Piezas estampadas a medida de acero inoxidable 17-4 PH (Tipo 630) ofrecen resistencias a la tracción que oscilan entre 150.000 psi y 220.000 psi dependiendo de la condición de endurecimiento por precipitación, combinando una resistencia a la corrosión comparable a la del inoxidable 304 con propiedades mecánicas cercanas a las del acero de aleación. En MWalloys producimos componentes estampados OEM en 17-4 PH para los sectores aeroespacial, médico, de defensa e industrial. La capacidad única de este material para ser estampado en una condición de recocido blando y luego endurecido por envejecimiento a la resistencia final después de la formación lo convierte en una de las opciones más eficientes de proceso disponibles para los ingenieros de diseño que necesitan alta resistencia y precisión dimensional en una sola pieza.
Si su proyecto requiere el uso de piezas estampadas de acero inoxidable 17-4 PH (Tipo 630), puede Contacto para obtener un presupuesto gratuito.
¿Qué es el acero inoxidable 17-4 PH y por qué es importante su composición para las piezas estampadas?
El acero inoxidable 17-4 PH, designado UNS S17400 y también conocido como Tipo 630, es un acero inoxidable martensítico endurecido por precipitación desarrollado por Armco Steel (actualmente AK Steel/Cleveland-Cliffs). La designación "17-4" se refiere a su contenido nominal de cromo (17%) y níquel (4%). La designación "PH" lo identifica como un grado de endurecimiento por precipitación, lo que significa que sus propiedades mecánicas finales se consiguen mediante un tratamiento térmico de envejecimiento controlado tras el conformado y no sólo mediante el trabajo en frío.
Esta característica es la razón principal por la que el 17-4 PH se ha convertido en un material dominante en los programas de estampación de precisión de los OEM. Los componentes pueden formarse en el estado recocido relativamente blando (condición A), en el que el material se comporta más como un acero inoxidable austenítico estándar, y posteriormente endurecerse por envejecimiento para conseguir propiedades que ninguna cantidad de trabajo en frío por sí sola podría producir en un grado inoxidable convencional.
17-4 Composición química del PH
| Elemento | Contenido nominal (wt%) | Rango admisible (wt%) | Papel funcional |
|---|---|---|---|
| Cromo (Cr) | 17% | 15,5 - 17,5% | Resistencia a la corrosión, película pasiva |
| Níquel (Ni) | 4% | 3,0 - 5,0% | Estabilización de la austenita, tenacidad |
| Cobre (Cu) | 4% | 3,0 - 5,0% | Endurecedor por precipitación |
| Niobio + Columbio (Nb+Cb) | 0.30% | 0,15 - 0,45% | Estabilización del carburo, control del grano |
| Carbono (C) | 0,07% máx | 0,07% máx | Formación de martensita |
| Manganeso (Mn) | 1,00% máx | 1,00% máx | Desoxidación |
| Silicio (Si) | 1,00% máx | 1,00% máx | Desoxidación |
| Fósforo (P) | 0,040% máx | 0,040% máx | Limitador de dureza |
| Azufre (S) | 0,030% máx | 0,030% máx | Equilibrio entre maquinabilidad y ductilidad |
| Hierro (Fe) | Saldo | Saldo | Matriz |
Origen: ASTM A693 (chapa, lámina, banda); AMS 5604 (chapa, lámina, banda); especificación UNS S17400.

Mecanismo metalúrgico: Por qué funciona el endurecimiento por precipitación
En su estado recocido (condición A), el 17-4 PH existe principalmente como martensita, pero no como la martensita quebradiza de alto contenido en carbono de los aceros para herramientas, sino como una martensita en láminas dúctil y de contenido en carbono relativamente bajo que puede formarse y estamparse sin agrietarse. Cuando el material se envejece posteriormente a temperaturas comprendidas entre 482-621°C (900°F y 1150°F), se forman precipitados ricos en cobre en el interior de la matriz martensítica. Estas partículas de cobre a escala nanométrica actúan como obstáculos al movimiento de dislocación, aumentando drásticamente el límite elástico y la resistencia a la tracción.
El tamaño y la distribución de estos precipitados de cobre dependen totalmente de la temperatura y el tiempo de envejecimiento. Las temperaturas de envejecimiento más bajas producen precipitados más finos, más densamente distribuidos y una mayor resistencia. Las temperaturas de envejecimiento más altas producen precipitados más grandes y más espaciados y una mejor tenacidad con una resistencia máxima ligeramente reducida. Esta es exactamente la razón por la que existen múltiples designaciones de "condición H": cada una representa una temperatura de envejecimiento diferente optimizada para un equilibrio específico entre resistencia y tenacidad.
¿Qué condiciones de endurecimiento por precipitación existen y cómo se comparan?
Comprender el sistema de condición H no es negociable para los ingenieros que especifican piezas estampadas 17-4 PH. La selección de una condición incorrecta produce una pieza que cumple los requisitos dimensionales pero que falla en servicio debido a una resistencia inadecuada, una tenacidad deficiente o una susceptibilidad a la formación de grietas por corrosión bajo tensión.
17-4 Comparación de las propiedades mecánicas del estado PH
| Condición | Envejecimiento Temp | Resistencia a la tracción (min) | Límite elástico (min) | Alargamiento (min) | Dureza (máx.) | Impacto Charpy |
|---|---|---|---|---|---|---|
| Condición A (recocido) | Solución tratada solamente | 150 ksi (1034 MPa) | 110 ksi (758 MPa) | 10% | 38 HRC | 20-40 ft-lbs |
| H900 | 900°F (482°C), 1 hr | 190 ksi (1310 MPa) | 170 ksi (1172 MPa) | 10% | 44 HRC | 10-20 ft-lbs |
| H925 | 496°C (925°F), 4 h | 170 ksi (1172 MPa) | 155 ksi (1069 MPa) | 10% | 40 HRC | 18-28 ft-lbs |
| H1025 | 1025°F (552°C), 4 h | 155 ksi (1069 MPa) | 145 ksi (1000 MPa) | 12% | 38 HRC | 35-55 ft-lbs |
| H1075 | 1075°F (579°C), 4 h | 145 ksi (1000 MPa) | 125 ksi (862 MPa) | 13% | 36 HRC | 45-65 ft-lbs |
| H1100 | 1100°F (593°C), 4 h | 140 ksi (965 MPa) | 115 ksi (793 MPa) | 14% | 34 HRC | 55-75 ft-lbs |
| H1150 | 621°C (1150°F), 4 h | 135 ksi (931 MPa) | 105 ksi (724 MPa) | 16% | 32 HRC | 65-95 ft-lbs |
| H1150-M | Doble envejecimiento | 125 ksi (862 MPa) | 105 ksi (724 MPa) | 18% | 28 HRC | 75-110 pies-libra |
Fuente: AMS 5604, ASTM A693 y ficha técnica de Special Metals 17-4 PH.
Elección de la condición adecuada para su aplicación OEM
La condición H900 es la opción de mayor resistencia y se utiliza ampliamente en aplicaciones aeroespaciales de fijaciones y soportes en las que el diseño de alta resistencia y peso crítico es el factor principal. Sin embargo, la condición H900 conlleva la menor tenacidad y la mayor susceptibilidad al agrietamiento por corrosión bajo tensión en entornos con cloruros. En MWalloys aconsejamos sistemáticamente a nuestros clientes que eviten el H900 en entornos marinos o de procesos químicos, a menos que se haya validado la aplicación mediante pruebas específicas.
El H1025 representa lo que muchos ingenieros consideran la mejor condición equilibrada: resistencia superior a 155 ksi combinada con una tenacidad significativamente mejorada y una resistencia a la corrosión significativamente mayor. Muchos fabricantes de equipos médicos y de procesamiento de alimentos especifican el H1025 precisamente porque se encuentra en esta zona equilibrada.
Los tipos H1150 y H1150-M son los preferidos cuando se requiere la máxima tenacidad y ductilidad, como en componentes de muelles, miembros flexibles o piezas que deben absorber impactos. La contrapartida es un nivel de resistencia que, aunque sigue siendo excelente en comparación con la mayoría de los inoxidables austeníticos, no alcanza el nivel máximo del H900.
¿Cómo se estampa el acero inoxidable 17-4 PH en la producción?
El comportamiento de estampación del 17-4 PH es fundamentalmente diferente del de grados austeníticos como el 304 o el 316, y tratarlo de forma idéntica en la producción conduce a problemas predecibles. La microestructura martensítica inicial del material, incluso en la condición A, produce características de conformado distintas que requieren una adaptación deliberada del proceso.
Características de conformado en la condición A
| Propiedad | 17-4 PH (Condición A) | Inoxidable 304 | Acero al carbono 1008 |
|---|---|---|---|
| Resistencia a la tracción | 150 ksi | 84 ksi | 44 ksi |
| Límite elástico | 110 ksi | 32 ksi | 25 ksi |
| Alargamiento | 10% | 55% | 40% |
| Exponente de endurecimiento del trabajo (n) | 0.05 - 0.10 | 0.28 - 0.34 | 0.22 - 0.26 |
| Tendencia al Springback | Alta | Moderado | Bajo |
| Fuerza de conformación vs. 304 | 1.5 - 1.8x | 1.0x | 0.5x |
| Tendencia al fastidio | Moderado | Moderado-alto | Bajo |
La diferencia más notable es el exponente de endurecimiento por deformación. A 0,05-0,10, el PH 17-4 en la condición A se endurece por deformación muy lentamente en comparación con el inoxidable 304. Esto parece una ventaja, y lo es en términos de distribución de la fuerza de conformado. Esto parece una ventaja, y lo es en términos de distribución de la fuerza de conformado. Sin embargo, también significa que el material tiene mucho menos alargamiento con el que trabajar antes de que se produzca el estrangulamiento local. La combinación de un alto límite elástico inicial y un alargamiento limitado significa que las operaciones de estampación que requieren un flujo de metal significativo, en particular la embutición profunda, deben diseñarse cuidadosamente.
Estampación progresiva de 17-4 PH
La estampación con matrices progresivas es el proceso más rentable para piezas de precisión de 17-4 PH de volumen medio a alto. Dado que el material se endurece lentamente, las secuencias de matrices progresivas pueden a menudo realizar más operaciones entre ciclos de recocido que una secuencia equivalente en acero inoxidable 304. Según nuestra experiencia en MWalloys, las geometrías sencillas de abrazaderas y clips en 17-4 PH a menudo completan una secuencia completa de matrices progresivas sin ningún recocido intermedio.
Para piezas complejas que requieren embuticiones profundas, doblados inversos o múltiples operaciones de rebordeado, el alivio intermedio de tensiones a 1900 °F (1038 °C) seguido de un enfriamiento rápido con aire restablece cierta ductilidad. Es más suave que un recocido de solución completa, pero evita el reajuste dimensional completo que requeriría un tratamiento de re-solución completa.
Parámetros de corte y perforación
El troquelado y la perforación de 17-4 PH requieren holguras de matriz adaptadas a su mayor nivel de resistencia:
- Holgura de matriz recomendada por lado: 8-12% del espesor del material para el troquelado.
- Distancia entre matrices recomendada por lado: 10-13% del espesor del material a perforar.
- Una holgura entre punzón y matriz inferior a 6% por lado acelera drásticamente el desgaste y aumenta el riesgo de agrietamiento en la zona de cizallamiento.
- Ángulo de corte en los punzones ciegos: Se recomiendan 1-3° para reducir la fuerza de penetración.
El control de la altura de las rebabas es especialmente importante en aplicaciones médicas y aeroespaciales OEM. Con las holguras adecuadas y herramientas afiladas y bien mantenidas, se pueden conseguir alturas de rebaba de 0,001-0,003 pulgadas en materiales de 0,030-0,060 pulgadas de espesor.
Capacidad de embutición profunda
La relación de estirado límite (LDR) para el 17-4 PH en la condición A es de aproximadamente 1,6-1,9, inferior a los 2,0-2,3 alcanzables en el inoxidable 304. Esto refleja el menor alargamiento y la menor capacidad de endurecimiento por deformación. Esto refleja el menor alargamiento y la menor capacidad de endurecimiento por deformación. Para las piezas que requieren relaciones de embutición superiores a 1,7, las operaciones de reestirado con alivio intermedio de tensiones son el enfoque estándar.
La selección de la lubricación afecta significativamente a la calidad de la embutición:
- Compuestos de embutición a presión extrema (EP) con estearato de zinc: Eficaz y de uso común.
- Lubricantes de película seca a base de PTFE: Excelente para aplicaciones que requieren superficies limpias antes del tratamiento térmico de envejecimiento.
- Aceites clorados: Eficaz pero debe eliminarse completamente antes de cualquier tratamiento térmico para evitar el ataque intergranular.
¿Qué especificaciones de utillaje producen los mejores resultados con 17-4 PH?
El utillaje para el estampado de 17-4 PH debe tener en cuenta el alto límite elástico del material, incluso en estado recocido. Las herramientas estándar diseñadas para acero al carbono mostrarán un desgaste acelerado en las primeras series de producción.
Materiales de utillaje recomendados
| Tipo de herramienta | Material recomendado | Alternativa | Vida útil prevista (visitas) |
|---|---|---|---|
| Punzón de corte (alto volumen) | Carburo de wolframio (6% Co) | CPM-Rex M4 HSS | 800,000 - 2,000,000 |
| Troquel de corte | Carburo de tungsteno | D2 con revestimiento de TiCN | 800,000 - 2,000,000 |
| Perforadora (agujeros pequeños) | M42 HSS o CPM-Rex 76 | Carburo (riesgo de fragilidad) | 200,000 - 500,000 |
| Puñetazo | Acero para herramientas D2 + revestimiento TiCN | Plaquita de metal duro | 100,000 - 300,000 |
| Sacar dado | D2 con cromado | Revestimiento de carburo | 100,000 - 250,000 |
| Punzón/matriz de conformado | D2 (60-62 HRC) | M2 HSS | 80,000 - 200,000 |
| Placa separadora | Acero para herramientas A2 (58-60 HRC) | D2 | 300,000 - 600,000 |
Fuente: Recopilado del Manual de Diseño de Matrices de SME y de los registros internos de rendimiento de utillaje de MWalloys.
Cálculo del tonelaje de la prensa
Los requisitos de tonelaje de la prensa para el corte y la perforación de 17-4 PH son sustancialmente superiores a los del acero al carbono. La fórmula de la fuerza de corte:
F = L × t × Ss
Dónde:
- F = fuerza de obturación (toneladas)
- L = perímetro del corte (pulgadas)
- t = espesor del material (pulgadas)
- Ss = resistencia al cizallamiento del material
Para el 17-4 PH Condición A, la resistencia al cizallamiento es aproximadamente 60-70% de la resistencia última a la tracción, o aproximadamente 90.000-105.000 psi. Esto se compara con los aproximadamente 45.000-52.000 psi del inoxidable 304. El resultado práctico es que las operaciones de blanking con 17-4 PH requieren aproximadamente el doble de capacidad de prensado que las operaciones equivalentes con acero al carbono y entre 1,7 y 1,9 veces la capacidad de las operaciones con inoxidable 304.

¿Qué tolerancias dimensionales y acabados superficiales se consiguen con el estampado 17-4 PH?
La capacidad dimensional en el estampado de 17-4 PH se ve influida por el springback, la distorsión del tratamiento térmico y la alta resistencia del material, que resiste la deformación plástica en esquinas estrechas y radios pequeños.
Tabla de tolerancias alcanzables
| Característica | Gama de espesores | Tolerancia alcanzable | Notas sobre el proceso |
|---|---|---|---|
| Dimensiones totales en blanco | 0,010 - 0,125 pulgadas | ±0,003 - ±0,008 pulgadas | Troquel progresivo |
| Diámetro del orificio | 0,010 - 0,060 pulgadas | ±0,002 - ±0,004 pulgadas | Punzón de carburo |
| Localización del agujero (a partir del datum) | 0,010 - 0,060 pulgadas | ±0,003 - ±0,005 pulgadas | Troquel compuesto |
| Ángulo de flexión | Todos los indicadores estándar | ±0.5° - ±2.0° | Después de la compensación del springback |
| Planitud (post-sello) | 0,020 - 0,060 pulgadas | 0,005 - 0,012 pulgada/pulgada | Varía según la geometría |
| Planitud (endurecimiento posterior) | 0,020 - 0,060 pulgadas | 0,008 - 0,020 pulgada/pulgada | Es necesario envejecer la fijación para obtener una planitud ajustada |
| Rugosidad de la superficie | 0,020 - 0,080 pulgadas | 32 - 63 µin Ra | Depende de la lubricación y del estado de la matriz |
| Perpendicularidad de los bordes | 0,020 - 0,060 pulgadas | 0,002 - 0,005 pulgadas | Por unidad de longitud |
Gestión del retorno elástico en 17-4 PH
El springback es el mayor reto dimensional de los componentes estampados en 17-4 PH. Dado que el límite elástico del material en la condición A (110 ksi mínimo) es más de tres veces superior al del acero dulce, la deformación elástica recuperada tras la flexión es proporcionalmente mayor. En la práctica, un doblado de 90° en la matriz puede volver a 96-103° una vez liberada la presión.
Las estrategias de compensación que empleamos en MWalloys incluyen:
- Flexión excesiva: La geometría de la matriz está diseñada para doblarse 4-8° más allá del ángulo objetivo para tener en cuenta el springback previsto.
- Acuñación: Aplicación de un esfuerzo de compresión en el radio de curvatura reduciendo la holgura del radio de la matriz para forzar la deformación plástica en toda la sección.
- Hasta el fondo: Utilizando el cierre de la matriz para aplicar un alto esfuerzo de compresión al final de la carrera, forzando la zona de doblado más allá de la fluencia a través de toda la sección transversal.
- Enderezado posterior: Para piezas planas de gran volumen, una operación secundaria de aplanado en una prensa elimina el arco del juego de bobinas.
¿Qué tratamiento térmico después de la estampación produce cada condición H?
El tratamiento térmico de envejecimiento transforma la pieza estampada desde sus propiedades de Condición A hasta la especificación final OEM. Este paso no es negociable para que se produzca el endurecimiento por precipitación, y los parámetros del proceso deben controlarse con precisión.
Parámetros del proceso de tratamiento térmico de envejecimiento
| Condición | Envejecimiento Temp | Tiempo de remojo | Método de refrigeración | Atmósfera | Resultado |
|---|---|---|---|---|---|
| H900 | 900°F ± 10°F (482°C) | 1 hora | Aire frío | Aire aceptable | Fuerza máxima, dureza mínima |
| H925 | 925°F ± 10°F (496°C) | 4 horas | Aire frío | Aire aceptable | Alta resistencia, dureza moderada |
| H1025 | 1025°F ± 10°F (552°C) | 4 horas | Aire frío | Aire aceptable | Equilibrio fuerza/resistencia |
| H1075 | 1075°F ± 10°F (579°C) | 4 horas | Aire frío | Aire aceptable | Buena resistencia |
| H1100 | 1100°F ± 10°F (593°C) | 4 horas | Aire frío | Aire aceptable | Gran tenacidad |
| H1150 | 1150°F ± 10°F (621°C) | 4 horas | Aire frío | Aire aceptable | Máxima dureza, menor resistencia |
| H1150-M | 760°C (1400°F) 2 h + 621°C (1150°F) 4 h | Secuencial | Enfriar por aire cada | Aire aceptable | Máxima resistencia |
Fuente: AMS 2759/3 (piezas de acero resistentes a la corrosión y martensíticas endurecidas por precipitación); ASTM A564.
Por qué es importante la calibración del horno para el envejecimiento 17-4 PH
La tolerancia de temperatura de ±10°F en el envejecimiento no es arbitraria. La temperatura de envejecimiento controla directamente el tamaño de los precipitados de cobre y, por tanto, las propiedades mecánicas finales. Una temperatura de envejecimiento de 488°C (910°F) en lugar de los 482°C (900°F) especificados puede reducir la resistencia a la tracción entre 5.000 y 8.000 psi y alterar la dureza entre 1 y 2 HRC. En el caso de piezas aeroespaciales y médicas OEM con ventanas de propiedades mecánicas ajustadas, esta desviación puede suponer la diferencia entre un lote conforme y uno no conforme.
AMS 2750 especifica los requisitos de pirometría para los hornos de tratamiento térmico utilizados en piezas aeroespaciales, incluyendo la uniformidad de la temperatura de la encuesta de ± 10 ° F o mejor en toda la zona de trabajo. Los hornos deben inspeccionarse al menos trimestralmente y la instrumentación calibrada debe verificarse según las normas trazables del NIST.
Cambio dimensional durante el envejecimiento
El envejecimiento provoca un cambio dimensional pequeño pero medible. El 17-4 PH crece aproximadamente de 0,0003 a 0,0006 pulgadas por pulgada durante el ciclo de envejecimiento debido a la deformación de la red introducida por la formación del precipitado de cobre. Para la mayoría de las piezas estampadas, esta expansión es uniforme y predecible. Para piezas con dimensiones absolutas muy ajustadas (tolerancias inferiores a ±0,003 pulgadas en total), el crecimiento por envejecimiento debe tenerse en cuenta en las dimensiones de estampado previas al envejecimiento.
¿Cómo se compara la resistencia a la corrosión del PH 17-4 según las condiciones de envejecimiento?
La resistencia a la corrosión en 17-4 PH no es constante en todas las condiciones H. La temperatura de envejecimiento afecta a la precipitación de carburo de cromo en los límites de grano, lo que repercute directamente en el comportamiento frente a la corrosión en entornos agresivos.
Resistencia a la corrosión por condiciones
| Condición | Resistencia a la niebla salina (ASTM B117) | Resistencia a las picaduras | Riesgo de corrosión bajo tensión | Entornos recomendados |
|---|---|---|---|---|
| Condición A | Bien | Bien | Bajo | Industria general |
| H900 | Moderado | Moderado | Alta | Aeroespacial seco, sin cloruro |
| H925 | Moderado-Bueno | Moderado-Bueno | Moderado-alto | Entornos controlados |
| H1025 | Bien | Bien | Moderado | Medicina, procesamiento de alimentos |
| H1075 | Bien | Bien | Bajo-Moderado | Adyacente al mar, química |
| H1100 | Muy buena | Bien | Bajo | Entornos poco agresivos |
| H1150 | Muy buena | Bueno-muy bueno | Bajo | Marina, proceso químico |
Fuente: NACE MR0175 / ISO 15156; Datos técnicos de la aleación 17-4 PH de Carpenter Technology.
Por qué el H900 tiene mayor riesgo de agrietamiento por corrosión bajo tensión
La altísima resistencia de la condición H900 (170+ ksi de límite elástico) crea un material intrínsecamente susceptible al agrietamiento por corrosión bajo tensión (SCC) en presencia de cloruros y tensión de tracción. La combinación de la elevada tensión residual de las operaciones de estampación, el entorno de cloruros y la tendencia a la fractura frágil en HRC 44 es un modo de fallo conocido y ampliamente documentado en la literatura sobre corrosión de la NACE.
Para las piezas OEM que vayan a estar expuestas a salpicaduras marinas, agentes de limpieza o fluidos biológicos (en aplicaciones médicas), las especificaciones responsables son de H1025 a H1150. Siempre planteamos esta cuestión a los clientes que inicialmente especifican H900 para obtener la máxima resistencia en aplicaciones que estarán expuestas a entornos con cloruros.
¿Cómo se compara el 17-4 PH con otros aceros inoxidables y aleados de alta resistencia?
Los ingenieros de OEM evalúan con frecuencia el 17-4 PH frente a otros materiales de la competencia. La siguiente tabla comparativa cubre las alternativas más comunes consideradas en los programas de componentes estampados de precisión.
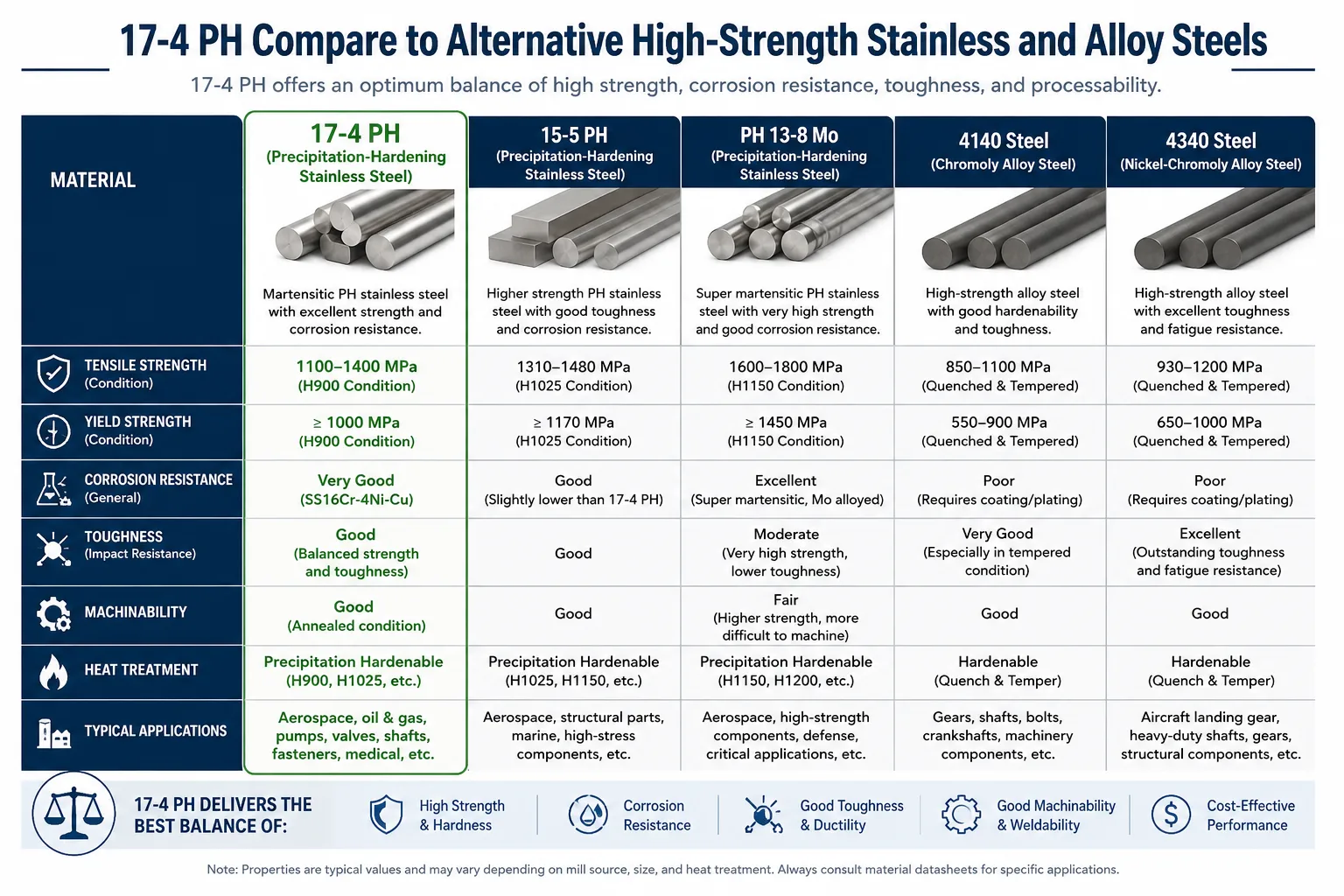
Comparación de materiales para piezas OEM estampadas de alta resistencia
| Propiedad | 17-4 PH H900 | 17-4 PH H1025 | ACERO INOXIDABLE 316L | 15-5 PH H900 | 13-8 Mo H950 | Acero aleado 4340 |
|---|---|---|---|---|---|---|
| Resistencia a la tracción (ksi) | 190 | 155 | 84 | 190 | 220 | 185-200 |
| Límite elástico (ksi) | 170 | 145 | 32 | 170 | 205 | 170-185 |
| Alargamiento (%) | 10 | 12 | 50 | 10 | 10 | 12 |
| Dureza | 44 HRC | 38 HRC | 95 HRB | 44 HRC | 48 HRC | 42-48 HRC |
| Resistencia a la corrosión | Bien | Muy buena | Excelente | Bien | Bien | Pobre (requiere revestimiento) |
| Estampabilidad | Bueno (Cond. A) | Bueno (Cond. A) | Excelente | Bien | Moderado | Bueno (recocido) |
| Soldabilidad | Bien | Bien | Excelente | Bien | Feria | Feria |
| Coste del material (relativo) | Moderado | Moderado | Bajo-Moderado | Alta | Muy alta | Bajo |
| Uso aeroespacial | Amplia | Amplia | Limitado | Amplia | Especializada | Limitado (sin resistencia a la corrosión) |
Fuente: Base de datos de propiedades de materiales de ASM International; datos comparativos de aleaciones de Carpenter Technology; ficha técnica de AK Steel 17-4 PH.
Por qué el 17-4 PH supera al 316L en aplicaciones estructurales OEM
El inoxidable 316L es la opción resistente a la corrosión por defecto para muchos equipos de aprovisionamiento de OEM, pero su límite elástico de 32 ksi significa que las piezas diseñadas para soportar cargas estructurales deben ser significativamente más pesadas que las piezas equivalentes de 17-4 PH. La relación resistencia-peso del 17-4 PH H1025 (155 ksi de tracción) es aproximadamente 1,85 veces la del 316L con la misma área de sección transversal. En los programas OEM aeroespaciales y de defensa, donde cada gramo importa, esta diferencia es decisiva.
Cuándo es preferible el PH 15-5 al PH 17-4
El 15-5 PH (UNS S15500) ofrece propiedades mecánicas comparables a las del 17-4 PH, pero con una microestructura más limpia y libre de cordones de ferrita, ya que se produce mediante fusión por inducción en vacío más refundición por electroescoria o refundición por arco en vacío. Para las piezas aeroespaciales que requieren una limpieza óptima y propiedades uniformes en todo el espesor (como las secciones de chapa gruesa), se especifica el 15-5 PH. Para las piezas estampadas de chapa metálica en calibres inferiores a 0,125 pulgadas, la ventaja microestructural del 15-5 PH es menos significativa, y el menor coste del 17-4 PH lo convierte en la opción más práctica.
¿Qué industrias y aplicaciones OEM utilizan piezas estampadas a medida 17-4 PH?
La amplitud de las aplicaciones OEM de las piezas estampadas de precisión 17-4 PH refleja la posición única de esta aleación en el espacio de las propiedades de los materiales. Ningún otro grado de acero inoxidable ofrece esta combinación de conformabilidad en estado blando, resistencia al envejecimiento y resistencia adecuada a la corrosión a un coste competitivo.
Componentes OEM aeroespaciales y de defensa
El sector aeroespacial es el mayor mercado para las piezas estampadas a medida en 17-4 PH. La combinación de peso ligero, alta resistencia y resistencia a la corrosión se ajusta con precisión a los requisitos de diseño aeroespacial. Entre los componentes específicos se incluyen:
- Soportes estructurales y conjuntos de clips en secciones del fuselaje.
- Componentes de actuadores y enlaces en sistemas de control de vuelo.
- Componentes de fijación (calzos, clips de retención, arandelas elásticas)
- Componentes estructurales estáticos del motor de turbina (por debajo del rango de temperatura de combustión)
- Racores y cuerpos de válvulas para sistemas hidráulicos (estampados y conformados)
- Hardware de montaje de la antena y componentes del recinto.
- Componentes estructurales del equipo de apoyo en tierra.
Los programas de las familias F/A-18 Hornet, Boeing 737 y Airbus A320 incorporan componentes de chapa de 17-4 PH en varios niveles estructurales. Los pliegos de condiciones de defensa suelen exigir AMS 5604 (chapa) o AMS 5643 (barra, alambre, piezas forjadas) con requisitos específicos de condición H adaptados al caso de carga estructural.
Aplicaciones OEM para dispositivos médicos
Las aplicaciones de dispositivos médicos representan uno de los mercados OEM de mayor crecimiento para las piezas estampadas de 17-4 PH. La combinación de alta resistencia del material (para componentes miniaturizados de alta carga), resistencia a la corrosión en entornos biológicos y compatibilidad con IRM (no es ferromagnético en la mayoría de las condiciones) lo hace atractivo para los ingenieros de dispositivos médicos.
Entre las aplicaciones más comunes de los dispositivos médicos se incluyen:
- Componentes de instrumentos quirúrgicos (mordazas de pinza, mecanismos de trinquete, pinzas de resorte).
- Partes de instrumentos de implantes ortopédicos (componentes no implantados utilizados durante los procedimientos).
- Componentes de refuerzo de la punta del catéter y accesorios de terminación de la trenza.
- Muelles y mecanismos de cierre de dispositivos de administración de fármacos.
- Componentes de instrumentos dentales que requieren gran resistencia en secciones transversales pequeñas.
- Componentes mecánicos de equipos de diagnóstico.
Los programas OEM de dispositivos médicos regulados por la FDA suelen exigir una trazabilidad completa de los materiales según la norma ISO 13485, un certificado de conformidad con AMS 5604 o ASTM A693 y registros documentados del tratamiento térmico de envejecimiento con verificación de calibración.
Componentes OEM del sector industrial y energético
Más allá de la industria aeroespacial y médica, las piezas estampadas en 17-4 PH aparecen en todos los programas de OEM industriales:
- Componentes de herramientas de fondo de pozo de petróleo y gas que requieren el cumplimiento de la norma NACE MR0175.
- Componentes del impulsor de la bomba y herrajes resistentes al desgaste.
- Componentes de guarnición de válvulas en equipos de procesamiento químico.
- Componentes de instrumentos de la industria nuclear (resistencia a la radiación aceptable).
- Equipos de la industria del papel y la pasta de papel en entornos de procesos corrosivos.
- Componentes de equipos de procesamiento de alimentos que requieren facilidad de limpieza y resistencia a la corrosión.
- Hardware compatible con salas limpias de equipos de fabricación de semiconductores.
¿Qué normas de calidad y requisitos de certificación se aplican a las piezas estampadas 17-4 PH OEM?
Los requisitos de calidad de los fabricantes de equipos originales para las piezas estampadas 17-4 PH son de los más exigentes en la fabricación de metales. Un proveedor que no pueda demostrar el cumplimiento de las normas aplicables no debería recibir pedidos de componentes críticos para el vuelo o la vida.
Normas y especificaciones aplicables
| Norma / Especificación | Alcance | Consejo de Administración |
|---|---|---|
| AMS 5604 | Chapa, fleje, placa | SAE Internacional |
| AMS 5643 | Barra, alambre, piezas forjadas | SAE Internacional |
| ASTM A693 | Chapa, hoja, tira | ASTM Internacional |
| ASTM A564 | Barra laminada en caliente y acabada en frío | ASTM Internacional |
| AMS 2759/3 | Tratamiento térmico de los aceros inoxidables PH | SAE Internacional |
| AMS 2750 | Pirometría (calibración del horno) | SAE Internacional |
| NADCAP AC7102 | Acreditación de tratamiento térmico | Instituto de Evaluación del Rendimiento |
| AS9100 Rev D | Gestión de la calidad aeroespacial | IAQG / SAE |
| ISO 13485 | Gestión de la calidad de los productos sanitarios | ISO |
| ISO 9001:2015 | Gestión general de la calidad | ISO |
| NACE MR0175 / ISO 15156 | Necesidades de material para servicios agrios | NACE / ISO |
| AMS 2807 | Identificación del material | SAE Internacional |
Requisitos para la inspección del primer artículo
Los clientes OEM suelen exigir la Inspección del Primer Artículo (FAI) según AS9102 para programas aeroespaciales o protocolos de primer artículo equivalentes para programas industriales y médicos. Un paquete FAI completo para estampados de precisión 17-4 PH incluye:
- Trazado dimensional completo que verifica todas las cotas controladas por el dibujo.
- Certificación del material con referencia al número de colada, conformidad con AMS 5604, análisis químico y propiedades mecánicas del laminador de origen.
- Certificación del tratamiento térmico con identificación del horno, registros de calibración, gráfico de temperaturas y verificación del tiempo de inmersión.
- Resultados del ensayo de dureza que confirmen que se ha alcanzado la condición H especificada.
- Verificación del estado de la superficie (inspección visual, medición de la rugosidad si se especifica).
- Resultados de las pruebas funcionales cuando proceda (índice de elasticidad, fuerza de tracción, etc.).
¿Cuáles son los verdaderos factores de coste de las piezas OEM estampadas en 17-4 PH?
Comprender la estructura de costes ayuda a los equipos de compras de los fabricantes de equipos originales a evaluar con precisión las ofertas de los proveedores y a identificar los cambios de ingeniería que mejoran la rentabilidad sin comprometer el rendimiento.
Desglose de los componentes del coste
| Elemento de coste | Parte típica del coste total de la pieza | Variables clave |
|---|---|---|
| Materia prima (hoja/tira 17-4 PH) | 30 - 50% | Calibre, certificación AMS, volumen de pedidos |
| Utillaje (amortizado a lo largo de la vida de producción) | 10 - 30% | Complejidad, volumen anual, vida útil de las herramientas |
| Operaciones de estampación (mano de obra + máquina) | 15 - 25% | Recuento de operaciones, velocidad de prensado, tiempo de ciclo |
| Tratamiento térmico de envejecimiento | 5 - 12% | Tipo de horno, densidad de carga, nivel de certificación |
| Inspección y pruebas | 5 - 15% | Requisitos FAI, especificaciones END |
| Acabado de superficies (pasivado, etc.) | 2 - 8% | Requisitos de las especificaciones |
| Gestión y documentación de programas | 3 - 8% | Complejidad AS9100 / ISO 13485 |
Contexto de los precios de las materias primas
Las chapas y flejes 17-4 PH con certificación AMS 5604 (referencia 2024) se comercializan actualmente a un precio aproximado de $6,50-$12,00 la libra para calibres estándar (0,020-0,125 pulgadas), con variaciones significativas en función de la cantidad del pedido, el calibre, la anchura y la necesidad o no de certificación aeroespacial. El contenido de níquel y cromo hace que el coste sea superior al del inoxidable 304 estándar, que suele costar entre $2,50 y $4,50 la libra en calibres similares.
Plazos de entrega previstos por tipo de pedido
| Categoría de pedido | Plazo de entrega | Notas |
|---|---|---|
| Prototipo / Primer artículo | 6 - 14 semanas | Incluye herramientas, FAI |
| Producción inicial | 4 - 10 semanas | Depende de la adquisición de material |
| Producción repetida (utillaje establecido) | 3 - 7 semanas | Varía según la disponibilidad de material |
| Producción acelerada | 2 - 4 semanas | Precios especiales; se requiere material disponible |
| Liberación de pedidos globales | 1 - 3 semanas | Material almacenado, utillaje prefabricado |
Preguntas frecuentes: Piezas estampadas a medida 17-4 PH (Tipo 630)
1. ¿Cuál es la diferencia entre 17-4 PH Condición A y H900 para piezas estampadas?
La condición A es el estado recocido en solución en el que se estampa el 17-4 PH; H900 es la condición envejecida que representa la máxima resistencia. En el estado A, la resistencia a la tracción es de aproximadamente 150 ksi y la dureza es de unos 32-38 HRC, lo que hace que el material se pueda trabajar mediante operaciones estándar de troquelado progresivo y conformado. Tras el envejecimiento a 900°F durante una hora (H900), la resistencia a la tracción aumenta hasta un mínimo de 190 ksi y la dureza alcanza aproximadamente 44 HRC, lo que dificulta enormemente el conformado posterior. La secuencia de fabricación correcta es siempre: estampar en la condición A, luego envejecer hasta la condición H especificada. Intentar estampar material H900 requiere fuerzas de prensado sustancialmente mayores, produce un springback excesivo y corre el riesgo de agrietarse, razón por la cual ningún taller de estampación profesional forma 17-4 PH después del envejecimiento final sin una justificación específica de ingeniería.
2. ¿Pueden soldarse las piezas estampadas 17-4 PH antes o después del tratamiento térmico de envejecimiento?
El 17-4 PH puede soldarse tanto antes como después del envejecimiento, pero es preferible la soldadura previa al envejecimiento seguida del envejecimiento. La soldadura en la condición A produce una zona afectada por el calor que puede tratarse completamente con solución y envejecerse uniformemente con el resto de la pieza. El envejecimiento posterior a la soldadura desarrolla entonces propiedades uniformes en el metal base y en la zona de soldadura. La soldadura después del envejecimiento introduce tensiones residuales y produce zonas afectadas por el calor con una microestructura envejecida no uniforme, reduciendo potencialmente la resistencia a la corrosión y la tenacidad en la unión. Los metales de aportación recomendados incluyen AWS A5.9 ER630 (composición coincidente) o AWS A5.9 ER308L para uniones no críticas. Todos los ensamblajes soldados deben pasivarse después del mecanizado o conformado para restaurar la película pasiva de óxido de cromo, y el envejecimiento posterior a la soldadura debe realizarse dentro de los requisitos de AMS 2759/3.
3. ¿Es magnético el 17-4 PH, y afecta esto a las aplicaciones OEM?
Sí, el acero inoxidable 17-4 PH es ferromagnético en todas las condiciones porque su microestructura es principalmente martensítica en lugar de austenítica. La permeabilidad magnética del 17-4 PH es de aproximadamente 80-110 µ (permeabilidad relativa) en la condición H900, en comparación con aproximadamente 1,002-1,010 para el 316L totalmente austenítico. Este carácter magnético es una consideración fundamental para aplicaciones OEM cerca de equipos electrónicos sensibles, sistemas de imagen por resonancia magnética o instrumentos sensibles a campos magnéticos. Para aplicaciones que requieren acero inoxidable no magnético, las especificaciones correctas son los grados austeníticos (304, 316L, 310) o los grados totalmente austeníticos endurecidos por precipitación. Para aplicaciones aeroespaciales, de defensa y muchas aplicaciones industriales, el carácter magnético del 17-4 PH es irrelevante para el funcionamiento y no es necesaria ninguna sustitución.
4. ¿Qué radio de curvatura mínimo se requiere para la chapa 17-4 PH en estado recocido?
El radio de curvatura mínimo para el 17-4 PH en la condición A (recocido) depende del espesor del material y de la dirección de la curvatura con respecto a la dirección de laminación. Como pauta general: para curvas transversales a la dirección de laminado (a través del grano), es aceptable un radio interior mínimo de 1× espesor de material (1t) para calibres de hasta 0,060 pulgadas. Para curvas paralelas a la dirección de laminado (con el grano), se recomienda de 1,5t a 2t para evitar grietas. Para material de espesor superior a 0,060 pulgadas, aumente el radio mínimo en incrementos de 0,5t por cada 0,030 pulgadas de espesor adicional. Cualquier trabajo en frío acumulado en el material por operaciones de estampación anteriores aumenta el radio de curvatura mínimo de seguridad. Validamos el radio de curvatura mínimo en cupones de prueba de producción de cada lote de material entrante porque la variación de alargamiento entre calor y calor afecta a los límites prácticos de conformado.
5. ¿Qué causa la distorsión dimensional durante el tratamiento térmico de envejecimiento de las piezas estampadas 17-4 PH?
La distorsión durante el envejecimiento se debe a tres causas: la relajación de las tensiones residuales de conformado, la expansión volumétrica debida a la formación de precipitados de cobre (aproximadamente 0,0003-0,0006 pulgadas por pulgada) y la fluencia inducida por la gravedad en piezas delgadas y sin soporte durante el período de inmersión a la temperatura de envejecimiento. Las piezas con tensiones residuales asimétricas significativas procedentes de operaciones de conformado son las más susceptibles de sufrir distorsiones durante el envejecimiento. Entre las estrategias de prevención se incluyen las siguientes: utilizar un dispositivo de envejecimiento en el que las dimensiones críticas se controlen mediante un dispositivo de ajuste durante el ciclo de tratamiento térmico; equilibrar la secuencia de estampado para distribuir la tensión residual de forma simétrica; aplicar un alivio de tensión a 1500-1600°F antes del envejecimiento final para piezas de geometría compleja; y tener en cuenta el crecimiento predecible en las dimensiones de estampado previas al envejecimiento. Las piezas planas con tolerancias estrictas suelen requerir una operación de enderezado posterior al envejecimiento si los requisitos de planitud son inferiores a 0,005 pulgadas por pulgada.
6. ¿Cómo se comporta el 17-4 PH en las pruebas de corrosión por niebla salina?
El 17-4 PH en las condiciones H1025 a H1150 supera la prueba de niebla salina ASTM B117 a las 200-500 horas sin formación significativa de óxido rojo en superficies debidamente pasivadas. El material en condiciones H900 suele mostrar los primeros signos de óxido superficial a las 100-200 horas en la misma prueba, lo que refleja su mayor susceptibilidad a la corrosión por picaduras y grietas a máxima resistencia. La pasivación según ASTM A967 o AMS 2700 (Método 2 - pasivación con ácido nítrico) es esencial para maximizar el rendimiento de la niebla salina, asegurando una película pasiva de óxido de cromo completa y continua que cubra todas las superficies. Las piezas con embuticiones profundas, radios interiores estrechos o geometría compleja pueden atrapar lubricantes de mecanizado o estampado en hendiduras que interfieren con la pasivación - estas áreas requieren atención durante el ciclo de limpieza que precede a la pasivación para asegurar una cobertura completa de la superficie.
7. ¿Cuál es la resistencia a la fatiga de los componentes estampados 17-4 PH en diferentes condiciones H?
La resistencia a la fatiga (límite de resistencia a 10⁷ ciclos, R = -1, viga giratoria) del 17-4 PH varía con el estado: H900 es aproximadamente 75-85 ksi; H925 es 70-80 ksi; H1025 es 65-75 ksi; H1150 es 55-65 ksi. El estado de la superficie afecta de forma crítica al comportamiento a fatiga. Las piezas estampadas con rebabas, marcas de herramientas o daños superficiales pueden mostrar reducciones de la vida a fatiga de 30-50% en comparación con las muestras pulidas utilizadas en los ensayos de laboratorio. En el caso de los componentes OEM críticos para la fatiga, como las abrazaderas de resorte, los anillos de retención y los soportes de carga cíclica, debe controlarse la calidad de la superficie tras el estampado y deben especificarse en el plano las condiciones del borde (eliminación de rebabas, radio del borde). El granallado después del envejecimiento puede mejorar la vida a fatiga en 20-40% en condiciones H900 y H925 al introducir tensiones residuales de compresión en la superficie, contrarrestando las tensiones de tracción que inician las grietas de fatiga.
8. ¿Puede utilizarse 17-4 PH en aplicaciones de temperatura criogénica?
El 17-4 PH tiene una idoneidad limitada para aplicaciones criogénicas. En las condiciones H900 y H925, la alta resistencia y la tenacidad relativamente baja (10-20 ft-lbs Charpy a temperatura ambiente) disminuyen aún más a temperaturas criogénicas, lo que hace que la fractura frágil sea un riesgo importante por debajo de -73°C (-100°F). Las condiciones H1150 y H1150-M con valores Charpy a temperatura ambiente de 65-110 pies-libra muestran un mejor comportamiento a bajas temperaturas, pero siguen sin poder igualar la tenacidad criogénica de los grados totalmente austeníticos como 304L, 316L o 310S. Las normas ASTM para recipientes a presión y servicios a baja temperatura no incluyen el 17-4 PH en ninguna condición H entre los materiales aprobados para servicios criogénicos. Los programas OEM que especifican componentes para entornos de nitrógeno líquido (-196°C) u oxígeno líquido (-183°C) deben evaluar los grados inoxidables austeníticos o las aleaciones de aluminio en lugar del 17-4 PH.
9. ¿Cómo deben limpiarse y pasivarse las piezas estampadas en 17-4 PH antes de su entrega?
La secuencia de limpieza y pasivado recomendada para los estampados OEM 17-4 PH es: limpieza alcalina para eliminar todos los lubricantes de estampado y residuos orgánicos; aclarado con agua; pasivado en ácido nítrico 20-25% a 120-140°F (49-60°C) durante 20-30 minutos (ASTM A967 Tipo II); aclarado con agua desionizada; y secado con aire forzado. Alternativamente, se prefiere la pasivación con ácido cítrico según ASTM A967 Tipo VI en instalaciones que deseen eliminar la manipulación con ácido nítrico, utilizando ácido cítrico 4-10% a 120-140°F durante 10-20 minutos. La eficacia de la pasivación debe verificarse mediante una prueba de sulfato de cobre (ASTM A967 Práctica A) o una prueba de alta humedad (ASTM A967 Práctica C). Las piezas que no puedan pasivarse inmediatamente después de la limpieza deben almacenarse secas en envases sellados. Nunca permita que las piezas con PH 17-4 entren en contacto con herramientas, accesorios o bastidores de almacenamiento de hierro o acero al carbono sin barreras protectoras, ya que la captación de hierro causa manchas de óxido que interrumpen la película pasiva.
10. ¿Qué hace de MWalloys un proveedor cualificado de piezas estampadas de precisión 17-4 PH OEM?
MWalloys suministra estampados de precisión 17-4 PH certificados respaldados por un completo sistema de calidad alineado con AS9100 Rev D, ISO 9001:2015 e ISO 13485 para clientes de dispositivos médicos. Nuestras instalaciones mantienen una trazabilidad completa de los materiales desde la bobina de laminación certificada AMS 5604 hasta la estampación, el tratamiento térmico de envejecimiento con documentación de pirometría conforme a AMS 2750, la inspección, la pasivación y la entrega. Llevamos a cabo el tratamiento térmico de envejecimiento en hornos asociados acreditados por NADCAP con registros completos de gráficos de tiempo-temperatura conservados para cada lote. Nuestro equipo de ingeniería ofrece una revisión DFM (diseño para la fabricación) sin coste alguno durante el proceso de oferta, identificando posibles riesgos de springback, agrietamiento o distorsión por tratamiento térmico antes de comprometer el utillaje. Mantenemos existencias de seguridad de los calibres 17-4 PH solicitados con mayor frecuencia en condiciones certificadas AMS 5604 para satisfacer las necesidades urgentes de prototipos y reducir el riesgo de plazos de producción en programas OEM activos.
Conclusión: Especificación correcta de piezas OEM personalizadas con estampado 17-4 PH
El acero inoxidable 17-4 PH (Tipo 630) ocupa una posición de rendimiento que ningún otro material iguala a un coste comparable: estampable en estado blando, endurecible por envejecimiento hasta una resistencia a la tracción de más de 190 ksi, suficientemente resistente a la corrosión para la mayoría de los entornos no marinos y trazable mediante un sistema de especificaciones bien establecido que abarca el material, el procesamiento y la inspección.
Las conclusiones críticas de esta revisión técnica son:
Selección de materiales: Elija la condición de envejecimiento en función del entorno de servicio real. El H900 ofrece la máxima resistencia, pero se paga con una menor tenacidad y un mayor riesgo de agrietamiento por corrosión bajo tensión. El H1025 es la elección correcta para la mayoría de las aplicaciones estructurales OEM que requieren tanto resistencia como resistencia a la corrosión. El H1150 es correcto cuando la tenacidad es el requisito principal.
Secuencia del proceso: Estampar siempre en Condición A, luego envejecer-endurecer. El intento de conformar 17-4 PH totalmente envejecido produce excesiva chatarra y desgaste de la herramienta. Diseñe la secuencia de estampación para que se mantenga dentro de la capacidad de conformado del material recocido, incluida la compensación del springback y los radios de curvatura adecuados.
Inversión en herramientas: El 17-4 PH requiere matrices de metal duro o de acero para herramientas de alto rendimiento dimensionadas para fuerzas 1,7-1,9× las requeridas para operaciones equivalentes en inoxidable 304. Los programas con herramientas insuficientes producen piezas inconsistentes y fallos rápidos de las matrices.
Control del tratamiento térmico: La temperatura de envejecimiento debe mantenerse en ±10°F para garantizar propiedades mecánicas constantes en todos los lotes de producción. La pirometría conforme a AMS 2750 y los procesadores acreditados por NADCAP son la norma adecuada para los programas OEM aeroespaciales y médicos.
Documentación de calidad: La trazabilidad completa de la fabricación a la pieza, los registros de tratamiento térmico y la documentación de inspección son requisitos fundamentales para los clientes OEM de los sectores regulados. Un proveedor que no pueda proporcionar esta cadena de documentación no es una fuente adecuada para componentes críticos para el vuelo o la vida.
En MWalloys, apoyamos a los clientes OEM desde las primeras consultas de diseño hasta la producción de grandes volúmenes de estampados de precisión 17-4 PH. La experiencia práctica de nuestro equipo de ingeniería con este material en múltiples industrias nos permite identificar los riesgos de conformado, tratamiento térmico y calidad antes de que se conviertan en problemas de producción. Póngase en contacto con nuestro equipo técnico para hablar de sus requisitos de estampación OEM en 17-4 PH.
Referencias técnicas
- SAE Internacional. AMS 5604: "Acero, resistente a la corrosión, chapa, banda y placa". Revisión actual.
- SAE Internacional. AMS 2759/3: "Tratamiento Térmico Precipitación Endurecimiento Corrosión y Piezas de Acero Resistentes al Calor". Revisión actual.
- SAE Internacional. AMS 2750: "Pirometría". Revisión actual.
- ASTM Internacional. ASTM A693: "Standard Specification for Precipitation-Hardening Stainless and Heat-Resisting Steel Plate, Sheet, and Strip". Edición actual.
- ASTM Internacional. ASTM A564: "Standard Specification for Hot-Rolled and Cold-Finished Age-Hardening Stainless Steel Bars and Shapes". Edición actual.
- ASTM Internacional. ASTM A967: "Especificación estándar para tratamientos de pasivado químico para piezas de acero inoxidable". Edición actual.
- ASTM Internacional. ASTM B117: "Standard Practice for Operating Salt Spray (Fog) Apparatus". Edición actual.
- Carpenter Technology Corporation. "Datos técnicos del acero inoxidable 17-4 PH". Carpenter Technology, edición actual.
- AK Steel (ahora Cleveland-Cliffs). "Boletín de datos de producto de acero inoxidable 17-4 PH". Edición actual.
- ASM Internacional. "Manual ASM Volumen 14B: Metalworking - Sheet Forming". ASM International, 2006.
- NACE Internacional. MR0175 / ISO 15156: "Petroleum and Natural Gas Industries - Materials for Use in H₂S-Containing Environments in Oil and Gas Production". Edición actual.
- Instituto de Revisión del Rendimiento. NADCAP AC7102: "Criterios de auditoría del tratamiento térmico". Revisión actual.
- SAE Internacional. AS9100 Rev D: "Sistemas de gestión de calidad - Requisitos para organizaciones de aviación, espacio y defensa". 2016.
- SAE Internacional. AS9102B: "Requisito de inspección del primer artículo aeroespacial". Revisión actual.
- ISO. ISO 13485: "Productos sanitarios - Sistemas de gestión de la calidad - Requisitos para fines reglamentarios". Edición actual.
Contenido técnico preparado por el equipo de ingeniería y redacción de MWalloys. MWalloys fabrica componentes estampados de precisión en acero inoxidable 17-4 PH, Hastelloy X, Inconel 625, aleaciones de titanio y otros materiales de alto rendimiento para clientes OEM de los sectores aeroespacial, de dispositivos médicos, de defensa e industrial. Para consultas de ingeniería, confirmación de disponibilidad de materiales o presupuestos de producción, póngase en contacto con nuestro equipo técnico de ventas.
