Inconel 718 Platte Das nach AMS 5596 zertifizierte Material ist der Industriestandard für Hochtemperatur-Strukturanwendungen, die eine außergewöhnliche Zugfestigkeit, Korrosionsbeständigkeit und Maßgenauigkeit erfordern. MWalloys liefert AMS 5596-zertifizierte Inconel 718-Bleche in kundenspezifischen Zuschnitten für Hersteller in der Luft- und Raumfahrt, Öl- und Gasunternehmen, Nuklearanlagen und Präzisionsbearbeitungsbetriebe weltweit. Dieses Material bietet eine Streckgrenze von mehr als 150 ksi im gealterten Zustand, bewahrt seine mechanische Integrität bei kryogenen Temperaturen von bis zu 704°C (1300°F) und erfüllt die strengsten Anforderungen an die Rückverfolgbarkeit, die von den Beschaffungsspezifikationen der Stufe 1 der Luft- und Raumfahrt gefordert werden.
Wenn Ihr Projekt die Verwendung von Inconel 718-Platten erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist Inconel 718 und warum gilt es als das Arbeitspferd unter den Superlegierungen?
Inconel 718, auch unter der UNS-Bezeichnung N07718 oder W.Nr. 2.4668 bekannt, ist eine ausscheidungshärtbare Superlegierung auf Nickel-Chrom-Basis, die seit den frühen 1960er Jahren kommerziell hergestellt wird. Mit ihrer Entwicklung durch die International Nickel Company (INCO) wurde eine kritische Lücke in der Werkstofflandschaft geschlossen: der Bedarf an einer Legierung, die schnell und zuverlässig ausgehärtet werden kann, ohne die schweren Schweiß- und Fertigungsprobleme, die frühere Nickelbasislegierungen wie Waspaloy und Rene 41 plagten.

Was Inconel 718 wirklich außergewöhnlich macht, ist der ungewöhnliche Ausscheidungshärtungsmechanismus, den es verwendet. Im Gegensatz zu den meisten Nickelsuperlegierungen, die auf Gamma Prime (γ')-Ausscheidungen beruhen, bezieht Inconel 718 den Großteil seiner Festigkeit aus Gamma Double Prime (γ'')-Ausscheidungen, d. h. aus geordneten Ni₃Nb-Teilchen, die sich kohärent innerhalb der kubisch-flächenzentrierten (FCC) Matrix bilden. Dieser Mechanismus verleiht der Legierung ein langsameres Ausscheidungskinetikprofil, was sich direkt in einer besseren Schweißbarkeit niederschlägt: Das Material härtet in der Wärmeeinflusszone beim Schweißen nicht so schnell aus und verhindert so die Alterungsrisse, die andere hochfeste Superlegierungen häufig ruinieren.
Wir haben im Laufe der Jahre mit Hunderten von Ingenieurteams zusammengearbeitet, und eine Beobachtung, die wir immer wieder machen, ist, dass Ingenieure manchmal unterschätzen, wie sehr Inconel 718 andere Materialien in anspruchsvollen thermischen Umgebungen verdrängt hat. Auf die Legierung entfallen etwa 34% der gesamten weltweiten Superlegierungsproduktion - eine Marktdominanz, die sowohl ihre technischen Fähigkeiten als auch das Vertrauen der Industrie in ihr langfristiges Verhalten widerspiegelt.
Wichtige physikalische Eigenschaften, die Inconel 718 auszeichnen
| Eigentum | Wert | Anmerkungen |
|---|---|---|
| Dichte | 8,19 g/cm³ (0,296 lb/in³) | Geringfügig schwerer als Titanlegierungen |
| Schmelzbereich | 1260-1336°C (2300-2437°F) | Breiter Erstarrungsbereich unterstützt Schweißbarkeit |
| Wärmeleitfähigkeit | 11,4 W/m-K bei 21°C | Niedriger als bei Stahl; beeinflusst das Wärmemanagement bei der Bearbeitung |
| Spezifische Wärme | 435 J/kg-K bei 21°C | Wichtig für Thermocycling-Anwendungen |
| Elektrischer spezifischer Widerstand | 1,252 µΩ-m | Relevant für EDM-Schneidanwendungen |
| Magnetische Permeabilität | ~1,0011 (im Wesentlichen nicht magnetisch) | Kritisch für MRI- und Verteidigungssensorgehäuse |
Die niedrige Wärmeleitfähigkeit verdient besondere Aufmerksamkeit. Da Inconel 718 die Wärme im Vergleich zu Kohlenstoffstahl oder Aluminium schlecht leitet, konzentriert sich die bei der Bearbeitung erzeugte Wärme an der Schneidkante, anstatt in das Werkstück abgeleitet zu werden. Diese eine Eigenschaft ist für den Großteil der Werkzeugkosten verantwortlich, die den Ingenieuren bei der Umstellung von Baustahl auf die Herstellung von Superlegierungen entstehen.
Lesen Sie auch: Monel 400-Platten: ASTM B127-zertifiziertes Lager, Zuschnittservice
Was bedeutet die AMS 5596-Zertifizierung eigentlich für Plattenmaterial?
AMS 5596 ist eine Werkstoffspezifikation für die Luft- und Raumfahrt, die von SAE International (früher unter der Society of Automotive Engineers) veröffentlicht wird und die Beschaffung von Inconel 718 in Form von Blechen, Bändern und Platten regelt. Die aktuelle Revision der AMS 5596 ist die Revision M (AMS 5596M), die frühere Revisionen konsolidiert und mit den Erwartungen moderner Qualitätssysteme in Einklang bringt.
Wenn ein Materialhersteller Inconel 718-Platten nach AMS 5596 zertifiziert, bestätigt er damit die Einhaltung einer Reihe detaillierter Anforderungen:
- Grenzwerte für die chemische Zusammensetzung (überprüft durch Schmelzwärmechemie und Produktanalyse).
- Mindestwerte für die Zugfestigkeit (sowohl bei Raumtemperatur als auch bei erhöhter Temperatur).
- Anforderungen an die Korngröße (für bestimmte Dickenbereiche).
- Anforderungen an die Oberflächenbeschaffenheit.
- Bedingung für die Wärmebehandlung (in der Regel im lösungsgeglühten Zustand geliefert, bezeichnet als Zustand A).
- Anforderungen an die zerstörungsfreie Prüfung (Ultraschallprüfung für bestimmte Dickenbereiche).
- Anforderungen an die Zertifizierungsdokumentation (Materialprüfberichte, Rückverfolgbarkeit von Wärmelosen).
Es ist wichtig zu verstehen, dass die AMS 5596-Zertifizierung nicht dasselbe ist wie die einfache Angabe von "Inconel 718". Die Spezifikation schreibt chemische Grenzwerte vor, die in einigen Spurenelementkategorien strenger sind als die allgemeinen UNS N07718-Grenzwerte. So schreibt die AMS 5596 beispielsweise spezifische Kontrollen des Phosphor-, Schwefel-, Bor- und Kobaltgehalts vor, die in einem allgemeinen Werkszertifikat, das sich nur auf UNS N07718 bezieht, möglicherweise nicht berücksichtigt werden.
Bei MWalloys wird jedes Blech, das wir auf der Grundlage einer AMS 5596-Bestellung liefern, von einem Materialprüfbericht (MTR) begleitet, der die Schmelznummer, die vollständige chemische Analyse, die Ergebnisse der mechanischen Prüfungen, die Wärmebehandlungsprotokolle und den verantwortlichen Qualitätsbeauftragten dokumentiert. Diese Dokumentationskette unterscheidet die Beschaffung für die Luft- und Raumfahrt von der allgemeinen industriellen Beschaffung.
AMS 5596 im Vergleich zu verwandten Inconel 718-Spezifikationen
| Spezifikation | Formular | Zustand | Primäre Verwendung |
|---|---|---|---|
| AMS 5596 | Bleche, Bänder, Platten | Lösungsgeglüht (Bedingung A) | Strukturelle Komponenten für die Luft- und Raumfahrt |
| AMS 5597 | Bleche, Bänder, Platten | Lösungsgeglüht + gealtert (Zustand B) | Anwendungen mit höherer Festigkeit, die eine vollständige Alterung erfordern |
| AMS 5662 | Stange, Knüppel | Lösung geglüht | Rotierende Bauteile, Wellen |
| AMS 5663 | Stange, Knüppel | Niederschlag gehärtet | Hochfeste Verbindungselemente, Schäfte |
| AMS 5664 | Stange, Knüppel | Niederschlagsgehärtet (Premium) | Kritische rotierende Teile |
| AMS 5832 | Schweißdraht | - | Schmelzschweißzusatzwerkstoff |
| ASTM B670 | Platten, Bleche, Bänder | Verschiedene | Industrielle Anwendungen / Nicht-Luftfahrt |
Die Unterscheidung zwischen AMS 5596 (lösungsgeglüht) und AMS 5597 (vollständig gealtert) ist für den Konstrukteur eines Bauteils von großer Bedeutung. Wenn ein Blech vor der endgültigen Wärmebehandlung zusätzlichen Umform- oder Bearbeitungsvorgängen unterzogen wird, ist AMS 5596 Zustand A der richtige Ausgangspunkt. Wenn das Bauteil nach der Lieferung keiner weiteren Wärmebehandlung unterzogen werden muss, liefert das vollständig gealterte Material nach AMS 5597 die besten mechanischen Eigenschaften direkt ab Lager.
Wie beeinflusst die chemische Zusammensetzung von Inconel 718 seine Leistung?
Die Chemie von Inconel 718 ist ein sorgfältig ausgearbeitetes Gleichgewicht, das eine Ausscheidungshärtung ermöglicht und gleichzeitig die Schmiedbarkeit, Schweißbarkeit und Oxidationsbeständigkeit aufrechterhält. Das Wissen um den Beitrag der einzelnen Legierungselemente hilft Ingenieuren, bessere Entscheidungen über Materialauswahl, Verarbeitung und Anwendungsgrenzen zu treffen.
Nominelle chemische Zusammensetzung von Inconel 718 (AMS 5596 Anforderungen)
| Element | AMS 5596 Min (%) | AMS 5596 Max (%) | Primäre Rolle |
|---|---|---|---|
| Nickel (Ni) | 50.00 | 55.00 | Basismetall; FCC-Matrix-Stabilisator |
| Chrom (Cr) | 17.00 | 21.00 | Oxidations- und Heißkorrosionsbeständigkeit |
| Eisen (Fe) | Bilanz | - | Kostenreduzierung; Matrixunterstützung |
| Niob + Tantal (Nb+Ta) | 4.75 | 5.50 | Primäres Verstärkungsmittel durch γ''-Ausscheidung (Ni₃Nb) |
| Molybdän (Mo) | 2.80 | 3.30 | Mischkristallverfestigung; Korrosionsbeständigkeit |
| Titan (Ti) | 0.65 | 1.15 | Sekundärer γ'-Niederschlagsbildner; Kontrolle der Korngrenzen |
| Aluminium (Al) | 0.20 | 0.80 | γ'-Ausscheidung (Ni₃Al); Oxidationsbeständigkeit |
| Kobalt (Co) | - | 1,00 max | Stärkung der festen Lösung |
| Kohlenstoff (C) | - | 0,08 max | Hartmetall-Former; Korngrenzen-Pinning |
| Mangan (Mn) | - | 0,35 max | Desoxidationsmittel |
| Silizium (Si) | - | 0,35 max | Desoxidationsmittel; Oxidationsbeständigkeit bei niedrigen Konzentrationen |
| Phosphor (P) | - | 0,015 max | Kontrollierte Verunreinigung; Risiko der Korngrenzenversprödung |
| Schwefel (S) | - | 0,015 max | Kontrollierte Verunreinigung; Risiko der Heißduktilität |
| Bor (B) | - | 0,006 max | Korngrenzenverfestiger in kontrollierten Mengen |
| Kupfer (Cu) | - | 0,30 max | Kontrolle des Tramp-Elements |
Der Niobgehalt verdient eine besondere Erwähnung, da er das Element ist, das am meisten für den kommerziellen Erfolg von Inconel 718 verantwortlich ist. Niob bildet die Gamma-Doppelprimärphase (γ'') (Ni₃Nb), die die primäre verstärkende Ausscheidung ist. Entscheidend ist, dass sich die γ''-Phase viel langsamer bildet als die γ'-Phase, die in älteren Nickelsuperlegierungen zu finden ist. Deshalb kann Inconel 718 geschweißt werden, ohne dass es zu einer sofortigen Aushärtung in der Wärmeeinflusszone kommt. Diese langsame Kinetik ermöglicht die Eigenschaft der 'schweißbaren Superlegierung", die diese Legierung in der Luft- und Raumfahrt so allgegenwärtig gemacht hat.
Der Chromgehalt (17-21%) bietet den wichtigsten Schutz gegen Oxidation und Heißkorrosion. In Betriebsumgebungen, in denen schwefelhaltige Verbrennungsgase vorhanden sind - wie in Gasturbinenbrennern - bildet das Chrom eine schützende Cr₂O₃-Schicht, die das weitere Eindringen von Oxidation begrenzt. Dadurch eignet sich Inconel 718 für Anwendungen, die Nickellegierungen mit niedrigerem Chromgehalt oder die meisten nichtrostenden Stähle schnell zerstören würden.
Welche mechanischen Eigenschaften können Ingenieure von AMS 5596-zertifizierten Blechen erwarten?
Die Anforderungen an die mechanischen Eigenschaften gemäß AMS 5596 hängen vom Materialzustand (lösungsgeglüht vs. ausscheidungsgehärtet) und der Produktdicke ab. Ingenieure, die Inconel 718-Bleche spezifizieren, sollten immer nach den garantierten Mindestwerten der Spezifikation konstruieren, nicht nach den veröffentlichten Nennwerten, insbesondere bei sicherheitskritischen Strukturen.
Mechanische Eigenschaften bei Raumtemperatur - Inconel 718-Platten (AMS 5596/5597)
| Eigentum | Lösungsgeglüht (Bedingung A) | Durch Niederschlag gehärtet (Zustand B) | Prüfverfahren |
|---|---|---|---|
| Höchstzugkraft (UTS) | 965 MPa (140 ksi) min | 1275 MPa (185 ksi) min | ASTM E8 |
| 0.2% Streckgrenze | 550 MPa (80 ksi) min | 1034 MPa (150 ksi) min | ASTM E8 |
| Dehnung (in 2") | 30% min | 12% min | ASTM E8 |
| Verkleinerung der Fläche | 35% min | 15% min | ASTM E8 |
| Härte | ~Rc 32 typisch | ~Rc 40-44 typisch | ASTM E18 |
Der Kontrast zwischen den beiden Bedingungen ist dramatisch. Durch die Ausscheidungshärtung wird die Streckgrenze ungefähr verdoppelt, während eine akzeptable Duktilität erhalten bleibt - eine Kombination, die bei Konstruktionslegierungen nur selten erreicht wird. Die Bleche im Zustand A (lösungsgeglüht) weisen eine deutlich bessere Umformbarkeit auf, weshalb die meisten Verarbeiter Bleche im Zustand A kaufen und nach Abschluss aller Umform- und Schweißvorgänge eine abschließende Wärmebehandlung durchführen.
Eigenschaften von Inconel 718-Platten bei erhöhten Temperaturen
Eine der überzeugendsten Eigenschaften von Inconel 718 ist die Beibehaltung der mechanischen Eigenschaften bei Temperaturen, die bei den meisten Eisenlegierungen zum Kriechen oder schnellen Versagen führen würden.
| Temperatur | UTS (MPa) | 0,2% YS (MPa) | Dehnung (%) |
|---|---|---|---|
| 21°C (70°F) | 1380 | 1170 | 21 |
| 204°C (400°F) | 1310 | 1100 | 20 |
| 427°C (800°F) | 1275 | 1070 | 20 |
| 538°C (1000°F) | 1240 | 1035 | 20 |
| 649°C (1200°F) | 1170 | 1000 | 22 |
| 704°C (1300°F) | 1090 | 910 | 22 |
| 760°C (1400°F) | 870 | 750 | 24 |
Anmerkung: Die obigen Werte stellen typische Daten für den gealterten Zustand dar. Oberhalb von etwa 704°C (1300°F) beginnt sich die γ''-Ausscheidungsphase aufzulösen und in die stabile, aber nicht kohärente Delta-Phase (Ni₃Nb orthorhombisch) umzuwandeln, was die Wirksamkeit der Verfestigung erheblich verringert. Damit liegt die praktische obere Einsatztemperatur für Inconel 718 bei ca. 650-700°C für Anwendungen mit anhaltender Belastung.
Wir raten Ingenieuren, die eine höhere Temperaturbeständigkeit benötigen - dauerhaft über 700 °C - regelmäßig, Inconel 625, Waspaloy oder René 41 zu prüfen, je nachdem, ob die Korrosionsbeständigkeit oder die Kriechfestigkeit im Vordergrund steht.
Wie wird Inconel 718-Platten hergestellt und welche Verarbeitungsbedingungen gelten?
Das Verständnis des Produktionsweges für Inconel 718-Bleche hilft den Ingenieuren, die Fähigkeiten der Zulieferer zu bewerten und zu verstehen, warum in den Zertifizierungsunterlagen auf bestimmte Schmelz- und Verarbeitungsbezeichnungen verwiesen wird.
Schmelzpraxis und ihre Auswirkungen auf die Plattenqualität
Inconel 718-Blech wird in einem von mehreren Schmelzverfahren hergestellt, und die Wahl des Schmelzverfahrens wirkt sich direkt auf die Sauberkeit, den Grad der Seigerung und letztlich auf die Ermüdungsfestigkeit und Bruchzähigkeit aus.
Vakuum-Induktionsschmelzen (VIM) + Elektroschlacke-Umschmelzen (ESR) - VIM + ESR:
Dies ist die grundlegende Schmelzroute für die meisten Anwendungen in der Industrie und im Energiesektor. VIM gewährleistet eine hervorragende chemische Kontrolle und einen niedrigen Gasgehalt. ESR verbessert die Erstarrung des Blocks, reduziert den Gehalt an Einschlüssen und homogenisiert das Gefüge. Dieses Verfahren ist für Strukturbauteile geeignet, die keinen bruchkritischen Zertifizierungsanforderungen unterliegen.
Vakuum-Induktionsschmelzen + Elektroschlacke-Umschmelzen + Vakuum-Lichtbogen-Umschmelzen (VIM + ESR + VAR - Triple Melt):
Die Dreifachschmelze ist für rotierende Komponenten in der Luft- und Raumfahrt sowie für bruchkritische Teile erforderlich oder wird stark bevorzugt. Der VAR-Schritt reduziert die Makroseigerung weiter und beseitigt restliche Oxideinschlüsse, die die VIM+ESR-Verarbeitung überstehen könnten. Die meisten AMS-5596-Bleche für die Luft- und Raumfahrt schreiben VIM+ESR+VAR-Schmelzverfahren vor oder implizieren diese, obwohl die Spezifikation selbst mindestens VIM+ESR zulässt.
MWalloys unterhält Bestände von zertifizierten Schmelzbetrieben, die die VIM+ESR+VAR-Praxis als Standard für Bleche für die Luft- und Raumfahrt verwenden, und wir können VIM+ESR-Material für industrielle Programme liefern, bei denen ein dreifacher Schmelzaufschlag nicht gerechtfertigt ist.
Ablauf der Warmwalz- und Blechproduktion
Inconel 718-Blöcke werden durch eine Reihe von thermomechanischen Verfahren zu Platten verarbeitet:
- Homogenisierungsglühen - Auf ca. 1150-1190°C erhitzter Barren, um die Entmischung aus der Erstarrung aufzulösen.
- Primäres Schmieden (Cogging) - Barren, der bei einer Arbeitstemperatur von 1020-1120 °C in Brammen- oder Blockform gebrochen wird.
- Warmwalzen - Brammen werden in mehreren Stichen auf die gewünschte Blechdicke gewalzt; die Kontrolle der Endbearbeitungstemperatur ist entscheidend.
- Lösungsglühen - Die letzte Platte wird bei 980-1010°C (1800-1850°F) geglüht und anschließend mit Wasser abgeschreckt oder schnell an der Luft abgekühlt.
- Entkalkung - Saures Beizen zur Entfernung von Oxidzunder; mechanisches Entzundern für schwerere Messgeräte.
- Begradigung - Walzennivellierung zum Erreichen von Ebenheitstoleranzen.
- Inspektion und Prüfung - Dimensional, visuell, chemisch, mechanisch, Ultraschall (bei dicken Blechen).
Besonders wichtig ist die Kontrolle der Glühtemperatur der Lösung. Eine zu niedrige Temperatur hinterlässt ungelöste Delta-Phasen-Partikel, die das Kornwachstum hemmen, aber auch die Zähigkeit einschränken können, wenn sie in zu großen Mengen vorhanden sind. Eine zu hohe Temperatur führt zu übermäßigem Kornwachstum, das die Ermüdungsbeständigkeit und Zugfestigkeit verringert.
Welche Wärmebehandlungsbedingungen sind für Inconel 718-Platten erforderlich?
Bei der Wärmebehandlung verwandelt sich Inconel 718 von einem verformbaren geglühten Rohling in einen hochfesten Konstruktionswerkstoff. Ingenieure, die Bleche spezifizieren, müssen den erforderlichen zweistufigen Alterungsprozess verstehen und wissen, wie Prozessvariationen die endgültigen Eigenschaften beeinflussen.
Standard-Wärmebehandlung für Inconel 718 (AMS 2774 Anforderungen)
Die Standard-Alterungssequenz für Inconel 718-Bleche gemäß AMS 2774 und in Übereinstimmung mit den Materialspezifikationen von GE und Pratt & Whitney umfasst Folgendes:
Schritt 1 - Lösungsglühen (falls nicht bereits in Zustand A):
- Temperatur: 980°C ± 14°C (1800°F ± 25°F)
- Zeit: mindestens 1 Stunde pro Zoll Querschnitt
- Kühlung: Schnelle Luftkühlung oder Wasserabschreckung
Schritt 2 - Erstes Alter:
- Temperatur: 718°C ± 8°C (1325°F ± 15°F)
- Zeit: 8 Stunden
- Abkühlung: Abkühlung des Ofens mit 55°C/Stunde (100°F/Stunde) auf die zweite Alterungstemperatur
Schritt 3 - Zweites Alter:
- Temperatur: 621°C ± 8°C (1150°F ± 15°F)
- Zeit: 8 Stunden insgesamt bei Temperatur
- Kühlung: Luftkühlung auf Raumtemperatur
Diese Doppelalterungssequenz wurde speziell entwickelt, um die optimale Größe und Verteilung von γ'' (Ni₃Nb) und γ' (Ni₃(Al,Ti)) Ausscheidungen gleichzeitig zu entwickeln. Die erste Aushärtung bei 718 °C dient der Keimbildung und dem Wachstum von γ'', während die zweite Aushärtung bei 621 °C die γ'-Ausscheidung vervollständigt und die Vergröberung der Ausscheidungen anpasst, um die Streckgrenze zu maximieren.
Modifizierte Wärmebehandlungsoptionen für spezifische Anwendungen
Bestimmte Anwendungen erfordern eine modifizierte Wärmebehandlung, um bestimmte Eigenschaften zu verbessern:
| Behandlung | Temperatur-Ablauf | Daraus resultierende Eigenschaft Emphasis |
|---|---|---|
| Standard Double Age | 980°C SA + 718°C/8h + 621°C/8h | Ausgewogene Festigkeit und Duktilität (Standard) |
| Modifiziertes doppeltes Alter | 1010°C SA + 760°C/10h + 649°C/8h | Verbesserter Hochtemperatur-Zwischenbruch |
| Einfache Alterung (720°C/8h) | Wie geschweißt, dann einfach gealtert | Spannungsabbau nach dem Schweißen + partielle Verstärkung |
| Überalterung | 980°C SA + 800°C/1h + 700°C/16h | Maximale Bruchzähigkeit, geringere Festigkeit |
Die Anforderungen an die Wärmebehandlung nach dem Schweißen (PWHT) für Inconel 718-Fertigungen sollten der geltenden Schweißspezifikation entsprechen (AWS D1.6 für Strukturbauteile bzw. der geltenden OEM-Schweißverfahrensspezifikation). Wir raten dringend davon ab, eine einlagige Wärmebehandlung als alleinige Wärmebehandlung nach der Herstellung von Bauteilen vorzunehmen, bei denen die volle Festigkeit erforderlich ist, da dabei erhebliche γ''-Ausscheidungen unvollständig bleiben.
Welche Branchen verwenden Inconel 718-Plattenmaterial und für welche Anwendungen?
Inconel 718-Bleche haben sich in zahlreichen Branchen durchgesetzt, und zwar nicht zufällig, sondern weil kein anderer Werkstoff gleichzeitig die Kombination aus hoher Festigkeit, Schweißbarkeit, Korrosionsbeständigkeit und Dimensionsstabilität bietet, die diese Legierung bietet.
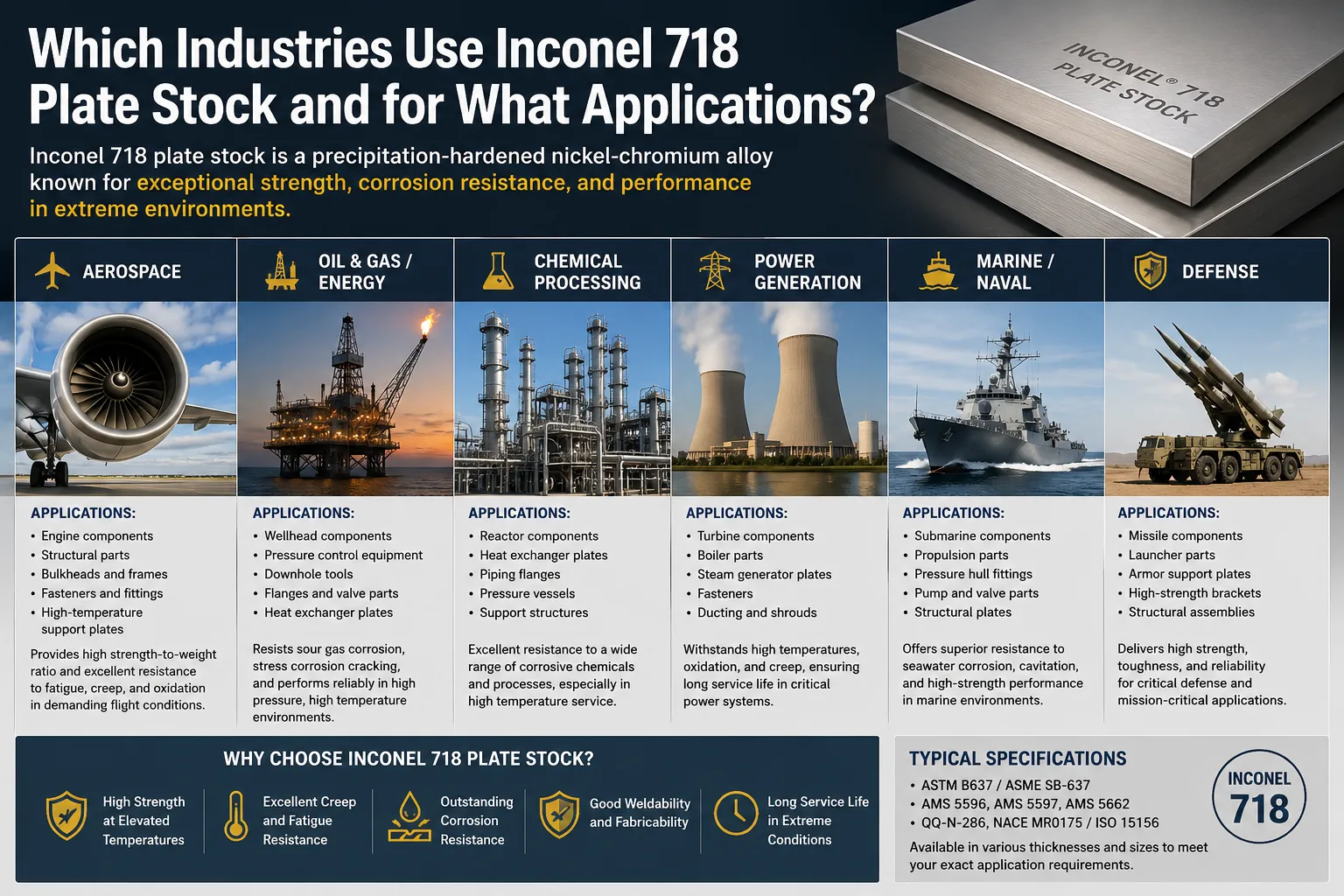
Luft- und Raumfahrt- und Verteidigungsanwendungen
Die Luft- und Raumfahrtindustrie stellt den größten Markt für Inconel 718-Blech dar. Das Material wird in verschiedenen Formen verwendet, von strukturellen Halterungen über Brennkammerauskleidungen bis hin zu Gondelkomponenten. Zu den spezifischen Anwendungen, für die wir routinemäßig Material liefern, gehören:
- Gehäuse von Gasturbinentriebwerken: Lüfter-, Verdichter- und Turbinengehäuse, die aus ringgewalzten und geschweißten Blechsegmenten hergestellt werden.
- Brennerauskleidungen: Wo anhaltende Temperaturen von 700°C+ und oxidierende Verbrennungsgase eine gleichzeitige Belastung darstellen.
- Komponenten des Nachbrenners: Militärische Düsentriebwerke, die bei Temperaturen arbeiten, bei denen Aluminium und Titan völlig ausgeschlossen sind.
- Strukturen für die Schubumkehr: Strukturelle Platte für Kaskadenbaugruppen und Blocker-Türmechanismen.
- Armaturen für kryogene Tanks: Inconel 718 behält seine ausgezeichnete Zähigkeit bei Temperaturen von flüssigem Wasserstoff (-253°C) bei.
Öl-, Gas- und Unterwasseranwendungen
Die Öl- und Gasindustrie verwendet Inconel 718-Bleche vor allem in sauren Hochdruck- und Hochtemperaturumgebungen (HPHT), in denen H₂S- und CO₂-Belastungen bei Standard-Edelstählen zu schneller Spannungsrisskorrosion führen würden. Anwendungen umfassen:
- Bohrlochkopfkomponenten und Weihnachtsbaumflansche
- Strukturelle Komponenten von Unterwasserverteilern
- Ventilkörper und Sitze für HPHT-Betrieb (über 150°C, über 103 MPa Druck)
- Gehäuse für Bohrlochwerkzeuge (Bohrgestänge, Gehäuse für Bohrlochmessgeräte, Druckbehälter)
NACE MR0175/ISO 15156 legt die Anforderungen an die Härte und die Wärmebehandlung von Inconel 718 im sauren Betrieb fest. Für H₂S-Einsätze ist die maximale Härte in der Regel auf Rc 40 oder auf die in der geltenden NACE-Norm festgelegten Werte begrenzt, wodurch die Parameter für die Alterungstemperatur und -dauer eingeschränkt werden.
Nukleare, medizinische und industrielle Anwendungen
| Industrie | Anmeldung | Erforderliche Schlüsseleigenschaft |
|---|---|---|
| Kernkraft | Reaktoreinbauten, Befestigungen, Dampferzeugerhalterung | Strahlungsbeständigkeit, Hochtemperaturfestigkeit |
| Medizinische | Gehäuse von MRT-Geräten, chirurgische Instrumente | Nicht-magnetisch, korrosionsbeständig |
| Automobilindustrie (Motorsport) | Turboladerkomponenten, Auslassventile | Hochtemperaturfestigkeit, Beständigkeit gegen thermische Ermüdung |
| Chemische Verarbeitung | Reaktorbehälter, Wärmetauscherkomponenten | Korrosionsbeständigkeit in aggressiven Medien |
| Marine | Komponenten des Antriebssystems, Handhabung von Seewasser | Korrosionsbeständigkeit gegenüber Seewasser |
Wie funktionieren Zuschnittservices und welche Toleranzen sind erreichbar?
Eine der praktischsten Dienstleistungen, die MWalloys anbietet, ist der Präzisionszuschnitt von Inconel 718-Platten. Anstatt Walzbleche in voller Länge zu kaufen und teure interne Schneidvorgänge zu verwalten, schicken uns die Kunden ihre Teilezeichnungen oder Spezifikationsblätter und erhalten das Material auf die exakten Abmessungen zugeschnitten.
Verfügbare Plattenabmessungen und Dickenbereiche
| Parameter | Standard Bereich | Anmerkungen |
|---|---|---|
| Dicke der Platte | 0,187" (4,75 mm) bis 4,0" (101,6 mm) | Dünnere Dicken werden als Blech/Band klassifiziert |
| Breite | Bis zu 1524 mm (60") Standard-Fräsbreite | Kundenspezifische Breiten durch Schneiden möglich |
| Länge | Bis zu 3048 mm (120") Standard | Größere Längen auf Anfrage erhältlich |
| Gewicht pro Platte | Bis zu 2.500 kg (Standardbehandlung) | Schwerere Platten erfordern eine besondere Logistik |
Schneidverfahren und Maßtoleranzen
Die Zähigkeit und die Tendenz zur Kaltverfestigung von Inconel 718 machen das Schneiden anspruchsvoller als bei Standard-Edelstahl. MWalloys wendet je nach Dicke, Maßtoleranz und Anforderungen an die Wärmeeinflusszone mehrere Schneidtechnologien an:
Wasserstrahlschneiden:
Die bevorzugte Methode für die meisten Blechdicken, bei denen enge Toleranzen und keine Wärmeeinflusszone erforderlich sind. Mit dem Abrasivwasserstrahl können Inconel 718-Bleche bis zu einer Dicke von ca. 6" mit Toleranzen von ±0,010" bis ±0,020" je nach Dicke geschnitten werden. Durch das Kaltschneiden wird sichergestellt, dass das Gefüge an der Schnittkante nicht verändert wird, was für AMS-zertifizierte Werkstoffe, die eine dokumentierte Rückverfolgbarkeit des Wärmebehandlungszustands erfordern, entscheidend ist.
Plasmaschneiden:
Geeignet für vorgeschnittene Rohlinge, deren Kanten anschließend bearbeitet werden sollen. Beim Plasmaschneiden entsteht eine Wärmeeinflusszone von 1-3 mm Tiefe, die Härte und Gefüge an der Schnittkante verändern kann. Mit Plasma geschnittene Teile, deren Abmessungen kritisch sind, erfordern einen anschließenden Materialabtrag durch Fräsen oder Schleifen, um die WEZ zu beseitigen. Wir empfehlen Plasma nicht als letzten Schnitt für AMS-zertifizierte Bleche in flugkritischen Anwendungen.
Laserschneiden:
Das Faserlaserschneiden ist für Inconel 718-Bleche bis zu einer Dicke von etwa 12-15 mm zunehmend praktikabel. Jenseits dieses Bereichs nehmen Schnittqualität und Schnittgeschwindigkeit aufgrund der reflektierenden und wärmeleitenden Beschaffenheit der Schnittfuge rasch ab. Das Laserschneiden erzeugt eine schmalere Schnittfuge als das Plasmaschneiden und kann bei dünneren Abschnitten Toleranzen von ±0,005" bis ±0,010" erreichen.
Sägen (Bandsäge/Kaltkreissäge):
Für den Grobzuschnitt von dicken Blechen, bei denen die endgültigen Abmessungen erst durch die anschließende Bearbeitung erreicht werden, ist das Bandsägen die wirtschaftlichste Methode. Wir verwenden kobalthaltige M42- oder hartmetallbestückte Sägeblätter mit Flutkühlung und reduzierten Schnittgeschwindigkeiten im Vergleich zu Stahl, um die Kaltverfestigung im Sägespalt zu kontrollieren.
Standard-Abmessungstoleranzen für zugeschnittene Inconel 718-Platten
| Schnittmethode | Länge/Breite-Toleranz | Rechtwinkligkeit | Oberflächengüte (Ra) |
|---|---|---|---|
| Abrasiver Wasserstrahl | ±0,010" bis ±0,020" | ±0,010" pro Fuß | 125-250 µin Ra |
| Plasma (Rohschnitt) | ±0,060" bis ±0,125" | ±0,030" pro Fuß | N/A (Maschine danach) |
| Faserlaser (<15mm) | ±0,005" bis ±0,010" | ±0,005" pro Fuß | 63-125 µin Ra |
| Bandsäge (Grobschnitt) | ±0,060" bis ±0,125" | ±0,030" pro Fuß | N/A (Maschine danach) |
Was sind die Herausforderungen bei der Bearbeitung von Inconel 718-Platten und was sind die besten Praktiken?
Die Bearbeitung von Inconel 718-Platten ist wesentlich anspruchsvoller als die von Baustahl oder austenitischem Standard-Edelstahl. Wir haben die beständigsten Erkenntnisse unseres technischen Teams und die Rückmeldungen unserer Kunden über viele Jahre der Lieferung dieses Materials für die Bearbeitung zusammengestellt.
Warum Inconel 718 schwer zu bearbeiten ist
Drei grundlegende Materialeigenschaften bestimmen die Schwierigkeit der Bearbeitung:
1. Schnelle Kaltverfestigung: Inconel 718 kann während des Schneidens innerhalb einer sehr flachen Oberflächenschicht auf etwa 250% seiner Glühhärte kaltverfestigt werden. Wenn ein Werkzeug verweilt oder reibt, anstatt sauber zu schneiden, entsteht schnell eine gehärtete Schicht, die beim nächsten Durchgang zu einem Werkzeugbruch führen kann.
2. Geringe Wärmeleitfähigkeit: Wie bereits erwähnt, wird die Wärme nicht effektiv in das Werkstück abgeleitet. Das bedeutet, dass sich praktisch die gesamte Schnittwärme an der Schnittstelle zwischen Werkzeug und Span konzentriert, was den Werkzeugverschleiß im Vergleich zum Schneiden weicherer Materialien drastisch beschleunigt.
3. Hohe Warmhärte: Selbst bei den hohen Temperaturen, die beim Schneiden entstehen, behält Inconel 718 seine hohe Härte und Festigkeit. Das Material widersteht während des gesamten Schneidzyklus der Verformung und dem Abrieb der Werkzeugkanten.
Empfohlene Bearbeitungsparameter für Inconel 718-Platten
| Operation | Werkzeug Material | Schnittgeschwindigkeit (SFM) | Vorschubgeschwindigkeit (IPR) | Schnitttiefe (in) | Kühlmittel |
|---|---|---|---|---|---|
| Grobes Drehen | Hartmetall (Sorte C-2) | 40–80 | 0.010–0.020 | 0.100–0.200 | Hochwasser (hoher Druck) |
| Drehen beenden | Beschichtetes Hartmetall | 80–150 | 0.004–0.010 | 0.020–0.040 | Hochdruck-Flut |
| Schruppfräsen | Hartmetall-Schaftfräser | 30-60 SFM | 0,002-0,006 pro Zahn | 0.050–0.150 | Flut oder Nebel |
| Schlichtfräsen | TiAlN-beschichtetes Hartmetall | 60-120 SFM | 0,001-0,003 pro Zahn | 0.010–0.030 | Hochwasser bevorzugt |
| Bohren | Kobalt HSS oder Hartmetall | 15-25 SFM | 0.003–0.007 | Voller Durchmesser | Hochdruck-Durchlaufspindel |
| Schleifen | CBN oder Aluminiumoxid | - | Sanfte Zuführung | Leichter Abtrag | Reichlich Flutkühlmittel |
Keramische Wendeschneidplatten (mit SiC-Whiskern verstärkt) können bei Schruppbearbeitungen 3 bis 5 Mal höhere Schnittgeschwindigkeiten als Hartmetall erreichen, erfordern jedoch starre Hochleistungsmaschinen und sind nicht für unterbrochene Schnitte oder Bearbeitungen mit Zunder oder harten Stellen geeignet.
Wie vergleicht man Inconel 718-Platten mit alternativen Superlegierungs-Platten?
Die Werkstoffauswahl für Hochtemperatur-Strukturanwendungen erfordert häufig einen direkten Vergleich von Inconel 718 mit konkurrierenden Superlegierungen auf Nickel- und Kobaltbasis. Im Folgenden finden Sie einen umfassenden Vergleich zur Unterstützung der technischen Entscheidungsfindung.
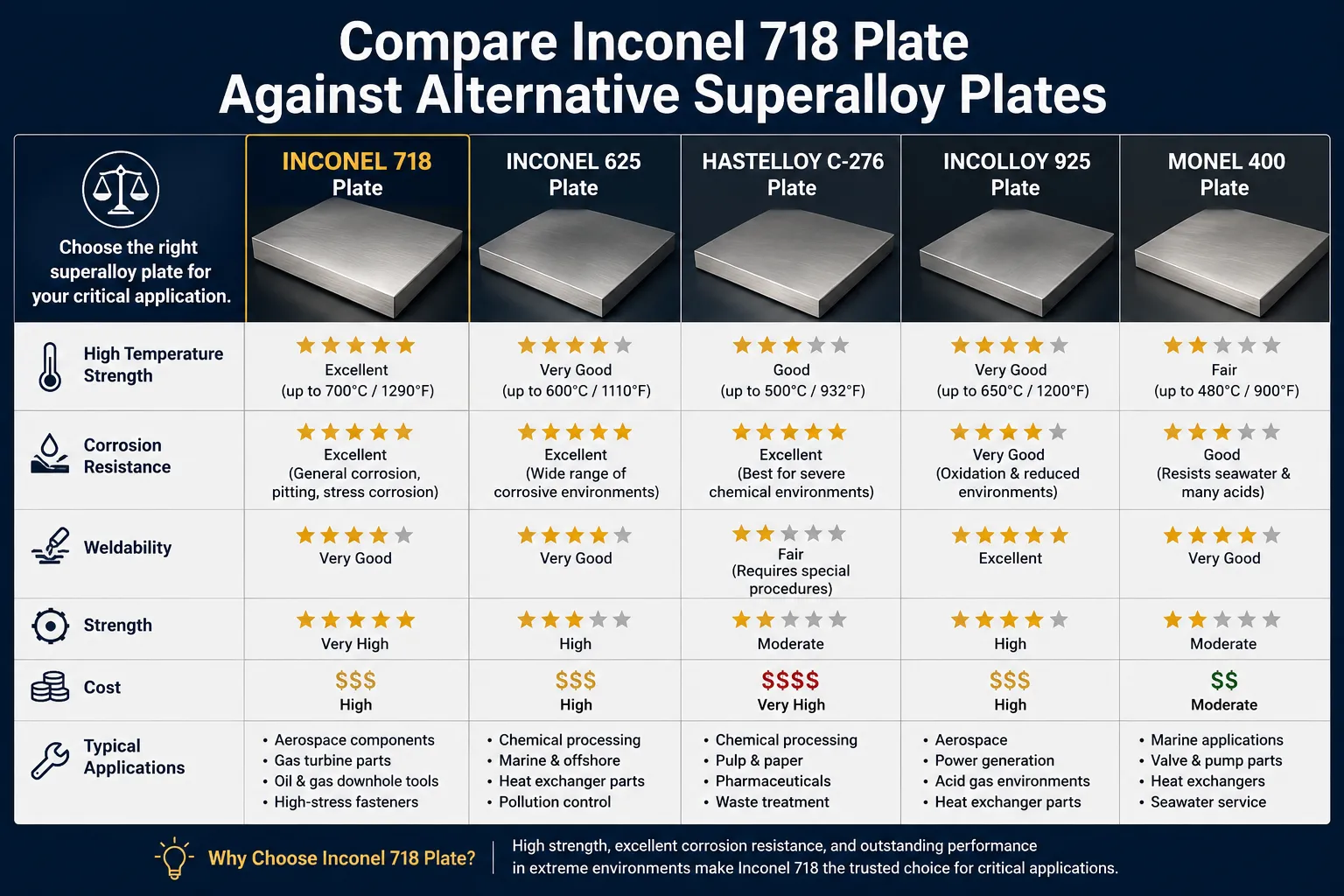
Inconel 718 vs. konkurrierende Hochtemperaturlegierungen
| Eigentum | Inconel 718 | Inconel 625 | Waspaloy | Haynes 282 | 17-4PH SS |
|---|---|---|---|---|---|
| Maximale Betriebstemperatur (Stärke) | 704°C | 816°C Oxidation / 593°C Festigkeit | 980°C | 760°C | 316°C |
| UTS (gealtert, MPa) | 1380 | 965 | 1275 | 1220 | 1170 |
| 0,2% YS (gealtert, MPa) | 1170 | 517 | 1000 | 1060 | 1000 |
| Schweißeignung | Ausgezeichnet | Ausgezeichnet | Mäßig (Risiko der HAZ-Rissbildung) | Gut | Gut |
| Bearbeitbarkeit | Mäßig (schwierig) | Mäßig-schwierig | Schwierig | Mäßig | Leicht bis mittelschwer |
| Korrosionsbeständigkeit | Sehr gut | Ausgezeichnet | Gut | Gut | Mäßig |
| Relative Kosten | Mäßig | Mäßig-hoch | Hoch | Hoch | Niedrig |
| Primäre Verstärkung | γ'' (Ni₃Nb) | Feste Lösung | γ' (Ni₃Al) | γ' | Martensit + Cu-Ausscheidung |
Aus dem Vergleich ergeben sich mehrere klare Schlussfolgerungen für den Werkstofftechniker:
- Für Anwendungen unter 700°C, die eine maximale Festigkeit und gute Schweißbarkeit erfordern, ist Inconel 718 nach wie vor die optimale Wahl.
- Für Anwendungen mit einer Dauertemperatur von über 700 °C sollten Waspaloy oder René 41 in Betracht gezogen werden, wenn die Korrosionsumgebung überschaubar ist, oder Inconel 625, wenn Korrosion das Hauptproblem darstellt.
- Haynes 282 ist eine neuere Alternative, die eine bessere Oxidationsbeständigkeit als 718 bei vergleichbarer Festigkeit bei mittleren Temperaturen bietet.
- 17-4PH-Edelstahl ist kein geeigneter Ersatz, wenn die Temperatur 316°C übersteigt oder wenn Sauergaskorrosion ein Problem darstellt.
Welche Qualitätszertifikate und Dokumentationen sollten Inconel 718-Platten begleiten?
Die Beschaffung von AMS 5596-zertifiziertem Inconel 718-Blech für die Luft- und Raumfahrt, die Nuklearindustrie oder kritische industrielle Anwendungen erfordert ein vollständiges Dokumentationspaket, das eine vollständige Rückverfolgbarkeit vom Rohmaterial bis zum fertigen Bauteil ermöglicht.
Erforderliche Dokumentation für AMS 5596 Inconel 718-Platten
| Dokument | Inhalt | Zweck |
|---|---|---|
| Materialtestbericht (MTR) | Wärmechemie, mechanische Prüfergebnisse, Wärmebehandlungsprotokolle, Bescheinigung | Primäres Einhaltungsdokument |
| Konformitätsbescheinigung (C of C) | Schriftliche Erklärung des Lieferanten, dass das Material der Spezifikation entspricht | Vertragserfüllung |
| Wärme/Losnummer | Eindeutige alphanumerische Kennung, die sich auf Schmelzaufzeichnungen zurückführen lässt | Rückverfolgbarkeit zur ursprünglichen Schmelze |
| Bericht über die Ultraschallprüfung | UT-Prüfumfang und Rückweisungskriterien (für qualifizierte Dicken) | Interne Fehlererkennung |
| Bericht über die maßliche Inspektion | Gemessene Dicke, Breite, Länge, Ebenheit | Überprüfung der Dimensionen |
| Chemische Analyse (Produkt) | Tatsächlich gemessene chemische Eigenschaften der Platte (nicht nur Schmelzwärme) | Bestätigt die Einhaltung der Spezifikationen auf Produktebene |
Bei MWalloys unterhalten wir ein kontrolliertes Dokumentenmanagementsystem, das es den Kunden ermöglicht, jederzeit historische MTRs für die an sie gelieferten Materialien anzufordern. Dies ist besonders wichtig für Betreiber im MRO-Sektor der Luft- und Raumfahrt, die die Rückverfolgbarkeit von Materialien für die Wartungsaufzeichnungen ihrer Flotte rekonstruieren müssen.
Anwendbare Qualitätsmanagementsystem-Zertifizierungen
Kunden, die Lieferanten von Inconel 718-Platten bewerten, sollten sich vergewissern, dass der Lieferant die Anforderungen erfüllt:
- AS9100 Rev D: Qualitätsmanagementsystem für die Lieferkette in der Luft- und Raumfahrt.
- ISO 9001:2015: Allgemeines Qualitätsmanagementsystem (Mindestanforderungen).
- NADCAP: National Aerospace and Defense Contractors Accreditation Program (für Wärmebehandlungs- und ZfP-Verfahren).
- DFARS-Einhaltung: Bei der Beschaffung von US-Verteidigungsgütern müssen die Materialien gemäß 48 CFR 252.225-7009 auf inländische Schmelz- und Fertigungsquellen zurückverfolgt werden können (Einhaltung der Bestimmungen für Spezialmetalle).
Wie sollten Ingenieure Inconel 718-Plattenmaterial spezifizieren und bestellen?
Eine vollständige Bestellung für Inconel 718-Blech sollte genügend technische Details enthalten, um Unklarheiten zu vermeiden und sicherzustellen, dass der Lieferant genau das liefert, was die Anwendung erfordert. Wir haben erlebt, wie kostspielige Verzögerungen und Ablehnungen aus unterspezifizierten Bestellungen resultierten, bei denen wichtige Anforderungen ausgelassen wurden.
Empfohlene Bestellpositionen für Inconel 718-Platten
Eine gut strukturierte Spezifikation für Inconel 718-Platten sollte Folgendes enthalten:
- Materialbezeichnung: Inconel 718 / UNS N07718.
- Maßgebliche Spezifikation: AMS 5596M (aktuelle Version bestätigen).
- Bedingung für die Wärmebehandlung: Zustand A (lösungsgeglüht) oder Zustand B (vollständig gealtert, gemäß AMS 5597).
- Schmelzpraxis: VIM+ESR, VIM+ESR+VAR, oder wie in der Spezifikation erlaubt.
- Produktstärke: Nominal mit der entsprechenden Dickentoleranz gemäß AMS 2242 oder wie angegeben.
- Breite und Länge: Nennmaße mit beidseitigen Toleranzen.
- Zustand der Oberfläche: Gerollt und gepökelt, oder ein- oder beidseitig gemahlen.
- Menge/Gewicht: Anzahl der Stücke oder Gesamtgewicht.
- Anforderungen an die Zertifizierung: MTR, C of C, Ultraschallprüfbescheinigung, falls erforderlich.
- Besondere Anforderungen: DFARS-Konformität, Genehmigung von Kundenquellen, Erstmusterprüfung.
Standardtoleranzen für die Blechdicke (gemäß AMS 2242)
| Nenndicke (in) | Dickentoleranz (in) | Breite Toleranz (in) |
|---|---|---|
| 0.187–0.250 | +0.018 / -0.000 | +0.125 / -0.000 |
| 0.251–0.500 | +0.023 / -0.000 | +0.125 / -0.000 |
| 0.501–1.000 | +0.033 / -0.000 | +0.188 / -0.000 |
| 1.001–2.000 | +0.045 / -0.000 | +0.250 / -0.000 |
| 2.001–3.000 | +0.058 / -0.000 | +0.375 / -0.000 |
| 3.001–4.000 | +0.073 / -0.000 | +0.375 / -0.000 |
Hinweis: Die AMS 2242-Toleranzen sind nur positiv (Übermaß, aber nicht Untermaß), was bei Konstruktionsblechen üblich ist, bei denen die Mindestdicke die Konstruktionsberechnung bestimmt. Ingenieure, die nach der Mindestquerschnittsdicke planen, sollten diese Toleranzkonvention bei der Spannungsanalyse berücksichtigen.
FAQs über Inconel 718-Plattenmaterial
1: Was ist der Unterschied zwischen Inconel 718-Platten und Inconel 718-Blättern?
Inconel 718-Platten sind Materialien mit einer Nenndicke von 4,75 mm (0,187 Zoll) oder mehr, während sich Bleche auf Materialien beziehen, die dünner als dieser Grenzwert sind. Die Unterscheidung ist wichtig, weil AMS 5596 beide Formen unter derselben Spezifikation abdeckt, aber die anwendbaren Dickentoleranzen, Ebenheitsanforderungen und einige mechanische Testanforderungen unterscheiden sich zwischen ihnen. Bleche werden in der Regel für strukturelle, maschinell bearbeitete und stark belastete Anwendungen verwendet, bei denen ein größerer Querschnitt für die Festigkeit oder den Materialabtrag während der Bearbeitung erforderlich ist. Blecherzeugnisse werden üblicherweise für geformte Komponenten, Auskleidungen und Gehäuse verwendet. MWalloys hat beide Formen auf Lager und kann Sie beraten, welche Form für Ihre Anwendung geeignet ist, je nach erforderlichem Querschnitt, Umformungsanforderungen und Endverwendungsspezifikation.
2: Kann Inconel 718-Platten geschweißt werden, nachdem sie auf volle Festigkeit gealtert sind?
Das Schweißen von vollständig gealtertem (ausscheidungsgehärtetem) Inconel 718-Blech ist technisch möglich, doch wird für strukturelle Anwendungen dringend davon abgeraten, da die Wärmeeinflusszone anfällig für Spannungsrissbildung wird. Wenn das gealterte Material der Schweißwärme ausgesetzt wird, entstehen beim Erhitzen und Abkühlen der Schweißzone über den Ausscheidungstemperaturbereich thermische Eigenspannungen, unter denen die bereits gehärtete Matrix reißen kann. Die korrekte Vorgehensweise besteht darin, das Material im lösungsgeglühten Zustand zu schweißen und nach dem Schweißen eine vollständige Alterungswärmebehandlung durchzuführen. Für die Reparatur von Schweißnähten an Bauteilen, die in die Jahre gekommen sind, ist ein vollständiges erneutes Lösungsglühen mit anschließender Aushärtung nach dem Schweißen die sicherste Methode. Als Schweißzusatzwerkstoff sollte ein passender Inconel 718-Zusatzwerkstoff (AMS 5832-Draht) oder bei mehrlagigen Schweißungen ein Inconel 625-Zusatzwerkstoff verwendet werden, um die Duktilität des Schweißbades zu maximieren.
3: Mit welcher Oberflächenbeschaffenheit kommen Inconel 718-Bleche normalerweise aus dem Walzwerk?
Standard-Inconel 718-Bleche werden mit einer entzunderten und gebeizten Oberflächenbeschaffenheit geliefert, die üblicherweise als "warmgewalzt, geglüht und gebeizt" (HRAP) mit einer ungefähren Ra von 250-500 µin beschrieben wird. Diese Oberfläche ist für die meisten strukturellen Anwendungen, bei denen die Oberfläche maschinell bearbeitet wird, ausreichend. Für Anwendungen, die eine glattere Ausgangsoberfläche erfordern - wie z. B. Druckbehälterkomponenten, bei denen der Zugang zur Inspektion eingeschränkt ist - kann geschliffenes Blech mit Ra 63 µin oder besser spezifiziert werden. Eine blankgeglühte Oberfläche (ähnlich der Oberfläche von rostfreiem 2B) ist aufgrund der praktischen Beschränkungen des Blankglühens von dickem Material kein Standard für Blechdicken. MWalloys kann HRAP-Standardmaterial liefern und auf Wunsch auch das Schleifen der Oberfläche organisieren. Bestätigen Sie immer die gewünschte Oberflächenbeschaffenheit in der Bestellung, da die Oberflächenvorbereitung die Materialkosten und die Vorlaufzeit erheblich beeinflusst.
4: Ist Inconel 718 Blech magnetisch?
Inconel 718 ist in seinem standardmäßig lösungsgeglühten oder ausscheidungsgehärteten Zustand im Wesentlichen nicht magnetisch, mit einer relativen magnetischen Permeabilität von etwa 1,0011 - also innerhalb der nichtmagnetischen Klassifizierung. Dadurch eignet es sich für Anwendungen in der Nähe von magnetfeldempfindlichen Geräten wie MRT-Geräten, Magnetometern und bestimmten Verteidigungssensoren. Es ist jedoch zu beachten, dass eine lokale Kaltumformung - wie aggressives Schleifen, schwere Umformung oder schwere Bearbeitung - eine sehr geringe Menge an Ferromagnetismus im oberflächennahen Bereich aufgrund der verformungsbedingten Umwandlung von Spurenmengen an Restaustenit hervorrufen kann. Bei Anwendungen mit sehr strengen Anforderungen an die magnetische Permeabilität (Permeabilität unter 1,005) sollten die Käufer eine Prüfung der magnetischen Permeabilität am fertig bearbeiteten Bauteil vorschreiben, anstatt sich ausschließlich auf die Zertifizierung des Ausgangsmaterials zu verlassen.
5: Wie hoch ist die maximale Betriebstemperatur für Inconel 718-Platten im Dauerbetrieb?
Die praktische Höchsttemperatur für Inconel 718 bei anhaltender struktureller Belastung liegt bei etwa 650-700°C (1200-1292°F). Oberhalb dieses Bereichs beginnt die primär verfestigende Ausscheidung γ'' (Ni₃Nb), sich in die stabile, aber nicht kohärente Delta-Phase (δ-Ni₃Nb) umzuwandeln, die nicht dieselbe Ausscheidungshärtung bewirkt. Bei längerer Einwirkung von über 700 °C kommt es zu einer Überalterung und zu einer erheblichen Verringerung der Festigkeit. Für eine Oxidationsbeständigkeit ohne strukturelle Belastung kann Inconel 718 aufgrund seines Chromgehalts, der eine Schutzschicht bildet, kurzzeitige Exkursionen bis etwa 980°C (1800°F) tolerieren. Für Anwendungen, die einen dauerhaften Einsatz bei über 700°C erfordern, sollten Inconel 625, Waspaloy, Haynes 188 oder andere Legierungen in Betracht gezogen werden, die speziell für den Einsatz bei höheren Temperaturen entwickelt wurden.
6: Wie verhalten sich Inconel 718-Bleche in Sauergasumgebungen (H₂S)?
Inconel 718 ist für den Einsatz in Sauergas gemäß NACE MR0175/ISO 15156-3 zugelassen, vorbehaltlich von Einschränkungen in Bezug auf Härte und Wärmebehandlung, die die maximale Härte auf Rc 40 (oder wie angegeben) für H₂S-Partialdrücke oberhalb bestimmter Schwellenwerte begrenzen. Die Legierung weist eine ausgezeichnete Beständigkeit gegen Sulfid-Spannungsrisse (SSC) auf, wenn sie ordnungsgemäß wärmebehandelt und innerhalb der Härtegrenzen liegt. Der hohe Chromgehalt (17-21%) und der Nickelgehalt über 50% erzeugen eine passive Oxidschicht, die dem H₂S-Angriff unter den meisten Ölfeldbedingungen widersteht. Für hochkonzentrierte H₂S-Umgebungen oder Anwendungen, bei denen H₂S und Chlorid-Spannungskorrosion kombiniert werden, wird eine Eignungsprüfung gemäß den geltenden NACE-Normen empfohlen. MWalloys kann Inconel 718-Bleche mit dokumentierten Härtewerten liefern, um die Einhaltung der NACE-Normen zu bestätigen, und kann bei Bedarf Material in spezifischen Vergütungszuständen liefern, um die Härtegrenzwerte einzuhalten.
7: Welche Standardabmessungen sind für Inconel 718 Bleche bei MWalloys erhältlich?
MWalloys führt Inconel 718-Blech in einem umfassenden Dickenbereich von 3/16" (0,187") bis 4" (101,6"), in Standardbreiten von 24", 36", 48" und 60" und in Standardlängen von 96" und 120". Darüber hinaus führen wir nicht standardisierte Dicken, die auf Bestellung aus Vollblechen geschnitten werden, und wir können Bleche außerhalb der Standardabmessungsbereiche über unsere etablierten Werksbeziehungen mit Vorlaufzeiten von typischerweise 2 bis 6 Wochen je nach spezifischer Anforderung beziehen. Unser nach AMS 5596 zertifizierter Lagerbestand wird standardmäßig im lösungsgeglühten Zustand (Zustand A) gehalten, da dieser die größte Flexibilität für die Umformung, das Schweißen und die Wärmebehandlung beim Kunden bietet. Vollständig gealtertes Material (Zustand B) ist auf Anfrage mit entsprechender Vorlaufzeit für die Wärmebehandlung erhältlich.
8: Beeinflusst die Zuschnittverarbeitung die AMS 5596-Zertifizierung von Inconel 718-Platten?
Mechanische Schneidvorgänge (Wasserstrahl, Plasma, Säge, Laser), die an AMS 5596-zertifizierten Blechen durchgeführt werden, machen die Materialzertifizierung nicht ungültig, vorausgesetzt, die Originalzertifizierungsdokumentation wird aufbewahrt und mit den geschnittenen Teilen übertragen. Die wichtigste Anforderung ist die Rückverfolgbarkeit - jedes geschnittene Stück muss durch die Kennzeichnung mit der Schmelznummer oder durch die Begleitdokumentation bis zum ursprünglichen zertifizierten Wärmelos identifizierbar sein. Der Schneidvorgang selbst verändert die chemische Zusammensetzung oder den Wärmebehandlungszustand des Materials nicht, so dass die Zertifizierung gültig bleibt. Wenn der Schneidprozess jedoch eine wärmebeeinflusste Zone erzeugt (wie beim Plasma- oder Laserschneiden), die in den funktionalen Teil des Teils eindringt, kann eine Wärmebehandlung nach dem Schnitt oder eine Kantenbearbeitung erforderlich sein, um das betroffene Material wieder in den Spezifikationszustand zu bringen. MWalloys sorgt für eine vollständige Rückverfolgbarkeit der Wärmenummern aller geschnittenen Teile und stellt eine aktualisierte Dokumentation zur Verfügung, die die Abmessungen im geschnittenen Zustand wiedergibt.
9: Wie lange dauert es, bis Bestellungen für zugeschnittene Inconel 718-Platten von MWalloys eingehen?
Für Standarddicken ab Lager mit Wasserstrahl- oder Sägeschnitt liefert MWalloys in der Regel zugeschnittene Inconel 718-Blechbestellungen innerhalb von 3 bis 7 Werktagen nach Eingang einer bestätigten Bestellung und genehmigten Zeichnungen. Eilaufträge für kritische Situationen in der Luft- und Raumfahrt oder zur Unterstützung von Produktionslinien können mit einer Durchlaufzeit von 24-48 Stunden für unkomplizierte Zuschnitte aus dem Lagerbestand erfüllt werden. Aufträge, die eine Materialbeschaffung aus dem Walzwerk erfordern (nicht lagerhaltige Dicken oder sehr große Stücke), erfordern in der Regel eine Vorlaufzeit von 4-8 Wochen, je nach den spezifischen Abmessungen und Anforderungen der Schmelzpraxis. Aufträge, die zusätzliche Dienstleistungen wie Oberflächenschleifen, Richten von Blechen oder eine vollständige Ultraschallprüfung beinhalten, verlängern die Standardvorlaufzeit um 3 bis 5 Arbeitstage. Wir empfehlen dringend, sich bei Projekten mit engen Terminvorgaben frühzeitig im Beschaffungszyklus mit unserem Vertriebsingenieurteam in Verbindung zu setzen.
10: Wie groß ist der Kostenunterschied zwischen AMS 5596 und ASTM B670 Inconel 718-Platten?
AMS 5596-zertifiziertes Inconel 718-Blech hat in der Regel einen Aufschlag von 15-30% gegenüber ASTM B670-Blech für gleichwertige Abmessungen, was die zusätzlichen Prüf-, Dokumentations- und Qualitätssystemanforderungen der Luftfahrtspezifikation widerspiegelt. ASTM B670 deckt dieselbe Legierung in Form von Blechen ab, jedoch mit weniger strengen Dokumentationsanforderungen, weniger obligatorischen Testparametern und ohne die Anforderung einer Zertifizierung des Qualitätsmanagementsystems für die Luft- und Raumfahrt (AS9100). Für industrielle Anwendungen in der chemischen Verarbeitung, der Energieerzeugung oder im allgemeinen Maschinenbau, bei denen eine AMS-Zertifizierung vom Endkunden oder der Aufsichtsbehörde nicht verlangt wird, ist das Material nach ASTM B670 in der Legierungszusammensetzung technisch gleichwertig und kann erhebliche Kosteneinsparungen bedeuten. Für Anwendungen in der Luft- und Raumfahrt, im Verteidigungsbereich oder im Nuklearbereich ist die AMS 5596-Zertifizierung jedoch in der Regel obligatorisch und kann nicht ersetzt werden. MWalloys liefert beide Zertifizierungen und kann Sie bei der Wahl der für Ihre Anwendung geeigneten Spezifikation beraten.
Nachprüfbare Referenzen
Die folgenden Quellen wurden bei der Erstellung dieses Fachartikels herangezogen und können von Ingenieuren und Beschaffungsspezialisten unabhängig überprüft werden:
- SAE International. AMS 5596M: Nickel-Legierung, korrosions- und hitzebeständig, Bleche, Bänder und Platten, 52.5Ni-19Cr-3.0Mo-5.1Cb (Nb)-0.90Ti-0.50Al-18Fe. SAE International, Warrendale, PA. Aktuelle Revision.
- SAE International. AMS 2774: Wärmebehandlung, Teile aus Nickellegierungen und Kobaltlegierungen. SAE International, Warrendale, PA. Aktuelle Revision.
- ASTM International. ASTM B670: Standardspezifikation für Stäbe, Platten, Bleche, Bänder und Schmiedestücke aus ausscheidungshärtenden Nickellegierungen. ASTM International, West Conshohocken, PA.
- Special Metals Corporation. INCONEL-Legierung 718 Datenblatt Veröffentlichung SMC-045. Huntington Alloys, Huntington, WV.
- Verband der Luft- und Raumfahrtindustrie (AIA). NASM 17887: Spezifikation für Inconel-Legierung 718. AIA, Washington, DC.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: Erdöl- und Erdgasindustrie - Werkstoffe zur Verwendung in H₂S-haltigen Umgebungen bei der Erdöl- und Erdgasförderung, Teil 3: Rissbeständige CRAs (Corrosion-Resistant Alloys) und andere Legierungen. NACE International, Houston, TX.
- Donachie, M.J. und Donachie, S.J. Superlegierungen: A Technical Guide, 2. Auflage. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Die Superlegierungen: Grundlagen und Anwendungen. Cambridge University Press, Cambridge, UK, 2006. ISBN: 978-0-521-07011-9
- ASM International. ASM Handbook Band 1: Eigenschaften und Auswahl: Eisen, Stähle und Hochleistungslegierungen. ASM International, Materials Park, OH. ISBN: 0-87170-377-7
- Pollock, T.M. und Tin, S. "Superlegierungen auf Nickelbasis für moderne Turbinenmotoren: Chemistry, Microstructure, and Properties"." Journal of Propulsion and Power, Vol. 22, Nr. 2, 2006, S. 361-374. Verfügbar über die digitale Bibliothek der AIAA.
- Haynes International. Technische Broschüre über Hochtemperaturlegierungen. Haynes International, Kokomo, IN.
- SAE International. AMS 2242: Toleranzen, Bleche, Bänder und Platten, Nickel und Nickellegierungen. SAE International, Warrendale, PA.
- Handbuch der Bearbeitungsdaten, 3. Auflage. Machinability Data Center, Cincinnati, OH. (Schnittgeschwindigkeit und Vorschubdaten für Superlegierungen auf Nickelbasis).
- Rolls-Royce plc. Das Strahltriebwerk, 5. Auflage. Rolls-Royce Technical Publications, Derby, UK, 1996. ISBN: 0-902121-04-9
