Placa Inconel 718 El Inconel 718 certificado AMS 5596 es la elección estándar de la industria para aplicaciones estructurales de alta temperatura que requieren una excepcional resistencia a la tracción, resistencia a la corrosión y precisión dimensional. En MWalloys suministramos placas de Inconel 718 certificadas según AMS 5596 en formatos de corte a medida para fabricantes aeroespaciales, operadores de petróleo y gas, instalaciones nucleares y talleres de mecanizado de precisión de todo el mundo. Este material ofrece un límite elástico superior a 150 ksi en estado envejecido, mantiene la integridad mecánica a temperaturas criogénicas de hasta 1300°F (704°C) y cumple los requisitos de trazabilidad más estrictos exigidos por las especificaciones de aprovisionamiento aeroespacial de primer nivel.
Si su proyecto requiere el uso de placas Inconel 718, puede Contacto para obtener un presupuesto gratuito.
¿Qué es el Inconel 718 y por qué se considera el caballo de batalla de las superaleaciones?
Inconel 718, N07718, también conocida por su designación UNS N07718 o W.Nr. 2.4668, es una superaleación endurecible por precipitación a base de níquel-cromo que se produce comercialmente desde principios de los años sesenta. Su desarrollo por parte de International Nickel Company (INCO) respondió a una laguna crítica en el panorama de los materiales: la necesidad de una aleación que pudiera endurecerse por envejecimiento de forma rápida y fiable, sin las graves dificultades de soldadura y fabricación que afectaban a las aleaciones anteriores basadas en níquel, como Waspaloy y René 41.

Lo que hace que Inconel 718 sea realmente excepcional es el inusual mecanismo de endurecimiento por precipitación que emplea. A diferencia de la mayoría de las superaleaciones de níquel que se basan en precipitados gamma prime (γ'), Inconel 718 obtiene la mayor parte de su resistencia de precipitados gamma double prime (γ''), en concreto, partículas ordenadas de Ni₃Nb que se forman coherentemente dentro de la matriz cúbica centrada en la cara (FCC). Este mecanismo confiere a la aleación un perfil cinético de precipitación más lento, lo que se traduce directamente en una soldabilidad superior: el material no se endurece rápidamente en la zona afectada por el calor durante la soldadura, evitando el agrietamiento por deformación que suele arruinar otras superaleaciones de alta resistencia.
Hemos trabajado con cientos de equipos de ingeniería a lo largo de los años, y una observación que hacemos constantemente es que los ingenieros a veces subestiman hasta qué punto Inconel 718 ha desplazado a otros materiales en entornos térmicos exigentes. La aleación representa aproximadamente el 34% de toda la producción mundial de superaleaciones, un dominio del mercado que refleja tanto sus capacidades técnicas como la confianza que la industria ha desarrollado en su comportamiento a largo plazo.
Propiedades físicas clave que distinguen al Inconel 718
| Propiedad | Valor | Notas |
|---|---|---|
| Densidad | 8,19 g/cm³ (0,296 lb/pulg³) | Ligeramente más pesado que las aleaciones de titanio |
| Intervalo de fusión | 1260-1336°C (2300-2437°F) | El amplio rango de solidificación facilita la soldabilidad |
| Conductividad térmica | 11,4 W/m-K a 21°C | Inferior al acero; afecta a la gestión del calor de mecanizado |
| Calor específico | 435 J/kg-K a 21°C | Importante para aplicaciones de ciclos térmicos |
| Resistividad eléctrica | 1,252 µΩ-m | Relevante para aplicaciones de corte por electroerosión |
| Permeabilidad magnética | ~1,0011 (esencialmente no magnético) | Crítico para carcasas de sensores de IRM y defensa |
El dato de la baja conductividad térmica merece especial atención. Dado que Inconel 718 conduce mal el calor en comparación con el acero al carbono o el aluminio, el calor generado durante el mecanizado se concentra en el filo de corte en lugar de disiparse en la pieza. Esta propiedad es la responsable de la mayor parte de los costes de utillaje que los ingenieros encuentran al pasar del acero estructural a la fabricación de superaleaciones.
Lea también: Placa de Monel 400: Stock certificado ASTM B127, Servicios de corte a medida
¿Qué significa realmente la certificación AMS 5596 para la chapa?
AMS 5596 es una especificación de materiales aeroespaciales publicada por SAE International (anteriormente administrada por la Society of Automotive Engineers) que rige la adquisición de Inconel 718 en forma de láminas, tiras y placas. La revisión actual de AMS 5596 es la revisión M (AMS 5596M), que consolida las revisiones anteriores y se ajusta a las expectativas de los sistemas de calidad modernos.
Cuando un fabricante de materiales certifica la placa Inconel 718 conforme a AMS 5596, está afirmando el cumplimiento de un detallado conjunto de requisitos que abarcan:
- Límites de composición química (verificado por la química del calor de fusión y el análisis del producto).
- Propiedades de tracción mínimas (tanto a temperatura ambiente como a temperatura elevada).
- Requisitos granulométricos (para rangos de espesor específicos).
- Requisitos del estado de la superficie.
- Condición de tratamiento térmico (normalmente suministrado en la condición de recocido en solución, designada como Condición A).
- Requisitos de los ensayos no destructivos (inspección por ultrasonidos para determinados rangos de grosor).
- Requisitos de la documentación de certificación (informes de ensayos de materiales, trazabilidad de lotes térmicos).
Es importante entender que la certificación AMS 5596 no es lo mismo que especificar simplemente "Inconel 718". La especificación impone unos límites químicos más estrictos que los límites generales de UNS N07718 en algunas categorías de oligoelementos. Por ejemplo, AMS 5596 impone controles específicos sobre el contenido de fósforo, azufre, boro y cobalto que pueden no reflejarse en un certificado genérico de laminación que cite únicamente UNS N07718.
En MWalloys, cada placa que suministramos con un pedido AMS 5596 va acompañada de un informe de ensayo de materiales (MTR) que documenta el número térmico, el análisis químico completo, los resultados de los ensayos mecánicos, los registros de tratamiento térmico y el signatario de calidad responsable. Esta cadena de documentación es lo que diferencia la adquisición de material aeroespacial del suministro industrial general.
AMS 5596 vs. Especificaciones relacionadas con Inconel 718
| Especificación | Formulario | Condición | Uso principal |
|---|---|---|---|
| AMS 5596 | Chapa, tira, placa | Recocido por disolución (condición A) | Componentes aeroespaciales estructurales |
| AMS 5597 | Chapa, tira, placa | Recocido por disolución + Envejecido (Condición B) | Aplicaciones de mayor resistencia que requieren un envejecimiento completo |
| AMS 5662 | Barra, Billet | Recocido por disolución | Componentes giratorios, ejes |
| AMS 5663 | Barra, Billet | Endurecido por precipitación | Fijaciones de alta resistencia, ejes |
| AMS 5664 | Barra, Billet | Endurecido por precipitación (premium) | Piezas giratorias críticas |
| AMS 5832 | Alambre de soldadura | - | Metal de aportación para soldadura por fusión |
| ASTM B670 | Chapa, hoja, tira | Varios | Aplicaciones industriales / no aeroespaciales |
La distinción entre AMS 5596 (recocido por disolución) y AMS 5597 (totalmente envejecido) es muy importante para el ingeniero que diseña el componente. Si una chapa va a someterse a operaciones adicionales de conformado o mecanizado antes del tratamiento térmico final, la condición A de AMS 5596 es el punto de partida correcto. Si el componente no requiere ningún tratamiento térmico adicional después de la entrega, el material AMS 5597 totalmente envejecido ofrece las mejores propiedades mecánicas directamente desde el almacén.
¿Cómo influye la composición química del Inconel 718 en su rendimiento?
La química del Inconel 718 es un equilibrio cuidadosamente diseñado que permite una respuesta de endurecimiento por precipitación al tiempo que mantiene la forjabilidad, soldabilidad y resistencia a la oxidación. Comprender la contribución de cada elemento de aleación ayuda a los ingenieros a tomar mejores decisiones sobre la selección de materiales, el procesamiento y los límites de aplicación.
Composición química nominal de Inconel 718 (requisitos AMS 5596)
| Elemento | AMS 5596 Min (%) | AMS 5596 Max (%) | Función principal |
|---|---|---|---|
| Níquel (Ni) | 50.00 | 55.00 | Metal base; estabilizador de matriz FCC |
| Cromo (Cr) | 17.00 | 21.00 | Resistencia a la oxidación y a la corrosión en caliente |
| Hierro (Fe) | Saldo | - | Reducción de costes; apoyo a la matriz |
| Niobio + Tántalo (Nb+Ta) | 4.75 | 5.50 | Reforzador primario mediante precipitado γ'' (Ni₃Nb). |
| Molibdeno (Mo) | 2.80 | 3.30 | Fortalecimiento de la solución sólida; resistencia a la corrosión |
| Titanio (Ti) | 0.65 | 1.15 | Precipitado secundario γ'; control del límite de grano |
| Aluminio (Al) | 0.20 | 0.80 | Precipitado γ' (Ni₃Al); resistencia a la oxidación. |
| Cobalto (Co) | - | 1,00 máx. | Fortalecimiento de la solución sólida |
| Carbono (C) | - | 0,08 máx. | Formador de carburo; fijación de límites de grano |
| Manganeso (Mn) | - | 0,35 máx. | Desoxidante |
| Silicio (Si) | - | 0,35 máx. | Desoxidante; resistencia a la oxidación a niveles bajos |
| Fósforo (P) | - | 0,015 máx. | Impureza controlada; riesgo de fragilización del límite de grano |
| Azufre (S) | - | 0,015 máx. | Impureza controlada; riesgo de ductilidad en caliente |
| Boro (B) | - | 0,006 máx. | Reforzador del límite de grano en cantidades controladas |
| Cobre (Cu) | - | 0,30 máx. | Control de elementos vagabundos |
El contenido de niobio merece un análisis específico porque es el elemento más responsable del éxito comercial de Inconel 718. El niobio forma la fase gamma doble primo (γ'') (Ni₃Nb), que es el principal precipitado de refuerzo. Y lo que es más importante, la fase γ'' se forma mucho más lentamente que la fase γ' de las superaleaciones de níquel más antiguas, razón por la cual Inconel 718 puede soldarse sin endurecimiento por envejecimiento inmediato en la zona afectada por el calor. Esta cinética lenta es lo que permite la característica de 'superaleación soldable" que ha hecho que la aleación sea tan omnipresente en la fabricación aeroespacial.
El nivel de cromo (17-21%) proporciona la principal defensa contra la oxidación y la corrosión en caliente. En entornos de servicio en los que hay gases de combustión que contienen azufre, como en los quemadores de las turbinas de gas, el cromo forma una capa protectora de Cr₂O₃ que limita la penetración de la oxidación. Esto hace que el Inconel 718 sea adecuado para aplicaciones que destruirían rápidamente las aleaciones de níquel con cromo inferior o la mayoría de los aceros inoxidables.
¿Qué propiedades mecánicas pueden esperar los ingenieros de la chapa certificada AMS 5596?
Los requisitos de propiedades mecánicas según AMS 5596 dependen del estado del material (recocido por disolución frente a endurecido por precipitación) y del espesor del producto. Los ingenieros que especifiquen placas de Inconel 718 deben diseñar siempre según los valores mínimos garantizados de la especificación, no según los valores nominales publicados, especialmente en el caso de estructuras críticas para la seguridad.
Propiedades mecánicas a temperatura ambiente - Placa de Inconel 718 (AMS 5596/5597)
| Propiedad | Recocido por disolución (condición A) | Endurecido por precipitación (condición B) | Método de ensayo |
|---|---|---|---|
| Resistencia a la tracción (UTS) | 965 MPa (140 ksi) min | 1275 MPa (185 ksi) min | ASTM E8 |
| 0,2% Límite elástico | 550 MPa (80 ksi) min | 1034 MPa (150 ksi) min | ASTM E8 |
| Alargamiento (en 2") | 30% min | 12% min | ASTM E8 |
| Reducción de la superficie | 35% min | 15% min | ASTM E8 |
| Dureza | ~Rc 32 típico | ~Rc 40-44 típico | ASTM E18 |
El contraste entre ambas condiciones es espectacular. El endurecimiento por precipitación duplica aproximadamente el límite elástico manteniendo una ductilidad aceptable, una combinación que raramente se consigue en aleaciones estructurales. La chapa en condición A (recocida por disolución) conserva una conformabilidad significativamente mejor, razón por la cual la mayoría de los fabricantes compran chapa en condición A y realizan el tratamiento térmico de envejecimiento final una vez concluidas todas las operaciones de conformado y soldadura.
Propiedades a temperaturas elevadas de la placa Inconel 718
Una de las características más convincentes del Inconel 718 es cómo conserva las propiedades mecánicas a temperaturas que harían que la mayoría de las aleaciones ferrosas se deslizaran o fallaran rápidamente.
| Temperatura | UTS (MPa) | 0,2% YS (MPa) | Alargamiento (%) |
|---|---|---|---|
| 21°C (70°F) | 1380 | 1170 | 21 |
| 204°C (400°F) | 1310 | 1100 | 20 |
| 427°C (800°F) | 1275 | 1070 | 20 |
| 538°C (1000°F) | 1240 | 1035 | 20 |
| 649°C (1200°F) | 1170 | 1000 | 22 |
| 704°C (1300°F) | 1090 | 910 | 22 |
| 760°C (1400°F) | 870 | 750 | 24 |
Nota: Los valores anteriores representan datos típicos de condiciones de envejecimiento. Por encima de aproximadamente 704°C (1300°F), la fase precipitada γ'' comienza a disolverse y transformarse en la fase delta estable pero no coherente (Ni₃Nb ortorrómbica), lo que reduce significativamente la eficacia de refuerzo. Esto fija la temperatura de servicio superior práctica para el Inconel 718 en aproximadamente 650-700°C para aplicaciones de carga sostenida.
Aconsejamos regularmente a los ingenieros que necesitan una capacidad de temperatura más elevada -superior a 700°C sostenidos- que evalúen Inconel 625, Waspaloy o René 41, dependiendo de si la resistencia a la corrosión o la resistencia a la fluencia es el factor principal.
¿Cómo se fabrica la placa Inconel 718 y qué condiciones de procesamiento se aplican?
Comprender la ruta de producción de la chapa Inconel 718 ayuda a los ingenieros a evaluar las capacidades del proveedor y a entender por qué los documentos de certificación hacen referencia a designaciones específicas de fusión y procesamiento.
Prácticas de fusión y su efecto en la calidad de las planchas
Las placas de Inconel 718 se fabrican mediante una de varias rutas de fusión, y la elección de la práctica de fusión afecta directamente a la limpieza, los niveles de segregación y, en última instancia, a la vida a fatiga y la resistencia a la fractura.
Fusión por inducción en vacío (VIM) + Refusión por electroescoria (ESR) - VIM + ESR:
Esta es la ruta de fusión básica para la mayoría de las aplicaciones industriales y del sector energético. El VIM garantiza un excelente control químico y un bajo contenido de gas. La ESR mejora la solidificación del lingote, reduce el contenido de inclusión y homogeneiza la microestructura. Esta ruta es adecuada para componentes estructurales no sujetos a requisitos de certificación de fractura crítica.
Fusión por inducción en vacío + Refusión por electroescoria + Refusión por arco en vacío (VIM + ESR + VAR - Triple fusión):
La triple fusión es la ruta requerida o preferida para los componentes rotativos aeroespaciales y las piezas de fractura crítica. La etapa VAR reduce aún más la macrosegregación y elimina las inclusiones residuales de óxido que podrían sobrevivir al proceso VIM+ESR. La mayor parte de la chapa AMS 5596 para uso aeroespacial especifica o implica la práctica de fusión VIM+ESR+VAR, aunque la propia especificación permite VIM+ESR como mínimo.
En MWalloys, mantenemos inventarios de fundidores certificados que utilizan la práctica VIM+ESR+VAR como estándar para la chapa aeroespacial, y podemos suministrar material VIM+ESR para programas industriales en los que no se justifica la prima de triple fusión.
Secuencia de laminación en caliente y producción de chapas
Los lingotes de Inconel 718 se transforman en placas mediante una secuencia de operaciones termomecánicas:
- Recocido de homogeneización - Lingote calentado a aproximadamente 1150-1190°C para disolver la segregación de la solidificación.
- Forjado primario (cogging) - Lingote descompuesto en forma de plancha o bloom a una temperatura de trabajo de 1020-1120°C.
- Laminado en caliente - Planchón laminado hasta alcanzar el espesor deseado en varias pasadas; el control de la temperatura de acabado es fundamental.
- Recocido en solución - Plancha final recocida a 980-1010°C (1800-1850°F) seguida de enfriamiento con agua o enfriamiento rápido con aire.
- Descalcificación - Decapado ácido para eliminar las incrustaciones de óxido; decapado mecánico para los calibres más pesados.
- Enderezar - Nivelación de rodillos para lograr tolerancias de planitud..
- Inspección y pruebas - Dimensional, visual, química, mecánica, ultrasónica (para chapa gruesa).
Es especialmente importante controlar la temperatura de recocido de la solución. Una temperatura demasiado baja deja partículas de fase delta sin disolver que fijan el crecimiento del grano, pero también pueden limitar la tenacidad si están presentes en cantidades excesivas. Una temperatura demasiado alta produce un crecimiento excesivo del grano que reduce la resistencia a la fatiga y a la tracción.
¿Qué condiciones de tratamiento térmico se requieren para la chapa de Inconel 718?
El tratamiento térmico es el proceso en el que Inconel 718 pasa de ser una pieza bruta recocida conformable a un material estructural de alta resistencia. Los ingenieros que especifican la chapa deben comprender el proceso de envejecimiento en dos fases necesario y cómo las variaciones del proceso afectan a las propiedades finales.
Tratamiento térmico estándar para Inconel 718 (requisitos AMS 2774)
La secuencia de envejecimiento estándar para la chapa Inconel 718, según AMS 2774 y de acuerdo con las especificaciones de materiales de GE y Pratt & Whitney, implica:
Paso 1 - Recocido de la solución (si no está ya en la condición A):
- Temperatura: 980°C ± 14°C (1800°F ± 25°F)
- Tiempo: 1 hora mínimo por pulgada de sección transversal
- Refrigeración: Enfriamiento rápido por aire o por agua
Paso 2 - Primera edad:
- Temperatura: 718°C ± 8°C (1325°F ± 15°F)
- Duración: 8 horas
- Enfriamiento: Enfriamiento del horno a 55°C/hora (100°F/hora) hasta la temperatura de segunda maduración.
Paso 3 - Segunda edad:
- Temperatura: 621°C ± 8°C (1150°F ± 15°F)
- Tiempo: 8 horas en total a temperatura
- Enfriamiento: Enfriamiento por aire a temperatura ambiente
Esta secuencia de doble envejecimiento se ha diseñado específicamente para desarrollar simultáneamente el tamaño y la distribución óptimos de los precipitados γ'' (Ni₃Nb) y γ' (Ni₃(Al,Ti)). El primer envejecimiento a 718 °C nuclea y hace crecer γ'', mientras que el segundo envejecimiento a 621 °C completa la precipitación de γ' y ajusta el engrosamiento del precipitado para maximizar el límite elástico.
Opciones de tratamiento térmico modificado para aplicaciones específicas
Ciertas aplicaciones exigen un tratamiento térmico modificado para acentuar propiedades específicas:
| Tratamiento | Secuencia de temperatura | Énfasis en la propiedad resultante |
|---|---|---|
| Doble Edad Estándar | 980°C SA + 718°C/8h + 621°C/8h | Resistencia y ductilidad equilibradas (estándar) |
| Doble edad modificada | 1010°C SA + 760°C/10h + 649°C/8h | Mejora de la rotura por tensión a alta temperatura |
| Edad única (720°C/8h) | As-welded, then single age | Alivio de tensiones post-soldadura + refuerzo parcial |
| Sobreenvejecido | 980°C SA + 800°C/1h + 700°C/16h | Máxima tenacidad a la fractura, menor resistencia |
Los requisitos del tratamiento térmico posterior a la soldadura (PWHT) para las fabricaciones de Inconel 718 deben seguir la especificación de soldadura aplicable (AWS D1.6 para estructural, o la especificación de procedimiento de soldadura aplicable del OEM). Desaconsejamos encarecidamente el tratamiento térmico de envejecimiento simple como único tratamiento térmico posterior a la fabricación para los conjuntos estructurales en los que se requiere una resistencia total, ya que deja incompleta una precipitación γ'' significativa.
¿Qué industrias utilizan la chapa Inconel 718 y para qué aplicaciones?
La placa Inconel 718 se ha establecido en múltiples industrias no por accidente, sino porque ningún otro material ofrece simultáneamente la combinación de alta resistencia, soldabilidad, resistencia a la corrosión y estabilidad dimensional que proporciona esta aleación.
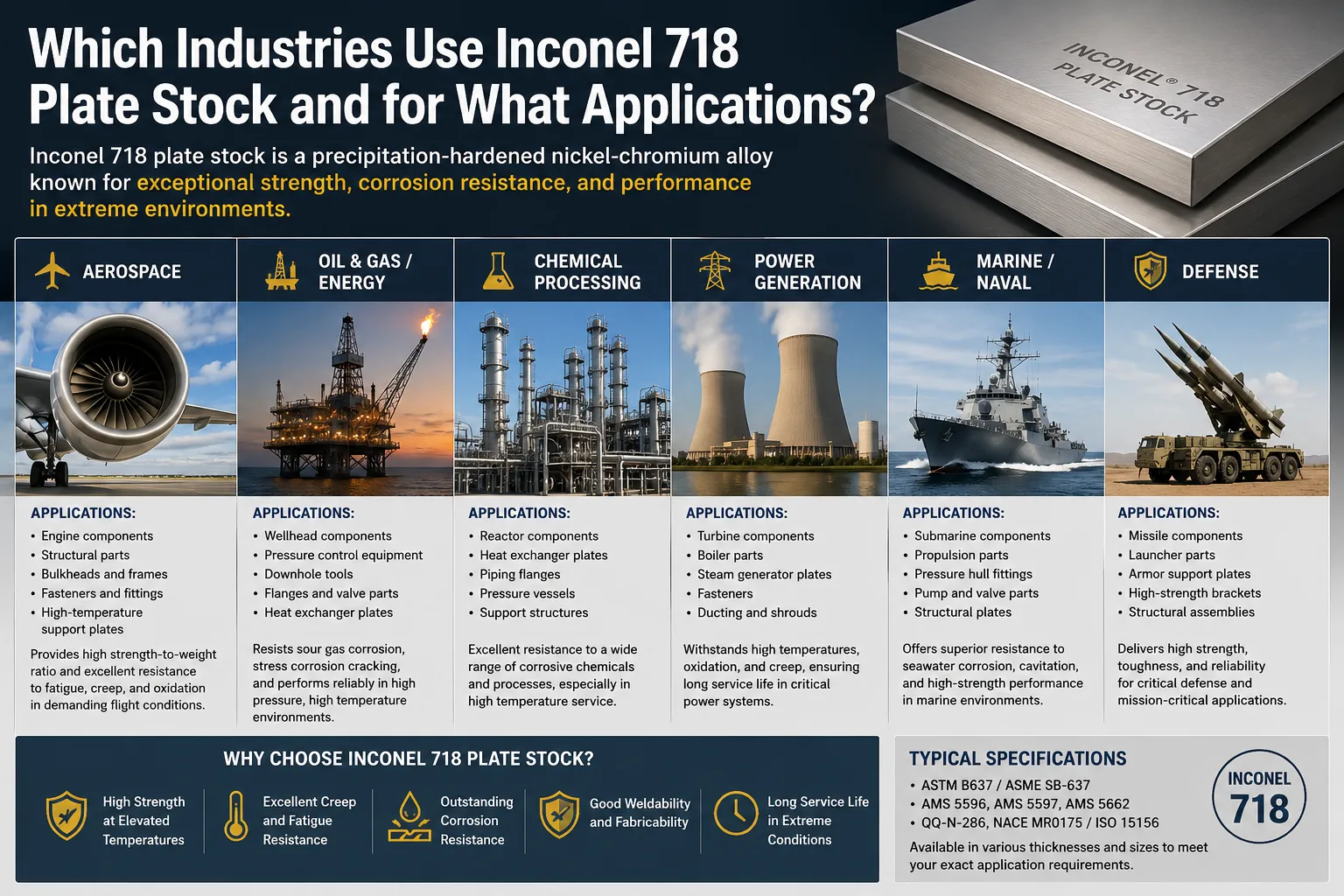
Aplicaciones aeroespaciales y de defensa
El sector aeroespacial representa el mayor mercado para la chapa de Inconel 718, que se utiliza en formas que van desde soportes estructurales a revestimientos de cámaras de combustión y componentes de góndolas. Entre las aplicaciones específicas para las que suministramos material habitualmente se incluyen:
- Carcasas de motores de turbina de gas: Cajas de ventilador, cajas de compresor, cajas de escape de turbina fabricadas a partir de segmentos de chapa laminados en anillo y soldados.
- Camisas de combustión: Donde las temperaturas sostenidas de más de 700°C y la exposición a gases de combustión oxidantes son tensiones simultáneas.
- Componentes del postquemador: Motores a reacción militares que funcionan a temperaturas que excluyen por completo el aluminio y el titanio.
- Estructuras del inversor de empuje: Placa estructural para conjuntos de cascada y mecanismos de puerta bloqueadora.
- Accesorios para depósitos criogénicos: El Inconel 718 conserva una excelente tenacidad a temperaturas de hidrógeno líquido (-253°C).
Petróleo, gas y aplicaciones submarinas
La industria del petróleo y el gas utiliza la placa Inconel 718 principalmente en entornos de servicio agrios de alta presión y alta temperatura (HPHT) en los que la exposición al H₂S y al CO₂ provocaría un rápido agrietamiento por corrosión bajo tensión en los aceros inoxidables estándar. Las aplicaciones incluyen:
- Componentes de boca de pozo y bridas de árbol de Navidad
- Componentes estructurales del colector submarino
- Cuerpos y asientos de válvulas para servicio HPHT (más de 150°C, más de 103 MPa de presión)
- Carcasas de herramientas de fondo de pozo (collares de perforación, cuerpos de herramientas de registro, carcasas de contención de presión)
NACE MR0175/ISO 15156 especifica los requisitos de dureza y tratamiento térmico para Inconel 718 en servicio ácido. Para el servicio H₂S, la dureza máxima suele limitarse a Rc 40 o a lo especificado por la norma NACE aplicable, lo que limita los parámetros de temperatura y tiempo de envejecimiento.
Aplicaciones nucleares, médicas e industriales
| Industria | Aplicación | Propiedad clave requerida |
|---|---|---|
| Nuclear | Internos del reactor, fijaciones, soporte del generador de vapor | Resistencia a la radiación, resistencia a altas temperaturas |
| Médico | Carcasas de máquinas de resonancia magnética, instrumental quirúrgico | No magnético, resistente a la corrosión |
| Automoción (automovilismo) | Componentes del turbocompresor, válvulas de escape | Resistencia a altas temperaturas y a la fatiga térmica |
| Procesado químico | Recipientes de reactores, componentes de intercambiadores de calor | Resistencia a la corrosión en medios agresivos |
| Marina | Componentes del sistema de propulsión, tratamiento del agua de mar | Resistencia a la corrosión del agua de mar |
¿Cómo funcionan los servicios de corte a medida y qué tolerancias pueden alcanzarse?
Uno de los servicios más prácticos que ofrece MWalloys es el corte de precisión a medida de placas de Inconel 718. En lugar de comprar placas de fresado de longitud completa y gestionar costosas operaciones de corte internas, los clientes nos envían sus planos de piezas u hojas de especificaciones y reciben el material cortado a las dimensiones exactas necesarias.
Dimensiones y espesores de placas disponibles
| Parámetro | Gama estándar | Notas |
|---|---|---|
| Espesor de la placa | 0,187" (4,75 mm) a 4,0" (101,6 mm) | Calibres más finos clasificados como chapa/tira |
| Anchura | Ancho de fresado estándar de hasta 60" (1524 mm) | Anchos personalizados disponibles mediante corte longitudinal |
| Longitud | Hasta 120" (3048 mm) estándar | Longitudes mayores disponibles bajo pedido |
| Peso por placa | Hasta 2.500 kg (manipulación estándar) | Las placas más pesadas requieren una logística especial |
Métodos de corte y tolerancias dimensionales
La dureza y la tendencia al endurecimiento por deformación del Inconel 718 hacen que las operaciones de corte sean más exigentes que las del acero inoxidable estándar. MWalloys emplea múltiples tecnologías de corte en función del espesor, la tolerancia dimensional y los requisitos de la zona afectada por el calor:
Corte por chorro de agua:
El método preferido para la mayoría de espesores de chapa en los que se requieren tolerancias estrechas y ninguna zona afectada por el calor. El chorro de agua abrasivo puede cortar placas de Inconel 718 de hasta aproximadamente 6" de espesor con tolerancias de ±0,010" a ±0,020" dependiendo del espesor. La acción de corte en frío garantiza que no se altere la microestructura adyacente al borde de corte, lo que es crítico para los materiales con certificación AMS que requieren una trazabilidad documentada de la condición de tratamiento térmico.
Corte por plasma:
Adecuado para piezas en bruto cuyos bordes se mecanizarán posteriormente. El corte por plasma crea una zona afectada por el calor de 1-3 mm de profundidad que puede alterar la dureza y la microestructura en el borde cortado. Las piezas cortadas por plasma que son dimensionalmente críticas requieren la eliminación posterior de material mediante fresado o rectificado para eliminar la ZAT. No recomendamos el plasma como operación de corte final para chapas con certificación AMS en aplicaciones críticas de vuelo.
Corte por láser:
El corte por láser de fibra es cada vez más viable para placas de Inconel 718 de hasta aproximadamente 12-15 mm de espesor. Más allá de este rango, la calidad de corte y la velocidad de corte disminuyen rápidamente debido a la naturaleza reflectante y termoconductora de la sangría de corte. El corte por láser produce una ZAT más estrecha que el plasma y puede conseguir tolerancias de ±0,005" a ±0,010" en secciones más finas.
Aserrado (sierra de cinta / sierra en frío):
Para el corte en bruto de chapas gruesas en las que el mecanizado posterior permitirá obtener las dimensiones finales, la sierra de cinta es el método más económico. Utilizamos cuchillas M42 de alto contenido en cobalto o con punta de metal duro, con refrigerante por inmersión y velocidades de corte reducidas en comparación con el acero, para evitar el endurecimiento por deformación en la ranura de la sierra.
Tolerancias dimensionales estándar para la chapa Inconel 718 cortada a medida
| Método de corte | Tolerancia longitud/anchura | Cuadratura | Acabado superficial (Ra) |
|---|---|---|---|
| Chorro de agua abrasivo | ±0,010" a ±0,020"." | ±0,010" por pie | 125-250 µin Ra |
| Plasma (montaje inicial) | De ±0,060" a ±0,125"." | ±0,030" por pie | N/A (máquina después) |
| Láser de fibra (<15 mm) | ±0,005" a ±0,010"." | ±0,005" por pie | 63-125 µin Ra |
| Sierra de cinta (corte en bruto) | De ±0,060" a ±0,125"." | ±0,030" por pie | N/A (máquina después) |
¿Cuáles son los retos del mecanizado y las mejores prácticas para la chapa Inconel 718?
El mecanizado de placas de Inconel 718 es mucho más exigente que el mecanizado de acero estructural o acero inoxidable austenítico estándar. Hemos recopilado las conclusiones más consistentes de nuestro equipo técnico y de los comentarios de los clientes durante muchos años de suministro de este material en operaciones de mecanizado.
Por qué el Inconel 718 es difícil de mecanizar
Tres características fundamentales del material determinan la dificultad de mecanizado:
1. Endurecimiento rápido por deformación: El Inconel 718 puede endurecerse por deformación hasta aproximadamente 250% de su dureza de recocido dentro de una capa superficial muy superficial durante el corte. Si una herramienta se hunde o roza en lugar de cortar limpiamente, se crea rápidamente una capa endurecida que puede provocar la rotura de la herramienta en la siguiente pasada.
2. Baja conductividad térmica: Como se ha indicado anteriormente, el calor no se disipa eficazmente en la pieza de trabajo. Esto significa que prácticamente todo el calor de corte se concentra en la punta de la herramienta y la interfaz de la viruta, lo que acelera drásticamente el desgaste de la herramienta en comparación con el corte de materiales más blandos.
3. Alta dureza en caliente: Incluso a las elevadas temperaturas generadas durante el corte, Inconel 718 conserva una dureza y una resistencia considerables. El material sigue resistiendo la deformación y el desgaste de los bordes de la herramienta durante todo el ciclo de corte.
Parámetros de mecanizado recomendados para la placa de Inconel 718
| Operación | Material de la herramienta | Velocidad de corte (SFM) | Velocidad de avance (IPR) | Profundidad de corte (pulg.) | Refrigerante |
|---|---|---|---|---|---|
| Giro brusco | Carburo (grado C-2) | 40–80 | 0.010–0.020 | 0.100–0.200 | Inundación (alta presión) |
| Acabado Torneado | Carburo revestido | 80–150 | 0.004–0.010 | 0.020–0.040 | Inundación de alta presión |
| Fresado en bruto | Fresas de metal duro | 30-60 SFM | 0,002-0,006 por diente | 0.050–0.150 | Inundación o niebla |
| Fresado de acabado | Carburo recubierto de TiAlN | 60-120 SFM | 0,001-0,003 por diente | 0.010–0.030 | Inundación preferida |
| Perforación | Cobalto HSS o metal duro | 15-25 SFM | 0.003–0.007 | Diámetro total | Husillo pasante de alta presión |
| Rectificado | CBN u óxido de aluminio | - | Entrada suave | Arranque ligero de material | Refrigerante de inundación abundante |
Las plaquitas de corte cerámicas (reforzadas con whiskers de SiC) pueden alcanzar velocidades de corte entre 3 y 5 veces superiores a las del metal duro en operaciones de desbaste, pero requieren máquinas rígidas de gran potencia y no son adecuadas para cortes interrumpidos u operaciones con cascarilla o puntos duros.
¿Cómo se compara la placa Inconel 718 con las placas de superaleaciones alternativas?
La selección de materiales para aplicaciones estructurales de alta temperatura suele requerir una comparación de Inconel 718 con las superaleaciones de níquel y cobalto de la competencia. A continuación se ofrece una comparación exhaustiva para facilitar la toma de decisiones de ingeniería.
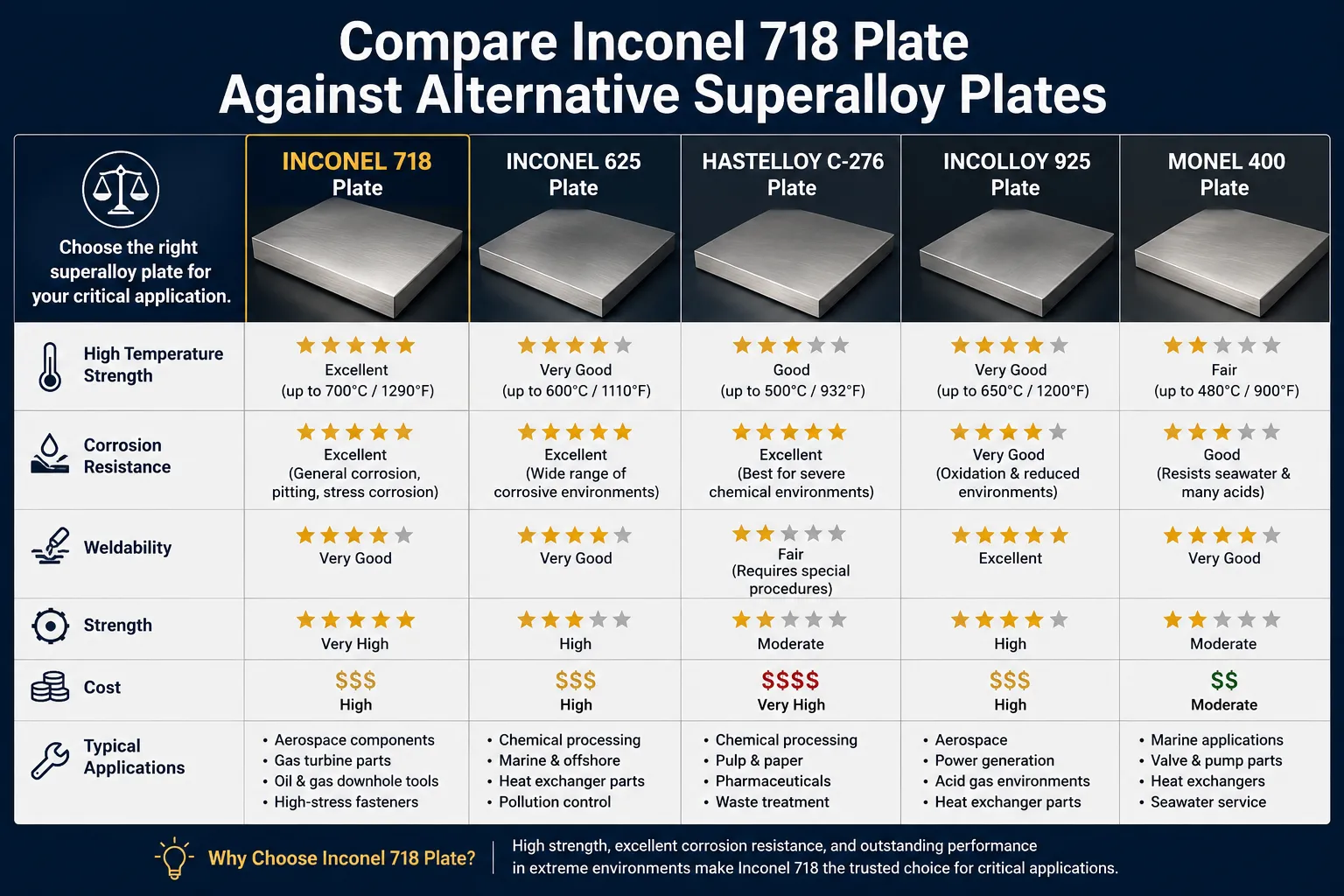
Inconel 718 frente a las aleaciones de alta temperatura de la competencia
| Propiedad | Inconel 718 | Inconel 625 | Waspaloy | Haynes 282 | 17-4PH SS |
|---|---|---|---|---|---|
| Temperatura máxima de servicio (resistencia) | 704°C | 816°C oxidación / 593°C resistencia | 980°C | 760°C | 316°C |
| UTS (envejecido, MPa) | 1380 | 965 | 1275 | 1220 | 1170 |
| 0,2% YS (envejecido, MPa) | 1170 | 517 | 1000 | 1060 | 1000 |
| Soldabilidad | Excelente | Excelente | Moderado (riesgo de agrietamiento HAZ) | Bien | Bien |
| Maquinabilidad | Moderado (difícil) | Moderado-Difícil | Difícil | Moderado | Fácil-Moderado |
| Resistencia a la corrosión | Muy buena | Excelente | Bien | Bien | Moderado |
| Coste relativo | Moderado | Moderado-alto | Alta | Alta | Bajo |
| Refuerzo primario | γ'' (Ni₃Nb) | Solución sólida | γ' (Ni₃Al) | γ' | Martensita + precipitación de Cu |
La comparación revela varias conclusiones claras para el ingeniero de materiales:
- Para aplicaciones por debajo de 700°C que requieran la máxima resistencia y una buena soldabilidad, el Inconel 718 sigue siendo la elección óptima.
- Las aplicaciones por encima de 700°C de temperatura sostenida deberían considerar Waspaloy o René 41 cuando el entorno de corrosión sea manejable, o Inconel 625 cuando la corrosión sea la principal preocupación.
- Haynes 282 representa una nueva alternativa que ofrece mejor resistencia a la oxidación que el 718 con una resistencia comparable a temperaturas intermedias.
- El acero inoxidable 17-4PH no es un sustituto adecuado cuando las temperaturas superan los 316°C o cuando la corrosión por gases sulfurosos es un problema.
¿Qué certificaciones de calidad y documentación deben acompañar a la placa Inconel 718?
La adquisición de placas de Inconel 718 con certificación AMS 5596 para aplicaciones aeroespaciales, nucleares o industriales críticas requiere un paquete de documentación completo que permita la trazabilidad total desde la materia prima hasta el componente acabado.
Documentación requerida para la placa AMS 5596 Inconel 718
| Documento | Contenido | Propósito |
|---|---|---|
| Informe de ensayo de materiales (MTR) | Química térmica, resultados de pruebas mecánicas, registros de tratamiento térmico, declaración de certificación | Documento principal de conformidad |
| Certificado de conformidad (C de C) | Declaración escrita del proveedor de que el material cumple las especificaciones | Cumplimiento de los contratos |
| Calefacción/Número de lote | Identificador alfanumérico único trazable a los registros de fusión | Trazabilidad hasta la fusión original |
| Informe de la prueba de ultrasonidos | Cobertura de la inspección UT y criterios de rechazo (para espesores admisibles) | Detección de defectos internos |
| Informe de inspección dimensional | Espesor, anchura, longitud y planitud medidos | Verificación dimensional |
| Análisis químico (producto) | Química real medida de la placa (no sólo calor de fusión) | Confirma el cumplimiento de las especificaciones a nivel de producto |
En MWalloys, mantenemos un sistema controlado de gestión de documentos que permite a los clientes solicitar en cualquier momento los MTR históricos de los materiales que les han sido suministrados. Esto es especialmente importante para los operadores del sector aeroespacial MRO que necesitan reconstruir la trazabilidad de los materiales para los registros de mantenimiento de la flota.
Certificaciones de sistemas de gestión de la calidad aplicables
Los clientes que evalúen proveedores de placas Inconel 718 deben verificar que el proveedor mantiene:
- AS9100 Rev D: Sistema de gestión de la calidad para la cadena de suministro aeroespacial.
- ISO 9001:2015: Sistema general de gestión de la calidad (base mínima).
- NADCAP: Programa nacional de acreditación de contratistas aeroespaciales y de defensa (para operaciones de tratamiento térmico y END).
- Cumplimiento del DFARS: Para las adquisiciones de defensa de EE.UU., los materiales deben ser trazables a fuentes nacionales fundidas y fabricadas según 48 CFR 252.225-7009 (cumplimiento de metales especiales).
¿Cómo deben especificar y pedir los ingenieros las planchas de Inconel 718?
Un pedido completo de existencias de placas Inconel 718 debe contener suficientes detalles técnicos para evitar ambigüedades y garantizar que el proveedor suministra exactamente lo que requiere la aplicación. Hemos visto cómo se producían costosos retrasos y rechazos como consecuencia de pedidos de compra poco especificados que omitían requisitos críticos.
Partidas de pedido recomendadas para la placa Inconel 718
Una especificación bien estructurada para la placa Inconel 718 debe incluir:
- Designación del material: Inconel 718 / UNS N07718.
- Pliego de condiciones: AMS 5596M (confirmar revisión actual).
- Condición de tratamiento térmico: Condición A (recocido por disolución) o Condición B (totalmente envejecido, según AMS 5597).
- Práctica de fusión: VIM+ESR, VIM+ESR+VAR, o como permita la especificación.
- Espesor del producto: Nominal con tolerancia de espesor aplicable según AMS 2242 o según se especifique.
- Anchura y longitud: Dimensiones nominales con tolerancias bilaterales.
- Estado de la superficie: Enrollado y encurtido, o molido por uno o ambos lados.
- Cantidad / peso: Número de piezas o peso total.
- Requisitos de certificación: MTR, C de C, certificado de inspección ultrasónica si es necesario.
- Requisitos especiales: Cumplimiento de DFARS, aprobación de origen del cliente, inspección del primer artículo.
Tolerancias estándar de espesor de chapa (según AMS 2242)
| Espesor nominal (pulg.) | Tolerancia de espesor (pulg.) | Tolerancia de anchura (pulg.) |
|---|---|---|
| 0.187–0.250 | +0.018 / -0.000 | +0.125 / -0.000 |
| 0.251–0.500 | +0.023 / -0.000 | +0.125 / -0.000 |
| 0.501–1.000 | +0.033 / -0.000 | +0.188 / -0.000 |
| 1.001–2.000 | +0.045 / -0.000 | +0.250 / -0.000 |
| 2.001–3.000 | +0.058 / -0.000 | +0.375 / -0.000 |
| 3.001–4.000 | +0.073 / -0.000 | +0.375 / -0.000 |
Nota: Las tolerancias AMS 2242 son sólo positivas (sobredimensionadas pero no infradimensionadas), que es la práctica habitual para chapas estructurales en las que el espesor mínimo rige el cálculo estructural. Los ingenieros que diseñan para espesores de sección mínimos deben tener en cuenta esta convención de tolerancia en el análisis de tensiones.
Preguntas frecuentes sobre la chapa Inconel 718
1: ¿Cuál es la diferencia entre la placa Inconel 718 y la chapa Inconel 718?
La placa de Inconel 718 es un material con un espesor nominal de 4,75 mm (0,187 pulgadas) o superior, mientras que la chapa se refiere a un material más fino que este umbral. La distinción es importante porque AMS 5596 cubre ambas formas bajo la misma especificación, pero las tolerancias de espesor aplicables, los requisitos de planitud y algunos requisitos de ensayos mecánicos difieren entre ellos. Los productos de chapa se utilizan normalmente en aplicaciones estructurales, mecanizadas y sometidas a grandes cargas, en las que se requiere una mayor sección transversal para aumentar la resistencia o eliminar material durante el mecanizado. Los productos de chapa se utilizan más comúnmente para componentes conformados, revestimientos y cerramientos. En MWalloys disponemos de ambas formas y podemos aconsejarle sobre la más adecuada para su aplicación en función de la sección transversal requerida, los requisitos de conformado y las especificaciones de uso final.
2: ¿Se puede soldar la chapa Inconel 718 después de envejecerla hasta alcanzar su resistencia total?
La soldadura de placas de Inconel 718 totalmente envejecidas (endurecidas por precipitación) es técnicamente posible, pero se desaconseja encarecidamente para aplicaciones estructurales, ya que la zona afectada por el calor se vuelve susceptible al agrietamiento por envejecimiento por deformación. Cuando el material envejecido se expone al calor de la soldadura, se desarrollan tensiones térmicas residuales a medida que la zona de soldadura se calienta y enfría a través del rango de temperatura de precipitación, y la matriz ya endurecida puede agrietarse bajo estas tensiones. La práctica correcta es soldar el material en el estado de recocido de disolución y realizar el tratamiento térmico de envejecimiento completo después de la soldadura. Para la reparación por soldadura de componentes envejecidos por el servicio, el enfoque más seguro es un recocido de re-solución completo seguido de un re-envejecimiento después de la soldadura. El consumible de soldadura debe ser relleno de Inconel 718 (alambre AMS 5832) o, para soldaduras de varias pasadas, relleno de Inconel 625 para maximizar la ductilidad del baño de soldadura.
3: ¿Qué acabado superficial suele tener la chapa Inconel 718 cuando sale del laminador?
La placa Inconel 718 estándar se suministra con un acabado superficial desincrustado y decapado, descrito normalmente como "laminado en caliente, recocido y decapado" (HRAP) con un Ra aproximado de 250-500 µin. Este acabado es adecuado para la mayoría de las aplicaciones estructurales en las que se mecanizará la superficie. Para las aplicaciones que requieren una superficie de partida más lisa, como los componentes de recipientes a presión en los que el acceso de inspección es limitado, la chapa rectificada puede especificarse con un Ra de 63 µpulg. o superior. La superficie recocida brillante (similar al acabado inoxidable 2B) no es estándar para espesores de chapa debido a las limitaciones prácticas del recocido brillante de materiales de gran calibre. MWalloys puede suministrar material estándar HRAP y también organizar el rectificado de la superficie bajo pedido. Confirme siempre el estado de la superficie requerido en el pedido, ya que la preparación de la superficie afecta significativamente al coste del material y al plazo de entrega.
4: ¿Es magnética la chapa Inconel 718?
El Inconel 718 en su estado estándar recocido en solución o endurecido por precipitación es esencialmente no magnético, con una permeabilidad magnética relativa de aproximadamente 1,0011, muy dentro de la clasificación de no magnético. Esto lo hace adecuado para aplicaciones cerca de equipos sensibles al campo magnético, como máquinas de resonancia magnética, magnetómetros y determinados sensores de defensa. Sin embargo, es importante tener en cuenta que el trabajo en frío local -como el rectificado agresivo, el conformado pesado o el mecanizado severo- puede inducir una cantidad muy pequeña de ferromagnetismo en la región cercana a la superficie debido a la transformación inducida por la deformación de trazas de austenita retenida. Para aplicaciones con requisitos de permeabilidad magnética muy estrictos (permeabilidad inferior a 1,005), los compradores deben especificar ensayos de permeabilidad magnética en el componente mecanizado final en lugar de confiar únicamente en la certificación del material en stock.
5: ¿Cuál es la temperatura máxima de funcionamiento de la placa Inconel 718 en servicio continuo?
La temperatura de servicio máxima práctica para el Inconel 718 bajo carga estructural sostenida es de aproximadamente 650-700°C (1200-1292°F). Por encima de este rango, el precipitado de refuerzo primario γ'' (Ni₃Nb) comienza a transformarse en la fase delta estable pero no coherente (δ-Ni₃Nb), que no proporciona la misma respuesta de endurecimiento por precipitación. La exposición a temperaturas superiores a 700°C durante periodos prolongados provoca un envejecimiento excesivo y una reducción significativa de la resistencia. Para la resistencia a la oxidación sin carga estructural, el Inconel 718 puede tolerar excursiones de corta duración a aproximadamente 980°C (1800°F) debido a que su contenido en cromo forma una cascarilla protectora. Las aplicaciones que requieren un servicio sostenido por encima de 700°C deben considerar Inconel 625, Waspaloy, Haynes 188 u otras aleaciones diseñadas específicamente para servicio a temperaturas más altas.
6: ¿Cómo se comporta la placa Inconel 718 en entornos de gas ácido (H₂S)?
Inconel 718 está aprobado para su uso en servicio de gas ácido según NACE MR0175/ISO 15156-3, sujeto a restricciones de dureza y tratamiento térmico que limitan la dureza máxima a Rc 40 (o según se especifique) para presiones parciales de H₂S por encima de los umbrales definidos. La aleación muestra una excelente resistencia al agrietamiento por tensión de sulfuro (SSC) cuando se trata térmicamente de forma adecuada y dentro de los límites de dureza. El alto contenido de cromo (17-21%) y el contenido de níquel superior a 50% crean una capa de óxido pasiva que resiste el ataque del H₂S en la mayoría de las condiciones de los yacimientos petrolíferos. Para entornos con alta concentración de H₂S o aplicaciones que combinen H₂S y corrosión bajo tensión por cloruros, se recomienda realizar pruebas de cualificación según las normas NACE aplicables. MWalloys puede suministrar placas de Inconel 718 con valores de dureza documentados para confirmar el cumplimiento de las normas NACE, y puede suministrar material en condiciones de templado específicas para cumplir los límites de dureza cuando sea necesario.
7: ¿Cuáles son los tamaños estándar disponibles para la chapa Inconel 718 en MWalloys?
MWalloys mantiene existencias de placas de Inconel 718 en una amplia gama de espesores, desde 3/16" (0,187") hasta 4" (101,6"), en anchuras estándar de 24", 36", 48" y 60", y en longitudes estándar de 96" y 120". Además, disponemos de espesores no estándar cortados de chapa completa bajo pedido, y podemos suministrar chapas fuera de los rangos de dimensiones estándar a través de nuestras relaciones establecidas con los laminadores, con plazos de entrega que normalmente oscilan entre 2 y 6 semanas, dependiendo del requisito específico. Nuestro inventario certificado AMS 5596 se mantiene en la condición de recocido en solución (condición A) como estándar, ya que esto proporciona la mayor flexibilidad para las operaciones de conformado, soldadura y tratamiento térmico del cliente. El material totalmente envejecido (condición B) está disponible bajo pedido con un plazo de entrega adecuado para el tratamiento térmico.
8: ¿Afecta el procesado de corte a medida a la certificación AMS 5596 de la chapa Inconel 718?
Las operaciones de corte mecánico (chorro de agua, plasma, sierra, láser) realizadas sobre chapa certificada AMS 5596 no invalidan la certificación del material, siempre que se conserve la documentación de certificación original y se transfiera con las piezas cortadas. El requisito clave es la trazabilidad: cada pieza cortada debe poder identificarse hasta el lote térmico original certificado mediante el marcado del número térmico o la documentación adjunta. La operación de corte en sí no altera la composición química del material ni las condiciones del tratamiento térmico, por lo que la certificación sigue siendo válida. Sin embargo, si el proceso de corte crea una zona afectada por el calor (como ocurre con el corte por plasma o láser) que penetra en la sección funcional de la pieza, puede ser necesario un tratamiento térmico posterior al corte o el mecanizado de los bordes para devolver el material afectado a las condiciones especificadas. MWalloys mantiene una trazabilidad completa del número de colada en todas las piezas cortadas y proporciona documentación actualizada que refleja las dimensiones de corte.
9: ¿Cuánto tiempo se tarda en recibir los pedidos de chapa Inconel 718 cortada a medida de MWalloys?
Para espesores estándar de stock con corte por chorro de agua o sierra, MWalloys suele enviar los pedidos de placas Inconel 718 cortadas a medida en un plazo de 3 a 7 días laborables a partir de la recepción de una orden de compra confirmada y de los planos aprobados. El procesamiento urgente para situaciones críticas aeroespaciales o de apoyo a la línea de producción puede realizarse en un plazo de 24-48 horas para cortes sencillos a partir de existencias en almacén. Los pedidos que requieren el aprovisionamiento de material de laminación (espesores que no están en stock o piezas muy grandes) suelen requerir un plazo de entrega de 4 a 8 semanas, en función de las dimensiones específicas y los requisitos de las prácticas de fundición. Los pedidos que incluyen servicios adicionales como rectificado de superficies, enderezado de chapas o inspección completa por ultrasonidos añaden de 3 a 5 días laborables al plazo estándar. Recomendamos encarecidamente ponerse en contacto con nuestro equipo de ingeniería de ventas al principio del ciclo de aprovisionamiento para proyectos con requisitos de plazos ajustados.
10: ¿Cuál es la diferencia de coste entre las placas AMS 5596 y ASTM B670 Inconel 718?
La chapa Inconel 718 certificada por AMS 5596 suele tener una prima de 15-30% sobre la chapa ASTM B670 para dimensiones equivalentes, lo que refleja los requisitos adicionales de pruebas, documentación y sistema de calidad de la especificación aeroespacial. La norma ASTM B670 cubre la misma aleación en forma de placa, pero con requisitos de documentación menos estrictos, menos parámetros de ensayo obligatorios y sin requisitos de certificación del sistema de gestión de calidad de grado aeroespacial (AS9100). Para aplicaciones industriales de procesamiento químico, generación de energía o ingeniería general en las que el cliente final o la autoridad reguladora no exigen la certificación AMS, el material ASTM B670 es técnicamente equivalente en composición de aleación y puede suponer un importante ahorro de costes. Sin embargo, para cualquier aplicación aeroespacial, de defensa o nuclear, la certificación AMS 5596 suele ser obligatoria y no puede sustituirse. MWalloys suministra ambas certificaciones y puede asesorarle sobre la especificación adecuada para su aplicación.
Referencias verificables
Para la elaboración de este artículo técnico se han consultado las siguientes fuentes, que pueden ser verificadas de forma independiente por ingenieros y especialistas en adquisiciones:
- SAE Internacional. AMS 5596M: Aleación de níquel, resistente a la corrosión y al calor, chapa, banda y placa, 52,5Ni-19Cr-3,0Mo-5,1Cb (Nb)-0,90Ti-0,50Al-18Fe. SAE International, Warrendale, PA. Revisión actual.
- SAE Internacional. AMS 2774: Tratamiento térmico, piezas de aleaciones de níquel y cobalto. SAE International, Warrendale, PA. Revisión actual.
- ASTM Internacional. ASTM B670: Standard Specification for Precipitation-Hardening Nickel Alloy Bars, Plates, Sheets, Strip, and Forgings. ASTM International, West Conshohocken, PA.
- Corporación de Metales Especiales. Publicación SMC-045 de la hoja de datos de la aleación 718 de INCONEL. Huntington Alloys, Huntington, WV.
- Asociación de Industrias Aeroespaciales (AIA). NASM 17887: Especificación para la aleación Inconel 718. AIA, Washington, DC.
- NACE Internacional / ISO. NACE MR0175 / ISO 15156-3: Petroleum and Natural Gas Industries - Materials for Use in H₂S-Containing Environments in Oil and Gas Production, Part 3: CRAs (Corrosion-Resistant Alloys) and Other Alloys. NACE International, Houston, TX.
- Donachie, M.J. y Donachie, S.J. Superaleaciones: A Technical Guide, 2ª edición. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Las Superaleaciones: Fundamentos y Aplicaciones. Cambridge University Press, Cambridge, Reino Unido, 2006. ISBN: 978-0-521-07011-9
- ASM Internacional. Manual ASM Volumen 1: Propiedades y Selección: Hierros, aceros y aleaciones de alto rendimiento. ASM International, Materials Park, OH. ISBN: 0-87170-377-7
- Pollock, T.M. y Tin, S. "Superaleaciones de níquel para motores de turbina avanzados: Química, microestructura y propiedades"." Revista de Propulsión y Potencia, Vol. 22, No. 2, 2006, pp. 361-374. Disponible en la biblioteca digital de la AIAA.
- Haynes Internacional. Folleto técnico sobre aleaciones de alta temperatura. Haynes International, Kokomo, IN.
- SAE Internacional. AMS 2242: Tolerancias, chapa, banda y placa, níquel y aleaciones de níquel. SAE International, Warrendale, PA.
- Manual de datos de mecanizado, 3ª edición. Centro de datos de maquinabilidad, Cincinnati, OH. (Velocidad de corte y datos de avance para superaleaciones con base de níquel).
- Rolls-Royce plc. El motor a reacción, 5ª edición. Rolls-Royce Technical Publications, Derby, Reino Unido, 1996. ISBN: 0-902121-04-9
