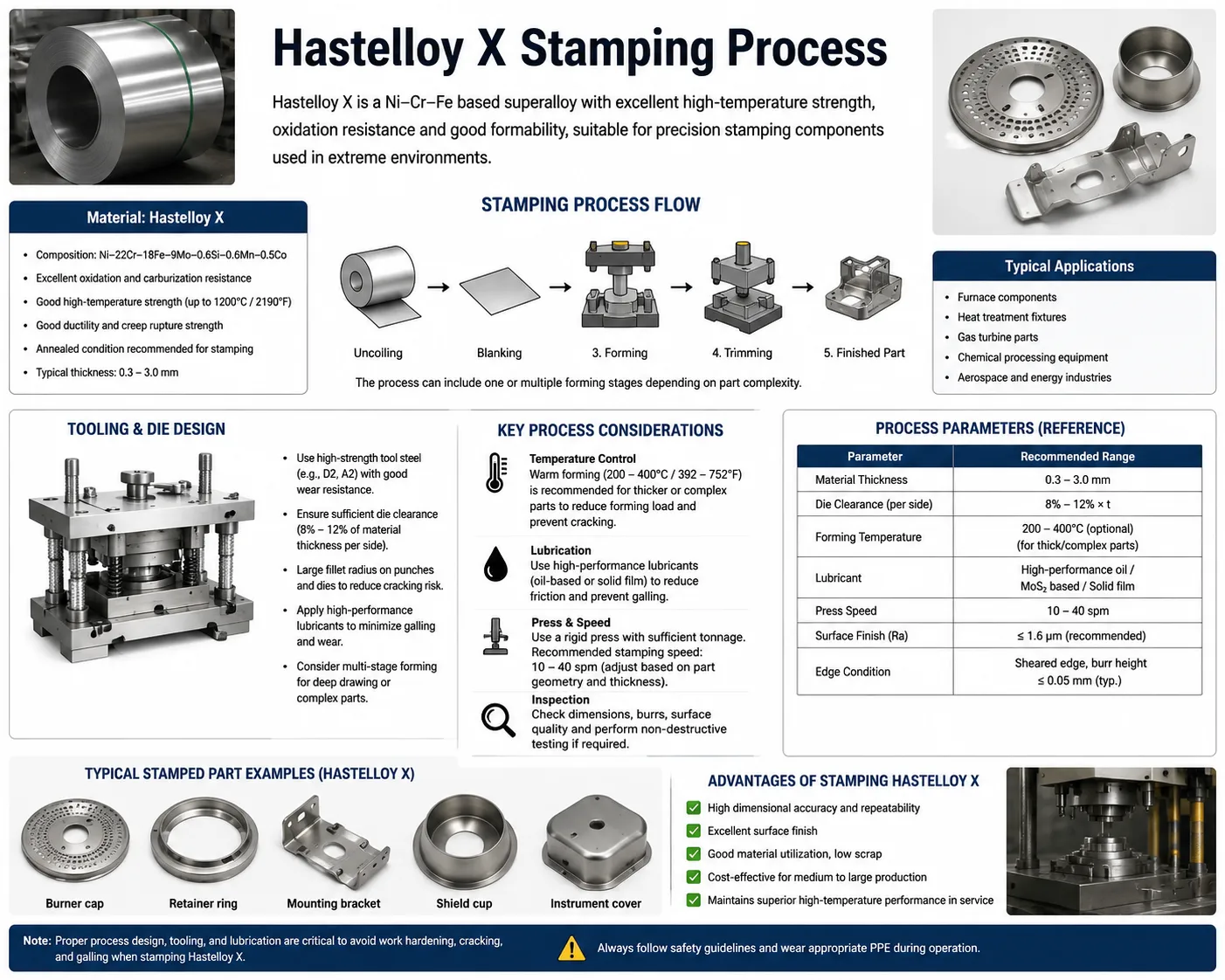
Custom Hastelloy X metal stamping produces precision parts capable of sustained operation at temperatures reaching 2200°F (1204°C), making it the material of choice for aerospace combustion liners, gas turbine components, and industrial furnace hardware. At MWalloys, we work with Hastelloy X daily and can confirm that no common nickel superalloy combines oxidation resistance, fabricability, and high-temperature strength in the same balanced way.
If your project requires the use of Hastelloy X Metal Stamping, you can contact us for a free quote.
What Is Hastelloy X and Why Is Its Chemical Composition Critical for Stamped Parts?
Hastelloy X is a nickel-chromium-iron-molybdenum superalloy developed by Haynes International (formerly Cabot Corporation) specifically to resist oxidation and maintain structural integrity at extreme temperatures. It is designated UNS N06002 and covered under ASTM B435 (plate/sheet/strip) and AMS 5536 (sheet, strip, and plate for aerospace use).
The alloy's composition is not arbitrary. Every element contributes a specific functional role, and those roles directly influence how the material responds to the forces, friction, and thermal conditions present during stamping operations.
Hastelloy X Chemical Composition
| Element | Nominal Content (wt%) | Allowable Range (wt%) | Primary Function |
|---|---|---|---|
| Nickel (Ni) | Balance (~47%) | Balance | Matrix, high-temp ductility |
| Chromium (Cr) | 22% | 20.5 – 23.0% | Oxidation resistance, Cr₂O₃ scale |
| Iron (Fe) | 18% | 17.0 – 20.0% | Cost reduction, solid solution strengthening |
| Molybdenum (Mo) | 9% | 8.0 – 10.0% | Solid solution strengthening, creep resistance |
| Cobalt (Co) | 1.5% | 0.50 – 2.50% | High-temp strength |
| Tungsten (W) | 0.6% | 0.20 – 1.00% | Solid solution strengthening |
| Carbon (C) | 0.10% | 0.05 – 0.15% | Carbide formation, creep resistance |
| Manganese (Mn) | 0.50% | 1.00% max | Deoxidation |
| Silicon (Si) | 0.50% | 1.00% max | Oxidation resistance |
| Boron (B) | 0.010% | 0.010% max | Grain boundary strengthening |
Source: Haynes International Hastelloy X alloy datasheet; ASTM B435; AMS 5536E.

Why Chromium and Molybdenum Content Matters During Stamping
The 22% chromium content is what gives Hastelloy X its remarkable oxidation resistance. Chromium reacts preferentially with oxygen to form a dense, adherent chromium oxide (Cr₂O₃) scale that protects the underlying metal at temperatures up to 2200°F. This characteristic is critical in service but also means that during warm or hot stamping operations, surface scale management becomes a process consideration.
Molybdenum at 9% provides substantial solid solution strengthening. While this is excellent news in service, it contributes directly to the alloy's high work hardening rate during cold stamping — a rate approximately 30–40% higher than austenitic stainless steel grades like 304. This is one of the most important process variables that separates experienced Hastelloy X fabricators from those encountering the material for the first time.
What Makes Hastelloy X Metal Stamping Technically Challenging?
We have stamped hundreds of Hastelloy X part configurations at MWalloys, and the consistent feedback from our tooling engineers is that this alloy punishes complacency. Three characteristics create the majority of technical challenges: rapid work hardening, springback, and galling tendency.
Work Hardening Rate: The Primary Stamping Challenge
Hastelloy X work hardens at a rate approximately 1.5 to 2 times faster than Type 304 stainless steel. The work hardening exponent (n-value) for Hastelloy X is approximately 0.44–0.52, compared to 0.28–0.34 for 304 stainless. This means:
- Punch forces must be calculated using the material's flow stress at the actual strain level, not just the annealed tensile strength.
- Intermediate annealing steps are frequently required in multi-stage progressive die operations.
- Tooling wear accelerates rapidly if die geometry or clearances are not optimized for high work hardening materials.
Mechanical Properties in Annealed Condition
| Property | Value | Test Standard |
|---|---|---|
| Ultimate Tensile Strength | 100,000 – 115,000 psi (690 – 793 MPa) | ASTM E8 |
| Yield Strength (0.2% offset) | 52,000 – 62,000 psi (358 – 427 MPa) | ASTM E8 |
| Elongation (2 inch gauge) | 43% minimum | ASTM E8 |
| Reduction of Area | 60% minimum | ASTM E8 |
| Hardness (Rockwell B) | 88 – 96 HRB | ASTM E18 |
| Work Hardening Exponent (n) | 0.44 – 0.52 | — |
| Elastic Modulus | 29.8 × 10⁶ psi (205 GPa) | — |
Source: Haynes International Hastelloy X Technical Datasheet, 2021 edition.
Springback Calculation for Hastelloy X
Springback in Hastelloy X is more pronounced than in carbon steel or standard stainless grades. The springback ratio (R/t) must account for the alloy's higher yield-to-tensile ratio and elastic modulus. Empirical data from our forming trials indicates springback angles of 8–15° in 90° bends using standard tooling geometry, compared to 3–6° for 304 stainless in equivalent configurations.
Compensating for this requires either:
- Overbending (designing the die to compensate for predicted springback)
- Coining at the bend radius (applying sufficient pressure to produce permanent set)
- Using post-stamp fixturing during any subsequent heat treatment.
Galling and Tooling Adhesion
Hastelloy X's high nickel content creates a tendency to gall against tooling surfaces, particularly at high contact pressures during drawing and blanking operations. Without adequate lubrication, material transfer from the workpiece to die faces occurs rapidly, producing scratched part surfaces and progressive die degradation.
Which Stamping Processes Produce the Best Results with Hastelloy X?
Selecting the right stamping process variant for a specific Hastelloy X part geometry is not a one-size-fits-all decision. Part complexity, wall thickness, required tolerances, and annual production volume all influence which approach delivers the best outcome.
Process Selection Matrix
| Stamping Process | Suitability for Hastelloy X | Best For | Limitation |
|---|---|---|---|
| Blanking and piercing | Excellent | Flat blanks, holes, cutouts | Burr control critical |
| Progressive die stamping | Good (with intermediate anneal) | High-volume complex parts | Setup cost, anneal cycles add time |
| Deep drawing | Moderate | Cups, shells, enclosures | Requires careful lubricant selection |
| Hydroforming | Very Good | Complex 3D forms, low volume | Equipment cost |
| Stretch forming | Good | Curved panels, skins | Springback management |
| Fine blanking | Good | Close-tolerance flat parts | Higher tooling cost |
| Warm forming (400–800°F) | Excellent for heavy gauge | Thick material, complex bends | Lubrication challenge at temperature |
Progressive Die Stamping for High-Volume Hastelloy X Parts
Progressive die stamping is the dominant process for high-volume Hastelloy X precision parts in aerospace and industrial gas turbine supply chains. In a progressive die, the strip advances through sequential stations that blank, pierce, bend, and form incrementally. Each station adds strain to the material.
For Hastelloy X, the critical process design consideration is managing cumulative strain. Once the material reaches approximately 30–40% cold work, ductility drops sharply and cracking risk increases. In practice, this means that complex progressive die sequences for Hastelloy X typically include one or more intermediate soft annealing steps at 2150–2175°F (1177–1191°C) to restore ductility before the final forming stages.
Our engineering team at MWalloys routinely builds intermediate anneal cycles into progressive die process plans for Hastelloy X parts requiring more than three bending or drawing operations. This adds process time but eliminates the cracking risk that would otherwise produce high scrap rates.
Deep Drawing Hastelloy X: Draw Ratios and Lubrication
For drawn cups and shells in Hastelloy X, the limiting draw ratio (LDR) is approximately 1.8–2.0 in a single draw operation, compared to 2.2–2.5 for 304 stainless. Multi-stage drawing with intermediate annealing extends the effective total draw ratio, but each stage must stay within the single-stage limit.
Lubrication selection for deep drawing Hastelloy X is critical:
- Chlorinated drawing compounds: Effective at reducing galling but require thorough removal before any heat treatment (chlorine causes stress corrosion cracking in nickel alloys at elevated temperature).
- Sulfurized oils: Effective boundary lubricants but similar removal caution applies.
- Dry film lubricants (MoS₂, PTFE-based): Preferred where post-draw cleaning before heat treatment is constrained.
- Water-soluble synthetic lubricants: Good galling protection, easy removal, environmentally preferred.
What Tooling and Die Materials Work Best for Hastelloy X Stamping?
Die material selection for Hastelloy X stamping directly determines tool life, part surface quality, and total cost per part. Standard D2 tool steel dies that work acceptably for stainless steel applications typically produce only 30–50% of their normal service life when running Hastelloy X.
Die Material Comparison for Hastelloy X Stamping
| Die Material | Relative Tool Life vs D2 | Surface Hardness | Best Application |
|---|---|---|---|
| D2 Tool Steel (standard) | 1.0x (baseline) | 60–62 HRC | Light duty, low volume |
| M2 High Speed Steel | 1.3 – 1.5x | 63–65 HRC | Blanking and piercing |
| Carbide (WC-Co, 6% Co) | 4.0 – 6.0x | 88–92 HRA | High-volume blanking |
| Carbide (WC-Co, 10% Co) | 3.0 – 4.5x | 86–90 HRA | Drawing inserts, tougher impacts |
| CPM-Rex 76 PM HSS | 2.0 – 2.8x | 66–68 HRC | Complex punch geometry |
| Ceramic-coated D2 (TiCN) | 1.8 – 2.5x | 78–82 HRC (coating) | Drawing operations |
| TiAlN PVD coated carbide | 5.0 – 7.0x | 90 HRA + coating | High-volume precision blanking |
Source: Internal tooling performance data compiled from MWalloys production records and benchmarked against published data in the Society of Manufacturing Engineers (SME) die design handbook.
Die Clearance for Hastelloy X
Die clearance (the gap between punch and die on each side) has a significant effect on burr height, cut surface quality, and tool life in Hastelloy X blanking and piercing. We have found through production testing that:
- Optimal clearance per side: 10–13% of material thickness for blanking.
- Optimal clearance per side: 12–15% of material thickness for piercing holes.
- Excessive clearance (above 15%) increases burr height and rollover.
- Insufficient clearance (below 8%) accelerates punch wear and increases punch breakage risk.
These clearance values are higher than those typically used for carbon steel (5–8%) but reflect Hastelloy X's higher work hardening rate and the need to maintain clean shear zone geometry throughout the cut.
What Dimensional Tolerances Can Be Achieved in Hastelloy X Precision Stamping?
Dimensional capability in Hastelloy X stamping depends on material thickness, part geometry, stamping process, and whether post-stamp heat treatment is specified. The following table represents achievable tolerances under controlled production conditions.
Dimensional Tolerance Capability Table
| Feature Type | Material Thickness | Achievable Tolerance | Notes |
|---|---|---|---|
| Blank overall dimensions | 0.010 – 0.060 inch | ±0.003 – ±0.005 inch | Progressive die |
| Hole location (from datum) | 0.010 – 0.060 inch | ±0.003 – ±0.005 inch | Compound die |
| Hole diameter | 0.010 – 0.060 inch | ±0.002 – ±0.003 inch | Carbide punch |
| Bend angle | All standard gauges | ±0.5° – ±1.5° | After springback compensation |
| Bend radius | 0.020 – 0.080 inch | ±0.005 inch | Per AMS 2807 |
| Flatness (after anneal) | 0.020 – 0.060 inch | 0.005 – 0.010 inch/inch | Fixture anneal required |
| Surface finish (Ra) | 0.010 – 0.040 inch | 32 – 63 µin Ra | Dependent on lubrication |
Impact of Heat Treatment on Dimensional Stability
Solution annealing after stamping (required for most aerospace specifications) introduces dimensional change. Distortion during annealing is proportional to the level of residual stress remaining in the stamped part. For complex geometry parts, we use custom fixturing designed to hold critical dimensions during the anneal cycle. Typical distortion in un-fixtured annealing of complex Hastelloy X stampings runs 0.005–0.020 inch on features spanning 2–6 inches.
Parts requiring tight flatness after annealing (below 0.005 inch/inch) typically need either post-anneal straightening or press-quench fixturing techniques.
What Heat Treatment Is Required for Hastelloy X Stampings After Forming?
Heat treatment after stamping is not optional for most aerospace and gas turbine applications of Hastelloy X. The forming process introduces residual stresses and cold work that, if left untreated, can cause stress corrosion cracking, reduce fatigue life, and affect dimensional stability at operating temperatures.
Heat Treatment Specifications
| Treatment Type | Temperature | Time at Temperature | Atmosphere | Cooling Method |
|---|---|---|---|---|
| Solution anneal (full) | 2150 – 2175°F (1177 – 1191°C) | 10 – 60 min (thickness dependent) | Vacuum or inert gas | Rapid air cool or water quench |
| Stress relief (partial) | 1600 – 1800°F (871 – 982°C) | 1 – 4 hours | Inert gas or vacuum | Air cool |
| Intermediate anneal (in-process) | 2150°F (1177°C) | 15 – 30 min | Vacuum preferred | Rapid air cool |
Source: AMS 5536 heat treatment requirements; Haynes International Hastelloy X fabrication guidelines.
Why Atmosphere Control During Annealing Is Critical
Hastelloy X must not be annealed in oxidizing atmospheres at full solution anneal temperatures. At 2150°F, chromium oxidizes rapidly, depleting the surface layer and producing a chrome-depleted subsurface zone with reduced corrosion resistance. Vacuum annealing at 10⁻⁴ torr or better, or annealing in pure argon or hydrogen atmospheres, preserves surface chemistry and meets AMS and NADCAP heat treatment processor requirements.
Parts processed in air at full solution anneal temperature require subsequent descaling by alkaline permanganate treatment followed by nitric-hydrofluoric acid pickling, per AMS 2700 or equivalent specifications. This adds process cost and introduces dimensional uncertainty from acid attack.
What Quality Standards and Certifications Apply to Hastelloy X Stamped Aerospace Parts?
Procurement teams specifying Hastelloy X stamped parts for aerospace and gas turbine applications must verify that their supplier's quality system covers the complete chain of traceability and process qualification.
Applicable Standards and Specifications
| Standard / Specification | Scope | Governing Body |
|---|---|---|
| AMS 5536 | Material — sheet, strip, plate | SAE International |
| ASTM B435 | Material — plate, sheet, strip | ASTM International |
| AMS 2750 | Pyrometry (furnace calibration) | SAE International |
| NADCAP AC7102 | Heat treatment process accreditation | Performance Review Institute |
| NADCAP AC7004 | Chemical processing (pickling, cleaning) | Performance Review Institute |
| AS9100 Rev D | Quality management for aviation/space | IAQG / SAE |
| AMS 2807 | Identification of metals and alloys | SAE International |
| AMS 2700 | Passivation of corrosion-resistant steels | SAE International (adapted for Ni alloys) |
| MIL-DTL-23227 | Military stamped parts for high-temp use | DoD |
Material Traceability Requirements
Aerospace Hastelloy X stampings require full material traceability from the raw coil or sheet through to the finished part. This means:
- Mill certificate (Certificate of Conformance) referencing heat number.
- Chemical analysis results matching AMS 5536 composition limits.
- Mechanical property test results from the same heat.
- Processing records for all heat treatment cycles with pyrometry calibration records.
- Dimensional inspection records with part serial or lot number linkage.
At MWalloys, we maintain complete digital traceability records archived for a minimum of 10 years, meeting both AS9100 Rev D and most prime contractor supplier quality requirements.
How Does Hastelloy X Compare to Other High-Temperature Alloys for Stamping Applications?
Procurement engineers frequently ask us to compare Hastelloy X against competing alloys. The table below provides a side-by-side comparison across the properties most relevant to stamped component performance.
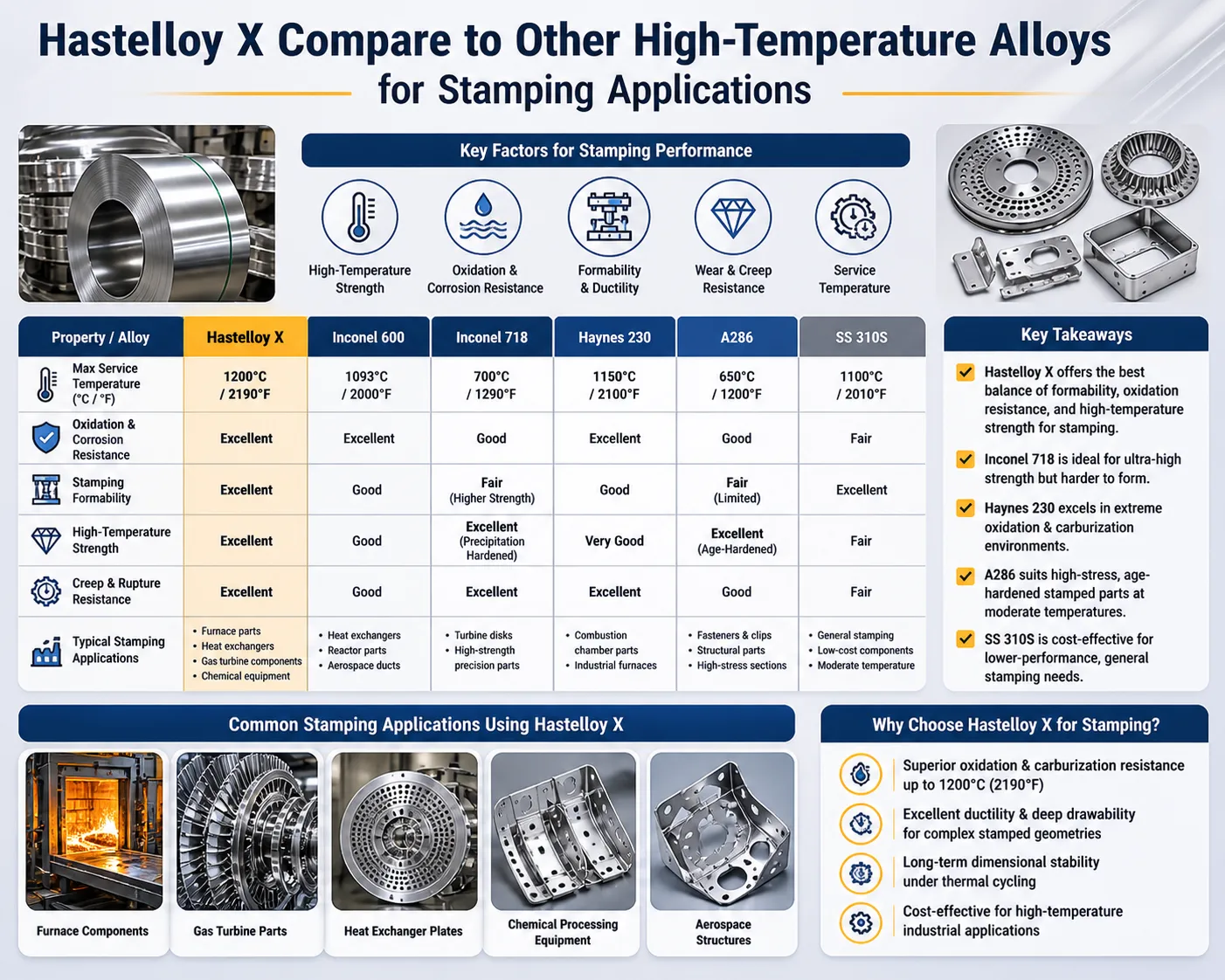
High-Temperature Alloy Comparison for Stamping Applications
| Property | Hastelloy X | Inconel 625 | Inconel 718 | Haynes 230 | 310 SS |
|---|---|---|---|---|---|
| Max service temp (oxidizing) | 2200°F (1204°C) | 1800°F (982°C) | 1300°F (704°C) | 2100°F (1149°C) | 2000°F (1093°C) |
| Tensile strength (annealed) | 100–115 ksi | 120–135 ksi | 150–185 ksi | 115–130 ksi | 85–95 ksi |
| Yield strength (annealed) | 52–62 ksi | 60–75 ksi | 150 ksi (aged) | 55–65 ksi | 35–45 ksi |
| Stampability rating | Good | Good | Difficult (aged) | Moderate | Excellent |
| Oxidation resistance | Excellent | Very Good | Good | Excellent | Good |
| Relative material cost | Moderate-High | High | High | High | Low-Moderate |
| Weldability after stamping | Excellent | Excellent | Good (requires care) | Good | Good |
| Common aerospace uses | Combustion liners, thrust reversers | Bellows, exhaust ducts | Turbine discs, casings | Combustion hardware | Furnace parts |
Source: Haynes International comparative alloy data; Special Metals Corporation Inconel datasheets; ASM International Superalloys technical reference.
When to Choose Hastelloy X Over Alternatives
Hastelloy X occupies a specific performance band that makes it preferable to alternatives under particular conditions:
- Temperature above 1800°F in oxidizing atmosphere: Inconel 625 loses oxidation resistance advantage; Hastelloy X maintains protective scale integrity
- Requirement for fabricability at temperature: Haynes 230 offers comparable oxidation resistance but is harder to stamp due to its tungsten content and higher strength
- Weld-after-stamp construction: Hastelloy X's excellent weldability in both annealed and post-stamp condition simplifies assembly compared to precipitation-hardening grades like Inconel 718
The alloy's balanced composition was specifically engineered to avoid the overstrengthening that makes many competing superalloys difficult to form. This is not an accident of chemistry — it reflects deliberate design choices by the alloy's developers to produce a material that fabricators could actually work with while still delivering extreme temperature performance.
What Are the Real Cost Drivers for Custom Hastelloy X Stamped Parts?
Understanding the cost structure of Hastelloy X precision stamping helps procurement teams evaluate quotations intelligently and identify where engineering changes might improve cost efficiency.
Cost Component Breakdown
| Cost Component | Approximate Share of Total Part Cost | Key Variables |
|---|---|---|
| Raw material (Hastelloy X sheet/strip) | 35 – 55% | Market price, order volume, gauge |
| Tooling (amortized) | 10 – 25% | Complexity, volume, tool life |
| Stamping labor and machine time | 15 – 25% | Operations count, cycle time |
| Intermediate annealing | 5 – 15% | Number of anneal cycles required |
| Final heat treatment | 5 – 10% | Atmosphere type, furnace load |
| Inspection and testing | 5 – 12% | Drawing requirements, NDT specs |
| Surface treatment and cleaning | 2 – 8% | Pickling, passivation, coating |
Hastelloy X Raw Material Pricing Context
Hastelloy X sheet and strip pricing fluctuates with nickel commodity markets. As of 2024, Hastelloy X sheet in AMS 5536 certified material typically ranges from $28–$45 per pound for standard gauges (0.020–0.125 inch) in commercial quantities (500+ lbs). Custom gauges, narrow widths, or certified aerospace material can command premiums of 20–40% above standard catalog pricing.
Nickel spot price is the dominant input cost variable. Historical data from the London Metal Exchange (LME) shows nickel price volatility of ±30–40% within single calendar years, which directly impacts Hastelloy X material cost. Long-term supply agreements and blanket purchase orders help buyers manage this exposure.
Lead Time Expectations
| Order Type | Typical Lead Time | Notes |
|---|---|---|
| Prototype / first article | 6 – 12 weeks | Includes tooling, first article inspection |
| Production run (existing tooling) | 4 – 8 weeks | Material procurement-dependent |
| Emergency / expedite | 2 – 4 weeks | Premium pricing applies |
| Blanket order (12 months) | 1 – 3 weeks per release | Stocked material, pre-built tooling |
Where Is Custom Hastelloy X Stamping Used in Industry?
Hastelloy X stamped components appear in some of the most demanding engineering environments on the planet. The following section covers the primary application segments and the specific part types within each.
Aerospace and Gas Turbine Applications
Gas turbine combustion sections operate at temperatures between 1800°F and 2200°F with cyclic thermal loading, making Hastelloy X sheet-metal components a natural fit. Specific stamped parts include:
- Combustion liner panels: Thin-gauge (0.020–0.050 inch) multi-hole panels that form the inner structure of combustion chambers; holes are stamped or laser-trimmed to precise patterns for film cooling.
- Transition ducts: Formed sheet metal sections connecting combustor outlet to turbine inlet.
- Heat shield segments: Stamped and formed pieces protecting structural components from radiant heat.
- Thrust reverser components: Formed panels and brackets in aircraft engine nacelles.
- Afterburner hardware: High-temperature sheet metal components in military jet engines.
The Federal Aviation Administration (FAA) and European Union Aviation Safety Agency (EASA) airworthiness standards require traceability, material certification, and process qualification for all safety-critical hot section components, which is why AS9100 and NADCAP accreditation are non-negotiable for aerospace Hastelloy X stamping suppliers.
Industrial Furnace and Heat Processing Equipment
Beyond aerospace, Hastelloy X finds significant use in industrial furnace construction:
- Muffle furnace liners and retort containers.
- Radiant tubes for atmosphere-controlled furnaces.
- Conveyor belt components in continuous furnaces.
- Fixture and carrier hardware for heat treatment processes.
- Burner components and flame shields in direct-fired systems.
The advantage of stamped Hastelloy X in furnace applications is dimensional consistency and repeatable geometry that welded fabrications cannot always achieve.
Chemical Processing and Petrochemical Applications
Hastelloy X's combination of oxidation resistance and chemical inertness makes it suitable for:
- High-temperature reaction vessel components.
- Reformer tube support hardware.
- Catalyst support structures operating above 1600°F.
- Flare tip components in refineries.
FAQs: Custom Hastelloy X Metal Stamping
1. What is the maximum temperature Hastelloy X stamped parts can handle in continuous service?
Hastelloy X maintains useful oxidation resistance and mechanical integrity in continuous service up to 2200°F (1204°C) in oxidizing atmospheres. This is the highest continuous service temperature among commercially stampable nickel superalloys available at moderate cost. In cyclic service (repeated heating and cooling), the practical limit is slightly lower at approximately 1900–2000°F (1038–1093°C) due to thermal fatigue accumulation at oxide scale interfaces. Haynes International publishes long-term exposure data showing that Hastelloy X retains adequate creep strength at 1600°F (871°C) over 10,000-hour exposure periods. Procurement engineers specifying parts for combustion environments above 1800°F should confirm with their supplier that the material lot meets AMS 5536 mechanical property minimums, as heat-to-heat variation in high-temperature properties can be meaningful.
2. Why does Hastelloy X work harden so quickly during stamping, and how is this managed?
Hastelloy X work hardens at roughly 1.5 to 2 times the rate of 304 stainless steel because its austenitic nickel matrix lacks the deformation-induced martensitic transformation that accommodates strain in lower-nickel austenitic grades. The high nickel and molybdenum content stabilizes the austenite, meaning all strain accommodation occurs through dislocation multiplication and pile-up, which rapidly increases flow stress. Practical management strategies include: designing progressive die sequences with no more than 30–35% cumulative cold work between anneal cycles; using intermediate solution annealing at 2150°F to restore ductility; and selecting generous bend radii (minimum 1t for thin gauge, 2t for heavy gauge) to reduce local strain concentration. Computational forming simulations using materials data specific to Hastelloy X (not generic nickel alloy properties) significantly improve first-hit success rates in complex part development.
3. Can Hastelloy X stamped parts be welded after forming, and are there special requirements?
Yes, Hastelloy X is considered one of the more weldable nickel superalloys, and post-stamp welding is routine in aerospace sheet metal assembly. The alloy can be joined using gas tungsten arc welding (GTAW/TIG), plasma arc welding, electron beam welding, and laser welding. The preferred filler metal is ERNiCrMo-2 (Hastelloy X filler) or ERNiCrCoMo-1. Critical requirements include: thorough cleaning to remove all oils, lubricants, and oxides before welding; using pure argon shielding and backing gas; maintaining interpass temperature below 200°F (93°C); and avoiding any sulfur-containing compounds in the weld zone. Post-weld solution annealing at 2150°F is recommended for aerospace applications to relieve residual stresses and restore corrosion resistance at weld heat-affected zones.
4. What surface finish requirements are standard for aerospace Hastelloy X stampings?
Aerospace Hastelloy X stampings typically specify surface roughness of 32–63 µin Ra (0.8–1.6 µm) on functional surfaces, with 125 µin Ra acceptable on non-functional areas. Surface condition requirements go beyond roughness: all surfaces must be free from laps, seams, cold shuts, and stamping lubricant residues. For high-temperature service, any residual chlorine, sulfur, or low-melting-point metal contamination is prohibited because these elements cause accelerated attack at operating temperatures. AMS 2700 or equivalent cleaning and passivation is required before final inspection. Some prime contractors specify additional requirements such as fluorescent penetrant inspection (FPI) per ASTM E1417 to detect surface-breaking cracks introduced during forming, which is standard practice for safety-critical gas turbine parts.
5. What is the minimum bend radius for Hastelloy X sheet stamping?
The minimum bend radius for Hastelloy X depends on material thickness and temper condition. In the fully annealed condition, the minimum bend radius (measured to the inside of the bend) is: 1 × thickness (1t) for material up to 0.040 inch thick, and 1.5t to 2t for material in the 0.040–0.125 inch range. These values apply to 90° bends across the grain direction. Bending with the rolling direction (longitudinal bend) typically requires 10–20% larger radii to avoid cracking. Any residual cold work from prior processing increases the minimum required radius. Using radii tighter than these minimums risks cracking on the outer bend surface, particularly in material that has already accumulated cold work from upstream operations. We always validate bend radius capability on test pieces before committing to production tooling when working with new material certifications.
6. How long does tooling typically last when stamping Hastelloy X?
Tooling life for Hastelloy X stamping is significantly shorter than for equivalent carbon steel or even standard stainless steel operations. Using carbide blanking punches and dies, a well-maintained tool set can produce 500,000 to 1,000,000 hits before requiring regrinding, compared to 2–3 million hits on carbon steel. Forming and drawing tools in D2 tool steel typically require reconditioning after 50,000–100,000 parts. The primary wear mechanisms are abrasive wear from hard carbide particles in the Hastelloy X microstructure and adhesive wear (galling) from nickel pickup on die faces. Extending tooling life requires: carbide or TiAlN-coated carbide die materials; consistent high-pressure lubrication; frequent die cleaning to remove built-up material transfer; and dimensional inspection at scheduled intervals to catch wear before it affects part quality.
7. What testing is required on first article Hastelloy X stampings for aerospace customers?
First Article Inspection (FAI) for aerospace Hastelloy X stampings typically follows AS9102 requirements and includes: complete dimensional layout of all drawing-controlled dimensions; material review confirming AMS 5536 compliance with heat number traceability; hardness verification post-heat treatment; surface roughness measurement on all specified surfaces; visual inspection per applicable workmanship standard; and functional fit check if mating components are available. For flight-critical parts, additional requirements frequently include fluorescent penetrant inspection (FPI) per NAS 410 or ASTM E1417 Level 2 sensitivity, and a process compliance review confirming that all special processes (heat treatment, surface treatment, inspection) were performed by NADCAP-accredited processors. First article lead time is typically 6–12 weeks from receipt of approved drawings and raw material.
8. Is Hastelloy X available in all standard sheet gauges for stamping?
Hastelloy X is available from major specialty metal distributors in sheet and strip gauges ranging from 0.010 inch (0.25 mm) to 0.250 inch (6.35 mm). Standard widths typically run 24–48 inches for sheet and 0.5–24 inches for coil strip. However, unlike commodity stainless steel grades, Hastelloy X is not a shelf-stocked item at general metal service centers. Procurement lead time from specialty distributors for standard AMS 5536 certified material is typically 4–10 weeks depending on gauge and form. Very thin foil gauges (below 0.010 inch) and heavy plate (above 0.250 inch) may require mill orders with lead times of 12–20 weeks. We at MWalloys maintain safety stock of the most frequently requested gauges to support customers with urgent requirements or to reduce lead time risk on critical programs.
9. What are the most common quality defects in Hastelloy X stampings and how are they prevented?
The five most common quality defects in Hastelloy X stamping are: cracking at bend radii (caused by inadequate bend radius or excessive prior cold work), galling and surface scoring (caused by inadequate lubrication or worn dies), out-of-tolerance springback (caused by under-compensated die geometry), dimensional distortion after annealing (caused by inadequate fixturing during heat treatment), and surface contamination (lubricant residues causing high-temperature attack). Prevention strategies include: validated minimum bend radius data for each material heat; consistent high-quality lubrication application and monitoring; springback-compensated die geometry based on forming trials; custom anneal fixturing for complex geometry parts; and documented cleaning procedures verified by pre-anneal surface analysis. Statistical process control monitoring of punch force, part dimensions, and tool wear provides early warning of process drift before defects occur.
10. What makes MWalloys a reliable source for custom Hastelloy X stamped parts?
MWalloys combines material expertise, certified process capability, and engineering support to deliver Hastelloy X precision stampings that meet the most demanding aerospace and industrial specifications. Our facility maintains AS9100 Rev D certification, and we work with NADCAP-accredited heat treatment and chemical processing partners to cover the complete process chain. We maintain traceability records from raw material mill certificate through final inspection for a minimum of 10 years. Our engineering team can support DFM (design for manufacturability) reviews at the drawing stage to identify features that increase forming risk or cost before tooling is committed. We stock commonly used Hastelloy X gauges in AMS 5536 certified condition to support urgent prototype and production requirements. Our quoting process includes a technical feasibility review at no charge, and we provide first article samples with full dimensional reports before committing to production volume.
Conclusion: Specifying Custom Hastelloy X Stamped Parts Correctly
Hastelloy X metal stamping is not simply a matter of selecting a capable press shop. The material's work hardening characteristics, springback behavior, heat treatment requirements, and quality traceability demands create a process chain that requires genuine technical depth at every stage.
The key conclusions from this technical review are straightforward:
Material performance: Hastelloy X delivers unmatched oxidation resistance at temperatures up to 2200°F combined with adequate strength, genuine fabricability, and excellent weldability — a combination no other single alloy in its cost bracket matches.
Process requirements: Successful stamping requires carbide or coated die materials, engineered lubrication, springback-compensated die geometry, and intermediate annealing protocols for complex multi-stage parts. Treating it like stainless steel produces unacceptable scrap rates.
Quality chain: Aerospace applications demand complete material traceability, NADCAP-accredited heat treatment, and first article inspection per AS9102. These are not optional — they are table-stakes requirements for prime contractor supply chains.
Cost management: Material cost dominates the part cost structure. Blanket purchase agreements, DFM optimization to reduce stamping operations, and consolidated anneal loads all represent meaningful cost reduction levers.
At MWalloys, we approach every Hastelloy X stamping program as a partnership between our engineering team and the customer's design team. The earlier we are involved in the specification process, the better the outcome — both technically and economically. If you are qualifying a new Hastelloy X stamped component or looking for a second source on an existing program, we welcome the opportunity to put our technical capability to work on your requirement.
Technical References
- Haynes International. "Hastelloy X Alloy Technical Data." Haynes International Publication H-3009E, 2021.
- SAE International. AMS 5536E: "Nickel Alloy, Corrosion and Heat Resistant, Sheet, Strip, and Plate." SAE International, current revision.
- ASTM International. ASTM B435: "Standard Specification for UNS N06002, UNS N06230, UNS N12160, and UNS R30556 Plate, Sheet, and Strip." ASTM International, current edition.
- ASM International. "ASM Handbook Volume 14B: Metalworking — Sheet Forming." ASM International, 2006.
- Performance Review Institute. NADCAP AC7102: "Heat Treating Audit Criteria." PRI, current revision.
- Society of Manufacturing Engineers. "Die Design Handbook." SME, Third Edition.
- London Metal Exchange. Nickel historical price data, 2020–2024. lme.com.
- Special Metals Corporation. "Inconel Alloy 625 Technical Data." SMC-063, 2013.
- SAE International. AS9100 Rev D: "Quality Management Systems — Requirements for Aviation, Space, and Defense Organizations." IAQG/SAE, 2016.
- SAE International. AS9102B: "Aerospace First Article Inspection Requirement." SAE International, 2014.
Technical content developed by the MWalloys Engineering and Editorial Team. MWalloys is a precision metal stamping manufacturer specializing in high-temperature and corrosion-resistant alloys including Hastelloy X, Inconel 625, Inconel 718, Haynes 230, and titanium alloys. Contact our technical sales team for DFM consultation, material availability, and production quotations.
