MWalloys delivers ASME-certified custom fabrication of Hastelloy and AL-6XN pressure vessels, heat exchangers, reactors, and process equipment for OEM customers across chemical processing, pharmaceutical, oil and gas, desalination, and marine industries — with full ASME Section VIII Division 1 stamp authority, complete weld procedure qualification per ASME Section IX, and material traceability from certified mill stock through finished equipment. Our fabrication capability covers Hastelloy C276, Hastelloy C22, Hastelloy B3, Hastelloy G30, and AL-6XN superaustenitic stainless steel in all equipment configurations, with no minimum order quantity, standard project delivery in 30–120 days depending on complexity, T/T payment for first orders, and global equipment shipping by sea, air, or overland freight.
What Equipment Can MWalloys Fabricate in Hastelloy and AL-6XN?
MWalloys' custom fabrication capability spans the complete range of process equipment types required in corrosive chemical service. We design and manufacture each equipment type to ASME codes, customer process specifications, and applicable industry standards, using certified Hastelloy and AL-6XN material throughout.
Pressure Vessels and Reactors
Pressure vessels fabricated from Hastelloy C276, Hastelloy C22, and AL-6XN represent our highest-volume equipment category. Corrosive chemical processes — acid production, pharmaceutical synthesis, chlorine chemistry, fluorochemical manufacturing — require vessels that maintain full pressure containment integrity despite continuous contact with media that would destroy carbon steel or standard stainless steel within months.
Our pressure vessel fabrication capabilities include:
- Cylindrical vertical and horizontal vessels: Shell diameters from 150 mm through 4,000 mm; operating pressures to 350 bar; temperatures from cryogenic through 450°C depending on alloy.
- Reactor vessels with internal components: Agitator nozzle penetrations, baffle attachment welds, internal coil connections, heating/cooling jacket fabrication — all in matching Hastelloy or AL-6XN alloys.
- High-pressure autoclaves: Thick-wall cylindrical vessels with precision machined closures for laboratory and pilot plant service.
- Storage tanks with corrosion-resistant lining: Carbon steel outer shell with full Hastelloy or AL-6XN weld overlay cladding on all wetted surfaces.
- Mixing vessels: Complete agitated vessel assemblies including shaft seals, drive mounting flanges, and internal component welding.
Every pressure vessel we fabricate carries the ASME "U" stamp, confirming independent authorized inspector (AI) verification of code compliance through all fabrication stages.

Heat Exchangers
Shell-and-tube heat exchangers in Hastelloy and AL-6XN are specified wherever the process stream on either the tube side or shell side contains chlorides, acids, or other corrosive species that disqualify carbon steel or even duplex stainless steel construction.
| Heat Exchanger Type | Hastelloy Application | AL-6XN Application |
|---|---|---|
| Shell-and-tube (fixed tubesheet) | HF acid coolers, chlorine gas coolers, sour gas coolers | Seawater coolers, pharmaceutical process coolers |
| Shell-and-tube (floating head) | Chemical process coolers with differential thermal expansion | Desalination brine heat recovery |
| U-tube bundle exchangers | Acid process coolers; halide-containing process streams | Seawater evaporators, coastal power station condensers |
| Double-pipe exchangers | Small-volume corrosive process streams | Pharmaceutical and specialty chemical cooling |
| Plate heat exchangers (gasketed) | Not typically used — prefer welded construction | Moderate corrosion service; cleanable design |
| Welded plate heat exchangers | Highly corrosive streams; no accessible gasket faces | Seawater and brine with some chemical addition |
| Air-cooled exchangers (finned tube) | Hot corrosive gas streams | Moderate corrosion coastal environments |
We fabricate TEMA-compliant shell-and-tube heat exchangers with Hastelloy or AL-6XN tubes, tubesheets, shell, channels, and all pressure-retaining components in matching alloy. Tube-to-tubesheet joints are strength-welded and expanded per ASME Code requirements, with full radiographic or ultrasonic examination of tubesheet welds when required by the design specification.
Columns, Towers, and Internals
Distillation columns, absorption towers, scrubbers, and stripping columns in corrosive service frequently require Hastelloy or AL-6XN construction. Our column fabrication capability includes:
- Packed columns: Shell fabrication with structured or random packing support grids, liquid distributor fabrication, packing hold-down grids — all in matching corrosion-resistant alloy.
- Tray columns: Sieve tray, valve tray, and bubble cap tray fabrication in Hastelloy or AL-6XN; downcomer attachment welding; tray support ring welding.
- Spray towers and venturi scrubbers: Custom geometry vessels with spray nozzle penetrations, mist eliminator frames, and recirculation pump suction/discharge connections.
- Tall columns with wind load design: Structural skirt fabrication, anchor bolt chair design, lifting lug calculation and welding — complete structural design to ASCE 7 or applicable wind code.
Piping Spools, Manifolds, and Skid-Mounted Systems
Beyond individual equipment items, MWalloys fabricates complete piping spool packages and skid-mounted process systems in Hastelloy and AL-6XN. Skid fabrication includes the structural steel frame, all process piping, instruments, valves, and connections, factory pressure tested and ready for field installation with minimal site labor.
Piping fabrication standards we work to include:
- ASME B31.3 Process Piping (most common for chemical and pharmaceutical).
- ASME B31.1 Power Piping.
- ASME B31.4 Pipeline Transportation (liquid).
- Customer proprietary piping specifications that reference the ASME code basis.
What Does ASME Certification Mean for Hastelloy and AL-6XN Fabricated Equipment?
ASME certification of fabricated pressure equipment is not a voluntary quality declaration — it is a legal requirement in most jurisdictions in North America and is accepted or required in many international markets. Understanding exactly what ASME certification entails helps procurement engineers write compliant specifications and evaluate supplier capability correctly.
ASME Boiler and Pressure Vessel Code Sections Relevant to CRA Equipment
| ASME Code Section | Application | Relevance to Hastelloy/AL-6XN |
|---|---|---|
| Section II Part A | Ferrous material specifications | Not directly applicable to Ni alloys |
| Section II Part B | Non-ferrous material specifications (SB-series) | Lists Hastelloy and AL-6XN with allowable stresses |
| Section II Part D | Allowable stress tables | Design stress values for each alloy by temperature |
| Section VIII Division 1 | Pressure vessels (unfired) | Primary code for most process equipment |
| Section VIII Division 2 | Alternative rules (higher allowable stress, more analysis) | Used for thick-wall high-pressure vessels |
| Section IX | Welding and brazing qualifications | Governs all weld procedure and welder qualifications |
| Section V | Nondestructive examination | NDE methods for pressure vessel inspection |
ASME Material Designations for Hastelloy and AL-6XN
The ASME codes use "SB" prefixed specifications that are direct adoptions of ASTM "B" specifications with identical technical requirements:
| Material | ASME Designation | ASTM Designation | Product Form |
|---|---|---|---|
| Hastelloy C276 (N10276) | ASME SB-575 | ASTM B575 | Plate, Sheet, Strip |
| Hastelloy C276 (N10276) | ASME SB-574 | ASTM B574 | Bar, Rod |
| Hastelloy C276 (N10276) | ASME SB-622 | ASTM B622 | Seamless Pipe and Tube |
| Hastelloy C276 (N10276) | ASME SB-619 | ASTM B619 | Welded Pipe |
| Hastelloy C22 (N06022) | ASME SB-575 | ASTM B575 | Plate, Sheet, Strip |
| Hastelloy C22 (N06022) | ASME SB-574 | ASTM B574 | Bar, Rod |
| AL-6XN (N08367) | ASME SB-688 | ASTM B688 | Plate, Sheet, Strip |
| AL-6XN (N08367) | ASME SB-691 | ASTM B691 | Bar, Rod |
| AL-6XN (N08367) | ASME SB-676 | ASTM B676 | Seamless Tubing |
What the ASME "U" Stamp Means for Buyers
The ASME "U" stamp on a pressure vessel indicates that:
- The fabricating shop holds a current ASME Certificate of Authorization (renewed every three years through ASME audit).
- A qualified Authorized Inspector (AI) employed by an ASME-accredited inspection organization witnessed critical fabrication operations.
- All materials are certified to ASME Section II specifications with full traceability.
- All welding is performed by welders and procedures qualified under ASME Section IX.
- The vessel design has been reviewed by a qualified engineer and meets ASME Section VIII allowable stress and design rules.
- A Manufacturer's Data Report (Form U-1) has been completed and submitted to the National Board of Boiler and Pressure Vessel Inspectors.
For Hastelloy and AL-6XN equipment specifically, the AI review covers the correct use of SB-series material specifications, the application of the appropriate P-number (P-number 45 for Hastelloy C276, P-number 8 for AL-6XN) in weld procedure qualifications, and the correct use of allowable stress values from ASME Section II Part D for each alloy at the design temperature.
We maintain active ASME Section VIII Division 1 "U" stamp authority and ASME Section IX welding certification at MWalloys, with regular Authorized Inspector involvement throughout every certified vessel fabrication project. Our NB (National Board) registration number is documented on every U-1 data report we issue.
How Do Hastelloy Alloys and AL-6XN Differ and When Is Each Specified?
Hastelloy and AL-6XN are both high-performance corrosion-resistant alloys used in demanding chemical process equipment, but they represent different alloy families with different corrosion resistance mechanisms, temperature capabilities, strength levels, and cost profiles.
Alloy Family Comparison Overview
Hastelloy Alloys (various UNS designations) are nickel-based alloys with 50–65% nickel content and high concentrations of molybdenum (7–28%), chromium (1–22%), and in some grades tungsten, cobalt, and iron. The nickel-rich FCC matrix provides inherent stability in reducing acid environments, while chromium and molybdenum additions provide resistance to oxidizing media and chloride-induced pitting and crevice corrosion.
AL-6XN (UNS N08367) is a superaustenitic stainless steel with 20–22% chromium, 23.5–25.5% nickel, 6–7% molybdenum, and 0.18–0.25% nitrogen. It is not a nickel alloy — it is an iron-based alloy with very high nickel and molybdenum content that bridges the performance gap between standard austenitic stainless steels (304/316) and true nickel alloys like Hastelloy C276. Its PREN (Pitting Resistance Equivalent Number = %Cr + 3.3×%Mo + 16×%N) is approximately 47–52, placing it well above duplex 2205 (PREN ~36) but below Hastelloy C276 (PREN ~73).
Head-to-Head Comparison: Hastelloy C276 vs AL-6XN
| Property | Hastelloy C276 (N10276) | AL-6XN (N08367) |
|---|---|---|
| Nickel content | 57% (balance) | 23.5–25.5% |
| Iron content | 4–7% | Balance (~42%) |
| Molybdenum content | 15–17% | 6–7% |
| Chromium content | 14.5–16.5% | 20–22% |
| PREN equivalent | ~73 | ~47–52 |
| UTS (annealed, MPa) | 690 min | 655 min |
| 0.2% YS (annealed, MPa) | 310 min | 310 min |
| Max design temperature (ASME) | 371°C (700°F) | 316°C (600°F) |
| Seawater pitting resistance | Excellent | Very Good |
| Crevice corrosion resistance | Excellent | Good |
| HF acid resistance | Good | Moderate |
| Oxidizing acid (HNO₃) resistance | Good | Excellent |
| Chloride SCC resistance | Excellent | Good |
| Relative material cost (plate) | Very High (2.5–3× AL-6XN) | Moderate-High |
| Weldability | Good | Excellent |
| Primary application | Most aggressive chemical process | Seawater, moderate chemical process |
When to Specify Each Alloy in Fabricated Equipment
Specify Hastelloy C276 when:
- Chloride concentration exceeds 50,000 ppm combined with elevated temperature and stress.
- Hydrochloric acid or hydrofluoric acid is present at any concentration above dilute.
- The process fluid contains elemental sulfur or polythionic acids in combination with chlorides.
- Operating temperature exceeds 200°C in a chloride-containing environment.
- Crevice corrosion at tubesheet joints, gasket faces, or under deposits is a documented risk based on process chemistry.
- Previous equipment failures in the same service have occurred in duplex stainless, 316L, or 904L materials.
Specify AL-6XN when:
- The corrosive medium is primarily seawater or seawater-equivalent chloride brine below 75°C.
- The process involves dilute oxidizing acids where Hastelloy C276's corrosion resistance advantage is marginal.
- Pharmaceutical or food grade service requires a material with established FDA acceptance and broad regulatory recognition.
- The project budget cannot support full Hastelloy construction but standard 316L has already been demonstrated inadequate.
- Chloride content is in the range of 5,000–50,000 ppm at moderate temperature where AL-6XN provides adequate resistance.
What Are the Chemical and Mechanical Properties of Hastelloy C276, C22, and AL-6XN?
The following property data provides the engineering baseline that process equipment designers use when calculating wall thickness, nozzle reinforcement, flange ratings, and allowable operating conditions under ASME code rules.
Chemical Composition Comparison Table
| Element | Hastelloy C276 (N10276) | Hastelloy C22 (N06022) | Hastelloy B3 (N10675) | AL-6XN (N08367) |
|---|---|---|---|---|
| Nickel (Ni) | Balance (~57%) | Balance (~56%) | Balance (~65%) | 23.5–25.5% |
| Chromium (Cr) | 14.5–16.5% | 20.0–22.5% | 1.0–3.0% | 20.0–22.0% |
| Molybdenum (Mo) | 15.0–17.0% | 12.5–14.5% | 27.0–32.0% | 6.0–7.0% |
| Iron (Fe) | 4.0–7.0% | 2.0–6.0% | 1.0–3.0% | Balance (~42%) |
| Tungsten (W) | 3.0–4.5% | 2.5–3.5% | — | — |
| Cobalt (Co) | 2.5% max | 2.5% max | 3.0% max | — |
| Carbon (C) | 0.010% max | 0.015% max | 0.010% max | 0.030% max |
| Nitrogen (N) | — | — | — | 0.18–0.25% |
| Manganese (Mn) | 1.0% max | 0.50% max | 3.0% max | 2.0% max |
| Silicon (Si) | 0.08% max | 0.08% max | 0.10% max | 1.0% max |
| Phosphorus (P) | 0.04% max | 0.02% max | 0.04% max | 0.040% max |
| Sulfur (S) | 0.03% max | 0.02% max | 0.03% max | 0.030% max |
Mechanical Properties and ASME Allowable Stress Values
| Property | Hastelloy C276 Plate (SB-575) | Hastelloy C22 Plate (SB-575) | AL-6XN Plate (SB-688) |
|---|---|---|---|
| UTS minimum | 690 MPa (100 ksi) | 690 MPa (100 ksi) | 655 MPa (95 ksi) |
| 0.2% YS minimum | 310 MPa (45 ksi) | 310 MPa (45 ksi) | 310 MPa (45 ksi) |
| Elongation minimum | 40% | 45% | 30% |
| Hardness maximum | 100 HRB | 100 HRB | 100 HRB |
| ASME allowable stress at 38°C | 23.3 ksi (161 MPa) | 23.3 ksi (161 MPa) | 20.0 ksi (138 MPa) |
| ASME allowable stress at 200°C | 20.7 ksi (143 MPa) | 20.7 ksi (143 MPa) | 16.5 ksi (114 MPa) |
| ASME allowable stress at 316°C | 18.5 ksi (128 MPa) | 18.5 ksi (128 MPa) | 14.0 ksi (97 MPa) |
| ASME maximum design temperature | 371°C (700°F) | 371°C (700°F) | 316°C (600°F) |
| Density (g/cm³) | 8.89 | 8.69 | 8.06 |
| Thermal conductivity (W/m·K at 100°C) | 11.1 | 10.2 | 12.5 |
| Coefficient of thermal expansion (µm/m·°C, 21–100°C) | 11.2 | 12.8 | 15.7 |
The thermal expansion coefficient difference between AL-6XN (15.7 µm/m·°C) and Hastelloy C276 (11.2 µm/m·°C) is practically significant in heat exchanger design. When a heat exchanger has AL-6XN tubes in a Hastelloy C276 shell, or any other combination of these alloys in a fixed-tubesheet design, the differential thermal expansion between tube bundle and shell during operation creates thermal stress that must be accounted for in the mechanical design. Fixed-tubesheet designs in dissimilar alloy combinations often require expansion bellows or should be re-evaluated as floating-head or U-tube configurations to accommodate the differential movement.
Which Industries and Corrosive Environments Drive Demand for Custom Hastelloy and AL-6XN Equipment?
The industries that specify custom Hastelloy and AL-6XN fabricated equipment are precisely those where corrosion failure consequences extend beyond equipment replacement cost to include production shutdowns, environmental incidents, safety events, and regulatory penalties. Understanding which specific corrosive conditions trigger these specifications helps procurement teams justify the material cost premium in capital project budgets.
Chemical Processing Industry Applications
Hydrochloric Acid Production and Handling:
HCl production plants, users of HCl in pharmaceutical synthesis, and semiconductor manufacturing facilities specify Hastelloy C276 pressure vessels and heat exchangers throughout the HCl handling system. At concentrations above 10% and temperatures above ambient, even higher-grade stainless steels fail rapidly, while Hastelloy C276 demonstrates corrosion rates below 0.1 mm/year across the full concentration range in non-oxidizing conditions.
Sulfuric Acid Service:
Dilute sulfuric acid (below 30% concentration) at elevated temperature is handled in Hastelloy C276 or AL-6XN equipment depending on the specific concentration and temperature combination. Above 60% concentration in the absence of oxidizing contaminants, Hastelloy C276 performs well. Fuming sulfuric acid (oleum) requires careful alloy selection review — contact MWalloys' technical team for specific oleum service material recommendations.
Chlorine and Chlorine Compounds:
Wet chlorine, hydrochloric acid, sodium hypochlorite, and chlorinated solvents all present corrosion challenges that drive Hastelloy C276 specification for process equipment. Hastelloy C276 is the standard material of construction throughout the wet chlorine sections of chlor-alkali plants.
Fluorine Compounds and HF Service:
Hastelloy C276 and Hastelloy B3 are specified for hydrofluoric acid handling equipment. In HF alkylation units, Hastelloy C276 is used for heat exchangers and vessels where the anhydrous or aqueous HF concentration, temperature, and equipment geometry create conditions beyond Monel 400 piping capability.
Pharmaceutical and Biotechnology Applications
| Equipment Type | Alloy Specification | Regulatory Basis |
|---|---|---|
| Reactor vessels (API synthesis) | Hastelloy C276 or C22 | FDA cGMP; USP Class VI; ASME BPE |
| Crystallizers | Hastelloy C276 or AL-6XN | Process chemistry corrosion requirement |
| Distillation columns (corrosive solvents) | Hastelloy C276 | Acid catalyst systems |
| Pharmaceutical water systems | AL-6XN | USP purified water; WFI quality systems |
| Fermentation vessels | AL-6XN with electropolished finish | Biocompatibility; cleanability |
| CIP (Clean-in-Place) systems | AL-6XN or Hastelloy C276 | Caustic + acid cycling; no chloride SCC |
| Lyophilization (freeze-drying) chambers | AL-6XN | Cryogenic compatibility; corrosion resistance |
ASME BPE (Bioprocessing Equipment) standard applies to pharmaceutical process equipment in addition to ASME Section VIII, adding requirements for surface finish (typically Ra 0.5 µm or better electropolished for product contact surfaces), orbital welding qualification, and specific material documentation requirements that align with FDA and EMA regulatory expectations.
We have extensive experience fabricating ASME BPE-compliant pharmaceutical process equipment in both Hastelloy C276 and AL-6XN, with the electropolished internal surfaces, documented weld inspection records, and material traceability that pharmaceutical manufacturers require for their equipment qualification packages (IQ/OQ/PQ documentation).
Desalination and Water Treatment Applications
Desalination plants — both seawater reverse osmosis (SWRO) and multi-effect distillation (MED) — represent a major and growing market for AL-6XN fabricated equipment. The combination of high-salinity seawater, elevated temperature in thermal desalination processes, and the aggressive brine concentrate streams produced by all desalination technologies creates corrosion conditions that eliminate carbon steel and standard stainless steel from consideration.
| Desalination Equipment | Preferred Alloy | Service Condition |
|---|---|---|
| SWRO pressure vessels | AL-6XN or Hastelloy C276 | High-pressure seawater; chloride SCC risk |
| MED tube bundles | AL-6XN | Seawater evaporation; brine concentration |
| Brine concentrate heat exchangers | AL-6XN or Hastelloy C276 | Concentrated seawater + elevated temperature |
| High-pressure seawater piping spools | AL-6XN | Continuous seawater flow; pressure service |
| Flash chamber shells (MSF) | AL-6XN | Seawater brine at elevated temperature |
| Reject brine disposal systems | AL-6XN | Hyper-concentrated brine |
Oil, Gas, and Petrochemical Applications
In oil and gas processing, sour service environments (H₂S + CO₂ + chlorides) combined with elevated temperature and pressure create the most severe corrosion conditions that CRA fabricated equipment encounters. Hastelloy C276 is the standard alloy for the most aggressive of these conditions:
- Amine treating units: Gas sweetening columns and heat exchangers contacting acid gas streams with H₂S and CO₂.
- Sour gas scrubbers: Hastelloy C276 vessels in H₂S absorption service.
- Flue gas desulfurization (FGD) absorber vessels: Hastelloy C276 or AL-6XN for SO₂ scrubbing systems where chloride buildup in the scrubbing liquor creates severe corrosion.
- Subsea chemical injection packages: AL-6XN or Hastelloy C276 skid-mounted systems for methanol, scale inhibitor, and corrosion inhibitor injection.
- Offshore produced water treatment: Hastelloy C276 pressure vessels for combined H₂S + high-chloride produced water processing.
What Fabrication Methods and Welding Procedures Apply to Hastelloy and AL-6XN?
Fabricating pressure equipment from Hastelloy and AL-6XN alloys requires adapted techniques compared to carbon steel or standard stainless steel fabrication. The differences affect tooling, cutting methods, fit-up requirements, welding processes, post-weld treatment, and inspection methods — all of which must be qualified and documented under ASME codes.
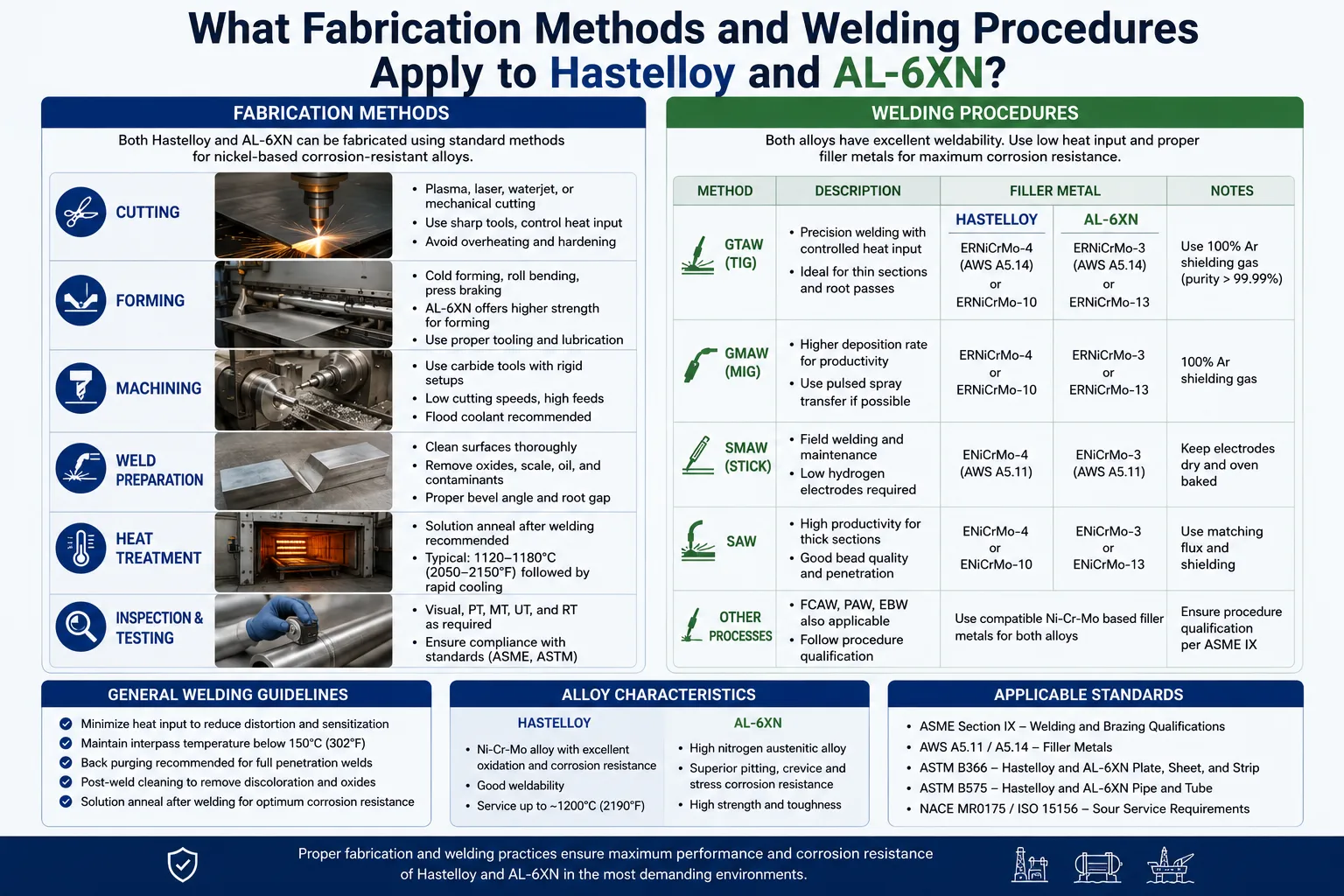
Plate Preparation and Cutting Methods
| Cutting Method | Hastelloy C276/C22 | AL-6XN | Notes |
|---|---|---|---|
| Waterjet cutting | Excellent — preferred | Excellent — preferred | No HAZ; tight tolerance; best surface quality |
| Plasma cutting | Acceptable for rough cuts | Acceptable | HAZ must be ground to minimum 3 mm depth |
| Laser cutting | Good for thin plate (less than 12 mm) | Good for thin plate | HAZ smaller than plasma; grind edges for welding |
| Mechanical shearing | Acceptable for thin sheet (less than 6 mm) | Good to 10 mm | Cold worked edge must be removed before welding |
| Abrasive sawing | Good | Good | Generates heat — use flood coolant |
| Oxy-fuel cutting | Not acceptable | Not acceptable | Carbon pickup and HAZ damage too severe for CRA |
After any thermal cutting operation (plasma, laser), all heat-affected zone material on joint faces must be removed by mechanical grinding before welding. The HAZ in Hastelloy alloys can contain precipitated phases (sigma, mu) that reduce toughness and corrosion resistance, and these must not be incorporated into the weld joint. Minimum material removal depth of 3 mm beyond the visible heat-affected zone is our standard practice.
Welding Processes and Procedure Qualification
All welding on ASME pressure equipment must be performed using Welding Procedure Specifications (WPS) qualified per ASME Section IX. Each WPS documents the essential and non-essential variables for the welding process, base metal P-number combination, filler metal F-number and A-number, position, and joint design.
| Welding Process | Hastelloy C276/C22 Application | AL-6XN Application | Key Control Parameters |
|---|---|---|---|
| GTAW (TIG) — manual | All wall thicknesses; preferred for root passes | All wall thicknesses; preferred for thin section | Back purging essential; argon shielding; clean base metal |
| GTAW — orbital (automated) | Tubing and small pipe; consistent quality | Tubing, pharmaceutical vessels | Programmable parameters; consistent heat input |
| GMAW (MIG) — short circuit | Tack welds, light gauge sheet | Not recommended for CRA structural welds | Too much spatter and lack of fusion risk |
| GMAW — spray or pulse | Fill and cap passes, plate construction | Fill and cap passes, 6+ mm sections | Better fusion than short circuit; less spatter |
| SMAW (Stick) | Fill and cap passes in field or large vessels | Fill and cap on larger sections | Low-hydrogen storage of electrodes |
| SAW (Submerged Arc) | Heavy plate seam welds in large vessels | Heavy plate seam welds | Dilution control critical; matched flux required |
| PAW (Plasma Arc) | Keyhole welding of medium thickness sections | Medium thickness sections | Excellent penetration control; high quality |
| Laser welding | Thin wall pharmaceutical vessels | Pharmaceutical and thin-wall applications | Narrow HAZ; autogenous preferred |
| Resistance seam welding | Thin sheet overlaps; cladding attachment | Thin sheet applications | Limited to specific joint geometries |
Filler Metal Selection for ASME Qualified Weld Procedures
| Base Metal Combination | Recommended Filler | AWS Classification | Notes |
|---|---|---|---|
| Hastelloy C276 to C276 | Hastelloy C276 matching | ERNiCrMo-4 | Highest corrosion resistance in weld deposit |
| Hastelloy C22 to C22 | Hastelloy C22 matching | ERNiCrMo-10 | Matching corrosion resistance |
| AL-6XN to AL-6XN | AL-6XN or 625 filler | ER2594 or ERNiCrMo-3 | 625 filler provides overmatch corrosion resistance |
| Hastelloy C276 to carbon steel | ERNiCrMo-4 or 625 | ERNiCrMo-3 or -4 | Dilution from carbon steel side — use C276 or 625 |
| Hastelloy C276 to 316L SS | ERNiCrMo-4 (C276) | ERNiCrMo-4 | Ni alloy filler handles dilution; maintains corrosion resistance |
| AL-6XN to 316L SS | ERNiCrMo-3 (625) | ERNiCrMo-3 | 625 filler overmatches both base metals |
| Hastelloy C276 to AL-6XN | ERNiCrMo-4 or -3 | ERNiCrMo-4 | C276 filler provides complete corrosion matching |
| Hastelloy C276 to Hastelloy C22 | ERNiCrMo-10 (C22) or -4 (C276) | ERNiCrMo-10 | Either alloy filler appropriate |
Critical Welding Procedure Controls for CRA Equipment
Back Purging:
All root pass welds in pipe, tubing, and plate butt joints must be back purged with 99.995% purity argon or helium-argon blends throughout the welding operation. Oxygen contamination of the weld root — even at ppm levels — creates chromium oxide inclusions in the weld root that reduce corrosion resistance and create stress concentration sites. We specify oxygen content of the purge gas outlet below 50 ppm before welding begins, verified by oxygen monitoring instrument at the vent.
Interpass Temperature Control:
Maximum interpass temperature is limited to 177°C (350°F) for Hastelloy alloys and 150°C (300°F) for AL-6XN. Excessive heat buildup between passes increases the time the weld HAZ spends in the sensitization temperature range (600–900°C for these alloys), risking chromium depletion adjacent to grain boundary carbides that reduces corrosion resistance in the HAZ.
Heat Input Control:
Weld heat input (calculated as Joules per millimeter = voltage × amperage × 60 / travel speed in mm/min) must be controlled within the range established in the qualified WPS. High heat input increases grain growth in the HAZ and may cause precipitation of deleterious phases in Hastelloy alloys. Low heat input increases the risk of incomplete fusion. Our welding engineers establish heat input windows during procedure qualification testing and include these limits in the WPS.
Contamination Prevention:
Hastelloy and AL-6XN are particularly sensitive to surface contamination before and during welding. Our shop procedures prohibit use of carbon steel tools (wire brushes, grinders, clamping devices) in contact with CRA materials — dedicated stainless steel or ceramic tooling is required. All surfaces within 50 mm of any weld joint are solvent-wiped with acetone immediately before welding.
What Quality Control, Inspection, and Testing Standards Govern CRA Equipment Fabrication?
ASME-certified Hastelloy and AL-6XN equipment fabrication requires a comprehensive quality control program that is documented, audited, and independently verified. Understanding the full inspection program helps equipment buyers evaluate what they are purchasing beyond the physical equipment itself.
Mandatory ASME Inspection and Testing Requirements
| Inspection/Test | Applicable ASME Code | Frequency | Notes |
|---|---|---|---|
| Radiographic Examination (RT) | ASME Section VIII UW-11 | Per code for joint categories; 100% for Class 1 | Full RT on all longitudinal and circumferential welds when specified |
| Ultrasonic Examination (UT) | ASME Section VIII; Section V Article 4 | Alternative to RT where permitted | Phased array UT (PAUT) increasingly specified |
| Magnetic Particle (MT) | Not applicable to austenitic alloys | — | Hastelloy and AL-6XN are non-magnetic |
| Liquid Penetrant (PT) | ASME Section V Article 6 | After all final welds; after hydrotest | Fluorescent PT preferred for tight defect detection |
| Hydrostatic Pressure Test | ASME Section VIII UG-99 | 100% — every pressure vessel | 1.3× MAWP minimum; hold for 30 minutes minimum |
| Pneumatic Pressure Test | ASME Section VIII UG-100 | Alternative to hydrostatic when water contamination concern | 1.1× MAWP; requires AI approval |
| Positive Material Identification (PMI) | Customer specified / regulatory | 100% on CRA components — standard at MWalloys | XRF element verification on every piece |
| Impact Testing | ASME Section VIII UG-84 | When required by design temperature | For vessels designed for service below -29°C |
| Hardness Testing | Customer specified; NACE MR0175 | Per lot or per weld for sour service | NACE hardness limits must be verified |
| Dimensional Inspection | Customer drawing | 100% — every vessel | Nozzle orientation, flange face dimensions, total height/length |
| Weld Visual Inspection | ASME Section VIII | 100% — all welds | Before and after any NDE |
Positive Material Identification (PMI) — Why It Matters for CRA Equipment
PMI — the use of X-ray fluorescence (XRF) or optical emission spectrometry (OES) to verify the elemental composition of materials in fabricated equipment — is not explicitly required by ASME Section VIII but has become a standard requirement for Hastelloy and AL-6XN pressure equipment for three compelling reasons:
- Material mix-up prevention: Hastelloy C276 and 316L stainless steel plate look visually identical. Without PMI, a material substitution error — whether deliberate or accidental — would not be detectable until after the equipment entered service in a corrosive environment.
- Weld filler verification: XRF analysis of deposited weld metal verifies that the correct filler metal was used. Using 316L filler instead of ERNiCrMo-4 (Hastelloy C276 filler) in a Hastelloy C276 vessel would produce weld metal with dramatically inferior corrosion resistance that visual or radiographic inspection cannot detect.
- Insurance and regulatory compliance: Many chemical plant operators require PMI records as part of their management of change (MOC) documentation and for pressure vessel registration with local regulatory authorities. The records become permanent equipment documentation.
At MWalloys, we perform 100% PMI on all base material and deposited weld metal in Hastelloy and AL-6XN fabrications, with results documented on a PMI report that becomes part of the equipment data package. This is not optional — it is our standard practice regardless of whether the customer specification requires it.
Surface Finish Requirements and Verification
| Surface Finish Category | Ra Value | Measurement Method | Application |
|---|---|---|---|
| As-welded (process vessel interior) | 3.2–6.3 µm (125–250 µin) | Surface profilometer | General chemical process equipment |
| Mechanically polished (2B equivalent) | 0.8–1.6 µm (32–63 µin) | Profilometer | Food and beverage; general pharmaceutical |
| Electropolished (pharmaceutical) | 0.4–0.5 µm (16–20 µin) max | Profilometer per ASME BPE SF4 | API synthesis reactors; WFI systems |
| Electropolished (high purity) | 0.2–0.3 µm (8–12 µin) max | Profilometer per ASME BPE SF6 | Semiconductor process equipment |
| Ground and blasted (external) | 3.2–6.3 µm (125–250 µin) | Visual comparison | Standard external surface preparation |
How Does the OEM Custom Fabrication Process Work at MWalloys?
Understanding the complete project workflow from initial inquiry through equipment delivery helps OEM customers plan their project schedules, allocate review resources, and set realistic expectations for custom fabricated CRA equipment.
MWalloys OEM Project Workflow
Phase 1: Technical Inquiry and Requirements Definition (Days 1–5):
Customer submits process data sheets, equipment specifications, or conceptual sketches. MWalloys' engineering team reviews the process conditions (temperature, pressure, fluid chemistry, flow rates), identifies the applicable ASME code sections, confirms alloy selection, and prepares a technical proposal with preliminary equipment outline drawing, estimated delivery schedule, and commercial pricing.
Phase 2 — Contract and Engineering (Days 5–25 depending on complexity):
After contract execution, our engineering team produces detailed design calculations per ASME Section VIII, nozzle load calculations per applicable nozzle load standards (WRC 107/297 or FEA), Manufacturer's Design Report (MDR) preparation, and detailed fabrication drawings with all dimensions, weld details, and inspection callouts. Customer review of engineering documents is incorporated before fabrication begins.
Phase 3: Material Procurement and Incoming Inspection (Days 15–35):
Plate, pipe, fittings, flanges, and fasteners are ordered from qualified mill sources with AMS or ASTM certifications. Incoming material inspection includes dimensional verification, PMI of every plate and fitting, review of material test reports against specification requirements, and AI notification of material receipt.
Phase 4: Fabrication (Days 25–90 depending on complexity):
Cutting, forming, fit-up, welding, and post-weld operations proceed per the approved fabrication drawings and qualified WPS documents. AI hold points are observed — the AI must witness and sign off on all required inspection stages before work proceeds past each hold point. MWalloys' internal QC inspectors perform continuous in-process inspection between AI hold points.
Phase 5: Inspection and Testing (Days 80–110):
All NDE (RT, UT, PT as applicable), dimensional inspection, PMI verification of weld metal, and the mandatory hydrostatic pressure test are performed. AI witnesses the pressure test. Any rejections from NDE are repaired per the qualified repair procedure and re-inspected.
Phase 6: Documentation and Delivery (Days 100–120):
The Manufacturer's Data Report (Form U-1 or U-1A for heat exchangers) is completed and signed by both the MWalloys Certifying Engineer and the Authorized Inspector. The complete documentation package — including all MTRs, weld records, NDE reports, PMI records, dimensional inspection reports, and the pressure test certificate — is assembled and delivered with the equipment. The vessel is registered with the National Board of Boiler and Pressure Vessel Inspectors.
Engineering Capabilities and Design Software
Our engineering team uses established design software tools for ASME pressure vessel design calculations:
| Engineering Tool | Application |
|---|---|
| COMPRESS (Codeware) | ASME Section VIII Div 1 and Div 2 vessel design calculations |
| PVElite (Hexagon PPM) | Alternative ASME pressure vessel design calculation platform |
| AutoCAD and SolidWorks | 2D and 3D detailed fabrication drawings |
| CAESAR II | Piping flexibility and stress analysis per ASME B31.3 |
| FEA (ANSYS) | Complex nozzle loads, non-standard geometry, Division 2 design |
| HTRI (Xchanger Suite) | Heat exchanger thermal and hydraulic design |
| FLARENET / PIPESIM | Piping system simulation for skid design |
How Do Hastelloy and AL-6XN Fabricated Equipment Compare in Total Cost of Ownership?
The capital cost premium of Hastelloy or AL-6XN equipment over carbon steel or 316L stainless steel equipment is real and must be justified through a quantitative total cost of ownership analysis. We consistently help customers develop this analysis when their capital project budget committees question the alloy cost premium.
Cost of Ownership Comparison Framework
| Cost Category | Carbon Steel (316L lined) | AL-6XN Solid Construction | Hastelloy C276 Solid Construction |
|---|---|---|---|
| Initial capital cost (vessel, installed) | Baseline (1.0×) | 1.8–2.5× | 3.5–5.0× |
| Expected service life in aggressive corrosive service | 3–7 years before failure or lining replacement | 15–25 years | 20–30+ years |
| Annual maintenance cost (inspection, repair) | High — lining inspection and repair | Low | Very Low |
| Unplanned shutdown cost from corrosion failure | High — typically 2–5× vessel replacement cost | Very Low | Essentially zero in qualified service |
| Waste disposal / environmental remediation if failure occurs | High — potential regulatory liability | Not applicable | Not applicable |
| Insurance premium differential | Higher for high-failure-probability equipment | Lower | Lowest |
| Annualized cost over 20-year analysis period | Typically highest | Middle | Typically lowest per year of production |
The annualized cost comparison almost always favors Hastelloy C276 or AL-6XN over carbon steel lined vessels in genuinely corrosive service. A vessel that costs 4× more but lasts 5× longer has a 25% lower annualized capital cost before accounting for the much lower maintenance, inspection, and unplanned shutdown costs of the corrosion-resistant alloy design.
We can prepare a customized total cost of ownership analysis for any equipment specification upon request. This analysis is particularly valuable when presenting the Hastelloy cost premium to capital appropriation committees that evaluate requests on a first-cost basis without full lifecycle cost context.
Hastelloy C276 vs AL-6XN — Cost and Performance Selection Guide
| Factor | Points Favoring AL-6XN | Points Favoring Hastelloy C276 |
|---|---|---|
| Capital cost | Lower (40–50% less material cost) | Higher, but longer life may justify |
| Corrosive medium severity | Moderate (seawater, dilute acids, chloride brines) | Severe (HCl, HF, concentrated chlorides, sour gas) |
| Maximum chloride concentration | Below 50,000 ppm at moderate temperature | Above 50,000 ppm, or high temperature with chlorides |
| Operating temperature | Below 150°C | 150–371°C |
| Previous material failures | 316L/304 failed; AL-6XN as upgrade | 316L, duplex, and AL-6XN all failed |
| Regulatory recognition | Broad regulatory acceptance; FDA, USP recognized | Full ASME and NACE qualification |
| Availability of material and fittings | Good — widely stocked | Good — widely stocked by specialty distributors |
| Welding ease | Excellent weldability | Good weldability |
| Experience base at MWalloys | Extensive | Extensive |
What Documentation and Certification Packages Accompany MWalloys Fabricated Equipment?
Every piece of ASME-certified pressure equipment manufactured by MWalloys is delivered with a comprehensive documentation package. This package becomes the equipment's permanent record throughout its operating life — referenced during inspection, repair qualification, regulatory renewal, and equipment transfer.
Standard Equipment Documentation Package
| Document | Content | Regulatory Basis |
|---|---|---|
| ASME Manufacturer's Data Report (U-1 or U-1A) | Design MAWP, hydrotest pressure, design temperature, material specifications, NDE summary, AI signature | ASME Section VIII; National Board |
| National Board Registration Certificate | NB registration number assigned to vessel | National Board of Boiler and Pressure Vessel Inspectors |
| Manufacturer's Design Report | Design calculations per ASME Section VIII (pressure, nozzle reinforcement, flange ratings) | ASME Section VIII |
| Material Test Reports | Full chemical and mechanical analysis for every plate, pipe, fitting, flange, and fastener | ASTM/ASME material specifications |
| PMI Reports | XRF results for every base metal piece and selected weld deposit verifications | Customer specification; good engineering practice |
| Weld Map and Weld Record | Identifies each weld by number; records welder ID, WPS used, NDE results for each weld | ASME Section IX; Section VIII |
| Welding Procedure Specifications (WPS) | Qualified procedure documents for each welding process and base metal combination used | ASME Section IX |
| Procedure Qualification Records (PQR) | Test records demonstrating each WPS is supported by qualifying test data | ASME Section IX |
| Welder Performance Qualifications | Current qualification records for each welder who worked on the vessel | ASME Section IX |
| NDE Reports | RT films or digital RT images, UT scan records, PT reports — signed by certified NDE Level II or III | ASME Section V; Section VIII |
| Hydrostatic Test Certificate | Test pressure applied, hold time, AI witness signature, date | ASME Section VIII UG-99 |
| Dimensional Inspection Report | All critical dimensions as-built vs. drawing; nozzle orientation survey | Customer drawing; ASME tolerances |
| Heat Exchanger Performance Test (if applicable) | Witnessed thermal performance test results | TEMA; customer specification |
| ASME BPE Compliance Documentation (pharmaceutical) | Surface finish measurements, orbital weld inspection records | ASME BPE |
| CE Marking Documentation (European projects) | Pressure Equipment Directive (PED) 2014/68/EU conformity assessment | EU Regulation 2014/68/EU |
MWalloys Global OEM Supply Terms, Lead Times, and Ordering Information
MWalloys is structured to serve OEM customers, EPC contractors, plant operators, and engineering firms worldwide with certified custom fabrication of Hastelloy and AL-6XN process equipment.
Project and Order Terms
| Term | Details |
|---|---|
| Minimum Order Quantity | No minimum — single custom equipment items through multi-unit production contracts |
| Standard Project Lead Time | 30–60 days for simple vessels; 60–90 days for heat exchangers; 90–120 days for complex columns and skids |
| Express Lead Time | 20–45 days for simplified designs in stock materials (confirm feasibility at inquiry) |
| Payment Terms (First Order) | T/T: 30% on contract execution; 40% at material procurement milestone; 30% before shipment |
| Established Customer Terms | Progress billing per agreed milestones; Net 30 on final invoice |
| Letters of Credit | Accepted for orders above USD $100,000 |
| Engineering Documentation Review | Customer review periods incorporated into schedule — typically 5 business days per submittal round |
| Warranty | 12 months from shipment against fabrication defects; materials covered by manufacturer warranties |
Global Shipping and Equipment Delivery
| Shipping Mode | Equipment Type | Transit Time | Notes |
|---|---|---|---|
| Sea freight (FCL) | All large equipment — vessels, columns, heat exchangers | 15–45 days by destination | Standard for equipment above 5,000 kg |
| Sea freight (LCL) | Smaller equipment, skid assemblies | 20–50 days | For equipment too small for FCL economics |
| Air freight | Small critical components, urgent spare parts | 2–5 days | High cost; reserved for urgent situations |
| Overland / road freight (regional) | Regional customers within continent | 3–10 days | Available for North America, Europe |
| Project cargo / heavy lift | Oversized equipment requiring special transport | Per project logistics plan | Arrange at quotation stage |
Incoterms Available: EXW, FCA, FOB, CFR, CIF, CIP, DAP, DDP — selected to match customer's import logistics and insurance preferences.
Geographic Markets Served
MWalloys fabricates and ships custom Hastelloy and AL-6XN equipment to customers in more than 50 countries across all major industrial regions:
| Region | Key Customer Industries |
|---|---|
| North America (USA, Canada, Mexico) | Chemical processing, pharmaceutical, oil and gas, desalination, power |
| Europe (Germany, Netherlands, UK, France, Italy, Scandinavia) | Chemical OEM, pharmaceutical, offshore, power generation |
| Middle East (Saudi Arabia, UAE, Qatar, Kuwait, Oman) | Petrochemical, desalination, oil and gas processing |
| Asia-Pacific (Singapore, China, South Korea, Japan, Australia, India) | Chemical, pharmaceutical, LNG, desalination, offshore |
| Latin America (Brazil, Mexico, Colombia, Chile) | Mining, oil and gas, chemical processing |
| Africa (Egypt, Nigeria, South Africa, Angola) | Oil and gas, mining, water treatment |
Ready to Start Your Custom Fabrication Project?
Contact MWalloys today for a technical consultation and project quotation. Our engineering team responds to all equipment fabrication inquiries within one business day with preliminary technical feedback and schedule guidance. Submit your process data sheet, equipment specification, or conceptual sketch to begin — we handle the engineering from concept through certified delivery.
Email: sales@mwalloys.com | Global Inquiries: +8618538321502.
FAQs About Custom Hastelloy and AL-6XN Equipment Fabrication
1: What is the difference between ASME Section VIII Division 1 and Division 2 for Hastelloy pressure vessels?
ASME Section VIII Division 1 uses conservative design-by-rule methods with lower allowable stresses (typically UTS/3.5 at room temperature), while Division 2 uses higher allowable stresses (UTS/2.4) with more rigorous analysis requirements including fatigue evaluation and mandatory pressure testing — for Hastelloy C276, Division 1 allows approximately 23.3 ksi and Division 2 allows approximately 33.5 ksi at room temperature, enabling thinner walls and lighter equipment at the cost of more extensive engineering. The practical implication is that Division 1 is the standard for most process equipment because its conservative approach requires less engineering documentation and is accepted by all jurisdictions. Division 2 is specified when the combination of high pressure and large diameter creates shell thicknesses in Division 1 that are impractical — either too thick to roll and weld, or too heavy for the supporting structure. For Hastelloy vessels, the expensive alloy cost means that Division 2's thinner wall design can produce substantial material cost savings on large, high-pressure vessels that more than offset the higher engineering cost. MWalloys designs to both Division 1 and Division 2 depending on the specific design conditions and customer preference, and we can perform the comparative analysis to recommend which division produces the most economical design for a given set of process conditions.
2: How does AL-6XN compare to 904L and duplex 2205 stainless steel for chemical process equipment?
AL-6XN (N08367) outperforms both 904L (N08904) and duplex 2205 (S32205) in chloride pitting and crevice corrosion resistance, with a PREN of approximately 47–52 compared to approximately 36 for 904L and 34–36 for 2205, making AL-6XN suitable for seawater and high-chloride process service where both 904L and 2205 experience pitting and crevice corrosion failure. The resistance hierarchy for chloride-containing environments is clearly 2205 less than 904L less than AL-6XN less than Hastelloy C276 in terms of PREN and documented field performance. For dilute seawater applications at ambient temperature, both 2205 and 904L may perform adequately. As seawater temperature rises above 40°C, chloride concentration increases, or crevice geometries are present in the equipment design, the superiority of AL-6XN becomes significant and documented in published corrosion testing. Duplex 2205 has superior yield strength to AL-6XN (minimum 450 MPa vs 310 MPa), which can allow thinner walls, but this strength advantage is offset by 2205's greater susceptibility to chloride stress corrosion cracking — the FCC austenitic structure of AL-6XN is inherently more resistant to chloride SCC than the duplex two-phase microstructure of 2205. For equipment operating at temperatures above 300°C, duplex alloys are excluded from most design codes due to 475°C embrittlement concerns, while AL-6XN remains code-qualified to 316°C.
3: Can MWalloys fabricate equipment combining Hastelloy C276 shells with AL-6XN tubes in a heat exchanger?
Yes! MWalloys routinely fabricates dissimilar alloy heat exchangers with Hastelloy C276 shells and AL-6XN tubes (or the reverse) when the shell-side and tube-side process fluids have different corrosivity, with the more corrosion-resistant alloy assigned to the more aggressive fluid side and the two alloys joined through carefully designed transition welds using Inconel 625 (ERNiCrMo-3) filler metal. The primary engineering challenge in dissimilar alloy heat exchanger design is the differential thermal expansion between the two alloys — Hastelloy C276 expands at 11.2 µm/m·°C while AL-6XN expands at 15.7 µm/m·°C, creating a 40% differential expansion rate. For fixed-tubesheet designs, this differential creates significant thermal stress on the tubesheet and tube joints during temperature transients. Our engineering team evaluates whether fixed-tubesheet design is thermally viable for the specific operating temperature range or whether U-tube or floating-head configurations must be used to accommodate differential movement. The weld procedure qualification for dissimilar alloy tube-to-tubesheet joints uses ERNiCrMo-3 (Inconel 625) filler, which provides adequate corrosion resistance compatibility with both base metals and is well-established in ASME Section IX P-number grouping for this combination. All dissimilar metal welds receive 100% liquid penetrant examination and are included in the PMI verification program.
4: What is the minimum wall thickness for Hastelloy C276 pressure vessels under ASME Section VIII?
ASME Section VIII Division 1 specifies a minimum vessel shell thickness of 1/16 inch (1.6 mm) exclusive of corrosion allowance for unfired pressure vessels, but practical Hastelloy C276 pressure vessel construction typically uses minimum thicknesses of 6–8 mm for structural rigidity in vessels above 300 mm diameter, with required thickness calculated from the formula t = PR/(SE-0.6P) using ASME allowable stress S values for the specific alloy and temperature. The calculated required thickness depends on the design pressure (P), inside radius (R), ASME allowable stress (S = 23.3 ksi at ambient for C276 plate), and joint efficiency (E = 1.0 for 100% radiographed butt welds, 0.85 for spot examined joints). A practical example: for a 600 mm inside diameter Hastelloy C276 vessel designed for 30 bar at 150°C, the required shell thickness calculates to approximately 5.8 mm using Division 1 rules with 100% RT (E = 1.0), and the ASME allowable stress at 150°C of approximately 143 MPa (20.7 ksi). Corrosion allowance for Hastelloy C276 in qualified service is typically zero — the alloy is selected specifically because it does not corrode at measurable rates in the intended service, so adding a corrosion allowance would represent a misunderstanding of the material's behavior. MWalloys' engineering team performs complete ASME Section VIII calculations for every vessel we fabricate, and these calculations are included in the Manufacturer's Design Report that accompanies the equipment.
5: Does MWalloys provide ASME BPE-compliant fabrication for pharmaceutical process equipment?
Yes, MWalloys fabricates ASME BPE (Bioprocessing Equipment Standard)-compliant pressure vessels, reactors, and piping systems in both Hastelloy C276 and AL-6XN for pharmaceutical API synthesis, fermentation, purification, and utilities service, with electropolished internal surfaces to Ra 0.4–0.5 µm, orbital weld qualification, and the comprehensive documentation packages required for equipment qualification (IQ/OQ/PQ). ASME BPE is a supplemental standard that applies in addition to ASME Section VIII for pharmaceutical process equipment — it does not replace the pressure vessel code but adds requirements specific to bioprocessing, including surface finish specifications (SF grades), welding requirements with enhanced coupon inspection, drainage requirement calculations (slope verification), material documentation requirements, and dimensional tolerances for hygienic connections. Our BPE-compliant fabrication program includes: dedicated tooling for CRA materials to prevent contamination; orbital GTAW welding with qualified orbital welding procedures per BPE; 100% internal weld inspection with borescope examination and photographic documentation; electropolishing per ASME BPE surface finish requirements with Ra measurement certificates; passivation per ASTM A967 or SEMI F19; and the complete documentation package that pharmaceutical equipment validation teams require for their IQ protocols. Contact our pharmaceutical equipment team to discuss your specific BPE compliance requirements.
6: What is the lead time for a custom Hastelloy C276 pressure vessel from MWalloys?
Standard lead time for a custom ASME-certified Hastelloy C276 pressure vessel at MWalloys is 60–90 days from contract execution for vessels in the 500 mm to 2,000 mm diameter range at design pressures below 100 bar, with larger or more complex vessels requiring 90–120 days and simple small vessels potentially achievable in 30–45 days from stock material. The lead time components are: engineering and customer document approval (10–15 days), material procurement (10–20 days from our certified mill sources), fabrication (20–45 days depending on complexity and shop loading), inspection and testing including AI hold points (7–14 days), and documentation preparation and shipment (5–7 days). Customers can reduce total lead time by providing complete and final process data sheets and specifications at the time of order, minimizing engineering revision cycles, and selecting standard nozzle configurations rather than custom orientations that require additional engineering. For urgent replacement vessel requirements, we maintain Hastelloy C276 plate stock in the most common thicknesses (6 mm, 8 mm, 10 mm, 12 mm) that allows us to begin cutting immediately upon contract execution while engineering documentation is being developed in parallel, potentially reducing lead time to 40–55 days for standard configurations. Contact our project team with your vessel specifications for a current, accurate lead time commitment.
7: How does MWalloys qualify welding procedures for Hastelloy and AL-6XN under ASME Section IX?
MWalloys qualifies welding procedures for Hastelloy and AL-6XN fabrication by preparing and testing Procedure Qualification Records (PQR) per ASME Section IX requirements, which involve welding and destructively testing representative test coupons that demonstrate the proposed WPS produces welds meeting mechanical and bend test acceptance criteria, with all testing witnessed and certified by the Authorized Inspector. The ASME Section IX procedure qualification process for Hastelloy C276 (P-number 45) and AL-6XN (P-number 8 or qualified with specific UNS designation qualification) involves: welding test coupons in the joint configuration, position, and with the material thickness range the WPS will cover; performing radiographic examination of the test coupon to verify internal weld soundness; cutting tensile specimens from the coupon and testing to verify joint tensile strength meets code minimum; performing guided bend tests to verify weld ductility; and documenting all essential variables (base metal P-number, filler F-number, process, position, PWHT, backing) that are covered by the qualification. MWalloys maintains a library of qualified WPS documents covering all common material combinations, processes, positions, and thickness ranges encountered in Hastelloy and AL-6XN vessel fabrication. For unusual combinations not covered by existing qualifications, we prepare and qualify new procedures as part of the project scope, with the PQR testing schedule incorporated into the overall project timeline.
8: What corrosion testing does MWalloys perform to verify weld quality in Hastelloy and AL-6XN fabrications?
MWalloys performs ASTM G28 intergranular corrosion testing on Hastelloy weld procedure qualification coupons to verify that the welding process and heat input controls produce weld metal and heat-affected zones with corrosion resistance equivalent to the base metal, ensuring no sensitization or deleterious phase precipitation occurred during welding. ASTM G28 Method A (ferric sulfate-sulfuric acid test, 24 hours at boiling) is the standard sensitization screening test for nickel alloys. The test selectively attacks grain boundary regions where chromium depletion from carbide precipitation has occurred — the same mechanism responsible for intergranular corrosion in field service. Weld HAZ coupon sections that pass ASTM G28 with corrosion rates equal to or lower than the solution annealed base metal confirm that welding heat input and interpass temperature controls were effective in preventing sensitization. For AL-6XN, ASTM A262 Practice E (oxalic acid etch test for screening) and Practice B (ferric sulfate-sulfuric acid test) are equivalent sensitization screening methods. In addition to procedure qualification corrosion testing, MWalloys performs production corrosion coupon testing at customer request — coupons cut from production weld test plates run alongside the qualified WPS and tested to confirm production welding is consistent with the qualified procedure conditions. This additional verification layer is particularly valuable for pharmaceutical and fine chemical plant customers whose process conditions are sensitive to even minor variations in weld metal corrosion resistance.
9: Can MWalloys fabricate Hastelloy and AL-6XN equipment to European pressure equipment directive (PED) requirements?
Yes. MWalloys fabricates Hastelloy and AL-6XN pressure equipment compliant with the European Pressure Equipment Directive (PED) 2014/68/EU, which is the regulatory framework governing the design, fabrication, and conformity assessment of pressure equipment marketed in the European Economic Area, using third-party notified body involvement for Category III and IV equipment as required by the PED risk categorization scheme. The PED conformity assessment route for custom fabricated pressure vessels typically falls under Module G (individual examination) or Module H (quality assurance) for Category III and IV equipment — the categories that encompass most industrial pressure vessels above modest pressure-volume thresholds. Under Module G, a EU-designated Notified Body reviews the design calculations, witnesses critical fabrication operations, reviews all test records, and issues the EC Type Examination Certificate that enables CE marking of the finished vessel. MWalloys coordinates directly with the customer's chosen Notified Body — or recommends qualified Notified Bodies from our established working relationships — to integrate the Notified Body review schedule into the fabrication timeline without creating delays. The technical file (design calculations, material certificates, welding records, NDE reports, test certificates) compiled during ASME U-stamp fabrication covers approximately 80–90% of the documentation required for PED conformity — the two quality systems are complementary rather than conflicting. For European projects, contact MWalloys' engineering team at project initiation to discuss the PED risk category classification and appropriate conformity assessment route before contract execution.
10: What after-sales support does MWalloys provide for fabricated Hastelloy and AL-6XN equipment?
MWalloys provides 12-month fabrication defect warranty coverage on all ASME-certified equipment, with post-warranty technical support including failure analysis consultation, repair welding procedure guidance, field inspection support, and spare component supply throughout the equipment's operating life. Our after-sales support program includes: warranty claim response within 24 hours of written notification, with field engineering support dispatched within 5 business days for any warranty defect investigation; technical consultation service for customers experiencing unexpected corrosion or process changes that affect material performance — we provide written technical opinions on corrosion mechanisms and remediation options at no charge for customers with MWalloys-fabricated equipment; repair fabrication services for equipment damage or in-service failures, including emergency fabrication of replacement sections, nozzle additions, or complete replacement vessels with priority scheduling; archive maintenance of all equipment documentation records for the full operating life of the equipment, enabling retrieval of original MTRs, weld records, and design calculations years after original delivery; and replacement component supply — spare tubes for heat exchangers, replacement tray panels for distillation columns, and spare nozzle flanges — fabricated from certified material with matching documentation. To initiate after-sales support for MWalloys-fabricated equipment, contact our technical service team with your equipment serial number and National Board registration number, which enables us to immediately retrieve your complete equipment record.
Verifiable References
The following sources were consulted in preparing this technical article and are independently verifiable by engineers, procurement specialists, and quality managers:
- ASME International. ASME Boiler and Pressure Vessel Code, Section VIII Division 1: Rules for Construction of Pressure Vessels. ASME, New York, NY. Current Edition.
- ASME International. ASME Boiler and Pressure Vessel Code, Section IX: Welding, Brazing, and Fusing Qualifications. ASME, New York, NY. Current Edition.
- ASME International. ASME Boiler and Pressure Vessel Code, Section II Part B: Non-Ferrous Material Specifications (SB-574, SB-575, SB-619, SB-622, SB-676, SB-688, SB-691). ASME, New York, NY. Current Edition.
- ASME International. ASME BPE: Bioprocessing Equipment Standard. ASME, New York, NY. Current Edition.
- ASME International. ASME B31.3: Process Piping Code. ASME, New York, NY. Current Edition.
- Haynes International. Hastelloy C-276 Alloy Data Sheet (H-2002C). Haynes International, Kokomo, IN.
- Haynes International. Hastelloy C-22 Alloy Data Sheet (H-2052D). Haynes International, Kokomo, IN.
- Allegheny Technologies (ATI). AL-6XN Alloy Technical Data (N08367). ATI, Pittsburgh, PA.
- ASTM International. ASTM B575: Standard Specification for Low-Carbon Nickel-Chromium-Molybdenum Alloy Plate, Sheet, and Strip. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B688: Standard Specification for Chromium-Nickel-Molybdenum-Iron (UNS N08366 and N08367) Plate, Sheet, and Strip. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM G28: Standard Test Methods for Detecting Susceptibility to Intergranular Corrosion in Wrought, Nickel-Rich, Chromium-Bearing Alloys. ASTM International, West Conshohocken, PA.
- National Board of Boiler and Pressure Vessel Inspectors. National Board Inspection Code (NBIC) NB-23. National Board, Columbus, OH. Current Edition.
- Tubular Exchanger Manufacturers Association (TEMA). TEMA Standards for Heat Exchangers, 10th Edition. TEMA, Tarrytown, NY.
- European Parliament. Pressure Equipment Directive (PED) 2014/68/EU. Official Journal of the European Union, 2014.
- NACE International. NACE MR0175 / ISO 15156: Materials for Use in H₂S-Containing Environments. NACE International, Houston, TX.
- American Welding Society. AWS A5.14: Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods (ERNiCrMo-4 — Hastelloy C276 filler). AWS, Miami, FL.
