قطع مختومة مخصصة من الفولاذ المقاوم للصدأ 17-4 PH (النوع 630) توفر قوة شدّ تتراوح بين 150,000 رطل لكل بوصة مربعة و220,000 رطل لكل بوصة مربعة حسب حالة تصلب الترسيب، وتجمع بين مقاومة التآكل التي تضاهي مقاومة التآكل التي تضاهي 304 الفولاذ المقاوم للصدأ مع خصائص ميكانيكية تقترب من سبائك الفولاذ. في MWalloys، ننتج في MWalloys مكونات مختومة من المعدات الأصلية من فئة 17-4 PH في قطاعات الطيران والقطاعات الطبية والدفاعية والصناعية. إن قدرة هذه المادة الفريدة على ختمها في حالة التلدين الناعم ثم تصلبها مع تقدم العمر إلى القوة النهائية بعد التشكيل يجعلها واحدة من أكثر الخيارات فعالية في العمليات المتاحة لمهندسي التصميم الذين يحتاجون إلى قوة عالية ودقة أبعاد في جزء واحد.
إذا كان مشروعك يتطلب استخدام قطع غيار مختومة من نوع 17-4 PH (النوع 630) SS، يمكنك اتصل بنا للحصول على عرض أسعار مجاني.
ما هو الفولاذ المقاوم للصدأ بدرجة حموضة 17-4 PH ولماذا تعتبر تركيبته مهمة للأجزاء المختومة؟
الفولاذ المقاوم للصدأ 17-4 PH، المسمى UNS S17400 والمعروف أيضًا باسم النوع 630، هو فولاذ مارتينسيتي مقاوم للصدأ يصلب بالترسيب طورته شركة أرمكو ستيل (الآن AK Steel/Cleveland-Cliffs). تشير التسمية "17-4" إلى محتواه الاسمي من الكروم (17%) والنيكل (4%). أما التسمية "PH" فتشير إلى أنها درجة تصلب بالترسيب، مما يعني أن خواصها الميكانيكية النهائية تتحقق من خلال المعالجة الحرارية المتحكم فيها بعد التشكيل وليس من خلال العمل على البارد فقط.
هذه الخاصية هي السبب الرئيسي في أن مادة 17-4 PH أصبحت مادة مهيمنة في برامج ختم المعدات الأصلية الدقيقة. يمكن تشكيل المكونات في حالة التلدين الناعم نسبيًا (الحالة A)، حيث تتصرف المادة بشكل أكبر مثل الفولاذ الأوستنيتي المقاوم للصدأ القياسي، ثم يتم تقويتها بعد ذلك لتحقيق خصائص لا يمكن أن ينتجها أي قدر من العمل على البارد وحده في درجة الفولاذ المقاوم للصدأ التقليدية.
17-4 التركيب الكيميائي لدرجة الحموضة 17-4 PH
| العنصر | المحتوى الاسمي (wt%) | النطاق المسموح به (wt%) | الدور الوظيفي |
|---|---|---|---|
| الكروم (Cr) | 17% | 15.5 - 17.5 - 17.51 ت 3 ت 3 ت | مقاومة التآكل، فيلم سلبي |
| النيكل (ني) | 4% | 3.0 - 5.0% | تثبيت الأوستينيت، والصلابة |
| النحاس (النحاس) | 4% | 3.0 - 5.0% | عامل تصلب الترسيب |
| نيوبيوم + كولومبيوم (Nb+Cb) | 0.30% | 0.15 - 0.451 ت 3 تيرابايت 0.15 - 0.451 ت 3 ت | تثبيت الكربيد، والتحكم في الحبوب |
| الكربون (C) | 0.07% كحد أقصى | 0.07% كحد أقصى | تكوين المارتينسيت |
| المنجنيز (Mn) | 1.00% كحد أقصى | 1.00% كحد أقصى | إزالة الأكسدة |
| السيليكون (Si) | 1.00% كحد أقصى | 1.00% كحد أقصى | إزالة الأكسدة |
| الفوسفور (P) | 0.040% كحد أقصى | 0.040% كحد أقصى | محدد الصلابة |
| الكبريت (S) | 0.0.030% كحد أقصى | 0.0.030% كحد أقصى | توازن قابلية التشغيل الآلي مقابل الليونة |
| الحديد (Fe) | الرصيد | الرصيد | المصفوفة |
المصدر: ASTM A693 (لوحة، صفيحة، شريط)؛ AMS 5604 (صفيحة، شريط، صفيحة)؛ مواصفات UNS S17400.

الآلية المعدنية: لماذا يعمل التصلب بالترسيب
في حالته الملدنة (الحالة A)، يوجد فولاذ 17-4 PH في المقام الأول على هيئة مارتينسيت - ليس المارتينسيت الهش عالي الكربون في فولاذ الأدوات، ولكن المارتينسيت منخفض الكربون نسبيًا وقابل للسحب يمكن تشكيله وختمه دون تشقق. وعندما يتم تقادم المادة بعد ذلك عند درجات حرارة تتراوح بين 900 درجة فهرنهايت و1150 درجة فهرنهايت (482-621 درجة مئوية)، تتكوّن الرواسب الغنية بالنحاس وتنمو داخل المصفوفة المارتنسيتية. تعمل جزيئات النحاس النانومترية هذه كعوائق أمام حركة الخلع، مما يزيد بشكل كبير من قوة الخضوع والشد.
يعتمد حجم وتوزيع هذه الرواسب النحاسية بالكامل على درجة حرارة التعتيق والوقت. ينتج عن درجات حرارة التعتيق المنخفضة ترسبات أدق وأكثر كثافة في التوزيع وقوة أعلى. تنتج درجات حرارة تعتيق أعلى رواسب أكبر وأكثر تباعدًا وصلابة أفضل مع انخفاض طفيف في ذروة القوة. وهذا هو بالضبط سبب وجود العديد من تسميات "الحالة H" - حيث يمثل كل منها درجة حرارة تعتيق مختلفة محسّنة لمقايضة قوة وصلابة محددة.
ما هي ظروف تصلب الترسيب المتوفرة وكيف يمكن مقارنتها؟
إن فهم نظام الحالة H غير قابل للتفاوض بالنسبة للمهندسين الذين يحددون القطع المختومة بدرجة الحموضة 17-4 PH. ينتج عن اختيار الشرط الخاطئ جزء يفي بمتطلبات الأبعاد ولكنه يفشل في الخدمة بسبب عدم كفاية القوة أو ضعف المتانة أو قابلية التشقق الإجهادي.
17-4 مقارنة الخواص الميكانيكية لحالة PH
| الحالة | درجة حرارة الشيخوخة | قوة الشد (دقيقة) | قوة الخضوع (دقيقة) | الاستطالة (دقيقة) | الصلابة (الحد الأقصى) | تأثير تاربي |
|---|---|---|---|---|---|---|
| الحالة أ (ملدن) | المحلول المعالج فقط | 150 كسي (1034 ميجا باسكال) | 110 كسي (758 ميجا باسكال) | 10% | 38 HRC | 20-40 قدم-رطل-قدم-رطل |
| H900 | 900 درجة فهرنهايت (482 درجة مئوية، 1 ساعة | 190 كسي (1310 ميجا باسكال) | 170 كسي (1172 ميجا باسكال) | 10% | 44 HRC | 10-20 قدم-رطل |
| H925 | 925 درجة فهرنهايت (496 درجة مئوية)، 4 ساعات | 170 كسي (1172 ميجا باسكال) | 155 كسي (1069 ميجا باسكال) | 10% | 40 HRC | 18-28 قدم-رطل |
| H1025 | 1025 درجة فهرنهايت (552 درجة مئوية)، 4 ساعات | 155 كسي (1069 ميجا باسكال) | 145 كسي (1000 ميجا باسكال) | 12% | 38 HRC | 35-55 قدم-رطل-قدم-رطل |
| H1075 | 1075 درجة فهرنهايت (579 درجة مئوية)، 4 ساعات | 145 كسي (1000 ميجا باسكال) | 125 كسي (862 ميجا باسكال) | 13% | 36 HRC | 45-65 قدم-رطل-قدم-رطل |
| H1100 | 1100 درجة فهرنهايت (593 درجة مئوية)، 4 ساعات | 140 كسي (965 ميجا باسكال) | 115 كسي (793 ميجا باسكال) | 14% | 34 HRC | 55-75 قدم-قدم-رطل |
| H1150 | 1150 درجة فهرنهايت (621 درجة مئوية)، 4 ساعات | 135 كسي (931 ميجا باسكال) | 105 كسي (724 ميجا باسكال) | 16% | 32 HRC | 65-95 قدم-رطل-قدم-رطل |
| H1150-M | مزدوج العمر | 125 كسي (862 ميجا باسكال) | 105 كسي (724 ميجا باسكال) | 18% | 28 HRC | 75-110 قدم-رطل-قدم-رطل |
المصدر: AMS 5604، وASTM A693، وورقة البيانات الفنية للمعادن الخاصة 17-4 PH.
اختيار الحالة المناسبة لتطبيقات تصنيع المعدات الأصلية الخاصة بك
تعتبر حالة H900 هي الخيار الأعلى قوة وتستخدم على نطاق واسع في تطبيقات المثبتات والأقواس الفضائية حيث يكون التصميم عالي القوة ذو الوزن الحرج هو المحرك الأساسي. ومع ذلك، فإن H900 يحمل أقل صلابة وأعلى قابلية للتشقق الإجهادي الناتج عن التآكل الإجهادي في بيئات الكلوريد. نحن في MWalloys ننصح العملاء باستمرار بتجنب H900 في البيئات البحرية أو بيئات العمليات الكيميائية ما لم يتم التحقق من صحة التطبيق من خلال اختبارات محددة.
يمثل H1025 ما يعتبره العديد من المهندسين أفضل حالة متوازنة - قوة أعلى من 155 كيلو باسكال مقترنة بصلابة محسنة بشكل كبير ومقاومة أفضل للتآكل بشكل كبير. ويحدد العديد من عملاء مصنعي المعدات الأصلية للأجهزة الطبية ومعالجة الأغذية H1025 على وجه التحديد لأنه يقع في هذه المنطقة المتوازنة.
يُفضل استخدام H1150 و H1150-M عند الحاجة إلى أقصى قدر من الصلابة والليونة، كما هو الحال في مكونات الزنبرك أو الأعضاء المرنة أو الأجزاء التي يجب أن تمتص الصدمات. وتتمثل المفاضلة في مستوى قوة، على الرغم من أنه لا يزال ممتازًا مقارنةً بمعظم درجات الأوستنيتي غير القابل للصدأ، إلا أنه لا يرقى إلى مستوى H900.
كيف يتم ختم الفولاذ المقاوم للصدأ 17-4 PH في إعدادات الإنتاج؟
ويختلف سلوك الختم لمادة 17-4 PH اختلافًا جوهريًا عن الرتب الأوستنيتي مثل 304 أو 316، وتؤدي معالجتها بشكل مماثل في الإنتاج إلى مشاكل يمكن التنبؤ بها. تنتج البنية المجهرية الأولية المارتنسيتية للمادة، حتى في الحالة A، خصائص تشكيل متميزة تتطلب تكييفًا متعمدًا للعملية.
خصائص التشكيل في الحالة (أ)
| الممتلكات | 17-4 PH (الحالة أ) | 304 ستانلس ستانلس 304 | الكربون الصلب 1008 |
|---|---|---|---|
| قوة الشد | 150 كسي | 84 كسي | 44 كسي |
| قوة المردود | 110 كسي | 32 كسي | 25 كسي |
| الاستطالة | 10% | 55% | 40% |
| أس تصلب العمل (ن) | 0.05 - 0.10 | 0.28 - 0.34 | 0.22 - 0.26 |
| نزعة الارتداد الربيعي | عالية | معتدل | منخفضة |
| قوة التشكيل مقابل 304 | 1.5 - 1.8x | 1.0x | 0.5x |
| النزعة المريرة | معتدل | متوسط-عالي | منخفضة |
الاختلاف الأكثر لفتًا للنظر هو أس تصلب العمل. عند 0.05 - 0.10، يتصلب 17-4 PH في الحالة A ببطء شديد مقارنةً بـ 304 غير القابل للصدأ. تبدو هذه ميزة، وهي كذلك من حيث توزيع قوة التشكيل. ومع ذلك، فهذا يعني أيضًا أن المادة لديها استطالة أقل بكثير للعمل بها قبل حدوث النخر المحلي. إن الجمع بين قوة الخضوع العالية في البداية والاستطالة المحدودة يعني أن عمليات الختم التي تتطلب تدفقًا كبيرًا للمعادن - السحب العميق على وجه الخصوص - يجب أن تُصمم بعناية.
ختم القالب التدريجي لقالب الختم التدريجي 17-4 PH
الختم التدريجي بالقالب التدريجي هو العملية الأكثر فعالية من حيث التكلفة للأجزاء الدقيقة ذات الحجم المتوسط إلى الكبير من 17-4 PH. ونظرًا لأن المادة تصلب ببطء، يمكن أن تنجز تسلسلات القوالب التدريجية في كثير من الأحيان عمليات أكثر بين دورات التلدين من تسلسل مكافئ في 304 غير القابل للصدأ. ومن واقع خبرتنا في شركة MWalloys، غالبًا ما تكمل الأشكال الهندسية البسيطة ذات الأقواس والمشابك في 17-4 PH تسلسل القالب التدريجي الكامل دون أي تلدين وسيط.
بالنسبة للأجزاء المعقدة التي تتطلب سحوبات عميقة أو انحناءات عكسية أو عمليات تشفيه متعددة، فإن تخفيف الإجهاد الوسيط عند درجة حرارة 1900 درجة فهرنهايت (1038 درجة مئوية) متبوعًا بالتبريد السريع بالهواء يعيد بعض الليونة. وهذا أكثر ليونة من عملية التلدين بالمحلول الكامل ولكنه يتجنب إعادة ضبط الأبعاد الكاملة التي تتطلبها المعالجة الكاملة لإعادة الحل.
معلمات الطمس والثقب
يتطلب تفريغ وثقب القالب 17-4 PH خلوص القالب بما يتناسب مع مستوى قوته الأعلى:
- خلوص القالب الموصى به لكل جانب: 8-12% من سُمك المادة للتقطيع.
- خلوص القالب الموصى به لكل جانب: 10-13% من سُمك المادة للثقب.
- يؤدي الخلوص من الثقب إلى القالب الأضيق من 6% لكل جانب إلى تسريع التآكل بشكل كبير ويزيد من خطر التشقق في منطقة القص.
- زاوية القص على لكمات الطمس: يوصى بزاوية 1-3° لتقليل قوة الانطباق.
يعد التحكم في ارتفاع النتوءات مهمًا بشكل خاص في التطبيقات الطبية والفضائية لمصنعي المعدات الأصلية. عند وجود خلوص مناسب مع أدوات حادة وحسنة الصيانة، يمكن تحقيق ارتفاعات نتوءات تتراوح بين 0.001-0.003 بوصة على سمك المواد من 0.030-0.060 بوصة.
إمكانية الرسم العميق
وتبلغ نسبة السحب المحدودة (LDR) لـ 17-4 PH في الحالة A حوالي 1.6-1.9، وهي أقل من 2.0-2.3 التي يمكن تحقيقها في 304 غير القابل للصدأ. وهذا يعكس انخفاض الاستطالة وانخفاض قدرة تصلب الإجهاد. أما بالنسبة للأجزاء التي تتطلب نسب سحب أعلى من 1.7، فإن عمليات إعادة السحب مع تخفيف الإجهاد الوسيطة هي النهج القياسي.
يؤثر اختيار التشحيم بشكل كبير على جودة السحب:
- مركبات السحب بالضغط الشديد (EP) مع ستيرات الزنك: فعالة وشائعة الاستخدام.
- مواد تشحيم جافة ذات غشاء جاف أساسه PTFE: ممتازة للتطبيقات التي تتطلب أسطحًا نظيفة قبل المعالجة الحرارية للشيخوخة.
- الزيوت المكلورة: فعالة ولكن يجب إزالتها بالكامل قبل أي معالجة حرارية لمنع حدوث هجوم بين الخلايا الحبيبية.
ما هي مواصفات الأدوات التي تحقق أفضل النتائج مع درجة الحموضة 17-4 PH؟
يجب أن تراعي أدوات ختم درجة الحموضة 17-4 PH قوة الخضوع العالية للمادة حتى في حالة التلدين. ستظهر الأدوات القياسية المصممة للفولاذ الكربوني تآكلًا سريعًا خلال عمليات الإنتاج الأولى.
مواد الأدوات الموصى بها
| نوع الأدوات | المواد الموصى بها | البدائل | العمر المتوقع (الزيارات) |
|---|---|---|---|
| لكمة الطمس (حجم كبير) | كربيد التنجستن (6% Co) | CPM-Rex M4 HSS | 800,000 - 2,000,000 |
| قالب الطمس | كربيد التنجستن | D2 مع طلاء TiCN | 800,000 - 2,000,000 |
| ثقب الثقب (ثقوب صغيرة) | M42 HSS أو CPM-Rex 76 | الكربيد (خطر الهشاشة) | 200,000 - 500,000 |
| ارسم لكمة | فولاذ الأدوات D2 + طلاء TiCN | إدراج كربيد الكربيد | 100,000 - 300,000 |
| سحب القالب | D2 مع طلاء بالكروم | بطانة كربيد الكربيد | 100,000 - 250,000 |
| ثقب التشكيل/قالب التشكيل | D2 (60-62 HRC) | M2 HSS | 80,000 - 200,000 |
| لوحة التعرية | فولاذ الأدوات A2 (58-60 HRC) | D2 | 300,000 - 600,000 |
المصدر: تم تجميعها من كتيب تصميم القوالب من الشركات الصغيرة والمتوسطة وسجلات أداء الأدوات الداخلية لشركة MWalloys.
حساب حمولة المطبعة
متطلبات حمولة المكبس لعمليات الطمس والخرق بدرجة الحموضة 17-4 PH أعلى بكثير من الفولاذ الكربوني. معادلة قوة الطمس:
و = ل × ر × س × س س
أين:
- F = قوة الطمس (طن)
- L = محيط القطع (بوصة)
- t = سُمك المادة (بوصة)
- Ss = مقاومة القص للمادة
بالنسبة لـ 17-4 PH الحالة A، تبلغ قوة القص حوالي 60-70% من قوة الشد القصوى، أو ما يقرب من 90,000-105,000 رطل لكل بوصة مربعة. ويُقارن ذلك بحوالي 45,000-52,000 رطل لكل بوصة مربعة لـ 304 غير القابل للصدأ. والنتيجة العملية هي أن عمليات الطمس 17-4 PH تتطلب تقريبًا ضعف سعة المكبس لعمليات الفولاذ الكربوني المكافئ و1.7-1.9 ضعف سعة عمليات الفولاذ المقاوم للصدأ 304.

ما هي تفاوتات الأبعاد والتشطيبات السطحية التي يمكن تحقيقها في ختم 17-4 PH؟
تتأثر القدرة على الأبعاد في ختم درجة الحموضة 17-4 PH بالارتجاع، وتشويه المعالجة الحرارية، والقوة العالية للمادة، التي تقاوم التشوه البلاستيكي في الزوايا الضيقة وأنصاف الأقطار الصغيرة.
جدول التحمل الممكن تحقيقه
| الميزة | نطاق السُمك | التسامح الممكن تحقيقه | ملاحظات العملية |
|---|---|---|---|
| أبعاد إجمالية فارغة | 0.010 - 0.125 بوصة | ± 0.003 - ± 0.008 بوصة | القالب التقدمي |
| قطر الفتحة | 0.010 - 0.060 بوصة | ± 0.002 - ± 0.004 بوصة | مثقاب كربيد الكربيد |
| موقع الحفرة (من المسند) | 0.010 - 0.060 بوصة | ± 0.003 - ± 0.005 بوصة | القالب المركب |
| زاوية الانحناء | جميع المقاييس القياسية | ±0.5° - ±2.0° | بعد التعويض عن الارتداد الربيعي |
| التسطيح (بعد الختم) | 0.0.020 - 0.060 بوصة | 0.005 - 0.012 بوصة/بوصة | تختلف باختلاف الهندسة |
| التسطيح (تصلب ما بعد العمر) | 0.0.020 - 0.060 بوصة | 0.008 - 0.020 بوصة/بوصة | يلزم تقادم التركيبات من أجل التسطيح المحكم |
| خشونة السطح | 0.0.020 - 0.080 بوصة | 32 - 63 µ في رع | يعتمد على التشحيم وحالة القالب |
| تعامد الحافة | 0.0.020 - 0.060 بوصة | 0.002 - 0.005 بوصة | لكل وحدة طول الوحدة |
إدارة الارتداد الربيعي في 17-4 PH
يمثل الارتداد النابض أكبر تحدٍ منفرد من حيث الأبعاد في المكونات المختومة من الفولاذ 17-4 PH. نظرًا لأن مقاومة خضوع المادة في الحالة A (110 كيلو باسكال كحد أدنى) أعلى بثلاث مرات من الفولاذ الطري، فإن الإجهاد المرن المسترد بعد الانحناء يكون أكبر نسبيًا. من الناحية العملية، قد يعود الانحناء بزاوية 90 درجة المستهدف في القالب إلى 96-103 درجة بعد تحرير الضغط.
تشمل استراتيجيات التعويض التي نستخدمها في MWalloys ما يلي:
- التسخير الزائد: تم تصميم هندسة القالب بحيث ينحني بمقدار 4-8 درجات بعد الزاوية المستهدفة لمراعاة الارتداد المتوقع.
- صك العملة: تطبيق إجهاد انضغاطي عند نصف قطر الانحناء عن طريق تقليل خلوص نصف قطر القالب لإجبار مجموعة البلاستيك على التثبيت البلاستيكي خلال المقطع الكامل.
- الوصول إلى القاع: استخدام إغلاق القالب لتطبيق إجهاد انضغاطي عالٍ في نهاية الشوط، مما يجبر منطقة الانحناء على تجاوز الخضوع من خلال المقطع العرضي الكامل.
- استقامة ما بعد الختم: بالنسبة للأجزاء المسطحة ذات الحجم الكبير، فإن عملية التسطيح الثانوية في المكبس تزيل التقوس من مجموعة اللفائف.
ما هي المعالجة الحرارية بعد الختم التي تنتج كل حالة H- حالة؟
تعمل المعالجة الحرارية للتقادم على تحويل الجزء المختوم من خصائص الحالة A إلى المواصفات النهائية للمصنع الأصلي. هذه الخطوة غير قابلة للتفاوض لحدوث التصلب بالترسيب، ويجب التحكم في معلمات العملية بدقة.
معلمات عملية المعالجة الحرارية للشيخوخة
| الحالة | درجة حرارة الشيخوخة | وقت النقع | طريقة التبريد | الغلاف الجوي | النتيجة |
|---|---|---|---|---|---|
| H900 | 900 درجة فهرنهايت ± 10 درجات فهرنهايت (482 درجة مئوية) | 1 ساعة | تبريد الهواء | الهواء مقبول | أقصى قوة، أقل صلابة |
| H925 | 925 درجة فهرنهايت ± 10 درجات فهرنهايت (496 درجة مئوية) | 4 ساعات | تبريد الهواء | الهواء مقبول | قوة عالية، صلابة معتدلة |
| H1025 | 1025 درجة فهرنهايت ± 10 درجات فهرنهايت (552 درجة مئوية) | 4 ساعات | تبريد الهواء | الهواء مقبول | قوة/صلابة متوازنة |
| H1075 | 1075 درجة فهرنهايت ± 10 درجات فهرنهايت (579 درجة مئوية) | 4 ساعات | تبريد الهواء | الهواء مقبول | صلابة جيدة |
| H1100 | 1100 درجة فهرنهايت ± 10 درجات فهرنهايت (593 درجة مئوية) | 4 ساعات | تبريد الهواء | الهواء مقبول | صلابة عالية |
| H1150 | 1150 درجة فهرنهايت ± 10 درجات فهرنهايت (621 درجة مئوية) | 4 ساعات | تبريد الهواء | الهواء مقبول | صلابة قصوى، قوة أقل |
| H1150-M | 1400 درجة فهرنهايت (760 درجة مئوية) 2 ساعة + 1150 درجة فهرنهايت (621 درجة مئوية) 4 ساعات | متسلسل | تبريد الهواء لكل | الهواء مقبول | الصلابة القصوى |
المصدر: AMS 2759/3 (الأجزاء الفولاذية المقاومة للتآكل والتآكل بالترسيب AMS 2759/3 (الأجزاء الفولاذية المقاومة للتآكل والتآكل بالترسيب)؛ ASTM A564.
لماذا تعتبر معايرة الفرن مهمة في تقادم درجة الحموضة 17-4 PH
درجة الحرارة المسموح بها ± 10 درجة فهرنهايت عند التقادم ليست اعتباطية. تتحكم درجة حرارة التعتيق مباشرةً في حجم ترسبات النحاس، وبالتالي في الخواص الميكانيكية النهائية. يمكن أن تقلل درجة حرارة التعتيق التي تبلغ 910 درجة فهرنهايت (488 درجة مئوية) بدلاً من 900 درجة فهرنهايت (482 درجة مئوية) المحددة من قوة الشد بمقدار 5000-8000 رطل لكل بوصة مربعة وتغير الصلابة بمقدار 1-2 HRC. بالنسبة للقطع المصنعة للمعدات الأصلية الفضائية والطبية ذات الخصائص الميكانيكية الضيقة، يمكن أن يكون هذا الانحراف هو الفرق بين القطعة المطابقة وغير المطابقة.
تحدد AMS 2750 متطلبات قياس البيرومترية لأفران المعالجة الحرارية المستخدمة في أفران المعالجة الحرارية المستخدمة في الأجزاء الفضائية، بما في ذلك انتظام درجة حرارة المسح بمقدار ± 10 درجة فهرنهايت أو أفضل عبر منطقة العمل. يجب فحص الأفران كل ثلاثة أشهر على الأقل والتحقق من أجهزة المعايرة وفقًا لمعايير NIST القابلة للتتبع.
تغير الأبعاد أثناء الشيخوخة
تسبب الشيخوخة تغيرًا صغيرًا في الأبعاد ولكنه قابل للقياس. تنمو درجة الحموضة 17-4 PH بحوالي 0.0003 إلى 0.0006 بوصة في البوصة الواحدة أثناء دورة التقادم بسبب الإجهاد الشبكي الناتج عن تكوين النحاس المترسب. بالنسبة لمعظم الأجزاء المختومة، يكون هذا التمدد منتظمًا ويمكن التنبؤ به. أما بالنسبة للأجزاء ذات الأبعاد المطلقة الضيقة للغاية (التفاوتات المسموح بها أقل من ± 0.003 بوصة إجمالاً)، يجب أن يؤخذ نمو التقادم في أبعاد ما قبل ختم القالب.
كيف تقارن مقاومة التآكل 17-4 PH عبر ظروف التقادم؟
مقاومة التآكل في درجة الحموضة 17-4 PH ليست ثابتة في جميع ظروف H. تؤثر درجة حرارة التقادم على ترسيب كربيد الكروم عند حدود الحبيبات مما يؤثر بشكل مباشر على أداء التآكل في البيئات العدوانية.
مقاومة التآكل حسب الحالة
| الحالة | مقاومة رذاذ الملح (ASTM B117) | مقاومة التأليب | مخاطر التشقق الناتج عن التآكل الإجهادي | البيئات الموصى بها |
|---|---|---|---|---|
| الحالة (أ) | جيد | جيد | منخفضة | صناعي عام |
| H900 | معتدل | معتدل | عالية | الفضاء الجوي الجاف غير الكلوريدي |
| H925 | معتدل-جيد | معتدل-جيد | متوسط-عالي | البيئات الخاضعة للرقابة |
| H1025 | جيد | جيد | معتدل | المعالجة الطبية والغذائية |
| H1075 | جيد | جيد | منخفضة-متوسطة | بحري مجاور، كيميائي |
| H1100 | جيد جداً | جيد | منخفضة | البيئات المعتدلة العدوانية |
| H1150 | جيد جداً | جيد-جيد جداً | منخفضة | بحري، عملية كيميائية بحرية |
المصدر: NACE MR0175 / ISO 15156؛ البيانات الفنية لسبائك NACE MR0175 / ISO 15156؛ كاربنتر تكنولوجي 17-4 PH سبيكة 17-4 PH.
سبب ارتفاع خطر التشقق الناتج عن التآكل الإجهادي H900
تخلق القوة العالية جدًا لحالة H900 (أكثر من 170 كيلو باسكال) مادة معرضة بطبيعتها للتشقق الإجهادي التآكلي (SCC) في وجود الكلوريدات وإجهاد الشد. إن الجمع بين الإجهاد العالي المتبقي من عمليات الختم، وبيئة الكلوريد، وميل الكسر الهش عند HRC 44 هو نمط فشل معروف وموثق على نطاق واسع في أدبيات التآكل NACE.
بالنسبة للأجزاء المصنعة للمعدات الأصلية التي ستتعرض للرذاذ البحري أو مواد التنظيف أو السوائل البيولوجية (في التطبيقات الطبية)، فإن H1025 حتى H1150 هي المواصفات المسؤولة. نثير هذه المشكلة دائمًا مع العملاء الذين يحددون H900 في البداية للحصول على أقصى قوة في التطبيقات التي ستتعرض لبيئات تحتوي على الكلوريد.
كيف تقارن درجة الحموضة 17-4 PH بالأنواع البديلة من الفولاذ المقاوم للصدأ وسبائك الفولاذ عالية القوة؟
يقوم مهندسو مصنعي المعدات الأصلية في كثير من الأحيان بتقييم 17-4 PH مقابل المواد المنافسة. يغطي جدول المقارنة أدناه البدائل الأكثر شيوعًا التي يتم النظر فيها في برامج المكونات المختومة بدقة.
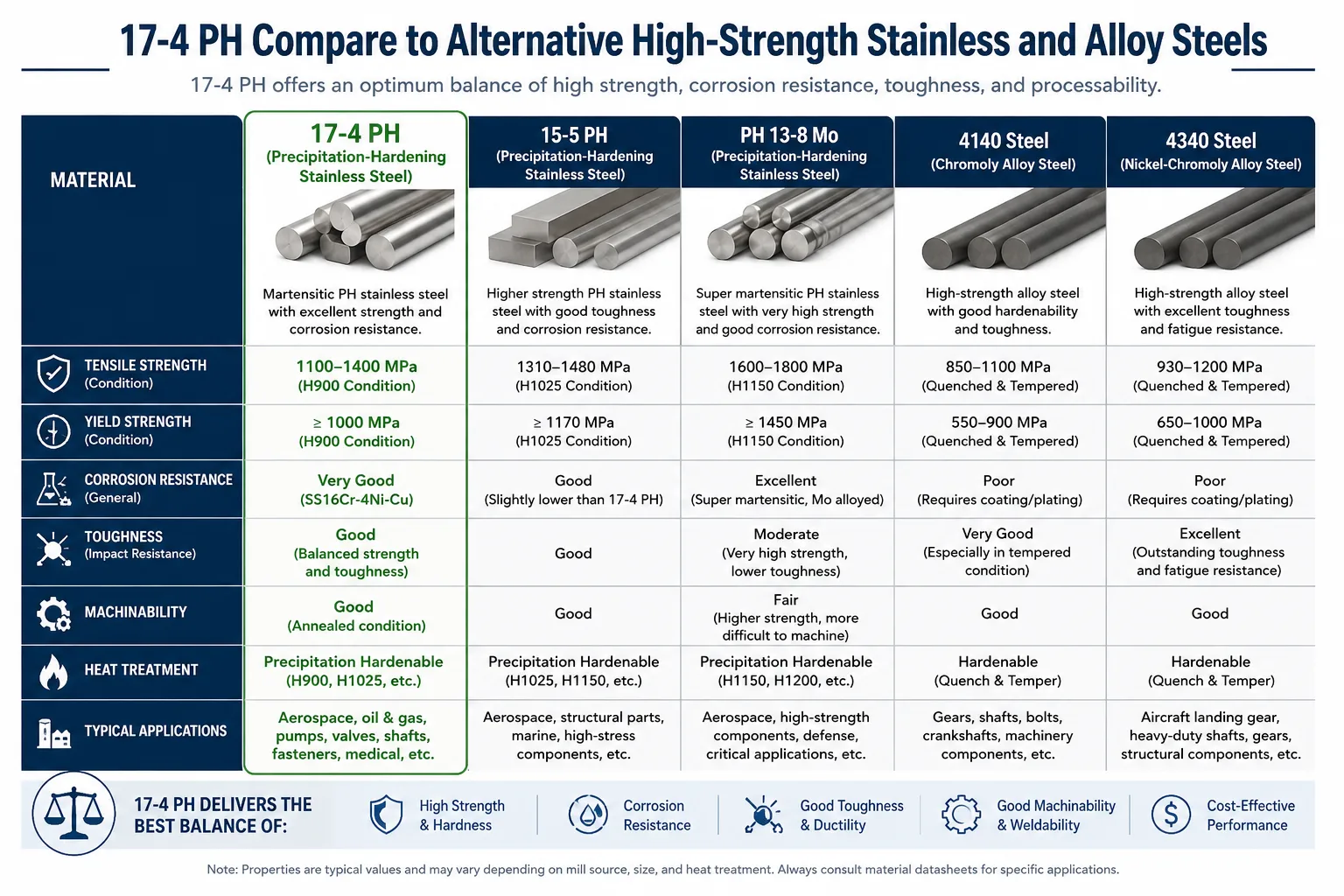
مقارنة المواد لقطع غيار المعدات الأصلية المختومة عالية القوة
| الممتلكات | 17-4 PH 17-4 H900 | 17-4 PH 17-4 H1025 | 316L SS | 15-5 PH 15-5 H900 | 13-8 مو H950 | سبائك الصلب 4340 |
|---|---|---|---|---|---|---|
| قوة الشد (ksi) | 190 | 155 | 84 | 190 | 220 | 185-200 |
| قوة الخضوع (ksi) | 170 | 145 | 32 | 170 | 205 | 170-185 |
| الاستطالة (%) | 10 | 12 | 50 | 10 | 10 | 12 |
| الصلابة | 44 HRC | 38 HRC | 95 HRB | 44 HRC | 48 HRC | 42-48 رطل من 42-48 رطل |
| مقاومة التآكل | جيد | جيد جداً | ممتاز | جيد | جيد | ضعيف (يتطلب طلاء) |
| قابلية الختم | جيد (Cond. A) | جيد (Cond. A) | ممتاز | جيد | معتدل | جيد (صلب) |
| قابلية اللحام | جيد | جيد | ممتاز | جيد | عادل | عادل |
| تكلفة المواد (نسبياً) | معتدل | معتدل | منخفضة-متوسطة | عالية | عالية جداً | منخفضة |
| استخدام الفضاء الجوي | واسعة النطاق | واسعة النطاق | محدودة | واسعة النطاق | متخصصون | محدودة (لا توجد مقاومة للتآكل) |
المصدر: قاعدة بيانات خواص المواد الدولية ASM؛ بيانات مقارنة سبائك كاربنتر تكنولوجي؛ ورقة البيانات الفنية لـ AK Steel 17-4 PH.
لماذا يتفوق أداء 17-4 PH على 316L في التطبيقات الإنشائية لمصنعي المعدات الأصلية
316L غير القابل للصدأ هو الخيار الافتراضي المقاوم للتآكل للعديد من فرق مشتريات مصنعي المعدات الأصلية، ولكن قوة الخضوع التي تبلغ 32 كيلو باسكال تعني أن الأجزاء المصممة لتحمل الأحمال الهيكلية يجب أن تكون أثقل بكثير من الأجزاء المكافئة 17-4 PH. وتبلغ نسبة القوة إلى الوزن في H1025 بدرجة الحموضة 17-4 PH H1025 (155 كيلو باسكال) حوالي 1.85 ضعف نسبة 316L في نفس مساحة المقطع العرضي. في برامج تصنيع المعدات الأصلية في مجال الطيران والدفاع حيث يكون كل جرام مهمًا، يكون هذا الفرق حاسمًا.
عندما تكون درجة الحموضة 15-5 PH مفضلة على 17-4 PH
يوفر 15-5 درجة الحموضة (UNS S15500) خواص ميكانيكية مماثلة لـ 17-4 درجة الحموضة ولكن مع بنية مجهرية أنظف خالية من المراسلات الفريتية، لأنه يتم إنتاجه من خلال الصهر بالحث الفراغي بالإضافة إلى إعادة الصهر الكهربائي أو إعادة الصهر بالقوس الفراغي. بالنسبة للأجزاء الفضائية الجوية التي تتطلب نظافة فائقة وخصائص متناسقة من خلال السماكة (مثل مقاطع الألواح السميكة)، يتم تحديد 15-5 PH. أما بالنسبة لختم الصفائح المعدنية في المقاسات الأقل من 0.125 بوصة، فإن ميزة البنية المجهرية للصفائح المعدنية 15-5 PH أقل أهمية، كما أن التكلفة المنخفضة للصفائح المعدنية 17-4 PH تجعلها الخيار العملي.
ما هي صناعات وتطبيقات تصنيع المعدات الأصلية التي تستخدم قطع غيار مختومة بختم 17-4 PH مخصصة؟
ويعكس اتساع نطاق استخدامات مصنعي المعدات الأصلية للختم الدقيق 17-4 PH في تصنيع المعدات الأصلية المكانة الفريدة لهذه السبيكة في مجال خصائص المواد. لا توجد درجة واحدة أخرى غير قابلة للصدأ توفر هذا المزيج من قابلية التشكيل في الحالة اللينة، والقوة القابلة للتصلب مع تقدم العمر، ومقاومة التآكل المناسبة بتكلفة تنافسية.
مكونات تصنيع المعدات الأصلية في مجال الطيران والفضاء والدفاع
تُعد صناعة الطيران أكبر سوق منفرد لختمات 17-4 PH المخصصة. يتطابق المزيج بين الوزن الخفيف والقوة العالية ومقاومة التآكل مع متطلبات التصميم في مجال الطيران بدقة. وتشمل المكونات المحددة ما يلي:
- الأقواس الهيكلية ومجموعات المشابك في أقسام هيكل الطائرة.
- مكونات المشغل والوصلات في أنظمة التحكم في الطيران.
- مكونات التثبيت (الحشوات، ومشابك التثبيت، ومشابك التثبيت، وحلقات الزنبرك)
- المكونات الهيكلية الثابتة للمحرك التوربيني (أقل من نطاق درجة حرارة الاحتراق)
- تجهيزات النظام الهيدروليكي وأجسام الصمامات (مختومة ومشكلة)
- أجهزة تركيب الهوائي ومكونات الضميمة.
- المكونات الهيكلية لمعدات الدعم الأرضي.
تشتمل جميع برامج طائرات F/A-18 Hornet، وبوينج 737، وعائلة إيرباص A320 على مكونات صفائح معدنية من طراز 17-4 PH على مستويات هيكلية مختلفة. وغالبًا ما تستدعي مواصفات المشتريات الدفاعية AMS 5604 (الصفيحة) أو AMS 5643 (القضبان والأسلاك والمطروقات) مع متطلبات محددة لشروط H-مطابقة لحالة الحمل الهيكلي.
تطبيقات تصنيع المعدات الأصلية للأجهزة الطبية
تمثل تطبيقات الأجهزة الطبية واحدة من أسرع أسواق مصنعي المعدات الأصلية نمواً لمواد ختم 17-4 PH. وتجمع هذه المادة بين القوة العالية (للمكونات المصغرة عالية التحميل)، ومقاومة التآكل في البيئات البيولوجية، والتوافق مع التصوير بالرنين المغناطيسي (فهي غير مغناطيسية في معظم الظروف) مما يجعلها جذابة لمهندسي الأجهزة الطبية.
تشمل تطبيقات الأجهزة الطبية الشائعة ما يلي:
- مكونات الأدوات الجراحية (فكي المشبك، وآليات السقاطة، ومشابك الزنبرك).
- أجزاء أدوات زراعة العظام (المكونات غير الزرعية المستخدمة أثناء الإجراءات).
- مكونات تقوية طرف القسطرة وأجهزة إنهاء الضفيرة.
- نوابض جهاز توصيل الدواء وآليات المزلاج.
- مكونات أدوات طب الأسنان التي تتطلب قوة عالية في مقاطع عرضية صغيرة.
- المكونات الميكانيكية لمعدات التشخيص.
عادةً ما تتطلب برامج مصنعي المعدات الأصلية للأجهزة الطبية الخاضعة لتنظيم إدارة الغذاء والدواء الأمريكية إمكانية التتبع الكامل للمواد وفقًا لمعيار ISO 13485، وشهادة مطابقة ل AMS 5604 أو ASTM A693، وسجلات موثقة للمعالجة الحرارية المتقادمة مع التحقق من المعايرة.
مكونات تصنيع المعدات الأصلية في قطاع الصناعة والطاقة
وبعيدًا عن مجال الطيران والقطاع الطبي، تظهر الأجزاء المختومة بدرجة 17-4 PH في جميع برامج تصنيع المعدات الأصلية الصناعية:
- مكونات أداة قاع البئر للنفط والغاز التي تتطلب الامتثال لمعيار NACE MR0175.
- مكونات دفاعة المضخة والأجهزة المقاومة للتآكل.
- مكونات تقليم الصمامات في معدات المعالجة الكيميائية.
- مكونات أجهزة الصناعة النووية (مقاومة الإشعاع مقبولة).
- أجهزة صناعة الورق ولب الورق في بيئات العمليات المسببة للتآكل.
- مكونات معدات تجهيز الأغذية التي تتطلب قابلية التنظيف ومقاومة التآكل.
- أجهزة متوافقة مع معدات تصنيع أشباه الموصلات في الغرف النظيفة.
ما هي معايير الجودة ومتطلبات الاعتماد التي تنطبق على ختم 17-4 PH OEM؟
تُعد متطلبات جودة مشتريات صانعي المعدات الأصلية لمعدات تصنيع المعدات الأصلية لمواد الختم 17-4 PH من بين أكثر المتطلبات في تصنيع المعادن. لا ينبغي أن يتلقى المورد الذي لا يستطيع إثبات الامتثال للمعايير المعمول بها طلبات شراء المكونات الحرجة للطيران أو المكونات الحرجة للحياة.
المعايير والمواصفات المطبقة
| المعيار/المواصفات | النطاق | الهيئة الإدارية |
|---|---|---|
| AMS 5604 | ورقة، شريط، لوحة، صفيحة | شركة SAE الدولية |
| AMS 5643 | القضبان والأسلاك والمطروقات | شركة SAE الدولية |
| ASTM A693 | لوحة، صفيحة، صفيحة، شريط | منظمة ASTM الدولية |
| ASTM A564 | القضبان المدرفلة على الساخن والمطلية على البارد | منظمة ASTM الدولية |
| AMS 2759/3 | المعالجة الحرارية للفولاذ المقاوم للصدأ PH | شركة SAE الدولية |
| AMS 2750 | قياس البيرومترية (معايرة الفرن) | شركة SAE الدولية |
| NADCAP AC7102 | اعتماد المعالجة الحرارية | معهد مراجعة الأداء |
| AS9100 Rev D | إدارة جودة الطيران والفضاء | IAQG / SAE |
| آيزو 13485 | إدارة جودة الأجهزة الطبية | الأيزو |
| ISO 9001:2015 | إدارة الجودة العامة | الأيزو |
| NACE MR0175 / ISO 15156 | متطلبات مواد الخدمة الحامضة | NACE / ISO |
| AMS 2807 | تحديد المواد | شركة SAE الدولية |
متطلبات فحص المادة الأولى
يطلب عملاء مصنعي المعدات الأصلية عادةً فحص المادة الأولى (FAI) وفقًا لمعيار AS9102 لبرامج الطيران أو ما يعادل بروتوكولات المادة الأولى للبرامج الصناعية والطبية. تتضمن الحزمة الكاملة لفحص المادة الأولى (FAI) للختم الدقيق 17-4 PH ما يلي:
- تخطيط كامل الأبعاد يتحقق من كل بُعد يتحكم فيه الرسم.
- شهادة المواد التي تشير إلى الرقم الحراري والامتثال لمعيار AMS 5604 والتحليل الكيميائي والخصائص الميكانيكية من المصنع الأصلي.
- شهادة المعالجة الحرارية مع تحديد الفرن، وسجلات المعايرة، ومخطط درجة الحرارة، والتحقق من وقت النقع.
- نتائج اختبار الصلابة تؤكد تحقق شرط H المحدد.
- التحقق من حالة السطح (الفحص البصري، وقياس الخشونة إذا تم تحديدها).
- نتائج الاختبارات الوظيفية عند الاقتضاء (معدل الزنبرك، قوة السحب، إلخ).
ما هي محركات التكلفة الحقيقية لقطع غيار OEM المختومة بختم PH 17-4 المخصصة؟
يساعد فهم هيكل التكلفة فرق مشتريات مصنعي المعدات الأصلية على تقييم عروض أسعار الموردين بدقة وتحديد التغييرات الهندسية التي تحسن كفاءة التكلفة دون المساس بالأداء.
توزيع مكونات التكلفة
| عنصر التكلفة | الحصة النموذجية من التكلفة الإجمالية للجزء | المتغيرات الرئيسية |
|---|---|---|
| مادة خام (صفيحة/شريط 17-4 PH) | 30 - 50% | المقياس، وشهادة AMS، وحجم الطلب |
| الأدوات (مستهلكة على مدى عمر الإنتاج) | 10 - 30% | التعقيد، والحجم السنوي، وعمر الأدوات، وعمر الأدوات |
| عمليات الختم (العمالة + الماكينة) | 15 - 25% | عدد العمليات، وسرعة الضغط، وزمن الدورة |
| المعالجة الحرارية للشيخوخة | 5 - 12% | نوع الفرن، وكثافة الحمولة، ومستوى الشهادة |
| الفحص والاختبار | 5 - 15% | متطلبات FAI، مواصفات NDT |
| تشطيب السطح (التخميل وما إلى ذلك) | 2 - 8% | متطلبات المواصفات |
| إدارة البرامج والتوثيق | 3 - 8% | تعقيد AS9100 / ISO 13485 |
سياق تسعير المواد الخام
يتم تداول صفائح وشرائط 17-4 PH في حالة AMS 5604 المعتمدة حاليًا (مرجع 2024) بسعر $6.50-$12.00 للرطل الواحد تقريبًا للمقاييس القياسية (0.020-0.125 بوصة)، مع وجود تباين كبير بناءً على كمية الطلب، والمقياس، والعرض، وما إذا كانت شهادة اعتماد درجة الطيران مطلوبة. ويؤدي محتوى النيكل والكروم إلى زيادة التكلفة عن المقاوم للصدأ 304 القياسي الذي يتراوح سعره عادةً بين $2.50-$4.50 للرطل الواحد في المقاييس المماثلة.
توقعات المهلة الزمنية حسب نوع الطلب
| فئة الطلب | المهلة الزمنية النموذجية | الملاحظات |
|---|---|---|
| النموذج الأولي / المادة الأولى | 6 - 14 أسبوعًا | بما في ذلك الأدوات، FAI |
| التشغيل الأولي للإنتاج | 4 - 10 أسابيع | المواد التي تعتمد على المشتريات المادية |
| تكرار الإنتاج (الأدوات الثابتة) | 3 - 7 أسابيع | تختلف حسب توفر المواد |
| الإنتاج المعجل | 2 - 4 أسابيع | تسعير ممتاز؛ مواد متوفرة في متناول اليد |
| إصدارات الطلبات الشاملة | 1 - 3 أسابيع | المواد المخزونة، والأدوات مسبقة الصنع |
الأسئلة الشائعة: قطع غيار مختومة بختم 17-4 PH (النوع 630) مخصصة
1. ما هو الفرق بين الشرط 17-4 PH الحالة أ و H900 للأجزاء المختومة؟
الحالة A هي الحالة الملدنة بالمحلول التي يتم فيها ختم 17-4 PH؛ H900 هي الحالة المعتقة التي تمثل أقصى قوة. في الحالة (أ)، تبلغ قوة الشد حوالي 150 كيلو باسكال وتبلغ الصلابة حوالي 32-38 HRC، مما يجعل المادة قابلة للتشغيل من خلال عمليات التشكيل والقوالب التدريجية القياسية. بعد التعتيق عند درجة حرارة 900 درجة فهرنهايت لمدة ساعة واحدة (H900)، ترتفع قوة الشد إلى 190 كيلو باسكال كسي كحد أدنى وتصل الصلابة إلى حوالي 44 HRC، مما يجعل التشكيل اللاحق صعبًا للغاية. دائمًا ما يكون تسلسل التصنيع الصحيح هو: الختم في الحالة A، ثم التصلب العمري إلى الحالة H المحددة. وتتطلب محاولة ختم المادة H900 قوى ضغط أعلى بكثير، وتنتج عنها ارتدادات زائدة ومخاطر التشقق، وهذا هو السبب في عدم وجود ورشة ختم محترفة تقوم بتشكيل 17-4 PH بعد التقادم النهائي دون مبرر هندسي محدد.
2. هل يمكن لحام الأجزاء المختومة بدرجة الحموضة 17-4 PH قبل أو بعد المعالجة الحرارية بالتقادم؟
17-4 PH يمكن لحام 17-4 PH قبل التقادم وبعده على حد سواء، ولكن يفضل بشدة اللحام قبل التقادم متبوعاً بالتقادم. ينتج اللحام في الحالة (أ) منطقة متأثرة بالحرارة يمكن معالجتها بالكامل بالمحلول وتعتيقها بشكل موحد مع بقية الجزء. ثم يؤدي التقادم بعد اللحام إلى تطوير خصائص متسقة عبر المعدن الأساسي ومنطقة اللحام. يُدخل اللحام بعد التقادم إجهادات متبقية وينتج مناطق متأثرة بالحرارة مع بنية مجهرية غير موحدة في العمر، مما قد يقلل من مقاومة التآكل والمتانة في الوصلة. تشمل معادن الحشو الموصى بها AWS A5.9 ER630 (التركيب المطابق) أو AWS A5.9 ER308L للوصلات غير الحرجة. يجب تخميل جميع التجميعات الملحومة بعد التصنيع الآلي أو التشكيل لاستعادة طبقة أكسيد الكروم السلبية، ويجب إجراء التقادم بعد اللحام ضمن متطلبات AMS 2759/3.
3. هل درجة الحموضة 17-4 PH مغناطيسية، وهل يؤثر ذلك على تطبيقات المعدات الأصلية؟
نعم، إن الفولاذ المقاوم للصدأ 17-4 PH مغناطيسي حديدي في جميع الظروف لأن بنيته المجهرية هي في المقام الأول مارتينسيتي بدلاً من الأوستنيتي. وتبلغ النفاذية المغناطيسية لـ 17-4 PH حوالي 80-110 ميكرومتر (نفاذية نسبية) في حالة H900، مقارنةً بحوالي 1.002-1.010 لـ 316L الأوستنيتي بالكامل. هذا الطابع المغناطيسي هو اعتبار أساسي لتطبيقات مصنعي المعدات الأصلية بالقرب من المعدات الإلكترونية الحساسة أو أنظمة التصوير بالرنين المغناطيسي أو الأدوات الحساسة للمجال المغناطيسي. بالنسبة للتطبيقات التي تتطلب الفولاذ المقاوم للصدأ غير المغناطيسي، فإن الدرجات الأوستنيتي (304، 316L، 310) أو الدرجات الأوستنيتي المتصلبة بالترسيب بالكامل هي المواصفات الصحيحة. بالنسبة للفضاء، والدفاع، والعديد من التطبيقات الصناعية، فإن الطابع المغناطيسي لدرجات 17-4 PH لا علاقة له بالوظيفة، ولا حاجة إلى استبدالها.
4. ما هو الحد الأدنى لنصف قطر الانحناء المطلوب للصفائح ذات درجة الحموضة 17-4 PH في حالة التلدين؟
يعتمد الحد الأدنى لنصف قطر الانحناء لـ 17-4 PH في الحالة A (الملدنة) على سُمك المادة واتجاه الانحناء بالنسبة لاتجاه الدرفلة. كمبدأ توجيهي عام: بالنسبة للانحناءات المستعرضة لاتجاه الدرفلة (عبر الحبيبات)، يكون الحد الأدنى لنصف القطر الداخلي 1× سمك المادة (1 طن) مقبولاً بالنسبة للمقاييس حتى 0.060 بوصة. بالنسبة للانحناءات الموازية لاتجاه الدرفلة (مع الحبيبات)، يوصى باستخدام 1.5 طن إلى 2 طن لتجنب التشقق. بالنسبة للمواد التي يزيد سمكها عن 0.060 بوصة، قم بزيادة الحد الأدنى لنصف القطر بمقدار 0.5 طن لكل 0.030 بوصة من السماكة الإضافية. أي شغل بارد متراكم في المادة من عمليات الختم السابقة يزيد من الحد الأدنى لنصف قطر الانحناء الآمن. نتحقق من صحة الحد الأدنى لنصف قطر الانحناء على كوبونات اختبار الإنتاج من كل دفعة مواد واردة لأن التباين من الحرارة إلى الحرارة في الاستطالة يؤثر على حدود التشكيل العملية.
5. ما الذي يسبب تشوه الأبعاد أثناء المعالجة الحرارية للشيخوخة لدمغات درجة الحموضة 17-4 PH؟
ينتج التشوه أثناء الشيخوخة من ثلاثة مصادر: استرخاء إجهاد إجهادات التشكيل المتبقية، والتمدد الحجمي من تكوين رواسب النحاس (حوالي 0.0003-0.0006 بوصة لكل بوصة)، والزحف الناتج عن الجاذبية في الأجزاء الرقيقة غير المدعمة أثناء فترة النقع عند درجة حرارة الشيخوخة. الأجزاء التي بها إجهاد متبقي غير متماثل كبير من عمليات التشكيل هي الأكثر عرضة للتشويه أثناء الشيخوخة. تتضمن استراتيجيات الوقاية ما يلي: استخدام التعتيق بالتركيبات حيث يتم التحكم في الأبعاد الحرجة بواسطة تركيبات مطابقة أثناء دورة المعالجة الحرارية؛ وموازنة تسلسل الختم لتوزيع الإجهاد المتبقي بشكل متماثل؛ وتطبيق تخفيف الإجهاد عند درجة حرارة 1500-1600 درجة فهرنهايت قبل التعتيق النهائي للأجزاء ذات الهندسة المعقدة؛ ومراعاة النمو المتوقع في أبعاد ما قبل ختم العمر. وعادةً ما تتطلب الأجزاء المسطحة ذات التفاوت الضيق عملية تقويم بعد التقادم إذا كانت متطلبات التسطيح أقل من 0.005 بوصة في البوصة.
6. كيف يكون أداء درجة الحموضة 17-4 PH في اختبار التآكل برذاذ الملح؟
17-4 PH 17-4 في ظروف H1025 حتى H1150 يجتاز اختبار رش الملح ASTM B117 اختبار رش الملح ASTM B117 في 200-500 ساعة دون تكوين صدأ أحمر كبير على الأسطح المخمّدة بشكل صحيح. عادةً ما تُظهر المواد ذات الحالة H900 أولى علامات الصدأ السطحي عند 100-200 ساعة في نفس الاختبار، مما يعكس قابليتها العالية للتآكل الناتج عن التنقر والتآكل الشقوق عند أقصى قوة. يعد التخميل وفقًا للمعيار ASTM A967 أو AMS 2700 (الطريقة 2 - تخميل حمض النيتريك) ضروريًا لزيادة أداء رش الملح إلى أقصى حد من خلال ضمان وجود طبقة سلبية كاملة ومستمرة من أكسيد الكروم تغطي جميع الأسطح. قد تحبس الأجزاء ذات السحوبات العميقة أو أنصاف الأقطار الداخلية الضيقة أو الهندسة المعقدة مواد التشحيم بالقطع أو ختمها في الشقوق التي تتداخل مع التخميل - تتطلب هذه المناطق الاهتمام أثناء دورة التنظيف التي تسبق التخميل لضمان تغطية السطح بالكامل.
7. ما هي قوة إجهاد المكونات المختومة على درجة الحموضة 17-4 PH في ظروف H مختلفة؟
تختلف قوة الإجهاد (حد التحمل عند 10⁷ دورات، R = -1، شعاع دوار) لـ 17-4 PH باختلاف الحالة: H900 حوالي 75-85 كسي؛ H925 70-80 كسي؛ H1025 65-75 كسي؛ H1150 55-65 كسي. تؤثر حالة السطح بشكل حاسم على أداء الكلال. يمكن أن تُظهر الأجزاء المختومة ذات النتوءات أو علامات الأدوات أو التلف السطحي انخفاضًا في عمر الكلال بمقدار 30-50% مقارنة بالعينات المصقولة المستخدمة في الاختبارات المعملية. بالنسبة للمكونات الحرجة المتعلقة بالإجهاد لمصنعي المعدات الأصلية مثل مشابك الزنبرك وحلقات التثبيت وأقواس الحمل الدورية، يجب التحكم في جودة السطح بعد الختم، ويجب تحديد ظروف الحواف (إزالة النتوءات، ونصف قطر الحافة) في الرسم. يمكن أن يؤدي التقشير بالطلقة بعد التقادم إلى تحسين عمر الكلال بمقدار 20-40% في ظروف H900 وH925 عن طريق إدخال إجهاد متبقي انضغاطي على السطح، مما يقاوم ضغوط الشد التي تبدأ في إحداث شقوق الكلال.
8. هل يمكن استخدام درجة الحموضة 17-4 PH في تطبيقات درجات الحرارة المبردة؟
17-4 PH له ملاءمة محدودة للتطبيقات المبردة. في ظروف H900 وH925، تنخفض القوة العالية والصلابة المنخفضة نسبيًا (10-20 قدم-رطل تشاربي في درجة حرارة الغرفة) أكثر في درجات الحرارة المبردة، مما يجعل الكسر الهش خطرًا كبيرًا تحت -100 درجة فهرنهايت (-73 درجة مئوية). تُظهر ظروف H1150 وH1150-M بقيم تشاربي في درجة حرارة الغرفة التي تتراوح بين 65-110 قدم رطل أداءً أفضل في درجات الحرارة المنخفضة ولكن لا تزال غير قادرة على مطابقة الصلابة المبردة للدرجات الأوستنيتيّة بالكامل مثل 304L أو 316L أو 310S. لا تدرج معايير أوعية الضغط ومعايير الخدمة في درجات الحرارة المنخفضة ASTM درجة الحموضة 17-4 PH في أي حالة H بين مواد الخدمة المبردة المعتمدة. يجب أن تقوم برامج مصنعي المعدات الأصلية التي تحدد مكونات النيتروجين السائل (-196 درجة مئوية) أو الأكسجين السائل (-183 درجة مئوية) بتقييم درجات الأوستنيتي غير القابل للصدأ أو سبائك الألومنيوم بدلاً من 17-4 PH.
9. كيف ينبغي تنظيف وتخميل الأجزاء المختومة 17-4 PH قبل التسليم؟
إن تسلسل التنظيف والتخميل الموصى به لختمات مصنعي المعدات الأصلية 17-4 PH هو: التنظيف القلوي لإزالة جميع مواد التشحيم والبقايا العضوية؛ الشطف بالماء؛ التخميل في حمض النيتريك 20-25% عند درجة حرارة 120-140 درجة فهرنهايت (49-60 درجة مئوية) لمدة 20-30 دقيقة (ASTM A967 النوع الثاني)؛ شطف الماء منزوع الأيونات؛ والتجفيف القسري بالهواء. وبدلاً من ذلك، يُفضل تخميل حمض الستريك وفقًا للنوع السادس من ASTM A967 A967 في المنشآت التي تسعى إلى التخلص من معالجة حمض النيتريك، باستخدام حمض الستريك 4-10% عند 120-140 درجة فهرنهايت لمدة 10-20 دقيقة. يجب التحقق من فعالية التخميل عن طريق اختبار كبريتات النحاس (ASTM A967 Practice A) أو اختبار الرطوبة العالية (ASTM A967 Practice C). يجب تخزين الأجزاء التي لا يمكن تخميلها مباشرة بعد التنظيف جافة في عبوات محكمة الغلق. لا تسمح أبدًا بتلامس الأجزاء ذات درجة الحموضة 17-4 PH مع الأدوات أو التركيبات أو رفوف التخزين المصنوعة من الحديد أو الفولاذ الكربوني دون حواجز واقية، حيث أن التقاط الحديد يسبب تلطيخ الصدأ الذي يعطل الطبقة السلبية.
10. ما الذي يجعل من MWalloys موردًا مؤهلًا للقطع المختومة بدقة 17-4 PH OEM؟
تقدم شركة MWalloys ختمًا دقيقًا معتمدًا من فئة 17-4 PH مدعومًا بنظام جودة كامل يتماشى مع AS9100 Rev D وISO 9001:2015 وISO 13485 لعملاء الأجهزة الطبية. تحافظ منشأتنا على إمكانية التتبع الكامل للمواد بدءًا من لفائف المطاحن المعتمدة من AMS 5604 مرورًا بالختم والمعالجة الحرارية المتقادمة مع وثائق قياس البيرومترية المتوافقة مع AMS 2750 والفحص والتخميل والتسليم. نقوم بإجراء المعالجة الحرارية للتقادم في أفران شريكة معتمدة من NADCAP مع الاحتفاظ بسجلات كاملة لمخطط درجة الحرارة الزمنية لكل دفعة. ويوفر فريقنا الهندسي مراجعة لسوق دبي المالي (التصميم من أجل قابلية التصنيع) مجانًا أثناء عملية عرض الأسعار، وتحديد مخاطر الانزلاق أو التشقق أو التشويه المحتمل حدوثه قبل الالتزام بالأدوات. نحتفظ بمخزون أمان من مقاييس 17-4 PH الأكثر طلبًا في حالة معتمدة من AMS 5604 لدعم احتياجات النماذج الأولية العاجلة وتقليل مخاطر مهلة الإنتاج في برامج تصنيع المعدات الأصلية النشطة.
الخاتمة: تحديد مواصفات قطع الغيار الأصلية المختومة بختم 17-4 PH المخصصة بشكل صحيح
يحتل الفولاذ المقاوم للصدأ 17-4 PH (النوع 630) موقع أداء لا تضاهيه أي مادة أخرى بتكلفة مماثلة: قابل للختم في الحالة اللينة، وقابل للتقوية مع تقدم العمر إلى أكثر من 190 كيلو باسكال في البوصة، ومقاوم للتآكل بما يكفي لمعظم البيئات غير البحرية، ويمكن تتبعه من خلال نظام مواصفات راسخ يغطي المواد والمعالجة والفحص.
الاستنتاجات الهامة من هذه المراجعة الفنية هي:
اختيار المواد: اختر حالة التقادم بناءً على بيئة الخدمة الفعلية. يوفر H900 أقصى قدر من القوة ولكنه يدفع ثمن ذلك مع انخفاض الصلابة وارتفاع مخاطر التآكل الإجهادي. H1025 هو الخيار الصحيح لمعظم التطبيقات الإنشائية لمصنعي المعدات الأصلية التي تتطلب كلاً من القوة ومقاومة التآكل. H1150 هو الخيار الصحيح عندما تكون المتانة هي المطلب الأساسي.
تسلسل العملية: قم دائمًا بالختم دائمًا في الحالة A، ثم قم بالتقسية العمرية. تؤدي محاولة التشكيل في الحالة 17-4 PH المعتقة بالكامل إلى تآكل مفرط في الخردة والأدوات. صمم تسلسل الختم للبقاء في حدود قدرة التشكيل للمادة الملدنة، بما في ذلك تعويض الارتداد الزنبركي وأنصاف أقطار الانحناء المناسبة.
الاستثمار في الأدوات: يتطلب 17-4 PH 17-4 كربيد أو قوالب فولاذية عالية الأداء من الفولاذ عالي الأداء بحجم يتراوح بين 1.7 و1.9 ضعف تلك المطلوبة لعمليات 304 المكافئة للصدأ. ينتج عن البرامج غير المجهزة بأدوات أقل من اللازم قطع غير متناسقة وفشل سريع في القالب.
التحكم في المعالجة الحرارية: يجب الحفاظ على درجة حرارة التقادم عند ± 10 درجة فهرنهايت لضمان اتساق الخواص الميكانيكية عبر دفعات الإنتاج. تعتبر المعالجات المتوافقة مع معيار AMS 2750 المتوافق مع معيار AMS 2750 والمعالجات المعتمدة من NADCAP المعيار المناسب لبرامج تصنيع المعدات الأصلية في مجال الطيران والمعدات الأصلية الطبية.
وثائق الجودة: إن التتبع الكامل من المطحنة إلى الجزء، وسجلات المعالجة الحرارية، ووثائق الفحص هي متطلبات أساسية لعملاء مصنعي المعدات الأصلية في الصناعات المنظمة. المورد الذي لا يستطيع توفير سلسلة التوثيق هذه ليس مصدرًا مناسبًا للمكونات الحرجة للطيران أو المكونات الحرجة للحياة.
في شركة MWalloys، ندعم عملاء مصنعي المعدات الأصلية بدءًا من الاستشارات المبكرة للتصميم وحتى الإنتاج بكميات كبيرة من الختم الدقيق 17-4 PH. إن الخبرة العملية التي يتمتع بها فريقنا الهندسي في التعامل مع هذه المواد في صناعات متعددة تعني أنه يمكننا تحديد مخاطر التشكيل والمعالجة الحرارية والجودة قبل أن تتحول إلى مشاكل في الإنتاج. اتصل بفريقنا الفني لمناقشة متطلبات ختم 17-4 PH الخاصة بك من مصنعي المعدات الأصلية.
المراجع الفنية
- SAE International. AMS 5604: "الصلب، المقاوم للتآكل، الصفائح والشرائح والألواح". المراجعة الحالية.
- SAE International. AMS 2759/3: "المعالجة الحرارية لقطع الفولاذ المقاومة للتآكل والحرارة المقاومة للتآكل بالمعالجة الحرارية." المراجعة الحالية.
- SAE International. AMS 2750: "قياس البيرومترية". المراجعة الحالية.
- ASTM الدولية. ASTM A693: "المواصفات القياسية للصفائح والصفائح والشرائح الفولاذية المقاومة للحرارة والمقاومة للحرارة التي تصلب بالترسيب." الطبعة الحالية.
- ASTM الدولية. ASTM A564: "المواصفات القياسية لقضبان وأشكال الفولاذ المقاوم للصدأ المدرفلة على الساخن والمصلدة على البارد التي تصلب على مدى العمر." الإصدار الحالي.
- ASTM الدولية. ASTM A967: "المواصفات القياسية لمعالجات التخميل الكيميائي لأجزاء الفولاذ المقاوم للصدأ." الطبعة الحالية.
- ASTM الدولية. ASTM B117: "الممارسة القياسية لتشغيل أجهزة رش الملح (الضباب)." الطبعة الحالية.
- شركة كاربنتر تكنولوجي. "البيانات الفنية للفولاذ المقاوم للصدأ 17-4 PH." كاربنتر تكنولوجي، الطبعة الحالية.
- AK Steel (الآن كليفلاند-كليفيلد-كليفز). "نشرة بيانات منتج الفولاذ المقاوم للصدأ 17-4 PH." الطبعة الحالية.
- منظمة ASM الدولية. "ASM Handbook Volume 14B: تشغيل المعادن - تشكيل الصفائح." ASM International, 2006.
- NACE International. MR0175 / ISO 15156: "صناعات البترول والغاز الطبيعي - مواد للاستخدام في البيئات المحتوية على H₂S في إنتاج النفط والغاز." الطبعة الحالية.
- معهد مراجعة الأداء. NADCAP AC7102: "معايير تدقيق المعالجة الحرارية." المراجعة الحالية.
- SAE International. AS9100 Rev D: "أنظمة إدارة الجودة - متطلبات منظمات الطيران والفضاء والدفاع." 2016.
- SAE International. AS9102B: "متطلبات فحص المادة الأولى للفضاء الجوي." المراجعة الحالية.
- ISO. ISO 13485: "الأجهزة الطبية - أنظمة إدارة الجودة - المتطلبات للأغراض التنظيمية." الإصدار الحالي.
محتوى تقني من إعداد فريق الهندسة والتحرير بشركة MWalloys. تُصنِّع شركة MWalloys مكونات مختومة بدقة من الفولاذ المقاوم للصدأ 17-4 PH، وHastelloy X، وInconel 625، وسبائك التيتانيوم، وغيرها من المواد عالية الأداء لعملاء صناعة الطيران، والأجهزة الطبية، والدفاع، ومصنعي المعدات الأصلية الصناعية. للاستشارات الهندسية، أو تأكيد توافر المواد، أو عروض أسعار الإنتاج، اتصل بفريق المبيعات الفني لدينا.
