Rundstangen aus Hastelloy X mit AMS 5754-Zertifizierung sind die erste Wahl für bearbeitete Bauteile, die bei Temperaturen von 650 °C bis 1200 °C in oxidierenden, aufkohlenden und nitrierenden Atmosphären eine dauerhafte strukturelle Integrität erfordern. Bei MWalloys liefern wir nach AMS 5754 zertifizierte Hastelloy X-Rundstangen in kundenspezifischen Durchmessern von 6 mm bis 400 mm, ohne Mindestbestellmenge, mit einer Lieferzeit von 10–40 Tagen, Zahlungsbedingungen per T/T für Erstbestellungen und weltweitem Versand per Luft-, See- oder Landfracht. Diese Nickel-Chrom-Eisen-Molybdän-Legierung verbindet auf einzigartige Weise die Festigkeitssteigerung durch Molybdän und Wolfram in der festen Lösung mit der außergewöhnlichen Oxidationsbeständigkeit ihrer Chrom-Kobalt-Matrix – was sie unersetzlich macht für Gasturbinenbrennkammern, Komponenten für Industrieöfen sowie Strukturbauteilen in der Luft- und Raumfahrt, die kontinuierlich bei Temperaturen betrieben werden, bei denen jede konkurrierende Legierung entweder oxidiert, kriecht oder beides.
Wenn für Ihr Projekt Rundstangen aus Hastelloy X benötigt werden, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Was ist Hastelloy X und warum gilt es als Standard für den Einsatz von Baustahl bei hohen Temperaturen?
Hastelloy X, registriert unter der UNS-Bezeichnung N06002 und der europäischen Werkstoffnummer 2.4665, ist eine von Haynes International entwickelte Nickel-Chrom-Eisen-Molybdän-Legierung, die seit den 1950er Jahren kommerziell hergestellt wird. Es war eine der ersten Nickel-Superlegierungen, die speziell dafür entwickelt wurde, Oxidationsbeständigkeit mit struktureller Festigkeit bei Temperaturen über 870 °C zu verbinden – eine Kombination, die die meisten hitzebeständigen Legierungen auf Eisenbasis nicht gleichzeitig erreichen können.
Die marktbeherrschende Stellung dieser Legierung bei Hochtemperatur-Stangenanwendungen beruht auf einer Kombination von Eigenschaften, die sich bei konkurrierenden Werkstoffen nach wie vor nur schwer nachbilden lässt. Hastelloy X behält bei 1200 °C eine messbare Streckgrenze bei — eine Temperatur, bei der 310er-Edelstahl 90 % seiner Festigkeit bei Raumtemperatur verloren hat, bei der die meisten kobaltbasierten Legierungen in den Kriechbereich übergehen und bei der aluminiumoxidbildende Legierungen wie Kanthal schützende atmosphärische Bedingungen benötigen, um katastrophale Oxidation zu vermeiden. Die Tatsache, dass Hastelloy X diesen Bedingungen in Luft, in Verbrennungsprodukten, in Nitrieratmosphären und in Aufkohlungsumgebungen ohne Oberflächenbehandlung oder Schutzbeschichtung standhält, erklärt seine über 60-jährige Erfolgsbilanz in Gasturbinentriebwerken und Industrieofensystemen.
Insbesondere Rundstangen dienen als Ausgangsmaterial für die meisten bearbeiteten Hastelloy X-Bauteile. Bolzen für Brennkammerkuppeln, Befestigungsschrauben für Flammenhalter, Brennerdüsenkörper, Schutzrohre für Thermoelemente, Ofenrollenachsen und Stützstangen für Retorten werden alle aus Hastelloy X-Rundstangen gefertigt. Die Stangenform ermöglicht es Ingenieuren, die exakt benötigte Querschnittsgeometrie – gedreht, gefräst, gebohrt, mit Gewinde versehen und geschliffen – aus einem massiven, zertifizierten Rohling mit vollständiger Rückverfolgbarkeit des Materials von der Schmelze bis zum fertigen Bauteil zu fertigen.

Wir bei MWalloys haben Rundstangen aus Hastelloy X an Hersteller von Gasturbinen, Industrieofenbauer, Wartungsbetriebe der Luft- und Raumfahrt sowie Forschungseinrichtungen geliefert, die Hochtemperatur-Prüfstände betreiben. Allen diesen Kundengruppen ist gemeinsam, dass Hastelloy X nicht einfach nur ein praktischer Werkstoff ist – oft ist es der einzige Werkstoff, der auch jenseits der Auslegungstemperatur der Anwendung noch funktionsfähig bleibt, während alle Alternativen bereits getestet und verworfen wurden.
Wichtige physikalische Eigenschaften von Rundstangen aus Hastelloy X
| Eigentum | Wert | Technische Relevanz |
|---|---|---|
| Dichte | 8,22 g/cm³ (0,297 lb/in³) | Gewichtsberechnungen für rotierende und statische Bauteile |
| Schmelzbereich | 1260–1355 °C (2300–2470 °F) | Breiter Bereich; typisch für Superlegierungen in Form von Mischkristallen |
| Wärmeleitfähigkeit | 11,7 W/m·K bei 100 °C; 18,7 W/m·K bei 500 °C | Niedriger als bei Stahl; Wärmemanagement bei der Bearbeitung von entscheidender Bedeutung |
| Spezifische Wärme | 461 J/kg·K bei 21 °C | Relevant für die Berechnung der thermischen Masse bei der Ofenkonstruktion |
| Wärmeausdehnungskoeffizient | 13,3 µm/m·°C (21–93 °C); 15,8 µm/m·°C (21–870 °C) | Entscheidend für die Auslegung des Freiraums in Hochtemperaturbaugruppen |
| Elektrischer spezifischer Widerstand | 1,18 µΩ·m bei 21 °C | Relevant für die Berechnung von Widerstandsheizelementen |
| Elastizitätsmodul | 197 GPa (28,6 Msi) bei 21 °C; 152 GPa (22 Msi) bei 870 °C | Die temperaturbedingte Verringerung der Steifigkeit muss bei der Konstruktion berücksichtigt werden |
| Magnetische Permeabilität | Im Wesentlichen nichtmagnetisch (FCC-Struktur) | Wichtig für Umgebungen mit magnetisch empfindlichen Messgeräten |
Der Wärmeausdehnungskoeffizient verdient die besondere Aufmerksamkeit der Konstrukteure. Zwischen Raumtemperatur und einer Betriebstemperatur von 870 °C dehnt sich Hastelloy X um 15,8 µm pro Meter und Grad Celsius aus. Bei einem 500 mm langen Ofenstab, der bei 950 °C betrieben wird, entspricht dies einer thermischen Ausdehnung von etwa 7,2 mm im Verhältnis zu seiner kalten Einbaulänge – eine Maßänderung, die durch Dehnungsfugen, geschlitzte Befestigungslöcher oder bewusst mit Spiel montierte Stützpunkte ausgeglichen werden muss, um thermisch bedingtes Knicken oder das Auseinanderbrechen von Verbindungen zu verhindern.
Was sind die Anforderungen der AMS 5754-Zertifizierung für Rundstangen aus Hastelloy X?
AMS 5754 ist die Materialspezifikation der SAE International für die Luft- und Raumfahrt, die die Lieferung von Hastelloy X in Form von Stangen, Stäben und Draht regelt. Der vollständige Titel lautet: "Nickellegierung, korrosions- und hitzebeständig, Stangen, Stäbe und Draht, 47Ni-22Cr-18Fe-9Mo, lösungsgeglüht." Das Verständnis des gesamten Umfangs der Anforderungen der AMS 5754 ist für Beschaffungsspezialisten, die Kaufspezifikationen erstellen, und für Qualitätsingenieure, die eingehende Materialzertifikate prüfen, unerlässlich.
AMS 5754 – Technische Kernanforderungen
Geeignete Legierungsform:
AMS 5754 gilt ausschließlich für Hastelloy X in Form von Stangen, Stäben und Draht. Bleche und Platten fallen unter AMS 5536, nahtlose Rohre unter AMS 5587 und geschweißte Rohre unter AMS 5588. Ingenieure, die Stangenmaterial für bearbeitete Bauteile spezifizieren, sollten stets ausdrücklich auf AMS 5754 verweisen und nicht auf die allgemeine Legierungsbezeichnung, um sicherzustellen, dass die korrekten formspezifischen Anforderungen gelten.
Wärmebehandlungszustand:
AMS 5754 schreibt vor, dass das Material im lösungsgeglühten Zustand geliefert werden muss. Der Temperaturbereich für das Lösungsglühen gemäß der Spezifikation beträgt 1163 °C ±14 °C (2125 °F ±25 °F) bei einer Verweildauer, die ausreicht, um alle Ausscheidungsphasen aufzulösen, gefolgt von einer schnellen Abkühlung (Wasserabschreckung oder schnelle Luftkühlung). Dieser Zustand bietet maximale Korrosionsbeständigkeit und Duktilität sowie die mikrostrukturelle Ausgangsbasis für den Hochtemperaturbetrieb, ohne dass eine weitere Wärmebehandlung durch den Endverbraucher erforderlich ist.
AMS 5754 Chemische, mechanische und Prüfvorschriften
| Anforderungskategorie | Spezifischer Parameter | Anforderung gemäß AMS 5754 |
|---|---|---|
| Chemische Zusammensetzung | Vollständige Analyse gemäß den Grenzwerten der UNS N06002 | Pro Schmelzcharge geprüft |
| Zugfestigkeit (min) | UTS bei Raumtemperatur | mindestens 690 MPa (100 ksi) |
| Streckgrenze (min) | 0,21 TP3T-Offset bei Raumtemperatur | mindestens 310 MPa (45 ksi) |
| Dehnung (min) | In 4D-Spannweite | 35% Minimum |
| Flächenverringerung (min) | - | 40% Minimum |
| Härte | Maximale Härte | 90 HRB typisch (maximal 196 Brinell pro Charge) |
| Größe der Körner | gemäß ASTM E112 | ASTM 3 oder feiner (für Stangen mit einem Durchmesser von weniger als 4 Zoll) |
| Häufigkeit der Zugversuche | Pro Charge (Kombination aus Erhitzen und Temperieren) | Ein Test pro Los |
| Zustand der Oberfläche | Keine Überlappungen, Nähte, Risse | Sichtprüfung 100% |
| Geradheit | gemäß AMS 2240 oder wie angegeben | Standardausführung oder Präzisionsausführung |
| Toleranz des Durchmessers | gemäß AMS 2241 | Standard- oder Präzisionstoleranzklasse |
Zugehörige Spezifikationen für Hastelloy X für verschiedene Produktformen
| Spezifikation | Produkt Form | Zustand | Primäre Anwendung |
|---|---|---|---|
| AMS 5754 | Stange, Stab, Draht | Lösung geglüht | Bearbeitete Bauteile, Befestigungselemente, Konstruktionsteile |
| AMS 5536 | Bleche, Bänder, Platten | Lösung geglüht | Brennkammerauskleidungen, Hitzeschilde, Formteile |
| AMS 5587 | Nahtlose Rohre | Lösung geglüht | Druckschlauch, Schutzrohr für Thermoelemente |
| AMS 5588 | Geschweißte Rohre | Lösung geglüht | Niederdruckschläuche, vorgefertigte Schlauchbaugruppen |
| AMS 5798 | Schweißdraht | - | GTAW-Schweißzusatz für geschweißte Konstruktionen aus Hastelloy X |
| ASTM B572 | Stange und Stab | Lösung geglüht | Industrielle Anwendungen außerhalb der Luft- und Raumfahrt |
| DIN 17752 / EN | Bar | Lösung geglüht | entspricht der europäischen Industriespezifikation |
Der Unterschied zwischen AMS 5754 und ASTM B572 ist von praktischer Bedeutung. Beide Normen beziehen sich auf Hastelloy X-Stangen im lösungsgeglühten Zustand mit gleichwertigen chemischen Anforderungen, jedoch schreibt AMS 5754 Korngrößenbegrenzungen, strengere Maßtoleranzen und Dokumentationsanforderungen in Luft- und Raumfahrtqualität vor (einschließlich Rückverfolgbarkeit der Schmelzcharge, Zugversuch pro Charge und autorisierter Zertifizierungsunterzeichner), die ASTM B572 nicht vorschreibt. Für Anwendungen in der Luft- und Raumfahrt sowie im Verteidigungsbereich ist AMS 5754 stets die richtige Spezifikation. Für industrielle Ofen- und chemische Prozessanwendungen, bei denen keine Dokumentation für die Luft- und Raumfahrt erforderlich ist, bietet ASTM B572-zertifiziertes Material eine gleichwertige Legierungsleistung bei geringeren Zertifizierungskosten.
Inwiefern ermöglicht die chemische Zusammensetzung von Hastelloy X die Leistungsfähigkeit bei extremen Temperaturen?
Jedes Element in der Zusammensetzung von Hastelloy X trägt entscheidend entweder zu dessen mechanischer Leistungsfähigkeit bei hohen Temperaturen, zu dessen Oxidationsbeständigkeit oder zu beidem bei. Das Verständnis der jeweiligen Beiträge der einzelnen Elemente ermöglicht es Ingenieuren, das Verhalten der Legierung in bestimmten Hochtemperaturumgebungen vorherzusagen und zu erkennen, warum alternative Legierungen mit geringeren Konzentrationen der Schlüsselelemente weniger zuverlässig funktionieren.
Chemische Zusammensetzung von Hastelloy X (UNS N06002 / AMS 5754)
| Element | Min (%) | Max (%) | Rolle im Bereich Hochtemperaturleistung |
|---|---|---|---|
| Nickel (Ni) | Saldo (ca. 47%) | - | Stabile FCC-Gitterstruktur über den gesamten Temperaturbereich; Grundmetall für die Mischkristalllösung |
| Chrom (Cr) | 20.5 | 23.0 | Primäre Oxidationsbeständigkeit durch Cr₂O₃-Schicht bis zu 1200 °C; Heißkorrosionsbeständigkeit |
| Eisen (Fe) | 17.0 | 20.0 | Austenitstabilisator; kostensenkend; fördert die Bildung einer schützenden Zunderhaut |
| Molybdän (Mo) | 8.0 | 10.0 | Hauptverstärker in Form einer festen Lösung; trägt zur Erhaltung der Festigkeit bei hohen Temperaturen bei |
| Kobalt (Co) | 0.5 | 2.5 | Verfestigung durch Mischkristalle; fördert die Stabilität der schützenden Oxidschicht |
| Wolfram (W) | 0.2 | 1.0 | Zusätzliche Festigkeitssteigerung durch Mischkristallbildung; Feuerfestigkeit bei hohen Temperaturen |
| Kohlenstoff (C) | 0.05 | 0.15 | Korngrenzkarbidbildner; entscheidend für die Kriech- und Spannungsbruchfestigkeit |
| Mangan (Mn) | - | 1,0 max | Entoxidationsmittel; trägt geringfügig zur Bildung von Zunder bei |
| Silizium (Si) | - | 1,0 max | Desoxidationsmittel; trägt zur Bildung von SiO₂-Schichten bei, die die Oxidationsbeständigkeit verbessern |
| Bor (B) | - | 0,010 max | Korngrenzenverstärker in Spurenkonzentrationen |
| Phosphor (P) | - | 0,040 max | Kontrollierte Verunreinigung |
| Schwefel (S) | - | 0,030 max | Kontrollierte Verunreinigung – bei erhöhten Werten besteht die Gefahr einer Sulfidierung |
Der Kohlenstoffgehalt von 0,05–0,151 % ist bei Hastelloy X von besonderer Bedeutung im Vergleich zu korrosionsbeständigen Legierungen wie Hastelloy C276 (bei denen der Kohlenstoffgehalt auf maximal 0,0101 % begrenzt ist). Im Hochtemperatur-Strukturdienst spielt Kohlenstoff eine vorteilhafte Rolle, indem er während des Betriebs an den Korngrenzen Karbidpartikel vom Typ M₆C und M₂₃C₆ bildet. Diese Karbidpartikel verhindern ein Gleiten der Korngrenzen – den primären Mechanismus des Kriechens bei sehr hohen Temperaturen – und erhalten so die Kriech- und Spannungsbruchfestigkeit über lange Betriebsintervalle. Aus diesem Grund unterscheidet sich Hastelloy X grundlegend von den Hastelloy-Sorten der C-Familie: Es ist eher auf Festigkeit bei hohen Temperaturen als auf Beständigkeit gegen wässrige Korrosion ausgelegt, und der Kohlenstoffgehalt spiegelt diese unterschiedliche Priorität wider.
Der Molybdängehalt von 8–10% stellt den primären Mechanismus für die Festigkeitssteigerung durch Feststofflösung dar. Molybdänatome sind deutlich größer als Nickelatome, was zu Gitterverzerrungen führt, die die Versetzungsbewegung unter Belastung bei erhöhten Temperaturen behindern. Dieser Festlösungs-Widerstandseffekt ist bei den Betriebstemperaturen von Hastelloy X – 760 °C bis 1100 °C – am stärksten ausgeprägt, wo thermisch aktiviertes Versetzungsaufsteigen andernfalls eine schnelle Kriechverformung ermöglichen würde.
Der Chromgehalt von 20,5–23,1 % sorgt für die Oxidationsbeständigkeit, die es der Legierung ermöglicht, ohne Schutzbeschichtung an der Luft eingesetzt zu werden. Bei Temperaturen über 800 °C oxidiert Chrom selektiv und bildet eine fest haftende Cr₂O₃-Schicht auf der Legierungsoberfläche. Diese Schicht wirkt als Diffusionsbarriere, die das weitere Eindringen von Sauerstoff in das Grundmetall verlangsamt und so die Oxidationsrate effektiv begrenzt. Der Eisengehalt (17–20%) in Hastelloy X trägt zur Bildung einer komplexen Spinelloxidschicht unterhalb der primären Cr₂O₃-Schicht bei und verbessert die Haftfestigkeit der Schicht bei thermischen Wechselbeanspruchungen.

Welche mechanischen und physikalischen Eigenschaften zeichnen Hastelloy X-Rundstangen bei erhöhten Temperaturen aus?
Die mechanischen Eigenschaften von Hastelloy X-Rundstangen bei erhöhten Temperaturen sind der wichtigste technische Grund für deren Einsatz in Hochtemperaturanwendungen. Ingenieure, die Bauteile für Brennkammern, Ofenausrüstungen und Hochtemperatur-Tragelemente konstruieren, benötigen sowohl die Eigenschaften bei Raumtemperatur für die Bearbeitung und Handhabung als auch die Eigenschaften bei erhöhten Temperaturen für die Validierung der Tragwerkskonstruktion.
Mechanische Eigenschaften bei Raumtemperatur (Mindestanforderungen nach AMS 5754 im Vergleich zu typischen Werten)
| Eigentum | AMS 5754 Mindestwert | Typischer Wert | Prüfverfahren |
|---|---|---|---|
| Zugfestigkeit (Ultimate Tensile Strength) | 690 MPa (100 ksi) | 793 MPa (115 ksi) | ASTM E8 |
| 0.2% Streckgrenze | 310 MPa (45 ksi) | 379 MPa (55 ksi) | ASTM E8 |
| Dehnung (in 4D) | 35% | 43% | ASTM E8 |
| Verkleinerung der Fläche | 40% | 57% | ASTM E8 |
| Härte | - | 90 HRB (196 HB) typisch | ASTM E18 |
| Charpy-Schlag (bei -196°C) | In AMS nicht angegeben | Typischerweise mehr als 100 J | ASTM E23 |
Die relativ geringe Streckgrenze bei Raumtemperatur von 310–379 MPa spiegelt den lösungsgeglühten, durch Feststofflösung verfestigten Charakter der Legierung wider. Hastelloy X kann nicht ausscheidungsgehärtet werden – es enthält nicht die für die Bildung von Gamma-Prime-Ausscheidungen erforderlichen Aluminium- und Titangehalte –, sodass seine Festigkeit bei Raumtemperatur geringer ist als die von ausscheidungshärtbaren Legierungen wie Inconel 718 oder Waspaloy. Bei erhöhten Temperaturen kehrt sich der Vergleich jedoch um oder der Unterschied verringert sich erheblich, was die relevante Auslegungsbedingung für die Anwendungen darstellt, für die Hastelloy X spezifiziert ist.
Zugfestigkeitseigenschaften von Hastelloy X-Stangen bei erhöhten Temperaturen
| Temperatur | UTS (MPa) | 0,2% YS (MPa) | Dehnung (%) | Verkleinerung der Fläche (%) |
|---|---|---|---|---|
| 21°C (70°F) | 793 | 379 | 43 | 57 |
| 200°C (392°F) | 724 | 290 | 38 | 56 |
| 400°C (752°F) | 690 | 262 | 37 | 57 |
| 538°C (1000°F) | 669 | 248 | 36 | 58 |
| 649°C (1200°F) | 648 | 234 | 36 | 59 |
| 760°C (1400°F) | 600 | 207 | 38 | 64 |
| 871 °C (1600 °F) | 483 | 172 | 41 | 72 |
| 982 °C (1800 °F) | 310 | 138 | 60 | 80 |
| 1093°C (2000°F) | 172 | 97 | 72 | 85 |
Beachten Sie, wie die Dehnung und die Querschnittsverringerung mit steigender Temperatur zunehmen – dies spiegelt die zunehmende Duktilität der FCC-Matrix wider, da thermisch aktivierte Verformungsmechanismen stärker zum Tragen kommen. Aus konstruktiver Sicht sind die Streckgrenzenwerte bei Temperatur die maßgeblichen Parameter für die Spannungsanalyse von Bauteilen, die im stationären Hochtemperaturbetrieb eingesetzt werden.
Kriech- und Spannungsbruchverhalten – Die entscheidenden Konstruktionsdaten
Bei Bauteilen, die bei hohen Temperaturen einer Dauerbelastung ausgesetzt sind – Ofenaufhängungen, Stützbolzen für Brennkammern, Retortenbolzen –, bestimmen die Daten zu Kriechen und Spannungsbruch die zulässige Konstruktionsspannung und nicht die Kurzzeit-Zugfestigkeitseigenschaften.
| Temperatur | Spannung für 1%-Kriech nach 1.000 Stunden (MPa) | Bruchspannung nach 1.000 Stunden (MPa) |
|---|---|---|
| 760°C (1400°F) | 145 | 207 |
| 871 °C (1600 °F) | 62 | 90 |
| 982 °C (1800 °F) | 23 | 38 |
| 1093°C (2000°F) | 8 | 17 |
Diese Spannungsbruchwerte liegen deutlich unter der Kurzzeit-Zugstreckgrenze bei derselben Temperatur – dies ist der grundlegende Unterschied zwischen der Auslegung nach Zugfestigkeit und der Auslegung nach Kriechfestigkeit. Eine Schraube, die für die Zugstreckgrenze bei 871 °C ausgelegt ist, würde bei dieser Temperatur lange vor Erreichen ihrer vorgesehenen Lebensdauer durch Kriechbruch versagen. Bei der kriechbestimmten Auslegung wird die Betriebsspannung in der Regel auf 50–671 % der 1.000-Stunden-Bruchspannung begrenzt, abhängig von den Anforderungen an die Lebensdauer und der Kritikalität der Anwendung.
Daten zur Oxidationsbeständigkeit an der Luft
| Temperatur | Oxidationsrate (mg/cm²/1.000 Stunden an der Luft) | Skalencharakter |
|---|---|---|
| 760°C (1400°F) | 1.5-3.0 | Dünnes, haftendes Cr₂O₃ |
| 871 °C (1600 °F) | 3.0–6.0 | Stabile Cr₂O₃-Spinell-Untergruppe |
| 982 °C (1800 °F) | 5.0–12.0 | Verdickte Schale; weiterhin schützend |
| 1093°C (2000°F) | 12.0–25.0 | Schützende, aber erhebliche Massenveränderung |
| 1177°C (2150°F) | 25.0–50.0 | Annäherung an die obere Betriebsgrenze |
Die geringen Oxidationsraten bis zu 1093 °C erklären, warum Bauteile aus Hastelloy X in Gasturbinenbrennkammern und Industrieöfen über Tausende von Betriebsstunden hinweg akzeptable Maßtoleranzen einhalten, ohne neu beschichtet oder ausgetauscht werden zu müssen. Die sich bildende Zunderhaut haftet fest und blättert während thermischer Zyklen nicht ab, wie es bei Zunderhäuten aus eisenbasierten Legierungen häufig der Fall ist. Dies ist ein entscheidender Unterschied bei Anwendungen, die wiederholten thermischen Zyklen von der Betriebstemperatur zur Umgebungstemperatur ausgesetzt sind.
Wie wird der Rundstab AMS 5754 Hastelloy X hergestellt und verarbeitet?
Das Verständnis des Herstellungsverfahrens für Rundstangen aus AMS 5754 Hastelloy X hilft Ingenieuren dabei, die Qualitätsangaben des Herstellers zu bewerten und zu verstehen, warum bestimmte Spezifikationsanforderungen bestehen.
Schmelzverfahren für die Herstellung von Hastelloy-X-Stangen
Vakuum-Induktionsschmelzen (VIM):
Das primäre Schmelzverfahren für Hastelloy X-Stangen ist das VIM-Verfahren, das eine präzise Steuerung der chemischen Zusammensetzung ermöglicht – was insbesondere für den Kohlenstoffgehalt (0,05–0,151 % nach TP3T) und den Borgehalt (max. 0,0101 % nach TP3T) von entscheidender Bedeutung ist. Das Vakuumschmelzen verhindert die Aufnahme von Stickstoff und Sauerstoff, die zu Gasporosität und nichtmetallischen Einschlüssen im erstarrten Block führen würden.
Elektroschlacke-Umschmelzen (ESR):
Für Stangen von höchster Qualität – insbesondere für rotierende Bauteile in der Luft- und Raumfahrt oder für ermüdungskritische Teile – folgt auf das VIM-Verfahren das ESR-Verfahren. Das ESR-Verfahren verbessert die Makrosegregation, verringert den Gehalt an Oxideinschlüssen und sorgt für eine gleichmäßigere Kornstruktur im umgeschmolzenen Block. AMS 5754 schreibt ESR nicht zwingend vor, doch viele Bestellungen von Hauptauftragnehmern in der Luft- und Raumfahrt schreiben das VIM+ESR-Schmelzverfahren vor oder bevorzugen es.
Vakuum-Lichtbogen-Umschmelzen (VAR):
VAR wird gelegentlich für besonders kritische Anwendungen vorgeschrieben, bei denen ein möglichst geringer Einschlussgehalt unerlässlich ist. VIM+VAR bietet durch einen anderen Umschmelzmechanismus eine Reinheit, die der Qualität von VIM+ESR nahekommt. Die Dreifachschmelze (VIM+ESR+VAR) ist bei Hastelloy X selten, wird jedoch für bestimmte militärische Triebwerksanwendungen vorgeschrieben.
Warmumformung und Stangenwalzverfahren
| Prozess-Schritt | Temperaturbereich | Zweck |
|---|---|---|
| Homogenisierung von Barren | 1200–1230 °C | Segregation aus der Erstarrung auflösen; Mo-Verteilung homogenisieren |
| Primäre Zerkleinerung (Schmieden) | 1050-1200°C | Struktur von Gussblöcken aufbrechen; eine Kaltumformungs-Kornstruktur entwickeln |
| Warmwalzen zu Stangen | 980–1180 °C | Den Soll-Durchmesser erreichen; das Korn auf die in der AMS-Norm festgelegte Korngröße verfeinern |
| Glühen der Lösung | 1163 °C ±14 °C (2125 °F ±25 °F) | Alle Ausscheidungsphasen auflösen; endgültige mechanische Eigenschaften ermitteln |
| Wasserabschreckung oder schnelle Luftkühlung | So schnell wie möglich | Die Ausscheidung von Karbid- und Sigma-Phasen während des Abkühlens unterbinden |
| Begradigung | Raumtemperatur | Die Anforderungen an die Geradheit gemäß AMS 2240 erfüllen |
| Bildzuschnitt | - | Die oberen und unteren Teile des getrennten Barrens entfernen |
| Oberflächenbehandlung | - | Schälen (Drehen) oder Schleifen zur Beseitigung von Oberflächenentkohlung und Fehlern |
Der Lösungsglühschritt ist besonders kritisch, da Hastelloy X einen ausreichenden Molybdänanteil enthält, sodass bei langsamer Abkühlung im Temperaturbereich von 650–900 °C an den Korngrenzen eine Sigma-Phase (eine spröde intermetallische Verbindung aus Ni, Cr, Mo und Fe) ausfallen kann. Die Sigma-Phase verringert die Duktilität und Zähigkeit bei Raumtemperatur drastisch. Eine schnelle Abkühlung von der Lösungsglühtemperatur unterdrückt die Bildung der Sigma-Phase und erzeugt die saubere Korngrenzenstruktur, die sowohl für die Korrosionsbeständigkeit als auch für die mechanische Duktilität erforderlich ist.
Welche Wärmebehandlungsbedingungen gelten für Hastelloy X-Stangenmaterial?
Die Wärmebehandlung von Hastelloy X-Stangen dient in den verschiedenen Phasen des Lebenszyklus von Werkstoff und Bauteil unterschiedlichen Zwecken: Das Lösungsglühen während der Herstellung legt die gemäß AMS 5754 zertifizierten Grundeigenschaften fest, während die Wärmebehandlung nach der Fertigung die Eigenschaften nach Schweiß- oder Warmumformvorgängen wiederherstellt.
Protokoll für das Lösungsglühen (Anforderung gemäß AMS 5754)
| Parameter | Anforderung | Begründung |
|---|---|---|
| Temperatur | 1163 °C ±14 °C (2125 °F ±25 °F) | Löst alle M₂₃C₆-Karbide und etwaige Sigma-Phasen auf; bringt alle Legierungselemente in eine feste Lösung |
| Mindestdauer | 10 Minuten pro 25 mm (1") Querschnitt | Gewährleistet eine gleichmäßige Temperaturverteilung über den gesamten Stabdurchmesser |
| Methode der Kühlung | Wasserabschreckung oder schnelle Luftkühlung | Unterdrückt die Sigma-Phasenbildung und die Karbidausfällung während des Abkühlens |
| Atmosphäre | Luft ist zulässig; zur Gewährleistung der Oberflächenreinheit wird Inertgas bevorzugt | Verhindert eine Oberflächenentkohlung, die die Ermüdungsfestigkeit beeinträchtigt |
| Daraus resultierende Eigenschaften | gemäß den Mindestanforderungen nach AMS 5754 | Das Lösungsglühen ist die einzige Wärmebehandlung, die in AMS 5754 aufgeführt ist |
Überlegungen zur Wärmebehandlung nach der Fertigung
Nach Schweiß- oder Warmumformungsvorgängen, bei denen Hastelloy X erhöhten Temperaturen ausgesetzt ist, wird ein Lösungsglühen nach der Fertigung empfohlen (ist jedoch nicht immer erforderlich), um die maximale Duktilität und Korrosionsbeständigkeit wiederherzustellen. Die Entscheidung hängt von der jeweiligen Anwendung ab:
| Fertigungsvorgang | Ist eine Wärmebehandlung nach der Fertigung empfehlenswert? | Anmerkungen |
|---|---|---|
| Schmelzschweißen (GTAW, GMAW) | Empfohlen für kritische Anwendungen | Stellt die Duktilität von HAZ wieder her; löst sensibilisierende Karbide auf |
| Kaltumformung (Biegen mit einer Dehnung von weniger als 51 % bei 3T) | Nicht erforderlich | Die Spannungswerte sind zu gering, um ein Tempern erforderlich zu machen |
| Kaltumformung (Dehnung größer als 51 %) | Empfohlen | Reduziert Eigenspannungen; stellt die Duktilität wieder her |
| Warmumformung (über 900 °C) | Erforderlich | Wiederherstellung der Lösungsglühbedingungen nach der Warmumformung |
| Bearbeitung (konventionell) | Nicht erforderlich | Die Bearbeitung verändert die Volumenstruktur nicht |
| Hartlöten | Hängt von der Hartlöttemperatur und der Legierung ab | Überprüfen Sie die Kompatibilität mit bestimmten Lötzyklen |
Auswirkungen der Einsatzbedingungen auf die Mikrostruktur von Hastelloy X
Ingenieure, die Hastelloy X für den langfristigen Einsatz bei hohen Temperaturen spezifizieren, sollten sich bewusst sein, dass sich die Mikrostruktur der Legierung im Laufe des Betriebs verändert. Diese Veränderungen sind vorhersehbar und wirken sich im Allgemeinen positiv auf die Kriechfestigkeit aus, beeinträchtigen jedoch die Duktilität bei Raumtemperatur:
Bildung von M₆C-Karbid (700–900 °C):
Beim Betrieb bei diesen Temperaturen bilden sich aus dem in der Lösung übersättigten Kohlenstoff intragranulare M₆C-Karbide. Diese Karbide bewirken eine Ausscheidungshärtung, die die Kriechfestigkeit im Vergleich zum frisch lösungsgeglühten Zustand leicht erhöht.
Bildung von M₂₃C₆-Karbid (600–900 °C):
Bei längerer Beanspruchung bilden sich M₂₃C₆-Karbide an den Korngrenzen, die für die Kriechfestigkeit vorteilhafte Korngrenzenverankerung bewirken. Dieselben Karbide verringern die Duktilität bei Raumtemperatur (die Dehnung kann nach längerer Beanspruchung von 43% auf 15–25% sinken).
Entstehung der Mu-Phase und der topologisch dichtgepackten (TCP) Phase (über 870 °C, sehr lange Zeiträume):
Ein längerer Betrieb bei sehr hohen Temperaturen kann im Laufe der Zeit zu Ausfällungen der Mu-Phase führen, die in größeren Mengen die Duktilität und Zähigkeit beeinträchtigen. Bei üblichen Betriebsintervallen ist dies kein Problem, sollte jedoch bei der Lebenszyklusplanung von Bauteilen für Industrieofenanwendungen berücksichtigt werden, deren Lebensdauer sich über Jahrzehnte erstreckt.
In welchen Hochtemperaturbranchen und bei welchen Bauteilen kommt Hastelloy X-Rundstahl zum Einsatz?
Gerade in jenen Anwendungsbereichen, in denen die Kombination aus Festigkeit, Oxidationsbeständigkeit und Verarbeitbarkeit in Stabform von weniger leistungsfähigen Legierungen nicht erreicht werden kann, entsteht eine hohe Nachfrage nach Rundstangen aus Hastelloy X.
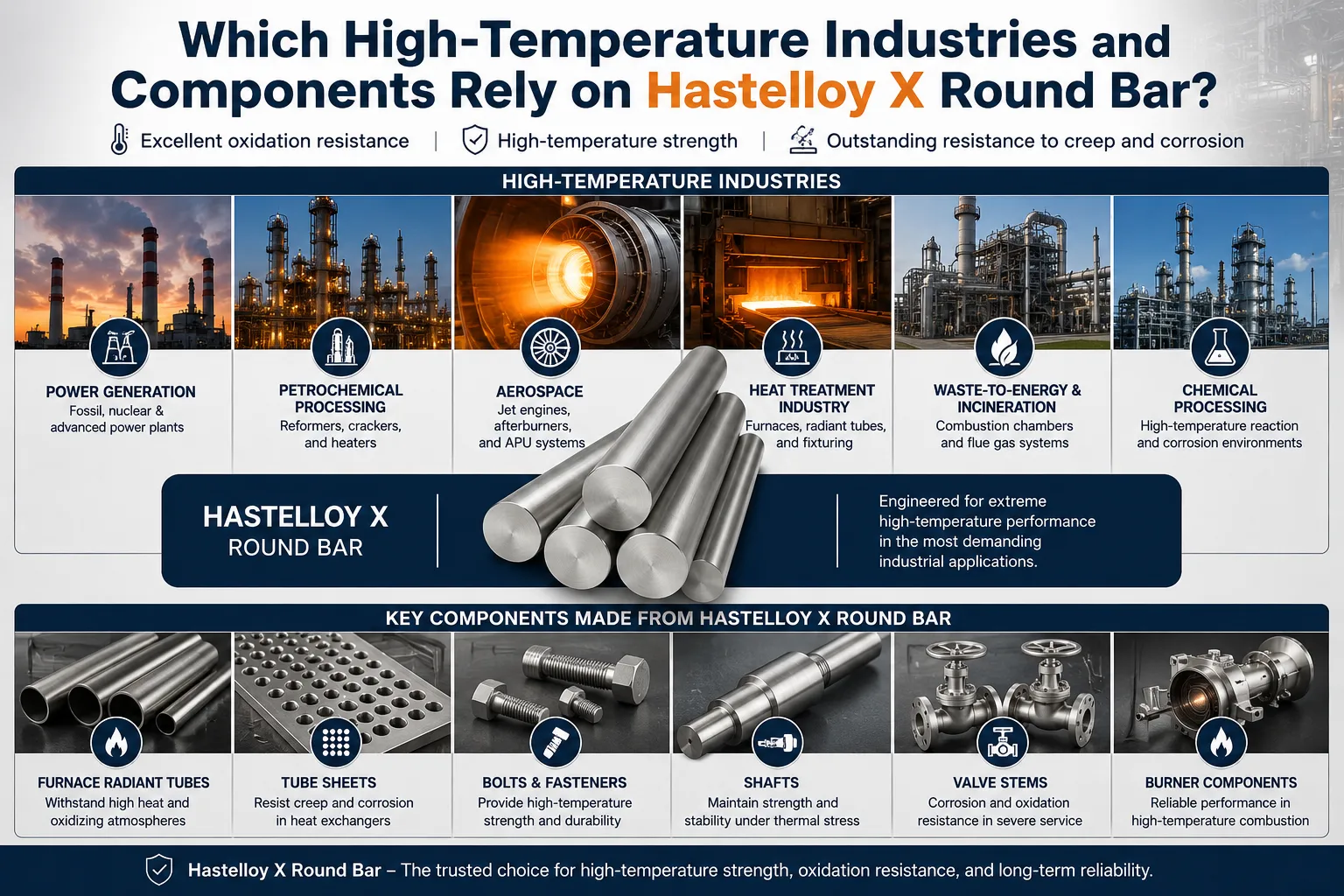
Anwendungen von Gasturbinentriebwerken in der Luft- und Raumfahrt
Gasturbinentriebwerke stellen den größten und technisch anspruchsvollsten Markt für Rundstangen aus Hastelloy X dar. Der Verbrennungsbereich eines Gasturbinentriebwerks arbeitet bei Metalltemperaturen von 900–1100 °C in einer Umgebung, die durch ständige Oxidation und Temperaturwechsel gekennzeichnet ist. Zu den Bauteilen aus Stangenmaterial in dieser Umgebung gehören:
Komponenten für Brennkammerkuppel und Auskleidung:
Swirler-Körper, Einspritzdüsengehäuse, Kupplungshalterungen und Befestigungsbolzen für Laufbuchsen werden aus Rundstangen aus Hastelloy X gefertigt. Diese Bauteile müssen der direkten Wärmestrahlung der Verbrennungsflamme standhalten und gleichzeitig ihre strukturelle Integrität über Tausende von Start-Stopp-Wärmezyklen hinweg bewahren. Die Kombination aus Hochtemperaturfestigkeit und thermischer Ermüdungsbeständigkeit macht Hastelloy X zum Standardwerkstoff für diese Komponenten sowohl in militärischen als auch in zivilen Gasturbinen.
Flammenhalter-Baugruppen:
Nachbrenner-Flammenhalter in militärischen Strahltriebwerken sind besonders rauen Bedingungen ausgesetzt – sie sind direkt dem Abgas der Nachverbrennung bei Temperaturen von über 1000 °C ausgesetzt und unterliegen akustischen Schwingungen aufgrund von Verbrennungsinstabilitäten. Aus Hastelloy X gefertigte Stangen, die zu V-förmigen Rinnen- und Säulen-Flammenhaltern bearbeitet wurden, weisen in diesen Anwendungen eine jahrzehntelange, dokumentierte Einsatzgeschichte auf.
Befestigungselemente und Stehbolzen für Turbinenmotoren:
Die Verschraubung bei hohen Temperaturen in Gasturbinentriebwerken – Befestigungsbolzen für Brennkammern, Befestigungselemente zwischen Auskleidung und Gehäuse, Schrauben für Diffusorgehäuse – erfordert Werkstoffe, die ihre Klemmkraft über Tausende von Temperaturzyklen hinweg ohne Kriechrelaxation aufrechterhalten. Hastelloy X in Stangenform wird zu diesen Befestigungselementen verarbeitet, wenn die Betriebstemperaturen die Belastungsgrenze von A-286 oder sogar einiger kobaltbasierter Befestigungslegierungen überschreiten.
Prüfstand und Entwicklungshardware:
In Triebwerksprüfanlagen werden große Mengen an Hastelloy X-Stangen für die Befestigungselemente der Prüfobjekte, für Kühlkörperhalterungen und für die Halterungen der Messgeräte verwendet, die während der Testprogramme den Triebwerksabgasen ausgesetzt sind.
Anwendungen im Bereich Industrieöfen und Wärmebehandlung
| Anmeldung | Betriebstemperatur | Warum Hastelloy X vorgeschrieben wird |
|---|---|---|
| Halterungen für Strahlungsrohre | 900–1100 °C | Dauerbetrieb bei hohen Temperaturen mit Temperaturwechselbeanspruchung |
| Achsen für Ofenwalzen | 850–1000 °C | Drehende Lagerung unter Last bei hohen Temperaturen |
| Retortenhalter und -stangen | 950-1150°C | Hängelast in Öfen mit kontrollierter Atmosphäre |
| Schutzrohre für Thermoelemente | Bis zu 1200 °C | Aus Stangenmaterial auf Präzisionsaußendurchmesser/-innendurchmesser gefertigt; oxidationsbeständig |
| Tragkonstruktionen für Muffelöfen | 900–1100 °C | Rahmenteile in indirekt befeuerten Öfen |
| Aufkohlen von Korbbolzen und -stiften | 900–950 °C in Aufkohlungsgas | Ist beständig gegen Aufkohlung, die zu einer Versprödung von niedriglegierten Verbindungselementen führen würde |
| Nitriervorrichtungsstangen | 500–600 °C in NH₃ | Ist beständig gegen Nitrierung, die Stahlhalterungen mit der Zeit spröde macht |
| Einrichtungen für Salzbadöfen | 500–900 °C in geschmolzenem Salz | Thermische und chemische Beständigkeit gegenüber Nitrat- und Chloridsalzen |
Anwendungen in der chemischen Verfahrenstechnik und der Stromerzeugung
Neben der Luft- und Raumfahrt sowie der Wärmebehandlung kommt Hastelloy X-Rundstahl in industriellen Prozessen zum Einsatz, in denen hohe thermische Belastungen, oxidierende Bedingungen und der Bedarf an präzisionsgefertigten Bauteilen gleichzeitig auftreten:
- Stützsysteme für Reformerrohre bei der Wasserstoffproduktion – wo reformiertes Gas bei 800–900 °C strukturell eingedämmt werden muss, während die Rohrhalterungskonstruktion denselben Temperaturen ausgesetzt ist.
- Anlagenkomponenten für katalytische Kracker in der Erdölraffination – Stützgitter, Schutzrohre und Katalysatorsiebrahmen, die kontinuierlich bei 700–900 °C in Umgebungen mit Kohlenwasserstoffdämpfen betrieben werden.
- Komponenten für die Nacherwärmungsturbine eines Kraftwerks — wo überhitzter Dampf mit einer Temperatur von über 600 °C mit Bauteilen in Kontakt kommt, die oxidationsbeständig sein und ihre Formstabilität bewahren müssen.
- Einbauten für Müllverbrennungsanlagen und thermische Oxidationsanlagen — wo chloridhaltige Verbrennungsprodukte bei 900–1100 °C Eisenlegierungen rasch korrodieren, Hastelloy X jedoch akzeptable Korrosionsraten aufweist.
Wie schneidet Hastelloy X im Vergleich zu anderen Hochtemperatur-Legierungsstangen ab?
Die Materialauswahl für Hochtemperaturanwendungen mit Stangenmaterial erfordert einen systematischen Vergleich aller relevanten Leistungskennzahlen. Die folgende Analyse stellt Hastelloy X den gängigsten alternativen Legierungen gegenüber, die Ingenieure in Betracht ziehen.
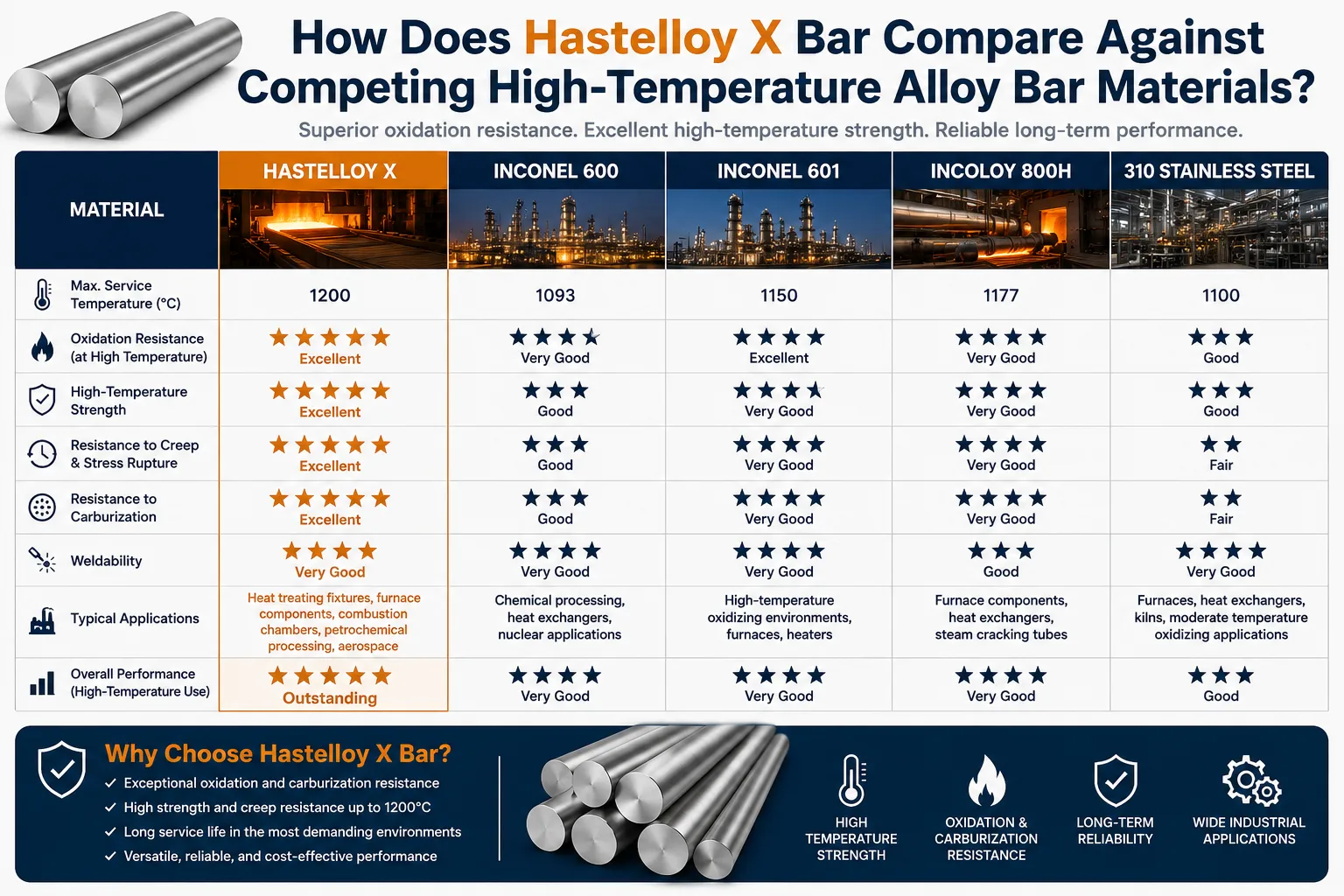
Umfassender Vergleich von Stangenlegierungen für Hochtemperaturanwendungen
| Eigentum | Hastelloy X (N06002) | Inconel 625 (N06625) | Inconel 718 (N07718) | Waspaloy (N07001) | 310 SS (S31000) | RA330 (N08330) |
|---|---|---|---|---|---|---|
| Maximale Dauerbetriebstemperatur (Festigkeit) | 1177°C | 816 °C | 704°C | 980°C | 1050 °C (nur Oxidation) | 1100 °C (nur Oxidation) |
| Zugfestigkeit bei 871 °C (MPa) | 483 | 380 | 310 | 620 | 90 | 115 |
| YS bei 871 °C (MPa) | 172 | 175 | 140 | 380 | 45 | 55 |
| Bruchspannung nach 1.000 Stunden bei 871 °C (MPa) | 90 | 55 | 40 | 200 | 15 | 20 |
| Oxidationsbeständigkeit bei 1100 °C | Ausgezeichnet | Ausgezeichnet | Schlecht | Gut | Mäßig | Gut |
| Aufkohlungsbeständigkeit | Gut | Gut | Mäßig | Gut | Schlecht | Ausgezeichnet |
| Nitrierbeständigkeit | Gut | Gut | Mäßig | Gut | Schlecht | Gut |
| Schweißeignung | Ausgezeichnet | Ausgezeichnet | Gut (HAZ-Probleme) | Mäßig | Gut | Gut |
| AMS-Stangenspezifikation | AMS 5754 | AMS 5666 | AMS 5662/5663 | AMS 5544 | - | - |
| Relative Kosten (pro Pfund) | Hoch | Hoch | Mäßig-hoch | Sehr hoch | Niedrig | Gering-Mäßig |
Der Vergleich zeigt, dass Hastelloy X eine spezifische Leistungsnische zwischen den teureren ausscheidungsgehärteten Superlegierungen (Waspaloy, René 41), die bei moderaten Temperaturen eine höhere Festigkeit bieten, und den kostengünstigeren Hochtemperaturlegierungen auf Eisenbasis (310 SS, RA330), die bei geringerer Festigkeit Oxidationsbeständigkeit bieten. Für Anwendungen, die sowohl eine nennenswerte strukturelle Festigkeit als auch echte Oxidationsbeständigkeit bei Temperaturen über 800 °C erfordern, ist Hastelloy X die kostengünstigste Lösung in der Vergleichstabelle.
Hastelloy X vs. Inconel 625 für Hochtemperatur-Stangenanwendungen
Ingenieure fragen häufig, ob Inconel 625-Stangen Hastelloy X in strukturellen Hochtemperaturanwendungen ersetzen können. Die Antwort hängt von der Betriebstemperatur ab:
Unterhalb von 816 °C weisen Inconel 625 und Hastelloy X vergleichbare Leistungsmerkmale auf, wobei Inconel 625 aufgrund seines höheren Molybdängehaltes eine deutlich bessere Beständigkeit gegen Lochfraß und Spaltkorrosion in chloridhaltigen Umgebungen bietet. Für Anwendungen in diesem Temperaturbereich, bei denen zudem korrosive Flüssigkeiten oder Dämpfe auftreten, ist Inconel 625 oft die bevorzugte Wahl.
Oberhalb von 816 °C behält Hastelloy X durchweg eine höhere strukturelle Festigkeit als Inconel 625, das bei diesen Temperaturen bereits eine rasche Erweichung zeigt. Für einen bei 950 °C betriebenen Stützbolzen in einer Brennkammer gibt es praktisch keine brauchbare Alternative zu Hastelloy X (oder einer teureren Waspaloy/René-Legierung), da Inconel 625 bei dieser Temperatur wesentlich größere Querschnitte erfordern würde, um die gleiche Last zu tragen.
Hastelloy X vs. Waspaloy für Hochtemperatur-Stangenanwendungen
Waspaloy (UNS N07001, AMS 5544/5706/5707) bietet aufgrund seiner ausgeprägten Ausscheidungshärtung durch Gamma-Prime-Phasen bei Temperaturen bis zu 980 °C eine deutlich höhere Festigkeit als Hastelloy X. Bei rotierenden Bauteilen – Turbinenscheiben, Verdichterscheiben, Hochdruckturbinenschaufeln – rechtfertigt der 2–3-fache Festigkeitsvorteil von Waspaloy gegenüber Hastelloy X bei dieser Temperatur den 2–3-fachen Preisaufschlag.
Allerdings weist Waspaloy eine deutlich schlechtere Schweißbarkeit auf als Hastelloy X. Die Gamma-Prime-Ausscheidungen, die Waspaloy seine Festigkeit verleihen, machen es gleichzeitig anfällig für Spannungsrissbildung in der Wärmeeinflusszone der Schweißnaht. Bauteile, die eine geschweißte Montage oder eine Reparatur vor Ort erfordern, eignen sich daher besser für Hastelloy X, das ohne besondere Vorsichtsmaßnahmen gegen Risse in der Wärmeeinflusszone schmelzgeschweißt und in einem einfachen Ofenzyklus nachgeschweißt geglüht werden kann, ohne dass eine Verschlechterung der Eigenschaften zu befürchten ist.
Wir raten Kunden, die zwischen Waspaloy und Hastelloy X abwägen, regelmäßig, sich auf zwei Fragen zu konzentrieren: Wird das Bauteil geschweißt oder während seiner Lebensdauer durch Schweißen repariert? Falls ja, ist Hastelloy X eindeutig vorzuziehen. Wird das Bauteil vorwiegend bei Temperaturen über 870 °C unter Zugbelastung eingesetzt, wo jeder MPa Festigkeitsreserve zählt? Wenn ja, rechtfertigt die höhere Festigkeit von Waspaloy die Herausforderungen bei der Fertigung und die höheren Kosten.
Welche Bearbeitungsparameter und Fertigungsaspekte sind bei Hastelloy X-Stangen zu beachten?
Die Bearbeitung von Rundstangen aus Hastelloy X birgt ähnliche Herausforderungen wie bei anderen Nickel-Superlegierungen – schnelle Kaltverfestigung, geringe Wärmeleitfähigkeit und hohe Warmhärte –, doch lassen sich diese Herausforderungen mit den richtigen Werkzeugen, Parametern und einer geeigneten Zerspanungsstrategie bewältigen.
Empfohlene Bearbeitungsparameter für Hastelloy X-Stangen
| Operation | Werkzeug Material | Schnittgeschwindigkeit | Vorschubgeschwindigkeit | Schnitttiefe | Kühlmittel |
|---|---|---|---|---|---|
| Grobes Drehen | C-2-Hartmetall (unbeschichtet oder TiN-beschichtet) | 25–50 SFM (7,5–15 m/min) | 0,008–0,018 IPR | 0.080–0.200" | Hochdruck-Flut |
| Drehen beenden | TiAlN-beschichtetes Hartmetall | 50–100 SFM (15–30 m/min) | 0,003–0,008 IPR | 0.015–0.040" | Hochdruck-Flut |
| Schruppfräsen | Vollhartmetall-Schaftfräser (4-schneidig) | 20–40 SFM (6–12 m/min) | 0,002–0,005" pro Zahn | 0.040–0.120" | Flutlicht oder Hochdrucknebel |
| Schlichtfräsen | TiAlN-beschichtetes Hartmetall | 40–80 SFM (12–25 m/min) | 0,001–0,003" pro Zahn | 0.010–0.030" | Hochwasser |
| Bohren | Kobalt-M42-HSS oder Vollhartmetall | 10–20 SFM (3–6 m/min) | 0,002–0,005 IPR | Voller Durchmesser | Hochdruck-Durchgangsspindel bevorzugt |
| Anzapfen | HSS-Co-Spiralnut | 8–15 m² | - | - | Im Spritzverfahren aufgetragen |
| Schleifen | CBN- oder Al₂O₃-Glaskeramikscheibe | - | Leichter Vorschub, 0,001–0,003" pro Durchgang | Sehr leicht | Starker Wasseraustritt – thermische Schäden vermeiden |
| Räumen | HSS M42 | Sehr langsam (Schiebe-Räumen) | - | 0,001–0,003" pro Zahn | Hochwasser |
Wichtige Bearbeitungsgrundsätze für Hastelloy X
Durchgehenden Schnitt beibehalten:
Hastelloy X verfestigt sich extrem schnell, wenn das Schneidwerkzeug am Werkstück stehenbleibt oder daran reibt, ohne zu schneiden. Ein Werkzeug, das in der Schnitttiefe pausiert, erzeugt eine gehärtete Schicht (mit einer Grundhärte von bis zu 250% in der oberflächennahen Zone), die beim nächsten Durchgang zu einem Werkzeugbruch führt. Die Programmierung kontinuierlicher Werkzeugwege mit sanften Ein- und Auslaufbewegungen – sowie die Aufrechterhaltung der Spanbelastung auch in den Übergangsbewegungen – ist unerlässlich.
Vermeiden Sie unbedingt das Reiben des Werkzeugs:
Stumpfe Werkzeuge, die eher reiben als schneiden, verursachen dasselbe Problem der Kaltverfestigung wie eine Verweilzeit. Hastelloy X erfordert neue, scharfe Werkzeuge und häufige Wechsel der Schneideinsätze in kürzeren Abständen als bei Edelstahl oder Kohlenstoffstahl. Wir empfehlen, eine feste Anzahl von Durchgängen pro Schneidekante auf der Grundlage qualifizierter Zerspanungsversuche festzulegen, anstatt die Schneideinsätze bis zum sichtbaren Versagen zu betreiben.
Hochdruckkühlmittel:
Aufgrund der geringen Wärmeleitfähigkeit von Hastelloy X (11,7 W/m·K bei 100 °C) konzentriert sich die Schnittwärme an der Werkzeugspitze. Die Hochdruckkühlmittelzufuhr (700–1.000 psi im Schneidbereich) ist die wirksamste Einzelmaßnahme zur Verlängerung der Standzeit – sie kühlt den Schneidbereich und bricht sowie entfernt Späne, bevor diese sich wieder mit dem Werkstück verbinden (Aufbau von Aufbauschneiden).
Werkzeuge mit positivem Spanwinkel:
Hartmetalleinsätze mit positiver Spanwinkelgeometrie verringern die zum Abtragen von Hastelloy X-Spänen erforderlichen Schnittkräfte und senken im Vergleich zu Werkzeugen mit negativem Spanwinkel die Wärmeentwicklung sowie die Neigung zur Kaltverfestigung. Bei Drehbearbeitungen sind Einsätze mit positivem Spanwinkel und scharfer Kantenvorbereitung solchen mit stark negativem Spanwinkel vorzuziehen, die bei unterbrochenen Schnitten in Stahl zum Einsatz kommen können.
Welche Schweißverfahren kommen bei der Fertigung von Hastelloy-X-Stangen zu Baugruppen zur Anwendung?
Eine der praktisch wertvollsten Eigenschaften von Hastelloy X ist seine im Vergleich zu anderen Hochtemperatur-Superlegierungen außergewöhnliche Schweißbarkeit. Diese Eigenschaft ermöglicht es, bearbeitete Stangenbauteile zu komplexen Baugruppen zu verschweißen – eine Fähigkeit, die Hastelloy X von ausscheidungsgehärteten Legierungen unterscheidet, die in der vom Schweißprozess betroffenen Wärmeeinflusszone Risse bilden.
Schweißverfahren und Schweißzusätze für Hastelloy X
| Schweissverfahren | Geeignetes Schweißzusatzmaterial | AWS-Klassifizierung | Anmerkungen |
|---|---|---|---|
| GTAW (WIG) | Hastelloy W-Füllmaterial oder Hastelloy X-Füllmaterial | ERNiCrMo-2 (Hastelloy W) oder gleichwertig | Für alle Schweißarbeiten an Hastelloy X wird das GTAW-Verfahren bevorzugt |
| SMAW (Stange) | Passende Hastelloy-X-Elektrode | ENiCrMo-2 | Positionsschweißen an schweren Profilen |
| GMAW (MIG) | ERNiCrMo-2-Draht | ERNiCrMo-2 | Höhere Abscheidungsrate; etwas geringere Qualität im Vergleich zu GTAW |
| PAW (Plasmabogen) | Wie bei GTAW | ERNiCrMo-2 | Präzisionsschweißen; gute Eindringtiefensteuerung |
| Elektronenstrahl | Autogen (ohne Füllstoff) | - | Hochpräzise Schweißverbindungen für die Luft- und Raumfahrt |
Anforderungen an das Schweißverfahren für Hastelloy X
Vorbereitung vor dem Schweißen:
Alle Fügeflächen und angrenzenden Bereiche müssen gründlich entfettet werden (mit Aceton abwischen und anschließend mit einem sauberen Tuch nachwischen), und eventuelle Oxidschichten müssen durch Schleifen oder chemisches Beizen entfernt werden. Schwefelhaltige Verbindungen aus Bearbeitungsschmiermitteln, Markierungsfarben oder verunreinigten Werkzeugen sind besonders gefährlich – bereits geringste Schwefelverunreinigungen können in Hastelloy-X-Schweißnähten zu Heißrissen führen.
Vorwärmen:
Im Gegensatz zu Kohlenstoffstahl erfordert Hastelloy X keine Vorwärmung, um Wasserstoffrisse zu verhindern. Die empfohlene Vorwärmpraxis besteht lediglich darin, sicherzustellen, dass das Grundmetall eine Temperatur von mindestens 16 °C (61 °F) über dem Taupunkt der Umgebung aufweist – im Wesentlichen handelt es sich also eher um eine Vorwärmung zur Feuchtigkeitsentfernung als um eine metallurgische Vorwärmung.
Interpass-Temperatur:
Die maximale Temperatur zwischen den Schweißgängen sollte auf 177 °C (350 °F) begrenzt werden, um eine übermäßige Wärmeentwicklung zu vermeiden, die zu einer Kornvergröberung führt, sowie um die Verweildauer im Sensibilisierungstemperaturbereich (650–870 °C) beim Mehrlagenschweißen zu verkürzen.
Rückspülung:
Bei Durchschweißnähten in Rohren aus Hastelloy X ist eine Rückspülung mit Argon der Sorte 99.995% erforderlich, um eine Oxidation der Schweißnahtwurzel an der Innenfläche zu verhindern. Eine Oxidverunreinigung der Schweißnahtwurzel mindert die Korrosionsbeständigkeit und führt zur Bildung von Ermüdungsanfangsstellen.
Wärmebehandlung nach dem Schweißen:
Im Gegensatz zu vielen hochfesten Stählen erfordert Hastelloy X keine Wärmebehandlung nach dem Schweißen (PWHT), um verzögerte Rissbildung zu verhindern. Für Konstruktionen, die in korrosiver Umgebung eingesetzt werden oder bei denen eine maximale Duktilität der Schweißzone erforderlich ist, wird jedoch ein Lösungsglühen nach dem Schweißen bei 1163 °C empfohlen. Bei Konstruktionen, die bei hohen Temperaturen ohne Kontakt mit korrosiven Flüssigkeiten betrieben werden, ist der Zustand nach dem Schweißen in der Regel ohne PWHT akzeptabel.
Welche Sonderabmessungen, Toleranzen und Oberflächenbeschaffenheiten bietet MWalloys für Stangen an?
MWalloys liefert AMS 5754-zertifizierte Rundstangen aus Hastelloy X in einer umfassenden Auswahl an Standard- und Sonderabmessungen, wobei die Oberflächenbeschaffenheit und die Durchmessertoleranzen genau auf die spezifischen Bearbeitungs- und Prüfanforderungen der jeweiligen Kundenanwendung abgestimmt sind.
Verfügbarer Durchmesserbereich und Standardtoleranzklassen
| Durchmesserbereich der Stange | Standardtoleranz (gemäß AMS 2241) | Präzisionstoleranz | Anmerkungen |
|---|---|---|---|
| 6 mm – 12 mm (1/4" – 1/2") | +0,000 / -0,13 mm (+0,000 / -0,005") | +0,000 / -0,05 mm | Kleiner Durchmesser; Präzisionstoleranz nach Norm |
| 12 mm – 25 mm (1/2" – 1") | +0,000 / -0,25 mm (+0,000 / -0,010") | +0,000 / -0,10 mm | Standard-Bearbeitungsspektrum |
| 25 mm – 50 mm (1" – 2") | +0,000 / -0,38 mm (+0,000 / -0,015") | +0,000 / -0,18 mm | Gängiger Stabgrößenbereich |
| 50 mm – 100 mm (2" – 4") | +0,000 / -0,51 mm (+0,000 / -0,020") | +0,000 / -0,25 mm | Bearbeitung von Teilen mit größerem Durchmesser und dickeren Wänden |
| 100 mm – 200 mm (4" – 8") | +0,000 / -0,76 mm (+0,000 / -0,030") | +0,000 / -0,38 mm | Schwere Profile; Geradheit entscheidend |
| 200 mm – 400 mm (8" – 16") | +0,000 / -1,02 mm (+0,000 / -0,040") | Auf Anfrage | Großer Rohling; auf Anfrage erhältlich |
Optionen für Stangenlänge und Oberflächenbeschaffenheit
| Parameter | Standardoptionen | Benutzerdefinierte Optionen |
|---|---|---|
| Länge (Standardausführung) | 1.000–6.000 mm, Längen nach Wahl | Auf eine bestimmte Länge zuschneiden (Abweichung ±3 mm) |
| Länge (präzisionsgeschnitten) | ±1 mm bis ±0,5 mm auf Anfrage | Für Präzisionsrohlinge, deren Abmessungen denen des Fertigteils sehr nahe kommen |
| Zustand der Oberfläche | Gedreht und poliert (AMS-Standard) | geschält, gemahlen, zentrierfrei geschliffen |
| Oberflächenrauhigkeit | Ra 1,6–3,2 µm (gedreht/geschält) | Ra 0,4–0,8 µm (präzisionsgeschliffen) |
| Bedingung beenden | Sägeschnitt (Standard) | Auf Wunsch ausgerichtet und zentriert |
| Geradheit | 3 mm pro 1.000 mm (Standard) | 1 mm pro 1.000 mm (Genauigkeit) |
Weitere Bearbeitungsdienstleistungen von MWalloys
Neben der Lieferung von Rohstangen bietet MWalloys außerdem Folgendes an:
- Ultraschallprüfung: 100% Längs- und Quer-Ultraschallprüfung gemäß ASTM A388 oder Kundenspezifikation, mit Ausschlusskriterien gemäß Zeichnung.
- Positive Materialidentifikation (PMI): RFA-Elementanalyse jedes Stababschnitts zur Bestätigung der Legierungszusammensetzung.
- Härteprüfung: Rockwell-Härteprüfung pro Charge oder pro Stück, wobei die Werte im Prüfzeugnis dokumentiert werden.
- Chemische Nachprüfung: Laboranalysen der Produktchemie durch unabhängige OES- oder ICP-Labore, wenn eine über die MTR hinausgehende zusätzliche Überprüfung erforderlich ist.
Welche Qualitätszertifikate und Unterlagen liegen den MWalloys-Stangen aus AMS 5754 bei?
Jede Lieferung von AMS 5754-zertifizierten Rundstangen aus Hastelloy X von MWalloys wird von einem Dokumentationspaket begleitet, das so zusammengestellt ist, dass es die Anforderungen an die Wareneingangskontrolle von Hauptauftragnehmern in der Luft- und Raumfahrt, Audits von industriellen Qualitätsmanagementsystemen sowie internationale Standards für die Projektdokumentation erfüllt.
Vollständiges Dokumentationspaket für AMS 5754 Hastelloy X-Stab
| Dokument | Inhalt | Norm/Anforderung |
|---|---|---|
| Materialtestbericht (MTR) | Vollständige chemische Analyse nach UNS N06002, Chargennummer, Schmelzprotokoll, Wärmebehandlungsprotokoll, Ergebnisse der Zugversuche (Zugfestigkeit, Streckgrenze, Dehnung, Rauheit), Korngröße | AMS 5754 |
| Konformitätsbescheinigung (C of C) | Schriftliche Konformitätserklärung gemäß AMS 5754, Änderungsschreiben, mit Unterschrift des Qualitätsbeauftragten | AMS 5754 |
| Härtezertifikat | Gemessene Brinell- oder Rockwell-Härte pro Charge | ASTM E18 |
| Bericht zum Zugversuch | Vollständige Zugversuchsdaten einschließlich Probenabmessungen, Messlänge und Prüftemperatur | ASTM E8 |
| Korngrößenbericht | ASTM-Korngrößenzahl gemäß ASTM E112, was eine Korngröße von ASTM 3 oder feiner bestätigt | ASTM E112 |
| Bericht über die maßliche Inspektion | Gemessener Durchmesser, Länge, Geradheit, Oberflächenbeschaffenheit | AMS 2241 |
| Nummerierung der Heizelemente | Prägung am Lenkerende oder Lackschablone mit Chargennummer zur Rückverfolgbarkeit | AMS 5754 |
| Zertifikat nach EN 10204 3.1 | Prüfbericht nach europäischem Format mit Angabe eines unabhängigen Prüfers (auf Anfrage) | EN ISO 10204 |
| Erklärung zur Einhaltung der DFARS-Vorschriften | Zertifizierung für die Schmelze und Fertigung im Inland für US-Verteidigungsprogramme | 48 CFR 252.225-7009 |
| Erklärung zum Ursprungsland | Angabe des Herstellungslandes zur Einhaltung der Einfuhrbestimmungen | Kunden- bzw. behördliche Anforderungen |
Allgemeine Lieferbedingungen und Bestellinformationen von MWalloys
MWalloys ist darauf ausgerichtet, Kunden in allen wichtigen Industrie- und Luftfahrtmärkten weltweit zu bedienen. Die Lieferbedingungen sind so gestaltet, dass Beschaffungsprobleme minimiert und eine zuverlässige Lieferung von zertifiziertem Hastelloy X-Stangenmaterial gewährleistet wird.
Bestell- und Lieferbedingungen
| Begriff | Einzelheiten |
|---|---|
| Mindestbestellmenge | Keine Mindestbestellmenge – von einzelnen Stangen bis hin zu vollen Produktionsmengen ist alles möglich |
| Standard-Vorlaufzeit | 10–25 Tage für Standardgrößen; 25–40 Tage für Sonderdurchmesser oder -längen |
| Express-/Priority-Lieferung | 7–12 Tage für AOG- und Notfallwartungsaufträge (Lagerverfügbarkeit bitte bestätigen) |
| Zahlungsbedingungen (Erstbestellung) | T/T (telegrafische Überweisung): Anzahlung in Höhe von 30% bei Auftragsbestätigung, Restzahlung in Höhe von 70% vor Versand |
| Zahlungsbedingungen (Bestehende Kunden) | 30 Tage netto ab Rechnungsdatum nach Kreditfreigabe |
| Akkreditiv | Gültig für Bestellungen ab $30.000 USD |
| Antwortzeit auf Angebotsanfragen | Versand am selben Werktag bei Standardgrößen; innerhalb von 24 Stunden bei Sonderanfertigungen |
Kompetenzen in den Bereichen Versand und Logistik
| Versandart | Laufzeit | Geeignet für |
|---|---|---|
| Internationale Luftfracht (Express) | 1–4 Tage | Notfallversorgung, kleine Mengen, hochwertige Teile |
| Internationale Luftfracht (Standard) | 3–7 Tage | Serienlieferung, Prototypenmengen |
| Seefracht (FCL – Vollcontainerladung) | 18–45 Tage, je nach Reiseziel | Großaufträge, Produktionslieferungen |
| Seefracht (LCL – Teilladung) | 22–45 Tage | Mittlere Mengen, nicht dringende Lieferung |
| Landtransport (Nordamerika) | 3–8 Tage | Lieferung in die kontinentalen USA, nach Kanada und Mexiko |
| Landtransport (Europa) | 4–10 Tage | Lieferung an Kunden in Europa |
| Kurierdienst (DHL, FedEx, UPS) | 2–5 Tage international | Kleine Pakete, Dokumentation, Prototypen |
Verfügbare Incoterms: EXW, FOB, CIF, CIP, DAP, DDP – wir wählen die für die Importlogistik jedes Kunden am besten geeignete Regelung aus.
Regionen und Märkte
MWalloys beliefert Kunden in über 65 Ländern mit Rundstangen aus Hastelloy X (AMS 5754). Zu den wichtigsten Absatzmärkten zählen:
| Region | Hauptabnehmerbranchen |
|---|---|
| Nordamerika (USA, Kanada) | Luft- und Raumfahrt-Erstausrüster, Wartung und Instandhaltung von Gasturbinen, Hersteller von Industrieöfen, Verteidigungsindustrie |
| Europa (Großbritannien, Deutschland, Frankreich, Italien, Skandinavien) | Luft- und Raumfahrt-Erstausrüster, Energieerzeugung, chemische Verarbeitung, Forschung |
| Naher Osten (Vereinigte Arabische Emirate, Saudi-Arabien, Katar) | Gasaufbereitung, Stromerzeugung, Öl und Gas |
| Asien-Pazifik (Singapur, Japan, Südkorea, Australien) | Luft- und Raumfahrt-MRO, industrielle Fertigung, Forschungseinrichtungen |
| China | Luft- und Raumfahrtkomponenten, Industrieöfen, Energie |
| Indien | Gasturbinenbau, industrielle Heiztechnik, Verteidigung |
| Lateinamerika (Brasilien, Mexiko) | Luft- und Raumfahrtwartung, Öl- und Gasverarbeitung |
Häufig gestellte Fragen zu Rundstangen aus Hastelloy X
1: Wie hoch ist die maximale Dauerbetriebstemperatur für Rundstangen aus Hastelloy X in baulichen Anwendungen?
Die empfohlene maximale Dauerbetriebstemperatur für Rundstangen aus Hastelloy X in tragenden Konstruktionsanwendungen liegt bei etwa 1177 °C (2150 °F) in oxidierenden Atmosphären, wobei die praktische Grenze für die Konstruktion durch die Kriech- und Spannungsbruch-Eigenschaften bestimmt wird, die bei Bauteilen unter nennenswerter Dauerbelastung ab etwa 1093 °C (2000 °F) limitierend wirken. Unterhalb von etwa 982 °C (1800 °F) behält Hastelloy X eine Spannungsbruchfestigkeit bei, die praktische Konstruktionslösungen in Gasturbinen und Industrieöfen ermöglicht. Zwischen 982 °C und 1177 °C bleibt die Legierung strukturell funktionsfähig, jedoch müssen die Konstruktionsspannungen auf sehr niedrige Werte reduziert werden (unter 20 MPa für eine Bruchlebensdauer von 1.000 Stunden bei 1093 °C), was den Einsatz der Komponente auf leicht belastete strukturelle Funktionen wie Aufhängungen, Führungen und gering belastete Halterungen beschränkt. Bei intermittierendem Betrieb – also bei Temperaturwechselbeanspruchung statt Dauerbelastung – haben Hastelloy-X-Bauteile in Gasturbinen-Testumgebungen eine akzeptable Leistungsfähigkeit bis zu einer Spitzentemperatur von 1200 °C gezeigt. Oberhalb von 1177 °C beginnt die Cr₂O₃-Schutzschicht bei hohen Gasgeschwindigkeiten an der Luft flüchtiges CrO₃ zu bilden, wodurch der Oxidationsschutz verringert wird. Bei MWalloys stellen wir unseren Kunden vollständige Spannungsbruch-Tabellen sowie Unterstützung bei der Konstruktionsberechnung zur Verfügung, wenn die Anwendungstemperaturen sich diesen Grenzwerten nähern.
2: Inwiefern unterscheidet sich ein Hastelloy X-Stab nach AMS 5754 von einem Stab nach ASTM B572?
Sowohl AMS 5754 als auch ASTM B572 legen Hastelloy X (UNS N06002) im lösungsgeglühten Zustand mit gleichwertigen chemischen Anforderungen vor, doch stellt AMS 5754 deutlich strengere Anforderungen an Qualität, Prüfung und Dokumentation, die für Anwendungen in der Luft- und Raumfahrt sowie im Verteidigungsbereich verbindlich sind, während ASTM B572 einen kostengünstigeren Zertifizierungsweg in Industriequalität für den Einsatz außerhalb der Luft- und Raumfahrt bietet. Zu den spezifischen Unterschieden gehören: AMS 5754 schreibt eine Überprüfung der Korngröße gemäß ASTM E112 vor (ASTM 3 oder feiner), während ASTM B572 keine Grenzwerte für die Korngröße festlegt; AMS 5754 schreibt Zugversuche für jede einzelne Charge vor, während ASTM B572 weniger häufige Prüfungen zulässt; AMS 5754 schreibt Maßtoleranzen gemäß AMS 2241 vor, während B572 auf die allgemeinen Anforderungen von ASTM B880 verweist; und Materialprüfberichte nach AMS 5754 müssen alle Prüfdaten enthalten, die von einem autorisierten Qualitätsbeauftragten unterzeichnet sind, der die Anforderungen von AS9100 oder einem gleichwertigen Qualitätsmanagementsystem erfüllt. Für Komponenten von Industrieöfen, chemische Prozessanlagen und nicht flugkritische Hardware bietet nach ASTM B572 zertifiziertes Material die gleiche Legierungsleistung wie Material nach AMS 5754 bei geringeren Zertifizierungskosten. Für alle Anwendungen in der Luft- und Raumfahrt, der Verteidigung oder flugkritischen Bereichen ist AMS 5754 die richtige und unverzichtbare Spezifikation. MWalloys führt beide Zertifizierungsstufen auf Lager und klärt vor der Bearbeitung eines Auftrags mit den Kunden ab, welche Spezifikation angemessen ist.
3: Kann Rundstahl aus Hastelloy X in Aufkohlungsöfen verwendet werden?
Hastelloy X weist in aufkohlenfördernden Atmosphären bei Temperaturen bis zu etwa 1000 °C eine gute Beständigkeit gegen Aufkohlung auf, unter den extremsten Aufkohlungsbedingungen – hohe Kohlenstoffaktivität, Temperaturen über 950 °C, sehr lange Einwirkzeiten – bieten jedoch Legierungen mit höherem Nickelgehalt wie Haynes 214 oder Incoloy 800HT eine überlegene Aufkohlungsbeständigkeit. Die Aufkohlungsbeständigkeit von Hastelloy X beruht auf seinem Chromgehalt, der eine Cr₂O₃-Barriere bildet, welche das Eindringen von Kohlenstoff begrenzt, sowie auf der im Vergleich zu Eisen relativ geringen Affinität des Nickelgrundmetalls zu Kohlenstoff. In der Praxis weisen Hastelloy X-Ofenvorrichtungen, Aufhängungen und Stützstangen in Aufkohlungsöfen, die bei 900–950 °C betrieben werden, akzeptable Lebensdauern von mehreren hundert bis tausenden von Stunden auf, bevor die Eindringtiefe des Kohlenstoffs mechanisch signifikant wird. Für extrem lange Aufkohlungszyklen (über 3.000 Stunden) bei hohem Kohlenstoffpotenzial (Cp > 1,2%) sollten Ingenieure Legierungen in Betracht ziehen, die speziell auf Aufkohlungsbeständigkeit optimiert sind. MWalloys kann auf Anfrage Vergleichstabellen zur Aufkohlungsbeständigkeit bereitstellen und dabei helfen, zu bestimmen, ob Hastelloy X oder eine Alternative mit höherem Nickelgehalt die geeignete Spezifikation für bestimmte Aufkohlungsofenbedingungen ist.
4: Wie hoch ist die Mindestbestellmenge für maßgefertigte Rundstangen aus Hastelloy X bei MWalloys?
Bei MWalloys gibt es keine Mindestbestellmenge für Rundstangen aus AMS 5754 Hastelloy X – wir liefern sowohl einzelne, auf die vom Kunden gewünschte Länge zugeschnittene Stangen als auch komplette Produktionsmengen, wobei unabhängig vom Auftragsumfang die vollständige AMS 5754-Dokumentation bereitgestellt wird. Diese Richtlinie wurde speziell zur Unterstützung von Prototypenprogrammen in der Luft- und Raumfahrt, von Wartungs- und Reparaturarbeiten (MRO), für die einzelne Ersatzstangen benötigt werden, sowie von Forschungseinrichtungen entwickelt, die neue Konstruktionen für Hochtemperaturkomponenten entwickeln. Bestellungen einzelner Stangen mit Standarddurchmessern aus Lagerbestand können in der Regel innerhalb von 5–10 Werktagen versandt werden. Für Nicht-Standarddurchmesser oder sehr große Stangen, die nicht zum Routinelagerbestand gehören, gelten Mindestmengen von einer vollen Stangenlänge (in der Regel 1.000–3.000 mm, je nach Durchmesser) ab Werk. Prototypenbestellungen für die Entwicklung neuer Komponenten erhalten dasselbe AMS 5754-Zertifizierungsdokumentationspaket wie die Serienlieferung, sodass Kunden das Prototypenmaterial sowohl für Fertigungsversuche als auch für Qualifizierungstests verwenden können, ohne separat Material für die Produktionsqualifizierung bestellen zu müssen. Kontaktieren Sie MWalloys mit Ihren spezifischen Anforderungen an Durchmesser, Länge und Menge, um noch am selben Tag ein Angebot zu erhalten.
5: Wie verhält sich Hastelloy X in der Atmosphäre von Nitrieröfen im Vergleich zu Edelstahlvorrichtungen?
Hastelloy X übertrifft herkömmliche austenitische Edelstähle (304, 316, 310) in Nitrieröfen deutlich, da sein hoher Chromgehalt (20,5–23%) eine stabile Chromoxid-/Chromnitrid-Barriere bildet, die dem Eindringen von Stickstoff widersteht, während herkömmliche Edelstahl-Spannvorrichtungen durch Stickstoffaufnahme zunehmend spröde werden und schließlich nach 20–50 Nitrierzyklen ausgetauscht werden müssen. Nitrieröfen, die mit Ammoniakatmosphäre bei 500–600 °C betrieben werden, setzen die Materialien der Halterungen einer hohen Stickstoffaktivität aus, die in Eisenlegierungen zu einer fortschreitenden Stickstoffaufnahme und zur Bildung von Eisennitrid führt, was bei wiederholten Zyklen zu Sprödigkeit, Verformung und Maßinstabilität führt. Hastelloy X-Spannvorrichtungen überstehen in der Regel 200–500 Nitrierzyklen, bevor sie ausgetauscht werden müssen, verglichen mit 20–80 Zyklen bei Spannvorrichtungen aus 310er Edelstahl unter vergleichbaren Einsatzbedingungen. Die Wirtschaftlichkeit spricht trotz der höheren Anschaffungskosten eindeutig für Hastelloy X bei Nitrierprozessen mit hoher Zyklenanzahl. Bei Gasnitrier- (niedrigere Temperatur, 495–525 °C) und Plasmanitrierprozessen ist der Vorteil von Hastelloy X gegenüber Edelstahl hinsichtlich der Lebensdauer der Vorrichtungen etwas geringer, bleibt aber für Nitriervorgänge im Produktionsmaßstab weiterhin bedeutend. MWalloys liefert Hastelloy X-Stangen speziell für die Herstellung von Nitriervorrichtungen und kann anhand von Kundenfeedback dokumentierte Vergleichsdaten zur Lebensdauer der Vorrichtungen bereitstellen.
6: Welches Schweißzusatzmaterial sollte beim Verschweißen von Hastelloy-X-Stangenbauteilen verwendet werden?
Das standardmäßig empfohlene Schweißzusatzmaterial für das Schweißen von Hastelloy X-Stangenbauteilen ist Hastelloy W (ERNiMo-3, AWS A5.14). Dieses wurde speziell für das Schweißen von Hastelloy X entwickelt und bietet gute mechanische Eigenschaften bei erhöhten Temperaturen sowie Oxidationsbeständigkeit im Schweißgut. Für Anwendungen, bei denen eine identische Korrosionsbeständigkeit von Grund- und Schweißgut erforderlich ist, kann jedoch ein passendes Hastelloy X-Schweißzusatzmaterial (sofern verfügbar) vorzuziehen sein. Der Hastelloy W-Zusatzwerkstoff wurde speziell für Konstruktionen aus Hastelloy X entwickelt und löst die größte Herausforderung beim Schweißen: die Vermeidung von Heißrissen im Schweißgut durch die Gewährleistung ausreichender Duktilität während der Erstarrung des Schweißbads bei gleichzeitiger Beibehaltung der erforderlichen Hochtemperatureigenschaften. Für WIG-Wurzelnahtschweißungen bei Rohrkonstruktionen aus Hastelloy X ist Hastelloy W-Draht mit einem Durchmesser von 1/16" oder 3/32" die Standardwahl. Für SMAW-Füll- und Decknahtschweißungen an dickeren Querschnitten bieten ENiMo-3-beschichtete Elektroden gleichwertige Schweißmetalleigenschaften. Inconel 625-Zusatzwerkstoff (ERNiCrMo-3) wird manchmal als Alternative verwendet, wenn Hastelloy W nicht verfügbar ist, da er eine ausreichende Kurzzeit-Hochtemperaturbeständigkeit bietet, auch wenn er nicht genau den Eigenschaften des Hastelloy X-Grundmetalls entspricht. Alle Schweißarbeiten sollten unter Argon- oder Argon-Helium-Schutzgas durchgeführt werden (Heliumzusätze verbessern die Schweißnahtdurchdringung), und die Wolframelektrode muss aus reinem Wolfram oder thoriiertem Wolfram bestehen – für das GTAW-Schweißen wird ceriiertes oder lanthaniertes Wolfram bevorzugt, um Wolframeinschlüsse in der Schweißnaht zu minimieren.
7: Sind für Rundstangen aus Hastelloy X vor der Bearbeitung besondere Lagerungs- oder Handhabungsvorschriften zu beachten?
Rundstangen aus Hastelloy X müssen sauber und trocken in Innenräumen gelagert werden, geschützt vor Kontakt mit Metallen mit niedrigem Schmelzpunkt (Kupfer, Blei, Zink, Zinn) und halogenidhaltigen Verbindungen, wobei über die üblichen Lagerbedingungen in Innenräumen hinaus keine besonderen Maßnahmen zur Regulierung von Luftfeuchtigkeit oder Temperatur erforderlich sind. Im Gegensatz zu Stabstahl aus Kohlenstoffstahl, der für die Lagerung unter Freiluft eine rostschützende Ölbeschichtung benötigt, bildet der Chromgehalt von Hastelloy X einen natürlichen passiven Oxidfilm, der Korrosion unter Freiluft ohne zusätzlichen Oberflächenschutz verhindert. Die wichtigste Anforderung bei der Lagerung ist die Trennung von anderen metallischen Werkstoffen: Der Kontakt mit verzinkten Stahlregalen, kupferhaltigen Beschlägen oder Halterungen sowie mit bleihaltigen Markierungsmaterialien führt zur Bildung galvanischer Zellen, die Oberflächenverfärbungen oder, in seltenen Fällen bei anhaltender Feuchtigkeit, sehr lokale Korrosion an den Kontaktstellen verursachen können. Vor der Bearbeitung sollten alle Stangen mit sauberen Aceton- oder MEK-Lösungsmitteltüchern von Staub, Schneidflüssigkeit aus der Handhabung oder Oberflächenverunreinigungen befreit werden, da verbleibende Verunreinigungen bei den ersten Bearbeitungsdurchgängen zu Oberflächenfehlern führen können. Stangen mit sichtbaren Oberflächengrübchen, Korrosion oder mechanischen Beschädigungen sollten vor der Verwendung aussortiert und geprüft werden, obwohl diese Situation bei ordnungsgemäß gelagertem und gehandhabtem AMS 5754-zertifiziertem Material im Grunde selten auftritt.
8: Welche Maßtoleranzen lassen sich beim spitzenlosen Schleifen von Rundstangen aus Hastelloy X auf Präzisionsdurchmesser erzielen?
Spitzenlos geschliffene Rundstangen aus Hastelloy X können mit Durchmessertoleranzen von ±0,013 mm (±0,0005") für Durchmesser unter 25 mm und ±0,025 mm (±0,001") für Durchmesser bis zu 100 mm hergestellt werden, mit Oberflächenrauheitswerten von Ra 0,4–0,8 µm (16–32 µin), wodurch sich die präzisionsgeschliffenen Stangen als Near-Net-Shape-Ausgangsmaterial für gedrehte Bauteile mit engen Toleranzen eignen. Das spitzenlose Schleifen von Hastelloy X erfordert eine sorgfältige Steuerung der Scheibenauswahl, der Bearbeitungsgeschwindigkeit und des Kühlmitteldurchflusses, da die Neigung der Legierung zur Kaltverfestigung erfordert, dass bei jedem Schleifdurchgang Material in einem einzigen durchgehenden Span abgetragen wird, anstatt zu reiben, um Verschmieren und Oberflächenverhärtung zu vermeiden. Scheiben aus Aluminiumoxid mit keramischer Bindung oder CBN-Scheiben liefern die beste Oberflächenqualität bei Hastelloy X. Das Schleifkühlmittel muss mit hohen Durchflussraten zugeführt werden, um sowohl thermische Schäden an der Werkstückoberfläche zu verhindern als auch Schleifspäne aus der Kontaktzone auszuspülen, da sich Hastelloy-X-Späne wieder in die Werkstückoberfläche einbetten können, wenn sie nicht sofort entfernt werden. MWalloys bietet spitzenlos geschliffene Rundstangen aus Hastelloy X als Mehrwertdienstleistung an und produziert präzisionsgeschliffenes Material, das die Bearbeitungszeit und den Werkzeugverschleiß bei nachfolgenden Drehvorgängen reduziert, indem es eine gleichmäßige, saubere Ausgangsfläche innerhalb enger Durchmessertoleranzen bietet.
9: Ist Hastelloy X für den Einsatz in Anwendungen gemäß den ASME-Normen für Druckbehälter und Rohrleitungen zugelassen?
Hastelloy X (UNS N06002) ist für den Einsatz in ASME-Druckbehältern und Rohrleitungen gemäß ASME Section VIII Division 1 und ASME B31.3 zugelassen, wobei die Stabform (ASME SB-572) in den Tabellen der zulässigen Werkstoffe aufgeführt ist, zusammen mit den Auslegungsspannungswerten, die für den qualifizierten Temperaturbereich der Legierung gültig sind. Gemäß ASME Abschnitt II Teil B ist Hastelloy X-Stab in Tabelle UHA-23 mit zulässigen Spannungswerten für Temperaturen von Umgebungstemperatur bis hin zum Hochtemperaturbereich aufgeführt. Die Spezifikation ASME SB-572 (die von der ASME übernommene Fassung der ASTM B572) bildet die werkstofftechnische Grundlage für Berechnungen nach den Druckbehälternormen. Ingenieure, die Druckbehälter oder Prozessrohrleitungskomponenten aus Hastelloy X-Stangen entwerfen, sollten die zulässigen Spannungswerte aus der aktuellen Ausgabe von ASME Abschnitt II Teil D (Spannungstabellen) verwenden, anstatt Berechnungen auf der Grundlage der Nennzugfestigkeitseigenschaften durchzuführen, da die normativen zulässigen Werte Faktoren für das Langzeitverhalten berücksichtigen, die in den Nennwerten nicht berücksichtigt sind. Für Luft- und Raumfahrtanwendungen unter der Zuständigkeit der FAA oder EASA ist die AMS 5754-Zertifizierung der relevante Qualifikationsstandard, der von den ASME-Normen getrennt und nicht mit diesen austauschbar ist. MWalloys kann Hastelloy X-Stangen mit entweder der AMS 5754- oder der ASTM B572 / ASME SB-572-Zertifizierung oder mit beiden Zertifizierungen in einem einzigen MTR-Dokument liefern, wenn die Einhaltung sowohl der Luft- und Raumfahrt- als auch der Druckbehälternormen erforderlich ist.
10: Wie sollten Ingenieure die Wärmeausdehnung bei Bauteilen aus Hastelloy X-Stangen berücksichtigen, die bei hohen Temperaturen betrieben werden?
Ingenieure müssen die erheblichen Maßänderungen von Hastelloy-X-Bauteilen bei Betriebstemperatur berücksichtigen, indem sie ausreichende Dehnungsfugen vorsehen, gleitende oder schwimmende Befestigungsvorrichtungen verwenden und die unterschiedliche Ausdehnung berechnen, wenn Hastelloy-X-Bauteile mit anderen Werkstoffen in Kontakt kommen – die Legierung dehnt sich zwischen Raumtemperatur und 870 °C um etwa 15,8 µm/m·°C zwischen Raumtemperatur und 870 °C aus, was bedeutet, dass ein 1 Meter langer Stab bei 870 °C etwa 13,4 mm länger wird als bei Raumtemperatur. Der Wärmeausdehnungskoeffizient von Hastelloy X (13,3 µm/m·°C bei 21–93 °C, ansteigend auf 15,8 µm/m·°C bei 21–870 °C) ist etwas niedriger als der von austenitischem Edelstahl (17–18 µm/m·°C), aber deutlich höher als der von Kohlenstoffstahl (11–12 µm/m·°C). Wenn Hastelloy X-Bauteile in einem Hochtemperaturofen an Kohlenstoffstahlkonstruktionen verschraubt werden, erzeugt die unterschiedliche Wärmeausdehnung erhebliche Spannungen an der Schraubverbindung – das Hastelloy X möchte sich stärker ausdehnen, als es die Kohlenstoffstahlkonstruktion zulässt. Zu den Lösungen gehören: die Verwendung von geschlitzten Befestigungslöchern, die eine freie Wärmeausdehnung in der vorherrschenden thermischen Richtung ermöglichen; die Verwendung von Hastelloy X-Befestigungselementen für Verbindungen von Hastelloy X mit Hastelloy X (angepasste Ausdehnung); Einbau von Faltenbälgen oder Dehnungsschleifen in Hastelloy X-Rohrleitungen; und Auslegung der Bauteilabstände, um sicherzustellen, dass die thermische Ausdehnung keinen Kontakt oder kein Festklemmen in benachbarten Strukturen verursacht. MWalloys stellt Kunden, die Hochtemperaturofenkonstruktionen mit Hastelloy X-Stangen entwickeln, Tabellen mit thermischen Ausdehnungsdaten sowie Unterstützung bei der Berechnung thermischer Spannungen zur Verfügung.
Nachprüfbare Referenzen
Die folgenden Quellen wurden bei der Vorbereitung dieses Fachartikels konsultiert und sind von Ingenieuren und Beschaffungsspezialisten unabhängig nachprüfbar:
- Haynes International. Datenblatt zur Legierung Hastelloy X (H-3009C). Haynes International, Kokomo, IN.
- SAE International. AMS 5754: Nickellegierung, korrosions- und hitzebeständig, Stangen, Stäbe und Draht, 47Ni-22Cr-18Fe-9Mo, lösungsgeglüht. SAE International, Warrendale, PA. Aktuelle Revision.
- SAE International. AMS 5536: Nickellegierung, korrosions- und hitzebeständig, Bleche, Bänder und Platten, 47Ni-22Cr-18Fe-9Mo, lösungsgeglüht. SAE International, Warrendale, PA. Aktuelle Revision.
- ASTM International. ASTM B572: Norm für Stangen aus den Legierungen UNS N06002, UNS N06230, UNS N12160 und UNS R30556. ASTM International, West Conshohocken, PA.
- SAE International. AMS 5798: Nickellegierung, korrosions- und hitzebeständig, Schweißdraht, 47Ni-22Cr-18Fe-9Mo. SAE International, Warrendale, PA.
- ASME International. ASME Abschnitt II Teil B: Werkstoffspezifikationen für Nichteisenmetalle (SB-572 für Hastelloy X-Stangen). ASME, New York, NY. Aktuelle Ausgabe.
- ASME International. ASME Abschnitt II Teil D: Eigenschaften (Tabellen der maximal zulässigen Spannungen für UNS N06002). ASME, New York, NY. Aktuelle Ausgabe.
- ASTM International. ASTM E112: Standard-Prüfverfahren zur Bestimmung der mittleren Korngröße. ASTM International, West Conshohocken, PA.
- SAE International. AMS 2241: Toleranzen für Stangen, Stäbe und Draht aus Nickel, Nickellegierungen und Kobaltlegierungen. SAE International, Warrendale, PA.
- Donachie, M.J. und Donachie, S.J. Superlegierungen: A Technical Guide, 2. Auflage. ASM International, Materials Park, OH, 2002. ISBN: 0-87170-749-7
- Reed, R.C. Die Superlegierungen: Grundlagen und Anwendungen. Cambridge University Press, Cambridge, UK, 2006. ISBN: 978-0-521-07011-9
- Davis, J.R. (Hrsg.). Hitzebeständige Werkstoffe (ASM Specialty Handbook). ASM International, Materials Park, Ohio, 1997. ISBN: 0-87170-596-6
- Amerikanische Schweißgesellschaft. AWS A5.14: Spezifikation für blanke Schweißelektroden und -stäbe aus Nickel und Nickellegierungen (ERNiMo-3 – Hastelloy W-Füllmaterial). AWS, Miami, Florida. Aktuelle Ausgabe.
- SAE International. AMS 5544: Nickellegierung, korrosions- und hitzebeständig, Stangen, Schmiedeteile und Ringe, 58Ni-19Cr-13,5Co-4,3Mo-3Ti-1,4Al, lösungsgeglüht und ausscheidungsgehärtet (Waspaloy). SAE International.
- Handbuch der Bearbeitungsdaten, 3. Auflage. Zentrum für Bearbeitungsdaten, Cincinnati, Ohio. (Zerspanungsparameter für Nickelbasis-Superlegierungen, einschließlich Hastelloy X)
