Custom 17-4 PH (Type 630) stainless steel stamped parts deliver tensile strengths ranging from 150,000 psi to 220,000 psi depending on precipitation hardening condition, combining corrosion resistance comparable to 304 stainless with mechanical properties approaching alloy steel. At MWalloys, we produce OEM stamped components in 17-4 PH across aerospace, medical, defense, and industrial sectors. This material's unique ability to be stamped in a soft annealed condition and then age-hardened to final strength after forming makes it one of the most process-efficient choices available to design engineers who need both high strength and dimensional precision in a single part.
If your project requires the use of 17-4 PH (Type 630) SS Stamped Parts, you can contact us for a free quote.
What Is 17-4 PH Stainless Steel and Why Does Its Composition Matter for Stamped Parts?
17-4 PH stainless steel, designated UNS S17400 and also known as Type 630, is a martensitic precipitation-hardening stainless steel developed by Armco Steel (now AK Steel/Cleveland-Cliffs). The designation "17-4" refers to its nominal chromium (17%) and nickel (4%) content. The "PH" designation identifies it as a precipitation-hardening grade, meaning its final mechanical properties are achieved through a controlled aging heat treatment after forming rather than through cold working alone.
This characteristic is the central reason 17-4 PH has become a dominant material in precision OEM stamping programs. Components can be formed in the relatively soft annealed (Condition A) state, where the material behaves more like a standard austenitic stainless steel, and subsequently age-hardened to achieve properties that no amount of cold work alone could produce in a conventional stainless grade.
17-4 PH Chemical Composition
| Element | Nominal Content (wt%) | Allowable Range (wt%) | Functional Role |
|---|---|---|---|
| Chromium (Cr) | 17% | 15.5 – 17.5% | Corrosion resistance, passive film |
| Nickel (Ni) | 4% | 3.0 – 5.0% | Austenite stabilization, toughness |
| Copper (Cu) | 4% | 3.0 – 5.0% | Precipitation hardening agent |
| Niobium + Columbium (Nb+Cb) | 0.30% | 0.15 – 0.45% | Carbide stabilization, grain control |
| Carbon (C) | 0.07% max | 0.07% max | Martensite formation |
| Manganese (Mn) | 1.00% max | 1.00% max | Deoxidation |
| Silicon (Si) | 1.00% max | 1.00% max | Deoxidation |
| Phosphorus (P) | 0.040% max | 0.040% max | Toughness limiter |
| Sulfur (S) | 0.030% max | 0.030% max | Machinability vs. ductility balance |
| Iron (Fe) | Balance | Balance | Matrix |
Source: ASTM A693 (plate, sheet, strip); AMS 5604 (sheet, strip, plate); UNS S17400 specification.

Metallurgical Mechanism: Why Precipitation Hardening Works
In its annealed condition (Condition A), 17-4 PH exists primarily as martensite — not the brittle, high-carbon martensite of tool steels, but a relatively low-carbon, ductile lath martensite that can be formed and stamped without cracking. When the material is subsequently aged at temperatures between 900°F and 1150°F (482–621°C), copper-rich precipitates nucleate and grow within the martensitic matrix. These nanometer-scale copper particles act as obstacles to dislocation movement, dramatically increasing yield and tensile strength.
The size and distribution of these copper precipitates depend entirely on aging temperature and time. Lower aging temperatures produce finer, more densely distributed precipitates and higher strength. Higher aging temperatures produce larger, more widely spaced precipitates and better toughness with slightly reduced peak strength. This is exactly why there are multiple "H-condition" designations — each represents a different aging temperature optimized for a specific strength-toughness trade-off.
What Precipitation Hardening Conditions Are Available and How Do They Compare?
Understanding the H-condition system is non-negotiable for engineers specifying 17-4 PH stamped parts. Selecting the wrong condition produces a part that meets dimensional requirements but fails in service due to inadequate strength, poor toughness, or stress corrosion cracking susceptibility.
17-4 PH Condition Mechanical Properties Comparison
| Condition | Aging Temp | Tensile Strength (min) | Yield Strength (min) | Elongation (min) | Hardness (max) | Charpy Impact |
|---|---|---|---|---|---|---|
| Condition A (annealed) | Solution treated only | 150 ksi (1034 MPa) | 110 ksi (758 MPa) | 10% | 38 HRC | 20–40 ft-lbs |
| H900 | 900°F (482°C), 1 hr | 190 ksi (1310 MPa) | 170 ksi (1172 MPa) | 10% | 44 HRC | 10–20 ft-lbs |
| H925 | 925°F (496°C), 4 hrs | 170 ksi (1172 MPa) | 155 ksi (1069 MPa) | 10% | 40 HRC | 18–28 ft-lbs |
| H1025 | 1025°F (552°C), 4 hrs | 155 ksi (1069 MPa) | 145 ksi (1000 MPa) | 12% | 38 HRC | 35–55 ft-lbs |
| H1075 | 1075°F (579°C), 4 hrs | 145 ksi (1000 MPa) | 125 ksi (862 MPa) | 13% | 36 HRC | 45–65 ft-lbs |
| H1100 | 1100°F (593°C), 4 hrs | 140 ksi (965 MPa) | 115 ksi (793 MPa) | 14% | 34 HRC | 55–75 ft-lbs |
| H1150 | 1150°F (621°C), 4 hrs | 135 ksi (931 MPa) | 105 ksi (724 MPa) | 16% | 32 HRC | 65–95 ft-lbs |
| H1150-M | Double aged | 125 ksi (862 MPa) | 105 ksi (724 MPa) | 18% | 28 HRC | 75–110 ft-lbs |
Source: AMS 5604, ASTM A693, and Special Metals 17-4 PH technical datasheet.
Choosing the Right Condition for Your OEM Application
The H900 condition is the highest-strength option and is widely used in aerospace fastener and bracket applications where weight-critical high-strength design is the primary driver. However, H900 carries the lowest toughness and the highest susceptibility to stress corrosion cracking in chloride environments. We at MWalloys consistently advise customers to avoid H900 in marine or chemical process environments unless specific testing has validated the application.
H1025 represents what many engineers consider the best balanced condition — strength above 155 ksi combined with significantly improved toughness and meaningfully better corrosion resistance. Many medical device and food processing OEM customers specify H1025 precisely because it sits in this balanced zone.
H1150 and H1150-M are preferred when maximum toughness and ductility are required, such as in spring components, flex members, or parts that must absorb impact. The trade-off is a strength level that, while still excellent compared to most austenitic stainless grades, falls short of the H900 peak.
How Is 17-4 PH Stainless Steel Stamped in Production Settings?
The stamping behavior of 17-4 PH is fundamentally different from austenitic grades like 304 or 316, and treating it identically in production leads to predictable problems. The material's martensitic starting microstructure, even in Condition A, produces distinct forming characteristics that require deliberate process adaptation.
Forming Characteristics in Condition A
| Property | 17-4 PH (Condition A) | 304 Stainless | Carbon Steel 1008 |
|---|---|---|---|
| Tensile Strength | 150 ksi | 84 ksi | 44 ksi |
| Yield Strength | 110 ksi | 32 ksi | 25 ksi |
| Elongation | 10% | 55% | 40% |
| Work Hardening Exponent (n) | 0.05 – 0.10 | 0.28 – 0.34 | 0.22 – 0.26 |
| Springback Tendency | High | Moderate | Low |
| Forming Force vs. 304 | 1.5 – 1.8x | 1.0x | 0.5x |
| Galling Tendency | Moderate | Moderate-High | Low |
The most striking difference is the work hardening exponent. At 0.05–0.10, 17-4 PH in Condition A work hardens very slowly compared to 304 stainless. This seems like an advantage, and in terms of forming force distribution it is. However, it also means the material has significantly less elongation to work with before local necking occurs. The combination of high starting yield strength and limited elongation means that stamping operations requiring significant metal flow — deep drawing in particular — must be carefully engineered.
Progressive Die Stamping of 17-4 PH
Progressive die stamping is the most cost-effective process for medium to high volume 17-4 PH precision parts. Because the material work hardens slowly, progressive die sequences can often accomplish more operations between anneal cycles than an equivalent sequence in 304 stainless. In our experience at MWalloys, simple bracket and clip geometries in 17-4 PH often complete a full progressive die sequence without any intermediate annealing.
For complex parts requiring deep draws, reverse bends, or multiple flanging operations, intermediate stress relief at 1900°F (1038°C) followed by rapid air cooling restores some ductility. This is softer than a full solution anneal but avoids the complete dimensional reset that a full re-solution treatment would require.
Blanking and Piercing Parameters
Blanking and piercing 17-4 PH requires die clearances matched to its higher strength level:
- Recommended die clearance per side: 8–12% of material thickness for blanking.
- Recommended die clearance per side: 10–13% of material thickness for piercing.
- Punch-to-die clearance tighter than 6% per side dramatically accelerates wear and increases cracking risk in the shear zone.
- Shear angle on blanking punches: 1–3° recommended to reduce snap-through force.
Burr height control is particularly important in OEM medical and aerospace applications. At proper clearances with sharp, well-maintained tooling, burr heights of 0.001–0.003 inch are achievable on 0.030–0.060 inch material thickness.
Deep Drawing Capability
The limiting draw ratio (LDR) for 17-4 PH in Condition A is approximately 1.6–1.9, lower than the 2.0–2.3 achievable in 304 stainless. This reflects the lower elongation and reduced strain hardening capacity. For parts requiring draw ratios above 1.7, re-draw operations with intermediate stress relief are the standard approach.
Lubrication selection significantly affects draw quality:
- Extreme pressure (EP) drawing compounds with zinc stearate: Effective and commonly used.
- PTFE-based dry film lubricants: Excellent for applications requiring clean surfaces before aging heat treatment.
- Chlorinated oils: Effective but must be completely removed before any heat treatment to prevent intergranular attack.
What Tooling Specifications Produce the Best Results with 17-4 PH?
Tooling for 17-4 PH stamping must account for the material's high yield strength even in the annealed condition. Standard tooling designed for carbon steel will show accelerated wear within the first production runs.
Recommended Tooling Materials
| Tooling Type | Recommended Material | Alternative | Expected Life (hits) |
|---|---|---|---|
| Blanking punch (high volume) | Tungsten carbide (6% Co) | CPM-Rex M4 HSS | 800,000 – 2,000,000 |
| Blanking die | Tungsten carbide | D2 with TiCN coating | 800,000 – 2,000,000 |
| Pierce punch (small holes) | M42 HSS or CPM-Rex 76 | Carbide (brittle risk) | 200,000 – 500,000 |
| Draw punch | D2 tool steel + TiCN coating | Carbide insert | 100,000 – 300,000 |
| Draw die | D2 with chrome plating | Carbide liner | 100,000 – 250,000 |
| Forming punch/die | D2 (60-62 HRC) | M2 HSS | 80,000 – 200,000 |
| Stripper plate | A2 tool steel (58-60 HRC) | D2 | 300,000 – 600,000 |
Source: Compiled from SME Die Design Handbook and MWalloys internal tooling performance records.
Press Tonnage Calculation
Press tonnage requirements for 17-4 PH blanking and piercing are substantially higher than for carbon steel. The blanking force formula:
F = L × t × Ss
Where:
- F = blanking force (tons)
- L = perimeter of cut (inches)
- t = material thickness (inches)
- Ss = shear strength of material
For 17-4 PH Condition A, shear strength is approximately 60–70% of ultimate tensile strength, or roughly 90,000–105,000 psi. This compares to approximately 45,000–52,000 psi for 304 stainless. The practical result is that 17-4 PH blanking operations require roughly twice the press capacity of equivalent carbon steel operations and 1.7–1.9 times the capacity of 304 stainless operations.

What Dimensional Tolerances and Surface Finish Are Achievable in 17-4 PH Stamping?
Dimensional capability in 17-4 PH stamping is influenced by springback, heat treatment distortion, and the material's high strength, which resists plastic deformation in tight corners and small radii.
Achievable Tolerance Table
| Feature | Thickness Range | Achievable Tolerance | Process Notes |
|---|---|---|---|
| Blank overall dimensions | 0.010 – 0.125 inch | ±0.003 – ±0.008 inch | Progressive die |
| Hole diameter | 0.010 – 0.060 inch | ±0.002 – ±0.004 inch | Carbide punch |
| Hole location (from datum) | 0.010 – 0.060 inch | ±0.003 – ±0.005 inch | Compound die |
| Bend angle | All standard gauges | ±0.5° – ±2.0° | After springback compensation |
| Flatness (post-stamp) | 0.020 – 0.060 inch | 0.005 – 0.012 inch/inch | Varies with geometry |
| Flatness (post-age hardening) | 0.020 – 0.060 inch | 0.008 – 0.020 inch/inch | Fixture aging required for tight flatness |
| Surface roughness | 0.020 – 0.080 inch | 32 – 63 µin Ra | Dependent on lubrication and die condition |
| Edge perpendicularity | 0.020 – 0.060 inch | 0.002 – 0.005 inch | Per unit length |
Springback Management in 17-4 PH
Springback is the single biggest dimensional challenge in 17-4 PH stamped components. Because the material's yield strength in Condition A (110 ksi minimum) is more than three times higher than mild steel, the elastic strain recovered after bending is proportionally larger. In practical terms, a 90° bend targeted in the die may spring back to 96–103° after pressure is released.
Compensating strategies we employ at MWalloys include:
- Overbending: Die geometry is designed to bend 4–8° past the target angle to account for predicted springback.
- Coining: Applying compressive stress at the bend radius by reducing die radius clearance to force plastic set through the full section.
- Bottoming: Using die closure to apply high compressive stress at the end of stroke, forcing the bend zone past yield through the full cross-section.
- Post-stamp straightening: For high-volume flat parts, a secondary flattening operation in a press eliminates bow from coil set.
What Heat Treatment After Stamping Produces Each H-Condition?
The aging heat treatment transforms the stamped part from its Condition A properties to the final OEM specification. This step is non-negotiable for precipitation hardening to occur, and the process parameters must be controlled precisely.
Aging Heat Treatment Process Parameters
| Condition | Aging Temp | Soak Time | Cooling Method | Atmosphere | Result |
|---|---|---|---|---|---|
| H900 | 900°F ± 10°F (482°C) | 1 hour | Air cool | Air acceptable | Max strength, min toughness |
| H925 | 925°F ± 10°F (496°C) | 4 hours | Air cool | Air acceptable | High strength, moderate toughness |
| H1025 | 1025°F ± 10°F (552°C) | 4 hours | Air cool | Air acceptable | Balanced strength/toughness |
| H1075 | 1075°F ± 10°F (579°C) | 4 hours | Air cool | Air acceptable | Good toughness |
| H1100 | 1100°F ± 10°F (593°C) | 4 hours | Air cool | Air acceptable | High toughness |
| H1150 | 1150°F ± 10°F (621°C) | 4 hours | Air cool | Air acceptable | Max toughness, lower strength |
| H1150-M | 1400°F (760°C) 2 hrs + 1150°F (621°C) 4 hrs | Sequential | Air cool each | Air acceptable | Maximum toughness |
Source: AMS 2759/3 (precipitation hardening corrosion-resistant and maraging steel parts); ASTM A564.
Why Furnace Calibration Matters for 17-4 PH Aging
The ±10°F temperature tolerance on aging is not arbitrary. Aging temperature directly controls the size of copper precipitates and, therefore, final mechanical properties. An aging temperature of 910°F (488°C) instead of the specified 900°F (482°C) can reduce tensile strength by 5,000–8,000 psi and alter hardness by 1–2 HRC. For aerospace and medical OEM parts with tight mechanical property windows, this deviation can be the difference between a conforming and a non-conforming lot.
AMS 2750 specifies pyrometry requirements for heat treatment furnaces used on aerospace parts, including survey temperature uniformity of ±10°F or better across the working zone. Furnaces must be surveyed at least quarterly and calibrated instrumentation verified per NIST traceable standards.
Dimensional Change During Aging
Aging causes a small but measurable dimensional change. 17-4 PH grows approximately 0.0003 to 0.0006 inch per inch during the aging cycle due to the lattice strain introduced by copper precipitate formation. For most stamped parts, this expansion is uniform and predictable. For parts with very tight absolute dimensions (tolerances below ±0.003 inch total), the aging growth must be factored into pre-age stamping dimensions.
How Does 17-4 PH Corrosion Resistance Compare Across Aging Conditions?
Corrosion resistance in 17-4 PH is not constant across all H-conditions. The aging temperature affects chromium carbide precipitation at grain boundaries, which directly impacts corrosion performance in aggressive environments.
Corrosion Resistance by Condition
| Condition | Salt Spray Resistance (ASTM B117) | Pitting Resistance | Stress Corrosion Cracking Risk | Recommended Environments |
|---|---|---|---|---|
| Condition A | Good | Good | Low | General industrial |
| H900 | Moderate | Moderate | High | Dry, non-chloride aerospace |
| H925 | Moderate-Good | Moderate-Good | Moderate-High | Controlled environments |
| H1025 | Good | Good | Moderate | Medical, food processing |
| H1075 | Good | Good | Low-Moderate | Marine-adjacent, chemical |
| H1100 | Very Good | Good | Low | Mildly aggressive environments |
| H1150 | Very Good | Good-Very Good | Low | Marine, chemical process |
Source: NACE MR0175 / ISO 15156; Carpenter Technology 17-4 PH alloy technical data.
Why H900 Has Higher Stress Corrosion Cracking Risk
The very high strength of H900 condition (170+ ksi yield) creates a material that is inherently susceptible to stress corrosion cracking (SCC) in the presence of chlorides and tensile stress. The combination of high residual stress from stamping operations, chloride environment, and the brittle fracture tendency at HRC 44 is a known failure mode documented extensively in NACE corrosion literature.
For OEM parts that will see marine spray, cleaning agents, or biological fluids (in medical applications), H1025 through H1150 are the responsible specifications. We always raise this issue with customers who initially specify H900 for maximum strength in applications that will be exposed to chloride-containing environments.
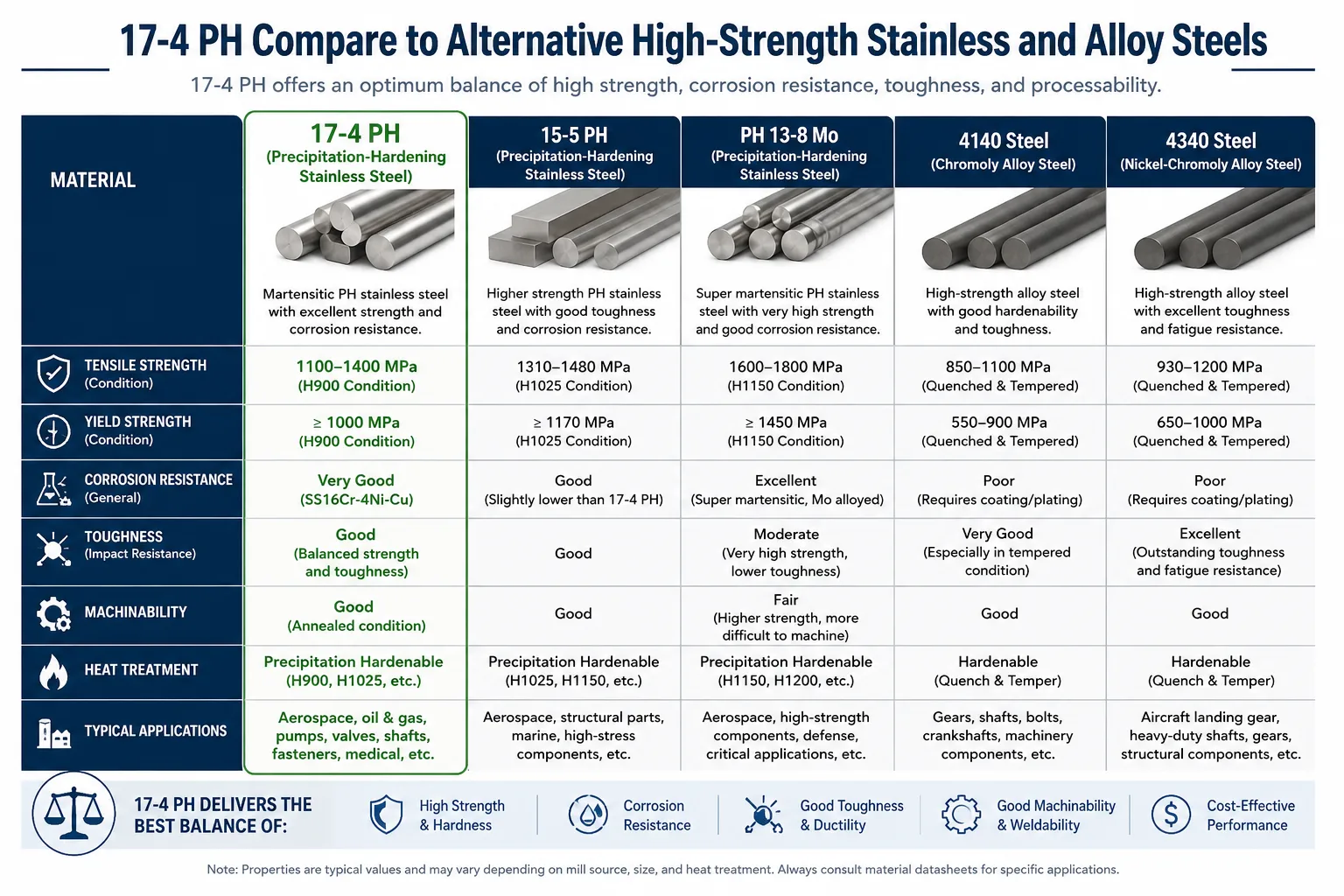
How Does 17-4 PH Compare to Alternative High-Strength Stainless and Alloy Steels?
OEM engineers frequently evaluate 17-4 PH against competing materials. The comparison table below covers the most common alternatives considered in precision stamped component programs.
Material Comparison for High-Strength Stamped OEM Parts
| Property | 17-4 PH H900 | 17-4 PH H1025 | 316L SS | 15-5 PH H900 | 13-8 Mo H950 | 4340 Alloy Steel |
|---|---|---|---|---|---|---|
| Tensile Strength (ksi) | 190 | 155 | 84 | 190 | 220 | 185–200 |
| Yield Strength (ksi) | 170 | 145 | 32 | 170 | 205 | 170–185 |
| Elongation (%) | 10 | 12 | 50 | 10 | 10 | 12 |
| Hardness | 44 HRC | 38 HRC | 95 HRB | 44 HRC | 48 HRC | 42–48 HRC |
| Corrosion Resistance | Good | Very Good | Excellent | Good | Good | Poor (requires coating) |
| Stampability | Good (Cond. A) | Good (Cond. A) | Excellent | Good | Moderate | Good (annealed) |
| Weldability | Good | Good | Excellent | Good | Fair | Fair |
| Material Cost (relative) | Moderate | Moderate | Low-Moderate | High | Very High | Low |
| Aerospace Use | Extensive | Extensive | Limited | Extensive | Specialized | Limited (no corrosion resistance) |
Source: ASM International Materials Property Database; Carpenter Technology alloy comparison data; AK Steel 17-4 PH technical datasheet.
Why 17-4 PH Outperforms 316L in OEM Structural Applications
316L stainless is the default corrosion-resistant choice for many OEM procurement teams, but its yield strength of 32 ksi means that parts designed to carry structural loads must be significantly heavier than equivalent 17-4 PH parts. The strength-to-weight ratio of 17-4 PH H1025 (155 ksi tensile) is approximately 1.85 times that of 316L at the same cross-sectional area. In aerospace and defense OEM programs where every gram matters, this difference is decisive.
When 15-5 PH Is Preferable to 17-4 PH
15-5 PH (UNS S15500) offers comparable mechanical properties to 17-4 PH but with a cleaner microstructure free from ferrite stringers, because it is produced through vacuum-induction melting plus electroslag remelting or vacuum arc remelting. For aerospace parts requiring premium cleanliness and consistent through-thickness properties (such as thick plate sections), 15-5 PH is specified. For sheet metal stampings in gauges below 0.125 inch, the microstructural advantage of 15-5 PH is less significant, and 17-4 PH's lower cost makes it the practical choice.
What OEM Industries and Applications Use Custom 17-4 PH Stamped Parts?
The breadth of OEM applications for 17-4 PH precision stampings reflects the alloy's unique position in the material property space. No other single stainless grade delivers this combination of formability in the soft condition, age-hardenable strength, and adequate corrosion resistance at competitive cost.
Aerospace and Defense OEM Components
Aerospace is the largest single market for custom 17-4 PH stampings. The combination of light weight, high strength, and corrosion resistance matches aerospace design requirements precisely. Specific components include:
- Structural brackets and clip assemblies in airframe sections.
- Actuator components and linkages in flight control systems.
- Fastener components (shims, retaining clips, spring washers)
- Turbine engine static structural components (below combustion temperature range)
- Hydraulic system fittings and valve bodies (stamped and formed)
- Antenna mounting hardware and enclosure components.
- Ground support equipment structural components.
The F/A-18 Hornet, Boeing 737, and Airbus A320 family programs all incorporate 17-4 PH sheet metal components at various structural levels. Defense procurement specifications frequently call out AMS 5604 (sheet) or AMS 5643 (bar, wire, forgings) with specific H-condition requirements matched to the structural load case.
Medical Device OEM Applications
Medical device applications represent one of the fastest-growing OEM markets for 17-4 PH stampings. The material's combination of high strength (for miniaturized high-load components), corrosion resistance in biological environments, and MRI compatibility (it is non-ferromagnetic in most conditions) makes it attractive to medical device engineers.
Common medical device applications include:
- Surgical instrument components (clamp jaws, ratchet mechanisms, spring clips).
- Orthopedic implant instrument parts (non-implant components used during procedures).
- Catheter tip reinforcement components and braid termination hardware.
- Drug delivery device springs and latch mechanisms.
- Dental instrument components requiring high strength in small cross-sections.
- Diagnostic equipment mechanical components.
FDA-regulated medical device OEM programs typically require full material traceability per ISO 13485, certificate of conformance to AMS 5604 or ASTM A693, and documented aging heat treatment records with calibration verification.
Industrial and Energy Sector OEM Components
Beyond aerospace and medical, 17-4 PH stamped parts appear throughout industrial OEM programs:
- Oil and gas downhole tool components requiring NACE MR0175 compliance.
- Pump impeller components and wear-resistant hardware.
- Valve trim components in chemical processing equipment.
- Nuclear industry instrument components (radiation resistance acceptable).
- Paper and pulp industry hardware in corrosive process environments.
- Food processing equipment components requiring cleanability and corrosion resistance.
- Semiconductor fabrication equipment clean-room compatible hardware.
What Quality Standards and Certification Requirements Apply to 17-4 PH OEM Stampings?
OEM procurement quality requirements for 17-4 PH stampings are among the most demanding in metal fabrication. A supplier who cannot demonstrate compliance with the applicable standards should not be receiving orders for flight-critical or life-critical components.
Applicable Standards and Specifications
| Standard / Specification | Scope | Governing Body |
|---|---|---|
| AMS 5604 | Sheet, strip, plate | SAE International |
| AMS 5643 | Bar, wire, forgings | SAE International |
| ASTM A693 | Plate, sheet, strip | ASTM International |
| ASTM A564 | Hot-rolled and cold-finished bar | ASTM International |
| AMS 2759/3 | Heat treatment of PH stainless steels | SAE International |
| AMS 2750 | Pyrometry (furnace calibration) | SAE International |
| NADCAP AC7102 | Heat treatment accreditation | Performance Review Institute |
| AS9100 Rev D | Aerospace quality management | IAQG / SAE |
| ISO 13485 | Medical device quality management | ISO |
| ISO 9001:2015 | General quality management | ISO |
| NACE MR0175 / ISO 15156 | Sour service material requirements | NACE / ISO |
| AMS 2807 | Material identification | SAE International |
First Article Inspection Requirements
OEM customers typically require First Article Inspection (FAI) per AS9102 for aerospace programs or equivalent first article protocols for industrial and medical programs. A complete FAI package for 17-4 PH precision stampings includes:
- Full dimensional layout verifying every drawing-controlled dimension.
- Material certification referencing heat number, AMS 5604 compliance, chemical analysis, and mechanical properties from the originating mill.
- Heat treatment certification with furnace identification, calibration records, temperature chart, and soak time verification.
- Hardness test results confirming the specified H-condition has been achieved.
- Surface condition verification (visual inspection, roughness measurement if specified).
- Functional testing results where applicable (spring rate, pull force, etc.).
What Are the Real Cost Drivers for Custom 17-4 PH Stamped OEM Parts?
Understanding cost structure helps OEM procurement teams evaluate supplier quotations accurately and identify engineering changes that improve cost efficiency without compromising performance.
Cost Component Breakdown
| Cost Element | Typical Share of Total Part Cost | Key Variables |
|---|---|---|
| Raw material (17-4 PH sheet/strip) | 30 – 50% | Gauge, AMS certification, order volume |
| Tooling (amortized over production life) | 10 – 30% | Complexity, annual volume, tooling life |
| Stamping operations (labor + machine) | 15 – 25% | Operation count, press speed, cycle time |
| Aging heat treatment | 5 – 12% | Furnace type, load density, certification level |
| Inspection and testing | 5 – 15% | FAI requirements, NDT specifications |
| Surface finishing (passivation, etc.) | 2 – 8% | Specification requirements |
| Program management and documentation | 3 – 8% | AS9100 / ISO 13485 complexity |
Raw Material Pricing Context
17-4 PH sheet and strip in AMS 5604 certified condition currently (2024 reference) trades at approximately $6.50–$12.00 per pound for standard gauges (0.020–0.125 inch), with significant variation based on order quantity, gauge, width, and whether aerospace-grade certification is required. The nickel and chromium content drives cost above standard 304 stainless, which typically trades at $2.50–$4.50 per pound in similar gauges.
Lead Time Expectations by Order Type
| Order Category | Typical Lead Time | Notes |
|---|---|---|
| Prototype / First Article | 6 – 14 weeks | Includes tooling, FAI |
| Initial production run | 4 – 10 weeks | Material procurement-dependent |
| Repeat production (established tooling) | 3 – 7 weeks | Varies with material availability |
| Expedited production | 2 – 4 weeks | Premium pricing; material on-hand required |
| Blanket order releases | 1 – 3 weeks | Stocked material, pre-built tooling |
FAQs: Custom 17-4 PH (Type 630) Stamped Parts
1. What is the difference between 17-4 PH Condition A and H900 for stamped parts?
Condition A is the solution-annealed state in which 17-4 PH is stamped; H900 is the aged condition representing maximum strength. In Condition A, tensile strength is approximately 150 ksi and hardness is around 32–38 HRC, making the material workable through standard progressive die and forming operations. After aging at 900°F for one hour (H900), tensile strength rises to 190 ksi minimum and hardness reaches approximately 44 HRC, making subsequent forming extremely difficult. The correct manufacturing sequence is always: stamp in Condition A, then age-harden to the specified H-condition. Attempting to stamp H900 material requires substantially higher press forces, produces excessive springback, and risks cracking, which is why no professional stamping shop forms 17-4 PH after final aging without specific engineering justification.
2. Can 17-4 PH stamped parts be welded before or after aging heat treatment?
17-4 PH can be welded both before and after aging, but pre-age welding followed by aging is strongly preferred. Welding in Condition A produces a heat-affected zone that can be fully solution-treated and aged uniformly with the rest of the part. Post-weld aging then develops consistent properties across base metal and weld zone. Welding after aging introduces residual stresses and produces heat-affected zones with non-uniform aged microstructure, potentially reducing corrosion resistance and toughness at the joint. Recommended filler metals include AWS A5.9 ER630 (matching composition) or AWS A5.9 ER308L for non-critical joints. All welded assemblies should be passivated after machining or forming to restore the passive chromium oxide film, and post-weld aging must be performed within AMS 2759/3 requirements.
3. Is 17-4 PH magnetic, and does this affect OEM applications?
Yes, 17-4 PH stainless steel is ferromagnetic in all conditions because its microstructure is primarily martensitic rather than austenitic. The magnetic permeability of 17-4 PH is approximately 80–110 µ (relative permeability) in the H900 condition, compared to approximately 1.002–1.010 for fully austenitic 316L. This magnetic character is a fundamental consideration for OEM applications near sensitive electronic equipment, magnetic resonance imaging systems, or magnetic field-sensitive instruments. For applications requiring non-magnetic stainless steel, austenitic grades (304, 316L, 310) or fully austenitic precipitation-hardening grades are the correct specifications. For aerospace, defense, and many industrial applications, the magnetic character of 17-4 PH is irrelevant to function, and no substitution is needed.
4. What minimum bend radius is required for 17-4 PH sheet in the annealed condition?
The minimum bend radius for 17-4 PH in Condition A (annealed) depends on material thickness and bend direction relative to the rolling direction. As a general guideline: for bends transverse to the rolling direction (across the grain), a minimum inside radius of 1× material thickness (1t) is acceptable for gauges up to 0.060 inch. For bends parallel to the rolling direction (with the grain), 1.5t to 2t is recommended to avoid cracking. For material thicker than 0.060 inch, increase minimum radius by 0.5t increments per 0.030 inch of additional thickness. Any cold work accumulated in the material from prior stamping operations increases the minimum safe bend radius. We validate minimum bend radius on production test coupons from each incoming material lot because heat-to-heat variation in elongation affects practical forming limits.
5. What causes dimensional distortion during the aging heat treatment of 17-4 PH stampings?
Distortion during aging results from three sources: stress relaxation of residual forming stresses, volumetric expansion from copper precipitate formation (approximately 0.0003–0.0006 inch per inch), and gravity-induced creep in thin, unsupported parts during the soak period at aging temperature. Parts with significant asymmetric residual stress from forming operations are most susceptible to distortion during aging. Prevention strategies include: using fixture aging where critical dimensions are controlled by a conforming fixture during the heat treatment cycle; balancing the stamping sequence to distribute residual stress symmetrically; applying a stress relief at 1500–1600°F before final aging for complex geometry parts; and accounting for predictable growth in pre-age stamping dimensions. Tight-tolerance flat parts typically require a post-age straightening operation if flatness requirements are below 0.005 inch per inch.
6. How does 17-4 PH perform in salt spray corrosion testing?
17-4 PH in the H1025 through H1150 conditions passes ASTM B117 salt spray testing at 200–500 hours without significant red rust formation on properly passivated surfaces. H900 condition material typically shows first signs of surface rust at 100–200 hours in the same test, reflecting its higher susceptibility to pitting and crevice corrosion at maximum strength. Passivation per ASTM A967 or AMS 2700 (Method 2 — nitric acid passivation) is essential to maximizing salt spray performance by ensuring a complete, continuous chromium oxide passive film covers all surfaces. Parts with deep draws, tight inside radii, or complex geometry may trap machining or stamping lubricants in crevices that interfere with passivation — these areas require attention during the cleaning cycle preceding passivation to ensure full surface coverage.
7. What is the fatigue strength of 17-4 PH stamped components in different H-conditions?
Fatigue strength (endurance limit at 10⁷ cycles, R = -1, rotating beam) for 17-4 PH varies with condition: H900 is approximately 75–85 ksi; H925 is 70–80 ksi; H1025 is 65–75 ksi; H1150 is 55–65 ksi. Surface condition critically affects fatigue performance. Stamped parts with burrs, tool marks, or surface damage can show fatigue life reductions of 30–50% compared to polished specimens used in laboratory testing. For fatigue-critical OEM components such as spring clips, retaining rings, and cyclic load brackets, surface quality after stamping must be controlled, and edge conditions (burr removal, edge radius) must be specified in the drawing. Shot peening after aging can improve fatigue life by 20–40% in H900 and H925 conditions by introducing compressive residual stress at the surface, counteracting the tensile stresses that initiate fatigue cracks.
8. Can 17-4 PH be used in cryogenic temperature applications?
17-4 PH has limited suitability for cryogenic applications. In H900 and H925 conditions, the high strength and relatively low toughness (10–20 ft-lbs Charpy at room temperature) drop further at cryogenic temperatures, making brittle fracture a significant risk below -100°F (-73°C). H1150 and H1150-M conditions with room temperature Charpy values of 65–110 ft-lbs show better performance at low temperatures but still cannot match the cryogenic toughness of fully austenitic grades like 304L, 316L, or 310S. The ASTM pressure vessel and low-temperature service standards do not list 17-4 PH in any H-condition among approved cryogenic service materials. OEM programs specifying components for liquid nitrogen (−196°C) or liquid oxygen (−183°C) environments should evaluate austenitic stainless grades or aluminum alloys rather than 17-4 PH.
9. How should 17-4 PH stamped parts be cleaned and passivated before delivery?
The recommended cleaning and passivation sequence for 17-4 PH OEM stampings is: alkaline cleaning to remove all stamping lubricants and organic residues; water rinse; passivation in 20–25% nitric acid at 120–140°F (49–60°C) for 20–30 minutes (ASTM A967 Type II); deionized water rinse; and forced air dry. Alternatively, citric acid passivation per ASTM A967 Type VI is preferred in facilities seeking to eliminate nitric acid handling, using 4–10% citric acid at 120–140°F for 10–20 minutes. Passivation effectiveness should be verified by copper sulfate test (ASTM A967 Practice A) or high-humidity test (ASTM A967 Practice C). Parts that cannot be passivated immediately after cleaning should be stored dry in sealed packaging. Never allow 17-4 PH parts to contact iron or carbon steel tools, fixtures, or storage racks without protective barriers, as iron pickup causes rust staining that disrupts the passive film.
10. What makes MWalloys a qualified supplier for 17-4 PH OEM precision stamped parts?
MWalloys delivers certified 17-4 PH precision stampings backed by a complete quality system aligned with AS9100 Rev D, ISO 9001:2015, and ISO 13485 for medical device customers. Our facility maintains full material traceability from AMS 5604-certified mill coil through stamping, aging heat treatment with AMS 2750-compliant pyrometry documentation, inspection, passivation, and delivery. We perform aging heat treatment in NADCAP-accredited partner furnaces with full time-temperature chart records retained for each lot. Our engineering team provides DFM (design for manufacturability) review at no charge during the quotation process, identifying potential springback, cracking, or heat treatment distortion risks before tooling is committed. We maintain safety stock of the most frequently requested 17-4 PH gauges in AMS 5604 certified condition to support urgent prototype needs and reduce production lead time risk on active OEM programs.
Conclusion: Specifying Custom 17-4 PH Stamped OEM Parts Correctly
17-4 PH (Type 630) stainless steel occupies a performance position that no other single material matches at comparable cost: stampable in the soft condition, age-hardenable to 190+ ksi tensile strength, corrosion-resistant enough for most non-marine environments, and traceable through a well-established specification system covering material, processing, and inspection.
The critical conclusions from this technical review are:
Material selection: Choose the aging condition based on the actual service environment. H900 delivers maximum strength but pays for it with reduced toughness and higher stress corrosion cracking risk. H1025 is the right choice for most OEM structural applications requiring both strength and corrosion resistance. H1150 is correct when toughness is the primary requirement.
Process sequence: Always stamp in Condition A, then age-harden. Attempting to form fully aged 17-4 PH produces excessive scrap and tool wear. Design the stamping sequence to stay within the annealed material's forming capability, including springback compensation and appropriate bend radii.
Tooling investment: 17-4 PH demands carbide or high-performance tool steel dies sized for forces 1.7–1.9× those required for equivalent 304 stainless operations. Under-tooled programs produce inconsistent parts and rapid die failure.
Heat treatment control: Aging temperature must be held to ±10°F to ensure consistent mechanical properties across production lots. AMS 2750-compliant pyrometry and NADCAP-accredited processors are the appropriate standard for aerospace and medical OEM programs.
Quality documentation: Complete mill-to-part traceability, heat treatment records, and inspection documentation are table-stakes requirements for OEM customers in regulated industries. A supplier who cannot provide this documentation chain is not an appropriate source for flight-critical or life-critical components.
At MWalloys, we support OEM customers from early design consultation through high-volume production of 17-4 PH precision stampings. Our engineering team's hands-on experience with this material across multiple industries means we can identify forming, heat treatment, and quality risks before they become production problems. Contact our technical team to discuss your OEM 17-4 PH stamping requirement.
Technical References
- SAE International. AMS 5604: "Steel, Corrosion Resistant, Sheet, Strip, and Plate." Current revision.
- SAE International. AMS 2759/3: "Heat Treatment Precipitation Hardening Corrosion and Heat Resistant Steel Parts." Current revision.
- SAE International. AMS 2750: "Pyrometry." Current revision.
- ASTM International. ASTM A693: "Standard Specification for Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and Strip." Current edition.
- ASTM International. ASTM A564: "Standard Specification for Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapes." Current edition.
- ASTM International. ASTM A967: "Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts." Current edition.
- ASTM International. ASTM B117: "Standard Practice for Operating Salt Spray (Fog) Apparatus." Current edition.
- Carpenter Technology Corporation. "17-4 PH Stainless Steel Technical Data." Carpenter Technology, current edition.
- AK Steel (now Cleveland-Cliffs). "17-4 PH Stainless Steel Product Data Bulletin." Current edition.
- ASM International. "ASM Handbook Volume 14B: Metalworking — Sheet Forming." ASM International, 2006.
- NACE International. MR0175 / ISO 15156: "Petroleum and Natural Gas Industries — Materials for Use in H₂S-Containing Environments in Oil and Gas Production." Current edition.
- Performance Review Institute. NADCAP AC7102: "Heat Treating Audit Criteria." Current revision.
- SAE International. AS9100 Rev D: "Quality Management Systems — Requirements for Aviation, Space, and Defense Organizations." 2016.
- SAE International. AS9102B: "Aerospace First Article Inspection Requirement." Current revision.
- ISO. ISO 13485: "Medical Devices — Quality Management Systems — Requirements for Regulatory Purposes." Current edition.
Technical content prepared by the MWalloys Engineering and Editorial Team. MWalloys manufactures precision stamped components in 17-4 PH stainless steel, Hastelloy X, Inconel 625, titanium alloys, and other high-performance materials for aerospace, medical device, defense, and industrial OEM customers. For engineering consultation, material availability confirmation, or production quotations, contact our technical sales team.
