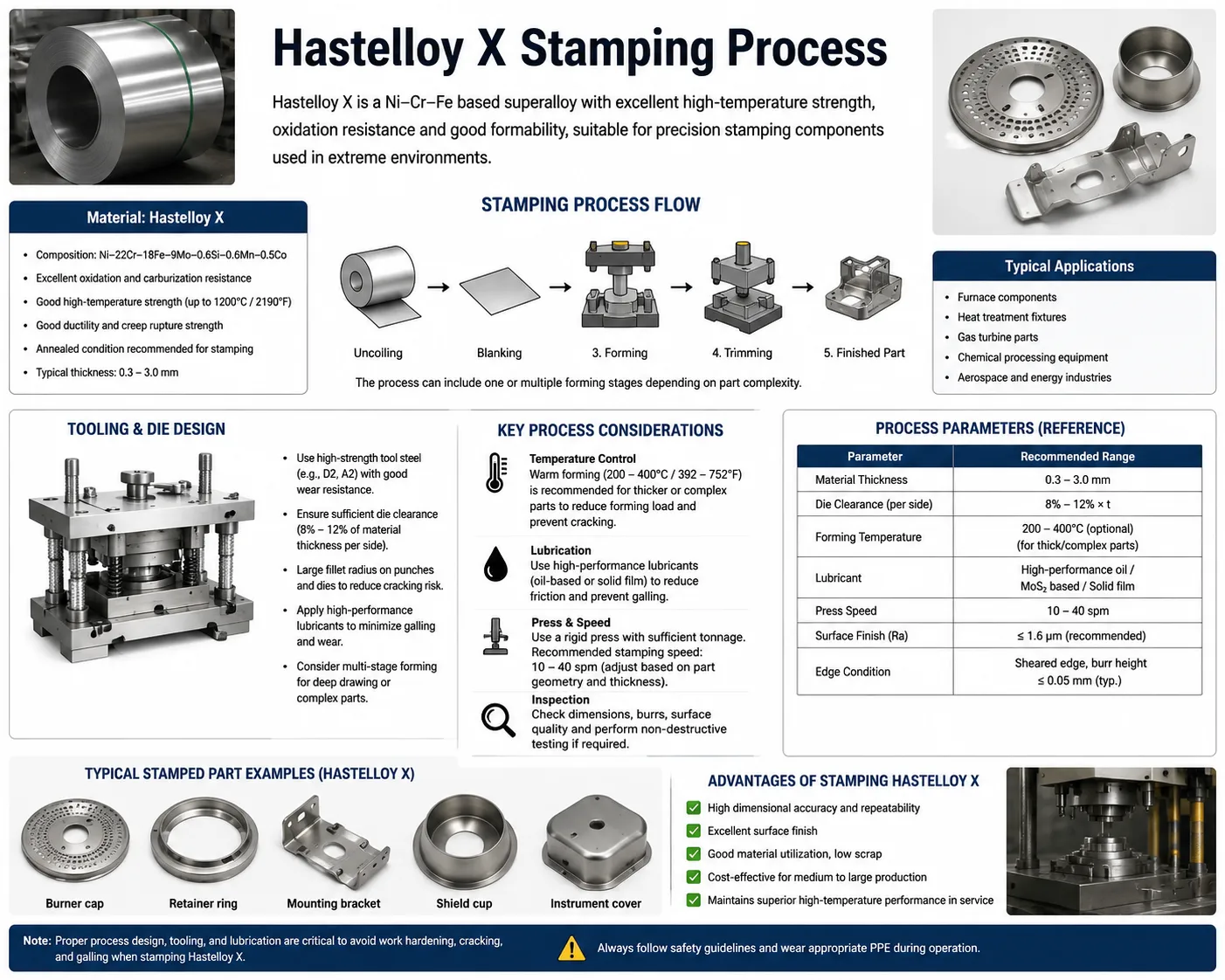
يُنتج ختم معدن Hastelloy X المخصص قطعًا دقيقة قادرة على التشغيل المستمر في درجات حرارة تصل إلى 2200 درجة فهرنهايت (1204 درجة مئوية)، مما يجعلها المادة المفضلة لبطانات الاحتراق في الفضاء الجوي، ومكونات التوربينات الغازية، وأجهزة الأفران الصناعية. في شركة MWalloys، نعمل مع Hastelloy X يوميًا ويمكننا أن نؤكد أنه لا توجد سبيكة نيكل فائقة شائعة تجمع بين مقاومة الأكسدة وقابلية التصنيع والقوة في درجات الحرارة العالية بنفس الطريقة المتوازنة.
إذا كان مشروعك يتطلب استخدام ختم معدن Hastelloy X، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
ما هو Hastelloy X ولماذا يعتبر تركيبه الكيميائي مهمًا للأجزاء المختومة؟
إن Hastelloy X عبارة عن سبيكة فائقة من النيكل والكروم والحديد والموليبدينوم طوّرتها شركة هاينز إنترناشونال (شركة كابوت سابقاً) خصيصاً لمقاومة الأكسدة والحفاظ على السلامة الهيكلية في درجات الحرارة القصوى. وهي مصنفة تحت الرمز UNS N06002 ومغطاة بموجب المعيار ASTM B435 (صفيحة/صفائح/شريط) وAMS 5536 (صفائح وشرائح وألواح للاستخدامات الفضائية).
تكوين السبيكة ليس اعتباطيًا. يساهم كل عنصر بدور وظيفي محدد، وتؤثر هذه الأدوار بشكل مباشر على كيفية استجابة المادة للقوى والاحتكاك والظروف الحرارية الموجودة أثناء عمليات الختم.
التركيب الكيميائي لـ Hastelloy X
| العنصر | المحتوى الاسمي (wt%) | النطاق المسموح به (wt%) | الوظيفة الأساسية |
|---|---|---|---|
| النيكل (ني) | الرصيد (~47%) | الرصيد | مصفوفة، ليونة عالية الحرارة |
| الكروم (Cr) | 22% | 20.5 - 23.0% | مقاومة التأكسد، مقياس Cr₂O₃O₃ |
| الحديد (Fe) | 18% | 17.0 - 20.0% | خفض التكلفة، وتعزيز الحلول الصلبة |
| الموليبدينوم (Mo) | 9% | 8.0 - 10.0% | تقوية المحلول الصلب، ومقاومة الزحف |
| الكوبالت (Co) | 1.5% | 0.50 - 2.501 تيرابايت 2.501 تيرابايت 3 تيرابايت | قوة عالية الحرارة |
| التنجستن (W) | 0.6% | 0.20 - 1.001 تيرابايت 3 تيرابايت | تقوية المحلول الصلب |
| الكربون (C) | 0.10% | 0.05 - 0.151 تيرابايت 3 تيرابايت | تكوين الكربيد، ومقاومة الزحف |
| المنجنيز (Mn) | 0.50% | 1.00% كحد أقصى | إزالة الأكسدة |
| السيليكون (Si) | 0.50% | 1.00% كحد أقصى | مقاومة الأكسدة |
| البورون (B) | 0.010% | 0.010% كحد أقصى | تقوية حدود الحبيبات |
المصدر: ورقة بيانات سبيكة Hastelloy X من Haynes International؛ ASTM B435؛ AMS 5536E.

سبب أهمية محتوى الكروم والموليبدينوم أثناء الختم
إن محتوى الكروم 22% هو ما يمنح Hastelloy X مقاومته الرائعة للأكسدة. يتفاعل الكروم بشكل تفضيلي مع الأكسجين لتشكيل مقياس أكسيد الكروم الكثيف الملتصق (Cr₂O₃) الذي يحمي المعدن الأساسي في درجات حرارة تصل إلى 2200 درجة فهرنهايت. هذه الخاصية مهمة للغاية في الخدمة ولكنها تعني أيضًا أنه أثناء عمليات الختم الدافئة أو الساخنة، تصبح إدارة القشور السطحية من الاعتبارات العملية.
يوفر الموليبدينوم عند 9% تقوية كبيرة للمحلول الصلب. في حين أن هذه أخبار ممتازة في الخدمة، إلا أنها تساهم بشكل مباشر في ارتفاع معدل تصلب العمل في السبيكة أثناء الختم على البارد - وهو معدل أعلى بحوالي 30-40% من درجات الفولاذ الأوستنيتي المقاوم للصدأ مثل 304. هذا هو أحد أهم متغيرات العملية التي تفصل بين صانعي Hastelloy X ذوي الخبرة عن أولئك الذين يواجهون المادة لأول مرة.
ما الذي يجعل ختم معدن Hastelloy X صعبًا من الناحية الفنية؟
لقد قمنا بختم المئات من تكوينات قِطَع Hastelloy X في MWalloys، والملاحظات الثابتة من مهندسي الأدوات لدينا هي أن هذه السبيكة تعاقب على التهاون. هناك ثلاث خصائص تخلق معظم التحديات التقنية: التصلب السريع للعمل، والرجوع إلى الخلف، والميل إلى التآكل.
معدل تصلب العمل: تحدي الختم الأساسي
يتصلب عمل Hastelloy X بمعدل أسرع بنحو 1.5 إلى مرتين من الفولاذ المقاوم للصدأ من النوع 304. وتبلغ قيمة أس تصلب العمل (قيمة n) لسبائك Hastelloy X حوالي 0.44-0.52، مقارنةً ب 0.28-0.34 للصلب 304 المقاوم للصدأ. وهذا يعني
- يجب حساب قوى التثقيب باستخدام إجهاد تدفق المادة عند مستوى الإجهاد الفعلي، وليس فقط قوة الشد الملدنة.
- غالبًا ما تكون خطوات التلدين الوسيطة مطلوبة في عمليات القوالب التدريجية متعددة المراحل.
- تتسارع وتيرة تآكل الأدوات بسرعة إذا لم يتم تحسين هندسة القالب أو الخلوصات للمواد عالية الصلابة.
الخواص الميكانيكية في حالة التلدين
| الممتلكات | القيمة | معيار الاختبار |
|---|---|---|
| قوة الشد القصوى | 100,000 - 115,000 رطل لكل بوصة مربعة (690 - 793 ميجا باسكال) | ASTM E8 |
| قوة الخضوع (إزاحة 0.2%) | 52,000 - 62,000 رطل لكل بوصة مربعة (358 - 427 ميجا باسكال) | ASTM E8 |
| الاستطالة (مقياس 2 بوصة) | 43% الحد الأدنى | ASTM E8 |
| تقليل المساحة | 60% كحد أدنى | ASTM E8 |
| الصلابة (روكويل ب) | 88 - 96 HRB 88 - 96 HRB | ASTM E18 |
| أس تصلب العمل (ن) | 0.44 - 0.52 | - |
| معامل المرونة | 29.8 × 10⁶ psi (205 جيجا باسكال) | - |
المصدر: صحيفة بيانات هاينز إنترناشيونال هاستيلوي X التقنية، إصدار 2021.
حساب الارتداد الزنبركي للسبائك الهستيلوي X
يكون الارتداد الزنبركي في سبيكة Hastelloy X أكثر وضوحًا من الفولاذ الكربوني أو درجات الفولاذ المقاوم للصدأ القياسية. يجب أن تأخذ نسبة الارتداد النابض (R/T) في الحسبان ارتفاع نسبة المردود إلى الشد ومعامل المرونة في السبيكة. تشير البيانات التجريبية من تجارب التشكيل التي أجريناها إلى زوايا ارتداد نابض تتراوح بين 8-15 درجة في الانحناءات بزاوية 90 درجة باستخدام هندسة الأدوات القياسية، مقارنةً ب 3-6 درجات للسبائك 304 غير القابل للصدأ في تكوينات مكافئة.
يتطلب تعويض ذلك إما
- الانحناء الزائد (تصميم القالب للتعويض عن الارتداد الزنبركي المتوقع)
- عملة عند نصف قطر الانحناء (تطبيق ضغط كافٍ لإنتاج مجموعة دائمة)
- استخدام تركيبات ما بعد الختم أثناء أي معالجة حرارية لاحقة.
الالتصاق بالأدوات والالتصاق بالأدوات
يؤدي المحتوى العالي من النيكل في Hastelloy X إلى ميله إلى التآكل على أسطح الأدوات، خاصةً عند ضغوط التلامس العالية أثناء عمليات السحب والطمس. وبدون التشحيم الكافي، يحدث انتقال المواد من قطعة العمل إلى أوجه القالب بسرعة، مما يؤدي إلى خدش أسطح القِطع وتدهور القالب تدريجيًا.
ما هي عمليات الختم التي تحقق أفضل النتائج مع Hastelloy X؟
لا يعد اختيار متغير عملية الختم المناسب لهندسة جزء Hastelloy X محددًا قرارًا واحدًا يناسب الجميع. يؤثر كل من تعقيد الجزء وسُمك الجدار والتفاوتات المطلوبة وحجم الإنتاج السنوي على النهج الذي يحقق أفضل النتائج.
مصفوفة اختيار العملية
| عملية الختم | ملاءمة Hastelloy X | الأفضل لـ | التقييد |
|---|---|---|---|
| الطمس والثقب | ممتاز | الفراغات المسطحة والثقوب والقواطع | التحكم في النتوءات الحرجة |
| ختم القالب التدريجي | جيد (مع التلدين المتوسط) | الأجزاء المعقدة عالية الحجم | تكلفة الإعداد، ودورات التلدين تضيف وقتًا إضافيًا |
| الرسم العميق | معتدل | الأكواب، والأصداف، والحاويات | يتطلب اختيار زيوت التشحيم بعناية |
| التشكيل المائي | جيد جداً | أشكال معقدة ثلاثية الأبعاد، منخفضة الحجم | تكلفة المعدات |
| تشكيل التمدد | جيد | الألواح المنحنية والجلود | إدارة سبرينغ باك |
| الطمس الدقيق | جيد | الأجزاء المسطحة متقاربة التحمل | ارتفاع تكلفة الأدوات |
| تشكيل دافئ (400-800 درجة فهرنهايت) | ممتازة للمقاييس الثقيلة | مادة سميكة، انحناءات معقدة | تحدي التشحيم عند درجة الحرارة |
الختم التدريجي بالقالب التدريجي لأجزاء Hastelloy X كبيرة الحجم
الختم التدريجي بالقالب التدريجي هو العملية المهيمنة على الأجزاء الدقيقة من Hastelloy X ذات الحجم الكبير في سلاسل توريد التوربينات الغازية الصناعية والفضائية. في القالب التدريجي، يتقدم الشريط عبر محطات متسلسلة تقوم بالتفريغ والثقب والثني والتشكيل بشكل تدريجي. تضيف كل محطة إجهادًا للمادة.
بالنسبة لمادة Hastelloy X، فإن الاعتبار الحاسم في تصميم العملية هو إدارة الإجهاد التراكمي. بمجرد أن تصل المادة إلى حوالي 30-401 تيرابايت 3 تيرابايت على البارد، تنخفض الليونة بشكل حاد وتزداد مخاطر التشقق. ومن الناحية العملية، يعني هذا أن تسلسلات القوالب التدريجية المعقدة لسبائك Hastelloy X تتضمن عادةً خطوة أو أكثر من خطوات التلدين الناعم الوسيطة عند درجة حرارة 2150-2175 درجة فهرنهايت (1177-1191 درجة مئوية) لاستعادة الليونة قبل مراحل التشكيل النهائية.
يقوم فريقنا الهندسي في MWalloys بشكل روتيني ببناء دورات التلدين الوسيطة في خطط عملية القالب التدريجي لقطع Hastelloy X التي تتطلب أكثر من ثلاث عمليات ثني أو سحب. يضيف هذا الأمر وقتًا إضافيًا للعملية ولكنه يزيل مخاطر التشقق التي من شأنها أن تؤدي إلى معدلات خردة عالية.
السحب العميق لـ Hastelloy X نسب السحب والتشحيم
بالنسبة للأكواب والأغلفة المسحوبة في Hastelloy X، تبلغ نسبة السحب المحدودة (LDR) حوالي 1.8-2.0 في عملية سحب واحدة، مقارنةً بنسبة 2.2-2.5 في حالة 304 غير القابل للصدأ. يؤدي السحب متعدد المراحل مع التلدين الوسيط إلى زيادة نسبة السحب الكلية الفعالة، ولكن يجب أن تظل كل مرحلة ضمن الحد الأقصى لمرحلة واحدة.
يعد اختيار التشحيم للسحب العميق لـ Hastelloy X أمرًا بالغ الأهمية:
- مركبات السحب المكلورة: فعال في الحد من التآكل الإجهادي ولكن يتطلب إزالة شاملة قبل أي معالجة حرارية (يسبب الكلور تآكل إجهادي في سبائك النيكل عند درجة حرارة مرتفعة).
- الزيوت الكبريتية: مواد تشحيم الحدود الفعالة ولكن ينطبق تحذير مماثل للإزالة.
- زيوت التشحيم ذات الأغشية الجافة (MoS₂، القائمة على PTFE): يفضل في حالة تقييد التنظيف بعد السحب قبل المعالجة الحرارية.
- زيوت التشحيم الاصطناعية القابلة للذوبان في الماء: حماية جيدة من التآكل، سهلة الإزالة، مفضلة بيئياً.
ما هي الأدوات ومواد القوالب الأفضل في ختم Hastelloy X؟
يحدد اختيار مادة القالب لختم Hastelloy X بشكل مباشر عمر الأداة وجودة سطح الجزء والتكلفة الإجمالية لكل جزء. عادةً ما تنتج القوالب الفولاذية القياسية D2 التي تعمل بشكل مقبول لتطبيقات الفولاذ المقاوم للصدأ 30-50% فقط من عمر الخدمة العادي عند تشغيل Hastelloy X.
مقارنة مواد القوالب لختم Hastelloy X
| مادة القالب | العمر النسبي للأداة مقابل D2 | صلابة السطح | أفضل تطبيق |
|---|---|---|---|
| فولاذ الأدوات D2 (قياسي) | 1.0x (خط الأساس) | 60-62 درجة الحرارة 60-62 | مهمة خفيفة، منخفضة الحجم |
| فولاذ M2 عالي السرعة | 1.3 - 1.5x | 63-65 من 63-65 HRC | الطمس والثقب |
| الكربيد (WC-Co، 6% Co) | 4.0 - 6.0x | 88-92 HRA 88-92 | طمس كبير الحجم |
| الكربيد (WC-Co, 10% Co) | 3.0 - 4.5x | 86-90 HRA 86-90 | إدخالات الرسم، تأثيرات أكثر صرامة |
| CPM-Rex 76 PM HSS | 2.0 - 2.8x | 66-68 درجة الحرارة 66-68 | هندسة التثقيب المعقدة |
| D2 المطلي بالسيراميك D2 (TiCN) | 1.8 - 2.5x | 78-82 HRC 78-82 (طلاء) | عمليات الرسم |
| كربيد TiAlN PVD المطلي بالطبقة الطلاء بالطبقة الطلاء بالطبقة الطيفية | 5.0 - 7.0x | 90 HRA 90 + طلاء + طلاء | الطمس الدقيق عالي الدقة |
المصدر: بيانات أداء الأدوات الداخلية التي تم تجميعها من سجلات إنتاج شركة MWalloys ومقارنتها بالبيانات المنشورة في كتيب تصميم القوالب الصادر عن جمعية مهندسي التصنيع (SME).
خلوص القالب لقالب Hastelloy X
إن خلوص القالب (الفجوة بين المثقاب والقالب على كل جانب) له تأثير كبير على ارتفاع النتوءات وجودة سطح القطع وعمر الأداة في تقطيع وثقب Hastelloy X. لقد وجدنا من خلال اختبار الإنتاج ما يلي:
- الخلوص الأمثل لكل جانب: 10-13% من سُمك المادة للتطهير.
- الخلوص الأمثل لكل جانب: 12-15% من سُمك المادة للفتحات الثاقبة.
- يزيد الخلوص الزائد (أعلى من 15%) من ارتفاع النتوءات والتدحرج.
- يؤدي عدم كفاية الخلوص (أقل من 8%) إلى تسريع تآكل المثقاب وزيادة مخاطر كسر المثقاب.
تعد قيم الخلوص هذه أعلى من تلك المستخدمة عادةً في الفولاذ الكربوني (5-8%) ولكنها تعكس معدل تصلب العمل الأعلى في Hastelloy X والحاجة إلى الحفاظ على هندسة منطقة القص النظيفة طوال عملية القطع.
ما هي تفاوتات الأبعاد التي يمكن تحقيقها في ختم الدقة Hastelloy X؟
تعتمد القدرة على الأبعاد في ختم Hastelloy X على سُمك المادة وهندسة القِطع وعملية الختم وما إذا كانت المعالجة الحرارية بعد الختم محددة. يمثل الجدول التالي التفاوتات التي يمكن تحقيقها في ظل ظروف الإنتاج الخاضعة للرقابة.
جدول القدرة على تحمل الأبعاد
| نوع الميزة | سُمك المادة | التسامح الممكن تحقيقه | الملاحظات |
|---|---|---|---|
| أبعاد إجمالية فارغة | 0.010 - 0.060 بوصة | ± 0.003 - ± 0.005 بوصة | القالب التقدمي |
| موقع الحفرة (من المسند) | 0.010 - 0.060 بوصة | ± 0.003 - ± 0.005 بوصة | القالب المركب |
| قطر الفتحة | 0.010 - 0.060 بوصة | ± 0.002 - ± 0.003 بوصة | مثقاب كربيد الكربيد |
| زاوية الانحناء | جميع المقاييس القياسية | ±0.5° - ±1.5° | بعد التعويض عن الارتداد الربيعي |
| نصف قطر الانحناء | 0.0.020 - 0.080 بوصة | ± 0.005 بوصة | حسب AMS 2807 |
| التسطيح (بعد التلدين) | 0.0.020 - 0.060 بوصة | 0.005 - 0.010 بوصة/بوصة | مطلوب تلدين التركيبات |
| تشطيب السطح (Ra) | 0.010 - 0.040 بوصة | 32 - 63 µ في رع | يعتمد على التزييت |
تأثير المعالجة الحرارية على ثبات الأبعاد
يؤدي التلدين بالمحلول بعد الختم (مطلوب لمعظم المواصفات الفضائية) إلى تغيير الأبعاد. يتناسب التشويه أثناء التلدين مع مستوى الإجهاد المتبقي في الجزء المختوم. بالنسبة للأجزاء ذات الأشكال الهندسية المعقدة، نستخدم تركيبات مخصصة مصممة للحفاظ على الأبعاد الحرجة أثناء دورة التلدين. يتراوح التشوه النموذجي في التلدين غير المُركّب لأختام Hastelloy X المعقدة من 0.005-0.020 بوصة على ميزات تمتد من 2-6 بوصات.
عادةً ما تحتاج الأجزاء التي تتطلب تسطيحًا محكمًا بعد التلدين (أقل من 0.005 بوصة/بوصة) إما إلى تقنيات التقويم بعد التلدين أو تقنيات التثبيت بالضغط والتركيب.
ما المعالجة الحرارية المطلوبة لمختوم Hastelloy X بعد التشكيل؟
لا تُعد المعالجة الحرارية بعد الختم اختيارية لمعظم تطبيقات Hastelloy X في مجال الطيران والتوربينات الغازية في مجال الطيران والتوربينات الغازية. تُدخل عملية التشكيل إجهادات متبقية وشغل على البارد يمكن أن يتسبب في حدوث تآكل إجهادي إذا لم تتم معالجته ويقلل من عمر الكلال ويؤثر على ثبات الأبعاد في درجات حرارة التشغيل.
مواصفات المعالجة الحرارية
| نوع العلاج | درجة الحرارة | الوقت في درجة الحرارة | الغلاف الجوي | طريقة التبريد |
|---|---|---|---|---|
| التلدين بالمحلول (كامل) | 2150 - 2175 درجة فهرنهايت (1177 - 1191 درجة مئوية) | 10 - 60 دقيقة (حسب السُمك) | تفريغ الهواء أو الغاز الخامل | التبريد السريع بالهواء أو التبريد بالماء |
| تخفيف التوتر (جزئيًا) | 1600 - 1800 درجة فهرنهايت (871 - 982 درجة مئوية) | 1 - 4 ساعات | الغاز الخامل أو الفراغ | تبريد الهواء |
| التلدين الوسيط (قيد المعالجة) | 2150 درجة فهرنهايت (1177 درجة مئوية) | 15 - 30 دقيقة | يفضل التفريغ | تبريد الهواء السريع |
المصدر: متطلبات المعالجة الحرارية AMS 5536؛ إرشادات هاينز الدولية لتصنيع Hastelloy X.
لماذا يعد التحكم في الغلاف الجوي أثناء التلدين أمرًا بالغ الأهمية
يجب ألا يتم تلدين Hastelloy X في أجواء مؤكسدة في درجات حرارة التلدين الكامل للمحلول. عند درجة حرارة 2150 درجة فهرنهايت، يتأكسد الكروم بسرعة، مما يؤدي إلى استنفاد الطبقة السطحية وإنتاج منطقة تحت سطحية مستنفدة من الكروم مع انخفاض مقاومة التآكل. يحافظ التلدين بالتفريغ عند 10 ⁴ torr أو أفضل، أو التلدين في أجواء الأرجون النقي أو الهيدروجين، على كيمياء السطح ويفي بمتطلبات معالج المعالجة الحرارية AMS وNADCAP.
تتطلب الأجزاء المعالجة في الهواء عند درجة حرارة التلدين بالمحلول الكامل إزالة الترسبات لاحقًا عن طريق المعالجة القلوية بالبرمنجنات متبوعة بالتخليل بحمض النيتريك-الهيدروفلوريك، وفقًا لمواصفات AMS 2700 أو المواصفات المكافئة. وهذا يضيف تكلفة عملية ويضيف عدم اليقين في الأبعاد من الهجوم الحمضي.
ما هي معايير الجودة والشهادات التي تنطبق على الأجزاء الفضائية المختومة بختم Hastelloy X؟
يجب أن تتحقق فرق المشتريات التي تحدد الأجزاء المختومة من Hastelloy X لتطبيقات الفضاء الجوي والتوربينات الغازية من أن نظام الجودة الخاص بالموردين يغطي سلسلة كاملة من التتبع والتأهيل للعملية.
المعايير والمواصفات المطبقة
| المعيار/المواصفات | النطاق | الهيئة الإدارية |
|---|---|---|
| AMS 5536 | المواد - الصفيحة، والشريط، واللوح | شركة SAE الدولية |
| ASTM B435 | المادة - اللوح، الصفيحة، الصفيحة، الشريط | منظمة ASTM الدولية |
| AMS 2750 | قياس البيرومترية (معايرة الفرن) | شركة SAE الدولية |
| NADCAP AC7102 | اعتماد عملية المعالجة الحرارية | معهد مراجعة الأداء |
| NADCAP AC7004 | المعالجة الكيميائية (التخليل، التنظيف) | معهد مراجعة الأداء |
| AS9100 Rev D | إدارة الجودة للطيران/الفضاء | IAQG / SAE |
| AMS 2807 | تحديد المعادن والسبائك | شركة SAE الدولية |
| AMS 2700 | تخميل الفولاذ المقاوم للتآكل | SAE International (معدلة لسبائك النيكل) |
| MIL-DTL-23227 | قطع مختومة عسكرية للاستخدام في درجات الحرارة العالية | وزارة الدفاع |
متطلبات تتبع المواد
تتطلب ختمات Hastelloy X الفضائية إمكانية التتبع الكامل للمواد بدءًا من اللفائف أو الألواح الخام وحتى الجزء النهائي. وهذا يعني:
- شهادة المطحنة (شهادة المطابقة) التي تشير إلى رقم الحرارة.
- نتائج التحليل الكيميائي المطابقة لحدود التركيب AMS 5536.
- نتائج اختبار الخواص الميكانيكية من نفس الحرارة.
- سجلات المعالجة لجميع دورات المعالجة الحرارية مع سجلات المعايرة البيرومترية.
- سجلات فحص الأبعاد مع ربط الرقم التسلسلي للقطعة أو رقم القطعة.
نحتفظ في شركة MWalloys بسجلات تتبع رقمية كاملة مؤرشفة لمدة لا تقل عن 10 سنوات، مما يلبي كلاً من AS9100 Rev D ومعظم متطلبات جودة الموردين من المقاولين الرئيسيين.
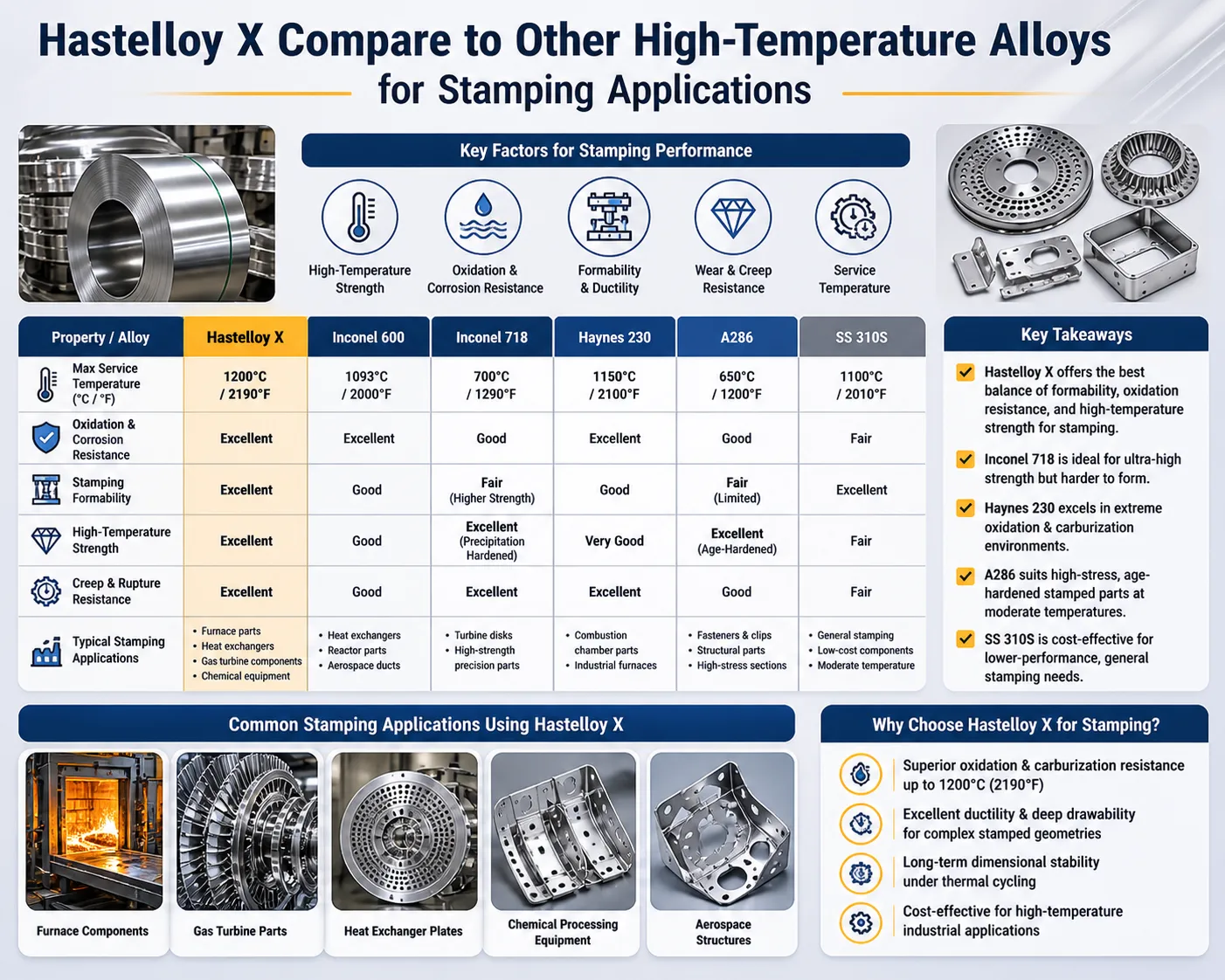
كيف يمكن مقارنة سبائك Hastelloy X بالسبائك الأخرى عالية الحرارة لتطبيقات الختم؟
كثيرًا ما يطلب منا مهندسو المشتريات مقارنة Hastelloy X بالسبائك المنافسة. يقدم الجدول أدناه مقارنة جنبًا إلى جنب مع الخواص الأكثر صلة بأداء المكونات المختومة.
مقارنة السبائك ذات درجات الحرارة العالية لتطبيقات الختم
| الممتلكات | هاستيلوي X | إنكونيل 625 | إنكونيل 718 | هاينز 230 | 310 SS |
|---|---|---|---|---|---|
| أقصى درجة حرارة خدمة (مؤكسدة) | 2200 درجة فهرنهايت (1204 درجة مئوية) | 1800 درجة فهرنهايت (982 درجة مئوية) | 1300 درجة فهرنهايت (704 درجة مئوية) | 2100 درجة فهرنهايت (1149 درجة مئوية) | 2000 درجة فهرنهايت (1093 درجة مئوية) |
| قوة الشد (ملدنة) | 100-115 كسي | 120-135 كسي | 150-185 كسي | 115-130 كسي | 85-95 كسي |
| قوة الخضوع (ملدنة) | 52-62 كسي | 60-75 كسي | 150 كسي (عمر 150 كسي) | 55-65 كسي | 35-45 كسي |
| تصنيف قابلية الختم | جيد | جيد | صعب (كبير في السن) | معتدل | ممتاز |
| مقاومة الأكسدة | ممتاز | جيد جداً | جيد | ممتاز | جيد |
| التكلفة المادية النسبية | متوسط-عالي | عالية | عالية | عالية | منخفضة-متوسطة |
| قابلية اللحام بعد الختم | ممتاز | ممتاز | جيد (يتطلب عناية) | جيد | جيد |
| الاستخدامات الفضائية الشائعة | بطانات الاحتراق، وعاكسات الدفع | أجراس، قنوات العادم | أقراص التوربينات، والأغلفة | أجهزة الاحتراق | أجزاء الفرن |
المصدر: بيانات هاينز الدولية المقارنة للسبائك المقارنة؛ أوراق بيانات شركة Special Metals Corporation Inconel؛ المرجع التقني للسبائك الفائقة الدولية ASM International Superalloys.
متى تختار Hastelloy X على البدائل
يشغل Hastelloy X نطاق أداء محدد يجعله أفضل من البدائل في ظل ظروف معينة:
- درجة حرارة أعلى من 1800 درجة فهرنهايت في جو مؤكسد: يفقد Inconel 625 ميزة مقاومة الأكسدة؛ بينما يحافظ Hastelloy X على سلامة المقياس الوقائي
- متطلبات قابلية التلفيق في درجة الحرارة: يوفر هاينز 230 مقاومة أكسدة مماثلة ولكنه أصعب في الختم بسبب محتواه من التنجستن وقوته الأعلى
- لحام بعد ختم البناء: قابلية لحام Hastelloy X الممتازة في كل من حالة التلدين وما بعد التلدين تبسط عملية التجميع مقارنةً بالدرجات التي تصلب بالترسيب مثل Inconel 718
صُممت تركيبة السبيكة المتوازنة خصيصًا لتجنب التقوية المفرطة التي تجعل العديد من السبائك الفائقة المنافسة صعبة التشكيل. لم يكن هذا الأمر وليد الصدفة الكيميائية، بل يعكس خيارات التصميم المتعمدة من قبل مطوري السبيكة لإنتاج مادة يمكن للمصنّعين العمل بها بالفعل مع توفير أداء في درجات الحرارة القصوى.
ما هي محركات التكلفة الحقيقية للأجزاء المختومة بختم Hastelloy X المخصصة؟
يساعد فهم هيكل تكلفة ختم Hastelloy X الدقيق فرق المشتريات على تقييم عروض الأسعار بذكاء وتحديد المواضع التي قد تؤدي فيها التغييرات الهندسية إلى تحسين كفاءة التكلفة.
توزيع مكونات التكلفة
| مكون التكلفة | الحصة التقريبية من التكلفة الإجمالية للجزء | المتغيرات الرئيسية |
|---|---|---|
| المواد الخام (صفيحة/شريط Hastelloy X) | 35 - 55% | سعر السوق، وحجم الطلب، والمقياس |
| الأدوات (مستهلكة) | 10 - 25% | التعقيد والحجم وعمر الأداة |
| ختم العمالة ووقت الماكينة | 15 - 25% | عدد العمليات وزمن الدورة |
| التلدين الوسيط | 5 - 15% | عدد دورات التلدين المطلوبة |
| المعالجة الحرارية النهائية | 5 - 10% | نوع الغلاف الجوي، حمولة الفرن |
| الفحص والاختبار | 5 - 12% | متطلبات الرسم، مواصفات NDT |
| معالجة السطح وتنظيفه | 2 - 8% | التخليل والتخميل والطلاء |
سياق تسعير المواد الخام Hastelloy X سياق تسعير المواد الخام
تتذبذب أسعار صفائح وشرائط Hastelloy X مع تقلبات أسواق سلع النيكل. اعتبارًا من عام 2024، يتراوح سعر صفيحة Hastelloy X من مادة AMS 5536 المعتمدة من AMS 5536 عادةً بين $28-$45 للرطل الواحد للمقاييس القياسية (0.020-0.125 بوصة) بكميات تجارية (أكثر من 500 رطل). يمكن أن تتطلب المقاييس المخصصة أو العروض الضيقة أو المواد الفضائية المعتمدة من مواد الفضاء الجوي علاوات تتراوح بين 20-40% أعلى من أسعار الكتالوج القياسية.
السعر الفوري للنيكل هو متغير تكلفة المدخلات المهيمن. تُظهر البيانات التاريخية من بورصة لندن للمعادن (LME) تقلب أسعار النيكل بمقدار ±30-401 تيرابايت 3 تيرابايت في غضون سنة تقويمية واحدة، مما يؤثر بشكل مباشر على تكلفة مادة Hastelloy X. وتساعد اتفاقيات التوريد طويلة الأجل وأوامر الشراء الشاملة المشترين على إدارة هذا التعرض.
توقعات المهلة الزمنية
| نوع الطلب | المهلة الزمنية النموذجية | الملاحظات |
|---|---|---|
| النموذج الأولي / المادة الأولى | 6 - 12 أسبوعًا | تشمل الأدوات، وفحص المادة الأولى |
| تشغيل الإنتاج (الأدوات الموجودة) | 4 - 8 أسابيع | المواد التي تعتمد على المشتريات المادية |
| الطوارئ/التعجيل | 2 - 4 أسابيع | تطبق الأسعار المميزة |
| طلبية شاملة (12 شهرًا) | 1 - 3 أسابيع لكل إصدار | المواد المخزونة، والأدوات مسبقة الصنع |
أين يتم استخدام ختم Hastelloy X المخصص في الصناعة؟
تظهر مكونات Hastelloy X المختومة في بعض البيئات الهندسية الأكثر تطلبًا على هذا الكوكب. يغطي القسم التالي قطاعات الاستخدام الرئيسية وأنواع الأجزاء المحددة داخل كل منها.
تطبيقات الفضاء وتوربينات الغاز
تعمل أقسام احتراق التوربينات الغازية في درجات حرارة تتراوح بين 1800 درجة فهرنهايت و2200 درجة فهرنهايت مع تحميل حراري دوري، مما يجعل مكونات صفائح Hastelloy X المعدنية مناسبة بشكل طبيعي. تشمل الأجزاء المختومة المحددة ما يلي:
- ألواح بطانة الاحتراق: ألواح متعددة الثقوب رقيقة المقياس (0.020-0.050 بوصة) تشكل الهيكل الداخلي لغرف الاحتراق؛ يتم ختم الثقوب أو تشذيبها بالليزر لأنماط دقيقة لتبريد الأغشية.
- القنوات الانتقالية: مقاطع الصفائح المعدنية المشكلة التي تربط مخرج الاحتراق بمدخل التوربينات.
- أجزاء الدرع الواقي الحراري: قطع مختومة ومشكلة لحماية المكونات الهيكلية من الحرارة المشعة.
- مكونات عاكس الدفع: الألواح والأقواس المشكّلة في هياكل محركات الطائرات.
- أجهزة الحارق اللاحق: مكونات الصفائح المعدنية عالية الحرارة في المحركات النفاثة العسكرية.
تتطلب معايير إدارة الطيران الفيدرالية (FAA) والوكالة الأوروبية لسلامة الطيران التابعة للاتحاد الأوروبي (EASA) إمكانية التتبع، واعتماد المواد، وتأهيل العمليات لجميع مكونات الأقسام الساخنة الحرجة للسلامة، ولهذا السبب فإن اعتماد AS9100 و NADCAP غير قابل للتفاوض لموردي ختم Hastelloy X في مجال الطيران.
الأفران الصناعية ومعدات المعالجة الحرارية
بالإضافة إلى صناعة الطيران، يُستخدم Hastelloy X بشكل كبير في بناء الأفران الصناعية:
- بطانات أفران الدثر والحاويات المعوجة.
- أنابيب مشعة للأفران التي يتم التحكم بها في الغلاف الجوي.
- مكونات الحزام الناقل في الأفران المستمرة.
- التركيبات والأجهزة الحاملة لعمليات المعالجة الحرارية.
- مكونات الشعلات ودروع اللهب في أنظمة الحرق المباشر.
وتتمثل ميزة ختم Hastelloy X في تطبيقات الأفران في اتساق الأبعاد والهندسة القابلة للتكرار التي لا يمكن أن تحققها التصنيعات الملحومة دائمًا.
المعالجة الكيميائية والتطبيقات البتروكيماوية
إن مزيج Hastelloy X من مقاومة الأكسدة والخمول الكيميائي يجعله مناسبًا لـ
- مكونات أوعية التفاعل ذات درجة الحرارة العالية.
- أجهزة دعم أنبوب المصلح.
- هياكل دعم المحفز التي تعمل فوق 1600 درجة فهرنهايت.
- مكونات طرف التوهج في المصافي.
الأسئلة الشائعة: ختم معدن Hastelloy X المخصص
1. ما هي درجة الحرارة القصوى التي يمكن أن تتحملها الأجزاء المختومة من Hastelloy X في الخدمة المستمرة؟
يحافظ Hastelloy X على مقاومة الأكسدة المفيدة والسلامة الميكانيكية في الخدمة المستمرة حتى 2200 درجة فهرنهايت (1204 درجة مئوية) في الأجواء المؤكسدة. هذه هي أعلى درجة حرارة خدمة مستمرة بين سبائك النيكل الفائقة القابلة للختم تجاريًا والمتوفرة بتكلفة معتدلة. في الخدمة الدورية (التسخين والتبريد المتكرر)، يكون الحد العملي أقل قليلاً عند حوالي 1900-2000 درجة فهرنهايت (1038-1093 درجة مئوية) بسبب تراكم التعب الحراري في واجهات مقياس الأكسيد. وتنشر شركة هاينز إنترناشيونال بيانات تعرض طويلة الأجل تُظهر أن Hastelloy X يحتفظ بقوة زحف كافية عند 1600 درجة فهرنهايت (871 درجة مئوية) على مدى 10000 ساعة من التعرض. يجب أن يتأكد مهندسو المشتريات الذين يحددون مواصفات الأجزاء لبيئات الاحتراق التي تزيد عن 1800 درجة فهرنهايت مع مورديهم من أن مجموعة المواد تفي بالحد الأدنى من الخصائص الميكانيكية AMS 5536، حيث يمكن أن يكون التباين من حرارة إلى حرارة في خصائص درجات الحرارة العالية ذا مغزى.
2. لماذا يتصلب عمل Hastelloy X بسرعة كبيرة أثناء الختم، وكيف يتم إدارة ذلك؟
يتصلب عمل Hastelloy X بمعدل 1.5 إلى ضعف معدل الفولاذ المقاوم للصدأ 304 تقريبًا لأن مصفوفة النيكل الأوستنيتي تفتقر إلى التحول المارتنسيتي الناجم عن التشوه الذي يستوعب الإجهاد في الدرجات الأوستنيتي منخفضة النيكل. يعمل المحتوى المرتفع من النيكل والموليبدينوم على استقرار الأوستينيت، مما يعني أن كل استيعاب الإجهاد يحدث من خلال تكاثر الخلع والتراكم، مما يزيد من إجهاد التدفق بسرعة. تتضمن استراتيجيات الإدارة العملية ما يلي: تصميم تسلسلات القوالب التدريجية مع عدم وجود أكثر من 30-351 تيرابايت 3 تيرابايت من العمل البارد التراكمي بين دورات التلدين؛ واستخدام التلدين بالمحلول الوسيط عند 2150 درجة فهرنهايت لاستعادة الليونة؛ واختيار أنصاف أقطار الانحناء السخية (الحد الأدنى 1 تيرابايت للمقياس الرقيق، 2 تيرابايت للمقياس الثقيل) لتقليل تركيز الإجهاد المحلي. تعمل عمليات محاكاة التشكيل الحسابية باستخدام بيانات المواد الخاصة ب Hastelloy X (وليس خصائص سبائك النيكل العامة) على تحسين معدلات نجاح الضربة الأولى في تطوير الأجزاء المعقدة بشكل كبير.
3. هل يمكن لحام الأجزاء المختومة من Hastelloy X بعد التشكيل، وهل هناك متطلبات خاصة؟
نعم، تُعتبر سبيكة Hastelloy X واحدة من أكثر سبائك النيكل الفائقة القابلة للحام، ويُعد اللحام بعد الختم أمرًا روتينيًا في تجميع الصفائح المعدنية في مجال الطيران. يمكن ربط السبيكة باستخدام اللحام بقوس التنغستن الغازي (GTAW/TIG)، واللحام بقوس البلازما، واللحام بالشعاع الإلكتروني، واللحام بالليزر. ومعدن الحشو المفضل هو ERNiCrMo-2 (حشو Hastelloy X) أو ERNiCrCoMo-1. تشمل المتطلبات الأساسية ما يلي: التنظيف الشامل لإزالة جميع الزيوت ومواد التشحيم والأكاسيد قبل اللحام؛ واستخدام غاز الأرجون النقي للتدريع وغاز الدعم؛ والحفاظ على درجة حرارة بينية أقل من 200 درجة فهرنهايت (93 درجة مئوية)؛ وتجنب أي مركبات تحتوي على الكبريت في منطقة اللحام. يوصى بالتلدين بمحلول ما بعد اللحام عند درجة حرارة 2150 درجة فهرنهايت لتخفيف الضغوطات المتبقية واستعادة مقاومة التآكل في المناطق المتأثرة بالحرارة في اللحام.
4. ما هي متطلبات تشطيب السطح القياسية لختمات Hastelloy X الفضائية؟
وعادةً ما تحدد ختمات Hastelloy X الفضائية خشونة السطح من 32-63 ميكرو رطوبة (0.8-1.6 ميكرومتر) على الأسطح الوظيفية، مع قبول 125 ميكرو رطوبة مقبولة على المناطق غير الوظيفية. وتتجاوز متطلبات حالة السطح الخشونة: يجب أن تكون جميع الأسطح خالية من الثغرات والدرزات والإغلاق البارد وبقايا مواد التشحيم الخاصة بالختم. بالنسبة للخدمة في درجات الحرارة المرتفعة، يحظر أي تلوث متبقي من الكلور أو الكبريت أو التلوث المعدني منخفض نقطة الانصهار لأن هذه العناصر تسبب هجومًا متسارعًا في درجات حرارة التشغيل. يلزم إجراء التنظيف والتخميل AMS 2700 أو ما يعادله قبل الفحص النهائي. يحدد بعض المتعاقدين الرئيسيين متطلبات إضافية مثل الفحص المخترق الفلوري (FPI) وفقًا للمعيار ASTM E1417 للكشف عن الشقوق التي تكسر السطح أثناء التشكيل، وهي ممارسة قياسية لأجزاء التوربينات الغازية الحرجة للسلامة.
5. ما هو الحد الأدنى لنصف قطر الانحناء الأدنى لختم صفائح Hastelloy X؟
يعتمد الحد الأدنى لنصف قطر الانحناء الأدنى لزاوية Hastelloy X على سُمك المادة وحالة المزاج. في حالة التلدين الكامل، يكون الحد الأدنى لنصف قطر الانحناء (مقيسًا إلى داخل الانحناء): 1 × سمك (1 طن) للمادة التي يصل سمكها إلى 0.040 بوصة، و1.5 طن إلى 2 طن للمادة في نطاق 0.040-0.125 بوصة. تنطبق هذه القيم على الانحناءات بزاوية 90 درجة عبر اتجاه الحبوب. يتطلب الانحناء مع اتجاه التدحرج (الانحناء الطولي) عادةً أنصاف أقطار أكبر بمقدار 10-20% لتجنب التشقق. أي عمل بارد متبقي من المعالجة السابقة يزيد من الحد الأدنى لنصف القطر المطلوب. قد يؤدي استخدام أنصاف أقطار أضيق من هذه الحدود الدنيا إلى مخاطر التشقق على سطح الانحناء الخارجي، خاصةً في المواد التي تراكمت عليها بالفعل أعمال باردة من عمليات المعالجة السابقة. نحن نتحقق دائمًا من قدرة نصف قطر الانحناء على قطع الاختبار قبل الالتزام بأدوات الإنتاج عند العمل بشهادات المواد الجديدة.
6. ما المدة التي تستغرقها الأدوات عادة عند ختم Hastelloy X؟
يكون عمر الأدوات المستخدمة في ختم Hastelloy X أقصر بكثير من عمليات ختم الفولاذ الكربوني المكافئ أو حتى عمليات الفولاذ المقاوم للصدأ القياسية. باستخدام لكمات وقوالب طمس الكربيد والقوالب، يمكن لمجموعة أدوات تتم صيانتها جيدًا أن تنتج 500,000 إلى 1,000,000 ضربة قبل أن تتطلب إعادة الطحن، مقارنةً بما يتراوح بين 2-3 مليون ضربة على الفولاذ الكربوني. تتطلب أدوات التشكيل والسحب المصنوعة من فولاذ الأدوات D2 عادةً إعادة التجديد بعد 50,000 إلى 100,000 ضربة. آليات التآكل الأساسية هي التآكل الكاشطة الناتجة عن جزيئات الكربيد الصلبة في البنية المجهرية ل Hastelloy X والتآكل اللاصق (التآكل) الناتج عن التقاط النيكل على أوجه القالب. يتطلب إطالة عمر الأدوات ما يلي: مواد القوالب المصنوعة من الكربيد أو الكربيد المطلي بالنيكل TiAlN؛ والتشحيم المستمر عالي الضغط؛ والتنظيف المتكرر للقالب لإزالة نقل المواد المتراكمة؛ وفحص الأبعاد على فترات زمنية محددة لاكتشاف التآكل قبل أن يؤثر على جودة القِطع.
7. ما هو الاختبار المطلوب على أختام Hastelloy X من المادة الأولى لعملاء الفضاء الجوي؟
عادةً ما يتبع فحص المادة الأولى (FAI) لأختام Hastelloy X الخاصة بالفضاء الجوي متطلبات AS9102 ويشمل: تخطيط الأبعاد الكامل لجميع الأبعاد التي يتم التحكم فيها بالرسم؛ ومراجعة المواد التي تؤكد توافق AMS 5536 مع إمكانية تتبع رقم الحرارة؛ والتحقق من الصلابة بعد المعالجة الحرارية؛ وقياس خشونة السطح على جميع الأسطح المحددة؛ والفحص البصري وفقًا لمعيار الصنعة المعمول به؛ وفحص الملاءمة الوظيفية في حالة توفر مكونات التزاوج. بالنسبة للأجزاء الحرجة للطيران، تشمل المتطلبات الإضافية في كثير من الأحيان فحص الاختراق الفلوري (FPI) وفقًا لمعيار NAS 410 أو حساسية المستوى 2 من ASTM E1417، ومراجعة الامتثال للعملية التي تؤكد أن جميع العمليات الخاصة (المعالجة الحرارية، والمعالجة السطحية، والفحص) تم إجراؤها بواسطة معالجات معتمدة من NADCAP. عادةً ما تكون مهلة السلعة الأولى من 6 إلى 12 أسبوعًا من استلام الرسومات والمواد الخام المعتمدة.
8. هل يتوفر Hastelloy X في جميع مقاييس الصفائح القياسية للختم؟
يتوفر Hastelloy X لدى كبار موزعي المعادن المتخصصة في الصفائح والشرائط بمقاسات تتراوح من 0.010 بوصة (0.25 مم) إلى 0.250 بوصة (6.35 مم). يتراوح العرض القياسي عادةً بين 24 و48 بوصة للصفائح و0.5 و24 بوصة للشريط الملفوف. ومع ذلك، وخلافًا لدرجات الفولاذ المقاوم للصدأ السلعي، فإن Hastelloy X ليس عنصرًا مخزّنًا على الرفوف في مراكز خدمة المعادن العامة. وعادةً ما تستغرق مهلة الشراء من الموزعين المتخصصين للمواد القياسية المعتمدة من AMS 5536 من 4 إلى 10 أسابيع حسب المقياس والشكل. قد تتطلب مقاييس الرقائق الرقيقة جدًا (أقل من 0.010 بوصة) والصفائح الثقيلة (أعلى من 0.250 بوصة) طلبات مطاحن بمهل زمنية تتراوح بين 12 و20 أسبوعًا. نحن في MWalloys نحتفظ بمخزون أمان من المقاييس الأكثر طلبًا لدعم العملاء ذوي المتطلبات العاجلة أو لتقليل مخاطر المهلة الزمنية في البرامج الحرجة.
9. ما هي عيوب الجودة الأكثر شيوعًا في ختم Hastelloy X وكيف يتم منعها؟
عيوب الجودة الخمسة الأكثر شيوعًا في ختم Hastelloy X هي: التشقق في أنصاف أقطار الانحناء (بسبب عدم كفاية نصف قطر الانحناء أو العمل البارد المفرط السابق)، والتشقق والتلطيخ السطحي (بسبب عدم كفاية التشحيم أو القوالب البالية)، والانبعاثات غير المتسامحة (بسبب عدم تعويض هندسة القالب)، وتشوه الأبعاد بعد التلدين (بسبب عدم كفاية التثبيت أثناء المعالجة الحرارية)، والتلوث السطحي (بقايا مواد التشحيم التي تسبب هجومًا في درجات الحرارة العالية). وتشمل استراتيجيات الوقاية ما يلي: بيانات الحد الأدنى لنصف قطر الانحناء المصدق عليها لكل مادة حرارية؛ وتطبيق ومراقبة التشحيم المتسق عالي الجودة؛ وهندسة القالب المعوض عن الارتداد النابض بناءً على تجارب التشكيل؛ والتركيب الصلب المخصص للأجزاء ذات الهندسة المعقدة؛ وإجراءات التنظيف الموثقة التي تم التحقق منها من خلال تحليل السطح قبل التلدين. توفر مراقبة التحكم الإحصائي في العملية لقوة التثقيب وأبعاد القِطع وتآكل الأداة إنذارًا مبكرًا بانحراف العملية قبل حدوث العيوب.
10. ما الذي يجعل من MWalloys مصدرًا موثوقًا به للأجزاء المختومة من Hastelloy X المخصصة؟
تجمع شركة MWalloys بين الخبرة في المواد، والقدرة على المعالجة المعتمدة، والدعم الهندسي لتقديم ختمات Hastelloy X الدقيقة التي تلبي أكثر المواصفات الفضائية والصناعية تطلبًا. تحتفظ منشأتنا بشهادة AS9100 Rev D، ونعمل مع شركاء المعالجة الحرارية والمعالجة الكيميائية المعتمدين من NADCAP لتغطية سلسلة المعالجة الكاملة. نحتفظ بسجلات التتبع بدءاً من شهادة مطحنة المواد الخام وحتى الفحص النهائي لمدة 10 سنوات على الأقل. يمكن لفريقنا الهندسي دعم مراجعات سوق دبي المالي (التصميم من أجل قابلية التصنيع) في مرحلة الرسم لتحديد الميزات التي تزيد من مخاطر التشكيل أو التكلفة قبل الالتزام بالأدوات. ونقوم بتخزين مقاييس Hastelloy X شائعة الاستخدام في حالة معتمدة من AMS 5536 لدعم متطلبات النموذج الأولي والإنتاج العاجلة. وتتضمن عملية عرض الأسعار لدينا مراجعة الجدوى الفنية مجانًا، ونقدم عينات المادة الأولى مع تقارير الأبعاد الكاملة قبل الالتزام بحجم الإنتاج.
الخاتمة: تحديد مواصفات الأجزاء المختومة بختم Hastelloy X المخصصة بشكل صحيح
إن ختم معدن Hastelloy X ليس مجرد مسألة اختيار ورشة كبس قادرة. فخصائص تصلب العمل للمادة، وسلوكيات الارتداد، ومتطلبات المعالجة الحرارية، ومتطلبات تتبع الجودة تخلق سلسلة عمليات تتطلب عمقًا تقنيًا حقيقيًا في كل مرحلة.
الاستنتاجات الرئيسية من هذه المراجعة الفنية واضحة ومباشرة:
الأداء المادي: يوفر Hastelloy X مقاومة أكسدة لا مثيل لها في درجات حرارة تصل إلى 2200 درجة فهرنهايت، بالإضافة إلى قوة كافية وقابلية تصنيع حقيقية وقابلية لحام ممتازة - وهو مزيج لا تضاهيه أي سبيكة أخرى في شريحة التكلفة الخاصة به.
متطلبات العملية: يتطلب الختم الناجح ختمًا ناجحًا مواد القوالب المصنوعة من الكربيد أو المغلفة والتشحيم الهندسي وهندسة القوالب المعوضة بالارتدادات النابضة وبروتوكولات التلدين الوسيطة للأجزاء المعقدة متعددة المراحل. تؤدي المعالجة مثل الفولاذ المقاوم للصدأ إلى معدلات خردة غير مقبولة.
سلسلة الجودة: تتطلب تطبيقات الفضاء الجوي إمكانية التتبع الكامل للمواد، والمعالجة الحرارية المعتمدة من NADCAP، وفحص المادة الأولى وفقًا للمعيار AS9102. هذه ليست اختيارية - إنها متطلبات أساسية لسلاسل التوريد الخاصة بالمقاول الرئيسي.
إدارة التكاليف: تهيمن تكلفة المواد على هيكل تكلفة الأجزاء. وتمثل اتفاقيات الشراء الشاملة، وتحسين سوق دبي المالي للحد من عمليات الختم، وأحمال التلدين الموحدة وسائل مجدية لخفض التكاليف.
في شركة MWalloys، نتعامل مع كل برنامج ختم Hastelloy X كشراكة بين فريقنا الهندسي وفريق التصميم الخاص بالعميل. فكلما شاركنا في عملية تحديد المواصفات في وقت مبكر، كانت النتيجة أفضل - من الناحيتين الفنية والاقتصادية. إذا كنت تؤهل مكونًا جديدًا مختومًا من ختم Hastelloy X أو تبحث عن مصدر ثانٍ لبرنامج قائم، فإننا نرحب بفرصة وضع قدراتنا الفنية للعمل على تلبية متطلباتك.
المراجع الفنية
- هاينز إنترناشيونال. "البيانات الفنية لسبائك Hastelloy X." منشور هاينز الدولي H-3009E، 2021.
- SAE International. AMS 5536E: "سبائك النيكل، المقاومة للتآكل والحرارة، الصفائح والشرائح والألواح". SAE International، المراجعة الحالية.
- ASTM International. ASTM B435: "المواصفات القياسية لألواح وصفائح وشرائح وشرائط UNS N06002 وUNS N06230 وUNS N12160 وUNS R30556". ASTM International، الطبعة الحالية.
- منظمة ASM الدولية. "ASM Handbook Volume 14B: تشغيل المعادن - تشكيل الصفائح." ASM International, 2006.
- معهد مراجعة الأداء. NADCAP AC7102: "معايير تدقيق المعالجة الحرارية." PRI، المراجعة الحالية.
- جمعية مهندسي التصنيع. "دليل تصميم القوالب". SME، الطبعة الثالثة.
- بورصة لندن للمعادن. بيانات الأسعار التاريخية للنيكل، 2020-2024. lme.com.
- شركة سبيشال ميتالز كوربوريشن. "Inconel Alloy 625 البيانات الفنية." SMC-063، 2013.
- SAE International. AS9100 Rev D: "نظم إدارة الجودة - متطلبات منظمات الطيران والفضاء والدفاع." iaqg/Sae، 2016.
- SAE International. AS9102B: "متطلبات فحص المادة الأولى للفضاء الجوي." SAE International, 2014.
محتوى تقني تم تطويره بواسطة فريق هندسة وتحرير MWalloys. شركة MWalloys هي شركة تصنيع ختم المعادن الدقيقة المتخصصة في السبائك عالية الحرارة والمقاومة للتآكل بما في ذلك سبائك Hastelloy X و Inconel 625 و Inconel 718 وHaynes 230 وسبائك التيتانيوم. اتصل بفريق المبيعات الفني لدينا للحصول على استشارات سوق دبي المالي، وتوافر المواد، وعروض أسعار الإنتاج.
