Kundenspezifische Stanzteile aus 17-4 PH (Typ 630) Edelstahl bieten Zugfestigkeiten von 150.000 psi bis 220.000 psi, je nach Ausscheidungshärtungszustand, und kombinieren Korrosionsbeständigkeit, die mit der von Edelstahl 304 vergleichbar ist, mit mechanischen Eigenschaften, die denen von legiertem Stahl nahe kommen. Bei MWalloys produzieren wir OEM-Stanzteile aus 17-4 PH für die Luft- und Raumfahrt, die Medizintechnik, die Verteidigung und die Industrie. Die einzigartige Fähigkeit dieses Materials, im weichgeglühten Zustand gestanzt und dann nach der Umformung auf die endgültige Festigkeit ausgehärtet zu werden, macht es zu einer der prozesseffizientesten Optionen für Konstrukteure, die sowohl hohe Festigkeit als auch Maßgenauigkeit in einem einzigen Teil benötigen.
Wenn Ihr Projekt die Verwendung von 17-4 PH (Typ 630) Edelstahl-Stanzteilen erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist rostfreier Stahl 17-4 PH und warum ist seine Zusammensetzung für Stanzteile wichtig?
Der nichtrostende Stahl 17-4 PH mit der Bezeichnung UNS S17400, auch bekannt als Typ 630, ist ein martensitischer, ausscheidungshärtender nichtrostender Stahl, der von Armco Steel (jetzt AK Steel/Cleveland-Cliffs) entwickelt wurde. Die Bezeichnung 17-4" bezieht sich auf seinen Nenngehalt an Chrom (17%) und Nickel (4%). Die Bezeichnung "PH" weist ihn als ausscheidungshärtende Sorte aus, was bedeutet, dass seine endgültigen mechanischen Eigenschaften durch eine kontrollierte Wärmebehandlung nach der Umformung und nicht allein durch Kaltbearbeitung erreicht werden.
Diese Eigenschaft ist der Hauptgrund dafür, dass 17-4 PH zu einem dominierenden Material in Präzisions-OEM-Stanzprogrammen geworden ist. Bauteile können im relativ weich geglühten Zustand (Zustand A) geformt werden, in dem sich das Material eher wie ein austenitischer rostfreier Stahl verhält, und anschließend ausgehärtet werden, um Eigenschaften zu erzielen, die bei einer herkömmlichen rostfreien Sorte durch Kaltverformung allein nicht erreicht werden können.
17-4 PH Chemische Zusammensetzung
| Element | Nominaler Gehalt (wt%) | Zulässiger Bereich (wt%) | Funktionale Rolle |
|---|---|---|---|
| Chrom (Cr) | 17% | 15.5 - 17.5% | Korrosionsbeständigkeit, passiver Film |
| Nickel (Ni) | 4% | 3.0 - 5.0% | Austenitstabilisierung, Zähigkeit |
| Kupfer (Cu) | 4% | 3.0 - 5.0% | Fällungshärter |
| Niob + Kolumbium (Nb+Cb) | 0.30% | 0,15 - 0,45% | Karbidstabilisierung, Kornkontrolle |
| Kohlenstoff (C) | 0,07% max | 0,07% max | Martensitbildung |
| Mangan (Mn) | 1.00% max | 1.00% max | Desoxidation |
| Silizium (Si) | 1.00% max | 1.00% max | Desoxidation |
| Phosphor (P) | 0,040% max | 0,040% max | Zähigkeitsbegrenzer |
| Schwefel (S) | 0,030% max | 0,030% max | Gleichgewicht zwischen Zerspanbarkeit und Duktilität |
| Eisen (Fe) | Bilanz | Bilanz | Matrix |
Quelle: ASTM A693 (Platten, Bleche, Bänder); AMS 5604 (Platten, Bänder, Bleche); UNS S17400 Spezifikation.

Metallurgischer Mechanismus: Warum Ausscheidungshärtung funktioniert
Im geglühten Zustand (Zustand A) besteht 17-4 PH in erster Linie aus Martensit - nicht aus dem spröden, kohlenstoffreichen Martensit der Werkzeugstähle, sondern aus einem relativ kohlenstoffarmen, duktilen Martensit, der ohne Rissbildung geformt und gestanzt werden kann. Wenn das Material anschließend bei Temperaturen zwischen 900°F und 1150°F (482-621°C) gealtert wird, bilden sich kupferreiche Ausscheidungen und wachsen in der martensitischen Matrix. Diese nanometergroßen Kupferpartikel wirken als Hindernisse für Versetzungsbewegungen und erhöhen die Streck- und Zugfestigkeit drastisch.
Die Größe und Verteilung dieser Kupferausscheidungen hängt ganz von der Alterungstemperatur und -dauer ab. Niedrigere Alterungstemperaturen führen zu feineren, dichter verteilten Ausscheidungen und höherer Festigkeit. Höhere Alterungstemperaturen führen zu größeren, weiter verteilten Ausscheidungen und besserer Zähigkeit bei etwas geringerer Spitzenfestigkeit. Genau aus diesem Grund gibt es mehrere "H-Zustands"-Bezeichnungen - jede steht für eine andere Alterungstemperatur, die für einen bestimmten Kompromiss zwischen Festigkeit und Zähigkeit optimiert ist.
Welche Bedingungen für die Niederschlagshärtung gibt es und wie sind sie im Vergleich?
Das Verständnis des H-Zustandssystems ist für Ingenieure, die Stanzteile aus 17-4 PH spezifizieren, unverzichtbar. Die Wahl des falschen Zustands führt zu einem Teil, das zwar die Maßanforderungen erfüllt, aber im Betrieb aufgrund von unzureichender Festigkeit, geringer Zähigkeit oder Anfälligkeit für Spannungsrisskorrosion versagt.
17-4 Vergleich der mechanischen Eigenschaften im PH-Zustand
| Zustand | Alterung Temp. | Zugfestigkeit (min) | Streckgrenze (min) | Dehnung (min) | Härte (max) | Charpy-Schlag |
|---|---|---|---|---|---|---|
| Zustand A (geglüht) | Nur mit Lösung behandelt | 150 ksi (1034 MPa) | 110 ksi (758 MPa) | 10% | 38 HRC | 20-40 ft-lbs |
| H900 | 900°F (482°C), 1 Stunde | 190 ksi (1310 MPa) | 170 ksi (1172 MPa) | 10% | 44 HRC | 10-20 ft-lbs |
| H925 | 925°F (496°C), 4 Stunden | 170 ksi (1172 MPa) | 155 ksi (1069 MPa) | 10% | 40 HRC | 18-28 ft-lbs |
| H1025 | 1025°F (552°C), 4 Stunden | 155 ksi (1069 MPa) | 145 ksi (1000 MPa) | 12% | 38 HRC | 35-55 ft-lbs |
| H1075 | 1075°F (579°C), 4 Stunden | 145 ksi (1000 MPa) | 125 ksi (862 MPa) | 13% | 36 HRC | 45-65 ft-lbs |
| H1100 | 1100°F (593°C), 4 Stunden | 140 ksi (965 MPa) | 115 ksi (793 MPa) | 14% | 34 HRC | 55-75 ft-lbs |
| H1150 | 1150°F (621°C), 4 Stunden | 135 ksi (931 MPa) | 105 ksi (724 MPa) | 16% | 32 HRC | 65-95 ft-lbs |
| H1150-M | Doppelt gealtert | 125 ksi (862 MPa) | 105 ksi (724 MPa) | 18% | 28 HRC | 75-110 ft-lbs |
Quelle: AMS 5604, ASTM A693, und technisches Datenblatt von Special Metals 17-4 PH.
Auswahl des richtigen Zustands für Ihre OEM-Anwendung
H900 ist die höchste Festigkeitsvariante und wird häufig in der Luft- und Raumfahrt für Befestigungselemente und Halterungen verwendet, bei denen es in erster Linie auf eine gewichtskritische hochfeste Konstruktion ankommt. H900 weist jedoch die geringste Zähigkeit und die höchste Anfälligkeit für Spannungsrisskorrosion in chloridhaltigen Umgebungen auf. Wir von MWalloys raten unseren Kunden, H900 in der Schifffahrt oder in chemischen Prozessen zu vermeiden, es sei denn, spezielle Tests haben die Anwendung bestätigt.
H1025 stellt das dar, was viele Ingenieure als den besten ausgewogenen Zustand betrachten - Festigkeit über 155 ksi in Kombination mit deutlich verbesserter Zähigkeit und wesentlich besserer Korrosionsbeständigkeit. Viele OEM-Kunden aus den Bereichen Medizintechnik und Lebensmittelverarbeitung spezifizieren H1025 genau deshalb, weil es sich in diesem ausgewogenen Bereich befindet.
H1150 und H1150-M werden bevorzugt eingesetzt, wenn ein Höchstmaß an Zähigkeit und Duktilität erforderlich ist, wie z. B. bei Federkomponenten, Biegeteilen oder Teilen, die Stöße absorbieren müssen. Der Kompromiss ist ein Festigkeitsniveau, das im Vergleich zu den meisten austenitischen rostfreien Güten zwar immer noch hervorragend ist, aber nicht an den Spitzenwert von H900 heranreicht.
Wie wird rostfreier Stahl 17-4 PH in der Produktion gestanzt?
Das Umformverhalten von 17-4 PH unterscheidet sich grundlegend von austenitischen Güten wie 304 oder 316, und eine identische Behandlung in der Produktion führt zu vorhersehbaren Problemen. Das martensitische Ausgangsgefüge des Werkstoffs führt selbst im Zustand A zu ausgeprägten Umformeigenschaften, die eine gezielte Prozessanpassung erfordern.
Umformungsmerkmale im Zustand A
| Eigentum | 17-4 PH (Bedingung A) | 304 Edelstahl | Kohlenstoffstahl 1008 |
|---|---|---|---|
| Zugfestigkeit | 150 ksi | 84 ksi | 44 ksi |
| Streckgrenze | 110 ksi | 32 ksi | 25 ksi |
| Dehnung | 10% | 55% | 40% |
| Exponent der Arbeitsverhärtung (n) | 0.05 - 0.10 | 0.28 - 0.34 | 0.22 - 0.26 |
| Rückfederungstendenz | Hoch | Mäßig | Niedrig |
| Umformkraft vs. 304 | 1.5 - 1.8x | 1.0x | 0.5x |
| Verärgerungstendenz | Mäßig | Mäßig-hoch | Niedrig |
Der auffälligste Unterschied ist der Exponent der Kaltverfestigung. Mit 0,05-0,10 härtet 17-4 PH im Zustand A im Vergleich zu Edelstahl 304 sehr langsam aus. Dies scheint ein Vorteil zu sein, und im Hinblick auf die Verteilung der Umformkräfte ist es das auch. Es bedeutet jedoch auch, dass das Material mit einer deutlich geringeren Dehnung arbeiten kann, bevor es zu einer lokalen Einschnürung kommt. Die Kombination aus hoher Anfangsstreckgrenze und begrenzter Dehnung bedeutet, dass Stanzvorgänge, die einen erheblichen Metallfluss erfordern - insbesondere das Tiefziehen - sorgfältig geplant werden müssen.
Folgeverbundstanzung von 17-4 PH
Das Folgeverbundstempeln ist das kostengünstigste Verfahren für 17-4 PH-Präzisionsteile in mittleren bis hohen Stückzahlen. Da das Material nur langsam aushärtet, können mit Folgeverbundwerkzeugen oft mehr Arbeitsgänge zwischen den Glühzyklen durchgeführt werden als mit einer entsprechenden Sequenz aus Edelstahl 304. Unsere Erfahrung bei MWalloys hat gezeigt, dass einfache Klammer- und Clip-Geometrien aus 17-4 PH oft eine vollständige Folge von Folgeverbundwerkzeugen ohne Zwischenglühung ermöglichen.
Bei komplexen Teilen, die tiefgezogen, rückwärts gebogen oder mehrfach gebördelt werden müssen, wird durch einen zwischenzeitlichen Spannungsabbau bei 1038°C (1900°F) mit anschließender schneller Luftkühlung eine gewisse Duktilität wiederhergestellt. Dies ist weicher als ein vollständiges Lösungsglühen, vermeidet aber die vollständige Rückstellung der Abmessungen, die eine vollständige Rücklösungsbehandlung erfordern würde.
Ausblendungs- und Lochstechparameter
Das Stanzen und Lochen von 17-4 PH erfordert einen auf die höhere Festigkeit abgestimmten Schneidspalt:
- Empfohlener Schneidspalt pro Seite: 8-12% der Materialstärke für das Stanzen.
- Empfohlener Matrizenabstand pro Seite: 10-13% der Materialstärke zum Einstechen.
- Ein geringerer Abstand zwischen Stempel und Matrize als 6% pro Seite beschleunigt den Verschleiß drastisch und erhöht das Risiko der Rissbildung in der Scherzone.
- Scherwinkel bei Schneidstempeln: 1-3° empfohlen, um die Durchschlagskraft zu verringern.
Die Kontrolle der Grathöhe ist besonders wichtig bei OEM-Anwendungen in der Medizintechnik und der Luft- und Raumfahrt. Bei korrekten Abständen mit scharfen, gut gewarteten Werkzeugen sind Grathöhen von 0,001-0,003 Zoll bei einer Materialstärke von 0,030-0,060 Zoll erreichbar.
Tiefziehfähigkeiten
Das Grenzziehverhältnis (LDR) für 17-4 PH im Zustand A liegt bei etwa 1,6-1,9 und damit unter den 2,0-2,3, die bei Edelstahl 304 erreicht werden können. Dies spiegelt die geringere Dehnung und das geringere Verfestigungsvermögen wider. Für Teile, die ein Ziehverhältnis von mehr als 1,7 erfordern, ist ein erneutes Ziehen mit zwischenzeitlichem Spannungsabbau die Standardmethode.
Die Wahl der Schmierung beeinflusst die Ziehqualität erheblich:
- Extremdruck (EP)-Ziehmassen mit Zinkstearat: Wirksam und weit verbreitet.
- Trockenfilmschmierstoffe auf PTFE-Basis: Hervorragend geeignet für Anwendungen, die saubere Oberflächen vor der Alterungswärmebehandlung erfordern.
- Chlorierte Öle: Wirksam, muss aber vor jeder Wärmebehandlung vollständig entfernt werden, um interkristallinen Angriff zu verhindern.
Mit welchen Werkzeugspezifikationen lassen sich die besten Ergebnisse mit 17-4 PH erzielen?
Werkzeuge für das Stanzen von 17-4 PH müssen die hohe Streckgrenze des Materials auch im geglühten Zustand berücksichtigen. Standardwerkzeuge, die für Kohlenstoffstahl ausgelegt sind, weisen bereits bei den ersten Produktionsläufen einen beschleunigten Verschleiß auf.
Empfohlene Materialien für Werkzeuge
| Werkzeug-Typ | Empfohlenes Material | Alternative | Erwartete Lebensdauer (Treffer) |
|---|---|---|---|
| Stanzstempel (hohes Volumen) | Wolframkarbid (6% Co) | CPM-Rex M4 HSS | 800,000 - 2,000,000 |
| Stanzwerkzeug | Wolframkarbid | D2 mit TiCN-Beschichtung | 800,000 - 2,000,000 |
| Locher (kleine Löcher) | M42 HSS oder CPM-Rex 76 | Hartmetall (Sprödigkeitsrisiko) | 200,000 - 500,000 |
| Stempel ziehen | D2-Werkzeugstahl + TiCN-Beschichtung | Hartmetalleinsatz | 100,000 - 300,000 |
| Würfel ziehen | D2 mit Chromüberzug | Hartmetall-Liner | 100,000 - 250,000 |
| Umformstempel/Gesenk | D2 (60-62 HRC) | M2 HSS | 80,000 - 200,000 |
| Abstreifplatte | A2-Werkzeugstahl (58-60 HRC) | D2 | 300,000 - 600,000 |
Quelle: Zusammengestellt aus dem SME Die Design Handbook und MWalloys internen Aufzeichnungen über die Leistungsfähigkeit von Werkzeugen.
Berechnung der Pressentonnage
Die Anforderungen an die Pressentonnage für das Stanzen und Lochstechen von 17-4 PH sind wesentlich höher als für Kohlenstoffstahl. Die Formel für die Stanzkraft:
F = L × t × Ss
Wo:
- F = Ausblendkraft (Tonnen)
- L = Umfang des Schnitts (Zoll)
- t = Materialstärke (Zoll)
- Ss = Scherfestigkeit des Materials
Für 17-4 PH Zustand A beträgt die Scherfestigkeit ca. 60-70% der Zugfestigkeit bzw. ca. 90.000-105.000 psi. Im Vergleich dazu beträgt die Scherfestigkeit bei Edelstahl 304 etwa 45.000-52.000 psi. In der Praxis bedeutet dies, dass für das Schneiden von 17-4 PH etwa die doppelte Pressenkapazität im Vergleich zum Schneiden von Kohlenstoffstahl und die 1,7- bis 1,9-fache Kapazität im Vergleich zum Schneiden von Edelstahl 304 erforderlich ist.

Welche Maßtoleranzen und Oberflächengüten sind beim 17-4 PH Stanzen möglich?
Die Maßhaltigkeit beim Stanzen von 17-4 PH wird durch die Rückfederung, den Wärmebehandlungsverzug und die hohe Festigkeit des Werkstoffs beeinflusst, die einer plastischen Verformung in engen Ecken und kleinen Radien widersteht.
Tabelle der erreichbaren Toleranzen
| Merkmal | Dickenbereich | Erreichbare Toleranz | Anmerkungen zum Prozess |
|---|---|---|---|
| Rohlingsabmessungen | 0,010 - 0,125 Zoll | ±0,003 - ±0,008 Zoll | Progressive Matrize |
| Durchmesser der Bohrung | 0,010 - 0,060 Zoll | ±0,002 - ±0,004 Zoll | Hartmetallstempel |
| Lage der Bohrung (vom Bezugspunkt aus) | 0,010 - 0,060 Zoll | ±0,003 - ±0,005 Zoll | Zusammengesetzte Matrize |
| Biegewinkel | Alle Standardmessgeräte | ±0.5° - ±2.0° | Nach Rückfederungskompensation |
| Ebenheit (Poststempel) | 0,020 - 0,060 Zoll | 0,005 - 0,012 Zoll/Zoll | Variiert je nach Geometrie |
| Ebenheit (nach der Aushärtung) | 0,020 - 0,060 Zoll | 0,008 - 0,020 Zoll/Zoll | Alterung der Vorrichtung erforderlich für enge Ebenheit |
| Oberflächenrauhigkeit | 0,020 - 0,080 Zoll | 32 - 63 µin Ra | Abhängig von Schmierung und Werkzeugzustand |
| Rechtwinkligkeit der Kante | 0,020 - 0,060 Zoll | 0,002 - 0,005 Zoll | Pro Längeneinheit |
Rückfederungsmanagement in 17-4 PH
Die Rückfederung ist das größte Problem bei gestanzten Teilen aus 17-4 PH. Da die Streckgrenze des Materials im Zustand A (mindestens 110 ksi) mehr als dreimal so hoch ist wie bei Baustahl, ist die elastische Dehnung, die nach dem Biegen zurückgewonnen wird, proportional größer. In der Praxis kann eine 90°-Biegung, die in der Matrize angestrebt wird, nach der Druckentlastung auf 96-103° zurückfedern.
Zu den Kompensationsstrategien, die wir bei MWalloys anwenden, gehören:
- Überbiegung: Die Geometrie der Matrize ist so ausgelegt, dass sie sich 4-8° über den Zielwinkel hinaus biegt, um die voraussichtliche Rückfederung zu berücksichtigen.
- Prägung: Aufbringen einer Druckspannung am Biegeradius durch Verkleinerung des Matrizenradius, um eine plastische Verformung über den gesamten Abschnitt zu erzwingen.
- Bottoming: Durch die Schließung der Matrize wird am Ende des Hubes eine hohe Druckspannung aufgebracht, die die Biegezone über den gesamten Querschnitt hinaus zum Fließen zwingt.
- Richten nach dem Stempeln: Bei großvolumigen flachen Teilen eliminiert ein sekundärer Abflachungsvorgang in einer Presse den Bogen vom Coil-Set.
Durch welche Wärmebehandlung nach dem Stanzen wird der jeweilige H-Zustand erzeugt?
Durch die Alterungswärmebehandlung wird das Stanzteil von seinen Eigenschaften im Zustand A auf die endgültige OEM-Spezifikation umgestellt. Dieser Schritt ist für die Ausscheidungshärtung unverzichtbar, und die Prozessparameter müssen präzise gesteuert werden.
Parameter des Alterungswärmebehandlungsprozesses
| Zustand | Alterung Temp. | Einweichzeit | Methode der Kühlung | Atmosphäre | Ergebnis |
|---|---|---|---|---|---|
| H900 | 900°F ± 10°F (482°C) | 1 Stunde | Luftkühlung | Luft akzeptabel | Maximale Stärke, minimale Zähigkeit |
| H925 | 925°F ± 10°F (496°C) | 4 Stunden | Luftkühlung | Luft akzeptabel | Hohe Festigkeit, mittlere Zähigkeit |
| H1025 | 1025°F ± 10°F (552°C) | 4 Stunden | Luftkühlung | Luft akzeptabel | Ausgewogene Stärke/Zähigkeit |
| H1075 | 1075°F ± 10°F (579°C) | 4 Stunden | Luftkühlung | Luft akzeptabel | Gute Zähigkeit |
| H1100 | 1100°F ± 10°F (593°C) | 4 Stunden | Luftkühlung | Luft akzeptabel | Hohe Zähigkeit |
| H1150 | 1150°F ± 10°F (621°C) | 4 Stunden | Luftkühlung | Luft akzeptabel | Maximale Zähigkeit, geringere Festigkeit |
| H1150-M | 1400°F (760°C) 2 Stunden + 1150°F (621°C) 4 Stunden | Sequentiell | Luft kühlen jedes | Luft akzeptabel | Maximale Zähigkeit |
Quelle: AMS 2759/3 (ausscheidungshärtende korrosionsbeständige und martensitaushärtende Stahlteile); ASTM A564.
Warum die Kalibrierung des Ofens für die 17-4 PH-Alterung wichtig ist
Die Temperaturtoleranz von ±10°F bei der Alterung ist nicht willkürlich. Die Alterungstemperatur hat direkten Einfluss auf die Größe der Kupferausscheidungen und damit auf die endgültigen mechanischen Eigenschaften. Eine Alterungstemperatur von 488°C (910°F) anstelle der angegebenen 482°C (900°F) kann die Zugfestigkeit um 5.000-8.000 psi verringern und die Härte um 1-2 HRC verändern. Für OEM-Teile in der Luft- und Raumfahrt sowie in der Medizintechnik mit engen Zeitfenstern für mechanische Eigenschaften kann diese Abweichung den Unterschied zwischen einem konformen und einem nicht konformen Los ausmachen.
AMS 2750 spezifiziert die Anforderungen an die Pyrometrie für Wärmebehandlungsöfen, die für Teile in der Luft- und Raumfahrt verwendet werden, einschließlich der Überwachung der Temperaturgleichmäßigkeit von ±10°F oder besser über die gesamte Arbeitszone. Die Öfen müssen mindestens vierteljährlich vermessen und die kalibrierten Messgeräte nach NIST-rückführbaren Standards überprüft werden.
Veränderung der Dimensionen während der Alterung
Die Alterung führt zu einer kleinen, aber messbaren Änderung der Abmessungen. 17-4 PH dehnt sich während des Alterungszyklus aufgrund der Gitterdehnung, die durch die Bildung von Kupferausscheidungen entsteht, um etwa 0,0003 bis 0,0006 Zoll pro Zoll aus. Bei den meisten gestanzten Teilen ist diese Ausdehnung gleichmäßig und vorhersehbar. Bei Teilen mit sehr engen absoluten Abmessungen (Toleranzen von weniger als ±0,003 Zoll insgesamt) muss die Alterungsausdehnung bei den Abmessungen vor dem Stanzen berücksichtigt werden.
Wie sieht es mit der Korrosionsbeständigkeit von 17-4 PH unter verschiedenen Alterungsbedingungen aus?
Die Korrosionsbeständigkeit von 17-4 PH ist nicht für alle H-Bedingungen gleich. Die Alterungstemperatur beeinflusst die Chromkarbidausscheidung an den Korngrenzen, was sich direkt auf die Korrosionsleistung in aggressiven Umgebungen auswirkt.
Korrosionsbeständigkeit nach Zustand
| Zustand | Salzsprühnebelbeständigkeit (ASTM B117) | Widerstandsfähigkeit gegen Lochfraß | Risiko der Spannungsrisskorrosion | Empfohlene Umgebungen |
|---|---|---|---|---|
| Zustand A | Gut | Gut | Niedrig | Allgemeine Industrie |
| H900 | Mäßig | Mäßig | Hoch | Trockene, chlorfreie Luft- und Raumfahrt |
| H925 | Mäßig-gut | Mäßig-gut | Mäßig-hoch | Kontrollierte Umgebungen |
| H1025 | Gut | Gut | Mäßig | Medizin, Lebensmittelverarbeitung |
| H1075 | Gut | Gut | Gering-Mäßig | Meeresnahe, chemische |
| H1100 | Sehr gut | Gut | Niedrig | Mild aggressive Umgebungen |
| H1150 | Sehr gut | Gut-Sehr gut | Niedrig | Marine, chemische Verfahren |
Quelle: NACE MR0175 / ISO 15156; Technische Daten der Legierung Carpenter Technology 17-4 PH.
Warum H900 ein höheres Risiko für Spannungsrisskorrosion aufweist
Die sehr hohe Festigkeit des H900-Zustandes (170+ ksi Streckgrenze) macht das Material von Natur aus anfällig für Spannungsrisskorrosion (SCC) in Gegenwart von Chloriden und Zugspannungen. Die Kombination aus hohen Eigenspannungen durch Stanzvorgänge, Chloridumgebung und der Sprödbruchneigung bei HRC 44 ist ein bekannter Versagensmodus, der in der NACE-Korrosionsliteratur ausführlich dokumentiert ist.
Für OEM-Teile, die Spritzwasser, Reinigungsmitteln oder biologischen Flüssigkeiten (in medizinischen Anwendungen) ausgesetzt sind, sind die Spezifikationen H1025 bis H1150 zuständig. Wir sprechen dieses Problem immer mit Kunden an, die ursprünglich H900 für maximale Festigkeit in Anwendungen spezifizieren, die chloridhaltigen Umgebungen ausgesetzt sind.
Wie verhält sich 17-4 PH im Vergleich zu anderen hochfesten Edelstählen und legierten Stählen?
OEM-Ingenieure bewerten häufig 17-4 PH im Vergleich zu konkurrierenden Materialien. Die nachstehende Vergleichstabelle enthält die gängigsten Alternativen, die bei Programmen für Präzisionsstanzteile in Betracht gezogen werden.
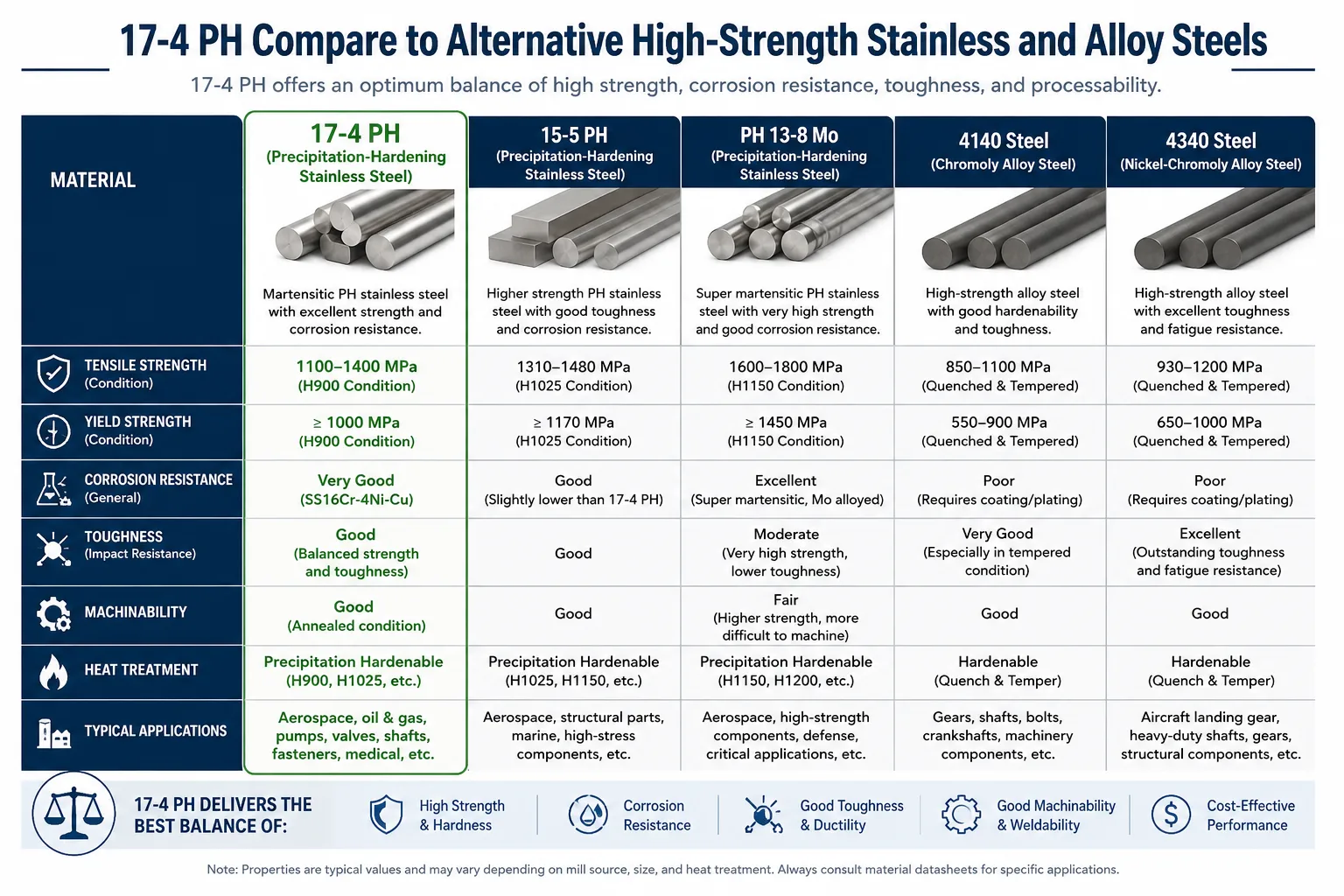
Materialvergleich für hochfeste OEM-Stanzteile
| Eigentum | 17-4 PH H900 | 17-4 PH H1025 | EDELSTAHL 316L | 15-5 PH H900 | 13-8 Mo H950 | 4340 Legierter Stahl |
|---|---|---|---|---|---|---|
| Zugfestigkeit (ksi) | 190 | 155 | 84 | 190 | 220 | 185-200 |
| Streckgrenze (ksi) | 170 | 145 | 32 | 170 | 205 | 170-185 |
| Dehnung (%) | 10 | 12 | 50 | 10 | 10 | 12 |
| Härte | 44 HRC | 38 HRC | 95 HRB | 44 HRC | 48 HRC | 42-48 HRC |
| Korrosionsbeständigkeit | Gut | Sehr gut | Ausgezeichnet | Gut | Gut | Schlecht (erfordert Beschichtung) |
| Stempelfähigkeit | Gut (Kond. A) | Gut (Kond. A) | Ausgezeichnet | Gut | Mäßig | Gut (geglüht) |
| Schweißeignung | Gut | Gut | Ausgezeichnet | Gut | Messe | Messe |
| Materialkosten (relativ) | Mäßig | Mäßig | Gering-Mäßig | Hoch | Sehr hoch | Niedrig |
| Verwendung in der Luft- und Raumfahrt | Umfassend | Umfassend | Begrenzt | Umfassend | Spezialisiert | Begrenzt (keine Korrosionsbeständigkeit) |
Quelle: ASM International Materials Property Database; Carpenter Technology Legierungsvergleichsdaten; AK Steel 17-4 PH technisches Datenblatt.
Warum 17-4 PH bei OEM-Strukturanwendungen besser abschneidet als 316L
Edelstahl 316L ist für viele OEM-Beschaffungsteams die standardmäßige korrosionsbeständige Wahl, aber seine Streckgrenze von 32 ksi bedeutet, dass Teile, die strukturelle Lasten tragen sollen, deutlich schwerer sein müssen als entsprechende Teile aus 17-4 PH. Das Verhältnis von Festigkeit zu Gewicht von 17-4 PH H1025 (155 ksi Zugfestigkeit) ist etwa 1,85 Mal so hoch wie das von 316L bei gleicher Querschnittsfläche. Bei OEM-Programmen in der Luft- und Raumfahrt und im Verteidigungsbereich, wo jedes Gramm zählt, ist dieser Unterschied entscheidend.
Wann ist ein 15-5 PH einem 17-4 PH vorzuziehen?
15-5 PH (UNS S15500) bietet vergleichbare mechanische Eigenschaften wie 17-4 PH, hat aber ein saubereres Gefüge ohne Ferritstringer, da es durch Vakuuminduktionsschmelzen plus Elektroschlacke-Umschmelzen oder Vakuumlichtbogen-Umschmelzen hergestellt wird. Für Teile in der Luft- und Raumfahrt, die höchste Sauberkeit und gleichmäßige Eigenschaften über die gesamte Dicke erfordern (z. B. dicke Blechabschnitte), wird 15-5 PH spezifiziert. Für Stanzteile aus Blech mit einer Dicke von weniger als 0,125 Zoll ist der mikrostrukturelle Vorteil von 15-5 PH weniger bedeutend, und die niedrigeren Kosten von 17-4 PH machen es zur praktischen Wahl.
Welche OEM-Branchen und Anwendungen verwenden kundenspezifische 17-4 PH Stanzteile?
Die breite Palette von OEM-Anwendungen für 17-4 PH-Präzisionsstanzteile spiegelt die einzigartige Position dieser Legierung im Bereich der Materialeigenschaften wider. Keine andere nichtrostende Sorte bietet diese Kombination aus Umformbarkeit im weichen Zustand, aushärtbarer Festigkeit und angemessener Korrosionsbeständigkeit zu wettbewerbsfähigen Kosten.
OEM-Komponenten für Luft- und Raumfahrt und Verteidigung
Die Luft- und Raumfahrt ist der größte Einzelmarkt für kundenspezifische Stanzteile aus 17-4 PH. Die Kombination aus geringem Gewicht, hoher Festigkeit und Korrosionsbeständigkeit entspricht genau den Konstruktionsanforderungen der Luft- und Raumfahrt. Spezifische Komponenten umfassen:
- Strukturelle Halterungen und Klammern in Flugwerksteilen.
- Aktuatorische Komponenten und Gestänge in Flugsteuerungssystemen.
- Befestigungselemente (Unterlegscheiben, Halteklammern, Federringe)
- Statische Strukturkomponenten von Turbinentriebwerken (unterhalb des Verbrennungstemperaturbereichs)
- Armaturen und Ventilgehäuse für Hydrauliksysteme (gestanzt und geformt)
- Befestigungsmaterial für Antennen und Gehäuseteile.
- Strukturelle Komponenten der Bodenausrüstung.
Die Programme der F/A-18 Hornet-, Boeing 737- und Airbus A320-Familie enthalten alle 17-4 PH-Blechkomponenten auf verschiedenen strukturellen Ebenen. In den Spezifikationen für die Beschaffung von Verteidigungsgütern wird häufig AMS 5604 (Bleche) oder AMS 5643 (Stangen, Drähte, Schmiedeteile) mit spezifischen, auf den strukturellen Lastfall abgestimmten H-Zustandsanforderungen gefordert.
OEM-Anwendungen für medizinische Geräte
Anwendungen in der Medizintechnik sind einer der am schnellsten wachsenden OEM-Märkte für 17-4 PH Stanzteile. Die Kombination aus hoher Festigkeit (für miniaturisierte, hochbelastete Komponenten), Korrosionsbeständigkeit in biologischen Umgebungen und MRT-Kompatibilität (unter den meisten Bedingungen ist es nicht ferromagnetisch) macht das Material für Medizintechniker attraktiv.
Zu den üblichen Anwendungen für medizinische Geräte gehören:
- Komponenten für chirurgische Instrumente (Klemmbacken, Ratschenmechanismen, Federklemmen).
- Orthopädische Implantat-Instrumententeile (Nicht-Implantat-Komponenten, die während des Eingriffs verwendet werden).
- Komponenten zur Verstärkung der Katheterspitze und Hardware für den Geflechtabschluss.
- Federn und Verriegelungsmechanismen von Medikamentenverabreichungsgeräten.
- Komponenten für zahnärztliche Instrumente, die eine hohe Festigkeit bei kleinen Querschnitten erfordern.
- Mechanische Komponenten von Diagnosegeräten.
FDA-regulierte OEM-Programme für medizinische Geräte erfordern in der Regel eine vollständige Materialrückverfolgbarkeit gemäß ISO 13485, ein Konformitätszertifikat gemäß AMS 5604 oder ASTM A693 sowie dokumentierte Aufzeichnungen über die Wärmebehandlung bei Alterung mit Kalibrierungsnachweis.
Industrie- und Energiesektor OEM-Komponenten
Neben der Luft- und Raumfahrt und der Medizintechnik werden Stanzteile aus 17-4 PH auch in industriellen OEM-Programmen eingesetzt:
- Komponenten von Bohrlochwerkzeugen für die Öl- und Gasindustrie, die der NACE MR0175 entsprechen müssen.
- Pumpenlaufradkomponenten und verschleißfeste Beschläge.
- Komponenten von Ventilgarnituren in chemischen Verarbeitungsanlagen.
- Instrumentenkomponenten der Nuklearindustrie (Strahlungsbeständigkeit akzeptabel).
- Hardware für die Papier- und Zellstoffindustrie in korrosiven Prozessumgebungen.
- Komponenten für die Lebensmittelverarbeitung, bei denen Reinigungsfähigkeit und Korrosionsbeständigkeit erforderlich sind.
- Reinraumtaugliche Hardware für die Halbleiterfertigung.
Welche Qualitätsstandards und Zertifizierungsanforderungen gelten für 17-4 PH OEM-Stanzteile?
Die Qualitätsanforderungen der OEM-Beschaffung für 17-4 PH-Stanzteile gehören zu den anspruchsvollsten in der Metallverarbeitung. Ein Lieferant, der die Einhaltung der geltenden Normen nicht nachweisen kann, sollte keine Aufträge für flug- oder lebenswichtige Komponenten erhalten.
Geltende Normen und Spezifikationen
| Standard / Spezifikation | Umfang | Lenkungsorgan |
|---|---|---|
| AMS 5604 | Blech, Band, Platte | SAE International |
| AMS 5643 | Stangen, Draht, Schmiedestücke | SAE International |
| ASTM A693 | Platte, Blech, Band | ASTM International |
| ASTM A564 | Warmgewalzter und kaltveredelter Stabstahl | ASTM International |
| AMS 2759/3 | Wärmebehandlung von nichtrostenden PH-Stählen | SAE International |
| AMS 2750 | Pyrometrie (Kalibrierung des Ofens) | SAE International |
| NADCAP AC7102 | Akkreditierung der Wärmebehandlung | Institut für Leistungsüberprüfung |
| AS9100 Rev D | Qualitätsmanagement in der Luft- und Raumfahrt | IAQG / SAE |
| ISO 13485 | Qualitätsmanagement für Medizinprodukte | ISO |
| ISO 9001:2015 | Allgemeines Qualitätsmanagement | ISO |
| NACE MR0175 / ISO 15156 | Anforderungen an sauerstoffhaltiges Material | NACE / ISO |
| AMS 2807 | Identifizierung des Materials | SAE International |
Anforderungen für die Inspektion des ersten Artikels
OEM-Kunden verlangen in der Regel eine Erstmusterprüfung (First Article Inspection, FAI) gemäß AS9102 für Luft- und Raumfahrtprogramme oder gleichwertige Erstmusterprotokolle für industrielle und medizinische Programme. Ein komplettes FAI-Paket für 17-4 PH-Präzisionsstanzteile umfasst:
- Vollständiges dimensionelles Layout, das alle zeichnungsgesteuerten Maße überprüft.
- Materialzertifikat mit Angabe von Schmelznummer, AMS 5604-Konformität, chemischer Analyse und mechanischen Eigenschaften vom Ursprungswerk.
- Wärmebehandlungszertifikat mit Ofenkennzeichnung, Kalibrierungsprotokollen, Temperaturdiagramm und Überprüfung der Einwirkzeit.
- Ergebnisse von Härtetests, die bestätigen, dass der angegebene H-Zustand erreicht wurde.
- Überprüfung der Oberflächenbeschaffenheit (Sichtprüfung, Rauheitsmessung, falls angegeben).
- Gegebenenfalls Ergebnisse von Funktionstests (Federrate, Zugkraft usw.).
Was sind die wirklichen Kostentreiber für kundenspezifische 17-4 PH gestanzte OEM-Teile?
Das Verständnis der Kostenstruktur hilft den Beschaffungsteams der OEMs, die Angebote der Zulieferer genau zu bewerten und technische Änderungen zu erkennen, die die Kosteneffizienz verbessern, ohne die Leistung zu beeinträchtigen.
Aufschlüsselung der Kostenbestandteile
| Kostenelement | Typischer Anteil an den Gesamtkosten eines Teils | Schlüsselvariablen |
|---|---|---|
| Rohmaterial (17-4 PH Blatt/Band) | 30 - 50% | Messgerät, AMS-Zertifizierung, Auftragsvolumen |
| Werkzeuge (abgeschrieben über die Produktionsdauer) | 10 - 30% | Komplexität, jährliches Volumen, Lebensdauer der Werkzeuge |
| Stanzarbeiten (Arbeit + Maschine) | 15 - 25% | Anzahl der Vorgänge, Pressengeschwindigkeit, Zykluszeit |
| Alterungswärmebehandlung | 5 - 12% | Ofentyp, Lastdichte, Zertifizierungsstufe |
| Inspektion und Prüfung | 5 - 15% | FAI-Anforderungen, NDT-Spezifikationen |
| Oberflächenveredelung (Passivierung, etc.) | 2 - 8% | Anforderungen an die Spezifikation |
| Programmverwaltung und -dokumentation | 3 - 8% | AS9100 / ISO 13485 Komplexität |
Kontext der Rohstoffpreisgestaltung
Bleche und Bänder aus 17-4 PH in AMS 5604-zertifiziertem Zustand werden derzeit (Referenz 2024) zu einem Preis von ca. $6,50-$12,00 pro Pfund für Standardabmessungen (0,020-0,125 Zoll) gehandelt, wobei die Preise je nach Bestellmenge, Abmessung und Breite sowie je nachdem, ob eine Zertifizierung für die Luft- und Raumfahrt erforderlich ist, erheblich schwanken. Der Nickel- und Chromgehalt treibt die Kosten über den Standard-Edelstahl 304, der in der Regel mit $2,50-$4,50 pro Pfund in ähnlichen Abmessungen gehandelt wird.
Erwartete Vorlaufzeit nach Auftragsart
| Kategorie bestellen | Typische Vorlaufzeit | Anmerkungen |
|---|---|---|
| Prototyp / Erster Artikel | 6 - 14 Wochen | Einschließlich Werkzeuge, FAI |
| Erster Produktionslauf | 4 - 10 Wochen | Materialbeschaffungsabhängig |
| Wiederholte Produktion (etablierte Werkzeuge) | 3 - 7 Wochen | Variiert je nach Materialverfügbarkeit |
| Beschleunigte Produktion | 2 - 4 Wochen | Premium-Preise; Material vorrätig erforderlich |
| Abrufe von Rahmenaufträgen | 1 - 3 Wochen | Vorrätiges Material, vorgefertigte Werkzeuge |
FAQs: Kundenspezifische 17-4 PH (Typ 630) Stanzteile
1. Was ist der Unterschied zwischen 17-4 PH Condition A und H900 für Stanzteile?
Zustand A ist der lösungsgeglühte Zustand, in dem 17-4 PH gestanzt wird; H900 ist der gealterte Zustand, der die maximale Festigkeit darstellt. Im Zustand A beträgt die Zugfestigkeit ca. 150 ksi und die Härte etwa 32-38 HRC, so dass sich das Material mit den üblichen Folgeverbundwerkzeugen und Umformverfahren bearbeiten lässt. Nach einer einstündigen Alterung bei 900°F (H900) steigt die Zugfestigkeit auf mindestens 190 ksi und die Härte erreicht ca. 44 HRC, was eine anschließende Umformung extrem erschwert. Die korrekte Herstellungsreihenfolge ist immer: Stanzen im Zustand A, dann Aushärten auf den angegebenen H-Zustand. Der Versuch, H900-Material zu stanzen, erfordert wesentlich höhere Presskräfte, führt zu übermäßiger Rückfederung und birgt die Gefahr der Rissbildung. Aus diesem Grund formt kein professioneller Stanzbetrieb 17-4 PH nach der Endaushärtung ohne besondere technische Begründung.
2. Können Stanzteile aus 17-4 PH vor oder nach der Alterungswärmebehandlung geschweißt werden?
17-4 PH kann sowohl vor als auch nach dem Auslagern geschweißt werden, aber das Schweißen vor dem Auslagern und das anschließende Auslagern werden stark bevorzugt. Das Schweißen im Zustand A erzeugt eine Wärmeeinflusszone, die vollständig lösungsgeglüht und gleichmäßig mit dem Rest des Teils gealtert werden kann. Die Alterung nach dem Schweißen führt dann zu gleichmäßigen Eigenschaften des Grundwerkstoffs und der Schweißzone. Das Schweißen nach der Alterung führt zu Eigenspannungen und erzeugt Wärmeeinflusszonen mit ungleichmäßigem gealtertem Gefüge, was die Korrosionsbeständigkeit und Zähigkeit der Verbindung verringern kann. Empfohlene Schweißzusatzwerkstoffe sind AWS A5.9 ER630 (passende Zusammensetzung) oder AWS A5.9 ER308L für unkritische Verbindungen. Alle geschweißten Verbindungen sollten nach der Bearbeitung oder Umformung passiviert werden, um die passive Chromoxidschicht wiederherzustellen, und die Alterung nach dem Schweißen muss gemäß den Anforderungen von AMS 2759/3 erfolgen.
3. Ist 17-4 PH magnetisch, und hat dies Auswirkungen auf OEM-Anwendungen?
Ja, nichtrostender Stahl 17-4 PH ist in allen Zuständen ferromagnetisch, da sein Gefüge hauptsächlich martensitisch und nicht austenitisch ist. Die magnetische Permeabilität von 17-4 PH beträgt etwa 80-110 µ (relative Permeabilität) im H900-Zustand, verglichen mit etwa 1,002-1,010 für vollständig austenitisches 316L. Diese magnetische Eigenschaft ist ein wesentlicher Gesichtspunkt für OEM-Anwendungen in der Nähe von empfindlichen elektronischen Geräten, Magnetresonanztomographen oder magnetfeldempfindlichen Instrumenten. Für Anwendungen, die nichtmagnetische Edelstähle erfordern, sind austenitische Sorten (304, 316L, 310) oder voll austenitische, ausscheidungshärtende Sorten die richtigen Spezifikationen. In der Luft- und Raumfahrt, im Verteidigungsbereich und bei vielen industriellen Anwendungen ist der magnetische Charakter von 17-4 PH für die Funktion irrelevant, und es ist kein Ersatz erforderlich.
4. Welcher Mindestbiegeradius ist für 17-4 PH Bleche im geglühten Zustand erforderlich?
Der Mindestbiegeradius für 17-4 PH im Zustand A (geglüht) hängt von der Materialdicke und der Biegerichtung im Verhältnis zur Walzrichtung ab. Als allgemeine Richtlinie gilt: Für Biegungen quer zur Walzrichtung (quer zur Faser) ist ein minimaler Innenradius von 1× der Materialdicke (1t) für Dicken bis zu 0,060 Zoll akzeptabel. Für Biegungen parallel zur Walzrichtung (mit der Faser) werden 1,5t bis 2t empfohlen, um Risse zu vermeiden. Bei einer Materialdicke von mehr als 0,060 Zoll ist der Mindestradius um 0,5 t pro 0,030 Zoll zusätzlicher Dicke zu erhöhen. Jegliche Kaltverformung, die sich durch frühere Stanzvorgänge im Material angesammelt hat, erhöht den minimalen sicheren Biegeradius. Wir validieren den minimalen Biegeradius anhand von Produktionsprüfstücken aus jeder eingehenden Materialcharge, da die Dehnungsschwankungen von Wärme zu Wärme die praktischen Umformgrenzen beeinflussen.
5. Wodurch kommt es bei der Alterungswärmebehandlung von 17-4 PH-Stanzteilen zu Maßverformungen?
Die Verformung während der Alterung hat drei Ursachen: Spannungsrelaxation von Eigenspannungen aus der Umformung, volumetrische Ausdehnung durch die Bildung von Kupferausscheidungen (ca. 0,0003-0,0006 Zoll pro Zoll) und schwerkraftbedingtes Kriechen in dünnen, freitragenden Teilen während der Aushärtungsphase bei Alterungstemperatur. Teile mit erheblichen asymmetrischen Eigenspannungen aus der Umformung sind am anfälligsten für Verformungen während der Alterung. Zu den Vorbeugungsstrategien gehören: die Verwendung einer Vorrichtungsalterung, bei der die kritischen Abmessungen während des Wärmebehandlungszyklus durch eine entsprechende Vorrichtung kontrolliert werden; die Abstimmung der Prägesequenz, um die Eigenspannungen symmetrisch zu verteilen; die Anwendung einer Spannungsentlastung bei 1500-1600°F vor der endgültigen Alterung für Teile mit komplexer Geometrie; und die Berücksichtigung eines vorhersehbaren Wachstums der Prägeabmessungen vor der Alterung. Flache Teile mit engen Toleranzen erfordern in der Regel einen Richtvorgang nach der Alterung, wenn die Ebenheitsanforderungen unter 0,005 Zoll pro Zoll liegen.
6. Wie schneidet 17-4 PH bei Salzsprühnebelkorrosionstests ab?
17-4 PH in den Zuständen H1025 bis H1150 besteht ASTM B117 Salzsprühnebeltests nach 200-500 Stunden ohne signifikante Rotrostbildung auf ordnungsgemäß passivierten Oberflächen. Material im Zustand H900 zeigt im gleichen Test typischerweise erste Anzeichen von Oberflächenrost nach 100-200 Stunden, was seine höhere Anfälligkeit für Lochfraß und Spaltkorrosion bei maximaler Festigkeit widerspiegelt. Die Passivierung nach ASTM A967 oder AMS 2700 (Methode 2 - Salpetersäurepassivierung) ist für die Maximierung der Salzsprühnebelleistung von entscheidender Bedeutung, da sie sicherstellt, dass alle Oberflächen mit einer vollständigen, durchgehenden Chromoxid-Passivschicht überzogen sind. Teile mit tiefen Einzügen, engen Innenradien oder komplexer Geometrie können Bearbeitungs- oder Stanzschmierstoffe in Spalten einschließen, die die Passivierung behindern - diese Bereiche müssen während des Reinigungszyklus vor der Passivierung beachtet werden, um eine vollständige Oberflächenabdeckung sicherzustellen.
7. Wie hoch ist die Ermüdungsfestigkeit von gestanzten Bauteilen aus 17-4 PH unter verschiedenen H-Bedingungen?
Die Ermüdungsfestigkeit (Dauerfestigkeit bei 10⁷ Zyklen, R = -1, rotierender Träger) für 17-4 PH variiert je nach Zustand: H900 ist ungefähr 75-85 ksi; H925 ist 70-80 ksi; H1025 ist 65-75 ksi; H1150 ist 55-65 ksi. Die Oberflächenbeschaffenheit hat einen entscheidenden Einfluss auf die Ermüdungsleistung. Stanzteile mit Graten, Werkzeugspuren oder Oberflächenbeschädigungen können im Vergleich zu polierten Proben, die in Labortests verwendet werden, eine um 30-50% geringere Ermüdungslebensdauer aufweisen. Bei ermüdungskritischen OEM-Bauteilen wie Federklammern, Sicherungsringen und zyklisch belasteten Halterungen muss die Oberflächenqualität nach dem Stanzen kontrolliert und die Kantenbeschaffenheit (Gratentfernung, Kantenradius) in der Zeichnung angegeben werden. Kugelstrahlen nach der Alterung kann die Ermüdungslebensdauer unter H900- und H925-Bedingungen um 20-40% verbessern, indem Druckeigenspannungen an der Oberfläche erzeugt werden, die den Zugspannungen entgegenwirken, die Ermüdungsrisse auslösen.
8. Kann 17-4 PH in Anwendungen mit kryogenen Temperaturen verwendet werden?
17-4 PH ist für kryogene Anwendungen nur bedingt geeignet. Bei den Zuständen H900 und H925 sinken die hohe Festigkeit und die relativ geringe Zähigkeit (10-20 ft-lbs Charpy bei Raumtemperatur) bei kryogenen Temperaturen noch weiter ab, so dass Sprödbruch unterhalb von -73°C (-100°F) ein erhebliches Risiko darstellt. H1150 und H1150-M mit Charpy-Werten von 65-110 ft-lbs bei Raumtemperatur zeigen eine bessere Leistung bei niedrigen Temperaturen, können aber immer noch nicht mit der kryogenen Zähigkeit von voll austenitischen Güten wie 304L, 316L oder 310S mithalten. Die ASTM-Normen für Druckbehälter und Tieftemperaturanwendungen führen 17-4 PH in keinem H-Zustand unter den zugelassenen Werkstoffen für Tieftemperaturanwendungen auf. OEM-Programme, die Komponenten für flüssigen Stickstoff (-196°C) oder flüssigen Sauerstoff (-183°C) spezifizieren, sollten austenitische rostfreie Güten oder Aluminiumlegierungen statt 17-4 PH in Betracht ziehen.
9. Wie sollten Stanzteile aus 17-4 PH vor der Auslieferung gereinigt und passiviert werden?
Die empfohlene Reinigungs- und Passivierungssequenz für 17-4 PH OEM-Stanzteile ist: alkalische Reinigung zur Entfernung aller Stanzschmierstoffe und organischen Rückstände; Wasserspülung; Passivierung in 20-25% Salpetersäure bei 120-140°F (49-60°C) für 20-30 Minuten (ASTM A967 Typ II); Spülung mit deionisiertem Wasser; und Trocknung an der Luft. Alternativ wird die Passivierung mit Zitronensäure nach ASTM A967 Typ VI in Einrichtungen bevorzugt, die den Umgang mit Salpetersäure vermeiden wollen, wobei 4-10% Zitronensäure bei 120-140°F für 10-20 Minuten verwendet wird. Die Wirksamkeit der Passivierung sollte durch einen Kupfersulfattest (ASTM A967 Practice A) oder einen Test bei hoher Luftfeuchtigkeit (ASTM A967 Practice C) überprüft werden. Teile, die nicht sofort nach der Reinigung passiviert werden können, sollten trocken in einer versiegelten Verpackung gelagert werden. Lassen Sie 17-4 PH-Teile niemals mit Eisen- oder Kohlenstoffstahlwerkzeugen, Vorrichtungen oder Lagergestellen ohne Schutzbarrieren in Berührung kommen, da die Aufnahme von Eisen zu Rostflecken führt, die den Passivierungsfilm unterbrechen.
10. Was macht MWalloys zu einem qualifizierten Lieferanten für 17-4 PH OEM Präzisionsstanzteile?
MWalloys liefert zertifizierte 17-4 PH-Präzisionsstanzteile, die durch ein komplettes Qualitätssystem unterstützt werden, das mit AS9100 Rev D, ISO 9001:2015 und ISO 13485 für Kunden aus der Medizintechnik abgestimmt ist. Unser Werk unterhält eine vollständige Materialrückverfolgbarkeit vom AMS 5604-zertifizierten Walzband über das Stanzen, die Alterungswärmebehandlung mit AMS 2750-konformer Pyrometriedokumentation, Inspektion, Passivierung und Lieferung. Wir führen die Alterungswärmebehandlung in NADCAP-akkreditierten Partneröfen durch, wobei für jede Charge vollständige Zeit-Temperatur-Diagramme aufbewahrt werden. Unser Ingenieurteam bietet während des Angebotsprozesses eine kostenlose DFM-Prüfung (Design for Manufacturability) an, um potenzielle Risiken für Rückfederung, Rissbildung oder Verformung durch Wärmebehandlung zu erkennen, bevor das Werkzeug festgelegt wird. Wir halten einen Sicherheitsbestand der am häufigsten nachgefragten 17-4 PH-Lehren in einem nach AMS 5604 zertifizierten Zustand vor, um dringenden Prototypenbedarf zu decken und das Risiko von Produktionsvorlaufzeiten bei aktiven OEM-Programmen zu verringern.
Schlussfolgerung: Richtiges Spezifizieren von kundenspezifischen 17-4 PH-gestempelten OEM-Teilen
Der rostfreie Stahl 17-4 PH (Typ 630) nimmt eine Leistungsposition ein, die kein anderer Werkstoff zu vergleichbaren Kosten erreicht: Er ist im weichen Zustand stanzbar, aushärtbar bis zu einer Zugfestigkeit von 190+ ksi, korrosionsbeständig genug für die meisten nicht-marinen Umgebungen und rückverfolgbar durch ein gut etabliertes Spezifikationssystem, das Material, Verarbeitung und Prüfung umfasst.
Die kritischen Schlussfolgerungen aus dieser technischen Überprüfung lauten:
Auswahl des Materials: Wählen Sie die Alterungsbedingung entsprechend der tatsächlichen Einsatzumgebung. H900 bietet maximale Festigkeit, bezahlt dafür aber mit geringerer Zähigkeit und höherem Risiko der Spannungsrisskorrosion. H1025 ist die richtige Wahl für die meisten OEM-Strukturanwendungen, die sowohl Festigkeit als auch Korrosionsbeständigkeit erfordern. H1150 ist die richtige Wahl, wenn Zähigkeit die Hauptanforderung ist.
Prozessablauf: Stanzen Sie immer im Zustand A und härten Sie dann aus. Der Versuch, vollständig gealtertes 17-4 PH zu formen, führt zu übermäßigem Ausschuss und Werkzeugverschleiß. Entwerfen Sie die Prägefolge so, dass sie innerhalb der Umformfähigkeit des geglühten Materials bleibt, einschließlich Rückfederungskompensation und geeigneter Biegeradien.
Investitionen in Werkzeuge: 17-4 PH erfordert Werkzeuge aus Hartmetall oder Hochleistungswerkzeugstahl, die für die 1,7- bis 1,9-fachen Kräfte ausgelegt sind, die für entsprechende Bearbeitungen in Edelstahl 304 erforderlich sind. Unterbestückte Programme führen zu inkonsistenten Teilen und schnellen Werkzeugausfällen.
Kontrolle der Wärmebehandlung: Die Alterungstemperatur muss auf ±10°F gehalten werden, um gleichbleibende mechanische Eigenschaften über alle Produktionslose hinweg zu gewährleisten. AMS 2750-konforme Pyrometrie und NADCAP-akkreditierte Prozessoren sind der geeignete Standard für OEM-Programme in der Luft- und Raumfahrt und der Medizintechnik.
Qualitätsdokumentation: Eine lückenlose Rückverfolgbarkeit von der Herstellung bis zum fertigen Teil, Aufzeichnungen über die Wärmebehandlung und Inspektionsunterlagen sind für OEM-Kunden in regulierten Industrien eine Grundvoraussetzung. Ein Lieferant, der diese Dokumentationskette nicht bereitstellen kann, ist kein geeigneter Lieferant für flug- oder lebenskritische Komponenten.
MWalloys unterstützt OEM-Kunden von der frühen Designberatung bis zur Großserienproduktion von 17-4 PH-Präzisionsstanzteilen. Die praktische Erfahrung unseres Ingenieurteams mit diesem Material in verschiedenen Branchen bedeutet, dass wir Umformungs-, Wärmebehandlungs- und Qualitätsrisiken erkennen können, bevor sie zu Produktionsproblemen werden. Wenden Sie sich an unser technisches Team, um Ihre OEM-Anforderungen an 17-4 PH-Stanzteile zu besprechen.
Technische Referenzen
- SAE International. AMS 5604: "Stahl, korrosionsbeständig, Blech, Band und Platte". Aktuelle Überarbeitung.
- SAE International. AMS 2759/3: "Heat Treatment Precipitation Hardening Corrosion and Heat Resistant Steel Parts". Aktuelle Überarbeitung.
- SAE International. AMS 2750: "Pyrometrie". Aktuelle Überarbeitung.
- ASTM International. ASTM A693: "Standard Specification for Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and Strip". Aktuelle Ausgabe.
- ASTM International. ASTM A564: "Standard Specification for Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapes". Aktuelle Ausgabe.
- ASTM International. ASTM A967: "Standard Specification for Chemical Passivation Treatments for Stainless Steel Parts". Aktuelle Ausgabe.
- ASTM International. ASTM B117: "Standard Practice for Operating Salt Spray (Fog) Apparatus". Aktuelle Ausgabe.
- Carpenter Technology Corporation. "17-4 PH Stainless Steel Technical Data". Carpenter Technology, aktuelle Ausgabe.
- AK Steel (jetzt Cleveland-Cliffs). "17-4 PH Stainless Steel Product Data Bulletin". Aktuelle Ausgabe.
- ASM International. "ASM-Handbuch Band 14B: Metallbearbeitung - Blechumformung." ASM International, 2006.
- NACE International. MR0175 / ISO 15156: "Erdöl- und Erdgasindustrie - Werkstoffe zur Verwendung in H₂S-haltigen Umgebungen bei der Öl- und Gasförderung". Aktuelle Ausgabe.
- Institut für Leistungsüberprüfung. NADCAP AC7102: "Prüfkriterien für die Wärmebehandlung". Aktuelle Überarbeitung.
- SAE International. AS9100 Rev D: "Qualitätsmanagementsysteme - Anforderungen für Luftfahrt-, Raumfahrt- und Verteidigungsorganisationen". 2016.
- SAE International. AS9102B: "Aerospace First Article Inspection Requirement". Aktuelle Revision.
- ISO. ISO 13485: "Medizinprodukte - Qualitätsmanagementsysteme - Anforderungen für Regulierungszwecke". Aktuelle Ausgabe.
Technische Inhalte werden vom MWalloys Engineering- und Redaktionsteam erstellt. MWalloys fertigt Präzisionsstanzteile aus 17-4 PH-Edelstahl, Hastelloy X, Inconel 625, Titanlegierungen und anderen Hochleistungswerkstoffen für Kunden aus der Luft- und Raumfahrt, der Medizintechnik, der Verteidigung und der Industrie. Für technische Beratung, Bestätigung der Materialverfügbarkeit oder Produktionsangebote wenden Sie sich bitte an unser technisches Vertriebsteam.
