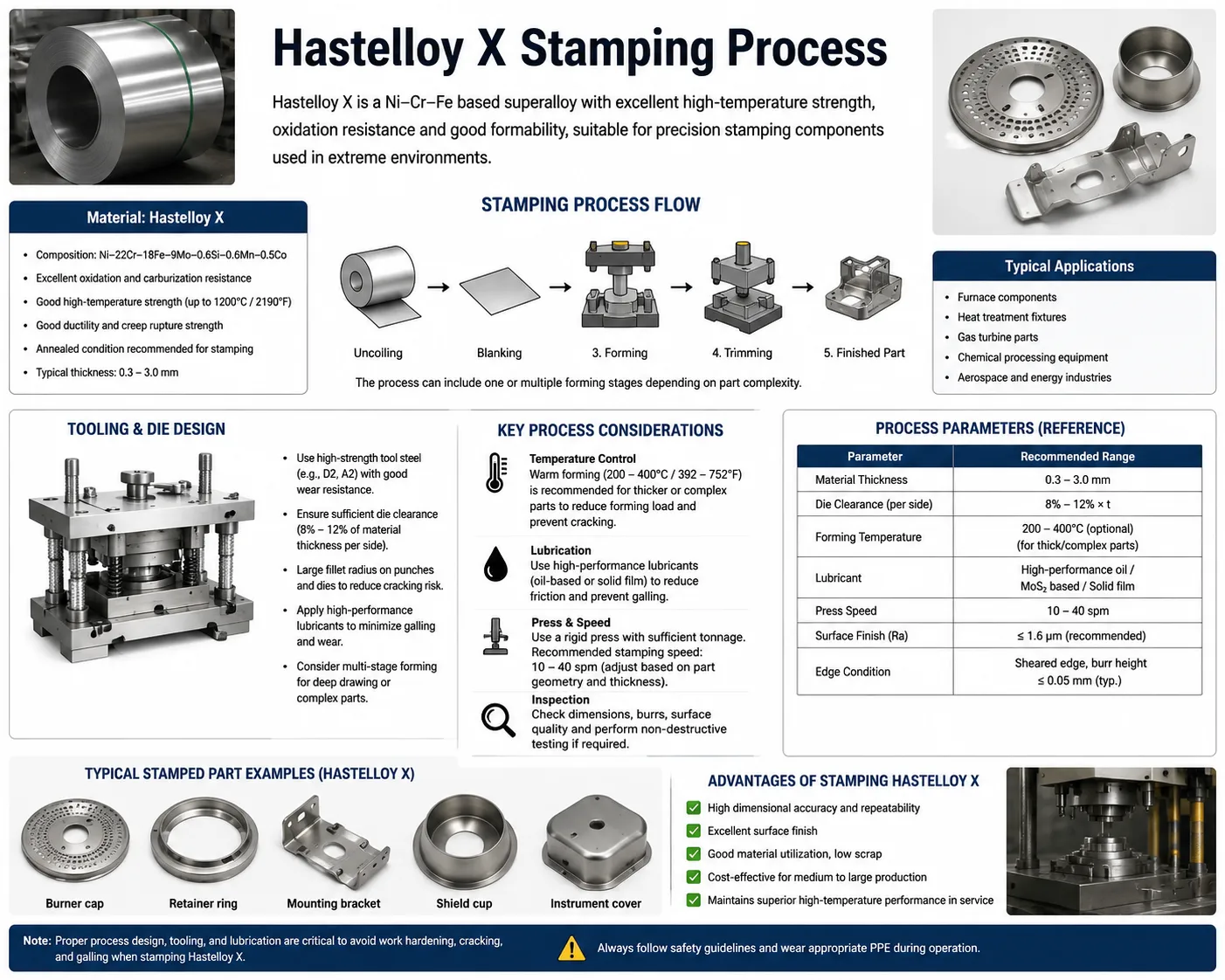
La estampación metálica personalizada de Hastelloy X produce piezas de precisión capaces de funcionar de forma sostenida a temperaturas que alcanzan los 2200 °F (1204 °C), lo que lo convierte en el material preferido para revestimientos de combustión aeroespacial, componentes de turbinas de gas y hardware de hornos industriales. En MWalloys trabajamos a diario con Hastelloy X y podemos confirmar que ninguna superaleación de níquel común combina de forma tan equilibrada la resistencia a la oxidación, la capacidad de fabricación y la resistencia a altas temperaturas.
Si su proyecto requiere el uso de Hastelloy X Metal Stamping, puede Contacto para obtener un presupuesto gratuito.
¿Qué es el Hastelloy X y por qué su composición química es crítica para las piezas estampadas?
Hastelloy X es una superaleación de níquel-cromo-hierro-molibdeno desarrollada por Haynes International (antes Cabot Corporation) específicamente para resistir la oxidación y mantener la integridad estructural a temperaturas extremas. Su designación es UNS N06002 y está cubierta por las normas ASTM B435 (chapa/hoja/tira) y AMS 5536 (chapa, tira y placa para uso aeroespacial).
La composición de la aleación no es arbitraria. Cada elemento contribuye con un papel funcional específico, y esos papeles influyen directamente en cómo responde el material a las fuerzas, la fricción y las condiciones térmicas presentes durante las operaciones de estampación.
Composición química del Hastelloy X
| Elemento | Contenido nominal (wt%) | Rango admisible (wt%) | Función principal |
|---|---|---|---|
| Níquel (Ni) | Equilibrio (~47%) | Saldo | Matriz, ductilidad a alta temperatura |
| Cromo (Cr) | 22% | 20,5 - 23,0% | Resistencia a la oxidación, escala de Cr₂O₃. |
| Hierro (Fe) | 18% | 17,0 - 20,0% | Reducción de costes, refuerzo de soluciones sólidas |
| Molibdeno (Mo) | 9% | 8,0 - 10,0% | Fortalecimiento de la solución sólida, resistencia a la fluencia |
| Cobalto (Co) | 1.5% | 0,50 - 2,50% | Resistencia a altas temperaturas |
| Tungsteno (W) | 0.6% | 0,20 - 1,00% | Fortalecimiento de la solución sólida |
| Carbono (C) | 0.10% | 0,05 - 0,15% | Formación de carburos, resistencia a la fluencia |
| Manganeso (Mn) | 0.50% | 1,00% máx | Desoxidación |
| Silicio (Si) | 0.50% | 1,00% máx | Resistencia a la oxidación |
| Boro (B) | 0.010% | 0,010% máx | Fortalecimiento del límite de grano |
Fuente: Hoja de datos de la aleación Hastelloy X de Haynes International; ASTM B435; AMS 5536E.

Por qué es importante el contenido de cromo y molibdeno durante el estampado
El contenido de cromo 22% es lo que confiere al Hastelloy X su notable resistencia a la oxidación. El cromo reacciona preferentemente con el oxígeno para formar una cascarilla de óxido de cromo (Cr₂O₃) densa y adherente que protege el metal subyacente a temperaturas de hasta 2200°F. Esta característica es crítica en servicio, pero también significa que durante las operaciones de estampación en caliente, la gestión de la cascarilla superficial se convierte en una consideración del proceso.
El molibdeno a 9% proporciona un importante refuerzo de la solución sólida. Además de ser una excelente noticia en servicio, contribuye directamente al elevado índice de endurecimiento por deformación de la aleación durante la estampación en frío, un índice aproximadamente 30-40% superior al de los grados de acero inoxidable austenítico como el 304. Esta es una de las variables de proceso más importantes que separan a los fabricantes experimentados de Hastelloy X de aquellos que se encuentran con el material por primera vez. Ésta es una de las variables de proceso más importantes que diferencia a los fabricantes experimentados de Hastelloy X de los que se enfrentan a este material por primera vez.
¿Qué hace que el estampado de metal Hastelloy X sea un reto técnico?
En MWalloys hemos estampado cientos de configuraciones de piezas de Hastelloy X, y la respuesta constante de nuestros ingenieros de utillaje es que esta aleación castiga la complacencia. Tres características crean la mayoría de los retos técnicos: endurecimiento rápido por deformación, recuperación elástica y tendencia a la corrosión por frotamiento.
Tasa de endurecimiento del trabajo: El reto de la estampación primaria
El endurecimiento por deformación del Hastelloy X es aproximadamente de 1,5 a 2 veces más rápido que el del acero inoxidable 304. El exponente de endurecimiento por deformación (valor n) del Hastelloy X es de aproximadamente 0,44-0,52, en comparación con 0,28-0,34 para el inoxidable 304. Esto significa que
- Las fuerzas de punzonamiento deben calcularse utilizando la tensión de fluencia del material en el nivel de deformación real, no sólo la resistencia a la tracción recocida.
- En las operaciones de troquelado progresivo de varias etapas, a menudo se requieren fases intermedias de recocido.
- El desgaste de las herramientas se acelera rápidamente si la geometría de la matriz o las holguras no están optimizadas para materiales de alto endurecimiento por deformación.
Propiedades mecánicas en estado recocido
| Propiedad | Valor | Norma de ensayo |
|---|---|---|
| Resistencia a la tracción | 100.000 - 115.000 psi (690 - 793 MPa) | ASTM E8 |
| Límite elástico (0,2% offset) | 52.000 - 62.000 psi (358 - 427 MPa) | ASTM E8 |
| Alargamiento (calibre de 2 pulgadas) | 43% mínimo | ASTM E8 |
| Reducción de la superficie | 60% mínimo | ASTM E8 |
| Dureza (Rockwell B) | 88 - 96 HRB | ASTM E18 |
| Exponente de endurecimiento del trabajo (n) | 0.44 - 0.52 | - |
| Módulo elástico | 29,8 × 10⁶ psi (205 GPa) | - |
Fuente: Haynes International Hastelloy X Technical Datasheet, edición 2021.
Cálculo del springback para Hastelloy X
El springback en Hastelloy X es más pronunciado que en el acero al carbono o los grados inoxidables estándar. La relación de recuperación elástica (R/t) debe tener en cuenta la mayor relación rendimiento/tensión y el módulo elástico de la aleación. Los datos empíricos de nuestros ensayos de conformado indican ángulos de springback de 8-15° en curvas de 90° utilizando geometría de utillaje estándar, en comparación con los 3-6° del inoxidable 304 en configuraciones equivalentes.
Para compensar esto es necesario
- Sobredoblado (diseño de la matriz para compensar el springback previsto)
- Acuñamiento en el radio de curvatura (aplicando presión suficiente para producir un fraguado permanente).
- Utilizar la fijación posterior durante cualquier tratamiento térmico posterior.
Adherencia de galgas y herramientas
El alto contenido en níquel del Hastelloy X crea una tendencia a agrietarse contra las superficies de las herramientas, especialmente a altas presiones de contacto durante las operaciones de embutición y corte. Sin una lubricación adecuada, se produce rápidamente una transferencia de material de la pieza a las caras de la matriz, lo que provoca arañazos en la superficie de la pieza y una degradación progresiva de la matriz.
¿Qué procesos de estampación producen los mejores resultados con Hastelloy X?
La selección de la variante de proceso de estampación adecuada para una geometría de pieza específica de Hastelloy X no es una decisión de talla única. La complejidad de la pieza, el grosor de la pared, las tolerancias requeridas y el volumen de producción anual son factores que influyen en la elección del proceso más adecuado.
Matriz de selección de procesos
| Proceso de estampación | Idoneidad para Hastelloy X | Lo mejor para | Limitación |
|---|---|---|---|
| Blanqueo y perforación | Excelente | Piezas planas, agujeros, recortes | Control de rebabas crítico |
| Troquelado progresivo | Buena (con recocido intermedio) | Piezas complejas de gran volumen | Coste de preparación, los ciclos de recocido añaden tiempo |
| Dibujo profundo | Moderado | Vasos, conchas, recintos | Requiere una cuidadosa selección del lubricante |
| Hidroconformado | Muy buena | Formas 3D complejas, poco volumen | Coste del equipo |
| Moldeado por estiramiento | Bien | Paneles curvos, pieles | Gestión del springback |
| Blanqueo fino | Bien | Piezas planas de tolerancia reducida | Mayor coste de utillaje |
| Conformado en caliente (400-800°F) | Excelente para calibre pesado | Material grueso, curvas complejas | Desafío de lubricación a temperatura |
Estampación con matrices progresivas para grandes volúmenes de piezas de Hastelloy X
La estampación en matriz progresiva es el proceso dominante para piezas de precisión de Hastelloy X de gran volumen en las cadenas de suministro de turbinas de gas aeroespaciales e industriales. En una matriz progresiva, la banda avanza a través de estaciones secuenciales que cortan, perforan, doblan y conforman de forma incremental. Cada estación añade tensión al material.
En el caso del Hastelloy X, la consideración crítica en el diseño del proceso es la gestión de la deformación acumulada. Una vez que el material alcanza aproximadamente 30-40% de trabajo en frío, la ductilidad cae bruscamente y aumenta el riesgo de agrietamiento. En la práctica, esto significa que las secuencias complejas de matrices progresivas para Hastelloy X suelen incluir uno o más pasos intermedios de recocido blando a 1177-1191°C (2150-2175°F) para restaurar la ductilidad antes de las etapas finales de conformado.
Nuestro equipo de ingeniería de MWalloys incorpora rutinariamente ciclos de recocido intermedios en los planes de proceso de matrices progresivas para piezas de Hastelloy X que requieren más de tres operaciones de doblado o embutición. Esto añade tiempo de proceso, pero elimina el riesgo de agrietamiento que, de otro modo, produciría altas tasas de desecho.
Embutición Hastelloy X: Relaciones de embutición y lubricación
Para las copas y los casquillos trefilados de Hastelloy X, la relación de embutición límite (LDR) es de aproximadamente 1,8-2,0 en una sola operación de trefilado, en comparación con 2,2-2,5 para el inoxidable 304. La embutición en varias etapas con recocido intermedio amplía la relación de embutición total efectiva, pero cada etapa debe mantenerse dentro del límite de una sola etapa.
La selección de la lubricación para la embutición profunda de Hastelloy X es fundamental:
- Compuestos de dibujo clorados: Eficaz para reducir la corrosión por frotamiento, pero requiere una eliminación completa antes de cualquier tratamiento térmico (el cloro provoca grietas por corrosión bajo tensión en las aleaciones de níquel a temperatura elevada).
- Aceites sulfurados: Lubricantes límite eficaces, pero se aplican precauciones de extracción similares.
- Lubricantes de película seca (MoS₂, a base de PTFE): Preferido cuando se limita la limpieza posterior a la embutición antes del tratamiento térmico.
- Lubricantes sintéticos hidrosolubles: Buena protección contra la corrosión por frotamiento, fácil de retirar, preferible desde el punto de vista medioambiental.
¿Qué materiales de herramientas y matrices funcionan mejor para el estampado de Hastelloy X?
La selección del material de la matriz para el estampado de Hastelloy X determina directamente la vida de la herramienta, la calidad de la superficie de la pieza y el coste total por pieza. Las matrices de acero para herramientas D2 estándar que funcionan aceptablemente para aplicaciones de acero inoxidable suelen producir sólo 30-50% de su vida útil normal cuando se trabaja con Hastelloy X.
Comparación de materiales de matrices para estampación en Hastelloy X
| Material del troquel | Vida útil relativa de la herramienta frente a D2 | Dureza de la superficie | Mejor aplicación |
|---|---|---|---|
| Acero para herramientas D2 (estándar) | 1,0x (base) | 60-62 HRC | Trabajo ligero, bajo volumen |
| Acero rápido M2 | 1.3 - 1.5x | 63-65 HRC | Blanqueo y perforación |
| Carburo (WC-Co, 6% Co) | 4.0 - 6.0x | 88-92 HRA | Blanqueo de alto volumen |
| Carburo (WC-Co, 10% Co) | 3.0 - 4.5x | 86-90 HRA | Insertos de embutición, impactos más duros |
| CPM-Rex 76 PM HSS | 2.0 - 2.8x | 66-68 HRC | Geometría de punzón compleja |
| D2 con revestimiento cerámico (TiCN) | 1.8 - 2.5x | 78-82 HRC (revestimiento) | Operaciones de dibujo |
| Carburo recubierto de PVD TiAlN | 5.0 - 7.0x | 90 HRA + revestimiento | Corte de precisión de gran volumen |
Fuente: Datos internos de rendimiento de las herramientas recopilados a partir de los registros de producción de MWalloys y comparados con los datos publicados en el manual de diseño de matrices de la Sociedad de Ingenieros de Fabricación (SME).
Holgura de la matriz para Hastelloy X
La holgura de la matriz (la separación entre el punzón y la matriz a cada lado) tiene un efecto significativo en la altura de la rebaba, la calidad de la superficie de corte y la vida útil de la herramienta en el corte de Hastelloy X. Hemos comprobado mediante pruebas de producción que:
- Holgura óptima por lado: 10-13% de espesor de material para el troquelado.
- Holgura óptima por lado: 12-15% de espesor de material para perforar agujeros.
- Una distancia excesiva (superior a 15%) aumenta la altura de las rebabas y el vuelco.
- Una holgura insuficiente (inferior a 8%) acelera el desgaste del punzón y aumenta el riesgo de rotura del mismo.
Estos valores de holgura son superiores a los utilizados normalmente para el acero al carbono (5-8%), pero reflejan la mayor velocidad de endurecimiento por deformación del Hastelloy X y la necesidad de mantener una geometría limpia de la zona de cizalladura durante todo el corte.
¿Qué tolerancias dimensionales pueden alcanzarse en el estampado de precisión de Hastelloy X?
La capacidad dimensional en el estampado de Hastelloy X depende del espesor del material, de la geometría de la pieza, del proceso de estampado y de si se especifica un tratamiento térmico posterior al estampado. La siguiente tabla representa las tolerancias alcanzables en condiciones de producción controladas.
Tabla de capacidad de tolerancia dimensional
| Tipo de función | Material Grosor | Tolerancia alcanzable | Notas |
|---|---|---|---|
| Dimensiones totales en blanco | 0,010 - 0,060 pulgadas | ±0,003 - ±0,005 pulgadas | Troquel progresivo |
| Localización del agujero (a partir del datum) | 0,010 - 0,060 pulgadas | ±0,003 - ±0,005 pulgadas | Troquel compuesto |
| Diámetro del orificio | 0,010 - 0,060 pulgadas | ±0,002 - ±0,003 pulgadas | Punzón de carburo |
| Ángulo de flexión | Todos los indicadores estándar | ±0.5° - ±1.5° | Después de la compensación del springback |
| Radio de curvatura | 0,020 - 0,080 pulgadas | ±0,005 pulgadas | Según AMS 2807 |
| Planitud (después del recocido) | 0,020 - 0,060 pulgadas | 0,005 - 0,010 pulgada/pulgada | Recocido de fijación necesario |
| Acabado superficial (Ra) | 0,010 - 0,040 pulgadas | 32 - 63 µin Ra | Depende de la lubricación |
Impacto del tratamiento térmico en la estabilidad dimensional
El recocido por disolución tras la estampación (necesario para la mayoría de las especificaciones aeroespaciales) introduce cambios dimensionales. La distorsión durante el recocido es proporcional al nivel de tensión residual que queda en la pieza estampada. Para piezas de geometría compleja, utilizamos fijaciones personalizadas diseñadas para mantener las dimensiones críticas durante el ciclo de recocido. La distorsión típica en el recocido sin fijación de piezas estampadas complejas de Hastelloy X es de 0,005-0,020 pulgadas en piezas de 2-6 pulgadas.
Las piezas que requieren una planitud ajustada tras el recocido (inferior a 0,005 pulgadas/pulgada) suelen requerir técnicas de enderezado tras el recocido o de fijación a presión.
¿Qué tratamiento térmico es necesario para las piezas estampadas de Hastelloy X después del conformado?
El tratamiento térmico tras el estampado no es opcional para la mayoría de las aplicaciones aeroespaciales y de turbinas de gas de Hastelloy X. El proceso de conformado introduce tensiones residuales y trabajo en frío que, si no se tratan, pueden provocar grietas por corrosión bajo tensión, reducir la vida a fatiga y afectar a la estabilidad dimensional a temperaturas de funcionamiento.
Especificaciones del tratamiento térmico
| Tipo de tratamiento | Temperatura | Tiempo a temperatura | Atmósfera | Método de refrigeración |
|---|---|---|---|---|
| Recocido por solución (completo) | 2150 - 2175°F (1177 - 1191°C) | 10 - 60 min (en función del grosor) | Vacío o gas inerte | Enfriamiento rápido por aire o agua |
| Alivio del estrés (parcial) | 1600 - 1800°F (871 - 982°C) | 1 - 4 horas | Gas inerte o vacío | Aire frío |
| Recocido intermedio (en proceso) | 2150°F (1177°C) | 15 - 30 min | Preferiblemente al vacío | Enfriamiento rápido por aire |
Fuente: Requisitos de tratamiento térmico AMS 5536; directrices de fabricación Haynes International Hastelloy X.
Por qué es fundamental controlar la atmósfera durante el recocido
El Hastelloy X no debe ser recocido en atmósferas oxidantes a temperaturas de recocido de solución completa. A 2150°F, el cromo se oxida rápidamente, agotando la capa superficial y produciendo una zona subsuperficial empobrecida en cromo con una resistencia a la corrosión reducida. El recocido al vacío a 10-⁴ torr o mejor, o el recocido en atmósferas puras de argón o hidrógeno, preserva la química superficial y cumple los requisitos de los procesadores de tratamiento térmico AMS y NADCAP.
Las piezas procesadas en aire a la temperatura de recocido de la solución completa requieren una desincrustación posterior mediante un tratamiento alcalino de permanganato seguido de un decapado con ácido nítrico-hidrofluórico, según las especificaciones AMS 2700 o equivalentes. Esto añade costes al proceso e introduce incertidumbre dimensional debido al ataque del ácido.
¿Qué normas de calidad y certificaciones se aplican a las piezas aeroespaciales estampadas de Hastelloy X?
Los equipos de compras que especifiquen piezas estampadas de Hastelloy X para aplicaciones aeroespaciales y de turbinas de gas deben verificar que el sistema de calidad de su proveedor cubre toda la cadena de trazabilidad y cualificación del proceso.
Normas y especificaciones aplicables
| Norma / Especificación | Alcance | Consejo de Administración |
|---|---|---|
| AMS 5536 | Material: chapa, fleje, placa | SAE Internacional |
| ASTM B435 | Material: chapa, hoja, tira | ASTM Internacional |
| AMS 2750 | Pirometría (calibración del horno) | SAE Internacional |
| NADCAP AC7102 | Acreditación del proceso de tratamiento térmico | Instituto de Evaluación del Rendimiento |
| NADCAP AC7004 | Tratamiento químico (decapado, limpieza) | Instituto de Evaluación del Rendimiento |
| AS9100 Rev D | Gestión de calidad para la aviación y el espacio | IAQG / SAE |
| AMS 2807 | Identificación de metales y aleaciones | SAE Internacional |
| AMS 2700 | Pasivado de aceros resistentes a la corrosión | SAE International (adaptado para aleaciones de Ni) |
| MIL-DTL-23227 | Piezas estampadas para uso militar a altas temperaturas | DoD |
Requisitos de trazabilidad de los materiales
Los estampados aeroespaciales de Hastelloy X requieren una trazabilidad completa del material, desde la bobina o chapa en bruto hasta la pieza acabada. Esto significa:
- Certificado de fábrica (certificado de conformidad) con referencia al número de colada.
- Los resultados de los análisis químicos coinciden con los límites de composición de AMS 5536.
- Resultados de las pruebas de propiedades mecánicas del mismo calor.
- Registros de procesamiento de todos los ciclos de tratamiento térmico con registros de calibración pirométrica.
- Registros de inspección dimensional con enlace al número de serie o de lote de la pieza.
En MWalloys, mantenemos registros digitales completos de trazabilidad archivados durante un mínimo de 10 años, cumpliendo tanto con AS9100 Rev D como con la mayoría de los requisitos de calidad de proveedores de contratistas principales.
¿Cómo se compara el Hastelloy X con otras aleaciones de alta temperatura para aplicaciones de estampación?
Los ingenieros de compras nos piden con frecuencia que comparemos el Hastelloy X con las aleaciones de la competencia. En la tabla siguiente se comparan las propiedades más importantes para el rendimiento de los componentes estampados.
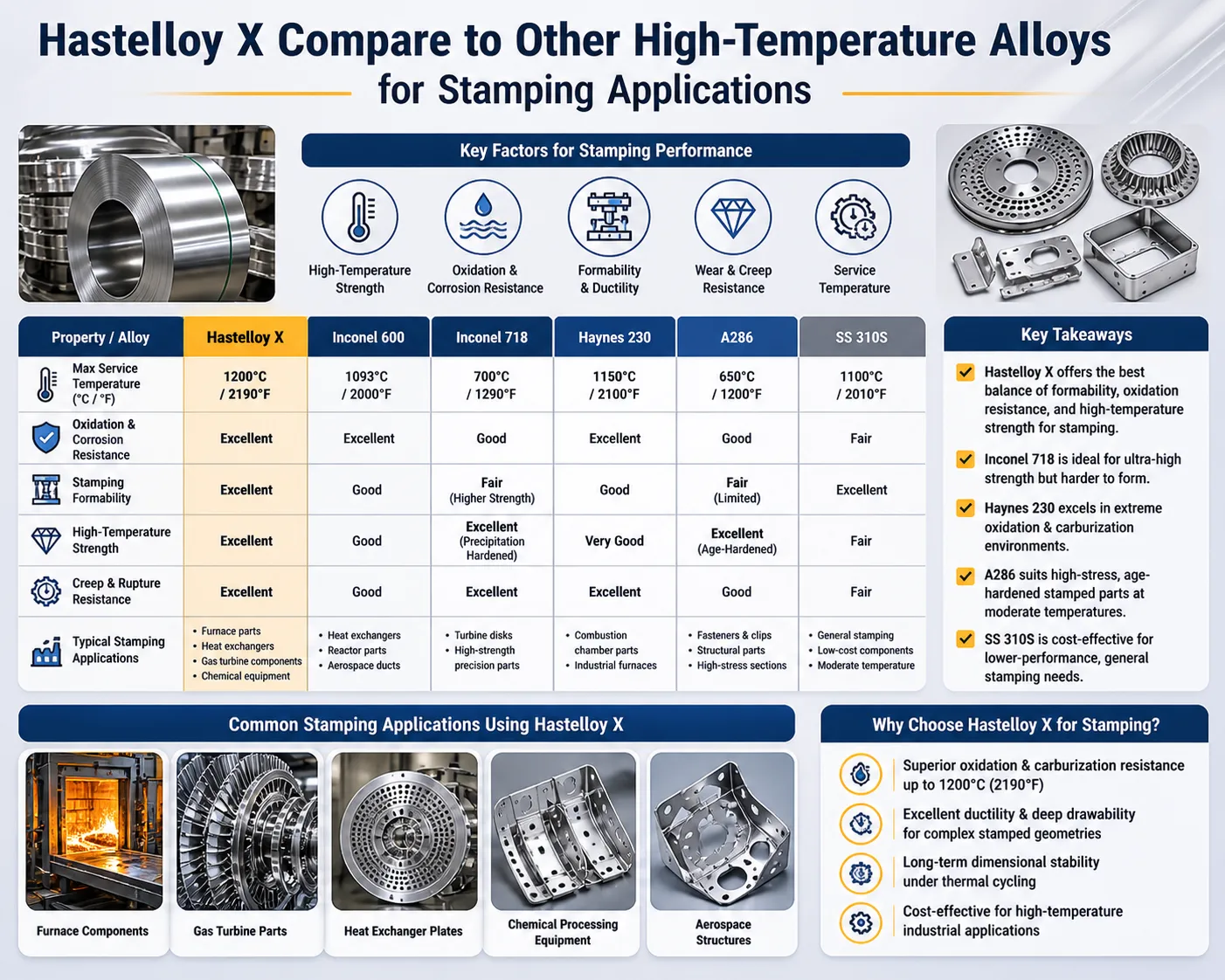
Comparación de aleaciones de alta temperatura para aplicaciones de estampación
| Propiedad | Hastelloy X | Inconel 625 | Inconel 718 | Haynes 230 | 310 SS |
|---|---|---|---|---|---|
| Temperatura máxima de servicio (oxidante) | 2200°F (1204°C) | 1800°F (982°C) | 704°C (1300°F) | 2100°F (1149°C) | 2000°F (1093°C) |
| Resistencia a la tracción (recocido) | 100-115 ksi | 120-135 ksi | 150-185 ksi | 115-130 ksi | 85-95 ksi |
| Límite elástico (recocido) | 52-62 ksi | 60-75 ksi | 150 ksi (envejecido) | 55-65 ksi | 35-45 ksi |
| Grado de sellabilidad | Bien | Bien | Difícil (envejecido) | Moderado | Excelente |
| Resistencia a la oxidación | Excelente | Muy buena | Bien | Excelente | Bien |
| Coste relativo del material | Moderado-alto | Alta | Alta | Alta | Bajo-Moderado |
| Soldabilidad tras la estampación | Excelente | Excelente | Buena (requiere cuidados) | Bien | Bien |
| Usos aeroespaciales comunes | Camisas de combustión, inversores de empuje | Fuelles, conductos de escape | Discos de turbina, carcasas | Hardware de combustión | Piezas del horno |
Fuente: Datos comparativos de aleaciones de Haynes International; hojas de datos de Special Metals Corporation Inconel; referencia técnica de ASM International Superalloys.
Cuándo elegir Hastelloy X frente a otras alternativas
El Hastelloy X ocupa una banda de rendimiento específica que lo hace preferible a otras alternativas en determinadas condiciones:
- Temperatura superior a 1800°F en atmósfera oxidante: Inconel 625 pierde la ventaja de la resistencia a la oxidación; Hastelloy X mantiene la integridad de la cascarilla de protección.
- Requisito de fabricabilidad a temperatura: Haynes 230 ofrece una resistencia a la oxidación comparable, pero es más difícil de estampar debido a su contenido en wolframio y a su mayor resistencia.
- Construcción soldada: La excelente soldabilidad del Hastelloy X, tanto en estado recocido como postestampado, simplifica el montaje en comparación con los grados de endurecimiento por precipitación como el Inconel 718.
La composición equilibrada de la aleación se diseñó específicamente para evitar el refuerzo excesivo que dificulta la formación de muchas superaleaciones de la competencia. No se trata de un accidente químico, sino de una decisión deliberada de los creadores de la aleación para producir un material con el que los fabricantes pudieran trabajar sin renunciar a un rendimiento a temperaturas extremas.
¿Cuáles son los verdaderos factores de coste de las piezas estampadas de Hastelloy X a medida?
Comprender la estructura de costes de la estampación de precisión de Hastelloy X ayuda a los equipos de compras a evaluar las ofertas de forma inteligente y a identificar dónde los cambios de ingeniería podrían mejorar la rentabilidad.
Desglose de los componentes del coste
| Componente de coste | Parte aproximada del coste total de la pieza | Variables clave |
|---|---|---|
| Materia prima (chapa/tira de Hastelloy X) | 35 - 55% | Precio de mercado, volumen de pedidos, indicador |
| Utillaje (amortizado) | 10 - 25% | Complejidad, volumen, vida útil |
| Mano de obra de estampación y tiempo de máquina | 15 - 25% | Recuento de operaciones, tiempo de ciclo |
| Recocido intermedio | 5 - 15% | Número de ciclos de recocido necesarios |
| Tratamiento térmico final | 5 - 10% | Tipo de atmósfera, carga del horno |
| Inspección y pruebas | 5 - 12% | Requisitos de los planos, especificaciones NDT |
| Tratamiento y limpieza de superficies | 2 - 8% | Decapado, pasivación, revestimiento |
Contexto del precio de la materia prima Hastelloy X
El precio de la chapa y la banda de Hastelloy X fluctúa con los mercados de materias primas de níquel. A partir de 2024, la chapa de Hastelloy X en material certificado AMS 5536 suele oscilar entre $28-$45 por libra para calibres estándar (0,020-0,125 pulgadas) en cantidades comerciales (500+ libras). Los calibres a medida, las anchuras estrechas o el material aeroespacial certificado pueden suponer primas de 20-40% por encima del precio de catálogo estándar.
El precio al contado del níquel es la variable dominante del coste de los insumos. Los datos históricos de la Bolsa de Metales de Londres (LME) muestran una volatilidad del precio del níquel de ±30-40% dentro de un mismo año natural, lo que repercute directamente en el coste del material Hastelloy X. Los acuerdos de suministro a largo plazo y las órdenes de compra globales ayudan a los compradores a gestionar esta exposición.
Expectativas de plazos
| Tipo de pedido | Plazo de entrega | Notas |
|---|---|---|
| Prototipo / primer artículo | 6 - 12 semanas | Incluye utillaje, inspección del primer artículo |
| Tirada de producción (utillaje existente) | 4 - 8 semanas | Depende de la adquisición de material |
| Emergencia / acelerar | 2 - 4 semanas | Se aplican precios especiales |
| Pedido global (12 meses) | 1 - 3 semanas por publicación | Material almacenado, utillaje prefabricado |
¿Dónde se utiliza el estampado de Hastelloy X a medida en la industria?
Los componentes estampados de Hastelloy X aparecen en algunos de los entornos de ingeniería más exigentes del planeta. La siguiente sección cubre los principales segmentos de aplicación y los tipos de piezas específicos dentro de cada uno.
Aplicaciones aeroespaciales y turbinas de gas
Las secciones de combustión de las turbinas de gas funcionan a temperaturas de entre 1800°F y 2200°F con carga térmica cíclica, lo que hace que los componentes de chapa de Hastelloy X sean una opción natural. Las piezas estampadas específicas incluyen:
- Paneles de revestimiento de combustión: Paneles con múltiples orificios de calibre fino (0,020-0,050 pulgadas) que forman la estructura interior de las cámaras de combustión; los orificios se estampan o recortan con láser siguiendo patrones precisos para la refrigeración de la película.
- Conductos de transición: Secciones de chapa conformada que conectan la salida de la cámara de combustión con la entrada de la turbina.
- Segmentos del escudo térmico: Piezas estampadas y conformadas que protegen los componentes estructurales del calor radiante.
- Componentes del inversor de empuje: Paneles conformados y soportes en góndolas de motores de aviones.
- Hardware del postquemador: Componentes de chapa de alta temperatura en motores de reactores militares.
Las normas de aeronavegabilidad de la Administración Federal de Aviación (FAA) y la Agencia de Seguridad Aérea de la Unión Europea (EASA) exigen trazabilidad, certificación de materiales y cualificación de procesos para todos los componentes de sección caliente críticos para la seguridad, razón por la cual las acreditaciones AS9100 y NADCAP no son negociables para los proveedores de estampación aeroespacial de Hastelloy X.
Hornos industriales y equipos de tratamiento térmico
Además de en la industria aeroespacial, el Hastelloy X se utiliza mucho en la construcción de hornos industriales:
- Revestimientos de hornos de mufla y recipientes de retorta.
- Tubos radiantes para hornos de atmósfera controlada.
- Componentes de cintas transportadoras en hornos continuos.
- Herrajes de fijación y soporte para procesos de tratamiento térmico.
- Componentes del quemador y escudos de llama en sistemas de combustión directa.
La ventaja del Hastelloy X estampado en aplicaciones de horno es la consistencia dimensional y la geometría repetible que las fabricaciones soldadas no siempre pueden conseguir.
Procesado químico y aplicaciones petroquímicas
La combinación de resistencia a la oxidación e inercia química del Hastelloy X lo hace adecuado para:
- Componentes de recipientes de reacción de alta temperatura.
- Herrajes de soporte del tubo del reformer.
- Estructuras de soporte de catalizadores que funcionan a más de 1600 °F.
- Componentes de la punta de antorcha en refinerías.
Preguntas frecuentes: Estampación de metal Hastelloy X a medida
1. ¿Cuál es la temperatura máxima que pueden soportar las piezas estampadas de Hastelloy X en servicio continuo?
El Hastelloy X mantiene su resistencia a la oxidación y su integridad mecánica en servicio continuo hasta 1204°C (2200°F) en atmósferas oxidantes. Esta es la temperatura de servicio continuo más alta entre las superaleaciones de níquel estampables comercialmente disponibles a un coste moderado. En servicio cíclico (calentamiento y enfriamiento repetidos), el límite práctico es ligeramente inferior, aproximadamente 1038-1093°C (1900-2000°F), debido a la acumulación de fatiga térmica en las interfaces de escamas de óxido. Haynes International publica datos de exposición a largo plazo que demuestran que el Hastelloy X conserva una resistencia a la fluencia adecuada a 871°C (1600°F) durante períodos de exposición de 10.000 horas. Los ingenieros de compras que especifiquen piezas para entornos de combustión por encima de 1800°F deben confirmar con su proveedor que el lote de material cumple los mínimos de propiedades mecánicas AMS 5536, ya que la variación de calor a calor en las propiedades a alta temperatura puede ser significativa.
2. ¿Por qué el Hastelloy X se endurece tan rápidamente durante la estampación y cómo se controla?
El endurecimiento por deformación del Hastelloy X es aproximadamente entre 1,5 y 2 veces superior al del acero inoxidable 304 porque su matriz austenítica de níquel carece de la transformación martensítica inducida por deformación que acomoda la deformación en los grados austeníticos de níquel inferior. El alto contenido en níquel y molibdeno estabiliza la austenita, lo que significa que toda la deformación se produce por multiplicación y apilamiento de dislocaciones, lo que aumenta rápidamente la tensión de flujo. Las estrategias prácticas de gestión incluyen: el diseño de secuencias de matrices progresivas con no más de 30-35% de trabajo en frío acumulado entre ciclos de recocido; el uso de recocido por disolución intermedio a 2150°F para restaurar la ductilidad; y la selección de radios de curvatura generosos (mínimo 1t para calibre fino, 2t para calibre grueso) para reducir la concentración local de deformación. Las simulaciones computacionales de conformado que utilizan datos de materiales específicos de Hastelloy X (no propiedades genéricas de aleaciones de níquel) mejoran significativamente las tasas de éxito a la primera en el desarrollo de piezas complejas.
3. ¿Pueden soldarse las piezas estampadas de Hastelloy X después del conformado? ¿Existen requisitos especiales?
Sí, la Hastelloy X se considera una de las superaleaciones de níquel más soldables, y la soldadura posterior al estampado es rutinaria en el ensamblaje de chapas aeroespaciales. La aleación puede unirse mediante soldadura por arco de gas tungsteno (GTAW/TIG), soldadura por arco de plasma, soldadura por haz de electrones y soldadura por láser. El metal de aportación preferido es ERNiCrMo-2 (aportación Hastelloy X) o ERNiCrCoMo-1. Entre los requisitos fundamentales se incluyen: limpieza a fondo para eliminar todos los aceites, lubricantes y óxidos antes de la soldadura; utilización de gas de protección y gas de respaldo de argón puro; mantenimiento de la temperatura entre pasadas por debajo de 93 °C (200 °F); y evitación de cualquier compuesto que contenga azufre en la zona de soldadura. En las aplicaciones aeroespaciales se recomienda el recocido por disolución posterior a la soldadura a 2150 °F para aliviar las tensiones residuales y restaurar la resistencia a la corrosión en las zonas afectadas por el calor de la soldadura.
4. ¿Qué requisitos de acabado superficial son estándar para las piezas estampadas de Hastelloy X aeroespacial?
Los estampados aeroespaciales de Hastelloy X suelen especificar una rugosidad superficial de 32-63 µin Ra (0,8-1,6 µm) en las superficies funcionales, siendo aceptable 125 µin Ra en las zonas no funcionales. Los requisitos de estado de la superficie van más allá de la rugosidad: todas las superficies deben estar libres de solapes, costuras, cierres en frío y residuos de lubricante de estampación. Para el servicio a altas temperaturas, se prohíbe cualquier contaminación residual de cloro, azufre o metales de bajo punto de fusión, ya que estos elementos provocan un ataque acelerado a las temperaturas de funcionamiento. Se requiere una limpieza y pasivación AMS 2700 o equivalente antes de la inspección final. Algunos contratistas principales especifican requisitos adicionales como la inspección por líquidos penetrantes fluorescentes (FPI) según ASTM E1417 para detectar grietas que rompen la superficie introducidas durante el conformado, que es una práctica estándar para las piezas de turbinas de gas críticas para la seguridad.
5. ¿Cuál es el radio de curvatura mínimo para la estampación de chapa de Hastelloy X?
El radio mínimo de curvatura del Hastelloy X depende del espesor del material y del estado del temple. En el estado totalmente recocido, el radio de curvatura mínimo (medido en el interior de la curva) es de 1 × espesor (1t) para material de hasta 0,040 pulgadas de espesor, y de 1,5t a 2t para material en el rango de 0,040-0,125 pulgadas. Estos valores se aplican a dobleces de 90° en la dirección de la fibra. El doblado con la dirección de laminación (doblado longitudinal) suele requerir radios 10-20% mayores para evitar el agrietamiento. Cualquier trabajo en frío residual de un proceso previo aumenta el radio mínimo requerido. Si se utilizan radios más estrechos que estos mínimos, se corre el riesgo de que se produzcan grietas en la superficie exterior de la curva, especialmente en el material que ya ha acumulado trabajo en frío de operaciones anteriores. Cuando trabajamos con nuevas certificaciones de material, siempre validamos la capacidad del radio de curvatura en piezas de prueba antes de comprometernos con el utillaje de producción.
6. ¿Cuánto suele durar el utillaje para estampar Hastelloy X?
La vida útil de las herramientas para el estampado de Hastelloy X es significativamente más corta que para operaciones equivalentes en acero al carbono o incluso en acero inoxidable estándar. Utilizando punzones y matrices de metal duro, un juego de herramientas bien mantenido puede producir entre 500.000 y 1.000.000 de golpes antes de necesitar un reafilado, en comparación con los 2-3 millones de golpes del acero al carbono. Las herramientas de conformado y embutición de acero D2 suelen requerir un reacondicionamiento después de 50.000-100.000 piezas. Los principales mecanismos de desgaste son el desgaste abrasivo provocado por las partículas de carburo duro de la microestructura del Hastelloy X y el desgaste adhesivo (gripado) provocado por la captación de níquel en las caras de la matriz. Para prolongar la vida útil del utillaje es necesario: materiales de las matrices de metal duro o recubiertos de TiAlN; lubricación constante a alta presión; limpieza frecuente de las matrices para eliminar la transferencia de material acumulado; e inspección dimensional a intervalos programados para detectar el desgaste antes de que afecte a la calidad de la pieza.
7. ¿Qué pruebas se exigen a las piezas estampadas de Hastelloy X de primer artículo para clientes del sector aeroespacial?
La inspección del primer artículo (FAI) para estampados aeroespaciales de Hastelloy X suele seguir los requisitos de AS9102 e incluye: diseño dimensional completo de todas las dimensiones controladas por plano; revisión de materiales que confirme el cumplimiento de AMS 5536 con trazabilidad del número de colada; verificación de la dureza tras el tratamiento térmico; medición de la rugosidad superficial en todas las superficies especificadas; inspección visual según la norma de mano de obra aplicable; y comprobación del ajuste funcional si se dispone de componentes de acoplamiento. En el caso de piezas críticas para el vuelo, los requisitos adicionales suelen incluir la inspección por líquidos penetrantes fluorescentes (FPI) según la norma NAS 410 o ASTM E1417 de sensibilidad de nivel 2, y una revisión del cumplimiento de los procesos que confirme que todos los procesos especiales (tratamiento térmico, tratamiento de superficies, inspección) han sido realizados por procesadores acreditados por NADCAP. El plazo de entrega del primer artículo suele ser de 6 a 12 semanas a partir de la recepción de los planos aprobados y la materia prima.
8. ¿Está disponible el Hastelloy X en todos los calibres de chapa estándar para estampación?
El Hastelloy X está disponible en los principales distribuidores de metales especiales en chapas y flejes de 0,010 pulgadas (0,25 mm) a 0,250 pulgadas (6,35 mm). Las anchuras estándar suelen ser de 24-48 pulgadas para chapas y de 0,5-24 pulgadas para flejes en bobina. Sin embargo, a diferencia de los aceros inoxidables básicos, el Hastelloy X no se encuentra en stock en los centros de servicios metalúrgicos. El plazo de entrega de los distribuidores especializados para el material estándar certificado AMS 5536 suele ser de 4 a 10 semanas, dependiendo del calibre y la forma. Los calibres de láminas muy finas (por debajo de 0,010 pulgadas) y las chapas gruesas (por encima de 0,250 pulgadas) pueden requerir pedidos de laminación con plazos de entrega de 12-20 semanas. En MWalloys mantenemos existencias de seguridad de los calibres solicitados con más frecuencia para ayudar a los clientes con necesidades urgentes o para reducir el riesgo de plazos de entrega en programas críticos.
9. ¿Cuáles son los defectos de calidad más comunes en las piezas estampadas de Hastelloy X y cómo se evitan?
Los cinco defectos de calidad más comunes en la estampación de Hastelloy X son: agrietamiento en los radios de curvatura (causado por un radio de curvatura inadecuado o un trabajo en frío previo excesivo), gripado y estriado superficial (causado por una lubricación inadecuada o matrices desgastadas), springback fuera de tolerancia (causado por una geometría de matriz no compensada), distorsión dimensional tras el recocido (causada por una fijación inadecuada durante el tratamiento térmico) y contaminación superficial (residuos de lubricante que provocan ataques a alta temperatura). Las estrategias de prevención incluyen: datos validados sobre el radio mínimo de curvatura para cada material térmico; aplicación y control de lubricación de alta calidad; geometría de matriz con compensación del springback basada en ensayos de conformado; fijación personalizada del recocido para piezas de geometría compleja; y procedimientos de limpieza documentados y verificados mediante análisis de la superficie antes del recocido. El control estadístico de la fuerza de los punzones, las dimensiones de las piezas y el desgaste de las herramientas advierte con antelación de las desviaciones del proceso antes de que se produzcan defectos.
10. ¿Qué hace de MWalloys una fuente fiable de piezas estampadas de Hastelloy X a medida?
MWalloys combina experiencia en materiales, capacidad de proceso certificada y soporte de ingeniería para suministrar estampados de precisión de Hastelloy X que cumplen las especificaciones aeroespaciales e industriales más exigentes. Nuestras instalaciones mantienen la certificación AS9100 Rev D, y trabajamos con socios de tratamiento térmico y procesamiento químico acreditados por NADCAP para cubrir toda la cadena de proceso. Mantenemos registros de trazabilidad desde el certificado del laminador de materias primas hasta la inspección final durante un mínimo de 10 años. Nuestro equipo de ingeniería puede realizar revisiones DFM (diseño para la fabricación) en la fase de dibujo para identificar características que aumenten el riesgo o el coste de conformado antes de comprometer el utillaje. Disponemos en stock de los calibres Hastelloy X más utilizados en condiciones certificadas AMS 5536 para dar soporte a prototipos urgentes y requisitos de producción. Nuestro proceso de presupuesto incluye una revisión de la viabilidad técnica sin coste alguno, y proporcionamos muestras del primer artículo con informes dimensionales completos antes de comprometernos con el volumen de producción.
Conclusión: Especificación correcta de piezas estampadas de Hastelloy X a medida
El estampado de metal Hastelloy X no es simplemente una cuestión de seleccionar un taller de prensado capaz. Las características de endurecimiento por deformación del material, el comportamiento de recuperación elástica, los requisitos de tratamiento térmico y las exigencias de trazabilidad de la calidad crean una cadena de procesos que requiere una verdadera profundidad técnica en cada etapa.
Las principales conclusiones de esta revisión técnica son sencillas:
Rendimiento del material: Hastelloy X ofrece una resistencia a la oxidación inigualable a temperaturas de hasta 2200 °F, combinada con una resistencia adecuada, una genuina fabricabilidad y una excelente soldabilidad, una combinación que ninguna otra aleación de su categoría de coste iguala.
Requisitos del proceso: El estampado satisfactorio requiere materiales de matrices de carburo o revestidos, lubricación de ingeniería, geometría de matrices con compensación de la recuperación elástica y protocolos de recocido intermedio para piezas complejas de varias etapas. Tratarlo como si fuera acero inoxidable produce tasas de desecho inaceptables.
Cadena de calidad: Las aplicaciones aeroespaciales exigen una trazabilidad completa de los materiales, un tratamiento térmico acreditado por NADCAP y la inspección del primer artículo según AS9102. No se trata de requisitos opcionales, sino de exigencias ineludibles para las cadenas de suministro de los principales contratistas.
Gestión de costes: El coste de los materiales domina la estructura de costes de las piezas. Los acuerdos de compra global, la optimización de DFM para reducir las operaciones de estampación y las cargas de recocido consolidadas representan palancas significativas de reducción de costes.
En MWalloys, abordamos cada programa de estampación de Hastelloy X como una asociación entre nuestro equipo de ingeniería y el equipo de diseño del cliente. Cuanto antes participemos en el proceso de especificación, mejor será el resultado, tanto técnica como económicamente. Si necesita un nuevo componente estampado de Hastelloy X o busca una segunda fuente para un programa existente, nos complacerá tener la oportunidad de poner nuestra capacidad técnica al servicio de sus necesidades.
Referencias técnicas
- Haynes Internacional. "Datos técnicos de la aleación Hastelloy X". Publicación Haynes International H-3009E, 2021.
- SAE Internacional. AMS 5536E: "Aleación de Níquel, Resistente a la Corrosión y al Calor, Hoja, Banda y Placa". SAE International, revisión actual.
- ASTM Internacional. ASTM B435: "Standard Specification for UNS N06002, UNS N06230, UNS N12160, and UNS R30556 Plate, Sheet, and Strip". ASTM International, edición actual.
- ASM Internacional. "Manual ASM Volumen 14B: Metalworking - Sheet Forming". ASM International, 2006.
- Instituto de Revisión del Rendimiento. NADCAP AC7102: "Criterios de auditoría del tratamiento térmico". PRI, revisión actual.
- Sociedad de Ingenieros de Fabricación. "Manual de diseño de matrices". SME, tercera edición.
- Bolsa de Metales de Londres. Datos históricos del precio del níquel, 2020-2024. lme.com.
- Corporación de Metales Especiales. "Datos técnicos de la aleación Inconel 625". SMC-063, 2013.
- SAE Internacional. AS9100 Rev D: "Sistemas de gestión de calidad - Requisitos para organizaciones de aviación, espacio y defensa". IAQG/SAE, 2016.
- SAE Internacional. AS9102B: "Requisito de inspección del primer artículo aeroespacial". SAE International, 2014.
Contenido técnico desarrollado por el equipo de ingeniería y redacción de MWalloys. MWalloys es un fabricante de estampación metálica de precisión especializado en aleaciones de alta temperatura y resistentes a la corrosión, como Hastelloy X, Inconel 625, Inconel 718, Haynes 230 y aleaciones de titanio. Póngase en contacto con nuestro equipo técnico de ventas para consultas DFM, disponibilidad de materiales y presupuestos de producción.
