صفيحة إنكونيل 718 إن المخزون المعتمد وفقًا لمعيار AMS 5596 هو الخيار القياسي في الصناعة للتطبيقات الهيكلية عالية الحرارة التي تتطلب قوة شد استثنائية ومقاومة للتآكل ودقة الأبعاد. في شركة MWalloys، نوفر ألواح Inconel 718 المعتمدة من AMS 5596 بأشكال مخصصة للقطع حسب الحجم، ونخدم مصنعي الطيران ومشغلي النفط والغاز والمنشآت النووية وورش التصنيع الدقيق في جميع أنحاء العالم. وتوفر هذه المادة قوة إنتاجية تتجاوز 150 كيلو باسكال في حالة التقادم، وتحافظ على السلامة الميكانيكية من درجات الحرارة المبردة حتى 1300 درجة فهرنهايت (704 درجة مئوية)، وتفي بمتطلبات التتبع الصارمة التي تتطلبها مواصفات مشتريات الطيران من المستوى الأول.
إذا كان مشروعك يتطلب استخدام ألواح Inconel 718، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
ما هو Inconel 718 ولماذا يعتبر العمود الفقري للسبائك الفائقة؟
إنكونيل 718, يُشار إليها أيضًا بتسمية UNS N07718 أو W.Nr.2.4668، وهي سبيكة فائقة قابلة للتصلب بالترسيب قائمة على النيكل والكروم والتي يتم إنتاجها تجاريًا منذ أوائل الستينيات. وقد عالج تطويرها من قِبل شركة النيكل الدولية (INCO) فجوة حرجة في مجال المواد: الحاجة إلى سبيكة يمكن أن تصلب مع مرور الزمن بسرعة وموثوقية، دون صعوبات اللحام والتصنيع الشديدة التي عانت منها سبائك النيكل السابقة مثل واسبالوي ورينيه 41.

ما يجعل Inconel 718 استثنائيًا حقًا هو آلية التصلب غير العادية التي يستخدمها. على عكس معظم سبائك النيكل الفائقة التي تعتمد على ترسبات جاما الأولية (γ''، يستمد Inconel 718 معظم قوته من ترسبات جاما الأولية المزدوجة (γ''') - وتحديدًا، جسيمات Ni₃Nb المرتبة التي تتشكل بشكل متماسك داخل المصفوفة المكعبة المتمركزة في الوجه (FCC). وتمنح هذه الآلية السبيكة شكل حركية ترسيب أبطأ، وهو ما يُترجم مباشرةً إلى قابلية لحام فائقة: لا تتصلب المادة بسرعة في المنطقة المتأثرة بالحرارة أثناء اللحام، مما يمنع التشقق الناتج عن عمر الإجهاد الذي عادةً ما يدمر السبائك الفائقة الأخرى عالية القوة.
لقد عملنا مع المئات من الفرق الهندسية على مر السنين، وتتمثل إحدى الملاحظات التي نطرحها باستمرار في أن المهندسين في بعض الأحيان يقللون من مدى انتشار سبيكة Inconel 718 على نطاق واسع لتحل محل المواد الأخرى في البيئات الحرارية الصعبة. تستحوذ السبيكة على ما يقرب من 34% من إجمالي إنتاج السبائك الفائقة على مستوى العالم - وهي هيمنة على السوق تعكس قدراتها التقنية والثقة التي طورتها الصناعة في سلوكها على المدى الطويل.
الخصائص الفيزيائية الرئيسية التي تميز Inconel 718
| الممتلكات | القيمة | الملاحظات |
|---|---|---|
| الكثافة | 8.19 جم/سم مكعب (0.296 رطل/بوصة مكعبة) | أثقل قليلاً من سبائك التيتانيوم |
| نطاق الذوبان | 1260-1336 درجة مئوية (2300-2437 درجة فهرنهايت) | نطاق التصلب الواسع يساعد على قابلية اللحام |
| التوصيل الحراري | 11.4 وات/م كلفن عند 21 درجة مئوية | أقل من الفولاذ؛ يؤثر على إدارة الحرارة بالقطع |
| الحرارة النوعية | 435 جول/كجم-كجم-ك عند 21 درجة مئوية | مهم لتطبيقات التدوير الحراري |
| المقاوماتية الكهربائية | 1.252 ميكرومتر مكعب Ω-م | ذات صلة بتطبيقات القطع باستخدام EDM |
| النفاذية المغناطيسية | ~1.0011 (غير مغناطيسية في الأساس) | ضرورية لمبيتات مستشعرات التصوير بالرنين المغناطيسي والدفاع |
يستحق رقم التوصيل الحراري المنخفض اهتمامًا خاصًا. نظرًا لأن Inconel 718 يوصل الحرارة بشكل سيئ مقارنةً بالفولاذ الكربوني أو الألومنيوم، فإن الحرارة المتولدة أثناء التصنيع الآلي تتركز عند حافة القطع بدلاً من أن تتبدد في قطعة العمل. هذه الخاصية الوحيدة مسؤولة عن معظم تكاليف الأدوات التي يواجهها المهندسون عند الانتقال من الفولاذ الهيكلي إلى تصنيع السبائك الفائقة.
اقرأ أيضًا: صفيحة مونيل 400: مخزون معتمد من ASTM B127، خدمات القطع حسب الطلب
ماذا تعني شهادة AMS 5596 في الواقع لمخزون الألواح؟
AMS 5596 هي مواصفات مواد الفضاء الجوي التي تنشرها الجمعية الدولية لمهندسي الطيران والفضاء (التي كانت تدار سابقًا تحت إشراف جمعية مهندسي السيارات) والتي تحكم شراء إنكونيل 718 في شكل صفائح وشرائح وألواح. التنقيح الحالي للمواصفة AMS 5596 هو التنقيح M (AMS 5596M)، والذي يدمج التنقيحات السابقة ويتماشى مع توقعات نظام الجودة الحديث.
عندما يقوم أحد منتجي المواد باعتماد صفيحة Inconel 718 وفقًا لمعيار AMS 5596، فإنه يؤكد على الامتثال لمجموعة مفصلة من المتطلبات التي تمتد:
- حدود التركيب الكيميائي (تم التحقق من ذلك عن طريق كيمياء الحرارة الذائبة وتحليل المنتج).
- الحد الأدنى لخصائص الشد (في درجة حرارة الغرفة ودرجة الحرارة المرتفعة).
- متطلبات حجم الحبيبات (لنطاقات سُمك محددة).
- متطلبات حالة السطح.
- حالة المعالجة الحرارية (عادةً ما يتم توفيره في حالة التلدين بالمحلول الملدن، المسمى بالحالة A).
- متطلبات الاختبارات غير المدمرة (الفحص بالموجات فوق الصوتية لنطاقات سُمك معينة).
- متطلبات وثائق التصديق (تقارير اختبار المواد، وإمكانية تتبع دفعة الحرارة).
من المهم أن نفهم أن شهادة AMS 5596 ليست هي نفس مواصفات "Inconel 718". تفرض المواصفات نوافذ كيميائية أضيق من حدود UNS N07718 العامة في بعض فئات العناصر النزرة. على سبيل المثال، تفرض AMS 5596 ضوابط محددة على محتوى الفوسفور والكبريت والبورون والكوبالت التي قد لا تنعكس في شهادة مطحنة عامة تشير إلى UNS N07718 فقط.
في شركة MWalloys، كل صفيحة نقوم بتوريدها مقابل طلب شراء AMS 5596 تكون مصحوبة بتقرير اختبار المواد (MTR) الذي يوثق الرقم الحراري والتحليل الكيميائي الكامل ونتائج الاختبارات الميكانيكية وسجلات المعالجة الحرارية والموقع المسؤول عن الجودة. إن سلسلة التوثيق هذه هي ما يفصل بين المشتريات الخاصة بالفضاء الجوي والتوريد الصناعي العام.
مواصفات AMS 5596 مقابل مواصفات Inconel 718 ذات الصلة
| المواصفات | الاستمارة | الحالة | الاستخدام الأساسي |
|---|---|---|---|
| AMS 5596 | ورقة، شريط، لوحة، صفيحة | المحلول الملدن (الحالة أ) | المكونات الهيكلية للفضاء الجوي |
| AMS 5597 | ورقة، شريط، لوحة، صفيحة | ملدن بالمحلول + معتق (الحالة ب) | تطبيقات عالية القوة تتطلب تقادمًا كاملاً |
| AMS 5662 | بار، بيليت | محلول ملدن | المكونات الدوارة، الأعمدة |
| AMS 5663 | بار، بيليت | تصلب الترسيب | مثبتات وأعمدة تثبيت عالية القوة |
| AMS 5664 | بار، بيليت | متصلب الترسيب (ممتاز) | الأجزاء الدوارة الحرجة |
| AMS 5832 | أسلاك اللحام | - | معدن حشو اللحام الانصهار |
| ASTM B670 | لوحة، ورقة، شريط، شريط | متنوع | التطبيقات الصناعية/غير الفضائية |
إن التمييز بين AMS 5596 (الملدنة بالمحلول) وAMS 5597 (المعتقة بالكامل) مهم للغاية بالنسبة للمهندس الذي يصمم المكون. إذا كانت الصفيحة ستخضع لعمليات تشكيل أو تصنيع إضافية قبل المعالجة الحرارية النهائية، فإن AMS 5596 الحالة A هي نقطة البداية الصحيحة. إذا كان المكون لا يتطلب أي معالجة حرارية إضافية بعد التسليم، فإن مادة AMS 5597 المعتقة بالكامل توفر أعلى الخواص الميكانيكية مباشرة من المخزون.
كيف يؤثر التركيب الكيميائي ل Inconel 718 على أدائه؟
إن كيمياء Inconel 718 عبارة عن توازن مصمم بعناية هندسيًا يتيح الاستجابة للتصلب بالترسيب مع الحفاظ على قابلية التشكيل وقابلية اللحام ومقاومة الأكسدة. إن فهم ما يساهم به كل عنصر من عناصر السبائك يساعد المهندسين على اتخاذ قرارات أفضل بشأن اختيار المواد والمعالجة وحدود الاستخدام.
التركيب الكيميائي الاسمي للإنكونيل 718 (متطلبات AMS 5596)
| العنصر | AMS 5596 Min (%) | AMS 5596 ماكس (%) | الدور الرئيسي |
|---|---|---|---|
| النيكل (ني) | 50.00 | 55.00 | فلز قاعدي؛ مثبت مصفوفة FCC |
| الكروم (Cr) | 17.00 | 21.00 | مقاومة الأكسدة والتآكل الساخن |
| الحديد (Fe) | الرصيد | - | مخفض التكلفة؛ دعم المصفوفة |
| النيوبيوم + التنتالوم (Nb+Ta) | 4.75 | 5.50 | المقوي الأساسي عبر راسب γ''' (Ni₃Nb) |
| الموليبدينوم (Mo) | 2.80 | 3.30 | تقوية المحلول الصلب؛ مقاومة التآكل |
| التيتانيوم (Ti) | 0.65 | 1.15 | الراسب الثانوي 'غاما' السابق؛ التحكم في حدود الحبيبات |
| الألومنيوم (Al) | 0.20 | 0.80 | γ' راسب (Ni₃Al)؛ مقاومة الأكسدة |
| الكوبالت (Co) | - | 1.00 كحد أقصى | تقوية المحلول الصلب |
| الكربون (C) | - | 0.08 كحد أقصى | كربيد كربيد سابق؛ تثبيت حدود الحبيبات |
| المنجنيز (Mn) | - | 0.35 كحد أقصى | مزيل الأكسدة |
| السيليكون (Si) | - | 0.35 كحد أقصى | مزيل الأكسدة؛ مقاومة الأكسدة عند مستويات منخفضة |
| الفوسفور (P) | - | 0.015 كحد أقصى | الشوائب الخاضعة للرقابة؛ مخاطر التقصف الحدودي للحبوب |
| الكبريت (S) | - | 0.015 كحد أقصى | الشوائب الخاضعة للرقابة؛ مخاطر الليونة الساخنة |
| البورون (B) | - | 0.006 كحد أقصى | مقوي حدود الحبوب بكميات مضبوطة |
| النحاس (النحاس) | - | 0.30 كحد أقصى | التحكم في العنصر المتشرد |
ويستحق محتوى النيوبيوم مناقشة محددة لأنه العنصر الأكثر مسؤولية عن النجاح التجاري لـ Inconel 718. يشكّل النيوبيوم طور غاما المزدوج الأولي (γ''') (Ni₃Nb)، وهو الراسب الأساسي المقوي. والأهم من ذلك أن الطور γ'' يتشكل بشكل أبطأ بكثير من الطور γ'" الموجود في سبائك النيكل الفائقة الأقدم، ولهذا السبب يمكن لحام Inconel 718 دون تصلب فوري في المنطقة المتأثرة بالحرارة. هذه الحركية البطيئة هي ما يمكّن خاصية "السبيكة الفائقة القابلة للحام" التي جعلت السبيكة منتشرة في كل مكان في تصنيع الطائرات.
يوفر مستوى الكروم (17-21%) الدفاع الأساسي ضد الأكسدة والتآكل الساخن. في بيئات الخدمة التي توجد فيها غازات الاحتراق المحتوية على الكبريت - كما هو الحال في محترقات التوربينات الغازية - يشكل الكروم مقياس Cr₂O₃O₃ الواقي الذي يحد من تغلغل الأكسدة. وهذا يجعل Inconel 718 مناسبًا للتطبيقات التي من شأنها أن تدمر بسرعة سبائك النيكل منخفضة الكروم أو معظم الفولاذ المقاوم للصدأ.
ما الخواص الميكانيكية التي يمكن أن يتوقعها المهندسون من اللوح المعتمد من AMS 5596؟
تعتمد متطلبات الخواص الميكانيكية بموجب AMS 5596 على حالة المادة (التلدين بالمحلول مقابل التصلب بالترسيب) وسمك المنتج. يجب على المهندسين الذين يحددون صفيحة Inconel 718 أن يصمموا دائمًا وفقًا للحد الأدنى من القيم المضمونة من المواصفات، وليس القيم الاسمية المنشورة، خاصةً بالنسبة للهياكل ذات السلامة الحرجة.
الخواص الميكانيكية في درجة حرارة الغرفة - صفيحة Inconel 718 (AMS 5596/5597)
| الممتلكات | المحلول الملدن (الحالة أ) | تصلب الترسيب (الحالة ب) | طريقة الاختبار |
|---|---|---|---|
| قوة الشد القصوى (UTS) | 965 ميجا باسكال (140 كسي) كحد أدنى | 1275 ميجا باسكال (185 كسي) كحد أدنى | ASTM E8 |
| 0.2% قوة الخضوع 0.2% | 550 ميجا باسكال (80 كسي) كحد أدنى | 1034 ميجا باسكال (150 كسي) كحد أدنى | ASTM E8 |
| الاستطالة (في 2") | 30% دقيقة | 12% دقيقة | ASTM E8 |
| تقليل المساحة | 35% دقيقة | 15% دقيقة | ASTM E8 |
| الصلابة | ~ص 32 نموذجي | ~ص 40-44 نموذجي | ASTM E18 |
التباين بين الحالتين كبير. يضاعف تصلب الترسيب من قوة الخضوع تقريبًا مع الحفاظ على ليونة مقبولة - وهو مزيج نادرًا ما يمكن تحقيقه في السبائك الإنشائية. تحتفظ الصفيحة في الحالة A (الملدنة بالمحلول) بقابلية تشكيل أفضل بكثير، وهذا هو السبب في أن معظم المصنّعين يشترون الصفيحة في الحالة A ويقومون بإجراء المعالجة الحرارية النهائية للشيخوخة بعد اكتمال جميع عمليات التشكيل واللحام.
خواص درجات الحرارة المرتفعة للوح إنكونيل 718
من أكثر خصائص Inconel 718 إقناعًا هي كيفية احتفاظه بالخصائص الميكانيكية في درجات الحرارة التي قد تتسبب في زحف معظم السبائك الحديدية أو فشلها بسرعة.
| درجة الحرارة | مقاومة الصدمات الشديدة (ميجا باسكال) | 0.2% YS (ميجا باسكال) | الاستطالة (%) |
|---|---|---|---|
| 21 درجة مئوية (70 درجة فهرنهايت) | 1380 | 1170 | 21 |
| 204 درجة مئوية (400 درجة فهرنهايت) | 1310 | 1100 | 20 |
| 427 درجة مئوية (800 درجة فهرنهايت) | 1275 | 1070 | 20 |
| 538 درجة مئوية (1000 درجة فهرنهايت) | 1240 | 1035 | 20 |
| 649 درجة مئوية (1200 درجة فهرنهايت) | 1170 | 1000 | 22 |
| 704 درجة مئوية (1300 درجة فهرنهايت) | 1090 | 910 | 22 |
| 760 درجة مئوية (1400 درجة فهرنهايت) | 870 | 750 | 24 |
ملاحظة: تمثل القيم أعلاه بيانات الحالة العمرية النموذجية. فوق 704 درجة مئوية تقريبًا (1300 درجة فهرنهايت)، تبدأ مرحلة الترسيب γ'' في الذوبان والتحول إلى مرحلة دلتا المستقرة ولكن غير المتماسكة (Ni₃Nb orthorhomebic)، مما يقلل بشكل كبير من فعالية التقوية. هذا يحدد درجة حرارة الخدمة العملية العليا ل Inconel 718 عند حوالي 650-700 درجة مئوية لتطبيقات التحميل المستمر.
ننصح بانتظام المهندسين الذين يحتاجون إلى قدرة على تحمل درجات حرارة أعلى - أعلى من 700 درجة مئوية - بتقييم Inconel 625 أو Waspaloy أو René 41، اعتمادًا على ما إذا كانت مقاومة التآكل أو قوة الزحف هي المحرك الأساسي.
كيف يتم تصنيع لوح Inconel 718 وما هي شروط المعالجة المطبقة؟
إن فهم مسار إنتاج صفيحة Inconel 718 يساعد المهندسين على تقييم قدرات الموردين وفهم سبب إشارة وثائق الاعتماد إلى تسميات محددة للصهر والمعالجة.
ممارسة الذوبان وتأثيرها على جودة اللوحة
يتم إنتاج مخزون صفيحة Inconel 718 من خلال إحدى طرق الذوبان المتعددة، ويؤثر اختيار ممارسة الذوبان بشكل مباشر على النظافة، ومستويات الفصل، وفي نهاية المطاف، عمر الكلال وصلابة الكسر.
الصهر بالحث الفراغي (VIM) + إعادة الصهر الكهربائي (ESR) - VIM + ESR:
هذا هو مسار الذوبان الأساسي لمعظم التطبيقات الصناعية وتطبيقات قطاع الطاقة. يضمن VIM تحكمًا كيميائيًا ممتازًا ومحتوى غاز منخفض. يحسّن مسار ESR من تصلب السبيكة ويقلل من محتوى الشوائب ويجانس البنية المجهرية. هذا المسار ملائم للمكونات الهيكلية غير الخاضعة لمتطلبات شهادة الكسر الحرجة.
الصهر بالحث بالتفريغ الهوائي + إعادة الصهر الكهربائي + إعادة الصهر الكهربائي + إعادة الصهر بالقوس الهوائي (VIM + ESR + VAR - الذوبان الثلاثي):
إن الذوبان الثلاثي هو المسار المطلوب أو المفضل بشدة للمكونات الدوارة في الفضاء الجوي والأجزاء الحرجة للكسر. وتقلل خطوة VAR كذلك من التكتلات الكبيرة وتزيل شوائب الأكسيد المتبقية التي قد تنجو من معالجة VIM+ESR. وتحدد معظم ألواح AMS 5596 المخصصة للاستخدامات الفضائية الجوية أو تشير ضمنيًا إلى ممارسة الذوبان VIM+ESR+VAR، على الرغم من أن المواصفات نفسها تسمح باستخدام VIM+ESR كحد أدنى.
في شركة MWalloys، نحتفظ في MWalloys بمخزون من المصاهر المعتمدة التي تستخدم ممارسة VIM+ESR+VAR كمعيار قياسي للصفائح الفضائية، ويمكننا توفير مواد VIM+ESR للبرامج الصناعية حيث لا يوجد ما يبرر علاوة الذوبان الثلاثي.
الدرفلة على الساخن وتسلسل إنتاج الألواح
تتم معالجة سبائك Inconel 718 في صفيحة من خلال سلسلة من العمليات الميكانيكية الحرارية:
- تلدين التجانس - سبيكة مُسخَّنة إلى 1150-1190 درجة مئوية تقريبًا لإذابة الانفصال الناتج عن التصلب.
- تزوير أولي (تعثر) - سبيكة مفككة إلى ألواح أو على شكل أزهار عند درجة حرارة تشغيل تتراوح بين 1020 و1120 درجة مئوية.
- الدرفلة على الساخن - يتم دحرجة اللوح إلى سمك الصفيحة المستهدف في عدة تمريرات؛ التحكم في درجة الحرارة النهائية أمر بالغ الأهمية.
- التلدين بالمحلول - صُلِّبت الصفيحة النهائية عند درجة حرارة 980-1010 درجة مئوية (1800-1850 درجة فهرنهايت) متبوعة بالتبريد بالماء أو التبريد الهوائي السريع.
- إزالة الترسبات - التخليل الحمضي لإزالة ترسبات الأكسيد؛ إزالة الترسبات الميكانيكية للمقاييس الأثقل.
- الاستقامة - تسوية الأسطوانة لتحقيق تفاوتات التسطيح.....
- الفحص والاختبار - الأبعاد، والبصرية، والكيميائية، والميكانيكية، والميكانيكية، والموجات فوق الصوتية (للصفائح السميكة).
من المهم بشكل خاص التحكم في درجة حرارة التلدين بالمحلول. فدرجات الحرارة المنخفضة للغاية تترك جزيئات طور دلتا غير المنحلة التي تثبت نمو الحبيبات ولكنها قد تحد أيضًا من الصلابة إذا كانت موجودة بكميات زائدة. تنتج درجة الحرارة المرتفعة للغاية نموًا مفرطًا للحبيبات يقلل من مقاومة التعب وقوة الشد.
ما هي شروط المعالجة الحرارية المطلوبة للوح Inconel 718؟
المعالجة الحرارية هي المكان الذي يتحول فيه Inconel 718 من صفيحة فارغة قابلة للتشكيل إلى مادة هيكلية عالية القوة. يجب على المهندسين الذين يحددون الصفيحة أن يفهموا عملية التعتيق المطلوبة على خطوتين وكيف تؤثر اختلافات العملية على الخصائص النهائية.
المعالجة الحرارية القياسية ل Inconel 718 (متطلبات AMS 2774)
يتضمن تسلسل التعتيق القياسي للوح Inconel 718، وفقًا لمعيار AMS 2774 وبما يتوافق مع مواصفات مواد GE وPratt & Whitney، ما يلي:
الخطوة 1 - تلدين المحلول (إذا لم يكن في الحالة أ):
- درجة الحرارة: 980 درجة مئوية ± 14 درجة مئوية (1800 درجة فهرنهايت ± 25 درجة فهرنهايت)
- الوقت: 1 ساعة كحد أدنى لكل بوصة من المقطع العرضي
- التبريد: التبريد السريع بالهواء أو التبريد بالماء
الخطوة 2 - العمر الأول:
- درجة الحرارة: 718 درجة مئوية ± 8 درجات مئوية (1325 درجة فهرنهايت ± 15 درجة فهرنهايت)
- الوقت: 8 ساعات
- التبريد: تبريد الفرن بدرجة حرارة 55 درجة مئوية/ساعة (100 درجة فهرنهايت/ساعة) إلى درجة حرارة العصر الثاني
الخطوة 3 - العمر الثاني:
- درجة الحرارة: 621 درجة مئوية ± 8 درجات مئوية (1150 درجة فهرنهايت ± 15 درجة فهرنهايت)
- الوقت: 8 ساعات إجمالاً عند درجة الحرارة
- التبريد: تبريد الهواء إلى درجة حرارة الغرفة
صُمم هذا التسلسل ثنائي العمر خصيصًا لتطوير الحجم والتوزيع الأمثل لكل من الترسبات γ'' (Ni₃Nb) وγ'' (Ni₃(Al،Ti)) في وقت واحد. ويؤدي العمر الأول عند درجة حرارة 718 درجة مئوية إلى تنوي γ'' وتنميته، بينما يكمل العمر الثاني عند درجة حرارة 621 درجة مئوية ترسيب γ'' ويضبط خشونة الراسب لزيادة قوة الخضوع إلى أقصى حد.
خيارات المعالجة الحرارية المعدلة لتطبيقات محددة
تتطلب بعض التطبيقات معالجة حرارية معدلة للتأكيد على خصائص محددة:
| العلاج | تسلسل درجة الحرارة | تركيز الممتلكات الناتجة |
|---|---|---|
| العمر المزدوج القياسي | 980 درجة مئوية SA + 718 درجة مئوية/8 ساعة + 621 درجة مئوية/8 ساعة | قوة وليونة متوازنة (قياسية) |
| العمر المزدوج المعدل | 1010 درجة مئوية SA + 760 درجة مئوية/10 ساعات + 649 درجة مئوية/8 ساعات | تحسين التمزق الإجهادي في درجات الحرارة العالية |
| عمر واحد (720 درجة مئوية/ 8 ساعات) | كما هو ملحوم، ثم عمر واحد | تخفيف الضغط بعد اللحام + التقوية الجزئية |
| أكثر من اللازم | 980 درجة مئوية SA + 800 درجة مئوية/1 ساعة + 700 درجة مئوية/16 ساعة | صلابة الكسر القصوى، قوة أقل |
ينبغي أن تتبع متطلبات المعالجة الحرارية لما بعد اللحام (PWHT) لمصنوعات Inconel 718 مواصفات اللحام المعمول بها (AWS D1.6 للهيكلية، أو مواصفات إجراءات اللحام المعمول بها في مصنع المعدات الأصلية). نوصي بشدة بعدم استخدام المعالجة الحرارية أحادية العمر كمعالجة حرارية وحيدة بعد التصنيع للتركيبات الإنشائية التي تتطلب قوة كاملة، حيث إنها تترك ترسيبًا كبيرًا غير مكتمل.
ما هي الصناعات التي تستخدم مخزون ألواح Inconel 718 ولأي تطبيقات؟
لقد أثبتت صفيحة Inconel 718 نفسها في العديد من الصناعات ليس عن طريق الصدفة، ولكن لأنه لا توجد مادة أخرى توفر في نفس الوقت مزيجًا من القوة العالية وقابلية اللحام ومقاومة التآكل وثبات الأبعاد التي توفرها هذه السبيكة.
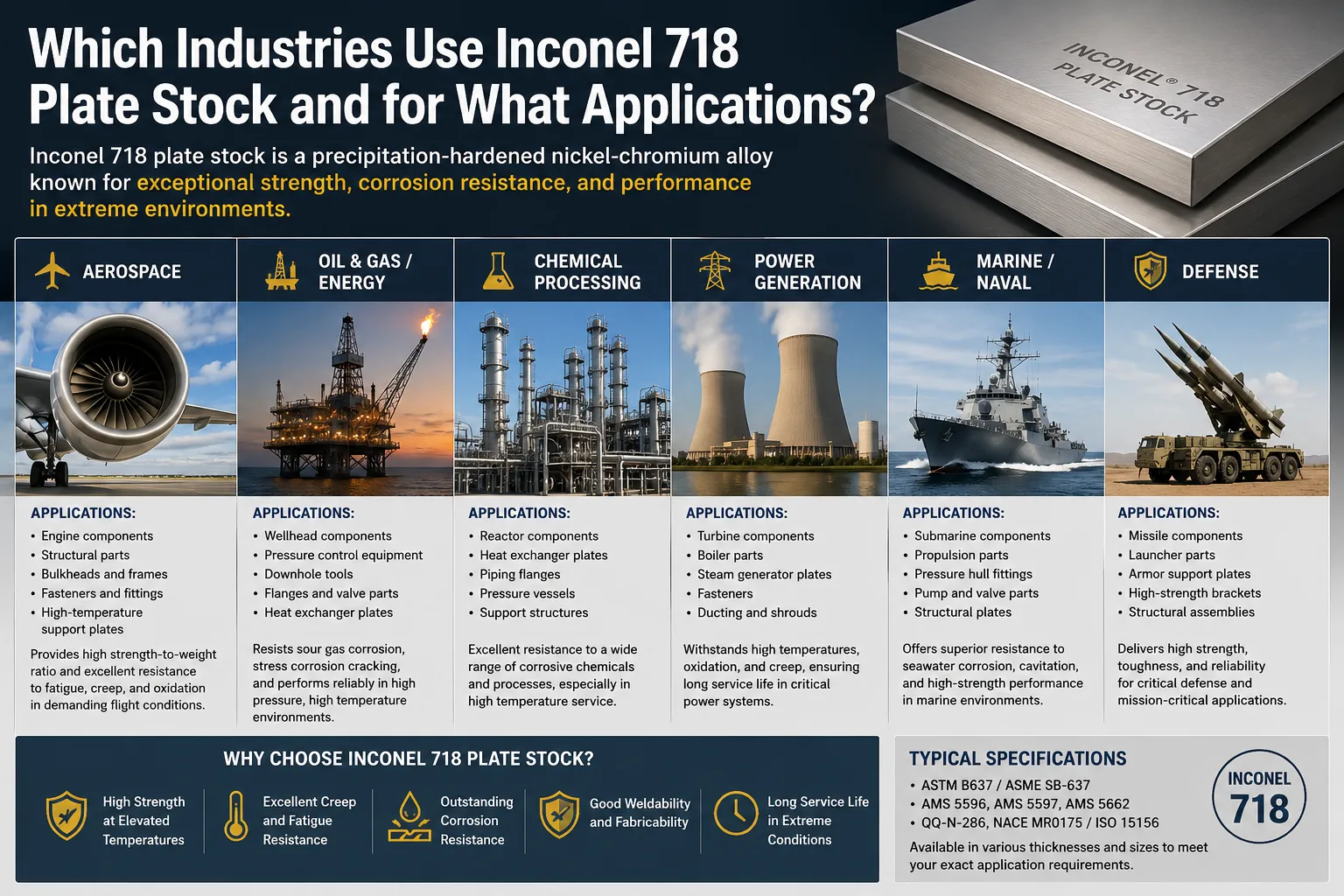
تطبيقات الفضاء والدفاع
تمثل صناعة الطيران أكبر سوق لمخزون ألواح Inconel 718، حيث تستهلك هذه المادة في أشكال تتراوح من الأقواس الهيكلية إلى بطانات الاحتراق إلى مكونات الكنة. تشمل التطبيقات المحددة التي نوفر لها المواد بشكل روتيني ما يلي:
- حالات محركات التوربينات الغازية: علب المروحة، وعلب الضاغط، وعلب عادم التوربينات المصنوعة من شرائح الألواح المدرفلة الحلقيّة والملحومة.
- بطانات الاحتراق: حيث تمثل درجات الحرارة المستمرة التي تزيد عن 700 درجة مئوية والتعرض لغاز الاحتراق المؤكسد ضغوطًا متزامنة.
- مكونات الحارق اللاحق: المحركات النفاثة العسكرية التي تعمل في درجات حرارة تستثني الألومنيوم والتيتانيوم بالكامل.
- هياكل عاكسات الدفع: صفيحة هيكلية للتركيبات التعاقبية وآليات الأبواب المانعة.
- تجهيزات الخزانات المبردة: يحتفظ Inconel 718 بصلابة ممتازة في درجات حرارة الهيدروجين السائل (-253 درجة مئوية).
تطبيقات النفط والغاز وتحت سطح البحر
تستخدم صناعة النفط والغاز صفيحة Inconel 718 في المقام الأول في بيئات الخدمة الحامضة ذات الضغط العالي ودرجة الحرارة العالية (HPHT) حيث يتسبب التعرض لحرارة H₂S وثاني أكسيد الكربون في حدوث تآكل إجهادي سريع في الفولاذ المقاوم للصدأ القياسي. تشمل التطبيقات ما يلي:
- مكونات فوهة البئر وشفاه شجرة عيد الميلاد
- المكونات الهيكلية للأنبوب المتشعب تحت سطح البحر
- أجسام الصمامات ومقاعدها للخدمة في درجة حرارة عالية جداً عالية الحرارة (أعلى من 150 درجة مئوية، فوق ضغط 103 ميجا باسكال)
- مبيتات أدوات قاع البئر (أطواق الحفر، وأجسام أدوات الحفر، وأغطية احتواء الضغط)
يحدد معيار NACE MR0175/ISO 15156 متطلبات الصلابة والمعالجة الحرارية للإنكونيل 718 في الخدمة الحامضة. بالنسبة للخدمة H₂S، تقتصر الصلابة القصوى عادةً على Rc 40 أو كما هو محدد في معيار NACE المعمول به، والذي يقيد درجة حرارة التقادم ومعلمات الوقت.
التطبيقات النووية والطبية والصناعية
| الصناعة | التطبيق | الخاصية الرئيسية المطلوبة |
|---|---|---|
| نووي | الأجزاء الداخلية للمفاعل، والمثبتات، ودعم المولدات البخارية | مقاومة الإشعاع، قوة مقاومة درجات الحرارة العالية |
| الطب الباطني | علب أجهزة التصوير بالرنين المغناطيسي والأدوات الجراحية | غير مغناطيسية ومقاومة للتآكل |
| السيارات (رياضة السيارات) | مكونات الشاحن التوربيني، صمامات العادم | مقاومة درجات الحرارة العالية، ومقاومة الإجهاد الحراري |
| المعالجة الكيميائية | أوعية المفاعل، ومكونات المبادل الحراري | مقاومة التآكل في الوسائط العدوانية |
| البحرية | مكونات نظام الدفع، مناولة مياه البحر، معالجة مياه البحر | مقاومة التآكل في مياه البحر |
كيف تعمل خدمات القطع حسب الحجم وما هي التفاوتات التي يمكن تحقيقها؟
واحدة من أكثر الخدمات العملية التي توفرها MWalloys هي المعالجة الدقيقة لقطع ألواح Inconel 718 حسب الحجم. فبدلاً من شراء ألواح مطحنة كاملة الطول وإدارة عمليات القطع الداخلية باهظة الثمن، يرسل إلينا العملاء رسومات الأجزاء أو أوراق المواصفات الخاصة بهم ويتلقون المواد المقطوعة بالأبعاد الدقيقة المطلوبة.
أبعاد اللوحة المتاحة ونطاقات سماكتها
| المعلمة | النطاق القياسي | الملاحظات |
|---|---|---|
| سُمك اللوحة | 0.187 بوصة (4.75 مم) إلى 4.0 بوصة (101.6 مم) | مقاسات أرق مصنفة كصفائح/شريطية |
| العرض | ما يصل إلى 60 بوصة (1524 مم) عرض الطاحونة القياسي | العرض المخصص متاح عن طريق الحز |
| الطول | ما يصل إلى 120 بوصة (3048 مم) قياسي | تتوفر أطوال أطول عند الطلب |
| الوزن لكل لوحة | ما يصل إلى 2,500 كجم (مناولة قياسية) | تتطلب الألواح الأثقل وزناً لوجستيات خاصة |
طرق القطع والتفاوتات في الأبعاد
تجعل صلابة Inconel 718 وميلها للتصلب في العمل عمليات القطع أكثر تطلبًا من الفولاذ المقاوم للصدأ القياسي. وتستخدم MWalloys تقنيات قطع متعددة اعتمادًا على السُمك وتحمل الأبعاد ومتطلبات المنطقة المتأثرة بالحرارة:
القطع بالنفث المائي:
الطريقة المفضلة لمعظم سماكات الألواح حيث يلزم وجود تفاوتات ضيقة وعدم وجود منطقة متأثرة بالحرارة. يمكن للنفث المائي الكاشطة أن تقطع صفيحة Inconel 718 حتى سمك 6 بوصة تقريبًا بتفاوتات تتراوح بين ± 0.010 بوصة و± 0.020 بوصة حسب السُمك. يضمن إجراء القطع على البارد عدم حدوث أي تغيير في البنية المجهرية المجاورة لحافة القطع، وهو أمر بالغ الأهمية للمواد المعتمدة من AMS التي تتطلب إمكانية تتبع موثقة لحالة المعالجة الحرارية.
القطع بالبلازما:
مناسب للفراغات المقطوعة بشكل خشن حيث سيتم تشكيل الحواف فيما بعد. ينشئ القطع بالبلازما منطقة متأثرة بالحرارة بعمق 1-3 مم يمكن أن تغير الصلابة والبنية المجهرية عند حافة القطع. تتطلب الأجزاء المقطوعة بالبلازما ذات الأبعاد الحرجة إزالة المواد لاحقًا عن طريق الطحن أو الطحن لإزالة منطقة القطع المتأثرة بالحرارة. لا نوصي بالبلازما كعملية قطع نهائية للصفائح المعتمدة من AMS في التطبيقات الحرجة للطيران.
القطع بالليزر:
يتزايد جدوى القطع بليزر الألياف بالنسبة للوح Inconel 718 حتى سمك 12-15 مم تقريبًا. وفيما يتجاوز هذا النطاق، تنخفض جودة القطع وسرعة القطع بسرعة بسبب الطبيعة العاكسة والموصلة حرارياً لشق القطع. يُنتج القطع بالليزر منطقة HAZ أضيق من البلازما ويمكنه تحقيق تفاوتات تتراوح بين ± 0.005" إلى ± 0.010" على المقاطع الأقل سمكًا.
النشر (المنشار الشريطي/المنشار البارد):
بالنسبة للتقطيع الخشن للصفائح السميكة حيث ستحقق الماكينات اللاحقة الأبعاد النهائية، فإن النشر الشريطي هو النهج الأكثر اقتصادا. نحن نستخدم شفرات M42 عالية الكوبالت أو الشفرات ذات الرؤوس الكربيدية مع سائل تبريد مغمور وسرعات قطع منخفضة مقارنةً بالفولاذ لإدارة تصلب العمل في شقوق المنشار.
تفاوتات الأبعاد القياسية للوحة Inconel 718 المقطوعة حسب الحجم
| طريقة التقطيع | تفاوت الطول/العرض | التربيع | طلاء السطح (Ra) |
|---|---|---|---|
| النفاثة المائية الكاشطة | ± 0.010" إلى ± 0.020" | ± 0.010 بوصة لكل قدم | 125-250 ميكرومتر في رع |
| بلازما (قطع خشن) | من ± 0.060" إلى ± 0.125" | ± 0.030 بوصة لكل قدم | غير متاح (آلة بعد) |
| ليزر الألياف (<15 مم) | من ± 0.005" إلى ± 0.010" | ± 0.005 بوصة لكل قدم | 63-125 ميكرومتر في رع |
| المنشار الشريطي (قطع خشن) | من ± 0.060" إلى ± 0.125" | ± 0.030 بوصة لكل قدم | غير متاح (آلة بعد) |
ما هي تحديات التصنيع وأفضل ممارسات التصنيع للوح Inconel 718؟
يُعد تصنيع صفيحة Inconel 718 أكثر تطلبًا بكثير من تصنيع الفولاذ الهيكلي أو الفولاذ الأوستنيتي القياسي المقاوم للصدأ. لقد قمنا بتجميع النتائج الأكثر اتساقًا من فريقنا الفني وملاحظات العملاء على مدار سنوات عديدة من توريد هذه المادة في عمليات التصنيع الآلي.
لماذا يصعب تصنيع Inconel 718 في الماكينة
هناك ثلاث خصائص أساسية للمواد تدفع صعوبة التصنيع الآلي:
1. تصلب العمل السريع: يمكن أن يتصلب Inconel 718 إلى ما يقرب من 250% من صلابته الملدنة داخل طبقة سطحية ضحلة للغاية أثناء القطع. إذا سكنت الأداة أو احتكت بدلاً من القطع بشكل نظيف، فإنها تخلق طبقة متصلبة بسرعة يمكن أن تسبب كسر الأداة في التمريرة التالية.
2. توصيل حراري منخفض: كما ذكرنا سابقًا، لا تتبدد الحرارة داخل الشُّغْلَة بفعالية. وهذا يعني أن جميع حرارة القطع تتركز تقريبًا عند طرف الأداة وواجهة البُرادة مما يسرع من تآكل الأداة بشكل كبير مقارنةً بقطع المواد الأكثر ليونة.
3. صلابة عالية الحرارة: حتى في درجات الحرارة المرتفعة المتولدة أثناء القطع، يحتفظ Inconel 718 بصلابة وقوة كبيرة. تستمر المادة في مقاومة التشوه وكشط حواف الأداة طوال دورة القطع.
معلمات التصنيع الموصى بها للوحة Inconel 718
| العملية | مادة الأداة | سرعة القطع (SFM) | معدل التغذية (IPR) | عمق القطع (بالبوصة) | سائل التبريد |
|---|---|---|---|---|---|
| دوران خشن | كربيد الكربيد (درجة C-2) | 40–80 | 0.010–0.020 | 0.100–0.200 | الفيضان (الضغط العالي) |
| إنهاء الخراطة | الكربيد المطلي بالكربيد | 80–150 | 0.004–0.010 | 0.020–0.040 | فيضانات الضغط العالي |
| الطحن الخشن | ماكينة تفريز الطرفية الكربيدية | 30-60 متر مربع | 0.002 - 0.006 لكل سن | 0.050–0.150 | فيضان أو ضباب |
| الطحن النهائي | كربيد الكربون المطلي ب TiAlN | 60-120 ص.س.م. | 0.001 - 0.003 لكل سن | 0.010–0.030 | الفيضانات المفضلة |
| الحفر | كوبالت HSS أو كربيد الكوبالت | 15-25 س.ف.م. | 0.003–0.007 | القطر الكامل | المغزل العابر للضغط العالي الضغط |
| الطحن | CBN أو أكسيد الألومنيوم | - | تغذية لطيفة | إزالة المخزون الخفيف | وفرة سائل تبريد الفيضانات |
يمكن أن تحقق إدخالات القطع الخزفية (المقواة بشعيرات SiC) سرعات قطع أعلى من الكربيد بمقدار 3-5 مرات لعمليات التخشين، ولكنها تتطلب ماكينات صلبة وعالية الطاقة وليست مناسبة للقطع المتقطع أو العمليات ذات القشور أو البقع الصلبة.
كيف تقارن صفيحة Inconel 718 بألواح السبائك الفائقة البديلة؟
يتطلب اختيار المواد للتطبيقات الإنشائية ذات درجة الحرارة العالية في كثير من الأحيان مقارنة بين Inconel 718 جنبًا إلى جنب مع السبائك الفائقة المنافسة القائمة على النيكل والكوبالت. فيما يلي مقارنة شاملة لدعم اتخاذ القرارات الهندسية.
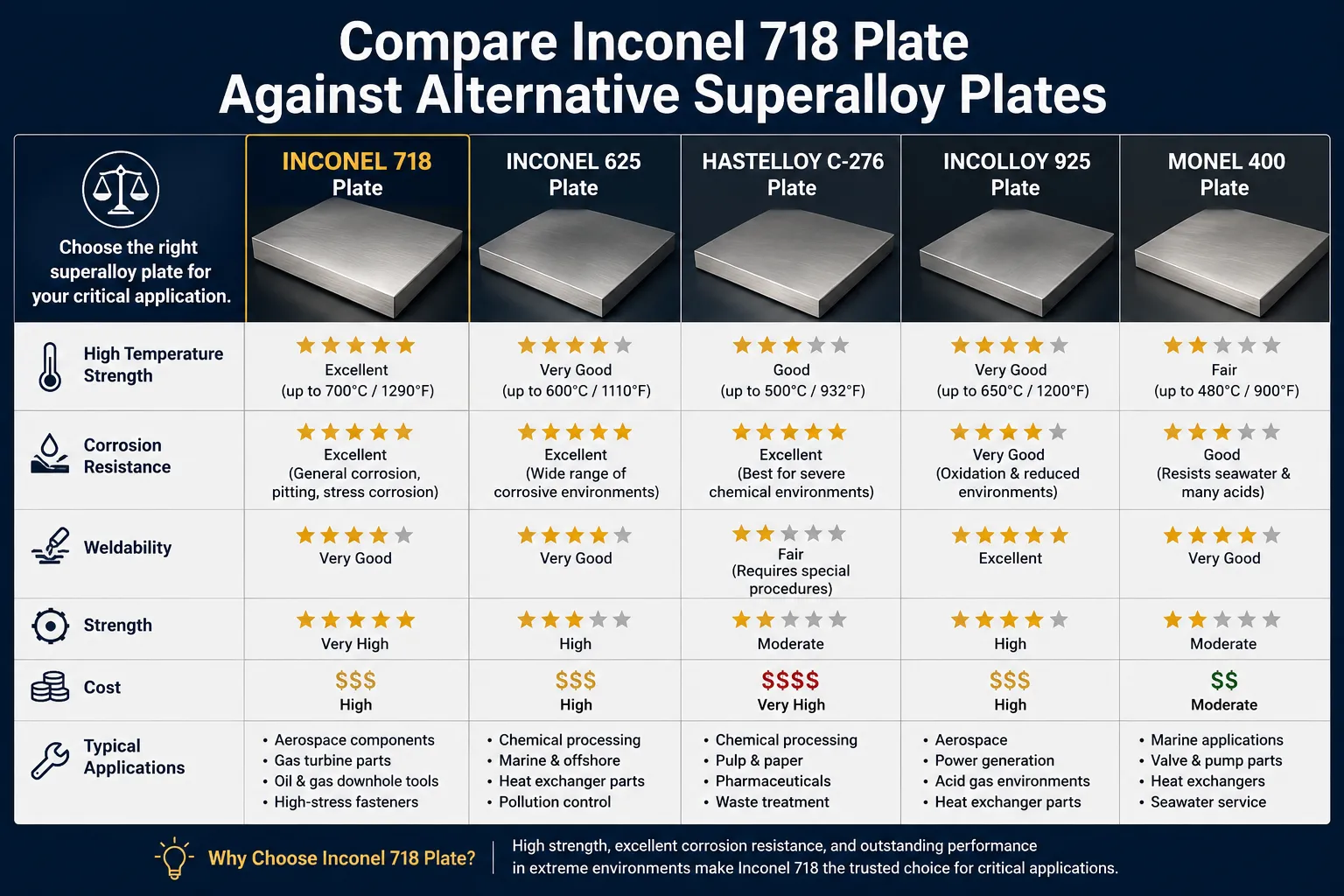
سبائك Inconel 718 مقابل السبائك عالية الحرارة المنافسة
| الممتلكات | إنكونيل 718 | إنكونيل 625 | واسبالوي | هاينز 282 | 17-4PH SS |
|---|---|---|---|---|---|
| درجة الحرارة القصوى للخدمة (القوة) | 704°C | أكسدة 816 درجة مئوية / قوة 593 درجة مئوية | 980°C | 760°C | 316°C |
| UTS (العمر، ميجا باسكال) | 1380 | 965 | 1275 | 1220 | 1170 |
| 0.2% YS (العمر، ميجا باسكال) | 1170 | 517 | 1000 | 1060 | 1000 |
| قابلية اللحام | ممتاز | ممتاز | معتدل (خطر التصدع الوعائي (HAZ) | جيد | جيد |
| قابلية التصنيع | متوسط (صعب) | معتدل-صعب | صعب | معتدل | سهل-متوسط |
| مقاومة التآكل | جيد جداً | ممتاز | جيد | جيد | معتدل |
| التكلفة النسبية | معتدل | متوسط-عالي | عالية | عالية | منخفضة |
| التعزيز الأساسي | γ'' (Ni₃Nb) | المحلول الصلب | γ' (Ni₃Al) | γ' | ترسيب المارتينسيت + ترسيب النحاس |
تكشف المقارنة عن عدة استنتاجات واضحة لمهندس المواد:
- بالنسبة للتطبيقات التي تقل درجة حرارتها عن 700 درجة مئوية والتي تتطلب أقصى قوة وقابلية لحام جيدة، يظل Inconel 718 الخيار الأمثل.
- يجب أن تأخذ التطبيقات التي تزيد درجة حرارتها الثابتة عن 700 درجة مئوية بعين الاعتبار استخدامات درجة حرارة ثابتة أعلى من 700 درجة مئوية في حالة وجود تآكل في بيئة يمكن التحكم فيها أو Inconel 625 حيث يكون التآكل هو الشاغل الرئيسي.
- يمثل هاينز 282 بديلاً أحدث يقدم مقاومة أكسدة أفضل من 718 مع قوة مماثلة في درجات الحرارة المتوسطة.
- لا يعد الفولاذ المقاوم للصدأ 17-4PH بديلاً مناسبًا عندما تتجاوز درجات الحرارة 316 درجة مئوية أو عندما يكون تآكل الغاز الحامض مصدر قلق.
ما هي شهادات الجودة والوثائق التي يجب أن تصاحب لوحة Inconel 718؟
يتطلب شراء صفيحة Inconel 718 المعتمدة من AMS 5596 للتطبيقات الفضائية أو النووية أو الصناعية الحرجة حزمة وثائق كاملة تتيح إمكانية التتبع الكامل من المواد الخام إلى المكون النهائي.
المستندات المطلوبة للوحة AMS 5596 Inconel 718 AMS 5596
| المستند | المحتوى | الغرض |
|---|---|---|
| تقرير اختبار المواد (MTR) | الكيمياء الحرارية، ونتائج الاختبارات الميكانيكية، وسجلات المعالجة الحرارية، وبيان التصديق | وثيقة الامتثال الأساسية |
| شهادة المطابقة (C من C) | إقرار خطي من المورد بأن المواد مطابقة للمواصفات | الامتثال للعقود |
| رقم الحرارة/رقم القطعة | معرف أبجدي رقمي فريد يمكن تتبعه إلى سجلات الذوبان | إمكانية التتبع إلى الذوبان الأصلي |
| تقرير الاختبار بالموجات فوق الصوتية | تغطية فحص UT ومعايير الرفض (للسماكات المؤهلة) | الكشف عن العيوب الداخلية |
| تقرير فحص الأبعاد | قياس السُمك والعرض والطول والتسطيح | التحقق من الأبعاد |
| التحليل الكيميائي (المنتج) | الكيمياء المقاسة الفعلية للوحة (وليس فقط الحرارة الذائبة) | تأكيد الامتثال للمواصفات على مستوى المنتج |
في شركة MWalloys، نحتفظ في MWalloys بنظام إدارة مستندات خاضع للرقابة يسمح للعملاء بطلب سجلات التتبع التاريخية للمواد الموردة لهم في أي وقت. وهذا أمر مهم بشكل خاص للمشغلين في قطاع صيانة وإصلاح وتجديد معدات الطيران الذين يحتاجون إلى إعادة بناء إمكانية تتبع المواد لسجلات صيانة الأسطول.
شهادات نظام إدارة الجودة المعمول بها
يجب على العملاء الذين يقيّمون موردي ألواح Inconel 718 التحقق من أن المورد يحافظ على
- AS9100 Rev D: نظام إدارة الجودة لسلسلة التوريد في مجال الطيران والفضاء.
- ISO 9001:2015: نظام إدارة الجودة العام (خط الأساس الأدنى).
- NADCAP: البرنامج الوطني لاعتماد مقاولي الفضاء والدفاع الوطنيين (لعمليات المعالجة الحرارية وعمليات الفحص غير المدمج).
- الامتثال لمعايير DFARS: بالنسبة للمشتريات الدفاعية الأمريكية، يجب أن تكون المواد قابلة للتتبع إلى المصادر المحلية المصهورة والمصنعة وفقًا للمادة 48 CFR 252.225.225-7009 (الامتثال للمعادن المتخصصة)
كيف يجب على المهندسين تحديد مواصفات وطلب مخزون ألواح Inconel 718؟
يجب أن يحتوي طلب الشراء الكامل لمخزون صفيحة Inconel 718 على تفاصيل فنية كافية لمنع الغموض وضمان قيام المورد بتسليم ما يتطلبه التطبيق بالضبط. لقد شهدنا تأخيرات مكلفة وحالات رفض ناتجة عن طلبات الشراء غير المحددة المواصفات التي تغفل المتطلبات الحرجة.
بنود طلب الشراء الموصى بها للوحة Inconel 718
يجب أن تتضمن المواصفات المنظمة جيدًا للوح Inconel 718 ما يلي:
- التسمية المادية: إنكونيل 718 / UNS N07718.
- المواصفات الحاكمة: AMS 5596M (تأكيد المراجعة الحالية).
- حالة المعالجة الحرارية: الحالة A (ملدن بالمحلول) أو الحالة B (معتق بالكامل، وفقًا لمعيار AMS 5597).
- ممارسة الذوبان: VIM+ESR، أو VIM+ESR+VAR، أو حسب ما تسمح به المواصفات.
- سُمك المنتج: اسمي مع تفاوت السُمك المطبق وفقًا لمعيار AMS 2242 أو كما هو محدد.
- العرض والطول: الأبعاد الاسمية ذات التفاوتات الثنائية.
- حالة السطح: كما هي ملفوفة ومخللة، أو مطحونة من أحد الجانبين أو كليهما.
- الكمية/الوزن: عدد القطع أو الوزن الإجمالي.
- متطلبات التصديق: اختبار MTR، C من C، شهادة فحص بالموجات فوق الصوتية إذا لزم الأمر.
- المتطلبات الخاصة: الامتثال لمعايير DFARS، وموافقة العميل على المصدر، وفحص المادة الأولى.
التفاوتات القياسية لسُمك اللوحة (حسب AMS 2242)
| السُمك الاسمي (بالبوصة) | تفاوت السماكة (بالبوصة) | تفاوت العرض (بالبوصة) |
|---|---|---|
| 0.187–0.250 | +0.018 / -0.000 | +0.125 / -0.000 |
| 0.251–0.500 | +0.023 / -0.000 | +0.125 / -0.000 |
| 0.501–1.000 | +0.033 / -0.000 | +0.188 / -0.000 |
| 1.001–2.000 | +0.045 / -0.000 | +0.250 / -0.000 |
| 2.001–3.000 | +0.058 / -0.000 | +0.375 / -0.000 |
| 3.001–4.000 | +0.073 / -0.000 | +0.375 / -0.000 |
ملاحظة: تفاوتات التفاوت المسموح به AMS 2242 موجبة فقط (زيادة الحجم وليس نقصانه)، وهي ممارسة قياسية للصفائح الإنشائية حيث يحكم الحد الأدنى للسُمك الحساب الإنشائي. يجب على المهندسين الذين يصممون إلى الحد الأدنى لسُمك المقطع أن يأخذوا في الحسبان اصطلاح التفاوت المسموح به هذا في تحليل الإجهاد.
الأسئلة الشائعة حول مخزون ألواح Inconel 718
1: ما الفرق بين صفيحة Inconel 718 وصفائح Inconel 718؟
صفيحة Inconel 718 هي مادة ذات سُمك اسمي يبلغ 0.187 بوصة (4.75 مم) أو أكثر، بينما تشير الصفيحة إلى مادة أرق من هذا الحد. والتمييز مهم لأن AMS 5596 يغطي كلا الشكلين تحت نفس المواصفات، ولكن تختلف بينهما تفاوتات السماكة المطبقة ومتطلبات التسطيح وبعض متطلبات الاختبار الميكانيكي. تُستخدم منتجات الألواح عادةً في التطبيقات الهيكلية والمُشغّلة آليًا والمحمّلة بشكل كبير حيث يتطلب الأمر مقطع عرضي أكبر للقوة أو لإزالة المواد أثناء التشغيل الآلي. تُستخدم منتجات الألواح بشكل أكثر شيوعًا في المكونات المشكّلة والبطانات والمرفقات. في MWalloys، نقوم بتخزين كلا الشكلين ويمكننا تقديم المشورة بشأن أيهما مناسب للاستخدام الخاص بك بناءً على المقطع العرضي المطلوب ومتطلبات التشكيل ومواصفات الاستخدام النهائي.
2: هل يمكن لحام صفيحة Inconel 718 بعد تقادمها حتى تصل إلى القوة الكاملة؟
من الممكن تقنيًا لحام صفيحة Inconel 718 المعتقة بالكامل (المقواة بالترسيب) بلوحة Inconel 718، ولكن لا يُنصح باستخدامها بشدة في التطبيقات الإنشائية، حيث تصبح المنطقة المتأثرة بالحرارة عرضة للتشقق الناتج عن عمر الإجهاد. عندما تتعرض المادة المتقادمة لحرارة اللحام، تتطور الإجهادات الحرارية المتبقية مع ارتفاع درجة حرارة منطقة اللحام وتبريدها خلال نطاق درجة حرارة الترسيب، ويمكن أن تتشقق المصفوفة المتصلدة بالفعل تحت هذه الإجهادات. تتمثل الممارسة الصحيحة في لحام المواد في حالة التلدين بالمحلول وإجراء المعالجة الحرارية الكاملة للتقادم بعد اللحام. بالنسبة لإصلاح اللحام للمكونات القديمة في الخدمة، فإن إعادة التلدين الكامل متبوعًا بإعادة التقادم بعد اللحام هو النهج الأكثر أمانًا. يجب أن تكون المادة المستهلكة للحام عبارة عن حشو مطابق للإنكونيل 718 (سلك AMS 5832) أو، للحامات متعددة الممرات، حشو إنكونيل 625 لزيادة ليونة حوض اللحام إلى أقصى حد.
3: ما هي تشطيبات السطح التي تأتي بها صفيحة Inconel 718 عادةً من المطحنة؟
تُزوَّد صفيحة Inconel 718 القياسية بسطح منزوع الترسبات ومخلل، وعادةً ما توصف بأنها "مدرفلة على الساخن ومصلبة ومخللة" (HRAP) مع معدل ارتفاع في الطلاء يتراوح بين 250-500 ميكرو بوصة تقريبًا. هذه الطبقة النهائية مناسبة لمعظم التطبيقات الإنشائية حيث سيتم تشكيل السطح آليًا. بالنسبة للتطبيقات التي تتطلب سطح بدء أكثر سلاسة - مثل مكونات أوعية الضغط حيث يكون الوصول إلى الفحص محدودًا - يمكن تحديد الصفيحة الأرضية حتى Ra 63 µin أو أفضل. السطح الملدن اللامع (على غرار السطح النهائي 2B غير القابل للصدأ) ليس معيارًا قياسيًا لسماكات الألواح نظرًا للقيود العملية للمادة ذات المقياس الثقيل الملدنة اللامعة. يمكن لشركة MWalloys توريد المواد القياسية HRAP وترتيب طحن السطح عند الطلب. قم دائمًا بتأكيد حالة السطح المطلوبة في طلب الشراء، حيث يؤثر إعداد السطح بشكل كبير على تكلفة المواد والوقت اللازم للتجهيز.
4: هل صفيحة Inconel 718 مغناطيسية؟
يكون Inconel 718 في حالته القياسية الملدنة بالمحلول أو المقواة بالترسيب غير مغناطيسي بشكل أساسي، مع نفاذية مغناطيسية نسبية تبلغ حوالي 1.0011 - أي ضمن التصنيف غير المغناطيسي. وهذا يجعلها مناسبة للتطبيقات القريبة من المعدات الحساسة للمجال المغناطيسي مثل أجهزة التصوير بالرنين المغناطيسي وأجهزة قياس المغناطيسية وبعض أجهزة الاستشعار الدفاعية. ومع ذلك، من المهم ملاحظة أن العمل على البارد الموضعي - مثل الطحن العنيف أو التشكيل الثقيل أو التشغيل الآلي الشديد - يمكن أن يحفز كمية صغيرة جدًا من المغناطيسية الحديدية في المنطقة القريبة من السطح بسبب التحول الناجم عن التشوه لكميات ضئيلة من الأوستينيت المحتفظ به. بالنسبة للتطبيقات ذات متطلبات نفاذية مغناطيسية ضيقة للغاية (نفاذية أقل من 1.005)، يجب على المشترين تحديد اختبار النفاذية المغناطيسية على المكون النهائي المُشَكَّل آليًا بدلاً من الاعتماد فقط على شهادة المواد المخزونة.
5: ما هي درجة حرارة التشغيل القصوى للوح Inconel 718 في الخدمة المستمرة؟
تبلغ درجة حرارة الخدمة القصوى العملية القصوى ل Inconel 718 تحت الحمل الهيكلي المستمر حوالي 650-700 درجة مئوية (1200-1292 درجة فهرنهايت). وفوق هذا النطاق، يبدأ راسب التقوية الأساسي γ'' (Ni₃Nb) في التحول إلى طور دلتا المستقر ولكن غير المتماسك (δ-Ni₃Nb)، والذي لا يوفر نفس استجابة تصلب الترسيب. يؤدي التعرّض فوق 700 درجة مئوية لفترات طويلة إلى تقادم مفرط وانخفاض كبير في القوة. بالنسبة لمقاومة الأكسدة دون تحميل هيكلي، يمكن أن يتحمل Inconel 718 الرحلات القصيرة الأجل إلى حوالي 980 درجة مئوية (1800 درجة فهرنهايت) بسبب محتواه من الكروم الذي يشكل مقياسًا وقائيًا. يجب أن تأخذ التطبيقات التي تتطلب خدمة مستدامة أعلى من 700 درجة مئوية في الاعتبار Inconel 625 أو Waspaloy أو Haynes 188 أو السبائك الأخرى المصممة خصيصًا للخدمة في درجات حرارة أعلى.
6: كيف تعمل صفيحة Inconel 718 في بيئات الغازات الحامضة (H₂S)؟
تم اعتماد Inconel 718 للاستخدام في خدمة الغاز الحامض وفقًا ل NACE MR0175/ISO 15156-3، مع مراعاة قيود الصلابة والمعالجة الحرارية التي تحد من الصلابة القصوى إلى Rc 40 (أو كما هو محدد) للضغوط الجزئية H₂S فوق العتبات المحددة. تُظهر السبيكة مقاومة ممتازة للتشقق الإجهادي للكبريتيد (SSC) عند المعالجة الحرارية المناسبة وضمن حدود الصلابة. ويؤدي المحتوى العالي من الكروم (17-21%) ومحتوى النيكل الذي يزيد عن 50% إلى تكوين طبقة أكسيد سلبية تقاوم هجوم H₂S في معظم ظروف حقول النفط. بالنسبة لبيئات H₂S عالية التركيز أو التطبيقات التي تجمع بين H₂S والتآكل الإجهادي للكلوريد، يوصى بإجراء اختبار التأهيل وفقًا لمعايير NACE المعمول بها. يمكن لشركة MWalloys توريد صفيحة Inconel 718 بقيم صلابة موثقة لتأكيد الامتثال لمعايير NACE، ويمكنها توفير المواد في ظروف مخففة محددة لتلبية سقوف الصلابة عند الحاجة.
7: ما هي أحجام المخزون القياسية المتاحة للوح Inconel 718 في MWalloys؟
تحتفظ MWalloys بمخزون صفيحة Inconel 718 في مجموعة شاملة من السماكات من 3/16 بوصة (0.187 بوصة) إلى 4 بوصة (101.6 بوصة)، وبعرض قياسي 24 بوصة و36 بوصة و48 بوصة و60 بوصة، وبأطوال قياسية 96 بوصة و120 بوصة. وبالإضافة إلى ذلك، نحمل سماكات غير قياسية مقطوعة من ألواح كاملة حسب الطلب، ويمكننا الحصول على ألواح خارج نطاقات الأبعاد القياسية من خلال علاقاتنا القائمة مع المصانع مع فترات زمنية تتراوح عادةً من أسبوعين إلى 6 أسابيع حسب المتطلبات المحددة. يتم الاحتفاظ بمخزوننا المعتمد من AMS 5596 في حالة التلدين بالمحلول (الحالة A) كمعيار قياسي، حيث يوفر ذلك أكبر قدر من المرونة لعمليات التشكيل واللحام والمعالجة الحرارية للعملاء. تتوفر المواد المعتقة بالكامل (الحالة ب) عند الطلب مع مهلة مناسبة لمعالجة المعالجة الحرارية.
8: هل تؤثر المعالجة بالقطع حسب الحجم على شهادة AMS 5596 للوح Inconel 718؟
لا تبطل عمليات القطع الميكانيكية (النفث المائي والبلازما والمنشار والليزر) التي تتم على اللوح المعتمد من AMS 5596 شهادة اعتماد المواد، شريطة الاحتفاظ بوثائق الاعتماد الأصلية ونقلها مع القطع المقطوعة. المتطلب الرئيسي هو إمكانية التتبع - يجب أن تكون كل قطعة مقطوعة قابلة للتعرف على كل قطعة مقطوعة تعود إلى الدفعة الحرارية الأصلية المعتمدة من خلال وضع علامة رقم الحرارة أو الوثائق المصاحبة. لا تغير عملية القطع نفسها من التركيب الكيميائي للمادة أو حالة المعالجة الحرارية، لذلك تظل الشهادة صالحة. ومع ذلك، إذا كانت عملية القطع تخلق منطقة متأثرة بالحرارة (كما هو الحال مع القطع بالبلازما أو القطع بالليزر) التي تخترق القسم الوظيفي للقطعة، فقد تكون هناك حاجة إلى معالجة حرارية بعد القطع أو متطلبات معالجة الحواف لاستعادة المواد المتأثرة إلى حالة المواصفات. تحتفظ شركة MWalloys بإمكانية التتبع الكامل للأرقام الحرارية على جميع القطع المقطوعة وتوفر وثائق محدثة تعكس أبعاد القطع كما هي.
9: كم من الوقت يستغرق استلام طلبات ألواح Inconel 718 المقطوعة حسب الحجم من شركة MWalloys؟
بالنسبة للسماكات القياسية من المخزون مع القطع بالنفث المائي أو القطع بالمنشار، تقوم MWalloys عادةً بشحن طلبات ألواح Inconel 718 المقطوعة حسب الحجم في غضون 3 إلى 7 أيام عمل من استلام طلب الشراء المؤكد والرسومات المعتمدة. يمكن استيعاب المعالجة العاجلة لحالات دعم خط الإنتاج أو حالات دعم خط الإنتاج الحرجة في مجال الفضاء الجوي أو خط الإنتاج مع مهلة تتراوح بين 24 و48 ساعة للقطع غير المعقدة من المخزون. عادةً ما تتطلب الطلبات التي تتطلب الحصول على المواد من المطحنة (السُمك غير المخزون أو القطع الكبيرة جدًا) مهلة تتراوح بين 4 و8 أسابيع حسب الأبعاد المحددة ومتطلبات ممارسة الصهر. تضيف الطلبات التي تتضمن خدمات إضافية مثل طحن السطح أو تقويم الألواح أو الفحص الكامل بالموجات فوق الصوتية 3-5 أيام عمل إلى الجدول الزمني القياسي. نوصي بشدة بالاتصال بفريق هندسة المبيعات لدينا في وقت مبكر من دورة الشراء للمشاريع ذات المتطلبات الزمنية الضيقة.
10: ما هو الفرق في التكلفة بين صفيحة AMS 5596 و ASTM B670 Inconel 718؟
عادةً ما تحمل صفيحة Inconel 718 المعتمدة من AMS 5596 علاوة 15-30% على صفيحة ASTM B670 للأبعاد المكافئة، مما يعكس متطلبات الاختبار والتوثيق ونظام الجودة الإضافية لمواصفات الطيران. يغطي ASTM B670 نفس السبيكة في شكل ألواح ولكن بمتطلبات توثيق أقل صرامة، وعدد أقل من معايير الاختبار الإلزامية، ولا يشترط الحصول على شهادة نظام إدارة الجودة في مجال الفضاء الجوي (AS9100). بالنسبة للتطبيقات الصناعية في مجال المعالجة الكيميائية أو توليد الطاقة أو الهندسة العامة حيث لا يتطلب العميل النهائي أو السلطة التنظيمية الحصول على شهادة AMS، فإن مادة ASTM B670 مكافئة تقنيًا في تركيب السبائك ويمكن أن تمثل وفورات كبيرة في التكاليف. ومع ذلك، بالنسبة لأي تطبيق فضائي أو دفاعي أو نووي، عادةً ما تكون شهادة AMS 5596 إلزامية ولا يمكن استبدالها. وتوفر شركة MWalloys كلا الشهادتين ويمكنها تقديم المشورة بشأن المواصفات المناسبة لتطبيقك.
مراجع يمكن التحقق منها
تم الرجوع إلى المصادر التالية عند إعداد هذه المقالة الفنية ويمكن التحقق منها بشكل مستقل من قبل المهندسين وأخصائيي المشتريات:
- شركة SAE الدولية. AMS 5596M: سبائك النيكل، مقاومة للتآكل والحرارة، صفائح وشرائح وألواح من النيكل، 52.5 نيكل -19Cr-3.0Mo-5.1Cb (Nb)-90.90Ti-0.50Al-18Fe. SAE International، وارينديل، بنسلفانيا. المراجعة الحالية.
- شركة SAE الدولية. AMS 2774: المعالجة الحرارية لقطع سبائك النيكل وسبائك الكوبالت AMS 2774: المعالجة الحرارية. SAE International، وارينديل، بنسلفانيا. المراجعة الحالية.
- ASTM الدولية. ASTM B670: المواصفة القياسية لقضبان سبائك النيكل المتصلدة بالترسيب والألواح والصفائح والشرائح والشرائط والمطروقات. ASTM International, West Conshohocken, PA.
- شركة سبيشال ميتالز كوربوريشن سبيكة INCONEL 718 سبيكة 718 منشور البيانات SMC-045. هنتنغتون للسبائك، هنتنغتون، غرب فيرجينيا.
- رابطة صناعات الطيران والفضاء (AIA). NASM 17887: مواصفات سبيكة إنكونيل سبيكة 718. الجمعية الأمريكية لمهندسي السيارات، واشنطن العاصمة.
- NACE International / ISO. NACE MR0175 / ISO 15156-3: صناعات البترول والغاز الطبيعي - مواد للاستخدام في البيئات المحتوية على H₂S في إنتاج النفط والغاز، الجزء 3: السبائك المقاومة للتشقق (السبائك المقاومة للتآكل) والسبائك الأخرى. مؤسسة NACE الدولية، هيوستن، تكساس.
- دوناشي، م. ج. ودوناشي، س. ج. السبائك الفائقة: دليل تقني، الإصدار 2. ASM International, Materials Park, OH, 2002. isbn: 0-87170-87170-749-749-7
- ريد، ر.س. السبائك الفائقة: الأساسيات والتطبيقات. مطبعة جامعة كامبريدج، كامبريدج، المملكة المتحدة، 2006. isbn: 978-0-521-521-07011-9
- منظمة ASM الدولية. كتيب ASM المجلد 1: الخواص والاختيار: الحديد والفولاذ والسبائك عالية الأداء. ASM International, Materials Park, OH. isbn: 0-87170-87170-377-7
- بولوك، ت. م. وتين، س. "السبائك الفائقة القائمة على النيكل لمحركات التوربينات المتقدمة: الكيمياء والبنية المجهرية والخصائص." مجلة الدفع والطاقة, ، المجلد 22، رقم 2، 2006، ص 361-374. متاح عبر مكتبة AIAA الرقمية.
- هاينز إنترناشيونال. الكتيب الفني للسبائك عالية الحرارة. هاينز إنترناشيونال، كوكومو، إن إن.
- شركة SAE الدولية. AMS 2242: التفاوتات المسموح بها، الصفائح والشرائح والألواح، النيكل وسبائك النيكل. SAE International، وارينديل، بنسلفانيا.
- كتيب بيانات التصنيع، الإصدار 3. مركز بيانات قابلية التصنيع، سينسيناتي، أوهايو. (سرعة القطع وبيانات التغذية للسبائك الفائقة القائمة على النيكل).
- رولز رويس بي إل سي. المحرك النفاث، الإصدار 5. منشورات رولز رويس الفنية، ديربي، المملكة المتحدة، 1996. isbn: 0-902121-04-9
