カスタム17-4PH(タイプ630)ステンレス鋼プレス部品 は、析出硬化条件により150,000psiから220,000psiの引張強度を有し、304ステンレスに匹敵する耐食性と合金鋼に近い機械的特性を兼ね備えています。MWalloys社では、航空宇宙、医療、防衛、工業の各分野において、17-4PHのOEMプレス部品を生産しています。17-4PH材は、軟質焼鈍状態でスタンピングし、成形後に時効硬化させて最終的な強度を得ることができるユニークな材料であるため、1つの部品で高強度と寸法精度の両方を必要とする設計エンジニアにとって、最もプロセス効率の高い選択肢の1つとなっています。.
17-4PH(タイプ630)SSスタンプ部品の使用が必要なプロジェクトでは、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
17-4PHステンレス鋼とは何か、なぜその組成がプレス部品に重要なのか?
17-4PHステンレス鋼は、UNS S17400に指定され、タイプ630としても知られ、アームコ・スチール(現AKスチール/クレブランド・クリフス)によって開発されたマルテンサイト系析出硬化ステンレス鋼である。17-4 "は公称クロム(17%)とニッケル(4%)含有量を示す。PH」は析出硬化鋼種であることを示し、冷間加工だけでなく、成形後の時効熱処理によって最終的な機械的特性が達成されることを意味する。.
この特性は、17-4 PHが精密OEMスタンピングプ ログラムで支配的な材料となった主な理由です。部品は、標準オーステナイト系ステンレ ス鋼に近い挙動を示す比較的軟らかい焼鈍 (条件A)状態で成形でき、その後時効硬化させるこ とで、従来のステンレス鋼種では冷間加工だけでは 得られなかった特性を得ることができる。.
17-4 PH 化学組成
| エレメント | 公称含有量(wt%) | 許容範囲(wt%) | 機能的役割 |
|---|---|---|---|
| クロム(Cr) | 17% | 15.5 - 17.5% | 耐食性、不動態皮膜 |
| ニッケル(Ni) | 4% | 3.0 - 5.0% | オーステナイト安定化、靭性 |
| 銅(Cu) | 4% | 3.0 - 5.0% | 析出硬化剤 |
| ニオブ+コロンビウム(Nb+Cb) | 0.30% | 0.15 - 0.45% | 超硬安定化、粒度調整 |
| カーボン(C) | 0.07%最大 | 0.07%最大 | マルテンサイト形成 |
| マンガン (Mn) | 1.00%以下 | 1.00%以下 | 脱酸 |
| ケイ素 (Si) | 1.00%以下 | 1.00%以下 | 脱酸 |
| リン (P) | 0.040%最大 | 0.040%最大 | タフネス・リミッター |
| 硫黄 (S) | 0.030%最大 | 0.030%最大 | 被削性と延性のバランス |
| 鉄(Fe) | バランス | バランス | マトリックス |
出典:ASTM A693(板、薄板、帯板);AMS 5604(板、薄板、帯板);UNS S17400仕様。.

冶金学的メカニズム析出硬化が機能する理由
このマルテンサイトは、工具鋼のような脆い高炭素マルテンサイトではなく、比較的低炭素で延性のあるラスマルテンサイトです。その後、900°Fから1150°F (482-621°C)の温度で時効処理すると、銅を多く含む析出物がマルテンサイト・マトリックス内で核生成し、成長します。このナノメータ・スケールの銅粒子は転位の移動の障害となり、降伏強度と引張強度を劇的に増大させます。.
銅の析出物の大きさと分布は、エージング温度と時間に完全に依存する。時効温度が低いと、析出物はより細かく、より高密度に分布し、強度も高くなる。時効温度が高ければ、析出物はより大きく、より広い間隔に分布し、ピーク強度はわずかに低下するが、靭性は向上する。H-コンディション」の呼称が複数存在するのはまさにこのためであり、それぞれが特定の強度と靭性のトレードオフに最適化された異なる時効温度を示している。.
どのような降雨硬化条件があり、それらはどのように比較されるか?
H条件システムを理解することは、17-4 PHプレス部品を指定するエンジニアにとって譲れないことです。誤った条件を選択すると、寸法要件は満 たしても、強度不足、靭性不足、応力腐食割れ感受性のため に、使用中に破損する部品が生まれます。.
17-4 PH 条件の機械的性質の比較
| コンディション | エージング温度 | 引張強度(最小) | 降伏強度(最小) | 伸び(最小) | 硬度(最大) | シャルピー衝撃 |
|---|---|---|---|---|---|---|
| 条件A(アニール処理) | 溶液処理のみ | 150 ksi(1034 MPa) | 110 ksi (758 MPa) | 10% | 38 HRC | 20-40フィート・ポンド |
| H900 | 900°F(482°C)、1時間 | 190 ksi (1310 MPa) | 170 ksi(1172 MPa) | 10% | 44 HRC | 10-20フィート・ポンド |
| H925 | 925°F(496°C)、4時間 | 170 ksi(1172 MPa) | 155 ksi(1069 MPa) | 10% | 40 HRC | 18-28フィート・ポンド |
| H1025 | 1025°F(552°C)、4時間 | 155 ksi(1069 MPa) | 145 ksi (1000 MPa) | 12% | 38 HRC | 35-55フィート・ポンド |
| H1075 | 1075°F(579°C)、4時間 | 145 ksi (1000 MPa) | 125 ksi(862 MPa) | 13% | 36 HRC | 45-65フィート・ポンド |
| H1100 | 1100°F(593°C)、4時間 | 140 ksi(965 MPa) | 115 ksi (793 MPa) | 14% | 34 HRC | 55-75フィート・ポンド |
| H1150 | 1150°F(621°C)、4時間 | 135 ksi (931 MPa) | 105 ksi (724 MPa) | 16% | 32 HRC | 65-95フィート・ポンド |
| H1150-M | 二重熟成 | 125 ksi(862 MPa) | 105 ksi (724 MPa) | 18% | 28 HRC | 75-110フィート・ポンド |
出典AMS 5604、ASTM A693、Special Metals 17-4 PH 技術データシート。.
OEM用途に適したコンディションの選択
H900は最も高強度であり、重量を重視した高強度設計が求められる航空宇宙用途のファスナーやブラケットに広く使用されている。しかし、H900は靭性が最も低く、塩化物環境での応力腐食割れ感受性が最も高い。MWalloys社では、特定の試験で用途が確認されない限り、海洋環境や化学プロセス環境ではH900を使用しないよう一貫してお客様にアドバイスしています。.
H1025は、155ksiを超える強度と大幅に改善された靭性、そして大幅に改善された耐食性を併せ持つ、多くのエンジニアが最良のバランス状態と考えるものです。医療機器や食品加工のOEM顧客の多くがH1025を指定するのは、まさにこのバランスゾーンに位置するからです。.
H1150およびH1150-Mは、バネ部品、屈曲 部材、衝撃を吸収しなければならない部品な ど、最大限の靭性と延性が要求される場合に好 まれる。その代償とし て、強度レベルはほとんどのオーステナイト系ステ ンレス鋼種に比べて優れているものの、H900の ピークには及ばない。.
製造現場での17-4 PHステンレス鋼のプレス加工は?
17-4PHのプレス加工挙動は、304や316の ようなオーステナイト系鋼種とは根本的に異なっ ており、生産工程で同一に扱うと予測可能な問 題が生じる。この材 料のマルテンサイト開始ミクロ組織は、条件A でさえ、意図的な工程適合を必要とする明確な成形特性を生み出す。.
条件Aにおける成形特性
| プロパティ | 17-4 PH(条件A) | 304 ステンレス | 炭素鋼1008 |
|---|---|---|---|
| 引張強度 | 150キロ・シー | 84キロ・シー | 44キロ・シー |
| 降伏強度 | 110キロ・シー | 32キロ・シー | 25キロ・シー |
| 伸び | 10% | 55% | 40% |
| 作業硬化指数(n) | 0.05 - 0.10 | 0.28 - 0.34 | 0.22 - 0.26 |
| スプリングバック傾向 | 高い | 中程度 | 低い |
| 成形力 vs 304 | 1.5 - 1.8x | 1.0x | 0.5x |
| ギャリング傾向 | 中程度 | 中・高 | 低い |
最も顕著な違いは加工硬化指数である。0.05-0.10では、条件Aの17-4 PHの加工硬化は304ステンレス鋼に比べて非常に遅い。これは利点のように思われ、成形力配分の観点からはその通りである。しかし、局所的なネッキングが 発生する前に加工できる伸び量が著しく少 ない材料であることも意味する。高い初期降伏強度と限られた伸びの組 み合わせは、大きなメタルフローを必要とす るプレス加工、特に深絞り加工を注意深く設計 しなければならないことを意味する。.
17-4PHの順送金型プレス
プログレッシブ金型プレスは、中量から大量 の17-4 PH精密部品のための最もコスト効 率の良いプロセスです。この材料は加工硬化が遅いため、順送型は、304ステンレスの同等の順送型よりも、焼鈍サイクル間でより多くの加工を達成できることがよくあります。MWalloys社の経験では、17-4 PHの単純なブラケットとクリップ形状は、中間焼鈍なしで完全な順送金型シーケンスを完了することがよくあります。.
深絞り、逆曲げ、複数回のフランジ加工を必要とする複雑な部品には、1900°F (1038°C)での中間応力除去の後、急速空冷することである程度の延性を回復させることができる。これは完全な溶体化処理よりも軟らかいが、完全な再溶体化処理で必要となる完全な寸法リセットを避けることができる。.
ブランキングとピアスのパラメーター
17-4PHのブランキングとピアシングには、その高い強度レベルに見合ったダイスのクリアランスが必要です:
- 片側の推奨ダイクリアランス:ブランキング用素材厚さの8~12%。.
- 推奨される片側のダイクリアランス:ピアス用材の厚さの10~13%。.
- パンチとダイのクリアランスが片側6%より狭いと、摩耗が劇的に促進され、せん断ゾーンでのクラックのリスクが高まります。.
- ブランキングパンチのせん断角度:スナップスルー力を低減するため、1~3°を推奨。.
バリの高さ制御は、OEMの医療および航空宇宙用途で特に重要です。鋭利でよく手入れされた工具で適切なクリアランスを取れば、0.030~0.060インチの材料厚で0.001~0.003インチのバリ高さを達成できます。.
深絞り機能
条件Aにおける17-4 PHの限界引抜比 (LDR)は、約 1.6-1.9であり、304ステンレスで達成可能な 2.0-2.3より低い。これは、伸びが低く、ひずみ硬化能が 低いことを反映している。1.7を超える絞り比を必要とする部 品については、中間応力除去を伴う再絞り加工 が標準的な方法である。.
潤滑油の選択はドローの品質に大きく影響する:
- ステアリン酸亜鉛を使用した極圧(EP)延伸コンパウンド:効果的でよく使われる。.
- PTFEベースのドライフィルム潤滑剤:時効熱処理前の清浄な表面を必要とする用途に最適。.
- 塩素系オイル:効果的だが、粒界攻撃を防ぐため、熱処理前に完全に除去する必要がある。.
どのような工具仕様が17-4 PHで最良の結果を生み出しますか?
17-4PHプレス用の金型は、焼鈍状態でも材料の高い降伏強度を考慮する必要があります。炭素鋼用に設計された標準的な金型は、最初の生産で摩耗が加速されます。.
推奨工具材料
| 金型タイプ | 推奨素材 | オルタナティブ | 期待寿命(ヒット数) |
|---|---|---|---|
| ブランキングパンチ(大容量) | 炭化タングステン (6% Co) | CPM-Rex M4 HSS | 800,000 - 2,000,000 |
| ブランキング・ダイ | 炭化タングステン | D2、TiCNコーティング | 800,000 - 2,000,000 |
| ピアスパンチ(小穴) | M42 HSSまたはCPM-Rex 76 | カーバイド(脆性リスク) | 200,000 - 500,000 |
| ドローパンチ | D2工具鋼 + TiCNコーティング | 超硬インサート | 100,000 - 300,000 |
| ダイスを引く | D2 クロームメッキ | 超硬ライナー | 100,000 - 250,000 |
| 成形パンチ/ダイ | D2 (60-62 HRC) | M2 HSS | 80,000 - 200,000 |
| ストリッパープレート | A2工具鋼 (58-60 HRC) | D2 | 300,000 - 600,000 |
出典SME 金型設計ハンドブックおよび MWalloys 社内の金型性能記録より作成。.
プレストン数計算
17-4PHのブランキングとピアシングに必要なプレストン数は、炭素鋼よりもかなり高い。ブランキング力の公式
F = L × t × Ss
どこでだ:
- F = ブランキング力(トン)
- L=カットの周囲(インチ)
- t = 材料の厚さ(インチ)
- Ss = 材料のせん断強さ
17-4PH条件Aでは、せん断強度は極限引張強 度の約60-70%、すなわち約90,000- 105,000psiである。これに対し、304ステンレ スは約45,000-52,000psiである。実際の結果、17-4 PHのブランキング加工には、同等の 炭素鋼加工の約2倍、304ステンレス加工の 1.7-1.9倍のプレス能力が必要となる。.

17-4PHプレスで達成可能な寸法公差と表面仕上げは?
17-4PHプレスの寸法能力は、スプリングバック、熱処理歪み、狭いコーナーや小さな半径での塑性変形に耐える材料の高い強度に影響されます。.
達成可能公差表
| 特徴 | 厚さ範囲 | 達成可能な許容範囲 | プロセスノート |
|---|---|---|---|
| ブランク全体寸法 | 0.010~0.125インチ | ±0.003~±0.008インチ | プログレッシブ・ダイ |
| 穴径 | 0.010~0.060インチ | ±0.002~±0.004インチ | 超硬パンチ |
| 穴の位置(基準点から) | 0.010~0.060インチ | ±0.003~±0.005インチ | 複合金型 |
| 曲げ角度 | すべての標準計器 | ±0.5° - ±2.0° | スプリングバック補正後 |
| 平坦度(ポストスタンプ) | 0.020~0.060インチ | 0.005~0.012インチ/インチ | 形状により異なる |
| 平坦度(時効硬化後) | 0.020~0.060インチ | 0.008~0.020インチ/インチ | 厳密な平坦度を得るために必要なフィクスチャーのエージング |
| 表面粗さ | 0.020~0.080インチ | 32 - 63 µin Ra | 潤滑および金型の状態による |
| エッジの垂直性 | 0.020~0.060インチ | 0.002~0.005インチ | 単位長さあたり |
17-4PHのスプリングバック・マネージメント
スプリングバックは、17-4 PHプレス部品における唯一最大の寸法上の課題です。条件Aでの材料の降伏強度(最小110ksi)は軟鋼の3倍以上であるため、曲げ後に回復する弾性ひずみも比例して大きくなります。実際的には、金型内で90°の曲げを目標にした場合、圧力解放後に96~103°にスプリングバックする可能性があります。.
MWalloysで採用している補償戦略には次のようなものがある:
- オーバーベンド:金型形状は、予測されるスプリングバックを考慮し、目標角度より4~8°曲がるように設計されています。.
- コイニング:ダイラジアスクリアランスを小さくして曲げ半径に圧縮応力を加え、全断面に塑性加工を施す。.
- ボトミング:ダイクロージャーを使用し、ストロークの終わりに高い圧縮応力をかけ、曲げ部を全断面を通して降伏を過ぎさせる。.
- ポストスタンプ矯正:大量生産される平らな部品の場合、プレス機で二次的な平坦化作業を行うことで、コイルセットの反りをなくすことができる。.
各H-コンディションを生み出すプレス後の熱処理とは?
時効熱処理によって、プレス部品は条件Aの特性から最終的なOEM仕様へと変化します。この工程は、析出硬化を起こすために譲れない工程であり、工程パラメータを正確に制御する必要があります。.
エージング熱処理プロセスパラメーター
| コンディション | エージング温度 | 浸漬時間 | 冷却方法 | 雰囲気 | 結果 |
|---|---|---|---|---|---|
| H900 | 900°F ± 10°F (482°C) | 1時間 | エア・クール | 空気 | 最大限の強さ、最小限の靭性 |
| H925 | 925°F ± 10°F (496°C) | 4時間 | エア・クール | 空気 | 高強度、中程度の靭性 |
| H1025 | 1025°F ± 10°F (552°C) | 4時間 | エア・クール | 空気 | 強さとタフネスのバランス |
| H1075 | 1075°F ± 10°F (579°C) | 4時間 | エア・クール | 空気 | タフネス |
| H1100 | 1100°F ± 10°F (593°C) | 4時間 | エア・クール | 空気 | 高い靭性 |
| H1150 | 1150°F ± 10°F (621°C) | 4時間 | エア・クール | 空気 | 靭性は最大、強度は低い |
| H1150-M | 1400°F (760°C) 2 時間 + 1150°F (621°C) 4 時間 | シーケンシャル | 各エアクール | 空気 | 最大限の靭性 |
出典:AMS 2759/3 (析出硬化耐食鋼およびマルエージング鋼部品); ASTM A564.
17-4PHエージングで炉の校正が重要な理由
時効処理の温度許容差±10°F は恣意的なものではありません。時効温度は、銅の析出物の大きさ、ひいては最終的な機械的特性を直接支配します。時効温度を規定の900°F (482°C)ではなく、910°F (488°C)にすると、引張強さは5,000~8,000psi、硬度は1~2HRC低下します。厳しい機械的特性ウィンドウを持つ航空宇宙および医療OEM部品では、この偏差が適合ロットと不適合ロットの違いになることがあります。.
AMS 2750は、航空宇宙部品に使用される熱処理炉のパイロメトリー要件を規定しており、これには作業ゾーン全体の温度均一性が±10°F以上であることが含まれる。炉は少なくとも四半期ごとに調査され、NISTトレーサブル標準に従って校正された計器が検証されなければならない。.
エイジングによる寸法変化
エイジングは、わずかではあるが測定可能な寸法変化を引き起こす。17-4PHは、銅析出物の形成によってもたらされる格子ひずみにより、時効サイクル中に1インチあたり約0.0003~0.0006インチ伸びます。ほとんどのプレス部品では、この膨張は均一で予測可能です。絶対寸法が非常に厳しい部品(公差の合計が±0.003インチ以下)の場合は、時効による伸びを時効前のプレス寸法に織り込まなければなりません。.
17-4PHの耐食性は、老化条件によってどのように比較されますか?
17-4PHの耐食性は、すべてのH条件で一定ではない。時効温度は、粒界におけるクロム炭化物の析出に影響し、これは腐食性の強い環境における腐食性能に直接影響する。.
条件別耐食性
| コンディション | 耐塩水噴霧性(ASTM B117) | 耐孔食性 | 応力腐食割れのリスク | 推奨環境 |
|---|---|---|---|---|
| 条件A | グッド | グッド | 低い | 一般産業 |
| H900 | 中程度 | 中程度 | 高い | ドライ、非塩化物航空宇宙 |
| H925 | 中・良 | 中・良 | 中・高 | 管理された環境 |
| H1025 | グッド | グッド | 中程度 | 医療、食品加工 |
| H1075 | グッド | グッド | 低・中程度 | 海洋隣接、ケミカル |
| H1100 | 非常に良い | グッド | 低い | 軽度の攻撃的環境 |
| H1150 | 非常に良い | 良い-非常に良い | 低い | 海洋、化学プロセス |
出典NACE MR0175 / ISO 15156; カーペンターテクノロジー 17-4 PH 合金技術データ。.
H900の応力腐食割れリスクが高い理由
H900条件の非常に高い強度(170+ksi降伏)は、塩化物や引張応力が存在する場合、本質的に応力腐食割れ(SCC)の影響を受けやすい材料を生み出します。スタンピング作業による高い残留応力、塩化物環境、HRC 44での脆性破壊傾向の組み合わせは、NACE腐食に関する文献で広く文書化されている既知の破壊モードです。.
マリンスプレー、洗浄剤、生物学的流体(医療用途)にさらされるOEM部品については、H1025からH1150が責任ある仕様です。私たちは、塩化物を含む環境にさらされる用途で最大強度を求めてH900を最初に指定した顧客に対して、常にこの問題を提起しています。.
17-4 PHと他の高強度ステンレス鋼や合金鋼との比較は?
OEMエンジニアは、17-4 PHを競合材料と比較評価することがよくあります。以下の比較表は、精密プレス部品プログラムで最も一般的に検討される選択肢をカバーしています。.
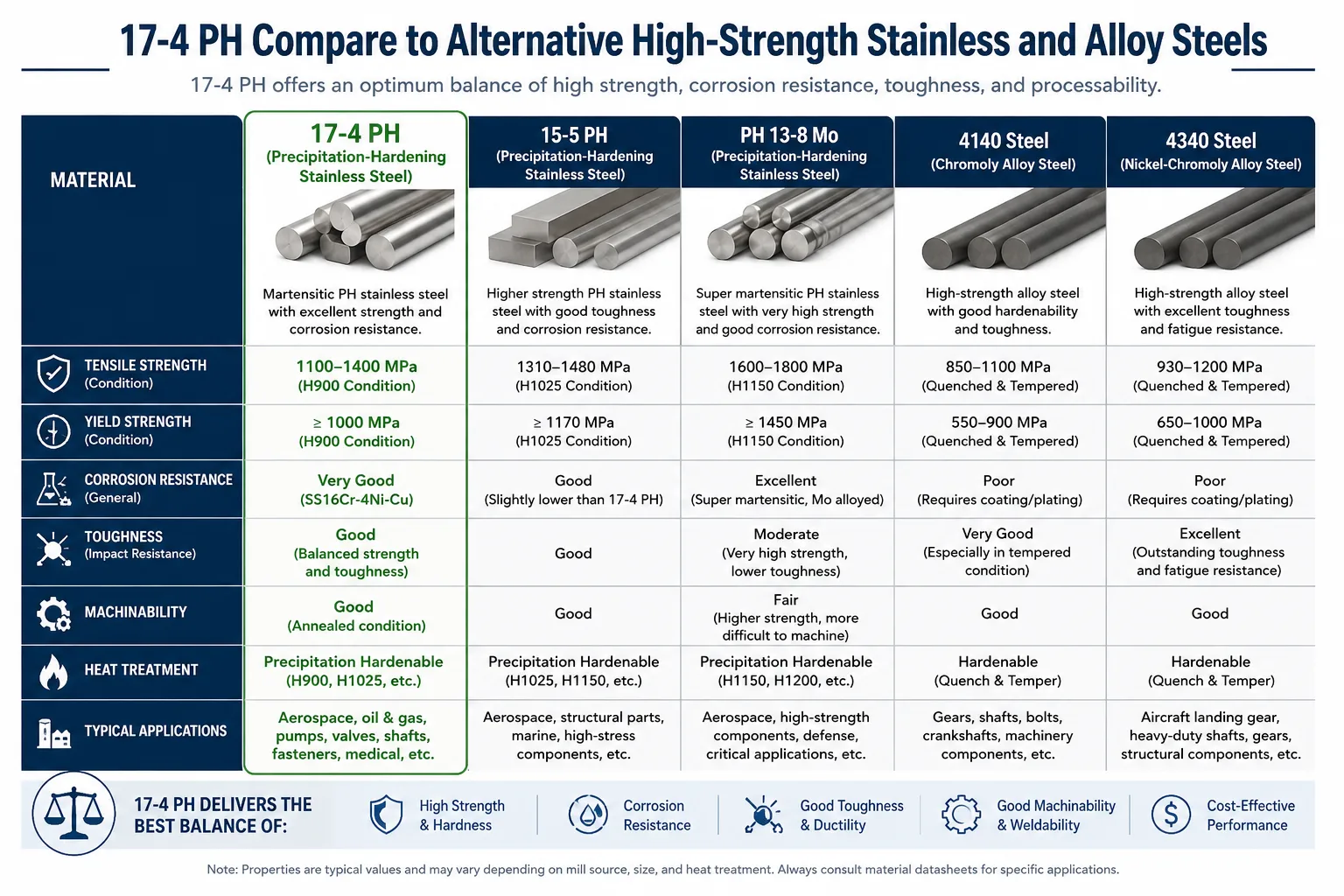
高強度プレスOEM部品の材料比較
| プロパティ | 17-4 PH H900 | 17-4 PH H1025 | 316L SS | 15-5 PH H900 | 13-8 Mo H950 | 4340合金鋼 |
|---|---|---|---|---|---|---|
| 引張強さ(ksi) | 190 | 155 | 84 | 190 | 220 | 185-200 |
| 降伏強さ(ksi) | 170 | 145 | 32 | 170 | 205 | 170-185 |
| エロンゲーション(%) | 10 | 12 | 50 | 10 | 10 | 12 |
| 硬度 | 44 HRC | 38 HRC | 95 HRB | 44 HRC | 48 HRC | 42-48 HRC |
| 耐食性 | グッド | 非常に良い | 素晴らしい | グッド | グッド | 悪い(コーティングが必要) |
| スタンパビリティ | 良好(コンディションA) | 良好(コンディションA) | 素晴らしい | グッド | 中程度 | 良好(アニール処理) |
| 溶接性 | グッド | グッド | 素晴らしい | グッド | フェア | フェア |
| 材料費(相対) | 中程度 | 中程度 | 低・中程度 | 高い | 非常に高い | 低い |
| 航空宇宙用途 | 広範囲 | 広範囲 | 限定 | 広範囲 | スペシャライズド | 制限あり(耐食性なし) |
出典ASM国際材料特性データベース; カーペンター・テクノロジー合金比較データ; AKスチール17-4 PH技術データシート。.
17-4PHがOEM構造用途で316Lを上回る理由
316Lステンレスは、多くのOEM調達チー ムのデフォルトの耐食選択肢ですが、降伏強 度が32ksiであるため、構造荷重を受けるよ うに設計された部品は、同等の17-4 PH部品よ りもかなり重くならざるを得ません。17-4 PH H1025(引張強さ155 ksi)の強度重量比は、同じ断面積で316Lの約1.85倍です。グラム単位が重要な航空宇宙および防衛OEMプログラムでは、この違いは決定的です。.
15-5PHが17-4PHより好ましい場合
15-5 PH (UNS S15500)は、17-4 PHに匹敵する機械的特性を 備えているが、真空誘導溶解+エレクトロスラグ再溶解ま たは真空アーク再溶解により製造されるため、フェ ライトストリンガーのない、より清浄なミクロ組織を 備えている。高清浄度と一貫した板厚特性を必要とする 航空宇宙部品(厚板部分など)には、15-5 PHが指定される。0.125インチ以下の板金プレスの場合、15-5 PHの微細構造の利点はそれほど大きくなく、17-4 PHの方が低コストであるため、実用的な選択肢となる。.
どのようなOEM産業や用途でカスタム17-4 PHプレス部品が使用されていますか?
17-4PH精密プレスのOEM用途の幅広 さは、この合金の材料特性におけるユニークな 位置を反映している。軟質状態での成形性、時効硬化可能な強 度、十分な耐食性を兼ね備えたステンレス 材種を、競争力のあるコストで提供できるのは他 にありません。.
航空宇宙・防衛OEM部品
航空宇宙は、カスタム17-4 PHプレスの最大の単一市場です。軽量、高強度、耐食性の組み合わせは、航空宇宙の設計要件に正確に適合します。具体的な部品は以下の通りです:
- 機体セクションの構造用ブラケットとクリップアセンブリ。.
- 飛行制御システムにおけるアクチュエータコンポーネントとリンケージ。.
- ファスナー部品(シム、保持クリップ、スプリングワッシャー)
- タービンエンジンの静的構造部品(燃焼温度範囲以下)
- 油圧システム継手およびバルブボディ(プレス加工および成形加工)
- アンテナ取付金具および筐体部品。.
- 地上支援装置の構造部品。.
F/A-18ホーネット、ボーイング737、エアバスA320の各ファミリープログラムには、様々な構造レベルで17-4 PH板金部品が使用されています。国防調達仕様書には、構造荷重ケースに適合した特定のH条件要件を持つAMS 5604(薄板)またはAMS 5643(棒、線、鍛造品)が頻繁に指定されています。.
医療機器OEMアプリケーション
医療機器用途は、17-4 PHプレスの最も急成長しているOEM市場の一つです。この材料は、高強度(小型化された高負荷部品用)、生物学的環境での耐食性、MRI適合性(ほとんどの条件下で非強磁性)の組み合わせにより、医療機器エンジニアにとって魅力的な材料となっています。.
一般的な医療機器への応用には、以下のようなものがある:
- 手術器具部品(クランプジョー、ラチェット機構、スプリングクリップ).
- 整形外科用インプラント器具部品(処置中に使用されるインプラント以外の部品)。.
- カテーテル先端補強部品およびブレイド終端金具。.
- ドラッグデリバリーデバイスのスプリングとラッチ機構。.
- 小さな断面で高い強度を必要とする歯科器具部品。.
- 診断機器の機械部品.
FDA規制の医療機器OEMプログラムでは通常、ISO 13485に基づく完全な材料トレーサビリティ、AMS 5604またはASTM A693への適合証明書、校正検証を伴う文書化された経時熱処理記録が要求されます。.
産業・エネルギー部門OEM部品
航空宇宙や医療だけでなく、17-4 PHプレス部品は、産業用OEMプログラムの至る所で使用されています:
- NACE MR0175への適合を必要とする石油・ガス用ダウンホールツール部品。.
- ポンプのインペラ部品と耐摩耗性ハードウェア。.
- 化学処理装置のバルブトリム部品.
- 原子力産業機器部品(耐放射線性許容)。.
- 腐食性のプロセス環境における紙・パルプ産業のハードウェア。.
- 洗浄性と耐食性が要求される食品加工機器部品。.
- 半導体製造装置のクリーンルーム対応ハードウェア。.
17-4 PH OEMスタンピングにはどのような品質基準と認証要件が適用されますか?
17-4PHスタンピングのOEM調達品質要件は、金属加工で最も厳しいものの一つです。適用される規格に準拠していることを証明できないサプライヤーは、フライトクリティカルまたはライフクリティカルなコンポーネントの注文を受けるべきではない。.
適用規格と仕様
| 規格・仕様 | スコープ | 運営組織 |
|---|---|---|
| AMS 5604 | シート、ストリップ、プレート | SAEインターナショナル |
| AMS 5643 | バー、ワイヤー、鍛造品 | SAEインターナショナル |
| ASTM A693 | プレート、シート、ストリップ | ASTMインターナショナル |
| ASTM A564 | 熱間圧延および冷間仕上げ棒鋼 | ASTMインターナショナル |
| AMS 2759/3 | PHステンレス鋼の熱処理 | SAEインターナショナル |
| AMS 2750 | パイロメトリー(炉の校正) | SAEインターナショナル |
| NADCAP AC7102 | 熱処理認定 | パフォーマンス・レビュー研究所 |
| AS9100 Rev D | 航空宇宙品質管理 | IAQG / SAE |
| ISO 13485 | 医療機器の品質管理 | 国際標準化機構 |
| ISO 9001:2015 | 品質管理全般 | 国際標準化機構 |
| NACE MR0175 / ISO 15156 | サワーサービスの材料要件 | NACE / ISO |
| AMS 2807 | 材料の識別 | SAEインターナショナル |
第一条の検査要件
OEMのお客様は、通常、航空宇宙プログラムではAS9102に準拠した一次成形品検査(FAI)を、産業および医療プログラムでは同等の一次成形品プロトコルを必要とします。17-4 PH精密スタンピングのFAIパッケージには、以下のものが含まれます:
- すべての図面管理寸法を検証する完全な寸法レイアウト。.
- 熱数、AMS 5604への適合性、化学分析、機械的性質に言及した原産工場からの材料証明書。.
- 炉の識別、校正記録、温度チャート、ソーク時間の検証を含む熱処理証明書。.
- 指定されたH条件が達成されたことを確認する硬度試験結果。.
- 表面状態の検証(目視検査、指定があれば粗さ測定)。.
- 該当する場合の機能試験結果(バネ定数、引張力など)。.
カスタム17-4 PHプレスOEM部品の本当のコストドライバーとは?
コスト構造を理解することは、OEMの調達チームがサプライヤーの見積もりを正確に評価し、性能を損なうことなくコスト効率を向上させるエンジニアリングの変更を特定するのに役立ちます。.
コスト内訳
| コスト要素 | 部品コスト全体に占める一般的な割合 | 主要変数 |
|---|---|---|
| 原材料(17-4 PHシート/ストリップ) | 30 - 50% | ゲージ、AMS認証、注文量 |
| 工具(耐用年数で償却) | 10 - 30% | 複雑さ、年間生産量、金型寿命 |
| プレス加工(労働力+機械) | 15 - 25% | 動作回数、プレス速度、サイクルタイム |
| エージング熱処理 | 5 - 12% | 炉のタイプ、負荷密度、認証レベル |
| 検査とテスト | 5 - 15% | FAI要求事項、NDT仕様 |
| 表面仕上げ(不動態化処理など) | 2 - 8% | 仕様要件 |
| プログラム管理と文書化 | 3 - 8% | AS9100 / ISO 13485の複雑性 |
原材料価格の状況
現在 (2024年基準)、AMS 5604認定状態の17-4 PH薄 板および帯鋼は、標準ゲージ (0.020-0.125インチ) で1ポンドあたり約$6.50-$12.00 で取引されているが、注文量、ゲージ、幅、航空宇宙 グレード認定の要否によって大きく異なる。ニッケルとクロムの含有量は、標準的な304ステン レスよりもコストを押し上げ、通常、同様のゲージ で1ポンドあたり$2.50-$4.50で取引 される。.
注文タイプ別リードタイム予想
| 注文カテゴリー | 一般的なリードタイム | 備考 |
|---|---|---|
| プロトタイプ/最初の記事 | 6~14週間 | 工具、FAIを含む |
| 初回生産分 | 4~10週間 | 材料調達に依存 |
| リピート生産(確立された金型) | 3~7週間 | 材料の在庫状況により異なる |
| 迅速な生産 | 2~4週間 | プレミアム価格。 |
| ブランケット・オーダー・リリース | 1~3週間 | 在庫材料、事前構築済み工具 |
よくある質問カスタム17-4 PH(タイプ630)プレス部品
1.プレス部品の17-4 PHコンディションAとH900の違いは何ですか?
条件Aは、17-4 PHが刻印される溶体化処理された状態であり、H900は最大強度を示す時効処理された状態である。条件Aでは、引張強さは約150ksi、硬度は約32-38HRCで、標準的な順送型や成形加工が可能です。900°Fで1時間時効処理(H900)すると、引張強さは最低190ksiまで上昇し、硬度は約44HRCに達するため、その後の成形は極めて困難になります。正しい製造順序は常に次の通りである:条件Aでプレスし、次に指定されたH条件まで時効硬化させる。H900の材料をプレスしようとすると、かなり高いプレス力が必要となり、過度のスプリングバックが発生し、割れが発生する危険性があるため、専門のプレス工場では、特別な技術的根拠なしに、最終時効硬化後に17-4 PHを成形することはありません。.
2.17-4PHプレス部品は、時効熱処理の前でも後でも溶接できますか?
17-4 PHは、時効処理の前でも後でも溶接できるが、 時効処理前の溶接の後に時効処理を行なうこ とが強く推奨される。条件Aで溶接すると、熱影響部が完全に溶体化 処理され、他の部分と均一に時効処理される。溶接後の時効処理により、母材と溶接部全体に一貫 した特性が得られる。時効処理後の溶接は、残留応力をもたらし、時効 処理された不均一なミクロ組織を持つ熱影響部を 生成し、接合部の耐食性と靭性を低下させる可 能性がある。推奨される溶加材は、AWS A5.9 ER630(適合成分)またはAWS A5.9 ER308L(非臨界継手用)である。すべての溶接 部材は、機械加工または成形後に不動態化処理を行 い、不動態クロム酸化皮膜を回復させる必要があ る。また、溶接後の時効処理は、AMS 2759/3の 要求事項の範囲内で行なわなければならない。.
3.17-4PHは磁性体ですか?
17-4PHステンレス鋼は、その微細構造がオース テナイト系ではなくマルテンサイト系を主 体としているため、すべての条件下で強磁性 を示す。17-4PHの透磁率は、H900条件で約80-110 µ (相対透磁率)であるのに対し、完全オーステナイト316Lは約1.002-1.010である。この磁性特性は、高感度電子機器、磁気共鳴イ メージ・システム、磁場に敏感な機器に近い OEM用途では、基本的な考慮事項である。非磁性ステンレス鋼を必要とする用途には、 オーステナイト系 (304、316L、310)または完全 オーステナイト系析出硬化鋼種が適している。航空宇宙、防衛、および多くの工業用途に おいては、17-4 PHの磁性特性は機能とは無関係であ り、代用品は必要ない。.
4.焼鈍状態の17-4 PH鋼板の最小曲げ半径は?
条件A(焼きなまし)の17-4 PHの最小曲げ半径は、材 料の厚みと圧延方向に対する曲げ方向によって 異なります。一般的なガイドラインとして:圧延方向に対して直角(木目を横切る)方向の曲げでは、0.060インチまでのゲージの場合、最小曲げ半径は1×板厚(1t)で許容される。圧延方向に平行な(木目に沿った)曲げでは、割れを避けるために1.5tから2tを推奨する。0.060インチより厚い材質の場合は、0.030インチ増すごとに最小半径を0.5tずつ大きくしてください。以前のプレス加工で材料に蓄積された冷間加工は、安全な最小曲げ半径を大きくします。熱による伸びのばらつきが実用的な成形限界に影響するため、当社では、各入荷ロットの製造テスト・クーポンで最小曲げ半径を検証しています。.
5.17-4PHプレス材の時効熱処理中に寸法歪みが生じる原因は?
成形残留応力による応力緩和、銅析出物の形成による体積膨張(1インチあたり約0.0003~0.0006インチ)、そしてエージング温度での浸漬期間中に、薄くて支持されていない部品で重力によって誘発されるクリープです。成形作業による大きな非対称残留応力を持つ部品は、時効処理中の歪みの影響を最も受けやすい。防止策としては、熱処理サイクル中に重要な寸法を適合治具で管理する治具時効を使用する、残留応力を対称的に分散させるためにプレス加工の順序をバランスさせる、複雑な形状の部品には最終時効前に1500~1600°Fで応力除去を行う、時効前のプレス加工寸法が予測可能な範囲で成長するようにする、などがあります。公差の厳しい平坦部品では、平坦度要件が0.005インチ/インチ以下の場合、通常、時効後の矯正作業が必要になります。.
6.塩水噴霧腐食試験での17-4 PHの性能は?
H1025~H1150の17-4 PHは、ASTM B117塩水噴霧試験に200~500時間合格し、適切に不動態化処理された表面で著しい赤錆の発生は見られない。H900条件の材料は、最大強度での孔食や隙間腐食に対する感受性が高いことを反映して、通常、同じ試験で100~200時間に表面錆の最初の兆候が見られます。ASTM A967またはAMS2700による不動態化処理(方法2-硝酸不動態化処理)は、すべての表面を完全で連続的な酸化クロム不動態皮膜が覆うようにすることで、塩水噴霧性能を最大限に引き出すために不可欠です。深い絞り、狭い内R、複雑な形状の部品では、機械加工やスタンピングの潤滑剤が不動態化を妨げる隙間に入り込むことがあります。.
7.異なるH条件下での17-4PHプレス部品の疲労強度は?
17-4PHの疲労強度(10⁷サイクル、R=-1、回転梁での 耐久限界)は、条件によって異なる:H900は約75-85ksi、H925は70-80ksi、 H1025は65-75ksi、H1150は55-65ksiである。表面状態は疲労性能に決定的な影響を与えます。バリ、工具痕、表面損傷のあるプレス加工部品は、実験室試験で使用された研磨試験片と比較して、30~50%の疲労寿命低下を示す可能性があります。スプリングクリップ、保持リング、サイクル荷重ブラケットなど、疲労が重要なOEM部品では、プレス後の表面品質を管理し、エッジ条件(バリ除去、エッジ半径)を図面に指定する必要があります。時効処理後のショットピーニングは、表面に圧縮残留応力を導入し、疲労き裂を発生させる引張応力に対抗することで、H900およびH925条件で疲労寿命を20-40%向上させることができます。.
8.17-4PHは極低温用途に使用できますか?
17-4 PHの極低温用途への適性は限られている。H900およびH925条件では、高い強度と比較的低い靭性(室温で10-20 ft-lbsのシャルピー値)が極低温ではさらに低下し、-100°F(-73°C)以下では脆性破壊が重大なリスクとなる。H1150およびH1150-Mの室温シャルピー値は65-110 ft-lbsで、低温ではより優れた性能を示すが、それでも304L、316L、310Sのような完全オーステナイト系鋼種の極低温靭性には及ばない。ASTMの圧力容器および低温サービス規格では、17-4 PHは承認された極低温サービス材料のどのH条件にもリストされていない。液体窒素 (-196°C) または液体酸素 (-183°C) 環境用の部品を指定する OEM プログラムでは、17-4 PH よりもオーステナイト系ステ ンレス鋼種またはアルミ合金を評価すべきである。.
9.17-4PHプレス部品は、納品前にどのように洗浄・不動態化すべきですか?
17-4PHのOEMスタンピングに推奨される洗浄と不動態化の順序は、スタンピング潤滑剤と有機残留物をすべて除去するアルカリ洗浄、水すすぎ、20-25%硝酸で120-140°F(49-60℃)、20-30分間の不動態化(ASTM A967 Type II)、脱イオン水すすぎ、強制風乾です。あるいは、硝酸の取り扱いを排除したい施設では、4-10%クエン酸を120-140°Fで10-20分間使用し、ASTM A967 Type VIに準拠したクエン酸不動態化が望ましい。不動態化の効果は、硫酸銅試験(ASTM A967 Practice A)または高湿度試験(ASTM A967 Practice C)で確認する必要があります。洗浄後すぐに不動態化できない部品は、密閉包装で乾燥した状態で保管すること。17-4PHの部品は、鉄や炭素鋼の工具、備品、保管ラックに、保護バリアなしで接触させないでください。.
10.MWalloysが17-4 PH OEM精密プレス部品のサプライヤーとして適格である理由は?
MWalloys社は、AS9100 Rev D、ISO9001:2015、ISO13485に準拠した完全な品質システムにより、医療機器顧客向けに認証された17-4 PH精密スタンピングを提供しています。当社の施設では、AMS 5604認定のミルコイルからスタンピング、AMS 2750準拠のパイロメトリー文書による時効熱処理、検査、不動態化処理、納品まで、完全な材料トレーサビリティを維持しています。当社は、NADCAP認定のパートナー炉で時効熱処理を行い、各ロットの完全な時間-温度チャート記録を保持します。当社のエンジニアリングチームは、見積もりプロセスにおいてDFM(製造可能性設計)レビューを無償で提供し、金型製作を委託する前に、潜在的なスプリングバック、クラック、熱処理歪みのリスクを特定します。弊社は、AMS 5604認定を受けた状態で、最も頻繁に要求される17-4 PHゲージの安全在庫を保持し、緊急の試作品ニーズをサポートし、アクティブなOEMプログラムにおける生産リードタイムのリスクを低減します。.
結論カスタム17-4 PH刻印OEMパーツの正しい仕様
17-4PH(タイプ630)ステンレス鋼は、軟らかい状態でプレス可能であり、190ksi以上の引張強さまで時効硬化可能であり、ほとんどの非海洋環境で十分な耐食性を有し、材料、加工、検査を網羅する確立された仕様システムを通じてトレーサブルである。.
このテクニカルレビューから得られた重大な結論は以下の通りである:
素材の選択:実際の使用環境に応じて時効条件を選択する。H900は最大の強度を発揮しますが、その代償として靭性が低下し、応力腐食割れのリスクが高くなります。H1025は、強度と耐食性の両方を必要とするほとんどのOEM構造用途に適しています。H1150は、靭性が第一に要求される場合に適しています。.
プロセスシーケンス:常に条件Aで刻印し、その後時効硬化させる。完全に時効硬化した17-4 PHを成形しようとすると、過剰なスクラップや工具の摩耗が生じます。スプリングバックの補正や適切な曲げ半径を含め、スタンピングの順序は、焼きなまし材の成形能力の範囲内に収まるように設計してください。.
金型投資:17-4PHでは、同等の304ステンレス加工に必要な力の1.7~1.9倍の大きさの超硬または高性能工具鋼ダイが必要です。工具が不足したプログラムでは、一貫性のない部品が製造され、金型が急速に破損します。.
熱処理コントロール:製造ロット間で一貫した機械的特性を保証するために、エージング温度は±10°Fに保たれなければならない。AMS 2750準拠の高温測定とNADCAP認定プロセッサーは、航空宇宙および医療用OEMプログラムに適した標準です。.
品質文書:製造工場から部品までの完全なトレーサビリティ、熱処理記録、および検査文書は、規制産業のOEM顧客にとってテーブルステーク要件です。このような文書チェーンを提供できないサプライヤーは、フライトクリティカルまたはライフクリティカルなコンポーネントの供給元としては適切ではありません。.
MWalloys社では、17-4PH精密スタンピングの初期設計相談から大量生産まで、OEMのお客様をサポートしています。当社のエンジニアリングチームは、複数の産業でこの材料を実際に使用してきた経験があるため、成形、熱処理、品質上のリスクが生産上の問題になる前に特定することができます。OEM 17-4 PHスタンピングの要件については、当社の技術チームにお問い合わせください。.
テクニカル・リファレンス
- SAEインターナショナルAMS 5604:「鋼、耐食性、板、ストリップおよびプレート。現行改訂版。.
- SAE インターナショナル。AMS 2759/3: "熱処理析出硬化腐食および耐熱鋼部品".現在の改訂版。.
- SAE インターナショナル。AMS 2750:"パイロメトリー"。現在の改訂版。.
- ASTMインターナショナルASTM A693:"析出硬化ステンレス鋼および耐熱鋼板、 板、帯の標準仕様"。最新版。.
- ASTM International.ASTM A564: "熱間圧延および冷間仕上げ時効硬化ステンレ ス鋼棒および形鋼の標準仕様".最新版。.
- ASTMインターナショナルASTM A967:「ステンレス鋼部品用化学不動態化処理の標準仕様。最新版。.
- ASTM International.ASTM B117:"塩水噴霧(霧)装置の標準的操作方法"。最新版。.
- カーペンター・テクノロジー社"17-4 PH ステンレス鋼テクニカルデータ".カーペンター・テクノロジー、最新版。.
- AK Steel (現 Cleveland-Cliffs)."17-4PHステンレス鋼製品データ公報".最新版。.
- ASMインターナショナル「ASMハンドブック第14巻B:金属加工-シートフォーミング".ASMインターナショナル, 2006.
- NACE International.MR0175 / ISO 15156:"Petroleum and Natural Gas Industries - Materials for Use in H₂S-Containing Environments in Oil and Gas Production"(石油・天然ガス産業-石油・ガス生産における H₂S 含有環境で使用する材料)。最新版。.
- パフォーマンスレビュー協会NADCAP AC7102:"熱処理審査基準"。現行改訂版。.
- SAEインターナショナルAS9100 Rev D:"Quality Management Systems - Requirements for Aviation, Space, and Defense Organizations".2016.
- SAE インターナショナル。AS9102B:"Aerospace First Article Inspection Requirement"。現在の改訂版。.
- ISOISO 13485:「医療機器-品質マネジメントシステム-規制目的の要求事項」。最新版。.
技術コンテンツはMWalloysエンジニアリング及び編集チームにより作成されています。MWalloys社は17-4PHステンレス鋼、ハステロイX、インコネル625、チタン合金、その他の高性能材料による精密プレス部品を航空宇宙、医療機器、防衛、産業用OEM顧客向けに製造しています。技術相談、材料在庫確認、製造見積もりについては、技術営業チームまでお問い合わせください。.
