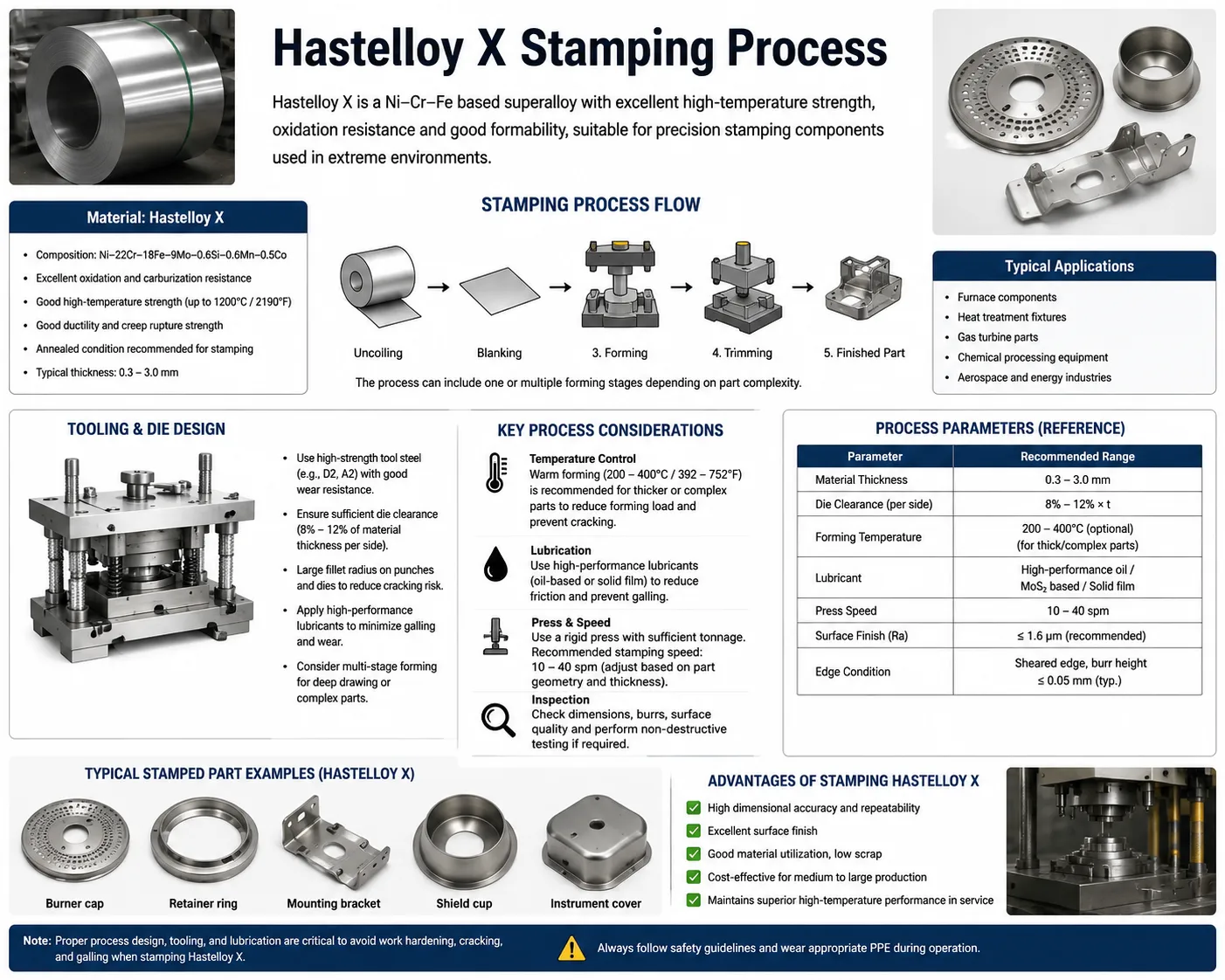
カスタムハステロイXの金属プレス加工は、2200°F (1204°C)に達する温度での持続的な動作が可能な精密部品を製造し、航空宇宙燃焼ライナー、ガスタービン部品、工業炉のハードウェアに最適な材料となっています。MWalloys社では、ハステロイXを日々取り扱っており、耐酸化性、加工性、高温強度をこれほどバランスよく兼ね備えた一般的なニッケル超合金はないと断言できます。.
お客様のプロジェクトでハステロイXメタルスタンピングの使用が必要な場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
ハステロイXとは何か、なぜその化学組成がプレス部品にとって重要なのか?
ハステロイXは、ヘインズ・インターナショナル社(旧キャボット社)により開発されたニッケル-クロム-鉄-モリブデンの超合金で、極端な高温下でも酸化に強く、構造的完全性を維持することを目的としています。UNS N06002に指定され、ASTM B435(板/薄板/帯板)およびAMS 5536(航空宇宙用薄板、帯板、帯板)の適用を受ける。.
合金の組成は任意ではありません。すべての元素は特定の機能的役割を果たし、それらの役割は、材料がスタンピング作業中に存在する力、摩擦、熱条件にどのように反応するかに直接影響します。.
ハステロイX 化学成分
| エレメント | 公称含有量(wt%) | 許容範囲(wt%) | 主要機能 |
|---|---|---|---|
| ニッケル(Ni) | バランス(~47%) | バランス | マトリックス、高温延性 |
| クロム(Cr) | 22% | 20.5 - 23.0% | 耐酸化性、Cr₂O₃スケール |
| 鉄(Fe) | 18% | 17.0 - 20.0% | コスト削減、強固なソリューション強化 |
| モリブデン (Mo) | 9% | 8.0 - 10.0% | 固溶体強化、耐クリープ性 |
| コバルト | 1.5% | 0.50 - 2.50% | 高温強度 |
| タングステン(W) | 0.6% | 0.20 - 1.00% | 固溶体強化 |
| カーボン(C) | 0.10% | 0.05 - 0.15% | 炭化物形成、耐クリープ性 |
| マンガン (Mn) | 0.50% | 1.00%以下 | 脱酸 |
| ケイ素 (Si) | 0.50% | 1.00%以下 | 耐酸化性 |
| ホウ素(B) | 0.010% | 0.010%最大 | 粒界強化 |
出典Haynes International Hastelloy X 合金データシート; ASTM B435; AMS 5536E.

プレス加工でクロムとモリブデンの含有量が重要な理由
22%のクロム含有量は、ハステロイXに卓越した耐酸化性を与えています。クロムは酸素と優先的に反応し、最高2200°Fの温度で下地金属を保護する高密度の付着性酸化クロム(Cr₂O₃)スケールを形成します。この特性は、サービスにおいて重要であるが、温間またはホットスタンピング作業中、表面スケールの管理が工程上の考慮事項になることも意味する。.
9%のモリブデンは、実質的な固溶強 化をもたらす。この特性は、冷間スタンピング時の加工硬化 率が304のようなオーステナイト系ステンレス鋼種 よりも約30-40%高いことに直接寄与している。これは、経験豊富なハステロイX加工業者と、初めてハステロイXに出会う加工業者とを分ける最も重要な工程変数の一つである。.
ハステロイXの金属プレス加工を技術的に難しくしているものとは?
MWalloys社では何百ものハステロイXの部品形状をプレスしてきましたが、金型エンジニアからの一貫したフィードバックは、この合金は自己満足を罰するということです。急速な加工硬化、スプリングバック、カジリ傾向です。.
加工硬化率:一次プレスの課題
ハステロイXの加工硬化速度は、304ステンレ ス鋼の約1.5~2倍である。ハステロイXの加工硬化指数 (n値)は約0.44-0.52であり、これに対しSUS304は0.28-0.34である。つまり
- パンチ力は、アニールされた引張強さだけでなく、実際のひずみレベルでの材料の流動応力を使用して計算する必要があります。.
- 多段順送金型作業では、中間アニール工程が頻繁に必要となる。.
- 金型の形状やクリアランスが高加工硬化材料に最適化されていない場合、工具の摩耗は急速に加速します。.
アニール状態の機械的特性
| プロパティ | 価値 | テスト基準 |
|---|---|---|
| 極限引張強さ | 100,000 - 115,000 psi (690 - 793 MPa) | ASTM E8 |
| 降伏強さ(0.2%オフセット) | 52,000 - 62,000 psi (358 - 427 MPa) | ASTM E8 |
| 伸び(2インチ・ゲージ) | 最小43% | ASTM E8 |
| 面積の縮小 | 最小60% | ASTM E8 |
| 硬度(ロックウェルB) | 88 - 96 HRB | ASTM E18 |
| 作業硬化指数(n) | 0.44 - 0.52 | - |
| 弾性係数 | 29.8 × 10⁶ psi (205 GPa) | - |
出典Haynes International Hastelloy X Technical Datasheet、2021 年版。.
ハステロイXのスプリングバック計算
ハステロイXのスプリングバックは、炭素鋼や標 準ステンレス鋼種よりも顕著である。スプリングバック比(R/t)は、この合金の高い降伏張力比 と弾性率を考慮する必要がある。成形試験で得られた経験的データによると、 標準的な金型形状を使用した90°曲げでは、 スプリングバック角度は8-15°であり、304ステンレ スと同等の形状では3-6°である。.
これを補うには、どちらかが必要だ:
- オーバーベンディング(予測されるスプリングバックを補正する金型設計)
- 曲げ半径でのコイニング(パーマネント・セットを生み出すのに十分な圧力をかけること)
- その後の熱処理において、ポストスタンプ治具を使用すること。.
ギャリングと工具の接着
ハステロイXはニッケル含有量が高いため、特に絞り加工やブランキング加工時に高い接触圧力がかかると、金型表面にかじりやすくなります。適切な潤滑が行われないと、ワークピースからダイス面への材料移動が急速に起こり、部品表面に傷がつき、ダイスの劣化が進行します。.
ハステロイXで最高の結果を出すプレス加工は?
特定のハステロイX部品形状に適したスタンピングプロセスを選択することは、万能ではありません。部品の複雑さ、肉厚、要求される公差、年間生産量などが、どの方法が最良の結果をもたらすかに影響します。.
プロセス選択マトリックス
| プレス加工 | ハステロイXへの適合性 | 最適 | 制限 |
|---|---|---|---|
| ブランキングとピアス | 素晴らしい | 平らなブランク、穴、切り抜き | バリ制御が重要 |
| プログレッシブ・ダイ・スタンピング | 良好(中間アニールあり) | 大量の複雑な部品 | セットアップコスト、アニールサイクルに時間がかかる |
| 深絞り | 中程度 | カップ、シェル、エンクロージャー | 潤滑油の選択に注意が必要 |
| ハイドロフォーミング | 非常に良い | 複雑な3D形状、少量 | 設備費 |
| ストレッチ成形 | グッド | 曲面パネル、スキン | スプリングバック管理 |
| ファインブランキング | グッド | 公差の小さい平面部品 | 金型コストの上昇 |
| 温間成形(400~800°F) | ヘビーゲージに最適 | 厚い素材、複雑な曲げ | 温度における潤滑の課題 |
量産ハステロイX部品の順送型プレス加工
プログレッシブ金型によるスタンピングは、航空宇宙や産業用ガスタービンのサプライチェーンにおいて、ハステロイXの精密部品を大量生産するための主要なプロセスです。順送型では、ストリップはブランク、ピアス、曲げ、成形を段階的に行う連続ステーションを通過します。各ステーションは材料にひずみを加えます。.
ハステロイXの場合、プロセス設計で考慮すべき 重要な点は累積ひずみの管理である。冷間加工が約30~40%に達す ると、延性は急激に低下し、割れのリスクが高ま る。実際には、ハステロイXの複雑な順送金型工程は、最終成形段階の前に延性を回復させるために、通常1回以上の2150-2175°F(1177-1191℃)での中間軟化焼鈍工程を含むことを意味します。.
MWalloys社のエンジニアリングチームは、3回以上の曲げ加工や絞り加工を必要とするハステロイX部品の順送型工程計画に中間焼鈍サイクルを組み込むことを日常的に行っています。これにより、工程時間は増えますが、スクラップ率が高くなる割れのリスクはなくなります。.
ハステロイXの深絞り加工絞り比と潤滑
ハステロイXの引抜加工カップおよびシェル の限界引抜比(LDR)は、304ステンレスの2.2-2.5に対し て、1回の引抜加工で約1.8-2.0である。中間焼鈍を伴う多段延伸は、有効延伸比を 延ばすが、各段とも1段延伸の限界内に収まら なければならない。.
ハステロイXの深絞り加工における潤滑油の選択は非常に重要です:
- 塩素化描画化合物:カジリ低減に効果的だが、熱処理前に徹底的な除去が必要(塩素が高温でニッケル合金の応力腐食割れを引き起こす)。.
- 硫化油:効果的な境界潤滑剤だが、同様の除去注意が適用される。.
- ドライフィルム潤滑剤(MoS₂、PTFEベース):熱処理前のドロー後洗浄に制約がある場合に好ましい。.
- 水溶性合成潤滑油:カジリ防止に優れ、除去が容易で環境に優しい。.
ハステロイXプレス加工に最適な金型材料とは?
ハステロイXスタンピングの金型材質の選択は、金型寿命、部品表面品質、および部品当たりの総コストを直接決定します。ステンレス鋼の用途では問題なく使用できる標準的なD2工具鋼ダイは、ハステロイXを使用する場合、通常寿命の30~50%しか得られません。.
ハステロイXプレス用金型素材の比較
| 金型材料 | 相対工具寿命対D2 | 表面硬度 | ベスト・アプリケーション |
|---|---|---|---|
| D2工具鋼(標準) | 1.0倍(ベースライン) | 60-62 HRC | 軽負荷、少量 |
| M2高速度鋼 | 1.3 - 1.5x | 63-65 HRC | ブランキングとピアス |
| 超硬合金(WC-Co、6% Co) | 4.0 - 6.0x | 88-92 HRA | 大量ブランキング |
| 超硬合金(WC-Co、10% Co) | 3.0 - 4.5x | 86-90 HRA | ドローイングインサート、より強い衝撃 |
| CPM-Rex 76 PM HSS | 2.0 - 2.8x | 66-68 HRC | 複雑なパンチ形状 |
| セラミックコートD2(TiCN) | 1.8 - 2.5x | 78-82HRC(コーティング) | 製図作業 |
| TiAlN PVDコーティング超硬合金 | 5.0 - 7.0x | 90 HRA + コーティング | 大量精密ブランキング |
出典MWalloys 社の生産記録から作成した社内金型性能データと、Society of Manufacturing Engineers (SME)の金型設計ハンドブックの公表データとのベンチマーク。.
ハステロイXのダイクリアランス
ハステロイXのブランキングとピアシングにおいて、ダイクリアランス(パンチとダイの両側の隙間)はバリの高さ、切断面の品質、工具寿命に大きく影響します。私たちは、製造テストを通じて、次のことを発見しました:
- 片側あたりの最適なクリアランス:ブランキング用の材料厚の10~13%。.
- 片側あたりの最適なクリアランス:ピアスホールの材料厚の12-15%。.
- 過大なクリアランス(15%以上)は、バリの高さと横揺れを増加させます。.
- クリアランスが不十分な場合(8%以下)、パンチの摩耗が早まり、パンチ破損の危険性が高まる。.
これらのクリアランス値は、炭素鋼(5-8%)に通常使用されるクリアランス値よりも高いが、ハステロイXの加工硬化率が高いことと、切削を通してきれいなせん断帯形状を維持する必要性を反映している。.
ハステロイX精密プレスで達成できる寸法公差は?
ハステロイXのプレス加工における寸法許容差は、材料の厚さ、部品の形状、プレス加工工程、プレス加工後の熱処理の有無によって異なります。以下の表は、管理された生産条件下で達成可能な公差を表しています。.
寸法公差能力表
| フィーチャー・タイプ | 材料の厚さ | 達成可能な許容範囲 | 備考 |
|---|---|---|---|
| ブランク全体寸法 | 0.010~0.060インチ | ±0.003~±0.005インチ | プログレッシブ・ダイ |
| 穴の位置(基準点から) | 0.010~0.060インチ | ±0.003~±0.005インチ | 複合金型 |
| 穴径 | 0.010~0.060インチ | ±0.002~±0.003インチ | 超硬パンチ |
| 曲げ角度 | すべての標準計器 | ±0.5° - ±1.5° | スプリングバック補正後 |
| 曲げ半径 | 0.020~0.080インチ | ±0.005インチ | AMS 2807による |
| 平坦度(アニール後) | 0.020~0.060インチ | 0.005~0.010インチ/インチ | フィクスチャーアニールが必要 |
| 表面仕上げ(Ra) | 0.010~0.040インチ | 32 - 63 µin Ra | 潤滑状態による |
寸法安定性に対する熱処理の影響
スタンピング後の溶体化焼鈍(ほとんどの航空宇宙仕様に必要)は寸法変化をもたらす。アニール中の歪みは、プレス部品に残る残留応力のレベルに比例します。複雑な形状の部品には、アニールサイクル中に重要な寸法を保持するように設計された特注の固定具を使用します。複雑な形状のハステロイXプレスの焼なましにおける典型的な歪みは、2~6インチの形状で0.005~0.020インチです。.
焼きなまし後の厳しい平坦度(0.005インチ/インチ以下)を必要とする部品は、通常、焼きなまし後の矯正か、プレスクエンチによる固定技術が必要となる。.
成形後のハステロイXプレスに必要な熱処理は?
プレス成形後の熱処理は、ハステロイXの航空宇宙用途やガスタービン用途の多くではオプションではありません。成形工程では、残留応力や冷間加工が発生し、そのまま放置すると応力腐食割れを引き起こし、疲労寿命を低下させ、使用温度での寸法安定性に影響を与えます。.
熱処理仕様
| 治療タイプ | 温度 | 温度での時間 | 雰囲気 | 冷却方法 |
|---|---|---|---|---|
| ソリューションアニール(フル) | 2150 - 2175°F (1177 - 1191°C) | 10~60分(厚さによる) | 真空または不活性ガス | 急速空冷または水冷 |
| ストレス解消(一部) | 1600 - 1800°F (871 - 982°C) | 1時間~4時間 | 不活性ガスまたは真空 | エア・クール |
| 中間アニール(インプロセス) | 2150°F (1177°C) | 15~30分 | 真空が望ましい | 急速冷却 |
出典AMS 5536熱処理要件;ヘインズ・インターナショナル・ハステロイX製造ガイドライン。.
アニーリング時の雰囲気制御が重要な理由
ハステロイXは、酸化性雰囲気中で完全溶体化焼鈍を行 ってはならない。2150°Fでは、クロムが急速に酸化し、表層が枯渇し、耐食性が低下するクロム欠乏下層部が生じる。10-⁴torr以上の真空焼鈍、または純アルゴンまたは水素雰囲気での焼鈍は、表面化学的性質を保持し、AMSおよびNADCAP熱処理プロセッサの要件を満たす。.
完全溶体化温度で大気中にて処理された部品は、AMS 2700または同等の仕様に従い、アルカリ性過マンガン酸塩処理に続いて硝フッ酸酸洗によるスケール除去が必要となる。これは、プロセス・コストを追加し、酸洗による寸法の不確実性をもたらします。.
ハステロイXプレス航空宇宙部品にはどのような品質規格と認証が適用されますか?
航空宇宙およびガスタービン用途にハステロイXプレス部品を指定する調達チームは、サプライヤーの品質システムがトレーサビリティとプロセス適格性の完全なチェーンをカバーしていることを確認する必要があります。.
適用規格と仕様
| 規格・仕様 | スコープ | 運営組織 |
|---|---|---|
| AMS 5536 | 材質 - シート、ストリップ、プレート | SAEインターナショナル |
| ASTM B435 | 材質 - プレート、シート、ストリップ | ASTMインターナショナル |
| AMS 2750 | パイロメトリー(炉の校正) | SAEインターナショナル |
| NADCAP AC7102 | 熱処理工程の認定 | パフォーマンス・レビュー研究所 |
| NADCAP AC7004 | 化学処理(酸洗、洗浄) | パフォーマンス・レビュー研究所 |
| AS9100 Rev D | 航空/宇宙の品質管理 | IAQG / SAE |
| AMS 2807 | 金属と合金の識別 | SAEインターナショナル |
| AMS 2700 | 耐食鋼の不動態化 | SAEインターナショナル(Ni合金に適合) |
| MIL-DTL-23227 | 高温用軍用プレス部品 | ドッド |
材料トレーサビリティ要件
航空宇宙用ハステロイXのスタンピングには、生のコイルまたはシートから完成品に至るまで、完全な材料トレーサビリティが必要です。つまり
- ヒートナンバーを参照するミル証明書(適合証明書)。.
- AMS 5536の組成限界に一致する化学分析結果。.
- 同じ熱による機械的特性試験結果。.
- すべての熱処理サイクルの処理記録とパイロメトリー校正記録。.
- 部品のシリアル番号またはロット番号とリンクした寸法検査記録。.
MWalloys社では、AS9100 Rev.Dとほとんどの元請けサプライヤーの品質要件を満たす、最低10年間アーカイブされた完全なデジタルトレーサビリティ記録を保持しています。.
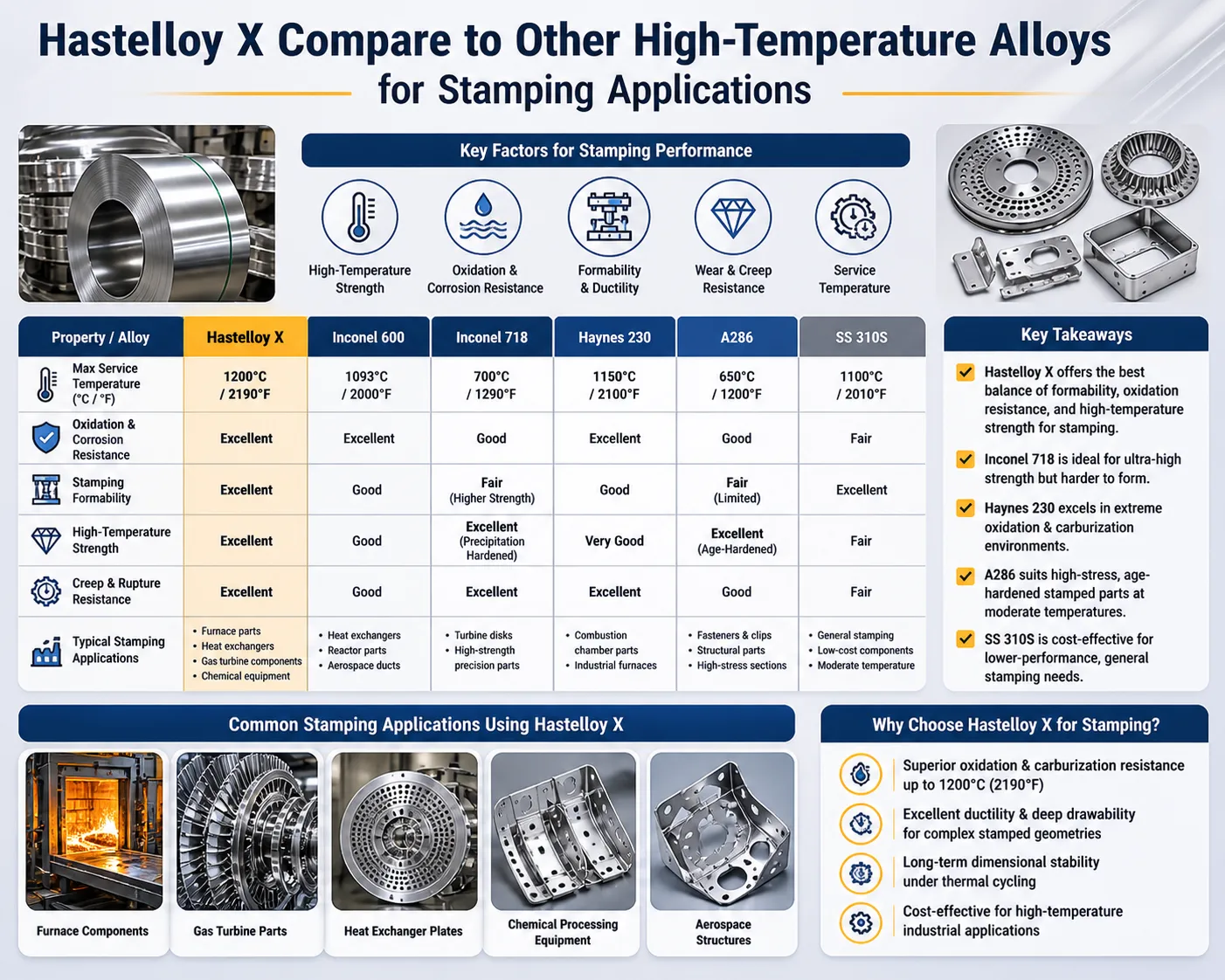
ハステロイXと他のプレス用高温合金との比較
ハステロイXと競合合金の比較について、調達エンジニアからよく質問を受けます。下の表は、プレス部品の性能に最も関連する特性について、両者を比較したものです。.
プレス用高温合金の比較
| プロパティ | ハステロイX | インコネル625 | インコネル718 | ヘインズ 230 | 310 SS |
|---|---|---|---|---|---|
| 最高使用温度(酸化性) | 2200°F (1204°C) | 1800°F (982°C) | 1300°F (704°C) | 2100°F (1149°C) | 2000°F (1093°C) |
| 引張強さ(焼きなまし) | 100-115 ksi | 120~135キロ・シー | 150-185 ksi | 115~130キロ・シー | 85~95キロ・シー |
| 降伏強さ(焼きなまし) | 52~62キロ・シー | 60-75 ksi | 150 ksi(老化) | 55~65キロ・シー | 35~45キロ・シー |
| スタンパビリティ評価 | グッド | グッド | 難しい(高齢) | 中程度 | 素晴らしい |
| 耐酸化性 | 素晴らしい | 非常に良い | グッド | 素晴らしい | グッド |
| 相対材料費 | 中・高 | 高い | 高い | 高い | 低・中程度 |
| プレス後の溶接性 | 素晴らしい | 素晴らしい | 良い(手入れが必要) | グッド | グッド |
| 一般的な航空宇宙用途 | 燃焼ライナー、スラストリバーサー | ベローズ、排気ダクト | タービンディスク、ケーシング | 燃焼ハードウェア | 炉部品 |
出典Haynes International の比較合金データ; Special Metals Corporation Inconel データシート; ASM International Superalloys 技術資料.
代替品よりハステロイXを選ぶべき場合
ハステロイXは特定の性能帯域を占めており、特定の条件下では代替品よりも好ましい:
- 酸化性雰囲気中、1800°Fを超える温度:インコネル625は耐酸化性の優位性を失い、ハステロイXは保護スケールの完全性を維持する。
- 温度における加工性の要件:ヘインズ230は同等の耐酸化性を持つが、タングステンを含有し強度が高いため、スタンピングが難しい。
- ウェルド・アフター・スタンプ構造:ハステロイXの優れた溶接性は、インコネル718のような析出硬化型鋼種に比べ、焼なまし状態でもポストスタンプ状態でも、組み立てが容易です。
この合金のバランスの取れた組成は、多くの競合する超合金の成形を困難にする過強化を避けるために特別に設計された。これは化学的な偶然ではなく、極限温度での性能を発揮しながらも、加工業者が実際に加工できる材料を製造するために、合金の開発者が意図的に行った設計上の選択を反映したものである。.
カスタムハステロイXプレス部品の真のコストドライバーとは?
ハステロイX精密スタンピングのコスト構造を理解することで、調達チームは見積りを賢く評価し、エンジニアリングの変更によってコスト効率が向上する可能性のある箇所を特定することができます。.
コスト内訳
| コスト・コンポーネント | 部品コスト全体に占めるおおよその割合 | 主要変数 |
|---|---|---|
| 原材料(ハステロイXシート/ストリップ) | 35 - 55% | 市場価格、注文量、ゲージ |
| 工具(償却済み) | 10 - 25% | 複雑さ、体積、工具寿命 |
| プレス工数と機械時間 | 15 - 25% | 運転回数、サイクルタイム |
| 中間アニール | 5 - 15% | 必要なアニール回数 |
| 最終熱処理 | 5 - 10% | 雰囲気式、炉負荷 |
| 検査とテスト | 5 - 12% | 図面要件、NDT仕様 |
| 表面処理とクリーニング | 2 - 8% | 酸洗、不動態化、コーティング |
ハステロイX原料価格動向
ハステロイXの板と帯の価格は、ニッケルの商品市 況によって変動します。2024年現在、AMS5536認証材のハステ ロイX板材は、標準ゲージ(0.020-0.125 イン チ)で商業量(500ポンド以上)の場合、1ポンド当たり $28-$45が一般的である。特注ゲージ、狭幅、または認定航空宇宙材料は、標準カタログ価格より20~40%のプレミアムがつくことがあります。.
ニッケルスポット価格は主要な投入コスト変数である。ロンドン金属取引所(LME)の過去のデータによると、ニッケル価格の変動幅は単年度で±30~40%であり、これはハステロイXの材料費に直接影響する。バイヤーは、長期供給契約と一括購入注文によって、このリスクを管理することができます。.
リードタイムの期待
| 注文タイプ | 一般的なリードタイム | 備考 |
|---|---|---|
| プロトタイプ/最初の記事 | 6~12週間 | 工具、初品検査を含む |
| プロダクション・ラン(既存金型) | 4~8週間 | 材料調達に依存 |
| 緊急/迅速 | 2~4週間 | プレミアム価格適用 |
| ブランクオーダー(12ヶ月) | リリースごとに1~3週間 | 在庫材料、事前構築済み工具 |
カスタムハステロイXスタンピングはどこで使われているか?
ハステロイXのプレス部品は、地球上で最も要求の厳しいエンジニアリング環境で使用されています。以下のセクションでは、主な用途分野と、それぞれの分野での具体的な部品タイプについて説明します。.
航空宇宙およびガスタービン用途
ガスタービンの燃焼部は1800°Fから2200°Fの温度で作動し、繰り返し熱負荷がかかるため、ハステロイXの板金部品が適しています。具体的なプレス部品は以下の通りです:
- 燃焼ライナーパネル:薄いゲージ(0.020~0.050インチ)の多孔パネルで、燃焼室の内部構造を形成する。.
- トランジションダクト:燃焼器出口とタービン入口をつなぐ板金成形品。.
- ヒートシールドセグメント:輻射熱から構造部材を保護するプレス成形品。.
- スラストリバーサーコンポーネント:航空機エンジンナセルの成形パネルとブラケット。.
- アフターバーナー:軍用ジェットエンジンの高温板金部品。.
米連邦航空局(FAA)および欧州連合航空安全機関(EASA)の耐空性基準は、すべてのセーフティクリティカルなホットセクション部品にトレーサビリティ、材料認定、工程認定を要求しています。そのため、AS9100およびNADCAP認定は、航空宇宙用ハステロイXスタンピングサプライヤーにとって譲れない条件となっています。.
工業炉および熱処理設備
航空宇宙以外にも、ハステロイXは工業炉の建設に大きく役立っている:
- マッフル炉のライナーとレトルト容器。.
- 雰囲気制御炉用ラジアントチューブ。.
- 連続炉のコンベアベルト部品。.
- 熱処理工程用の治具およびキャリア金具。.
- 直火式システムのバーナー部品とフレームシールド。.
炉の用途におけるハステロイXのプレス加工の利点は、溶接加工では必ずしも達成できない寸法の一貫性と再現可能な形状です。.
化学処理および石油化学用途
ハステロイXは耐酸化性と化学的不活性を兼ね備えているため、以下のような用途に適している:
- 高温反応容器部品。.
- リフォーマーチューブサポート金具。.
- 1600°F以上で使用される触媒担体構造物。.
- 製油所のフレアチップ部品。.
よくある質問カスタムハステロイXメタルスタンピング
1.ハステロイXのプレス部品が連続使用で扱える最高温度は?
ハステロイXは、酸化性雰囲気中、1204℃(2200°F)までの 連続使用において、有用な耐酸化性と機械的完全性を 維持します。これは、中程度のコストで入手可能な市販のスタンピング可能なニッケル超合金の中で、最も高い連続使用温度です。繰り返し使用(加熱と冷却の繰り返し)では、酸化スケール界面での熱疲労蓄積のため、実用限界は約1900~2000°F(1038~1093℃)と若干低くなります。ヘインズ・インターナショナルは、ハステロイXが1万時間の暴露期間において1600°F (871℃)で十分なクリープ強度を保持することを示す長期暴露データを公表している。1800°Fを超える燃焼環境用の部品を指定する 調達技術者は、高温特性の熱間変動が重要な意味を持 つ場合があるため、材料ロットがAMS5536の機械的 特性の最小値を満たしていることをサプライヤーに 確認する必要がある。.
2.なぜハステロイXはプレス加工中に加工硬化が早いのですか?
ハステロイXの加工硬化速度は、304ステンレ ス鋼のおよそ1.5倍から2倍である。これは、 オーステナイト系ニッケル母材には、低ニッ ケル・オーステナイト系鋼種のひずみを収容す る変形誘起マルテンサイト変態がないためであ る。高ニッケルおよびモリブデン含有量はオーステナイトを安定化させるため、すべてのひずみ収容は転位の増殖と積み重なりによって発生し、流動応力を急速に増大させる。実用的な管理戦略としては、焼鈍サイクル間の累積冷間加工量を30-35%以下に抑えた順送型の設計、延性を回復するための2150°Fでの中間溶体化焼鈍の使用、局所的なひずみ集中を軽減するための余裕のある曲げ半径の選択(薄鋼板では最小1t、厚鋼板では最小2t)などがある。一般的なニッケル合金の特性ではなく)ハステロイ Xに特化した材料データを使用した計算成形シミュレーションにより、複雑な部品開発における初成功率が大幅に向上します。.
3.ハステロイXのプレス部品は、成形後に溶接できますか?
ハステロイXは、溶接性の高いニッケル超合金の一つ であり、航空宇宙用板金組立では、ポストスタンプ 溶接が日常的に行われている。この合金は、ガスタングステンアーク溶接 (GTAW/TIG)、プラズマアーク溶接、電子ビーム 溶接、レーザー溶接で接合できる。好ましい溶加材は、ERNiCrMo-2 (ハステロイ X フィラー)または ERNiCrCoMo-1である。重要な要件としては、溶接前にすべての油分、 潤滑剤、酸化物を除去する徹底的な洗浄、純 アルゴン・シールド・ガスおよび裏当てガスの使 用、パス間温度を93°C (200°F) 未満に 維持すること、溶接部での硫黄含有化合物の使用を 避けることなどが挙げられる。航空宇宙用途では、溶接熱影響部の残留応力を緩和 し、耐食性を回復させるため、2150°F での 溶体化焼鈍を推奨する。.
4.航空宇宙用ハステロイXスタンピングには、どのような表面仕上げ要件がありますか?
航空宇宙用ハステロイXプレスの表面粗さは通常、機能面では32~63μin Ra (0.8~1.6μm)、非機能面では125μin Raが許容範囲です。表面状態の要件は、粗さだけではありません。すべての表面には、ラップ、継ぎ目、コールド・シャット、スタンピング潤滑剤の残留物がない必要があります。高温サービスでは、残留塩素、硫黄、低融点金属による汚染は禁止されている。最終検査の前には、AMS 2700または同等の洗浄と不動態化が必要である。元請け業者によっては、成形中に生じた表面破断クラックを検出するため、ASTM E1417に準拠した蛍光浸透探傷検査(FPI)などの追加要件を指定しており、これはセーフティクリティカルなガスタービン部品の標準的な手法となっている。.
5.ハステロイXシートプレスの最小曲げ半径は?
ハステロイXの最小曲げ半径は、板厚と調質状態によ り異なる。完全焼鈍状態での最小曲げ半径(曲げ部内面までの測定値)は以下の通りです:0.040インチまでの板厚では1×板厚 (1t)、0.040~0.125インチでは1.5t~2tです。これらの値は、結晶粒方向を横切る90°曲げに適用されます。圧延方向への曲げ(長手方向曲げ)には、割れを避けるため、通常10-20%大きな半径が必要です。加工前の冷間加工が残っていると、必要最小半径が大きくなります。これらの最小半径より厳しい半径を使用すると、特に上流工程ですでに冷間加工が蓄積された材料では、曲げ外面に亀裂が入る危険性があります。当社では、新素材の認定を受ける際には、生産金型に取り掛かる前に、必ずテストピースで曲げ半径の能力を検証しています。.
6.ハステロイXをプレス加工する場合、金型の寿命はどのくらいですか?
ハステロイXスタンピングの金型寿命は、同等の炭素鋼や標準的なステンレス鋼の加工よりも著しく短い。超硬のブランキングパンチとダイを使用すると、よく整備された工具セットで再研磨が必要になるまでに50万から100万ヒットを生産できますが、炭素鋼では200万から300万ヒットです。D2工具鋼の成形工具や絞り工具は、通常5万~10万回の部品加工で再研磨が必要になります。主な摩耗メカニズムは、ハステロイXの微細構造中の硬い炭化物粒子による摩耗と、ダイス面のニッケルピックアップによる付着摩耗(カジリ)である。工具寿命を延ばすには、超硬またはTiAlNコーティングされた超硬ダイ材料、一貫した高圧潤滑、蓄積された材料移動を除去するための頻繁なダイ洗浄、部品品質に影響を及ぼす前に摩耗を発見するための定期的な寸法検査が必要です。.
7.航空宇宙産業向けのハステロイX一次プレス品にはどのような試験が必要ですか?
航空宇宙用ハステロイXプレス部品の初品検査(FAI)は、通常AS9102の要求事項に従い、以下の項目を含みます:すべての図面管理寸法の完全な寸法レイアウト、ヒートナンバートレーサビリティによるAMS5536準拠を確認する材料レビュー、熱処理後の硬度検証、指定されたすべての表面の表面粗さ測定、適用される仕上がり標準に基づく外観検査、および相手部品がある場合の機能適合チェック。フライトクリティカルな部品については、NAS 410またはASTM E1417レベル2感度による蛍光浸透探傷検査(FPI)、およびすべての特殊工程(熱処理、表面処理、検査)がNADCAP認定加工業者によって実施されたことを確認する工程コンプライアンスレビューが追加要件に含まれることが多い。最初の製品のリードタイムは、承認された図面と原材料の受領から通常6~12週間です。.
8.ハステロイXは、プレス加工用のすべての標準板厚で入手可能ですか?
ハステロイXは、0.010インチ(0.25mm)から 0.250インチ(6.35mm)までの板および帯材を主要な特殊金属販売業者から入手可能です。標準幅は通常、薄板で24-48インチ、 コイルストリップで0.5-24インチである。しかし、汎用ステンレス鋼種と異なり、ハステ ロイXは一般的な金属サービスセンターで は在庫がない。標準的なAMS 5536認証材を専門流通業者から 調達するリードタイムは、ゲージと形状によっ て異なるが、通常4~10週間である。非常に薄い箔ゲージ(0.010インチ以下)や厚板(0.250インチ以上)の場合、12~20週間のリードタイムでミルオーダーが必要となる場合があります。MWalloys社では、緊急の要求があるお客様をサポートするため、または重要なプログラムのリードタイム・リスクを軽減するために、最も頻繁に要求されるゲージの安全在庫を保持しています。.
9.ハステロイXのプレス品で最も一般的な品質欠陥とその防止方法は?
ハステロイXのプレス加工で最も一般的な5つの品質不良は、曲げ半径での割れ(曲げ半径の不足または事前の過度の冷間加工が原因)、かじりや表面の傷(潤滑不足または金型の摩耗が原因)、公差外のスプリングバック(金型形状の補正不足が原因)、焼鈍後の寸法の歪み(熱処理中の不適切な固定が原因)、表面の汚染(高温アタックを引き起こす潤滑剤の残留)です。防止策には、各材料の熱に対する最小曲げ半径データの検証、一貫した高品質の潤滑剤の塗布と監視、成形試験に基づいてスプリングバックを補正したダイの形状、複雑な形状の部品用のカスタム焼鈍治具、焼鈍前の表面分析によって検証された文書化された洗浄手順などがあります。パンチ力、部品寸法、工具摩耗の統計的工程管理監視により、欠陥が発生する前に工程ドリフトを早期に警告します。.
10.MWalloysがカスタムハステロイXプレス部品の信頼できる供給元である理由は?
MWalloys社は、材料に関する専門知識、認定された加工能力、およびエンジニアリングサポートを組み合わせることにより、最も要求の厳しい航空宇宙および産業仕様を満たすハステロイX精密スタンピングを提供しています。当社の施設はAS9100 Rev D認証を維持しており、NADCAP認定の熱処理および化学処理パートナーと協力し、完全なプロセスチェーンをカバーしています。当社は、原材料の工場証明書から最終検査までのトレーサビリティ記録を最低10年間維持しています。当社のエンジニアリングチームは、金型製作を委託する前に、成形リスクやコストを増加させる特徴を特定するために、図面段階でのDFM(製造可能性のための設計)レビューをサポートすることができます。当社では、一般的に使用されるハステロイXゲージをAMS 5536の認定を受けた状態で在庫しており、緊急のプロトタイプや生産要件をサポートします。当社の見積もりプロセスには、技術的な実現可能性のレビューが無料で含まれており、生産量にコミットする前に、完全な寸法レポート付きの最初の成形品サンプルを提供します。.
結論カスタムハステロイXプレス部品の正しい指定
ハステロイXの金属プレス加工は、単に能力のあるプレス工場を選べば良いというものではありません。この材料の加工硬化特性、スプリングバック挙動、熱処理要件、および品質トレーサビリティの要求は、あらゆる段階で真の技術的な深さを必要とするプロセスチェーンを作り出します。.
この技術的レビューから得られた主要な結論は単純明快である:
素材性能:ハステロイXは、2200°Fまでの温度で比類なき耐酸化性を発揮し、十分な強度、本物の加工性、優れた溶接性を兼ね備えています。.
プロセス要件:プレス加工を成功させるには、超硬またはコーティングされた金型材料、設計された潤滑、スプリングバックを補正する金型形状、複雑な多段部品用の中間焼鈍プロトコルが必要です。ステンレス鋼のように扱うと、許容できないスクラップ率が発生します。.
クオリティ・チェーン:航空宇宙用途では、完全な材料トレーサビリティ、NADCAP認定の熱処理、AS9102に準拠した一次製品検査が要求されます。これらはオプションではなく、プライム・コントラクターのサプライ・チェーンにとって必要不可欠な要件です。.
コスト管理:材料費が部品のコスト構造を支配している。ブランケット購入契約、DFMの最適化によるプレス工程の削減、アニール負荷の統合などは、すべてコスト削減のための有意義な手段である。.
MWalloys社では、ハステロイXのスタンピングプログラムは、当社のエンジニアリングチームとお客様の設計チームとのパートナーシップとして取り組んでいます。技術的にも経済的にも、仕様決定プロセスへの関与が早ければ早いほど、より良い結果が得られます。新規のハステロイXプレス部品をご検討中のお客様、または既存プログラムのセカンドソースをお探しのお客様、ぜひ当社の技術力をご活用ください。.
テクニカル・リファレンス
- ヘインズ・インターナショナル"ハステロイ X 合金テクニカルデータ".Haynes International Publication H-3009E, 2021.
- SAEインターナショナルAMS 5536E:"ニッケル合金、耐食性および耐熱性、板、ストリップおよびプレート"。SAE International、現行改訂版。.
- ASTMインターナショナルASTM B435: "UNS N06002、UNS N06230、UNS N12160、および UNS R30556 板、板、帯の標準仕様".ASTM International、現行版。.
- ASMインターナショナル「ASMハンドブック第14巻B:金属加工-シートフォーミング".ASMインターナショナル, 2006.
- パフォーマンスレビュー協会NADCAP AC7102:"熱処理監査基準"。PRI、現行改訂版。.
- 製造技術者協会。"金型設計ハンドブック".SME、第3版。.
- ロンドン金属取引所。ニッケル価格ヒストリカルデータ、2020-2024年。.
- 特殊金属株式会社."インコネル合金 625 テクニカルデータ".SMC-063, 2013.
- SAEインターナショナルAS9100 Rev D:"Quality Management Systems - Requirements for Aviation, Space, and Defense Organizations".IAQG/SAE, 2016.
- SAE インターナショナル。AS9102B:"Aerospace First Article Inspection Requirement"(航空宇宙一次品検査要件)。SAE International, 2014.
MWalloysエンジニアリング・編集チームが開発した技術コンテンツ。MWalloys社は、ハステロイX、インコネル625、インコネル718、ヘインズ230、チタン合金などの高温耐食合金を専門とする精密金属プレスメーカーです。DFMのご相談、材料の在庫状況、製造のお見積もりについては、当社の技術営業チームにお問い合わせください。.
