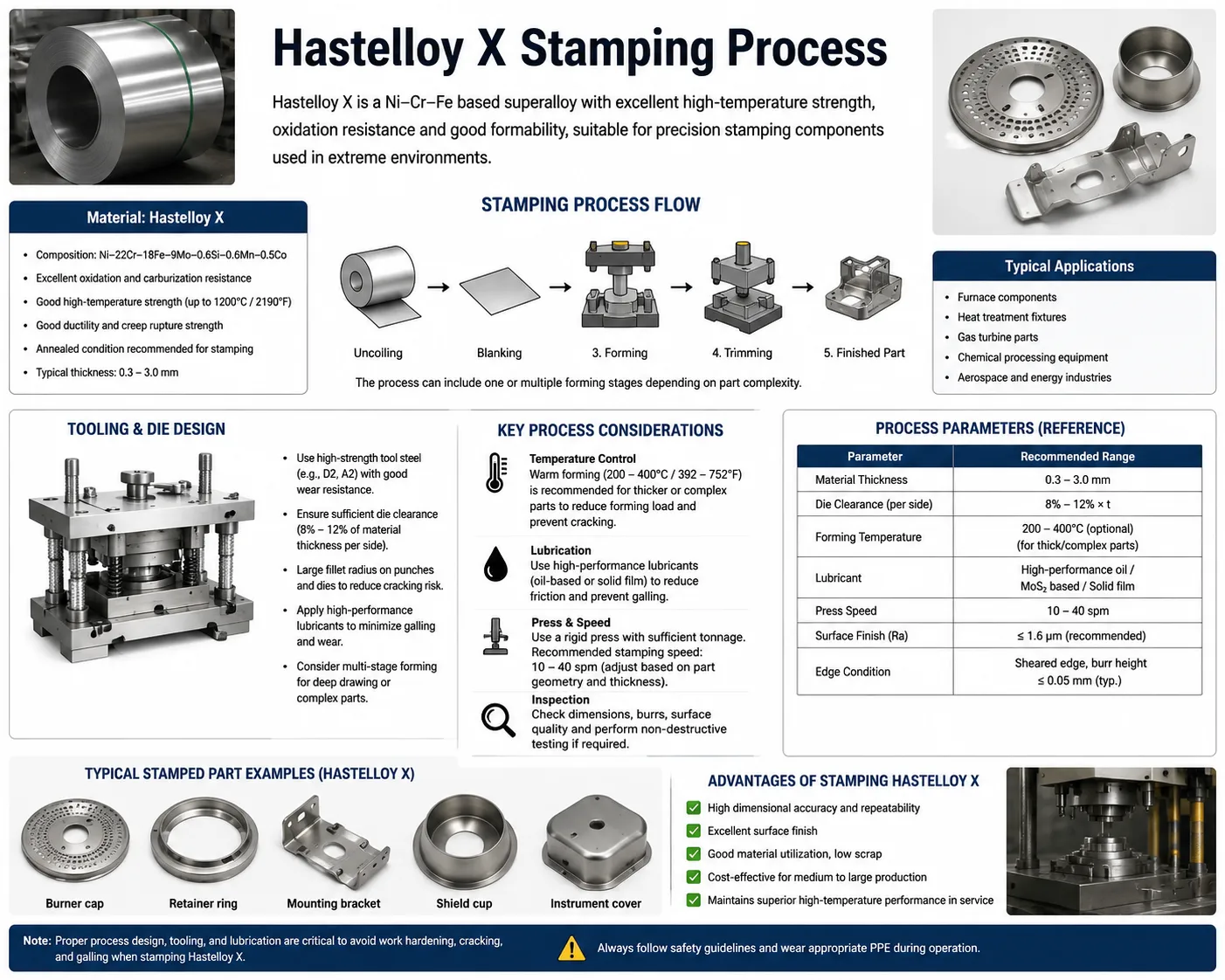
Kundenspezifische Hastelloy X-Metallstanzteile sind Präzisionsbauteile, die bei Temperaturen von bis zu 1204°C (2200°F) dauerhaft eingesetzt werden können. Dies macht Hastelloy X zum Material der Wahl für Verbrennungsauskleidungen in der Luft- und Raumfahrt, Gasturbinenkomponenten und industrielle Ofenbauteile. Wir bei MWalloys arbeiten täglich mit Hastelloy X und können bestätigen, dass keine andere übliche Nickelsuperlegierung Oxidationsbeständigkeit, Verarbeitbarkeit und Hochtemperaturfestigkeit auf dieselbe ausgewogene Weise kombiniert.
Wenn Ihr Projekt die Verwendung von Hastelloy X Metal Stamping erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist Hastelloy X und warum ist seine chemische Zusammensetzung für Stanzteile kritisch?
Hastelloy X ist eine Nickel-Chrom-Eisen-Molybdän-Superlegierung, die von Haynes International (ehemals Cabot Corporation) speziell entwickelt wurde, um bei extremen Temperaturen oxidationsbeständig zu sein und die strukturelle Integrität zu erhalten. Sie trägt die Bezeichnung UNS N06002 und fällt unter ASTM B435 (Platten/Bleche/Bänder) und AMS 5536 (Platten, Bänder und Bleche für die Luft- und Raumfahrt).
Die Zusammensetzung der Legierung ist nicht willkürlich. Jedes Element hat eine bestimmte funktionelle Aufgabe, und diese Aufgaben haben direkten Einfluss darauf, wie das Material auf die Kräfte, die Reibung und die thermischen Bedingungen bei Stanzvorgängen reagiert.
Hastelloy X Chemische Zusammensetzung
| Element | Nominaler Gehalt (wt%) | Zulässiger Bereich (wt%) | Primäre Funktion |
|---|---|---|---|
| Nickel (Ni) | Gleichgewicht (~47%) | Bilanz | Matrix, Hochtemperatur-Duktilität |
| Chrom (Cr) | 22% | 20.5 - 23.0% | Oxidationsbeständigkeit, Cr₂O₃-Zunder |
| Eisen (Fe) | 18% | 17.0 - 20.0% | Kostensenkung, Stärkung der soliden Lösung |
| Molybdän (Mo) | 9% | 8.0 - 10.0% | Mischkristallverfestigung, Kriechstromfestigkeit |
| Kobalt (Co) | 1.5% | 0,50 - 2,50% | Hochtemperaturfestigkeit |
| Wolfram (W) | 0.6% | 0,20 - 1,00% | Stärkung der festen Lösung |
| Kohlenstoff (C) | 0.10% | 0,05 - 0,15% | Karbidbildung, Kriechstromfestigkeit |
| Mangan (Mn) | 0.50% | 1.00% max | Desoxidation |
| Silizium (Si) | 0.50% | 1.00% max | Oxidationsbeständigkeit |
| Bor (B) | 0.010% | 0,010% max | Verstärkung der Korngrenzen |
Quelle: Haynes International Hastelloy X Legierungsdatenblatt; ASTM B435; AMS 5536E.

Warum der Chrom- und Molybdängehalt beim Stanzen wichtig ist
Der Chromgehalt von 22% verleiht Hastelloy X seine bemerkenswerte Oxidationsbeständigkeit. Chrom reagiert bevorzugt mit Sauerstoff und bildet einen dichten, festhaftenden Chromoxid (Cr₂O₃)-Zunder, der das darunterliegende Metall bei Temperaturen bis zu 2200°F schützt. Diese Eigenschaft ist im Betrieb von entscheidender Bedeutung, bedeutet aber auch, dass bei Warm- oder Heißprägevorgängen das Management des Oberflächenzunders zu einer Prozessüberlegung wird.
Molybdän mit 9% sorgt für eine erhebliche Mischkristallverfestigung. Dies ist nicht nur eine hervorragende Nachricht im Betrieb, sondern trägt auch direkt zur hohen Kaltverfestigung der Legierung während des Kaltstempelns bei - eine Verfestigung, die etwa 30-40% höher ist als bei austenitischen Edelstahlsorten wie 304. Dies ist eine der wichtigsten Prozessvariablen, die erfahrene Hastelloy X-Verarbeiter von denen unterscheidet, die zum ersten Mal mit dem Material in Berührung kommen.
Was macht Hastelloy X Metal Stamping zu einer technischen Herausforderung?
Wir haben bei MWalloys Hunderte von Hastelloy X-Teilekonfigurationen gestanzt, und das beständige Feedback unserer Werkzeugingenieure ist, dass diese Legierung Selbstgefälligkeit bestraft. Drei Eigenschaften stellen die meisten technischen Herausforderungen dar: schnelle Kaltverfestigung, Rückfederung und Fressneigung.
Arbeitshärtungsrate: Die primäre Herausforderung beim Stanzen
Hastelloy X härtet etwa 1,5 bis 2 Mal schneller aus als Edelstahl des Typs 304. Der Exponent der Kaltverfestigung (n-Wert) für Hastelloy X beträgt etwa 0,44-0,52, verglichen mit 0,28-0,34 für Edelstahl 304. Dies bedeutet:
- Bei der Berechnung der Stanzkräfte muss die Fließspannung des Werkstoffs bei der tatsächlichen Dehnung zugrunde gelegt werden, nicht nur die geglühte Zugfestigkeit.
- Bei mehrstufigen Folgeverbundwerkzeugen sind häufig Zwischenglühschritte erforderlich.
- Der Werkzeugverschleiß beschleunigt sich rapide, wenn die Geometrie der Matrize oder die Freiräume nicht für hochverfestigte Werkstoffe optimiert sind.
Mechanische Eigenschaften im geglühten Zustand
| Eigentum | Wert | Test Standard |
|---|---|---|
| Zugfestigkeit (Ultimate Tensile Strength) | 100.000 - 115.000 psi (690 - 793 MPa) | ASTM E8 |
| Streckgrenze (0,2% Offset) | 52.000 - 62.000 psi (358 - 427 MPa) | ASTM E8 |
| Dehnung (2 Zoll Spurweite) | 43% Minimum | ASTM E8 |
| Verkleinerung der Fläche | 60% Minimum | ASTM E8 |
| Härte (Rockwell B) | 88 - 96 HRB | ASTM E18 |
| Exponent der Arbeitsverhärtung (n) | 0.44 - 0.52 | - |
| Elastischer Modul | 29,8 × 10⁶ psi (205 GPa) | - |
Quelle: Haynes International Hastelloy X Technical Datasheet, Ausgabe 2021.
Rückfederungsberechnung für Hastelloy X
Die Rückfederung ist bei Hastelloy X ausgeprägter als bei Kohlenstoffstahl oder nichtrostenden Standardsorten. Das Rückfederungsverhältnis (R/t) muss dem höheren Streckgrenzenverhältnis und dem Elastizitätsmodul der Legierung Rechnung tragen. Empirische Daten aus unseren Umformversuchen deuten auf Rückfederungswinkel von 8-15° bei 90°-Biegungen unter Verwendung von Standardwerkzeuggeometrien hin, verglichen mit 3-6° bei Edelstahl 304 in entsprechenden Konfigurationen.
Um dies zu kompensieren, muss entweder:
- Überbiegung (Konstruktion der Matrize zur Kompensation der voraussichtlichen Rückfederung)
- Prägen am Biegeradius (Aufbringen eines ausreichenden Drucks zur Erzeugung einer dauerhaften Verfestigung)
- Verwendung von Poststempelvorrichtungen bei jeder nachfolgenden Wärmebehandlung.
Galling und Werkzeughaftung
Der hohe Nickelgehalt von Hastelloy X neigt dazu, an den Werkzeugoberflächen zu scheuern, insbesondere bei hohem Anpressdruck während der Zieh- und Stanzvorgänge. Ohne ausreichende Schmierung kommt es schnell zu einem Materialübergang vom Werkstück auf die Werkzeugflächen, was zu zerkratzten Werkstückoberflächen und einer fortschreitenden Beschädigung des Werkzeugs führt.
Mit welchen Stanzverfahren lassen sich die besten Ergebnisse bei Hastelloy X erzielen?
Die Auswahl der richtigen Stanzprozessvariante für eine bestimmte Hastelloy X-Teilegeometrie ist keine Einheitsentscheidung. Die Komplexität des Teils, die Wandstärke, die geforderten Toleranzen und das jährliche Produktionsvolumen haben alle Einfluss darauf, welcher Ansatz das beste Ergebnis liefert.
Prozessauswahl-Matrix
| Stanzprozess | Eignung für Hastelloy X | Am besten für | Begrenzung |
|---|---|---|---|
| Ausblenden und Durchstechen | Ausgezeichnet | Flache Zuschnitte, Löcher, Ausschnitte | Gratkontrolle kritisch |
| Fortschreitende Prägung | Gut (mit Zwischenglühung) | Komplexe Teile in hohen Stückzahlen | Rüstkosten, Glühzyklen erhöhen die Zeit |
| Tiefziehen | Mäßig | Becher, Schalen, Gehäuse | Erfordert eine sorgfältige Auswahl des Schmiermittels |
| Hydroforming | Sehr gut | Komplexe 3D-Formen, geringes Volumen | Kosten der Ausrüstung |
| Streckziehen | Gut | Gebogene Platten, Häute | Rückfederungsmanagement |
| Feinschneiden | Gut | Flache Teile mit engen Toleranzen | Höhere Werkzeugkosten |
| Warmumformung (400-800°F) | Hervorragend geeignet für schwere Messgeräte | Dickes Material, komplexe Biegungen | Herausforderung für die Schmierung bei Temperatur |
Folgeverbundstempel für Hastelloy X-Teile in hohen Stückzahlen
Das Stanzen im Folgeverbundwerkzeug ist das vorherrschende Verfahren für hochvolumige Hastelloy X-Präzisionsteile in den Lieferketten der Luft- und Raumfahrt und der industriellen Gasturbinen. In einem Folgeverbundwerkzeug durchläuft das Band aufeinanderfolgende Stationen, in denen es schrittweise ausgestanzt, gestanzt, gebogen und geformt wird. Bei jeder Station wird das Material zusätzlich belastet.
Bei Hastelloy X ist die Beherrschung der kumulativen Dehnung ein entscheidender Aspekt der Prozessgestaltung. Sobald das Material eine Kaltverformung von etwa 30-40% erreicht, nimmt die Duktilität stark ab und das Rissrisiko steigt. In der Praxis bedeutet dies, dass komplexe Folgeverbundwerkzeuge für Hastelloy X in der Regel einen oder mehrere Zwischenschritte des Weichglühens bei 1177-1191°C (2150-2175°F) umfassen, um die Duktilität vor den letzten Umformstufen wiederherzustellen.
Unser Ingenieurteam bei MWalloys baut routinemäßig Zwischenglühzyklen in die Prozesspläne für Hastelloy X-Teile ein, die mehr als drei Biege- oder Ziehvorgänge erfordern. Dies verlängert die Prozesszeit, eliminiert aber das Risiko der Rissbildung, das ansonsten zu hohen Ausschussraten führen würde.
Tiefziehen von Hastelloy X: Ziehverhältnisse und Schmierung
Bei gezogenen Tassen und Schalen aus Hastelloy X liegt das Grenzziehverhältnis (LDR) bei einem einzigen Ziehvorgang bei etwa 1,8-2,0, im Vergleich zu 2,2-2,5 bei Edelstahl 304. Mehrstufiges Ziehen mit Zwischenglühen erweitert das effektive Gesamtziehverhältnis, aber jede Stufe muss innerhalb der einstufigen Grenze bleiben.
Die Wahl der Schmierung beim Tiefziehen von Hastelloy X ist entscheidend:
- Chlorierte Ziehmittel: Wirksam bei der Verringerung von Ablagerungen, erfordern jedoch eine gründliche Entfernung vor jeder Wärmebehandlung (Chlor verursacht bei Nickellegierungen bei erhöhter Temperatur Spannungsrisskorrosion).
- Geschwefelte Öle: Wirksame Grenzschmierstoffe, aber ähnliche Vorsicht bei der Entfernung gilt.
- Trockenfilm-Schmierstoffe (MoS₂, PTFE-basiert): Bevorzugt, wenn die Reinigung nach dem Ziehen vor der Wärmebehandlung eingeschränkt ist.
- Wasserlösliche synthetische Schmiermittel: Guter Fressschutz, leicht zu entfernen, ökologisch bevorzugt.
Welche Werkzeug- und Matrizenwerkstoffe eignen sich am besten für die Stanzung von Hastelloy X?
Die Auswahl des Matrizenmaterials für das Hastelloy X-Stanzen bestimmt direkt die Lebensdauer der Werkzeuge, die Oberflächenqualität der Teile und die Gesamtkosten pro Teil. Standardwerkzeuge aus D2-Werkzeugstahl, die für Anwendungen aus rostfreiem Stahl akzeptabel sind, erreichen bei der Verarbeitung von Hastelloy X in der Regel nur 30-50% ihrer normalen Standzeit.
Vergleich der Matrizenwerkstoffe für Hastelloy X Stanzen
| Material der Matrize | Relative Standzeit vs. D2 | Oberflächenhärte | Beste Anwendung |
|---|---|---|---|
| D2 Werkzeugstahl (Standard) | 1,0x (Basiswert) | 60-62 HRC | Leichter Betrieb, geringes Volumen |
| M2 Schnellarbeitsstahl | 1.3 - 1.5x | 63-65 HRC | Ausblenden und Durchstechen |
| Hartmetall (WC-Co, 6% Co) | 4.0 - 6.0x | 88-92 HRA | Hochvolumige Ausblendung |
| Hartmetall (WC-Co, 10% Co) | 3.0 - 4.5x | 86-90 HRA | Zieheinsätze, härtere Stöße |
| CPM-Rex 76 PM HSS | 2.0 - 2.8x | 66-68 HRC | Komplexe Stempelgeometrie |
| Keramisch beschichtetes D2 (TiCN) | 1.8 - 2.5x | 78-82 HRC (Beschichtung) | Zeichnungsvorgänge |
| TiAlN PVD-beschichtetes Hartmetall | 5.0 - 7.0x | 90 HRA + Beschichtung | Präzisionsstanzen in hohen Stückzahlen |
Quelle: Interne Leistungsdaten der Werkzeuge, zusammengestellt aus den Produktionsaufzeichnungen von MWalloys und verglichen mit den veröffentlichten Daten im Handbuch der Society of Manufacturing Engineers (SME) für die Werkzeugkonstruktion.
Matrizenspiel für Hastelloy X
Das Matrizenspiel (der Spalt zwischen Stempel und Matrize auf jeder Seite) hat einen erheblichen Einfluss auf die Grathöhe, die Schnittflächenqualität und die Werkzeugstandzeit beim Stanzen und Lochen von Hastelloy X. Wir haben durch Produktionstests herausgefunden, dass:
- Optimaler Abstand pro Seite: 10-13% der Materialstärke für das Stanzen.
- Optimaler Freiraum pro Seite: 12-15% der Materialdicke für Durchgangsbohrungen.
- Ein zu großer Abstand (über 15%) erhöht die Grathöhe und das Überrollen.
- Ein unzureichendes Spiel (unter 8%) beschleunigt den Stempelverschleiß und erhöht das Risiko eines Stempelbruchs.
Diese Werte sind höher als die, die üblicherweise für Kohlenstoffstahl (5-8%) verwendet werden, spiegeln jedoch die höhere Kaltverfestigung von Hastelloy X und die Notwendigkeit wider, während des gesamten Schnitts eine saubere Scherzonengeometrie aufrechtzuerhalten.
Welche Maßtoleranzen können beim Präzisionsstanzen von Hastelloy X erreicht werden?
Die Maßhaltigkeit beim Stanzen von Hastelloy X hängt von der Materialdicke, der Teilegeometrie, dem Stanzverfahren und davon ab, ob eine Wärmebehandlung nach dem Stanzen vorgesehen ist. Die folgende Tabelle zeigt die erreichbaren Toleranzen unter kontrollierten Produktionsbedingungen.
Tabelle der Maßtoleranzfähigkeiten
| Merkmal Typ | Material Dicke | Erreichbare Toleranz | Anmerkungen |
|---|---|---|---|
| Rohlingsabmessungen | 0,010 - 0,060 Zoll | ±0,003 - ±0,005 Zoll | Progressive Matrize |
| Lage der Bohrung (vom Bezugspunkt aus) | 0,010 - 0,060 Zoll | ±0,003 - ±0,005 Zoll | Zusammengesetzte Matrize |
| Durchmesser der Bohrung | 0,010 - 0,060 Zoll | ±0,002 - ±0,003 Zoll | Hartmetallstempel |
| Biegewinkel | Alle Standardmessgeräte | ±0.5° - ±1.5° | Nach Rückfederungskompensation |
| Biegeradius | 0,020 - 0,080 Zoll | ±0,005 Zoll | Gemäß AMS 2807 |
| Ebenheit (nach dem Glühen) | 0,020 - 0,060 Zoll | 0,005 - 0,010 Zoll/Zoll | Vorrichtungsglühen erforderlich |
| Oberflächengüte (Ra) | 0,010 - 0,040 Zoll | 32 - 63 µin Ra | Abhängig von der Schmierung |
Einfluss der Wärmebehandlung auf die Dimensionsstabilität
Das Lösungsglühen nach dem Stanzen (das für die meisten Spezifikationen in der Luft- und Raumfahrt erforderlich ist) führt zu einer Änderung der Abmessungen. Die Verformung während des Glühens ist proportional zur Höhe der im Stanzteil verbleibenden Restspannung. Für Teile mit komplexer Geometrie verwenden wir kundenspezifische Vorrichtungen, um kritische Abmessungen während des Glühzyklus zu halten. Der typische Verzug beim Glühen von komplexen Hastelloy X-Stanzteilen ohne Vorrichtungen beträgt 0,005-0,020 Zoll bei Bauteilen mit einer Größe von 2-6 Zoll.
Teile, die nach dem Glühen eine geringe Ebenheit erfordern (weniger als 0,005 Zoll/Zoll), müssen in der Regel entweder nach dem Glühen gerichtet oder durch Presshärten befestigt werden.
Welche Wärmebehandlung ist für Hastelloy X-Stanzteile nach der Umformung erforderlich?
Eine Wärmebehandlung nach dem Stanzen ist für die meisten Anwendungen von Hastelloy X in der Luft- und Raumfahrt und in Gasturbinen nicht optional. Der Umformprozess führt zu Eigenspannungen und Kaltverformung, die, wenn sie unbehandelt bleiben, Spannungsrisskorrosion verursachen, die Ermüdungslebensdauer verringern und die Dimensionsstabilität bei Betriebstemperaturen beeinträchtigen können.
Spezifikationen für die Wärmebehandlung
| Art der Behandlung | Temperatur | Zeit bei Temperatur | Atmosphäre | Methode der Kühlung |
|---|---|---|---|---|
| Lösungsglühen (vollständig) | 2150 - 2175°F (1177 - 1191°C) | 10 - 60 min (abhängig von der Dicke) | Vakuum oder Inertgas | Schnelle Luftkühlung oder Wasserabschreckung |
| Stressabbau (teilweise) | 1600 - 1800°F (871 - 982°C) | 1 - 4 Stunden | Inertes Gas oder Vakuum | Luftkühlung |
| Zwischenglühen (prozessbegleitend) | 2150°F (1177°C) | 15 - 30 min | Vakuum bevorzugt | Schnelle Luftkühlung |
Quelle: AMS 5536 Wärmebehandlungsanforderungen; Haynes International Hastelloy X Fertigungsrichtlinien.
Warum die Kontrolle der Atmosphäre während des Glühens so wichtig ist
Hastelloy X darf nicht in oxidierenden Atmosphären bei vollen Lösungsglühtemperaturen geglüht werden. Bei 2150°F oxidiert Chrom schnell, wodurch die Oberflächenschicht verarmt und eine chromarme unterirdische Zone mit verminderter Korrosionsbeständigkeit entsteht. Vakuumglühen bei 10-⁴ Torr oder besser oder Glühen in reinen Argon- oder Wasserstoffatmosphären bewahrt die Oberflächenchemie und erfüllt die Anforderungen der AMS- und NADCAP-Wärmebehandlungsprozessoren.
Teile, die an der Luft bei voller Lösungsglühtemperatur bearbeitet werden, müssen anschließend durch eine alkalische Permanganat-Behandlung und ein anschließendes Beizen mit Salpetersäure und Flusssäure gemäß AMS 2700 oder gleichwertigen Spezifikationen entzundert werden. Dies verursacht zusätzliche Prozesskosten und führt zu Unsicherheiten bei den Abmessungen aufgrund von Säureangriffen.
Welche Qualitätsstandards und Zertifizierungen gelten für Hastelloy X-Stanzteile für die Luft- und Raumfahrt?
Beschaffungsteams, die Hastelloy X-Stanzteile für Anwendungen in der Luft- und Raumfahrt und für Gasturbinen spezifizieren, müssen sich vergewissern, dass das Qualitätssystem ihres Lieferanten die gesamte Kette der Rückverfolgbarkeit und Prozessqualifizierung abdeckt.
Geltende Normen und Spezifikationen
| Standard / Spezifikation | Umfang | Lenkungsorgan |
|---|---|---|
| AMS 5536 | Material - Blech, Band, Platte | SAE International |
| ASTM B435 | Material - Platte, Blech, Band | ASTM International |
| AMS 2750 | Pyrometrie (Kalibrierung des Ofens) | SAE International |
| NADCAP AC7102 | Akkreditierung von Wärmebehandlungsverfahren | Institut für Leistungsüberprüfung |
| NADCAP AC7004 | Chemische Verarbeitung (Beizen, Reinigen) | Institut für Leistungsüberprüfung |
| AS9100 Rev D | Qualitätsmanagement für Luft- und Raumfahrt | IAQG / SAE |
| AMS 2807 | Identifizierung von Metallen und Legierungen | SAE International |
| AMS 2700 | Passivierung von korrosionsbeständigen Stählen | SAE International (angepasst für Ni-Legierungen) |
| MIL-DTL-23227 | Militärische Stanzteile für Hochtemperaturanwendungen | DoD |
Anforderungen an die Rückverfolgbarkeit von Materialien
Hastelloy X-Stanzteile für die Luft- und Raumfahrt erfordern eine vollständige Materialrückverfolgbarkeit vom Rohcoil oder Blech bis zum fertigen Teil. Dies bedeutet:
- Werksbescheinigung (Certificate of Conformance) mit Angabe der Schmelznummer.
- Die Ergebnisse der chemischen Analyse entsprechen den Zusammensetzungsgrenzen des AMS 5536.
- Ergebnisse der Prüfung der mechanischen Eigenschaften bei gleicher Hitze.
- Verarbeitungsprotokolle für alle Wärmebehandlungszyklen mit Aufzeichnungen zur Pyrometriekalibrierung.
- Aufzeichnungen über Maßprüfungen mit Verknüpfung der Serien- oder Losnummer des Teils.
Bei MWalloys führen wir vollständige digitale Rückverfolgbarkeitsaufzeichnungen, die mindestens 10 Jahre lang archiviert werden und sowohl AS9100 Rev D als auch die meisten Qualitätsanforderungen von Hauptauftragnehmern erfüllen.
Wie ist Hastelloy X im Vergleich zu anderen Hochtemperaturlegierungen für Stanzanwendungen?
Beschaffungsingenieure bitten uns häufig um einen Vergleich von Hastelloy X mit konkurrierenden Legierungen. In der nachstehenden Tabelle finden Sie einen Vergleich der Eigenschaften, die für die Leistung von Stanzteilen am wichtigsten sind, Seite an Seite.
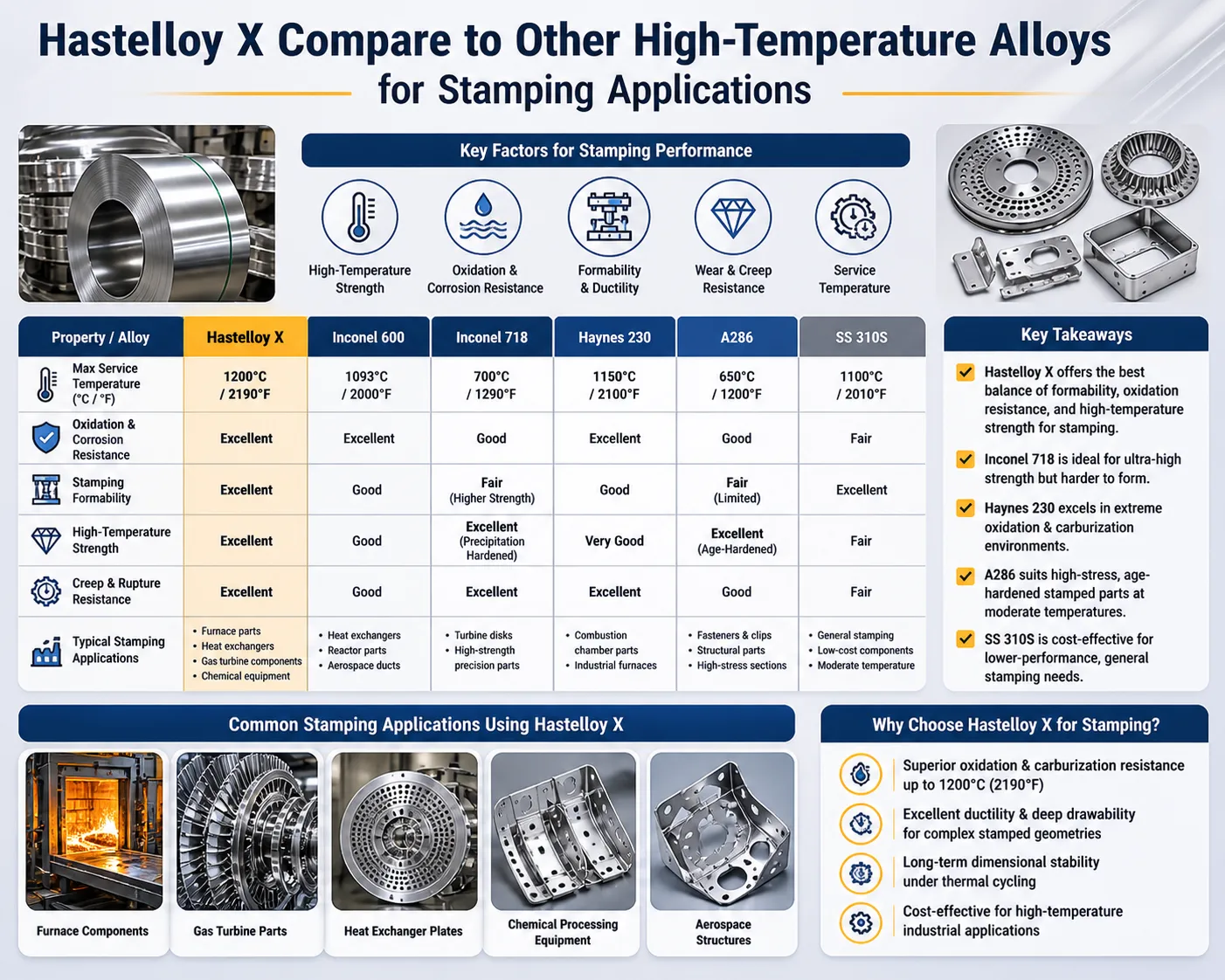
Vergleich von Hochtemperaturlegierungen für Stanzanwendungen
| Eigentum | Hastelloy X | Inconel 625 | Inconel 718 | Haynes 230 | 310 SS |
|---|---|---|---|---|---|
| Maximale Betriebstemperatur (oxidierend) | 2200°F (1204°C) | 1800°F (982°C) | 1300°F (704°C) | 2100°F (1149°C) | 2000°F (1093°C) |
| Zugfestigkeit (geglüht) | 100-115 ksi | 120-135 ksi | 150-185 ksi | 115-130 ksi | 85-95 ksi |
| Streckgrenze (geglüht) | 52-62 ksi | 60-75 ksi | 150 ksi (gealtert) | 55-65 ksi | 35-45 ksi |
| Bewertung der Stempelfähigkeit | Gut | Gut | Schwierig (alt) | Mäßig | Ausgezeichnet |
| Oxidationsbeständigkeit | Ausgezeichnet | Sehr gut | Gut | Ausgezeichnet | Gut |
| Relative Materialkosten | Mäßig-hoch | Hoch | Hoch | Hoch | Gering-Mäßig |
| Schweißbarkeit nach dem Stanzen | Ausgezeichnet | Ausgezeichnet | Gut (erfordert Sorgfalt) | Gut | Gut |
| Häufige Anwendungen in der Luft- und Raumfahrt | Brennkammerauskleidungen, Schubumkehrer | Faltenbälge, Abluftkanäle | Turbinenscheiben, Gehäuse | Hardware für die Verbrennung | Teile des Ofens |
Quelle: Vergleichende Legierungsdaten von Haynes International; Datenblätter von Special Metals Corporation Inconel; technische Referenz von ASM International Superalloys.
Wann Hastelloy X den Alternativen vorzuziehen ist
Hastelloy X liegt in einem bestimmten Leistungsbereich, der es unter bestimmten Bedingungen gegenüber anderen Werkstoffen vorteilhaft macht:
- Temperatur über 1800°F in oxidierender Atmosphäre: Inconel 625 verliert den Vorteil der Oxidationsbeständigkeit; Hastelloy X behält die Integrität der Schutzschicht bei
- Anforderung an die Verarbeitbarkeit bei Temperatur: Haynes 230 bietet eine vergleichbare Oxidationsbeständigkeit, ist aber aufgrund seines Wolframgehalts und seiner höheren Festigkeit schwerer zu stanzen.
- Schweißnaht-nach-Stempel-Konstruktion: Die ausgezeichnete Schweißbarkeit von Hastelloy X sowohl im geglühten als auch im nachgestanzten Zustand vereinfacht die Montage im Vergleich zu ausscheidungshärtenden Güten wie Inconel 718.
Die ausgewogene Zusammensetzung der Legierung wurde speziell entwickelt, um eine Überhärtung zu vermeiden, die bei vielen konkurrierenden Superlegierungen zu Schwierigkeiten bei der Formgebung führt. Dies ist kein chemischer Zufall, sondern eine bewusste Entscheidung der Legierungsentwickler, um ein Material zu schaffen, mit dem die Verarbeiter tatsächlich arbeiten können und das dennoch eine hohe Temperaturbeständigkeit aufweist.
Was sind die wahren Kostentreiber für kundenspezifische Hastelloy X-Stanzteile?
Die Kenntnis der Kostenstruktur von Hastelloy X-Präzisionsstanzteilen hilft den Beschaffungsteams, Angebote intelligent zu bewerten und festzustellen, wo technische Änderungen die Kosteneffizienz verbessern könnten.
Aufschlüsselung der Kostenbestandteile
| Kostenkomponente | Ungefährer Anteil an den Gesamtkosten des Teils | Schlüsselvariablen |
|---|---|---|
| Rohmaterial (Hastelloy X Bleche/Bänder) | 35 - 55% | Marktpreis, Auftragsvolumen, Messgerät |
| Werkzeugbau (abgeschrieben) | 10 - 25% | Komplexität, Volumen, Lebensdauer der Werkzeuge |
| Stanzarbeit und Maschinenzeit | 15 - 25% | Anzahl der Vorgänge, Zykluszeit |
| Zwischenglühen | 5 - 15% | Anzahl der erforderlichen Glühzyklen |
| Endgültige Wärmebehandlung | 5 - 10% | Atmosphärentyp, Ofenbeschickung |
| Inspektion und Prüfung | 5 - 12% | Zeichnungsanforderungen, NDT-Spezifikationen |
| Oberflächenbehandlung und Reinigung | 2 - 8% | Beizen, Passivieren, Beschichten |
Hastelloy X Rohstoff Preisgestaltung Kontext
Die Preise für Hastelloy X-Bleche und -Bänder schwanken mit den Nickelrohstoffmärkten. Ab 2024 liegen die Preise für Hastelloy X-Bleche aus AMS 5536-zertifiziertem Material typischerweise zwischen $28-$45 pro Pfund für Standarddicken (0,020-0,125 Zoll) in handelsüblichen Mengen (500+ lbs). Kundenspezifische Abmessungen, schmale Breiten oder zertifiziertes Material für die Luft- und Raumfahrt können Aufschläge von 20-40% über den Standardpreisen des Katalogs erfordern.
Der Nickel-Spotpreis ist die wichtigste Input-Kostenvariable. Historische Daten der Londoner Metallbörse (LME) zeigen eine Nickelpreisvolatilität von ±30-40% innerhalb eines Kalenderjahres, was sich direkt auf die Materialkosten von Hastelloy X auswirkt. Langfristige Liefervereinbarungen und Rahmenbestellungen helfen den Käufern, dieses Risiko zu kontrollieren.
Erwartungen an die Vorlaufzeit
| Art der Bestellung | Typische Vorlaufzeit | Anmerkungen |
|---|---|---|
| Prototyp / erster Artikel | 6 - 12 Wochen | Einschließlich Werkzeugausstattung, Erstmusterprüfung |
| Produktionslauf (vorhandene Werkzeuge) | 4 - 8 Wochen | Materialbeschaffungsabhängig |
| Notfall/Expedition | 2 - 4 Wochen | Es gelten Premium-Preise |
| Pauschalauftrag (12 Monate) | 1 - 3 Wochen pro Veröffentlichung | Vorrätiges Material, vorgefertigte Werkzeuge |
Wo wird Hastelloy X Stamping in der Industrie eingesetzt?
Stanzteile aus Hastelloy X kommen in einigen der anspruchsvollsten technischen Umgebungen der Welt zum Einsatz. Der folgende Abschnitt behandelt die wichtigsten Anwendungssegmente und die spezifischen Teiletypen in jedem dieser Segmente.
Luft- und Raumfahrt und Gasturbinenanwendungen
Die Verbrennungssektionen von Gasturbinen arbeiten bei Temperaturen zwischen 1800°F und 2200°F mit zyklischer thermischer Belastung, so dass Hastelloy X-Blechkomponenten eine natürliche Lösung darstellen. Spezifische gestanzte Teile umfassen:
- Verbrennungseinlageplatten: Dünne (0,020-0,050 Zoll) Mehrlochplatten, die die innere Struktur der Brennkammern bilden; die Löcher werden gestanzt oder per Laser auf präzise Muster für die Filmkühlung getrimmt.
- Übergangskanäle: Geformte Blechteile, die den Brennkammerauslass mit dem Turbineneinlass verbinden.
- Hitzeschildsegmente: Gestanzte und geformte Teile zum Schutz von Bauteilen vor Strahlungswärme.
- Komponenten der Schubumkehr: Geformte Platten und Halterungen in Triebwerksgondeln.
- Nachbrenner-Hardware: Hochtemperatur-Blechkomponenten in militärischen Strahltriebwerken.
Die Lufttüchtigkeitsstandards der Federal Aviation Administration (FAA) und der European Union Aviation Safety Agency (EASA) verlangen Rückverfolgbarkeit, Materialzertifizierung und Prozessqualifizierung für alle sicherheitskritischen Heißprofilkomponenten. Deshalb sind die AS9100- und NADCAP-Zertifizierung für Hastelloy X-Stanzlieferanten in der Luft- und Raumfahrt nicht verhandelbar.
Industrieöfen und Wärmebehandlungsanlagen
Neben der Luft- und Raumfahrt findet Hastelloy X auch im industriellen Ofenbau Verwendung:
- Auskleidungen von Muffelöfen und Retortenbehältern.
- Strahlungsrohre für atmosphärisch geregelte Öfen.
- Förderbandkomponenten in Durchlauföfen.
- Vorrichtungen und Träger für Wärmebehandlungsverfahren.
- Brennerkomponenten und Flammenabschirmungen in direkt befeuerten Anlagen.
Der Vorteil von gestanztem Hastelloy X bei Ofenanwendungen ist die Maßhaltigkeit und wiederholbare Geometrie, die bei geschweißten Produkten nicht immer erreicht werden kann.
Chemische Verarbeitung und petrochemische Anwendungen
Die Kombination aus Oxidationsbeständigkeit und chemischer Inertheit von Hastelloy X macht es geeignet für:
- Komponenten von Hochtemperatur-Reaktionsgefäßen.
- Halterung für das Reformerrohr.
- Katalysatorträgerstrukturen, die über 1600°F arbeiten.
- Komponenten von Fackelspitzen in Raffinerien.
FAQs: Kundenspezifische Hastelloy X-Metallstempelungen
1. Wie hoch ist die maximale Temperatur, die Hastelloy X-Stanzteile im Dauerbetrieb vertragen?
Hastelloy X behält seine nützliche Oxidationsbeständigkeit und mechanische Integrität im Dauerbetrieb bis zu 1204°C (2200°F) in oxidierenden Atmosphären bei. Dies ist die höchste Dauergebrauchstemperatur unter den handelsüblichen stanzbaren Nickelsuperlegierungen, die zu moderaten Kosten erhältlich sind. Im zyklischen Betrieb (wiederholtes Aufheizen und Abkühlen) liegt die praktische Grenze aufgrund von thermischer Ermüdung an den Oxidhaut-Grenzflächen etwas niedriger bei etwa 1038-1093°C (1900-2000°F). Haynes International veröffentlicht Langzeitdaten, aus denen hervorgeht, dass Hastelloy X bei 871 °C (1600 °F) über einen Zeitraum von 10.000 Stunden eine angemessene Kriechfestigkeit beibehält. Beschaffungsingenieure, die Teile für Verbrennungsumgebungen über 1800°F spezifizieren, sollten sich bei ihrem Lieferanten vergewissern, dass das Materiallos die Mindestanforderungen an die mechanischen Eigenschaften nach AMS 5536 erfüllt, da die Schwankungen der Hochtemperatureigenschaften von Wärme zu Wärme erheblich sein können.
2. Warum härtet Hastelloy X beim Stanzen so schnell aus, und wie wird dies gesteuert?
Die Kaltverfestigung von Hastelloy X ist etwa 1,5 bis 2 Mal so schnell wie die von Edelstahl 304, da seiner austenitischen Nickelmatrix die verformungsinduzierte martensitische Umwandlung fehlt, die bei austenitischen Güten mit niedrigerem Nickelgehalt die Dehnungen aufnimmt. Der hohe Nickel- und Molybdängehalt stabilisiert den Austenit, was bedeutet, dass die gesamte Dehnungsaufnahme durch Versetzungsmultiplikation und -anhäufung erfolgt, was die Fließspannung schnell erhöht. Zu den praktischen Bewältigungsstrategien gehören: die Entwicklung progressiver Werkzeugfolgen mit nicht mehr als 30-35% kumulativer Kaltarbeit zwischen den Glühzyklen; die Verwendung von Lösungsglühen bei 2150°F zur Wiederherstellung der Duktilität; und die Auswahl großzügiger Biegeradien (mindestens 1t für dünne Dicken, 2t für dicke Dicken) zur Verringerung der lokalen Spannungskonzentration. Umformsimulationen unter Verwendung von Hastelloy X-spezifischen Werkstoffdaten (nicht von allgemeinen Nickellegierungseigenschaften) verbessern die Erfolgsquoten bei der Entwicklung komplexer Teile erheblich.
3. Können Hastelloy X-Stanzteile nach dem Umformen geschweißt werden, und gibt es besondere Anforderungen?
Ja, Hastelloy X gilt als eine der schweißbareren Nickelsuperlegierungen, und das Schweißen nach dem Stempeln ist bei der Blechmontage in der Luft- und Raumfahrt Routine. Die Legierung kann durch Wolfram-Lichtbogenschweißen (WIG), Plasmaschweißen, Elektronenstrahlschweißen und Laserschweißen verbunden werden. Der bevorzugte Schweißzusatzwerkstoff ist ERNiCrMo-2 (Hastelloy X-Zusatzwerkstoff) oder ERNiCrCoMo-1. Zu den wichtigsten Anforderungen gehören: gründliche Reinigung, um alle Öle, Schmiermittel und Oxide vor dem Schweißen zu entfernen; Verwendung von reinem Argon-Schutzgas und -Gegengas; Beibehaltung der Zwischenlagentemperatur unter 93°C (200°F); und Vermeidung von schwefelhaltigen Verbindungen in der Schweißzone. Ein Lösungsglühen nach dem Schweißen bei 2150°F wird für Anwendungen in der Luft- und Raumfahrt empfohlen, um Eigenspannungen abzubauen und die Korrosionsbeständigkeit in den wärmebeeinflussten Zonen der Schweißnaht wiederherzustellen.
4. Welche Anforderungen an die Oberflächenbeschaffenheit sind für Hastelloy X-Stanzteile für die Luft- und Raumfahrt üblich?
Stanzteile aus Hastelloy X für die Luft- und Raumfahrt erfordern in der Regel eine Oberflächenrauhigkeit von 32-63 µin Ra (0,8-1,6 µm) auf funktionalen Oberflächen, wobei 125 µin Ra auf nicht funktionalen Bereichen akzeptabel sind. Die Anforderungen an die Oberflächenbeschaffenheit gehen über die Rauheit hinaus: alle Oberflächen müssen frei von Überlappungen, Nähten, Kaltverformungen und Rückständen von Stanzschmiermitteln sein. Für den Hochtemperaturbetrieb sind jegliche Rückstände von Chlor, Schwefel oder niedrigschmelzenden Metallen verboten, da diese Elemente einen beschleunigten Angriff bei Betriebstemperaturen verursachen. Vor der Endkontrolle ist eine Reinigung und Passivierung nach AMS 2700 oder gleichwertig erforderlich. Einige Hauptauftragnehmer schreiben zusätzliche Anforderungen vor, wie z. B. eine fluoreszierende Eindringprüfung (FPI) nach ASTM E1417, um Oberflächenrisse zu erkennen, die während der Umformung entstanden sind, was bei sicherheitskritischen Gasturbinenteilen Standard ist.
5. Wie groß ist der Mindestbiegeradius beim Stanzen von Hastelloy X-Blechen?
Der minimale Biegeradius für Hastelloy X hängt von der Materialdicke und dem Anlasszustand ab. Im vollständig geglühten Zustand beträgt der Mindestbiegeradius (gemessen an der Innenseite der Biegung): 1 × Dicke (1t) für Material bis zu einer Dicke von 0,040 Zoll, und 1,5t bis 2t für Material im Bereich von 0,040-0,125 Zoll. Diese Werte gelten für 90°-Biegungen quer zur Faserrichtung. Das Biegen mit der Walzrichtung (Längsbiegung) erfordert in der Regel 10-20% größere Radien, um Risse zu vermeiden. Jegliche Restkaltverformung durch vorherige Bearbeitung erhöht den erforderlichen Mindestradius. Die Verwendung von Radien, die enger sind als diese Mindestwerte, birgt die Gefahr von Rissen an der äußeren Biegefläche, insbesondere bei Material, das bereits Kaltverformungen aus vorgelagerten Arbeitsgängen aufweist. Wenn wir mit neuen Materialzertifizierungen arbeiten, validieren wir immer die Biegeradiusfähigkeit an Teststücken, bevor wir uns auf die Produktion von Werkzeugen festlegen.
6. Wie lange halten die Werkzeuge beim Stanzen von Hastelloy X normalerweise?
Die Standzeit der Werkzeuge für das Stanzen von Hastelloy X ist wesentlich kürzer als die von vergleichbarem Kohlenstoffstahl oder sogar von Standard-Edelstahl. Bei Verwendung von Schneidstempeln und Matrizen aus Hartmetall kann ein gut gewarteter Werkzeugsatz 500.000 bis 1.000.000 Treffer erzielen, bevor ein Nachschleifen erforderlich ist, verglichen mit 2-3 Millionen Treffern bei Kohlenstoffstahl. Umform- und Ziehwerkzeuge aus D2-Werkzeugstahl müssen normalerweise nach 50.000 bis 100.000 Teilen nachgeschliffen werden. Die Hauptverschleißmechanismen sind abrasiver Verschleiß durch harte Karbidpartikel in der Hastelloy X-Mikrostruktur und adhäsiver Verschleiß (Aufreiben) durch Nickelabrieb an den Matrizenflächen. Um die Lebensdauer der Werkzeuge zu verlängern, sind folgende Maßnahmen erforderlich: Hartmetall- oder TiAlN-beschichtete Hartmetallwerkstoffe für die Matrizen, gleichmäßige Hochdruckschmierung, häufige Reinigung der Matrizen zur Beseitigung von Materialübertragungen und Maßprüfungen in regelmäßigen Abständen, um den Verschleiß zu erkennen, bevor er die Teilequalität beeinträchtigt.
7. Welche Prüfungen sind bei Hastelloy X-Stanzteilen für Kunden aus der Luft- und Raumfahrt erforderlich?
Die Erstmusterprüfung (First Article Inspection, FAI) für Hastelloy X-Stanzteile für die Luft- und Raumfahrt folgt in der Regel den Anforderungen von AS9102 und umfasst: vollständiges maßliches Layout aller zeichnungsgesteuerten Abmessungen; Materialprüfung zur Bestätigung der Einhaltung von AMS 5536 mit Rückverfolgbarkeit der Wärmenummer; Härteprüfung nach der Wärmebehandlung; Messung der Oberflächenrauheit auf allen spezifizierten Oberflächen; Sichtprüfung gemäß der anwendbaren Verarbeitungsnorm; und Prüfung der funktionalen Passung, wenn Gegenstücke vorhanden sind. Bei flugkritischen Teilen werden häufig zusätzliche Anforderungen gestellt, wie z. B. die Prüfung mit fluoreszierendem Eindringmittel (FPI) gemäß NAS 410 oder ASTM E1417 Stufe 2 und eine Überprüfung der Einhaltung von Prozessen, die bestätigt, dass alle speziellen Prozesse (Wärmebehandlung, Oberflächenbehandlung, Prüfung) von NADCAP-akkreditierten Verarbeitern durchgeführt wurden. Die Vorlaufzeit für den ersten Artikel beträgt in der Regel 6-12 Wochen ab Erhalt der genehmigten Zeichnungen und des Rohmaterials.
8. Ist Hastelloy X in allen Standardblechdicken für das Stanzen erhältlich?
Hastelloy X ist bei großen Spezialmetallhändlern in Blech- und Banddicken von 0,010 Zoll (0,25 mm) bis 0,250 Zoll (6,35 mm) erhältlich. Die Standardbreiten betragen in der Regel 24-48 Zoll für Bleche und 0,5-24 Zoll für Coil-Bänder. Im Gegensatz zu den gängigen Edelstahlsorten ist Hastelloy X jedoch nicht in den allgemeinen Metall-Servicezentren erhältlich. Die Beschaffungszeit bei Spezialhändlern für Standardmaterial mit AMS 5536-Zertifizierung beträgt in der Regel 4-10 Wochen, je nach Dicke und Form. Sehr dünne Folienstärken (unter 0,010 Zoll) und Grobbleche (über 0,250 Zoll) können Werksaufträge mit Vorlaufzeiten von 12-20 Wochen erfordern. MWalloys hält einen Sicherheitsbestand der am häufigsten nachgefragten Feinheiten vor, um Kunden mit dringendem Bedarf zu unterstützen oder das Risiko von Lieferzeiten bei kritischen Programmen zu verringern.
9. Was sind die häufigsten Qualitätsmängel bei Hastelloy X-Stanzteilen und wie werden sie vermieden?
Die fünf häufigsten Qualitätsmängel beim Stanzen von Hastelloy X sind: Rissbildung an Biegeradien (verursacht durch unzureichende Biegeradien oder übermäßige vorherige Kaltverformung), Fressen und Riefenbildung an der Oberfläche (verursacht durch unzureichende Schmierung oder verschlissene Werkzeuge), Rückfederung außerhalb der Toleranz (verursacht durch eine nicht ausreichend kompensierte Werkzeuggeometrie), Maßverzug nach dem Glühen (verursacht durch unzureichende Befestigung während der Wärmebehandlung) und Oberflächenverunreinigung (Schmiermittelrückstände, die einen Angriff bei hohen Temperaturen verursachen). Zu den Vorbeugungsstrategien gehören: validierte Mindestbiegeradiusdaten für jede Materialhitze; gleichbleibend hochwertige Schmiermittelanwendung und -überwachung; rückfederungskompensierte Matrizengeometrie auf der Grundlage von Umformversuchen; kundenspezifische Glühvorrichtungen für Teile mit komplexer Geometrie; und dokumentierte Reinigungsverfahren, die durch eine Oberflächenanalyse vor dem Glühen verifiziert werden. Die statistische Prozesskontrolle zur Überwachung der Stempelkraft, der Teileabmessungen und des Werkzeugverschleißes ermöglicht eine frühzeitige Warnung vor Prozessabweichungen, bevor Fehler auftreten.
10. Was macht MWalloys zu einer zuverlässigen Quelle für kundenspezifische Hastelloy X-Stanzteile?
MWalloys kombiniert Werkstoffkompetenz, zertifizierte Prozessfähigkeit und technische Unterstützung, um Hastelloy X-Präzisionsstanzteile zu liefern, die den anspruchsvollsten Spezifikationen der Luft- und Raumfahrt und der Industrie entsprechen. Unser Werk ist nach AS9100 Rev. D zertifiziert, und wir arbeiten mit NADCAP-akkreditierten Wärmebehandlungs- und chemischen Verarbeitungspartnern zusammen, um die gesamte Prozesskette abzudecken. Wir bewahren die Aufzeichnungen zur Rückverfolgbarkeit vom Zertifikat der Rohmaterialfabrik bis zur Endkontrolle für mindestens 10 Jahre auf. Unser Ingenieurteam kann DFM-Prüfungen (Design for Manufacturability) in der Zeichnungsphase unterstützen, um Merkmale zu identifizieren, die das Umformungsrisiko oder die Kosten erhöhen, bevor die Werkzeuge festgelegt werden. Wir halten gängige Hastelloy X-Lehren in AMS 5536-zertifiziertem Zustand auf Lager, um dringende Prototyp- und Produktionsanforderungen zu erfüllen. Unser Angebotsverfahren beinhaltet eine kostenlose Prüfung der technischen Machbarkeit, und wir stellen Erstmuster mit vollständigen Maßberichten zur Verfügung, bevor wir uns zu einem Produktionsvolumen verpflichten.
Schlussfolgerung: Richtiges Spezifizieren von Hastelloy X-Stanzteilen
Das Stanzen von Hastelloy X-Metallen ist nicht einfach eine Frage der Auswahl eines fähigen Presswerks. Die Kaltverfestigungseigenschaften des Werkstoffs, das Rückfederungsverhalten, die Anforderungen an die Wärmebehandlung und die Anforderungen an die Rückverfolgbarkeit der Qualität bilden eine Prozesskette, die in jeder Phase echte technische Tiefe erfordert.
Die wichtigsten Schlussfolgerungen aus dieser technischen Überprüfung sind einfach zu ziehen:
Leistung des Materials: Hastelloy X bietet eine unübertroffene Oxidationsbeständigkeit bei Temperaturen bis zu 2200°F in Verbindung mit ausreichender Festigkeit, echter Verarbeitbarkeit und hervorragender Schweißbarkeit - eine Kombination, die keine andere Legierung in ihrer Preisklasse erreicht.
Anforderungen an den Prozess: Erfolgreiches Stanzen erfordert Karbid- oder beschichtete Matrizenmaterialien, technische Schmierung, eine rückfederungskompensierte Matrizengeometrie und Zwischenglühprotokolle für komplexe mehrstufige Teile. Eine Behandlung wie bei rostfreiem Stahl führt zu inakzeptablen Ausschussraten.
Qualitätskette: Anwendungen in der Luft- und Raumfahrt erfordern eine vollständige Materialrückverfolgbarkeit, eine NADCAP-akkreditierte Wärmebehandlung und eine Erstmusterprüfung gemäß AS9102. Diese Anforderungen sind nicht optional, sondern gehören zu den Grundvoraussetzungen für die Lieferketten der Hauptauftragnehmer.
Kostenmanagement: Die Materialkosten dominieren die Kostenstruktur der Teile. Rahmenverträge, DFM-Optimierung zur Reduzierung der Stanzvorgänge und konsolidierte Glühvorgänge sind sinnvolle Hebel zur Kostensenkung.
Bei MWalloys betrachten wir jedes Hastelloy X-Stanzprogramm als eine Partnerschaft zwischen unserem Ingenieurteam und dem Konstruktionsteam des Kunden. Je früher wir in den Spezifikationsprozess einbezogen werden, desto besser ist das Ergebnis - sowohl technisch als auch wirtschaftlich. Wenn Sie ein neues Hastelloy X-Stanzteil qualifizieren oder eine zweite Quelle für ein bestehendes Programm suchen, freuen wir uns über die Gelegenheit, unsere technischen Fähigkeiten für Ihre Anforderungen einzusetzen.
Technische Referenzen
- Haynes International. "Technische Daten der Hastelloy X-Legierung. Haynes International Veröffentlichung H-3009E, 2021.
- SAE International. AMS 5536E: "Nickellegierung, korrosions- und hitzebeständig, Bleche, Bänder und Platten". SAE International, aktuelle Überarbeitung.
- ASTM International. ASTM B435: "Standard Specification for UNS N06002, UNS N06230, UNS N12160, and UNS R30556 Plate, Sheet, and Strip". ASTM International, aktuelle Ausgabe.
- ASM International. "ASM-Handbuch Band 14B: Metallbearbeitung - Blechumformung." ASM International, 2006.
- Institut für Leistungsüberprüfung. NADCAP AC7102: "Kriterien für die Prüfung der Wärmebehandlung". PRI, aktuelle Revision.
- Gesellschaft der Fertigungsingenieure. "Handbook of Die Design". SME, Dritte Ausgabe.
- Londoner Metallbörse. Historische Nickelpreisdaten, 2020-2024. lme.com.
- Special Metals Corporation. "Technische Daten zu Inconel Alloy 625". SMC-063, 2013.
- SAE International. AS9100 Rev D: "Quality Management Systems - Requirements for Aviation, Space, and Defense Organizations". IAQG/SAE, 2016.
- SAE International. AS9102B: "Aerospace First Article Inspection Requirement". SAE International, 2014.
Technische Inhalte, entwickelt vom MWalloys Engineering- und Redaktionsteam. MWalloys ist ein Hersteller von Präzisionsmetallstempeln, der sich auf hochtemperatur- und korrosionsbeständige Legierungen wie Hastelloy X, Inconel 625, Inconel 718, Haynes 230 und Titanlegierungen spezialisiert hat. Kontaktieren Sie unser technisches Vertriebsteam für DFM-Beratung, Materialverfügbarkeit und Produktionsangebote.
