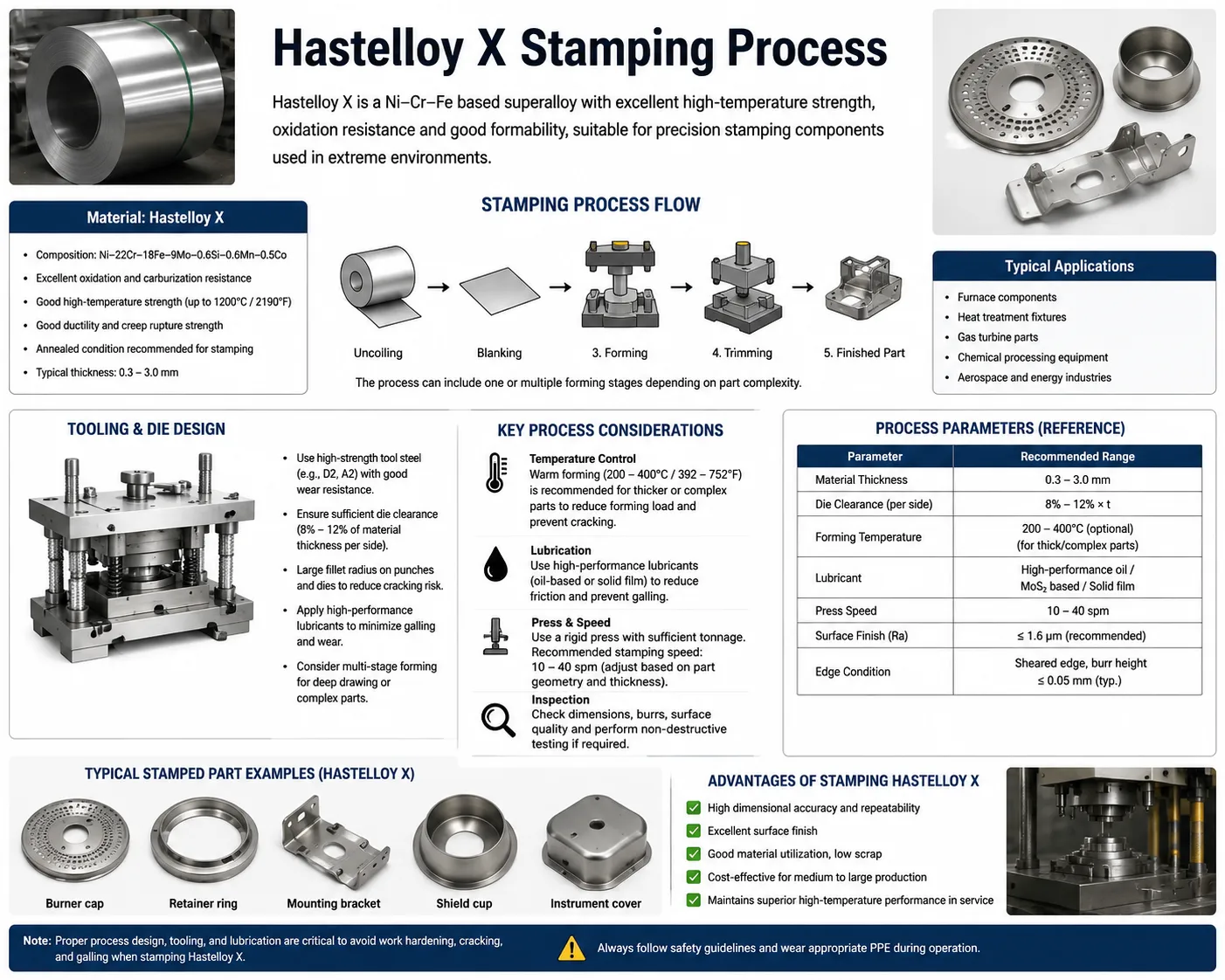
Lo stampaggio personalizzato di metalli Hastelloy X produce pezzi di precisione in grado di funzionare a temperature che raggiungono i 2200°F (1204°C), rendendolo il materiale preferito per i rivestimenti di combustione del settore aerospaziale, i componenti delle turbine a gas e l'hardware delle fornaci industriali. Noi di MWalloys lavoriamo quotidianamente con l'Hastelloy X e possiamo confermare che nessuna comune superlega di nichel combina la resistenza all'ossidazione, la fabbricabilità e la forza alle alte temperature nello stesso modo equilibrato.
Se il vostro progetto richiede l'utilizzo di stampaggio di metalli Hastelloy X, potete contattateci per un preventivo gratuito.
Che cos'è l'Hastelloy X e perché la sua composizione chimica è fondamentale per le parti stampate?
L'Hastelloy X è una superlega di nichel-cromo-ferro-molibdeno sviluppata da Haynes International (ex Cabot Corporation) appositamente per resistere all'ossidazione e mantenere l'integrità strutturale a temperature estreme. È designato UNS N06002 e rientra nelle norme ASTM B435 (lastre/fogli/nastri) e AMS 5536 (lastre, nastri e piatti per uso aerospaziale).
La composizione della lega non è arbitraria. Ogni elemento svolge un ruolo funzionale specifico, che influenza direttamente la risposta del materiale alle forze, all'attrito e alle condizioni termiche presenti durante le operazioni di stampaggio.
Composizione chimica di Hastelloy X
| Elemento | Contenuto nominale (wt%) | Intervallo consentito (wt%) | Funzione primaria |
|---|---|---|---|
| Nichel (Ni) | Equilibrio (~47%) | Equilibrio | Matrice, duttilità alle alte temperature |
| Cromo (Cr) | 22% | 20,5 - 23,0% | Resistenza all'ossidazione, scala di Cr₂O₃ |
| Ferro (Fe) | 18% | 17,0 - 20,0% | Riduzione dei costi, rafforzamento delle soluzioni solide |
| Molibdeno (Mo) | 9% | 8,0 - 10,0% | Rafforzamento in soluzione solida, resistenza al creep |
| Cobalto (Co) | 1.5% | 0,50 - 2,50% | Resistenza alle alte temperature |
| Tungsteno (W) | 0.6% | 0,20 - 1,00% | Rafforzamento della soluzione solida |
| Carbonio (C) | 0.10% | 0,05 - 0,15% | Formazione di carburo, resistenza allo scorrimento |
| Manganese (Mn) | 0.50% | 1,00% max | Disossidazione |
| Silicio (Si) | 0.50% | 1,00% max | Resistenza all'ossidazione |
| Boro (B) | 0.010% | 0,010% max | Rafforzamento dei confini dei grani |
Fonte: Scheda tecnica della lega Haynes International Hastelloy X; ASTM B435; AMS 5536E.

Perché il contenuto di cromo e molibdeno è importante durante lo stampaggio
Il contenuto di cromo 22% è ciò che conferisce all'Hastelloy X la sua notevole resistenza all'ossidazione. Il cromo reagisce preferenzialmente con l'ossigeno per formare una scaglia densa e aderente di ossido di cromo (Cr₂O₃) che protegge il metallo sottostante a temperature fino a 2200 °F. Questa caratteristica è fondamentale in servizio, ma significa anche che durante le operazioni di stampaggio a caldo o a tiepido, la gestione delle incrostazioni superficiali diventa un aspetto del processo.
Il molibdeno a 9% fornisce un sostanziale rafforzamento della soluzione solida. Se da un lato questa è un'ottima notizia in servizio, dall'altro contribuisce direttamente all'elevato tasso di incrudimento della lega durante lo stampaggio a freddo - un tasso di circa 30-40% superiore a quello di acciai inossidabili austenitici come il 304. Questa è una delle variabili di processo più importanti che separa i fabbricanti esperti di Hastelloy X da quelli che incontrano il materiale per la prima volta.
Cosa rende tecnicamente impegnativo lo stampaggio dei metalli Hastelloy X?
In MWalloys abbiamo stampato centinaia di configurazioni di pezzi in Hastelloy X e il feedback costante dei nostri ingegneri degli utensili è che questa lega punisce l'autocompiacimento. Tre caratteristiche creano la maggior parte delle sfide tecniche: l'indurimento rapido, il ritorno elastico e la tendenza alla formazione di galla.
Tasso di tempra del lavoro: La sfida primaria dello stampaggio
L'Hastelloy X si indurisce a una velocità da 1,5 a 2 volte superiore rispetto all'acciaio inossidabile 304. L'esponente dell'indurimento da lavoro (valore n) per l'Hastelloy X è di circa 0,44-0,52, rispetto a 0,28-0,34 per l'acciaio inox 304. Ciò significa che:
- Le forze di punzonatura devono essere calcolate utilizzando la tensione di scorrimento del materiale al livello di deformazione effettivo, non solo la resistenza alla trazione ricotto.
- Nelle operazioni di stampaggio progressivo in più fasi sono spesso necessarie fasi intermedie di ricottura.
- L'usura degli utensili accelera rapidamente se la geometria dello stampo o i giochi non sono ottimizzati per i materiali ad alto indurimento.
Proprietà meccaniche in condizioni di ricottura
| Proprietà | Valore | Standard di prova |
|---|---|---|
| Resistenza alla trazione finale | 100.000 - 115.000 psi (690 - 793 MPa) | ASTM E8 |
| Resistenza allo snervamento (offset 0,2%) | 52.000 - 62.000 psi (358 - 427 MPa) | ASTM E8 |
| Allungamento (calibro da 2 pollici) | 43% minimo | ASTM E8 |
| Riduzione dell'area | 60% minimo | ASTM E8 |
| Durezza (Rockwell B) | 88 - 96 HRB | ASTM E18 |
| Esponente di indurimento del lavoro (n) | 0.44 - 0.52 | - |
| Modulo elastico | 29,8 × 10⁶ psi (205 GPa) | - |
Fonte: Haynes International Hastelloy X Technical Datasheet, edizione 2021.
Calcolo del ritorno elastico per Hastelloy X
Il ritorno elastico nell'Hastelloy X è più pronunciato rispetto all'acciaio al carbonio o ai gradi inossidabili standard. Il rapporto di ritorno elastico (R/t) deve tenere conto del rapporto più elevato tra rendimento e trazione e del modulo elastico della lega. I dati empirici delle nostre prove di formatura indicano angoli di ritorno elastico di 8-15° nelle curve a 90° utilizzando la geometria standard degli utensili, rispetto ai 3-6° dell'acciaio inossidabile 304 in configurazioni equivalenti.
Per compensare questa situazione è necessario
- Sovracurvatura (progettazione dello stampo per compensare il ritorno elastico previsto)
- Coniatura al raggio di curvatura (applicando una pressione sufficiente a produrre un assestamento permanente)
- Utilizzo del fissaggio post-stampa durante qualsiasi trattamento termico successivo.
Adesione di gallerie e utensili
L'elevato contenuto di nichel dell'Hastelloy X crea una tendenza a galla contro le superfici degli utensili, in particolare alle alte pressioni di contatto durante le operazioni di imbutitura e tranciatura. Senza un'adeguata lubrificazione, il trasferimento di materiale dal pezzo in lavorazione alle facce dello stampo avviene rapidamente, producendo superfici graffiate dei pezzi e un progressivo degrado dello stampo.
Quali processi di stampaggio producono i migliori risultati con l'Hastelloy X?
La scelta della giusta variante di processo di stampaggio per una specifica geometria di un pezzo in Hastelloy X non è una decisione univoca. La complessità del pezzo, lo spessore della parete, le tolleranze richieste e il volume di produzione annuale influenzano l'approccio migliore.
Matrice di selezione del processo
| Processo di stampaggio | Idoneità per Hastelloy X | Il migliore per | Limitazione |
|---|---|---|---|
| Blanking e piercing | Eccellente | Pezzi grezzi piatti, fori, ritagli | Controllo della bava critico |
| Stampaggio progressivo | Buono (con ricottura intermedia) | Pezzi complessi ad alto volume | Costi di impostazione, i cicli di ricottura aggiungono tempo |
| Disegno profondo | Moderato | Tazze, gusci, involucri | Richiede un'attenta selezione del lubrificante |
| Idroformatura | Molto buono | Forme 3D complesse, volume ridotto | Costo dell'attrezzatura |
| Formatura elastica | Buono | Pannelli curvi, pelli | Gestione del ritorno elastico |
| Tranciatura fine | Buono | Parti piane a stretta tolleranza | Costi di attrezzaggio più elevati |
| Formatura a caldo (400-800°F) | Eccellente per il calibro pesante | Materiale spesso, curve complesse | Sfida di lubrificazione alla temperatura |
Stampaggio progressivo per parti in Hastelloy X ad alto volume
Lo stampaggio con stampo progressivo è il processo dominante per la produzione di pezzi di precisione in Hastelloy X in grandi volumi nelle catene di fornitura di turbine a gas aerospaziali e industriali. In uno stampo progressivo, il nastro avanza attraverso stazioni sequenziali che tranciano, forano, piegano e formano in modo incrementale. Ogni stazione aggiunge sollecitazioni al materiale.
Per l'Hastelloy X, la considerazione critica nella progettazione del processo è la gestione della deformazione cumulativa. Una volta che il materiale raggiunge circa 30-40% di lavoro a freddo, la duttilità diminuisce drasticamente e aumenta il rischio di cricche. In pratica, ciò significa che le complesse sequenze di stampi progressivi per l'Hastelloy X includono tipicamente una o più fasi intermedie di ricottura morbida a 2150-2175°F (1177-1191°C) per ripristinare la duttilità prima delle fasi finali di formatura.
Il nostro team di ingegneri di MWalloys inserisce abitualmente cicli di ricottura intermedi nei piani di processo a stampo progressivo per i pezzi di Hastelloy X che richiedono più di tre operazioni di piegatura o imbutitura. Questo aggiunge tempo al processo, ma elimina il rischio di cricche che altrimenti produrrebbe alti tassi di scarto.
Imbutitura profonda di Hastelloy X: Rapporti di stiro e lubrificazione
Per le coppe e i gusci trafilati in Hastelloy X, il rapporto di trafilatura limite (LDR) è di circa 1,8-2,0 in un'operazione di trafilatura singola, rispetto a 2,2-2,5 per l'inox 304. L'imbutitura in più fasi con ricottura intermedia estende il rapporto di tiraggio totale effettivo, ma ogni fase deve rimanere entro il limite della singola fase.
La scelta della lubrificazione per l'imbutitura di Hastelloy X è fondamentale:
- Composti di disegno clorurati: Efficaci per ridurre la formazione di galla, ma richiedono una rimozione accurata prima di qualsiasi trattamento termico (il cloro provoca cricche da tensocorrosione nelle leghe di nichel a temperature elevate).
- Oli solforati: Efficaci lubrificanti di contorno, ma si applicano le stesse precauzioni per la rimozione.
- Lubrificanti a film secco (MoS₂, PTFE): Preferito quando la pulizia post-trafilatura prima del trattamento termico è limitata.
- Lubrificanti sintetici solubili in acqua: Buona protezione dalla corrosione, facile rimozione, preferibile per l'ambiente.
Quali materiali per stampi e utensili funzionano meglio per lo stampaggio di Hastelloy X?
La scelta del materiale degli stampi per lo stampaggio di Hastelloy X determina direttamente la durata dell'utensile, la qualità della superficie del pezzo e il costo totale per pezzo. Gli stampi standard in acciaio D2, che funzionano in modo accettabile per le applicazioni in acciaio inossidabile, producono in genere solo 30-50% della loro normale durata di servizio quando si utilizza Hastelloy X.
Confronto tra i materiali degli stampi per lo stampaggio di Hastelloy X
| Materiale dello stampo | Vita relativa dell'utensile rispetto a D2 | Durezza della superficie | Migliore applicazione |
|---|---|---|---|
| Acciaio per utensili D2 (standard) | 1,0x (linea di base) | 60-62 HRC | Servizio leggero, volume ridotto |
| M2 Acciaio ad alta velocità | 1.3 - 1.5x | 63-65 HRC | Blanking e piercing |
| Carburo (WC-Co, 6% Co) | 4.0 - 6.0x | 88-92 HRA | Tranciatura ad alto volume |
| Carburo (WC-Co, 10% Co) | 3.0 - 4.5x | 86-90 HRA | Inserti di disegno, impatti più duri |
| CPM-Rex 76 PM HSS | 2.0 - 2.8x | 66-68 HRC | Geometria complessa del punzone |
| D2 rivestito in ceramica (TiCN) | 1.8 - 2.5x | 78-82 HRC (rivestimento) | Operazioni di disegno |
| Carburo rivestito con TiAlN PVD | 5.0 - 7.0x | 90 HRA + rivestimento | Tranciatura di precisione ad alto volume |
Fonte: Dati sulle prestazioni degli utensili interni compilati dai registri di produzione MWalloys e confrontati con i dati pubblicati nel manuale di progettazione degli stampi della Society of Manufacturing Engineers (SME).
Gioco dello stampo per Hastelloy X
Il gioco della matrice (lo spazio tra il punzone e la matrice su ciascun lato) ha un effetto significativo sull'altezza della bava, sulla qualità della superficie di taglio e sulla durata dell'utensile nella tranciatura e nella perforazione dell'Hastelloy X. Attraverso i test di produzione abbiamo scoperto che:
- Gioco ottimale per lato: 10-13% dello spessore del materiale per la tranciatura.
- Spazio ottimale per lato: 12-15% dello spessore del materiale per i fori di perforazione.
- Una distanza eccessiva (superiore a 15%) aumenta l'altezza della bava e il ribaltamento.
- Un gioco insufficiente (inferiore a 8%) accelera l'usura del punzone e ne aumenta il rischio di rottura.
Questi valori di gioco sono più alti di quelli tipicamente utilizzati per l'acciaio al carbonio (5-8%), ma riflettono il maggiore tasso di incrudimento dell'Hastelloy X e la necessità di mantenere una geometria pulita della zona di taglio per tutta la durata del taglio.
Quali tolleranze dimensionali si possono ottenere nello stampaggio di precisione di Hastelloy X?
La capacità dimensionale nello stampaggio di Hastelloy X dipende dallo spessore del materiale, dalla geometria del pezzo, dal processo di stampaggio e dall'eventuale trattamento termico post-stamp. La seguente tabella rappresenta le tolleranze ottenibili in condizioni di produzione controllate.
Tabella delle tolleranze dimensionali
| Tipo di caratteristica | Spessore del materiale | Tolleranza raggiungibile | Note |
|---|---|---|---|
| Dimensioni d'ingombro del vuoto | 0,010 - 0,060 pollici | ±0,003 - ±0,005 pollici | Dado progressivo |
| Posizione del foro (dal datum) | 0,010 - 0,060 pollici | ±0,003 - ±0,005 pollici | Stampo composto |
| Diametro del foro | 0,010 - 0,060 pollici | ±0,002 - ±0,003 pollici | Punzone in carburo |
| Angolo di curvatura | Tutti gli indicatori standard | ±0.5° - ±1.5° | Dopo la compensazione del ritorno elastico |
| Raggio di curvatura | 0,020 - 0,080 pollici | ±0,005 pollici | Per AMS 2807 |
| Planarità (dopo la ricottura) | 0,020 - 0,060 pollici | 0,005 - 0,010 pollici/pollice | È necessaria la ricottura dell'apparecchio |
| Finitura superficiale (Ra) | 0,010 - 0,040 pollici | 32 - 63 µin Ra | Dipende dalla lubrificazione |
Impatto del trattamento termico sulla stabilità dimensionale
La ricottura in soluzione dopo lo stampaggio (richiesta per la maggior parte delle specifiche aerospaziali) introduce variazioni dimensionali. La distorsione durante la ricottura è proporzionale al livello di stress residuo che rimane nel pezzo stampato. Per i pezzi di geometria complessa, utilizziamo un fissaggio personalizzato progettato per mantenere le dimensioni critiche durante il ciclo di ricottura. La distorsione tipica nella ricottura non fissata di stampati complessi in Hastelloy X è di 0,005-0,020 pollici su elementi di 2-6 pollici.
I pezzi che richiedono una stretta planarità dopo la ricottura (inferiore a 0,005 pollici/pollice) necessitano in genere di tecniche di raddrizzamento post-cottura o di fissaggio a pressione.
Quale trattamento termico è richiesto per gli stampati in Hastelloy X dopo la formatura?
Il trattamento termico dopo lo stampaggio non è facoltativo per la maggior parte delle applicazioni aerospaziali e delle turbine a gas dell'Hastelloy X. Il processo di formatura introduce tensioni residue e lavorazioni a freddo che, se non trattate, possono causare cricche da tensocorrosione, ridurre la durata a fatica e compromettere la stabilità dimensionale alle temperature di esercizio.
Specifiche del trattamento termico
| Tipo di trattamento | Temperatura | Tempo alla temperatura | Atmosfera | Metodo di raffreddamento |
|---|---|---|---|---|
| Ricottura in soluzione (completa) | 2150 - 2175°F (1177 - 1191°C) | 10 - 60 min (a seconda dello spessore) | Vuoto o gas inerte | Raffreddamento rapido ad aria o ad acqua |
| Sollievo dallo stress (parziale) | 1600 - 1800°F (871 - 982°C) | 1 - 4 ore | Gas inerte o vuoto | Raffreddamento ad aria |
| Ricottura intermedia (in-process) | 2150°F (1177°C) | 15 - 30 min. | Preferibile il vuoto | Raffreddamento rapido dell'aria |
Fonte: Requisiti del trattamento termico AMS 5536; linee guida di fabbricazione Haynes International Hastelloy X.
Perché il controllo dell'atmosfera durante la ricottura è fondamentale
L'Hastelloy X non deve essere ricotto in atmosfere ossidanti alle temperature di ricottura in soluzione. A 2150°F, il cromo si ossida rapidamente, impoverendo lo strato superficiale e producendo una zona sottosuperficiale impoverita di cromo con una ridotta resistenza alla corrosione. La ricottura sotto vuoto a 10-⁴ torr o meglio, o la ricottura in atmosfere di argon o idrogeno puri, preserva la chimica superficiale e soddisfa i requisiti dei processori di trattamento termico AMS e NADCAP.
I pezzi lavorati in aria alla temperatura di ricottura completa della soluzione richiedono una successiva decalcificazione mediante trattamento con permanganato alcalino seguito da decapaggio con acido nitrico-idrofluorico, secondo le specifiche AMS 2700 o equivalenti. Ciò comporta un aggravio dei costi di processo e introduce un'incertezza dimensionale dovuta all'attacco acido.
Quali standard di qualità e certificazioni si applicano alle parti aerospaziali stampate in Hastelloy X?
I team di approvvigionamento che specificano parti stampate in Hastelloy X per applicazioni aerospaziali e turbine a gas devono verificare che il sistema di qualità del fornitore copra l'intera catena di tracciabilità e qualificazione del processo.
Norme e specifiche applicabili
| Standard / Specifiche | Ambito di applicazione | Organo direttivo |
|---|---|---|
| AMS 5536 | Materiale: lastre, nastri, piastre | SAE Internazionale |
| ASTM B435 | Materiale: lastre, fogli, nastri | ASTM International |
| AMS 2750 | Pirometria (calibrazione del forno) | SAE Internazionale |
| NADCAP AC7102 | Accreditamento del processo di trattamento termico | Istituto di valutazione delle prestazioni |
| NADCAP AC7004 | Trattamento chimico (decapaggio, pulizia) | Istituto di valutazione delle prestazioni |
| AS9100 Rev. D | Gestione della qualità per l'aviazione/spazio | IAQG / SAE |
| AMS 2807 | Identificazione di metalli e leghe | SAE Internazionale |
| AMS 2700 | Passivazione degli acciai resistenti alla corrosione | SAE International (adattato per le leghe di Ni) |
| MIL-DTL-23227 | Parti stampate militari per uso ad alta temperatura | Dipartimento della Difesa |
Requisiti di tracciabilità dei materiali
Gli stampati aerospaziali in Hastelloy X richiedono la completa tracciabilità del materiale dal coil o dalla lamiera grezza fino al pezzo finito. Ciò significa che:
- Certificato del mulino (certificato di conformità) con riferimento al numero di calore.
- I risultati delle analisi chimiche corrispondono ai limiti di composizione AMS 5536.
- Risultati dei test sulle proprietà meccaniche ottenuti con lo stesso calore.
- Registrazioni di lavorazione per tutti i cicli di trattamento termico con registrazioni di calibrazione della pirometria.
- Registri di ispezione dimensionale con collegamento al numero di serie o di lotto del pezzo.
Alla MWalloys, manteniamo registrazioni digitali complete di tracciabilità archiviate per un minimo di 10 anni, soddisfacendo sia l'AS9100 Rev. D che la maggior parte dei requisiti di qualità dei fornitori delle prime imprese.
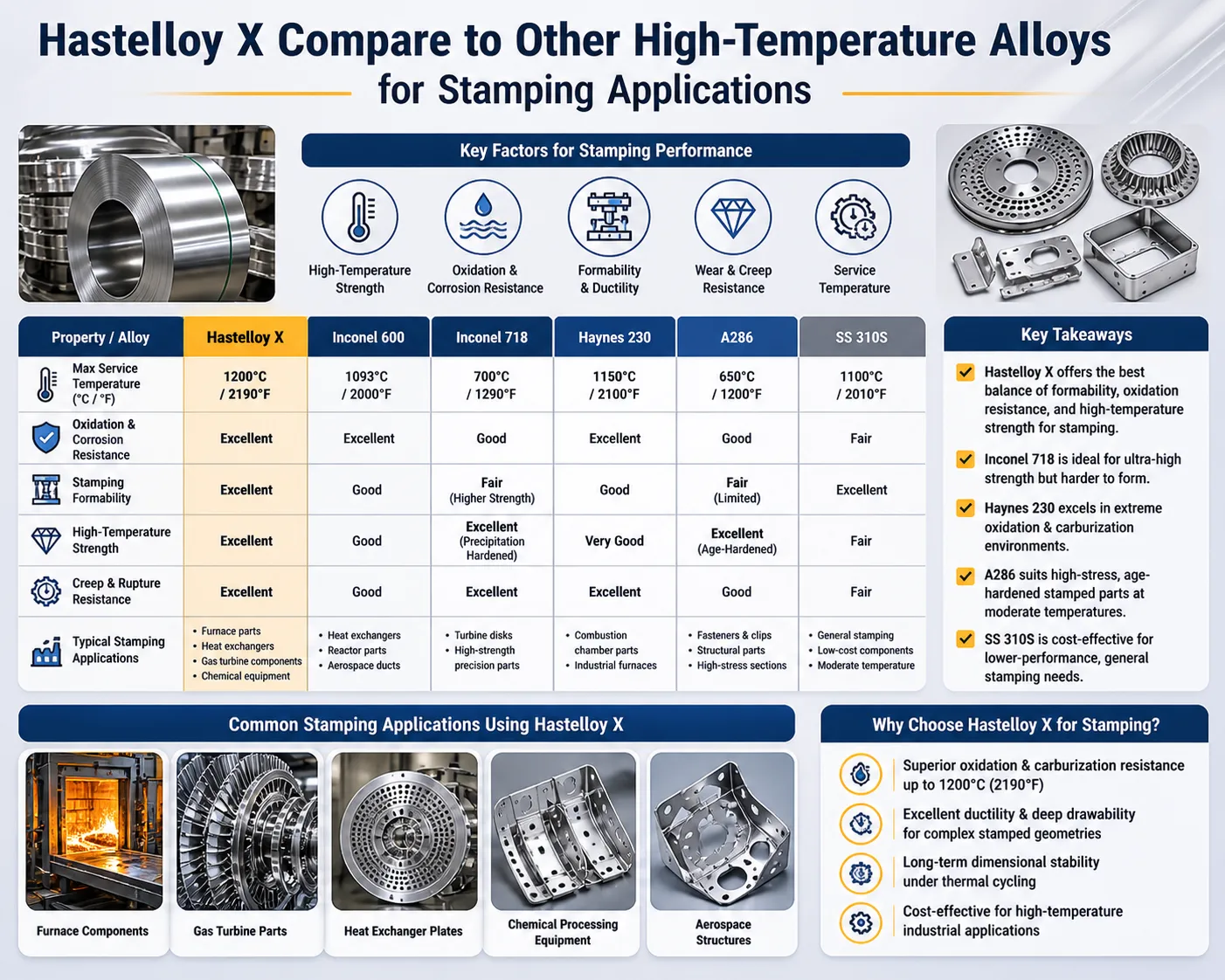
Come si colloca l'Hastelloy X rispetto ad altre leghe ad alta temperatura per applicazioni di stampaggio?
Gli ingegneri addetti all'approvvigionamento ci chiedono spesso di confrontare l'Hastelloy X con leghe concorrenti. La tabella seguente fornisce un confronto tra le proprietà più importanti per le prestazioni dei componenti stampati.
Confronto tra leghe ad alta temperatura per applicazioni di stampaggio
| Proprietà | Hastelloy X | Inconel 625 | Inconel 718 | Haynes 230 | 310 SS |
|---|---|---|---|---|---|
| Temperatura massima di servizio (ossidante) | 2200°F (1204°C) | 1800°F (982°C) | 1300°F (704°C) | 2100°F (1149°C) | 2000°F (1093°C) |
| Resistenza alla trazione (ricotto) | 100-115 ksi | 120-135 ksi | 150-185 ksi | 115-130 ksi | 85-95 ksi |
| Resistenza allo snervamento (ricotto) | 52-62 ksi | 60-75 ksi | 150 ksi (invecchiato) | 55-65 ksi | 35-45 ksi |
| Valutazione della stampabilità | Buono | Buono | Difficile (invecchiato) | Moderato | Eccellente |
| Resistenza all'ossidazione | Eccellente | Molto buono | Buono | Eccellente | Buono |
| Costo relativo del materiale | Moderato-alto | Alto | Alto | Alto | Basso-Moderato |
| Saldabilità dopo lo stampaggio | Eccellente | Eccellente | Buono (richiede attenzione) | Buono | Buono |
| Impieghi aerospaziali comuni | Rivestimenti di combustione, inversori di spinta | Soffietti, condotti di scarico | Dischi per turbine, involucri | Hardware di combustione | Parti del forno |
Fonte: Dati comparativi di Haynes International sulle leghe; schede tecniche di Special Metals Corporation Inconel; riferimento tecnico ASM International Superalloys.
Quando scegliere Hastelloy X rispetto alle alternative
L'Hastelloy X occupa una specifica fascia di prestazioni che lo rende preferibile alle alternative in particolari condizioni:
- Temperatura superiore a 1800°F in atmosfera ossidante: L'Inconel 625 perde il vantaggio della resistenza all'ossidazione; l'Hastelloy X mantiene l'integrità della protezione delle scaglie
- Requisiti di fabbricabilità a temperatura: Haynes 230 offre una resistenza all'ossidazione paragonabile, ma è più difficile da stampare a causa del contenuto di tungsteno e della maggiore resistenza.
- Costruzione a saldare dopo il timbro: L'eccellente saldabilità dell'Hastelloy X, sia in condizioni di ricottura che di post-stampaggio, semplifica l'assemblaggio rispetto a gradi che induriscono per precipitazione come l'Inconel 718.
La composizione bilanciata della lega è stata studiata appositamente per evitare l'eccessivo rafforzamento che rende difficile la formazione di molte superleghe concorrenti. Non si tratta di un incidente chimico, ma di scelte progettuali deliberate da parte degli sviluppatori della lega per produrre un materiale con cui i costruttori potessero effettivamente lavorare, pur garantendo prestazioni a temperature estreme.
Quali sono i reali fattori di costo per le parti stampate personalizzate in Hastelloy X?
La comprensione della struttura dei costi dello stampaggio di precisione Hastelloy X aiuta i team di approvvigionamento a valutare le offerte in modo intelligente e a identificare i punti in cui le modifiche ingegneristiche potrebbero migliorare l'efficienza dei costi.
Ripartizione dei componenti di costo
| Componente di costo | Quota approssimativa del costo totale della parte | Variabili chiave |
|---|---|---|
| Materia prima (lastre/nastri di Hastelloy X) | 35 - 55% | Prezzo di mercato, volume degli ordini, indicatore |
| Utensili (ammortizzati) | 10 - 25% | Complessità, volume, durata degli utensili |
| Manodopera e tempo macchina per lo stampaggio | 15 - 25% | Conteggio delle operazioni, tempo di ciclo |
| Ricottura intermedia | 5 - 15% | Numero di cicli di ricottura richiesti |
| Trattamento termico finale | 5 - 10% | Tipo di atmosfera, carico del forno |
| Ispezione e test | 5 - 12% | Requisiti di disegno, specifiche NDT |
| Trattamento e pulizia delle superfici | 2 - 8% | Decapaggio, passivazione, rivestimento |
Contesto dei prezzi della materia prima Hastelloy X
I prezzi delle lastre e dei nastri di Hastelloy X fluttuano con i mercati delle materie prime di nichel. A partire dal 2024, le lastre di Hastelloy X in materiale certificato AMS 5536 variano in genere da $28-$45 alla libbra per i calibri standard (0,020-0,125 pollici) in quantità commerciali (500+ libbre). I calibri personalizzati, le larghezze ridotte o il materiale aerospaziale certificato possono richiedere premi di 20-40% rispetto al prezzo standard di catalogo.
Il prezzo spot del nichel è la variabile di costo dominante. I dati storici del London Metal Exchange (LME) mostrano una volatilità del prezzo del nichel di ±30-40% nell'arco di un singolo anno solare, che incide direttamente sul costo dei materiali Hastelloy X. Gli accordi di fornitura a lungo termine e gli ordini di acquisto in blocco aiutano gli acquirenti a gestire questa esposizione.
Aspettative sui tempi di consegna
| Tipo di ordine | Tempi di consegna tipici | Note |
|---|---|---|
| Prototipo / primo articolo | 6 - 12 settimane | Include utensili, ispezione del primo articolo |
| Tiratura di produzione (utensili esistenti) | 4 - 8 settimane | Dipendente dall'approvvigionamento dei materiali |
| Emergenza/accelerazione | 2 - 4 settimane | Si applica il prezzo premium |
| Ordine a tappeto (12 mesi) | 1 - 3 settimane per rilascio | Materiale a magazzino, utensili precostruiti |
Dove viene utilizzato lo stampaggio personalizzato di Hastelloy X nell'industria?
I componenti stampati in Hastelloy X sono utilizzati in alcuni degli ambienti tecnici più esigenti del pianeta. La sezione seguente illustra i principali segmenti di applicazione e i tipi di pezzi specifici all'interno di ciascuno di essi.
Applicazioni aerospaziali e turbine a gas
Le sezioni di combustione delle turbine a gas operano a temperature comprese tra 1800°F e 2200°F con carico termico ciclico, rendendo i componenti in lamiera di Hastelloy X una scelta naturale. Le parti stampate specifiche includono:
- Pannelli di rivestimento per la combustione: Pannelli multiforo di spessore sottile (0,020-0,050 pollici) che formano la struttura interna delle camere di combustione; i fori sono stampati o tagliati al laser secondo schemi precisi per il raffreddamento del film.
- Condotti di transizione: Sezioni di lamiera sagomata che collegano l'uscita del combustore all'ingresso della turbina.
- Segmenti dello scudo termico: Pezzi stampati e formati che proteggono i componenti strutturali dal calore radiante.
- Componenti dell'invertitore di spinta: Pannelli e staffe sagomate nelle gondole dei motori degli aerei.
- Hardware del postcombustore: Componenti in lamiera ad alta temperatura nei motori a reazione militari.
Gli standard di aeronavigabilità della Federal Aviation Administration (FAA) e dell'Agenzia dell'Unione Europea per la Sicurezza Aerea (EASA) richiedono la tracciabilità, la certificazione dei materiali e la qualificazione dei processi per tutti i componenti a sezione calda critici per la sicurezza, motivo per cui l'accreditamento AS9100 e NADCAP non è negoziabile per i fornitori di stampaggio di Hastelloy X per il settore aerospaziale.
Forni industriali e apparecchiature per il trattamento del calore
Oltre che nel settore aerospaziale, l'Hastelloy X trova un impiego significativo nella costruzione di forni industriali:
- Rivestimenti per forni a muffola e contenitori per storte.
- Tubi radianti per forni ad atmosfera controllata.
- Componenti del nastro trasportatore nei forni continui.
- Hardware di fissaggio e supporto per i processi di trattamento termico.
- Componenti del bruciatore e schermi di fiamma nei sistemi a fuoco diretto.
Il vantaggio dell'Hastelloy X stampato nelle applicazioni in forno è la coerenza dimensionale e la ripetibilità della geometria, che non sempre è possibile ottenere con le saldature.
Trattamento chimico e applicazioni petrolchimiche
La combinazione di resistenza all'ossidazione e inerzia chimica di Hastelloy X lo rende adatto per:
- Componenti del recipiente di reazione ad alta temperatura.
- Ferramenta per il supporto del tubo Reformer.
- Strutture di supporto del catalizzatore che operano a temperature superiori a 1600°F.
- Componenti delle punte delle torce nelle raffinerie.
Domande frequenti: Stampaggio personalizzato di metalli Hastelloy X
1. Qual è la temperatura massima che le parti stampate in Hastelloy X possono sopportare in servizio continuo?
L'Hastelloy X mantiene un'utile resistenza all'ossidazione e l'integrità meccanica in servizio continuo fino a 2200°F (1204°C) in atmosfere ossidanti. Questa è la più alta temperatura di servizio continuo tra le superleghe di nichel stampabili disponibili in commercio a costi moderati. In servizio ciclico (riscaldamento e raffreddamento ripetuti), il limite pratico è leggermente inferiore, a circa 1900-2000°F (1038-1093°C), a causa dell'accumulo di fatica termica nelle interfacce di ossido. Haynes International pubblica dati sull'esposizione a lungo termine che dimostrano che l'Hastelloy X mantiene un'adeguata resistenza allo scorrimento a 1600°F (871°C) per periodi di esposizione di 10.000 ore. I responsabili degli approvvigionamenti che specificano componenti per ambienti di combustione superiori a 1800°F dovrebbero verificare con il proprio fornitore che il lotto di materiale soddisfi i minimi delle proprietà meccaniche AMS 5536, poiché la variazione da calore a calore delle proprietà ad alta temperatura può essere significativa.
2. Perché l'Hastelloy X si indurisce così rapidamente durante lo stampaggio e come viene gestito?
L'Hastelloy X si indurisce al lavoro a una velocità da 1,5 a 2 volte superiore a quella dell'acciaio inossidabile 304, perché la sua matrice austenitica di nichel non presenta la trasformazione martensitica indotta dalla deformazione, che accoglie le deformazioni nei gradi austenitici a basso tenore di nichel. L'elevato contenuto di nichel e molibdeno stabilizza l'austenite, il che significa che l'accomodamento della deformazione avviene attraverso la moltiplicazione e l'accumulo delle dislocazioni, con un rapido aumento delle sollecitazioni di flusso. Le strategie pratiche di gestione includono: la progettazione di sequenze progressive di stampi con non più di 30-35% di lavoro a freddo cumulativo tra i cicli di ricottura; l'uso di una ricottura intermedia in soluzione a 2150°F per ripristinare la duttilità; la scelta di raggi di curvatura generosi (minimo 1t per il calibro sottile, 2t per il calibro pesante) per ridurre la concentrazione locale delle deformazioni. Le simulazioni di formatura computazionale che utilizzano i dati dei materiali specifici per l'Hastelloy X (non le proprietà generiche della lega di nichel) migliorano significativamente le percentuali di successo al primo colpo nello sviluppo di pezzi complessi.
3. I pezzi stampati in Hastelloy X possono essere saldati dopo la formatura e ci sono requisiti particolari?
Sì, l'Hastelloy X è considerata una delle superleghe di nichel più saldabili e la saldatura post-stampata è una routine nell'assemblaggio di lamiere aerospaziali. La lega può essere saldata mediante saldatura ad arco di tungsteno a gas (GTAW/TIG), saldatura ad arco al plasma, saldatura a fascio elettronico e saldatura laser. Il metallo d'apporto preferito è ERNiCrMo-2 (Hastelloy X filler) o ERNiCrCoMo-1. I requisiti critici includono: una pulizia accurata per rimuovere tutti gli oli, i lubrificanti e gli ossidi prima della saldatura; l'uso di gas di protezione e di supporto argon puro; il mantenimento della temperatura di interpass al di sotto di 200°F (93°C); l'evitare qualsiasi composto contenente zolfo nella zona di saldatura. La ricottura in soluzione post-saldatura a 2150°F è consigliata per le applicazioni aerospaziali per alleviare le tensioni residue e ripristinare la resistenza alla corrosione nelle zone termicamente interessate dalla saldatura.
4. Quali sono i requisiti di finitura superficiale standard per gli stampati aerospaziali in Hastelloy X?
Gli stampati in Hastelloy X per il settore aerospaziale richiedono in genere una rugosità superficiale di 32-63 µin Ra (0,8-1,6 µm) sulle superfici funzionali, con 125 µin Ra accettabili sulle aree non funzionali. I requisiti relativi alle condizioni della superficie vanno oltre la rugosità: tutte le superfici devono essere prive di pieghe, giunture, chiusure a freddo e residui di lubrificante per lo stampaggio. Per il servizio ad alta temperatura, è vietato qualsiasi residuo di cloro, zolfo o contaminazione di metalli a basso punto di fusione, poiché questi elementi causano un attacco accelerato alle temperature di esercizio. Prima dell'ispezione finale è richiesta la pulizia e la passivazione AMS 2700 o equivalente. Alcuni appaltatori principali specificano requisiti aggiuntivi, come l'ispezione con liquidi penetranti fluorescenti (FPI) secondo ASTM E1417 per rilevare le cricche di rottura superficiale introdotte durante la formatura, che è una pratica standard per le parti di turbine a gas critiche per la sicurezza.
5. Qual è il raggio di curvatura minimo per lo stampaggio di lastre di Hastelloy X?
Il raggio di curvatura minimo per l'Hastelloy X dipende dallo spessore del materiale e dallo stato di tempra. Nella condizione di ricottura completa, il raggio di curvatura minimo (misurato all'interno della curva) è di: 1 × spessore (1t) per materiali con spessore fino a 0,040 pollici e da 1,5t a 2t per materiali con spessore compreso tra 0,040 e 0,125 pollici. Questi valori si applicano alle piegature a 90° attraverso la direzione della grana. La piegatura con la direzione di laminazione (piegatura longitudinale) richiede in genere raggi più grandi di 10-20% per evitare cricche. Qualsiasi residuo di lavorazione a freddo da una lavorazione precedente aumenta il raggio minimo richiesto. Utilizzando raggi più stretti di questi minimi si rischia la formazione di cricche sulla superficie esterna della curva, in particolare nel materiale che ha già accumulato lavoro a freddo dalle operazioni precedenti. Quando lavoriamo con nuove certificazioni di materiali, convalidiamo sempre la capacità del raggio di curvatura su pezzi di prova prima di impegnarci nell'attrezzaggio di produzione.
6. Quanto dura in genere l'attrezzatura per lo stampaggio dell'Hastelloy X?
La durata degli utensili per lo stampaggio di Hastelloy X è significativamente più breve rispetto a quella di operazioni equivalenti in acciaio al carbonio o persino in acciaio inossidabile standard. Utilizzando punzoni e matrici di tranciatura in metallo duro, un set di utensili ben mantenuto può produrre da 500.000 a 1.000.000 di colpi prima di richiedere la riaffilatura, rispetto ai 2-3 milioni di colpi dell'acciaio al carbonio. Gli utensili per la formatura e l'imbutitura in acciaio D2 richiedono in genere un ricondizionamento dopo 50.000-100.000 pezzi. I principali meccanismi di usura sono l'usura abrasiva dovuta alle particelle di carburo duro nella microstruttura dell'Hastelloy X e l'usura adesiva (galla) dovuta alla raccolta del nichel sulle facce della matrice. Per prolungare la durata degli utensili sono necessari: materiali per stampi in carburo o rivestiti in TiAlN; lubrificazione costante ad alta pressione; pulizia frequente degli stampi per rimuovere il trasferimento di materiale accumulato; controlli dimensionali a intervalli programmati per individuare l'usura prima che influisca sulla qualità dei pezzi.
7. Quali test sono richiesti sugli stampati Hastelloy X di primo articolo per i clienti del settore aerospaziale?
L'ispezione del primo articolo (FAI) per gli stampati aerospaziali in Hastelloy X segue tipicamente i requisiti AS9102 e comprende: layout dimensionale completo di tutte le dimensioni controllate dal disegno; revisione del materiale che conferma la conformità AMS 5536 con la tracciabilità del numero di calore; verifica della durezza dopo il trattamento termico; misurazione della rugosità superficiale su tutte le superfici specificate; ispezione visiva in base allo standard di lavorazione applicabile; verifica dell'accoppiamento funzionale se sono disponibili componenti di accoppiamento. Per le parti critiche per il volo, i requisiti aggiuntivi includono spesso l'ispezione con liquidi penetranti fluorescenti (FPI) secondo la sensibilità NAS 410 o ASTM E1417 di livello 2, e una verifica della conformità del processo che conferma che tutti i processi speciali (trattamento termico, trattamento superficiale, ispezione) sono stati eseguiti da aziende di lavorazione accreditate NADCAP. I tempi di consegna del primo articolo sono in genere di 6-12 settimane dal ricevimento dei disegni approvati e delle materie prime.
8. L'Hastelloy X è disponibile in tutti gli spessori standard per lo stampaggio?
L'Hastelloy X è disponibile presso i principali distributori di metalli speciali in spessori di lamiere e nastri che vanno da 0,010 pollici (0,25 mm) a 0,250 pollici (6,35 mm). Le larghezze standard sono in genere di 24-48 pollici per le lamiere e di 0,5-24 pollici per i nastri in bobina. Tuttavia, a differenza degli acciai inossidabili di base, l'Hastelloy X non è un prodotto disponibile a scaffale presso i centri di servizio per metalli. I tempi di approvvigionamento dai distributori specializzati per il materiale standard certificato AMS 5536 sono in genere di 4-10 settimane, a seconda del calibro e della forma. Gli spessori molto sottili (inferiori a 0,010 pollici) e le lamiere pesanti (superiori a 0,250 pollici) possono richiedere ordini di fresatura con tempi di consegna di 12-20 settimane. Noi di MWalloys manteniamo scorte di sicurezza dei calibri più frequentemente richiesti per supportare i clienti con requisiti urgenti o per ridurre il rischio di lead time su programmi critici.
9. Quali sono i difetti di qualità più comuni negli stampati Hastelloy X e come si prevengono?
I cinque difetti di qualità più comuni nello stampaggio dell'Hastelloy X sono: cricche sui raggi di curvatura (causate da un raggio di curvatura inadeguato o da un'eccessiva lavorazione a freddo precedente), galla e rigature superficiali (causate da una lubrificazione inadeguata o da stampi usurati), ritorno elastico fuori tolleranza (causato da una geometria dello stampo sottocompensata), distorsione dimensionale dopo la ricottura (causata da un fissaggio inadeguato durante il trattamento termico) e contaminazione superficiale (residui di lubrificante che causano attacchi ad alta temperatura). Le strategie di prevenzione comprendono: dati convalidati sul raggio minimo di curvatura per ciascun calore del materiale; applicazione e monitoraggio costanti e di alta qualità della lubrificazione; geometria dello stampo compensata dal ritorno elastico in base alle prove di formatura; fissaggio personalizzato della ricottura per i pezzi di geometria complessa; procedure di pulizia documentate e verificate dall'analisi della superficie prima della ricottura. Il monitoraggio del controllo statistico di processo della forza di punzonatura, delle dimensioni del pezzo e dell'usura dell'utensile fornisce un avviso tempestivo della deriva del processo prima che si verifichino i difetti.
10. Cosa rende MWalloys una fonte affidabile per i pezzi stampati personalizzati in Hastelloy X?
MWalloys combina esperienza nei materiali, capacità di processo certificata e supporto ingegneristico per fornire stampati di precisione in Hastelloy X che soddisfano le specifiche aerospaziali e industriali più esigenti. La nostra struttura è certificata AS9100 Rev D e collaboriamo con partner accreditati NADCAP per il trattamento termico e la lavorazione chimica, in modo da coprire l'intera catena di processo. Manteniamo i registri di tracciabilità dal certificato di macinazione delle materie prime all'ispezione finale per un minimo di 10 anni. Il nostro team di ingegneri può supportare le revisioni DFM (design for manufacturability) in fase di disegno per identificare le caratteristiche che aumentano il rischio di formatura o il costo prima che vengano impegnati gli utensili. Disponiamo di calibri Hastelloy X comunemente utilizzati in condizioni certificate AMS 5536 per supportare i requisiti urgenti di prototipazione e produzione. Il nostro processo di quotazione include un esame di fattibilità tecnica gratuito e forniamo campioni del primo articolo con rapporti dimensionali completi prima di impegnarci in volumi di produzione.
Conclusione: Specificare correttamente le parti personalizzate stampate in Hastelloy X
Lo stampaggio di metalli Hastelloy X non è semplicemente una questione di selezione di un'officina di stampaggio capace. Le caratteristiche di indurimento del materiale, il comportamento del ritorno elastico, i requisiti di trattamento termico e le esigenze di tracciabilità della qualità creano una catena di processi che richiede un vero approfondimento tecnico in ogni fase.
Le conclusioni principali di questa revisione tecnica sono semplici:
Prestazioni del materiale: L'Hastelloy X offre un'impareggiabile resistenza all'ossidazione a temperature fino a 2200°F, combinata con un'adeguata resistenza, un'autentica fabbricabilità e un'eccellente saldabilità: una combinazione che nessun'altra lega nella sua fascia di costo può eguagliare.
Requisiti di processo: Il successo dello stampaggio richiede materiali per stampi in carburo o rivestiti, lubrificazione ingegnerizzata, geometria degli stampi con compensazione del ritorno elastico e protocolli di ricottura intermedi per i pezzi complessi a più fasi. Trattarlo come l'acciaio inossidabile produce tassi di scarto inaccettabili.
Catena della qualità: Le applicazioni aerospaziali richiedono la completa tracciabilità dei materiali, il trattamento termico accreditato NADCAP e l'ispezione del primo articolo secondo AS9102. Questi non sono opzionali: sono requisiti fondamentali per le catene di fornitura dei principali appaltatori.
Gestione dei costi: Il costo dei materiali domina la struttura dei costi dei pezzi. Gli accordi di acquisto a pacchetto, l'ottimizzazione del DFM per ridurre le operazioni di stampaggio e i carichi di ricottura consolidati sono tutte leve significative per la riduzione dei costi.
In MWalloys affrontiamo ogni programma di stampaggio di Hastelloy X come una partnership tra il nostro team di ingegneri e il team di progettisti del cliente. Quanto prima veniamo coinvolti nel processo di definizione delle specifiche, tanto migliore sarà il risultato, sia dal punto di vista tecnico che economico. Se state qualificando un nuovo componente stampato in Hastelloy X o state cercando una seconda fonte per un programma esistente, saremo lieti di offrirvi la nostra capacità tecnica per lavorare sulle vostre esigenze.
Riferimenti tecnici
- Haynes International. "Dati tecnici della lega Hastelloy X". Pubblicazione Haynes International H-3009E, 2021.
- SAE International. AMS 5536E: "Lega di nichel, resistente alla corrosione e al calore, lamiere, nastri e piastre". SAE International, revisione attuale.
- ASTM International. ASTM B435: "Specifiche standard per piastre, fogli e nastri UNS N06002, UNS N06230, UNS N12160 e UNS R30556". ASTM International, edizione attuale.
- ASM International. "Manuale ASM Volume 14B: Lavorazione dei metalli - Formatura delle lamiere". ASM International, 2006.
- Istituto di revisione delle prestazioni. NADCAP AC7102: "Criteri di revisione del trattamento termico". PRI, revisione attuale.
- Società degli ingegneri di produzione. "Manuale di progettazione degli stampi". PMI, terza edizione.
- London Metal Exchange. Dati storici sul prezzo del nichel, 2020-2024. lme.com.
- Special Metals Corporation. "Dati tecnici della lega Inconel 625". SMC-063, 2013.
- SAE International. AS9100 Rev. D: "Sistemi di gestione della qualità - Requisiti per le organizzazioni dell'aviazione, dello spazio e della difesa". IAQG/SAE, 2016.
- SAE International. AS9102B: "Requisiti per l'ispezione del primo articolo nel settore aerospaziale". SAE International, 2014.
Contenuti tecnici sviluppati dal team tecnico ed editoriale di MWalloys. MWalloys è un produttore di stampi metallici di precisione specializzato in leghe resistenti alle alte temperature e alla corrosione, tra cui Hastelloy X, Inconel 625, Inconel 718, Haynes 230 e leghe di titanio. Contattate il nostro team tecnico di vendita per consulenze DFM, disponibilità di materiali e preventivi di produzione.
