي، فإن التسطيح الأكثر دقة يكون مفيدًا: حيث إن التسطيح الذي يقل عن 3 وحدات I والانحناء الذي يقل عن 0.5 مم لكل متر يزيل معظم مشكلات الجودة المتعلقة بالتركيز. نقوم بالتحقق من التسطيح في كل لفافة تم تسويتها بدقة قبل طرحها في السوق.
7: هل يمكن لحام شرائط سبائك النيكل، وما هي طريقة اللحام الموصى بها للمواد ذات السماكة الرقيقة؟
نعم، يمكن لحام شرائط سبائك النيكل، ويُعد اللحام بالليزر الطريقة المفضلة للمواد الدقيقة الرقيقة لأنه يقلل من مدخلات الحرارة إلى أدنى حد، ويحد من التشوه، ويوفر أقصى قدر من التحكم في عرض منطقة اللحام وأبعاد المنطقة المتأثرة بالحرارة. يُستخدم اللحام بالمقاومة (اللحام النقطي واللحام الخطي) على نطاق واسع في شرائط النيكل المستخدمة في ألسنة البطاريات والتطبيقات التي تتطلب تلامسًا كهربائيًّا، حيث توفر اللحامات النقطية قوة ربط كافية دون الحاجة إلى معدن حشو. بالنسبة للوصلات الهيكلية في الشرائط الرقيقة (أقل من 1.5 مم)، يوفر اللحام بالليزر، سواء باستخدام معدن حشو أم بدونه، أفضل مزيج من التشوه المنخفض، ومنطقة التأثر الحراري (HAZ) الضيقة، والاختراق المتسق. يُعد اللحام بتقنية TIG عمليًا للشرائط التي يزيد سمكها عن 0.5 مم تقريبًا، حيث يمكن التحكم في مدخلات الحرارة بشكل كافٍ، ولكنه ينتج حبيبات لحام أعرض ومنطقة تأثر حراري (HAZ) أكبر مقارنةً باللحام بالليزر. بالنسبة لجميع عمليات لحام سبائك النيكل، تعتبر النظافة أمرًا بالغ الأهمية: فقد يتسبب وجود الزيت والشحوم والمركبات المحتوية على الكبريت والتلوث بالمعادن منخفضة درجة الانصهار (الزنك والرصاص والنحاس) على سطح الشريط في حدوث تشققات في اللحام. يُنصح بالصقل الكهربائي أو التنظيف بالمذيبات مباشرةً قبل اللحام للمفاصل الحرجة. يجب أن يتطابق المعدن الحشو مع تصنيف UNS للمعدن الأساسي للحفاظ على مقاومة التآكل في منطقة اللحام.
8: ما هي المدة الزمنية اللازمة لتنفيذ طلبات شرائط سبائك النيكل الدقيقة المصنوعة حسب الطلب؟
تتراوح مدة التسليم لشرائط سبائك النيكل الدقيقة المصنعة حسب الطلب بين 2 و4 أسابيع بالنسبة للدرجات القياسية التي تتم معالجتها من مخزون لفائف شركة MWalloys، وبين 12 و20 أسبوعًا بالنسبة للإنتاج المصنعي المخصص بالكامل للسبائك غير القياسية أو الأبعاد التي تتطلب عمليات إنتاج مخصصة. يتضمن تفصيل المدة الزمنية اللازمة لتنفيذ طلب مخصص نموذجي ما يلي: شراء المواد الخام (0 – 6 أسابيع حسب ما إذا كانت السبيكة متوفرة في المخزون)، والدرفلة على البارد حتى الوصول إلى السماكة المطلوبة (1 – 3 أسابيع حسب عدد دورات الدرفلة وعمليات التلدين الوسيطة المطلوبة)، والتلدين النهائي والتشطيب (1 – 2 أسبوع)، التقطيع والتسوية (1 أسبوع)، الفحص والاعتماد (1 أسبوع)، والتعبئة واللوجستيات (0.5 – 1 أسبوع). بالنسبة للمواد الفضائية الحاصلة على شهادة AMS، يلزم وقت إضافي لإعداد وثائق الاعتماد وأي اختبارات شهود من أطراف ثالثة مطلوبة. نوصي بشدة بالاتصال بشركة MWalloys خلال مرحلة التصميم لأي مشروع يتضمن شرائط النيكل الدقيقة، بدلاً من الانتظار حتى إصدار أمر الشراء، لتجنب ضغط الجدول الزمني الذي قد يضطر إلى تقديم تنازلات بشأن المواصفات أو الجودة.
9: كيف ينبغي تخزين شرائط سبائك النيكل عالية الدقة لمنع تلوث السطح أو التآكل؟
يجب تخزين شرائط سبائك النيكل الدقيقة في بيئة يتم التحكم في درجة حرارتها (15 – 25 درجة مئوية)، بعيدًا عن المواد المحتوية على الهالوجين، وفي عبوتها الأصلية المختومة حتى تصبح جاهزة للاستخدام، مع إعادة إغلاق أي أطراف مقطوعة من اللفائف فورًا لمنع دخول الرطوبة والتلوث. على الرغم من أن سبائك النيكل تتمتع بمقاومة للتآكل تفوق بكثير مقاومة الفولاذ الكربوني، إلا أن أسطحها الدقيقة قد تتعرض للتلف بسبب التلوث الذي يؤثر على عمليات المعالجة اللاحقة. فبقايا مواد تشحيم الدرفلة، وزيوت بصمات الأصابع، والتلوث بالكلوريد الناتج عن التعرض للعوامل البيئية، كلها عوامل يمكن أن تسبب مشاكل في العمليات اللاحقة، بما في ذلك اللحام (المسامية، والتشقق)، والطلاء (فشل الالتصاق)، والتطبيقات الطبية/الصيدلانية (مخاوف تتعلق بالتوافق الحيوي). تعتبر سبائك إنفار 36 وكوفار، التي تحتوي على نسبة كبيرة من الحديد، أكثر عرضة للتآكل الجوي مقارنة بالسبائك التي تحتوي على نسبة أعلى من النيكل، ويجب تخزينها مع التحكم في الرطوبة (باستخدام أكياس مجففة) داخل عبوات محكمة الإغلاق. يجب التعامل مع الشرائط المصقولة كهربائيًا المخصصة للتطبيقات الصيدلانية أو أشباه الموصلات فقط باستخدام قفازات النتريل النظيفة، وتخزينها في عبوات متوافقة مع غرف الأبحاث حتى وقت التركيب. تقوم شركة MWalloys بتعبئة جميع لفائف الشرائط الدقيقة بفيلم حاجز للرطوبة، وورق فاصل داخلي عند الحاجة، وعبوة خارجية محكمة الإغلاق مع مادة مجففة لتطبيقات التخزين طويل الأمد.
10: ما هي الكمية الدنيا للطلب من شرائط سبائك النيكل الدقيقة المصنعة حسب الطلب؟
تتراوح الكميات الدنيا للطلبات الخاصة بشرائط سبائك النيكل الدقيقة المصنعة حسب الطلب عادةً بين 10 كجم للدرجات القياسية التي تتم معالجتها من المخزون المتوفر لدى شركة MWalloys، و100 – 500 كجم للدرجات أو الأبعاد المتخصصة التي تتطلب عمليات إنتاج مخصصة في المصنع، مع انخفاض سعر الكيلوغرام بشكل ملحوظ كلما زادت الكميات. تتأثر الجدوى الاقتصادية لإنتاج الشرائط الدقيقة تأثراً كبيراً بتكاليف الإعداد: فعمليات تغيير الأسطوانات، وإعداد أدوات آلة التقطيع، وإعداد وثائق الاعتماد، وفحص الجودة، تتضمن مكونات ثابتة يتم توزيع تكلفتها على كمية الطلب. وهذا يعني أن الطلبات الصغيرة من شرائط السبائك المتخصصة تنطوي على تكاليف وحدة مرتفعة بشكل غير متناسب. لأغراض التطوير والتأهيل، يمكن لشركة MWalloys في كثير من الأحيان توفير كميات صغيرة من مخزون لفائف الإنتاج الحالي، مما يتجنب قيود الحد الأدنى للكمية ولكنه قد يتطلب قبول الأبعاد المتاحة بدلاً من المواصفات المخصصة. بالنسبة لمشتريات الإنتاج، نوصي بتحليل الاستهلاك السنوي وتقديم طلبات شاملة مجدولة لتحسين الجدوى الاقتصادية وضمان استمرارية التوريد. اتصل بفريق المبيعات الفنية لدينا لإجراء مناقشة تفصيلية حول الأسعار تشمل السبيكة المحددة والأبعاد ومتطلبات الحجم السنوي الخاصة بك.
الخلاصة: الحصول على المواصفات الصحيحة لشريط النيكل المخصص منذ البداية
تُعد الشرائط المصنوعة من سبائك النيكل عالية الأداء المصممة حسب الطلب والملفات ذات المقاييس الدقيقة إحدى أكثر فئات المنتجات المعدنية المسطحة تعقيدًا من الناحية التقنية. إن الجمع بين التركيب الكيميائي للسبائك النادرة، والتفاوتات الأبعاد الدقيقة للغاية، والتشطيب السطحي المُحكَم، ومتطلبات الاعتماد الصارمة، يعني أن الالتزام بالمواصفات الصحيحة منذ البداية يوفر وقتًا وتكلفة كبيرين مقارنة باكتشاف حالات عدم التوافق بعد إنتاج المواد.
النقاط الرئيسية التي ينبغي على كل مهندس ومتخصص في المشتريات استخلاصها من هذا الاستعراض:
- قم بمطابقة فئة السبائك مع المتطلبات الوظيفية (مقاومة التآكل، تحمل درجات الحرارة، الخصائص المغناطيسية، التمدد الحراري) قبل الاهتمام بتفاصيل الأبعاد.
- حدد الخصائص الميكانيكية على شكل نطاقات، وليس مجرد قيم دنيا، لتجنب استلام مواد تكون صلبة للغاية بحيث يتعذر تشكيلها، أو لينة للغاية بحيث لا يمكن استخدامها.
- حدد نوع تشطيب السطح من حيث قيم Ra والمتطلبات الوظيفية، وليس فقط من خلال الأوصاف البصرية.
- افهم الفرق بين التفاوتات القياسية في المصانع وقدرات أجهزة القياس الدقيقة: حدد فقط ما يحتاجه تطبيقك فعليًّا لتجنب التكاليف غير الضرورية.
- يرجى التخطيط لفترات تسليم واقعية، لا سيما بالنسبة للدرجات المتخصصة أو المواصفات المخصصة بالكامل.
- تعاون مع المورد الخاص بك خلال مرحلة التصميم، وليس فقط في مرحلة الشراء.
هل أنت مستعد لطلب شرائط ولفائف دقيقة مصنوعة من سبائك النيكل حسب الطلب؟
تقوم شركة MWalloys بإنتاج وتوريد شرائط سبائك النيكل عالية الأداء المصنعة حسب الطلب ولفائف ذات قياسات دقيقة، وذلك عبر المجموعة الكاملة من عائلات سبائك النيكل المتوفرة تجاريًا. تغطي قدراتنا التصنيعية سماكات تتراوح من رقائق بسماكة 0.01 مم إلى شرائط سميكة بسماكة 5 مم، وعروضًا تتراوح من 3 مم إلى 600 مم، وتستطيع تلبية أي متطلبات محددة تقريبًا فيما يتعلق بحالة الصلابة، أو تشطيب السطح، أو متطلبات الاعتماد.
يقدم فريقنا الفني ما يلي:
- استشارة بشأن اختيار السبائك وفقًا لمتطلبات الاستخدام الخاص بك.
- مراجعة المواصفات وتحسينها قبل تقديم الطلب.
- كميات النماذج الأولية لاختبار صلاحية التصميم.
- جدولة الإنتاج باستخدام برامج الطلبات الشاملة.
- شهادة كاملة وفقًا لمعيار EN 10204 من النوعين 3.1 و3.2.
- مصدر طاقة متوافق مع معايير AMS مخصص لتطبيقات الفضاء الجوي.
- عروض أسعار في نفس اليوم للدرجات القياسية المتوفرة في المخزون.
اتصل ب MWalloys اليوم لمناقشة متطلباتكم الخاصة بشرائط سبائك النيكل المخصصة. يرجى إرسال المواصفات الفنية الخاصة بكم عبر نموذج الاستفسار الموجود على موقعنا الإلكتروني، أو التواصل مباشرةً مع فريقنا الفني المتخصص في منتجات الشرائط للحصول على رد في نفس اليوم بشأن الإمكانات المتعلقة بالأبعاد ومدة التسليم.
مصادر موثوقة وموثقة
- شركة ASM الدولية – دليل ASM، المجلد 2: الخصائص والاختيار: السبائك غير الحديدية والمواد ذات الأغراض الخاصة. ASM International، ماتيريالز بارك، أوهايو. ISBN 978-0-87170-378-1.
- شركة سبيشال ميتالز كوربوريشن – النشرة الفنية الخاصة بسبائك «إنكونيل» 625 (SMC-063)؛ النشرة الفنية الخاصة بسبائك «إنكونيل» 718 (SMC-045).
- هاينز إنترناشيونال – الكتيب الفني لسبائك «هاستيلوي C-276» (H-2002E)؛ الكتيب الفني لسبائك «هاستيلوي C-22» (H-2019C).
- منظمة ASTM الدولية – ASTM B443: المواصفات القياسية للألواح والصفائح والشرائط المصنوعة من سبيكة النيكل والكروم والموليبدينوم والكولومبيوم.
- منظمة ASTM الدولية – ASTM B575: المواصفات القياسية للألواح والصفائح والشرائط المصنوعة من سبيكة النيكل والكروم والموليبدينوم منخفضة الكربون.
- منظمة ASTM الدولية – ASTM B162: المواصفات القياسية لشرائط وألواح وأوراق النيكل.
- منظمة ASTM الدولية – ASTM B127: المواصفات القياسية لشرائط وألواح وأوراق ولفائف سبائك النيكل والنحاس.
- شركة SAE الدولية – AMS 5596: سبيكة نيكل، مقاومة للتآكل والحرارة، على شكل صفائح وشرائط وألواح، 62Ni-22Cr-9Mo-3.5Cb.
- شركة SAE الدولية – AMS 5662: سبيكة نيكل، مقاومة للتآكل والحرارة، قضبان، قضبان طويلة، وحلقات، 52.5Ni-19Cr-3.0Mo-5.1Cb.
- روبرتس، و. ل. – الدرفلة الباردة للفولاذ. سلسلة هندسة التصنيع ومعالجة المواد. دار نشر CRC Press. ISBN 978-0-8247-6780-0.
- منظمة ASTM الدولية – ASTM F15: المواصفات القياسية لسبائك الختم المكونة من الحديد والنيكل والكوبالت (كوفار).
- EN 10204:2004 – المنتجات المعدنية – أنواع وثائق الفحص. اللجنة الأوروبية للتوحيد القياسي، بروكسل.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: المواد المستخدمة في البيئات التي تحتوي على غاز كبريتيد الهيدروجين (H₂S) في مجال إنتاج النفط والغاز.
- دوناشي، م. ج.، دوناشي، س. ج. – «السبائك الفائقة: دليل تقني»، الطبعة الثانية. ASM International. ISBN 978-0-87170-749-9.
- ISO 9001:2015 – أنظمة إدارة الجودة – المتطلبات. المنظمة الدولية للتوحيد القياسي.
- NADCAP – البرنامج الوطني لاعتماد مقاولي قطاع الفضاء والدفاع، معهد تقييم الأداء.
