Parti stampate personalizzate in acciaio inox 17-4 PH (tipo 630) offrono resistenze alla trazione che vanno da 150.000 psi a 220.000 psi a seconda della condizione di indurimento per precipitazione, combinando una resistenza alla corrosione paragonabile a quella dell'acciaio inossidabile 304 con proprietà meccaniche simili a quelle dell'acciaio legato. MWalloys produce componenti stampati OEM in 17-4 PH per i settori aerospaziale, medico, della difesa e industriale. La capacità unica di questo materiale di essere stampato in una condizione di ricottura morbida e poi indurito per invecchiamento fino alla resistenza finale dopo la formatura, lo rende una delle scelte più efficienti dal punto di vista del processo a disposizione degli ingegneri progettisti che necessitano di alta resistenza e precisione dimensionale in un unico pezzo.
Se il vostro progetto richiede l'utilizzo di parti stampate in SS 17-4 PH (Tipo 630), potete contattateci per un preventivo gratuito.
Che cos'è l'acciaio inossidabile 17-4 PH e perché la sua composizione è importante per le parti stampate?
L'acciaio inossidabile 17-4 PH, designato UNS S17400 e noto anche come Tipo 630, è un acciaio inossidabile martensitico indurente per precipitazione sviluppato da Armco Steel (ora AK Steel/Cleveland-Cliffs). La designazione "17-4" si riferisce al contenuto nominale di cromo (17%) e nichel (4%). La designazione "PH" lo identifica come un grado a indurimento per precipitazione, il che significa che le sue proprietà meccaniche finali sono ottenute attraverso un trattamento termico di invecchiamento controllato dopo la formatura piuttosto che attraverso la sola lavorazione a freddo.
Questa caratteristica è il motivo principale per cui il 17-4 PH è diventato un materiale dominante nei programmi di stampaggio OEM di precisione. I componenti possono essere formati allo stato ricotto relativamente morbido (condizione A), dove il materiale si comporta più come un acciaio inossidabile austenitico standard, e successivamente temprati per ottenere proprietà che nessuna quantità di lavorazione a freddo potrebbe produrre in un grado inossidabile convenzionale.
17-4 Composizione chimica del PH
| Elemento | Contenuto nominale (wt%) | Intervallo consentito (wt%) | Ruolo funzionale |
|---|---|---|---|
| Cromo (Cr) | 17% | 15,5 - 17,5% | Resistenza alla corrosione, film passivo |
| Nichel (Ni) | 4% | 3,0 - 5,0% | Stabilizzazione dell'austenite, tenacità |
| Rame (Cu) | 4% | 3,0 - 5,0% | Agente indurente per precipitazione |
| Niobio + colombio (Nb+Cb) | 0.30% | 0,15 - 0,45% | Stabilizzazione del carburo, controllo della grana |
| Carbonio (C) | 0,07% max | 0,07% max | Formazione di martensite |
| Manganese (Mn) | 1,00% max | 1,00% max | Disossidazione |
| Silicio (Si) | 1,00% max | 1,00% max | Disossidazione |
| Fosforo (P) | 0,040% max | 0,040% max | Limitatore di resistenza |
| Zolfo (S) | 0,030% max | 0,030% max | Equilibrio tra lavorabilità e duttilità |
| Ferro (Fe) | Equilibrio | Equilibrio | Matrice |
Fonte: ASTM A693 (lamiere, fogli, nastri); AMS 5604 (lamiere, nastri, nastri); specifiche UNS S17400.

Meccanismo metallurgico: Perché la tempra per precipitazione funziona
Allo stato ricotto (condizione A), il 17-4 PH esiste principalmente come martensite - non la martensite fragile e ad alto tenore di carbonio degli acciai per utensili, ma una martensite duttile a basso tenore di carbonio che può essere formata e stampata senza cricche. Quando il materiale viene successivamente invecchiato a temperature comprese tra 900°F e 1150°F (482-621°C), precipitati ricchi di rame si nucleano e crescono all'interno della matrice martensitica. Queste particelle di rame di dimensioni nanometriche agiscono come ostacoli al movimento delle dislocazioni, aumentando notevolmente la resistenza allo snervamento e alla trazione.
Le dimensioni e la distribuzione di questi precipitati di rame dipendono interamente dalla temperatura e dal tempo di invecchiamento. Temperature di invecchiamento più basse producono precipitati più fini e più densamente distribuiti e una maggiore resistenza. Temperature di invecchiamento più elevate producono precipitati più grandi e più distanziati e una migliore tenacità con una resistenza di picco leggermente ridotta. Proprio per questo motivo esistono diverse denominazioni di "condizione H": ognuna rappresenta una diversa temperatura di invecchiamento ottimizzata per uno specifico compromesso tra resistenza e tenacità.
Quali sono le condizioni di indurimento da precipitazione disponibili e come si confrontano?
La comprensione del sistema di condizioni H è fondamentale per gli ingegneri che specificano i pezzi stampati in 17-4 PH. Se si sceglie la condizione sbagliata, si ottiene un pezzo che soddisfa i requisiti dimensionali ma che si guasta in servizio a causa di una resistenza inadeguata, di una scarsa tenacità o di una suscettibilità alle cricche da corrosione sotto sforzo.
17-4 Confronto tra le proprietà meccaniche della condizione PH
| Condizione | Temperatura di invecchiamento | Resistenza alla trazione (min) | Resistenza allo snervamento (min) | Allungamento (min) | Durezza (max) | Impatto Charpy |
|---|---|---|---|---|---|---|
| Condizione A (ricotto) | Solo soluzione trattata | 150 ksi (1034 MPa) | 110 ksi (758 MPa) | 10% | 38 HRC | 20-40 ft-lbs |
| H900 | 900°F (482°C), 1 ora | 190 ksi (1310 MPa) | 170 ksi (1172 MPa) | 10% | 44 HRC | 10-20 ft-lbs |
| H925 | 925°F (496°C), 4 ore | 170 ksi (1172 MPa) | 155 ksi (1069 MPa) | 10% | 40 HRC | 18-28 ft-lbs |
| H1025 | 1025°F (552°C), 4 ore | 155 ksi (1069 MPa) | 145 ksi (1000 MPa) | 12% | 38 HRC | 35-55 ft-lbs |
| H1075 | 1075°F (579°C), 4 ore | 145 ksi (1000 MPa) | 125 ksi (862 MPa) | 13% | 36 HRC | 45-65 ft-lbs |
| H1100 | 1100°F (593°C), 4 ore | 140 ksi (965 MPa) | 115 ksi (793 MPa) | 14% | 34 HRC | 55-75 ft-lbs |
| H1150 | 1150°F (621°C), 4 ore | 135 ksi (931 MPa) | 105 ksi (724 MPa) | 16% | 32 HRC | 65-95 ft-lbs |
| H1150-M | Doppio invecchiamento | 125 ksi (862 MPa) | 105 ksi (724 MPa) | 18% | 28 HRC | 75-110 ft-lbs |
Fonte: AMS 5604, ASTM A693 e scheda tecnica dei metalli speciali 17-4 PH.
Scegliere la condizione giusta per l'applicazione OEM
La condizione H900 è l'opzione a più alta resistenza ed è ampiamente utilizzata in applicazioni di fissaggio e staffe aerospaziali in cui la progettazione ad alta resistenza è un fattore primario. Tuttavia, l'H900 presenta la minore tenacità e la maggiore suscettibilità alla criccatura da tensocorrosione in ambienti con cloruri. Noi di MWalloys consigliamo sempre ai clienti di evitare l'H900 in ambienti marini o di processo chimico, a meno che non siano stati condotti test specifici per convalidare l'applicazione.
L'H1025 rappresenta ciò che molti ingegneri considerano la migliore condizione di equilibrio: una resistenza superiore a 155 ksi combinata con una tenacità significativamente migliorata e una resistenza alla corrosione nettamente superiore. Molti clienti OEM del settore medicale e alimentare scelgono l'H1025 proprio perché si colloca in questa zona di equilibrio.
L'H1150 e l'H1150-M sono da preferire quando sono richieste la massima tenacità e duttilità, come ad esempio nei componenti a molla, negli elementi flessibili o nelle parti che devono assorbire gli urti. Il compromesso è un livello di resistenza che, pur rimanendo eccellente rispetto alla maggior parte degli inossidabili austenitici, è inferiore al picco dell'H900.
Come viene stampato l'acciaio inossidabile 17-4 PH nelle impostazioni di produzione?
Il comportamento di stampaggio del 17-4 PH è fondamentalmente diverso da quello di gradi austenitici come il 304 o il 316, e trattarlo in modo identico in produzione porta a problemi prevedibili. La microstruttura martensitica di partenza del materiale, anche nella condizione A, produce caratteristiche di formatura distinte che richiedono un adattamento deliberato al processo.
Caratteristiche di formatura in condizione A
| Proprietà | 17-4 PH (Condizione A) | 304 Inox | Acciaio al carbonio 1008 |
|---|---|---|---|
| Resistenza alla trazione | 150 ksi | 84 ksi | 44 ksi |
| Resistenza allo snervamento | 110 ksi | 32 ksi | 25 ksi |
| Allungamento | 10% | 55% | 40% |
| Esponente di indurimento del lavoro (n) | 0.05 - 0.10 | 0.28 - 0.34 | 0.22 - 0.26 |
| Tendenza al ritorno elastico | Alto | Moderato | Basso |
| Forza di formazione vs. 304 | 1.5 - 1.8x | 1.0x | 0.5x |
| Tendenza all'accanimento | Moderato | Moderato-alto | Basso |
La differenza più evidente è l'esponente della tempra di lavoro. Con un valore di 0,05-0,10, il 17-4 PH in condizione A si indurisce molto lentamente rispetto all'inossidabile 304. Questo sembra un vantaggio, e in termini di distribuzione delle forze di formatura lo è. Questo sembra un vantaggio, e in termini di distribuzione della forza di formatura lo è. Tuttavia, significa anche che il materiale ha un allungamento significativamente inferiore. Tuttavia, significa anche che il materiale ha un allungamento significativamente inferiore da lavorare prima che si verifichi un'incrinatura locale. La combinazione di un elevato carico di snervamento iniziale e di un allungamento limitato significa che le operazioni di stampaggio che richiedono un flusso significativo di metallo - in particolare l'imbutitura profonda - devono essere progettate con attenzione.
Stampaggio progressivo di 17-4 PH
Lo stampaggio a matrice progressiva è il processo più conveniente per i pezzi di precisione 17-4 PH di volume medio-alto. Poiché il materiale si indurisce lentamente, le sequenze di stampi progressivi possono spesso eseguire un maggior numero di operazioni tra i cicli di ricottura rispetto a una sequenza equivalente in 304. Secondo la nostra esperienza in MWalloys, semplici geometrie di staffe e clip in 17-4 PH spesso completano una sequenza completa di stampi progressivi senza alcuna ricottura intermedia.
Per i pezzi complessi che richiedono imbutiture profonde, piegature inverse o operazioni multiple di flangiatura, la distensione intermedia a 1038°C (1900°F) seguita da un rapido raffreddamento ad aria ripristina una certa duttilità. Questa soluzione è più morbida di una ricottura completa, ma evita il completo ripristino dimensionale che richiederebbe un trattamento di risoluzione completo.
Parametri di blanking e piercing
La tranciatura e la perforazione del 17-4 PH richiedono giochi di matrice adeguati al suo livello di resistenza più elevato:
- Spazio consigliato per lo stampo per lato: 8-12% dello spessore del materiale per la tranciatura.
- Spazio consigliato per la matrice per lato: 10-13% dello spessore del materiale da perforare.
- Un gioco tra punzone e matrice più stretto di 6% per lato accelera notevolmente l'usura e aumenta il rischio di cricche nella zona di taglio.
- Angolo di taglio sui punzoni di tranciatura: Si consiglia un angolo di 1-3° per ridurre la forza di apertura.
Il controllo dell'altezza della bava è particolarmente importante nelle applicazioni medicali e aerospaziali OEM. Con distanze corrette e utensili affilati e ben conservati, è possibile ottenere altezze di bava di 0,001-0,003 pollici su spessori di materiale di 0,030-0,060 pollici.
Capacità di disegno profondo
Il rapporto di tiraggio limite (LDR) per il 17-4 PH nella condizione A è di circa 1,6-1,9, inferiore ai 2,0-2,3 ottenibili nell'inossidabile 304. Ciò riflette il minore allungamento e la ridotta capacità di indurimento da deformazione. Ciò riflette il minore allungamento e la ridotta capacità di indurimento da deformazione. Per i pezzi che richiedono rapporti di stiramento superiori a 1,7, l'approccio standard è rappresentato dalle operazioni di ri-stiramento con scarico intermedio delle tensioni.
La scelta della lubrificazione influisce in modo significativo sulla qualità dell'estrazione:
- Mescole per trafilatura a pressione estrema (EP) con stearato di zinco: Efficace e comunemente utilizzato.
- Lubrificanti a film secco a base di PTFE: Eccellente per le applicazioni che richiedono superfici pulite prima del trattamento termico di invecchiamento.
- Oli clorurati: Efficace, ma deve essere completamente rimosso prima di qualsiasi trattamento termico per evitare l'attacco intergranulare.
Quali sono le specifiche degli utensili che producono i migliori risultati con 17-4 PH?
Gli utensili per lo stampaggio di 17-4 PH devono tenere conto dell'elevata resistenza allo snervamento del materiale, anche allo stato ricotto. Gli utensili standard progettati per l'acciaio al carbonio mostrano un'usura accelerata già nelle prime produzioni.
Materiali consigliati per gli utensili
| Tipo di utensile | Materiale consigliato | Alternativa | Vita attesa (colpi) |
|---|---|---|---|
| Punzone di tranciatura (alto volume) | Carburo di tungsteno (6% Co) | CPM-Rex M4 HSS | 800,000 - 2,000,000 |
| Stampo di tranciatura | Carburo di tungsteno | D2 con rivestimento TiCN | 800,000 - 2,000,000 |
| Punzone (fori piccoli) | M42 HSS o CPM-Rex 76 | Carburo (rischio di fragilità) | 200,000 - 500,000 |
| Tirare un pugno | Acciaio per utensili D2 + rivestimento TiCN | Inserto in carburo | 100,000 - 300,000 |
| Estrarre il dado | D2 con cromatura | Rivestimento in carburo | 100,000 - 250,000 |
| Punzone di formatura/utensile | D2 (60-62 HRC) | M2 HSS | 80,000 - 200,000 |
| Piastra di spellatura | Acciaio per utensili A2 (58-60 HRC) | D2 | 300,000 - 600,000 |
Fonte: Compilato dal manuale di progettazione degli stampi SME e dai registri interni delle prestazioni degli stampi MWalloys.
Calcolo del tonnellaggio della pressa
I requisiti di tonnellaggio della pressa per la tranciatura e la perforazione di 17-4 PH sono sostanzialmente più elevati rispetto all'acciaio al carbonio. La formula della forza di tranciatura:
F = L × t × Ss
Dove:
- F = forza di tranciatura (tonnellate)
- L = perimetro del taglio (pollici)
- t = spessore del materiale (pollici)
- Ss = resistenza al taglio del materiale
Per il 17-4 PH Condizione A, la resistenza al taglio è pari a circa 60-70% del carico di rottura, ovvero circa 90.000-105.000 psi. Questo valore è paragonabile a circa 45.000-52.000 psi per l'inossidabile 304. Il risultato pratico è che le operazioni di tranciatura con 17-4 PH richiedono circa il doppio della capacità di pressatura delle operazioni equivalenti in acciaio al carbonio e 1,7-1,9 volte la capacità delle operazioni con l'acciaio inossidabile 304.

Quali sono le tolleranze dimensionali e la finitura superficiale ottenibili nella tranciatura 17-4 PH?
La capacità dimensionale nello stampaggio del 17-4 PH è influenzata dal ritorno elastico, dalla distorsione da trattamento termico e dall'elevata resistenza del materiale, che resiste alla deformazione plastica negli angoli stretti e nei piccoli raggi.
Tabella delle tolleranze raggiungibili
| Caratteristica | Gamma di spessore | Tolleranza raggiungibile | Note sul processo |
|---|---|---|---|
| Dimensioni d'ingombro del vuoto | 0,010 - 0,125 pollici | ±0,003 - ±0,008 pollici | Dado progressivo |
| Diametro del foro | 0,010 - 0,060 pollici | ±0,002 - ±0,004 pollici | Punzone in carburo |
| Posizione del foro (dal datum) | 0,010 - 0,060 pollici | ±0,003 - ±0,005 pollici | Stampo composto |
| Angolo di curvatura | Tutti gli indicatori standard | ±0.5° - ±2.0° | Dopo la compensazione del ritorno elastico |
| Planarità (post-stampa) | 0,020 - 0,060 pollici | 0,005 - 0,012 pollici/pollice | Varia a seconda della geometria |
| Planarità (tempra successiva all'invecchiamento) | 0,020 - 0,060 pollici | 0,008 - 0,020 pollici/pollice | L'invecchiamento del dispositivo è necessario per ottenere una perfetta planarità |
| Rugosità della superficie | 0,020 - 0,080 pollici | 32 - 63 µin Ra | Dipende dalla lubrificazione e dalle condizioni dello stampo |
| Perpendicolarità del bordo | 0,020 - 0,060 pollici | 0,002 - 0,005 pollici | Per unità di lunghezza |
Gestione del ritorno elastico in 17-4 PH
Il ritorno elastico è la principale sfida dimensionale nei componenti stampati in 17-4 PH. Poiché la resistenza allo snervamento del materiale in condizione A (110 ksi minimo) è più di tre volte superiore a quella dell'acciaio dolce, la deformazione elastica recuperata dopo la piegatura è proporzionalmente maggiore. In termini pratici, una piegatura a 90° mirata nello stampo può tornare a 96-103° dopo il rilascio della pressione.
Le strategie di compensazione adottate da MWalloys comprendono:
- Curvatura eccessiva: La geometria dello stampo è progettata per piegarsi di 4-8° oltre l'angolo target per tenere conto del ritorno elastico previsto.
- Coniatura: Applicazione di una sollecitazione di compressione al raggio di curvatura riducendo il gioco del raggio della matrice per forzare l'assestamento plastico attraverso l'intera sezione.
- In basso: Utilizzando la chiusura dello stampo per applicare un'elevata sollecitazione di compressione a fine corsa, forzando la zona di piegatura oltre lo snervamento attraverso l'intera sezione trasversale.
- Raddrizzamento post-stampa: Per i pezzi piatti di grandi dimensioni, un'operazione di spianatura secondaria in una pressa elimina l'arco dal coil set.
Quale trattamento termico dopo lo stampaggio produce ciascuna condizione H?
Il trattamento termico di invecchiamento trasforma il pezzo stampato dalle proprietà della condizione A alle specifiche OEM finali. Questa fase non è indispensabile perché si verifichi l'indurimento per precipitazione e i parametri del processo devono essere controllati con precisione.
Parametri del processo di trattamento termico di invecchiamento
| Condizione | Temperatura di invecchiamento | Tempo di ammollo | Metodo di raffreddamento | Atmosfera | Risultato |
|---|---|---|---|---|---|
| H900 | 900°F ± 10°F (482°C) | 1 ora | Raffreddamento ad aria | Aria accettabile | Massima resistenza, minima durezza |
| H925 | 925°F ± 10°F (496°C) | 4 ore | Raffreddamento ad aria | Aria accettabile | Elevata resistenza, moderata tenacità |
| H1025 | 1025°F ± 10°F (552°C) | 4 ore | Raffreddamento ad aria | Aria accettabile | Forza e durezza bilanciate |
| H1075 | 1075°F ± 10°F (579°C) | 4 ore | Raffreddamento ad aria | Aria accettabile | Buona resistenza |
| H1100 | 1100°F ± 10°F (593°C) | 4 ore | Raffreddamento ad aria | Aria accettabile | Elevata tenacità |
| H1150 | 1150°F ± 10°F (621°C) | 4 ore | Raffreddamento ad aria | Aria accettabile | Massima tenacità, minore resistenza |
| H1150-M | 1400°F (760°C) 2 ore + 1150°F (621°C) 4 ore | Sequenziale | Raffreddare ad aria ogni | Aria accettabile | Massima resistenza |
Fonte: AMS 2759/3 (parti di acciaio resistenti alla corrosione e maraging indurite per precipitazione); ASTM A564.
Perché la calibrazione del forno è importante per l'invecchiamento a 17-4 PH
La tolleranza di ±10°F sulla temperatura di invecchiamento non è arbitraria. La temperatura di invecchiamento controlla direttamente le dimensioni dei precipitati di rame e, quindi, le proprietà meccaniche finali. Una temperatura di invecchiamento di 910°F (488°C) invece dei 900°F (482°C) specificati può ridurre la resistenza alla trazione di 5.000-8.000 psi e alterare la durezza di 1-2 HRC. Per i componenti OEM del settore aerospaziale e medicale con finestre di proprietà meccaniche ristrette, questa deviazione può fare la differenza tra un lotto conforme e uno non conforme.
AMS 2750 specifica i requisiti della pirometria per i forni di trattamento termico utilizzati per le parti aerospaziali, tra cui l'uniformità della temperatura di rilevamento di ±10°F o superiore in tutta la zona di lavoro. I forni devono essere controllati almeno trimestralmente e la strumentazione calibrata deve essere verificata secondo gli standard tracciabili NIST.
Variazione dimensionale durante l'invecchiamento
L'invecchiamento provoca una piccola ma misurabile variazione dimensionale. Il 17-4 PH cresce di circa 0,0003-0,0006 pollici per pollice durante il ciclo di invecchiamento a causa della deformazione reticolare introdotta dalla formazione dei precipitati di rame. Per la maggior parte dei pezzi stampati, questa espansione è uniforme e prevedibile. Per i pezzi con dimensioni assolute molto strette (tolleranze inferiori a ±0,003 pollici totali), la crescita da invecchiamento deve essere presa in considerazione nelle dimensioni di stampaggio prima dell'invecchiamento.
Come si confronta la resistenza alla corrosione del 17-4 PH nelle varie condizioni di invecchiamento?
La resistenza alla corrosione nel 17-4 PH non è costante per tutte le condizioni H. La temperatura di invecchiamento influisce sulla precipitazione del carburo di cromo ai bordi dei grani, che influisce direttamente sulle prestazioni di corrosione in ambienti aggressivi.
Resistenza alla corrosione in base alle condizioni
| Condizione | Resistenza alla nebbia salina (ASTM B117) | Resistenza alla vaiolatura | Rischio di corrosione da stress | Ambienti consigliati |
|---|---|---|---|---|
| Condizione A | Buono | Buono | Basso | Industria generale |
| H900 | Moderato | Moderato | Alto | Secco, non cloruro aerospaziale |
| H925 | Moderato-Buono | Moderato-Buono | Moderato-alto | Ambienti controllati |
| H1025 | Buono | Buono | Moderato | Medicale, alimentare |
| H1075 | Buono | Buono | Basso-Moderato | Marina adiacente, chimica |
| H1100 | Molto buono | Buono | Basso | Ambienti leggermente aggressivi |
| H1150 | Molto buono | Buono-Molto buono | Basso | Marine, processi chimici |
Fonte: NACE MR0175 / ISO 15156; dati tecnici della lega Carpenter Technology 17-4 PH.
Perché l'H900 presenta un rischio più elevato di criccatura da corrosione da stress
L'altissima resistenza della condizione H900 (170+ ksi di snervamento) crea un materiale intrinsecamente suscettibile alla criccatura da tensocorrosione (SCC) in presenza di cloruri e sollecitazioni di trazione. La combinazione di elevate tensioni residue derivanti dalle operazioni di stampaggio, l'ambiente di cloruri e la tendenza alla frattura fragile a HRC 44 è una modalità di guasto nota, ampiamente documentata nella letteratura NACE sulla corrosione.
Per i componenti OEM esposti a spruzzi marini, agenti detergenti o fluidi biologici (in applicazioni mediche), le specifiche da H1025 a H1150 sono le più indicate. Solleviamo sempre questo problema con i clienti che inizialmente specificano H900 per la massima resistenza in applicazioni che saranno esposte ad ambienti contenenti cloruri.
Come si colloca il 17-4 PH rispetto ad altri acciai inossidabili e legati ad alta resistenza?
Gli ingegneri OEM valutano spesso il 17-4 PH rispetto a materiali concorrenti. La tabella di confronto riportata di seguito copre le alternative più comuni prese in considerazione nei programmi di componenti stampati di precisione.
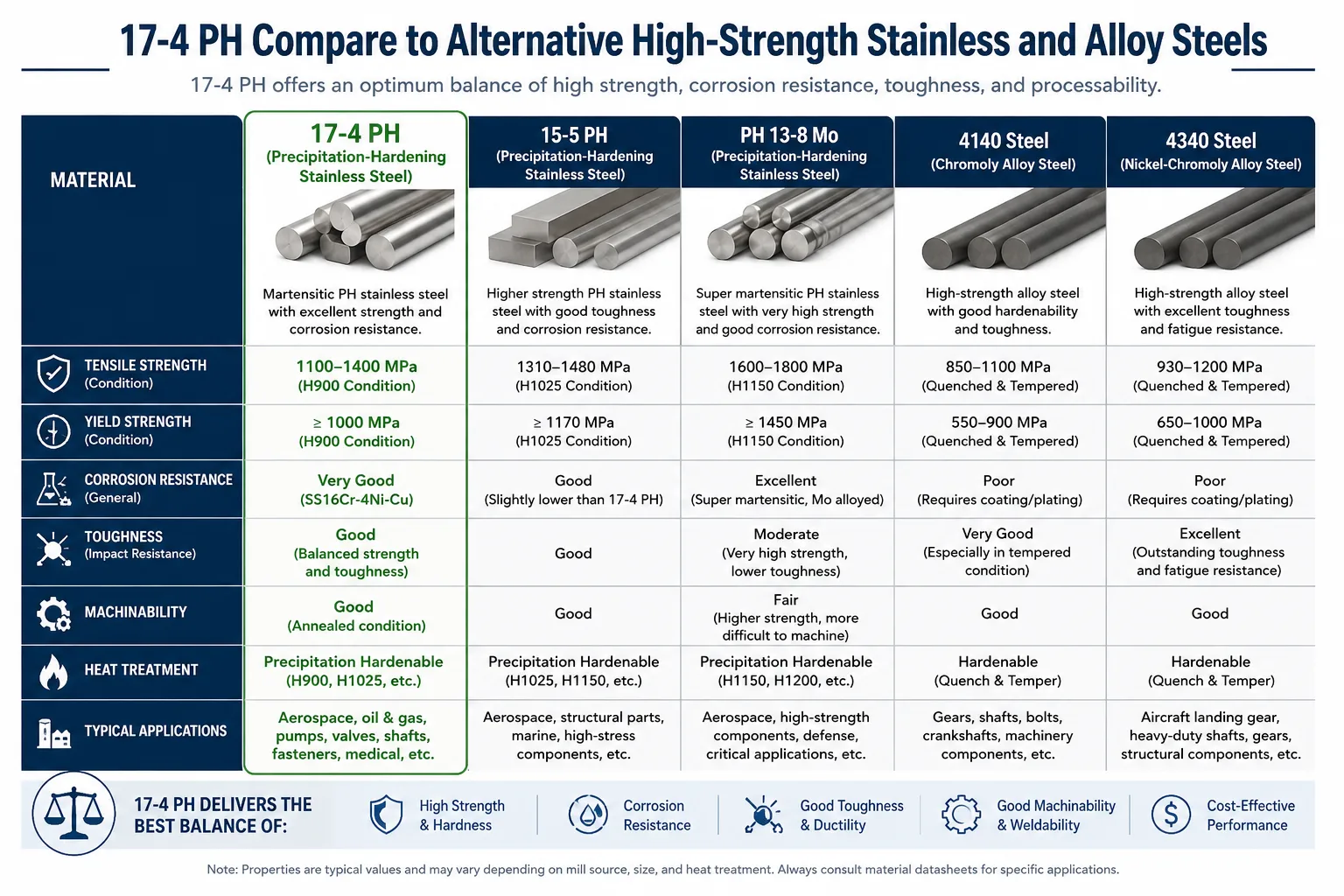
Confronto tra materiali per parti OEM stampate ad alta resistenza
| Proprietà | 17-4 PH H900 | 17-4 PH H1025 | 316L SS | 15-5 PH H900 | 13-8 Mo H950 | Acciaio legato 4340 |
|---|---|---|---|---|---|---|
| Resistenza alla trazione (ksi) | 190 | 155 | 84 | 190 | 220 | 185-200 |
| Resistenza allo snervamento (ksi) | 170 | 145 | 32 | 170 | 205 | 170-185 |
| Allungamento (%) | 10 | 12 | 50 | 10 | 10 | 12 |
| Durezza | 44 HRC | 38 HRC | 95 HRB | 44 HRC | 48 HRC | 42-48 HRC |
| Resistenza alla corrosione | Buono | Molto buono | Eccellente | Buono | Buono | Scarso (richiede un rivestimento) |
| Stampabilità | Buono (Cond. A) | Buono (Cond. A) | Eccellente | Buono | Moderato | Buono (ricotto) |
| Saldabilità | Buono | Buono | Eccellente | Buono | Fiera | Fiera |
| Costo del materiale (relativo) | Moderato | Moderato | Basso-Moderato | Alto | Molto alto | Basso |
| Uso aerospaziale | Ampio | Ampio | Limitato | Ampio | Specializzato | Limitato (nessuna resistenza alla corrosione) |
Fonte: Database internazionale delle proprietà dei materiali ASM; dati di confronto delle leghe Carpenter Technology; scheda tecnica AK Steel 17-4 PH.
Perché il 17-4 PH supera il 316L nelle applicazioni strutturali degli OEM
L'inossidabile 316L è la scelta predefinita di resistenza alla corrosione per molti team di approvvigionamento degli OEM, ma il suo carico di snervamento di 32 ksi significa che i pezzi progettati per sostenere carichi strutturali devono essere significativamente più pesanti di quelli equivalenti in 17-4 PH. Il rapporto resistenza-peso del 17-4 PH H1025 (155 ksi a trazione) è circa 1,85 volte quello del 316L a parità di sezione trasversale. Nei programmi OEM del settore aerospaziale e della difesa, dove ogni grammo è importante, questa differenza è decisiva.
Quando il PH 15-5 è preferibile al PH 17-4
Il 15-5 PH (UNS S15500) offre proprietà meccaniche paragonabili a quelle del 17-4 PH, ma con una microstruttura più pulita e priva di filamenti di ferrite, perché viene prodotto mediante fusione a induzione sotto vuoto e rifusione a scoria elettrolitica o ad arco sotto vuoto. Per i pezzi aerospaziali che richiedono un'elevata pulizia e proprietà costanti attraverso lo spessore (come le sezioni di lamiera spesse), viene specificato il 15-5 PH. Per gli stampati in lamiera con spessori inferiori a 0,125 pollici, il vantaggio microstrutturale del 15-5 PH è meno significativo e il costo inferiore del 17-4 PH lo rende la scelta più pratica.
Quali sono i settori e le applicazioni OEM che utilizzano parti stampate 17-4 PH personalizzate?
L'ampiezza delle applicazioni OEM per gli stampati di precisione 17-4 PH riflette la posizione unica della lega nello spazio delle proprietà del materiale. Nessun altro grado inossidabile offre questa combinazione di formabilità allo stato morbido, resistenza all'invecchiamento e adeguata resistenza alla corrosione a costi competitivi.
Componenti OEM per il settore aerospaziale e della difesa
Il settore aerospaziale è il più grande mercato per gli stampati 17-4 PH personalizzati. La combinazione di leggerezza, elevata forza e resistenza alla corrosione corrisponde esattamente ai requisiti di progettazione aerospaziale. I componenti specifici includono:
- Staffe strutturali e gruppi di clip nelle sezioni della cellula.
- Componenti di attuatori e collegamenti nei sistemi di controllo del volo.
- Componenti di fissaggio (spessori, clip di fissaggio, rondelle elastiche)
- Componenti strutturali statici dei motori a turbina (al di sotto della temperatura di combustione)
- Raccordi per sistemi idraulici e corpi valvola (stampati e formati)
- Hardware per il montaggio dell'antenna e componenti del contenitore.
- Componenti strutturali delle apparecchiature di supporto a terra.
I programmi della famiglia F/A-18 Hornet, Boeing 737 e Airbus A320 incorporano tutti componenti in lamiera 17-4 PH a vari livelli strutturali. Le specifiche di approvvigionamento della Difesa richiedono spesso l'AMS 5604 (lamiere) o l'AMS 5643 (barre, fili, pezzi fucinati) con requisiti specifici per le condizioni H in base al caso di carico strutturale.
Applicazioni OEM di dispositivi medici
Le applicazioni dei dispositivi medici rappresentano uno dei mercati OEM in più rapida crescita per gli stampati in 17-4 PH. La combinazione di elevata resistenza (per componenti miniaturizzati ad alto carico), resistenza alla corrosione in ambienti biologici e compatibilità con la risonanza magnetica (non è ferromagnetico nella maggior parte delle condizioni) rende questo materiale interessante per i progettisti di dispositivi medici.
Le applicazioni più comuni dei dispositivi medici includono:
- Componenti di strumenti chirurgici (ganasce, meccanismi a cricchetto, clip a molla).
- Parti di strumenti per impianti ortopedici (componenti non implantari utilizzati durante le procedure).
- Componenti di rinforzo della punta del catetere e hardware di terminazione della treccia.
- Molle e meccanismi di chiusura dei dispositivi per la somministrazione di farmaci.
- Componenti per strumenti dentali che richiedono un'elevata resistenza in sezioni ridotte.
- Componenti meccanici delle apparecchiature diagnostiche.
I programmi OEM per dispositivi medici regolamentati dalla FDA richiedono in genere la completa tracciabilità del materiale secondo la norma ISO 13485, il certificato di conformità alle norme AMS 5604 o ASTM A693 e la documentazione del trattamento termico di invecchiamento con verifica della calibrazione.
Settore industriale ed energetico Componenti OEM
Oltre al settore aerospaziale e medico, i pezzi stampati in 17-4 PH sono presenti in tutti i programmi OEM industriali:
- Componenti di utensili per l'estrazione di petrolio e gas che richiedono la conformità alla norma NACE MR0175.
- Componenti della girante della pompa e hardware resistente all'usura.
- Componenti di rifinitura delle valvole nelle apparecchiature per il trattamento chimico.
- Componenti di strumenti dell'industria nucleare (resistenza alle radiazioni accettabile).
- Hardware dell'industria della carta e della cellulosa in ambienti di processo corrosivi.
- Componenti di apparecchiature per la lavorazione degli alimenti che richiedono pulibilità e resistenza alla corrosione.
- Hardware compatibile con la camera bianca delle apparecchiature per la produzione di semiconduttori.
Quali standard di qualità e requisiti di certificazione si applicano agli stampati OEM 17-4 PH?
I requisiti di qualità degli appalti OEM per gli stampati 17-4 PH sono tra i più esigenti nella fabbricazione dei metalli. Un fornitore che non sia in grado di dimostrare la conformità agli standard applicabili non dovrebbe ricevere ordini per componenti critici per il volo o per la vita.
Norme e specifiche applicabili
| Standard / Specifiche | Ambito di applicazione | Organo direttivo |
|---|---|---|
| AMS 5604 | Foglio, striscia, lastra | SAE Internazionale |
| AMS 5643 | Barre, fili, forgiati | SAE Internazionale |
| ASTM A693 | Piastra, foglio, striscia | ASTM International |
| ASTM A564 | Barra laminata a caldo e rifinita a freddo | ASTM International |
| AMS 2759/3 | Trattamento termico degli acciai inossidabili PH | SAE Internazionale |
| AMS 2750 | Pirometria (calibrazione del forno) | SAE Internazionale |
| NADCAP AC7102 | Accreditamento per il trattamento termico | Istituto di valutazione delle prestazioni |
| AS9100 Rev. D | Gestione della qualità aerospaziale | IAQG / SAE |
| ISO 13485 | Gestione della qualità dei dispositivi medici | ISO |
| ISO 9001:2015 | Gestione generale della qualità | ISO |
| NACE MR0175 / ISO 15156 | Requisiti del materiale per il servizio acido | NACE / ISO |
| AMS 2807 | Identificazione del materiale | SAE Internazionale |
Requisiti per l'ispezione del primo articolo
I clienti OEM in genere richiedono l'ispezione del primo articolo (FAI) secondo AS9102 per i programmi aerospaziali o protocolli equivalenti per i programmi industriali e medici. Un pacchetto FAI completo per gli stampi di precisione 17-4 PH comprende:
- Layout dimensionale completo che verifica ogni dimensione controllata dal disegno.
- Certificazione del materiale con riferimento al numero di calore, alla conformità AMS 5604, all'analisi chimica e alle proprietà meccaniche dello stabilimento di origine.
- Certificazione del trattamento termico con identificazione del forno, registrazioni di calibrazione, grafico della temperatura e verifica del tempo di immersione.
- Risultati della prova di durezza che confermano il raggiungimento della condizione H specificata.
- Verifica delle condizioni della superficie (ispezione visiva, misurazione della rugosità se specificato).
- Risultati dei test funzionali, se applicabili (velocità della molla, forza di trazione, ecc.).
Quali sono i reali fattori di costo per le parti OEM personalizzate con timbro 17-4 PH?
La comprensione della struttura dei costi aiuta i team di approvvigionamento degli OEM a valutare accuratamente le offerte dei fornitori e a identificare le modifiche tecniche che migliorano l'efficienza dei costi senza compromettere le prestazioni.
Ripartizione dei componenti di costo
| Elemento di costo | Quota tipica del costo totale del pezzo | Variabili chiave |
|---|---|---|
| Materia prima (lastre/nastri 17-4 PH) | 30 - 50% | Calibro, certificazione AMS, volume d'ordine |
| Utensili (ammortizzati sulla durata della produzione) | 10 - 30% | Complessità, volume annuo, durata degli utensili |
| Operazioni di stampaggio (manodopera + macchina) | 15 - 25% | Conteggio delle operazioni, velocità della pressa, tempo di ciclo |
| Trattamento termico di invecchiamento | 5 - 12% | Tipo di forno, densità di carico, livello di certificazione |
| Ispezione e test | 5 - 15% | Requisiti FAI, specifiche NDT |
| Finitura superficiale (passivazione, ecc.) | 2 - 8% | Requisiti delle specifiche |
| Gestione e documentazione del programma | 3 - 8% | Complessità AS9100 / ISO 13485 |
Contesto dei prezzi delle materie prime
Le lamiere e i nastri 17-4 PH in condizioni certificate AMS 5604 attualmente (riferimento 2024) vengono commercializzati a circa $6,50-$12,00 la libbra per i calibri standard (0,020-0,125 pollici), con variazioni significative in base alla quantità dell'ordine, al calibro, alla larghezza e alla necessità di ottenere la certificazione di grado aerospaziale. Il contenuto di nichel e cromo fa lievitare il costo al di sopra dell'inossidabile 304 standard, che in genere viene commercializzato a $2,50-$4,50 la libbra in calibri simili.
Aspettative di lead time per tipo di ordine
| Categoria dell'ordine | Tempi di consegna tipici | Note |
|---|---|---|
| Prototipo / Primo articolo | 6 - 14 settimane | Include utensili, FAI |
| Tiratura iniziale | 4 - 10 settimane | Dipendente dall'approvvigionamento dei materiali |
| Produzione ripetuta (utensili consolidati) | 3 - 7 settimane | Varia in base alla disponibilità del materiale |
| Produzione accelerata | 2 - 4 settimane | Prezzo premium; è richiesto materiale in pronta consegna |
| Rilascio di ordini a tappeto | 1 - 3 settimane | Materiale a magazzino, utensili precostruiti |
Domande frequenti: Parti stampate personalizzate 17-4 PH (Tipo 630)
1. Qual è la differenza tra 17-4 PH Condizione A e H900 per i pezzi stampati?
La condizione A è lo stato di salamoia in cui viene stampato il 17-4 PH; H900 è la condizione invecchiata che rappresenta la massima resistenza. Nella condizione A, la resistenza alla trazione è di circa 150 ksi e la durezza si aggira intorno ai 32-38 HRC, rendendo il materiale lavorabile attraverso operazioni di stampaggio e formatura progressive standard. Dopo l'invecchiamento a 900°F per un'ora (H900), la resistenza alla trazione sale a 190 ksi e la durezza raggiunge circa 44 HRC, rendendo estremamente difficile la successiva formatura. La sequenza di produzione corretta è sempre: stampaggio in condizione A, quindi invecchiamento fino alla condizione H specificata. Il tentativo di stampare il materiale H900 richiede forze di pressatura notevolmente più elevate, produce un eccessivo ritorno elastico e rischia la formazione di cricche, motivo per cui nessuna azienda di stampaggio professionale forma il 17-4 PH dopo l'invecchiamento finale senza una specifica giustificazione ingegneristica.
2. I pezzi stampati in 17-4 PH possono essere saldati prima o dopo il trattamento termico di invecchiamento?
Il 17-4 PH può essere saldato sia prima che dopo l'invecchiamento, ma è preferibile la saldatura prima dell'invecchiamento seguita dall'invecchiamento. La saldatura in condizione A produce una zona termicamente alterata che può essere completamente trattata in soluzione e invecchiata in modo uniforme con il resto del pezzo. L'invecchiamento post-saldatura sviluppa quindi proprietà coerenti tra il metallo base e la zona saldata. La saldatura dopo l'invecchiamento introduce tensioni residue e produce zone termicamente alterate con microstruttura invecchiata non uniforme, riducendo potenzialmente la resistenza alla corrosione e la tenacità del giunto. I metalli d'apporto consigliati sono AWS A5.9 ER630 (composizione corrispondente) o AWS A5.9 ER308L per giunti non critici. Tutti gli assemblaggi saldati devono essere passivati dopo la lavorazione o la formatura per ripristinare il film passivo di ossido di cromo, e l'invecchiamento post-saldatura deve essere eseguito secondo i requisiti AMS 2759/3.
3. Il 17-4 PH è magnetico e questo influisce sulle applicazioni OEM?
Sì, l'acciaio inossidabile 17-4 PH è ferromagnetico in tutte le condizioni perché la sua microstruttura è principalmente martensitica anziché austenitica. La permeabilità magnetica del 17-4 PH è di circa 80-110 µ (permeabilità relativa) nella condizione H900, rispetto a circa 1,002-1,010 per il 316L completamente austenitico. Questo carattere magnetico è una considerazione fondamentale per le applicazioni OEM in prossimità di apparecchiature elettroniche sensibili, sistemi di imaging a risonanza magnetica o strumenti sensibili ai campi magnetici. Per le applicazioni che richiedono un acciaio inossidabile non magnetico, i gradi austenitici (304, 316L, 310) o i gradi completamente austenitici indurenti per precipitazione sono le specifiche corrette. Per il settore aerospaziale, la difesa e molte applicazioni industriali, il carattere magnetico del 17-4 PH è irrilevante per il funzionamento e non è necessario sostituirlo.
4. Quale raggio di curvatura minimo è richiesto per le lastre 17-4 PH allo stato ricotto?
Il raggio di curvatura minimo per il 17-4 PH in condizione A (ricotto) dipende dallo spessore del materiale e dalla direzione di curvatura rispetto alla direzione di laminazione. Come linea guida generale: per le curve trasversali alla direzione di laminazione (attraverso la grana), un raggio interno minimo di 1× spessore del materiale (1t) è accettabile per spessori fino a 0,060 pollici. Per le curve parallele alla direzione di laminazione (con la grana), si raccomanda un raggio interno da 1,5t a 2t per evitare cricche. Per materiali di spessore superiore a 0,060 pollici, aumentare il raggio minimo di 0,5 t per ogni 0,030 pollici di spessore aggiuntivo. Qualsiasi lavorazione a freddo accumulata nel materiale da precedenti operazioni di stampaggio aumenta il raggio minimo di curvatura sicuro. Convalidiamo il raggio di curvatura minimo sui tagliandi di prova di produzione di ogni lotto di materiale in arrivo, poiché la variazione dell'allungamento da calore a calore influisce sui limiti pratici di formatura.
5. Cosa causa la distorsione dimensionale durante il trattamento termico di invecchiamento degli stampati 17-4 PH?
La distorsione durante l'invecchiamento deriva da tre fonti: il rilassamento delle tensioni residue di formatura, l'espansione volumetrica dovuta alla formazione di precipitati di rame (circa 0,0003-0,0006 pollici per pollice) e lo scorrimento indotto dalla gravità nei pezzi sottili e non supportati durante il periodo di immersione alla temperatura di invecchiamento. I pezzi con significative tensioni residue asimmetriche derivanti da operazioni di formatura sono più suscettibili di distorsione durante l'invecchiamento. Le strategie di prevenzione comprendono: l'utilizzo di un invecchiamento in fixture, in cui le dimensioni critiche sono controllate da una fixture conforme durante il ciclo di trattamento termico; il bilanciamento della sequenza di stampaggio per distribuire le tensioni residue in modo simmetrico; l'applicazione di uno scarico delle tensioni a 1500-1600°F prima dell'invecchiamento finale per i pezzi di geometria complessa; la considerazione di una crescita prevedibile delle dimensioni di stampaggio prima dell'invecchiamento. I pezzi piatti a tolleranza stretta richiedono in genere un'operazione di raddrizzamento dopo l'invecchiamento se i requisiti di planarità sono inferiori a 0,005 pollici per pollice.
6. Come si comporta il 17-4 PH nei test di corrosione in nebbia salina?
Il 17-4 PH nelle condizioni da H1025 a H1150 supera il test in nebbia salina ASTM B117 a 200-500 ore senza formazione di ruggine rossa significativa su superfici adeguatamente passivate. Il materiale in condizioni H900 mostra tipicamente i primi segni di ruggine superficiale a 100-200 ore nello stesso test, riflettendo la sua maggiore suscettibilità alla corrosione per vaiolatura e interstiziale alla massima resistenza. La passivazione secondo ASTM A967 o AMS 2700 (Metodo 2 - passivazione con acido nitrico) è essenziale per massimizzare le prestazioni in nebbia salina, garantendo che una pellicola passiva di ossido di cromo completa e continua ricopra tutte le superfici. I pezzi con profondi intagli, raggi interni stretti o geometria complessa possono intrappolare i lubrificanti di lavorazione o di stampaggio in fessure che interferiscono con la passivazione: queste aree richiedono attenzione durante il ciclo di pulizia che precede la passivazione per garantire la copertura completa della superficie.
7. Qual è la resistenza alla fatica dei componenti stampati in 17-4 PH in diverse condizioni H?
La resistenza alla fatica (limite di resistenza a 10⁷ cicli, R = -1, trave rotante) per il 17-4 PH varia a seconda delle condizioni: H900 è circa 75-85 ksi; H925 è 70-80 ksi; H1025 è 65-75 ksi; H1150 è 55-65 ksi. Le condizioni della superficie influenzano in modo critico le prestazioni a fatica. I pezzi stampati con bave, segni di utensili o danni superficiali possono mostrare riduzioni della vita a fatica di 30-50% rispetto ai campioni lucidati usati nelle prove di laboratorio. Per i componenti OEM critici per la fatica, come i fermi a molla, gli anelli di ritenzione e le staffe per carichi ciclici, è necessario controllare la qualità della superficie dopo lo stampaggio e specificare nel disegno le condizioni dei bordi (rimozione delle bave, raggio dei bordi). La pallinatura dopo l'invecchiamento può migliorare la durata a fatica di 20-40% in condizioni H900 e H925 introducendo tensioni residue di compressione sulla superficie, contrastando le tensioni di trazione che innescano le cricche da fatica.
8. Il 17-4 PH può essere utilizzato in applicazioni a temperatura criogenica?
Il 17-4 PH ha un'idoneità limitata per le applicazioni criogeniche. Nelle condizioni H900 e H925, l'elevata resistenza e la tenacità relativamente bassa (10-20 ft-lbs Charpy a temperatura ambiente) diminuiscono ulteriormente alle temperature criogeniche, rendendo la frattura fragile un rischio significativo al di sotto dei -100°F (-73°C). Le condizioni H1150 e H1150-M, con valori Charpy a temperatura ambiente di 65-110 ft-lbs, mostrano prestazioni migliori a basse temperature, ma non sono ancora in grado di eguagliare la tenacità criogenica di gradi completamente austenitici come 304L, 316L o 310S. Le norme ASTM sui recipienti a pressione e sui servizi a bassa temperatura non elencano il 17-4 PH in nessuna condizione H tra i materiali approvati per i servizi criogenici. I programmi OEM che specificano componenti per ambienti con azoto liquido (-196°C) o ossigeno liquido (-183°C) dovrebbero valutare gradi inossidabili austenitici o leghe di alluminio piuttosto che il 17-4 PH.
9. Come devono essere puliti e passivati i pezzi stampati in 17-4 PH prima della consegna?
La sequenza di pulizia e passivazione consigliata per gli stampati OEM a 17-4 PH è la seguente: pulizia alcalina per rimuovere tutti i lubrificanti di stampaggio e i residui organici; risciacquo con acqua; passivazione in acido nitrico 20-25% a 120-140°F (49-60°C) per 20-30 minuti (ASTM A967 Tipo II); risciacquo con acqua deionizzata e asciugatura ad aria forzata. In alternativa, nelle strutture che desiderano eliminare la manipolazione dell'acido nitrico, è preferibile la passivazione con acido citrico 4-10% a 120-140°F per 10-20 minuti. L'efficacia della passivazione deve essere verificata con un test al solfato di rame (ASTM A967 Practice A) o con un test ad alta umidità (ASTM A967 Practice C). Le parti che non possono essere passivate immediatamente dopo la pulizia devono essere conservate all'asciutto in un imballaggio sigillato. Non lasciare mai che i pezzi con 17-4 PH entrino in contatto con utensili, attrezzature o scaffali di stoccaggio in ferro o acciaio al carbonio senza barriere protettive, poiché la raccolta del ferro provoca macchie di ruggine che interrompono il film passivo.
10. Cosa rende MWalloys un fornitore qualificato per le parti stampate di precisione 17-4 PH OEM?
MWalloys fornisce stampati di precisione 17-4 PH certificati e supportati da un sistema di qualità completo allineato con AS9100 Rev D, ISO 9001:2015 e ISO 13485 per i clienti di dispositivi medici. Il nostro stabilimento mantiene la completa tracciabilità del materiale, dalla bobina di laminazione certificata AMS 5604 allo stampaggio, al trattamento termico di invecchiamento con documentazione pirometrica conforme ad AMS 2750, all'ispezione, alla passivazione e alla consegna. Eseguiamo il trattamento termico di invecchiamento in forni partner accreditati NADCAP con registrazioni complete del grafico tempo-temperatura per ogni lotto. Il nostro team di ingegneri fornisce gratuitamente la revisione DFM (design for manufacturability) durante il processo di quotazione, identificando potenziali rischi di ritorno elastico, cricche o distorsione da trattamento termico prima che venga impegnato l'utensile. Manteniamo scorte di sicurezza dei calibri 17-4 PH più frequentemente richiesti, in condizioni certificate AMS 5604, per supportare le esigenze di prototipi urgenti e ridurre il rischio di tempi di produzione nei programmi OEM attivi.
Conclusione: Specificare correttamente le parti OEM personalizzate con timbro 17-4 PH
L'acciaio inossidabile 17-4 PH (Tipo 630) occupa una posizione di prestigio che nessun altro materiale è in grado di eguagliare a costi comparabili: stampabile allo stato morbido, temprabile fino a una resistenza alla trazione di oltre 190 ksi, sufficientemente resistente alla corrosione per la maggior parte degli ambienti non marini e rintracciabile attraverso un sistema di specifiche ben consolidato che copre materiale, lavorazione e ispezione.
Le conclusioni critiche di questa revisione tecnica sono:
Selezione del materiale: Scegliere la condizione di invecchiamento in base all'ambiente di servizio effettivo. L'H900 offre la massima resistenza, ma la paga con una tenacità ridotta e un rischio più elevato di cricche da tensocorrosione. H1025 è la scelta giusta per la maggior parte delle applicazioni strutturali OEM che richiedono sia forza che resistenza alla corrosione. H1150 è la scelta giusta quando la tenacità è il requisito principale.
Sequenza del processo: Stampare sempre in condizione A, quindi temprare per invecchiamento. Il tentativo di formare il 17-4 PH completamente invecchiato produce scarti eccessivi e usura degli utensili. Progettare la sequenza di stampaggio per rimanere all'interno della capacità di formatura del materiale ricotto, compresa la compensazione del ritorno elastico e i raggi di curvatura appropriati.
Investimento in utensili: Il 17-4 PH richiede matrici in metallo duro o in acciaio ad alte prestazioni, dimensionate per forze pari a 1,7-1,9 volte quelle richieste per operazioni equivalenti con l'acciaio inossidabile 304. I programmi di lavorazione con un numero insufficiente di utensili producono pezzi inconsistenti e un rapido cedimento degli stampi.
Controllo del trattamento termico: La temperatura di invecchiamento deve essere mantenuta a ±10°F per garantire proprietà meccaniche costanti tra i lotti di produzione. La pirometria conforme allo standard AMS 2750 e i processori accreditati NADCAP sono lo standard appropriato per i programmi OEM del settore aerospaziale e medicale.
Documentazione di qualità: La tracciabilità completa da stabilimento a pezzo, i registri dei trattamenti termici e la documentazione di ispezione sono requisiti fondamentali per i clienti OEM dei settori regolamentati. Un fornitore che non è in grado di fornire questa catena di documentazione non è una fonte appropriata per i componenti critici per il volo o per la vita.
Noi di MWalloys supportiamo i clienti OEM dalle prime consultazioni progettuali fino alla produzione in grandi volumi di stampati di precisione 17-4 PH. L'esperienza diretta del nostro team di ingegneri con questo materiale in diversi settori industriali ci permette di identificare i rischi di formatura, trattamento termico e qualità prima che diventino problemi di produzione. Contattate il nostro team tecnico per discutere le vostre esigenze di stampaggio OEM 17-4 PH.
Riferimenti tecnici
- SAE International. AMS 5604: "Acciaio, resistente alla corrosione, lamiere, nastri e piastre". Revisione attuale.
- SAE International. AMS 2759/3: "Trattamento termico di indurimento per precipitazione di parti in acciaio resistenti alla corrosione e al calore". Revisione attuale.
- SAE International. AMS 2750: "Pirometria". Revisione attuale.
- ASTM International. ASTM A693: "Specifiche standard per lamiere, fogli e nastri di acciaio inossidabile e resistente al calore induriti per precipitazione". Edizione attuale.
- ASTM International. ASTM A564: "Specifiche standard per barre e forme di acciaio inossidabile laminate a caldo e rifinite a freddo per invecchiamento". Edizione attuale.
- ASTM International. ASTM A967: "Specifiche standard per i trattamenti di passivazione chimica di parti in acciaio inossidabile". Edizione attuale.
- ASTM International. ASTM B117: "Pratica standard per il funzionamento degli apparecchi a nebbia salina". Edizione attuale.
- Carpenter Technology Corporation. "Dati tecnici sull'acciaio inossidabile 17-4 PH". Carpenter Technology, edizione attuale.
- AK Steel (ora Cleveland-Cliffs). "Bollettino dei dati di prodotto dell'acciaio inossidabile 17-4 PH". Edizione attuale.
- ASM International. "Manuale ASM Volume 14B: Lavorazione dei metalli - Formatura delle lamiere". ASM International, 2006.
- NACE International. MR0175 / ISO 15156: "Industrie del petrolio e del gas naturale - Materiali da utilizzare in ambienti contenenti H₂S nella produzione di petrolio e gas". Edizione attuale.
- Istituto di revisione delle prestazioni. NADCAP AC7102: "Criteri di verifica del trattamento termico". Revisione attuale.
- SAE International. AS9100 Rev. D: "Sistemi di gestione della qualità - Requisiti per le organizzazioni dell'aviazione, dello spazio e della difesa". 2016.
- SAE International. AS9102B: "Requisiti per l'ispezione del primo articolo nel settore aerospaziale". Revisione attuale.
- ISO. ISO 13485: "Dispositivi medici - Sistemi di gestione della qualità - Requisiti per scopi normativi". Edizione attuale.
Contenuto tecnico preparato dal team tecnico ed editoriale di MWalloys. MWalloys produce componenti stampati di precisione in acciaio inossidabile 17-4 PH, Hastelloy X, Inconel 625, leghe di titanio e altri materiali ad alte prestazioni per clienti OEM del settore aerospaziale, dei dispositivi medici, della difesa e dell'industria. Per consulenze ingegneristiche, conferma della disponibilità dei materiali o preventivi di produzione, contattate il nostro team tecnico-commerciale.
