MWalloys ofrece servicios de fabricación a medida con certificación ASME de Hastelloy y AL-6XN recipientes a presión, intercambiadores de calor, reactores y equipos de proceso para clientes OEM de los sectores de la industria química, farmacéutica, del petróleo y el gas, la desalinización y la industria naval, con plena autorización de sellado según la Sección VIII, División 1 de la ASME, homologación completa de procedimientos de soldadura conforme a la Sección IX de la ASME y trazabilidad de los materiales, desde el material de fábrica certificado hasta el equipo acabado. Nuestra capacidad de fabricación abarca Hastelloy C276, Hastelloy C22, Hastelloy B3, Hastelloy G30, así como acero inoxidable superaustenítico AL-6XN en todas las configuraciones de los equipos, sin cantidad mínima de pedido, plazo de entrega estándar de entre 30 y 120 días según la complejidad del proyecto, pago mediante transferencia bancaria para los primeros pedidos y envío internacional de los equipos por mar, aire o transporte terrestre.
¿Qué equipos puede fabricar MWalloys en Hastelloy y AL-6XN?
La capacidad de fabricación a medida de MWalloys abarca toda la gama de equipos de proceso necesarios para aplicaciones con productos químicos corrosivos. Diseñamos y fabricamos cada tipo de equipo de acuerdo con los códigos ASME, las especificaciones de proceso del cliente y las normas industriales aplicables, utilizando en su totalidad materiales certificados Hastelloy y AL-6XN.
Recipientes a presión y reactores
Los recipientes a presión fabricados en Hastelloy C276, Hastelloy C22 y AL-6XN constituyen nuestra categoría de equipos de mayor volumen. Los procesos químicos corrosivos —producción de ácidos, síntesis farmacéutica, química del cloro, fabricación de productos fluoroquímicos— requieren recipientes que mantengan la integridad total de la contención de la presión a pesar del contacto continuo con medios que destruirían el acero al carbono o el acero inoxidable estándar en cuestión de meses.
Nuestras capacidades de fabricación de recipientes a presión incluyen:
- Recipientes cilíndricos verticales y horizontales: Diámetros de la carcasa de 150 mm a 4.000 mm; presiones de funcionamiento de hasta 350 bar; temperaturas que van desde las criogénicas hasta los 450 °C, dependiendo de la aleación.
- Vasos de reactor con componentes internos: Las perforaciones de las boquillas del agitador, las soldaduras de fijación de los deflectores, las conexiones internas de las bobinas y la fabricación de la camisa de calentamiento/enfriamiento: todo ello en aleaciones Hastelloy o AL-6XN a juego.
- Autoclaves de alta presión: Recipientes cilíndricos de pared gruesa con cierres mecanizados con precisión para uso en laboratorios y plantas piloto.
- Depósitos de almacenamiento con revestimiento resistente a la corrosión: Carcasa exterior de acero al carbono con recubrimiento completo por soldadura de Hastelloy o AL-6XN en todas las superficies en contacto con el fluido.
- Recipientes de mezcla: Conjuntos completos de recipientes agitados, incluyendo juntas de eje, bridas de montaje del accionamiento y soldaduras de componentes internos.
Todos los recipientes a presión que fabricamos llevan el sello "U" de la ASME, lo que confirma que un inspector autorizado independiente (AI) ha verificado el cumplimiento de la normativa en todas las fases de fabricación.

Intercambiadores de calor
Los intercambiadores de calor de carcasa y tubos fabricados en Hastelloy y AL-6XN se especifican siempre que la corriente de proceso, ya sea en el lado de los tubos o en el de la carcasa, contenga cloruros, ácidos u otras sustancias corrosivas que impidan el uso de acero al carbono o incluso de acero inoxidable dúplex.
| Tipo de intercambiador de calor | Aplicaciones del Hastelloy | Aplicación del AL-6XN |
|---|---|---|
| De carcasa y tubos (placa de tubos fija) | Enfriadores de ácido HF, enfriadores de cloro gaseoso, enfriadores de gas ácido | Enfriadores de agua de mar, enfriadores para procesos farmacéuticos |
| De carcasa y tubos (cabezal flotante) | Enfriadores para procesos químicos con expansión térmica diferencial | Recuperación de calor de la salmuera de desalinización |
| Intercambiadores de calor de haz tubular en U | Enfriadores de procesos ácidos; corrientes de proceso que contienen haluros | Evaporadores de agua de mar, condensadores de centrales eléctricas costeras |
| Intercambiadores de calor de doble tubo | Flujos de proceso corrosivos de pequeño volumen | Refrigeración para la industria farmacéutica y de productos químicos especializados |
| Intercambiadores de calor de placas (con juntas) | No se suele utilizar; se prefiere la construcción soldada | Uso en entornos con corrosión moderada; diseño fácil de limpiar |
| Intercambiadores de calor de placas soldadas | Corrientes altamente corrosivas; sin superficies de junta accesibles | Agua de mar y salmuera con alguna adición química |
| Intercambiadores refrigerados por aire (tubos con aletas) | Corrientes de gases corrosivos a alta temperatura | Entornos costeros con corrosión moderada |
Fabricamos intercambiadores de calor de carcasa y tubos conformes con la norma TEMA, con tubos, placas de tubos, carcasa, canales y todos los componentes sometidos a presión de Hastelloy o AL-6XN, todos ellos de la misma aleación. Las uniones entre los tubos y la placa de tubos se sueldan a fondo y se expanden según los requisitos del Código ASME, con un examen radiográfico o ultrasónico completo de las soldaduras de la placa de tubos cuando así lo exija la especificación de diseño.
Columnas, torres y componentes internos
Las columnas de destilación, las torres de absorción, los depuradores y las columnas de separación en entornos corrosivos suelen requerir una construcción en Hastelloy o AL-6XN. Nuestra capacidad de fabricación de columnas incluye:
- Columnas de relleno: Fabricación de carcasas con rejillas de soporte para el relleno estructuradas o aleatorias, fabricación de distribuidores de líquido y rejillas de sujeción del relleno, todo ello en una aleación resistente a la corrosión a juego.
- Columnas de la bandeja: Fabricación de bandejas de tamiz, bandejas de válvulas y bandejas de tapones de burbuja en Hastelloy o AL-6XN; soldadura de fijación de tubos de bajada; soldadura de anillos de soporte de bandejas.
- Torres de pulverización y depuradores Venturi: Depósitos de geometría personalizada con orificios para boquillas pulverizadoras, bastidores para eliminadores de neblina y conexiones de aspiración y descarga para bombas de recirculación.
- Columnas altas diseñadas para soportar cargas de viento: Fabricación de faldones estructurales, diseño de soportes para pernos de anclaje, cálculo de orejetas de elevación y soldadura: diseño estructural completo conforme a la norma ASCE 7 o al código de resistencia al viento aplicable.
Troncos de tubería, colectores y sistemas montados sobre bastidor
Además de los equipos individuales, MWalloys fabrica conjuntos completos de tramos de tuberías y sistemas de proceso montados sobre bastidor en Hastelloy y AL-6XN. La fabricación de los bastidores incluye la estructura de acero, todas las tuberías de proceso, los instrumentos, las válvulas y las conexiones; se someten a pruebas de presión en fábrica y se entregan listos para su instalación in situ con una intervención mínima por parte del personal de obra.
Las normas de fabricación de tuberías que aplicamos incluyen:
- ASME B31.3 Tuberías de proceso (la norma más habitual en los sectores químico y farmacéutico).
- ASME B31.1: Tuberías de energía.
- ASME B31.4: Transporte por tuberías (líquidos).
- Especificaciones de tuberías propias del cliente que se basan en el código ASME.
¿Qué implica la certificación ASME para los equipos fabricados con Hastelloy y AL-6XN?
La certificación ASME de los equipos a presión fabricados no es una declaración de calidad voluntaria, sino un requisito legal en la mayoría de las jurisdicciones de América del Norte y es aceptada o exigida en muchos mercados internacionales. Comprender exactamente en qué consiste la certificación ASME ayuda a los ingenieros de compras a redactar especificaciones que cumplan con la normativa y a evaluar correctamente la capacidad de los proveedores.
Secciones del Código ASME de calderas y recipientes a presión aplicables a los equipos de CRA
| Sección del Código ASME | Aplicación | Relación con Hastelloy/AL-6XN |
|---|---|---|
| Sección II, Parte A | Especificaciones de los materiales ferrosos | No es directamente aplicable a las aleaciones de níquel |
| Sección II, Parte B | Especificaciones de los materiales no ferrosos (serie SB) | Enumera Hastelloy y AL-6XN con las tensiones admisibles |
| Sección II, Parte D | Tablas de tensiones admisibles | Valores de tensión de cálculo para cada aleación en función de la temperatura |
| Sección VIII, División 1 | Recipientes a presión (sin combustión) | Código primario para la mayoría de los equipos de proceso |
| Sección VIII, División 2 | Normas alternativas (tensión admisible más elevada, mayor número de análisis) | Se utiliza para recipientes de alta presión de pared gruesa |
| Sección IX | Cualificaciones en soldadura y soldadura fuerte | Regula todos los procedimientos de soldadura y las cualificaciones de los soldadores |
| Sección V | Ensayo no destructivo | Métodos de ensayo no destructivo para la inspección de recipientes a presión |
Designaciones de materiales ASME para Hastelloy y AL-6XN
Los códigos ASME utilizan especificaciones con el prefijo "SB", que son adaptaciones directas de las especificaciones "B" de la ASTM y presentan requisitos técnicos idénticos:
| Material | Designación ASME | Designación ASTM | Forma del producto |
|---|---|---|---|
| Hastelloy C276 (N10276) | ASME SB-575 | ASTM B575 | Chapa, hoja, tira |
| Hastelloy C276 (N10276) | ASME SB-574 | ASTM B574 | Barra, varilla |
| Hastelloy C276 (N10276) | ASME SB-622 | ASTM B622 | Tubos sin soldadura |
| Hastelloy C276 (N10276) | ASME SB-619 | ASTM B619 | Tubos soldados |
| Hastelloy C22 (N06022) | ASME SB-575 | ASTM B575 | Chapa, hoja, tira |
| Hastelloy C22 (N06022) | ASME SB-574 | ASTM B574 | Barra, varilla |
| AL-6XN (N08367) | ASME SB-688 | ASTM B688 | Chapa, hoja, tira |
| AL-6XN (N08367) | ASME SB-691 | ASTM B691 | Barra, varilla |
| AL-6XN (N08367) | ASME SB-676 | ASTM B676 | Tubos sin soldadura |
Qué significa el sello "U" de la ASME para los compradores
El sello "U" de la ASME en un recipiente a presión indica que:
- El taller de fabricación cuenta con un certificado de autorización de la ASME vigente (que se renueva cada tres años mediante una auditoría de la ASME).
- Un inspector autorizado (AI) cualificado, empleado por una organización de inspección acreditada por la ASME, presenció las operaciones de fabricación críticas.
- Todos los materiales están certificados según las especificaciones de la Sección II de la ASME y cuentan con trazabilidad completa.
- Todas las soldaduras son realizadas por soldadores y siguiendo procedimientos homologados según la Sección IX de la ASME.
- El diseño del recipiente ha sido revisado por un ingeniero cualificado y cumple con las normas de tensión admisible y de diseño de la Sección VIII de la ASME.
- Se ha cumplimentado y presentado ante la Junta Nacional de Inspectores de Calderas y Recipientes a Presión un informe de datos del fabricante (Formulario U-1).
En el caso concreto de los equipos de Hastelloy y AL-6XN, la revisión de AI abarca el uso correcto de las especificaciones de materiales de la serie SB, la aplicación del número P adecuado (número P 45 para Hastelloy C276, número P 8 para AL-6XN) en las cualificaciones de procedimientos de soldadura, y el uso correcto de los valores de tensión admisibles de la sección II, parte D, de la norma ASME para cada aleación a la temperatura de diseño.
En MWalloys contamos con una autorización vigente del sello "U" de la Sección VIII, División 1, de la ASME, así como con la certificación de soldadura de la Sección IX de la ASME, y contamos con la participación habitual de un inspector autorizado en todos los proyectos de fabricación de recipientes certificados. Nuestro número de registro de la NB (National Board) figura en todos los informes de datos U-1 que emitimos.
¿En qué se diferencian las aleaciones Hastelloy y el AL-6XN, y cuándo se especifica cada una?
Tanto el Hastelloy como el AL-6XN son aleaciones de alto rendimiento resistentes a la corrosión que se utilizan en equipos de procesos químicos exigentes, pero pertenecen a familias de aleaciones diferentes, con distintos mecanismos de resistencia a la corrosión, rangos de temperatura, niveles de resistencia y perfiles de coste.
Resumen comparativo de la familia de aleaciones
Aleaciones Hastelloy (varias designaciones UNS) son aleaciones a base de níquel con un contenido de níquel de entre el 50 % y el 65 %, y altas concentraciones de molibdeno (entre el 7 % y el 28 %), cromo (entre el 1 % y el 22 %), y, en algunos grados, tungsteno, cobalto y hierro. La matriz FCC rica en níquel proporciona una estabilidad inherente en entornos ácidos reductores, mientras que las adiciones de cromo y molibdeno aportan resistencia a los medios oxidantes y a la corrosión por picaduras y en hendiduras inducida por cloruros.
AL-6XN (UNS N08367) es un acero inoxidable superaustenítico con un contenido de cromo de 20–22,1 %, níquel de 23,5–25,51 %, 6–71 TP3T de molibdeno y 0,18–0,251 TP3T de nitrógeno. No es una aleación de níquel, sino una aleación a base de hierro con un contenido muy alto de níquel y molibdeno que cubre la brecha de rendimiento entre los aceros inoxidables austeníticos estándar (304/316) y las verdaderas aleaciones de níquel como el Hastelloy C276. Su PREN (Índice de Resistencia a la Corrosión Punteada = %Cr + 3,3×%Mo + 16×%N) es de aproximadamente 47–52, lo que la sitúa muy por encima del dúplex 2205 (PREN ~36), pero por debajo del Hastelloy C276 (PREN ~73).
Comparación directa: Hastelloy C276 frente a AL-6XN
| Propiedad | Hastelloy C276 (N10276) | AL-6XN (N08367) |
|---|---|---|
| Contenido en níquel | 57% (saldo) | 23.5–25.5% |
| Contenido en hierro | 4-7% | Saldo (~421 TP3T) |
| Contenido de molibdeno | 15-17% | 6–7% |
| Contenido en cromo | 14,5-16,5% | 20–22% |
| Equivalente a PREN | ~73 | ~47–52 |
| UTS (recocido, MPa) | 690 min | 655 min |
| 0,21 TP3T YS (recocido, MPa) | 310 min | 310 min |
| Temperatura máxima de diseño (ASME) | 371 °C (700 °F) | 316°C (600°F) |
| Resistencia a la corrosión por picaduras en agua de mar | Excelente | Muy buena |
| Resistencia a la corrosión intercrestal | Excelente | Bien |
| Resistencia al ácido fluorhídrico | Bien | Moderado |
| Resistencia al ácido oxidante (HNO₃) | Bien | Excelente |
| Resistencia al cloruro SCC | Excelente | Bien |
| Coste relativo del material (chapa) | Muy alto (2,5–3 veces el AL-6XN) | Moderado-alto |
| Soldabilidad | Bien | Excelente |
| Aplicación principal | El proceso químico más agresivo | Agua de mar, proceso químico moderado |
Cuándo especificar cada aleación en los equipos fabricados
Especifique Hastelloy C276 cuando:
- La concentración de cloruro supera las 50 000 ppm, lo que se suma a las altas temperaturas y al estrés.
- El ácido clorhídrico o el ácido fluorhídrico está presente en cualquier concentración superior a la diluida.
- El fluido de proceso contiene azufre elemental o ácidos politiónicos en combinación con cloruros.
- La temperatura de funcionamiento supera los 200 °C en un entorno que contiene cloruro.
- La corrosión interlaminar en las uniones de las placas tubulares, en las superficies de las juntas o bajo los depósitos es un riesgo documentado que se deriva de la química del proceso.
- En el mismo servicio se han producido anteriormente fallos en equipos fabricados con acero inoxidable dúplex, 316L o 904L.
Especifique AL-6XN cuando:
- El medio corrosivo es principalmente agua de mar o salmuera clorada equivalente al agua de mar a una temperatura inferior a 75 °C.
- El proceso implica el uso de ácidos oxidantes diluidos, en los que la ventaja de la resistencia a la corrosión del Hastelloy C276 es mínima.
- Los servicios para el sector farmacéutico o alimentario requieren un material que cuente con la aprobación de la FDA y un amplio reconocimiento normativo.
- El presupuesto del proyecto no permite una construcción íntegramente en Hastelloy, pero ya se ha demostrado que el acero inoxidable 316L estándar no es adecuado.
- El contenido de cloruro se sitúa entre 5 000 y 50 000 ppm a temperaturas moderadas, en las que el AL-6XN ofrece una resistencia adecuada.
¿Cuáles son las propiedades químicas y mecánicas del Hastelloy C276, C22 y AL-6XN?
Los siguientes datos sobre las propiedades constituyen la base técnica que utilizan los diseñadores de equipos de proceso para calcular el espesor de las paredes, el refuerzo de las boquillas, las capacidades nominales de las bridas y las condiciones de funcionamiento admisibles según las normas del código ASME.
Tabla comparativa de la composición química
| Elemento | Hastelloy C276 (N10276) | Hastelloy C22 (N06022) | Hastelloy B3 (N10675) | AL-6XN (N08367) |
|---|---|---|---|---|
| Níquel (Ni) | Equilibrio (~57%) | Equilibrio (~56%) | Saldo (~651 TP3T) | 23.5–25.5% |
| Cromo (Cr) | 14,5-16,5% | 20.0–22.5% | 1.0–3.0% | 20.0–22.0% |
| Molibdeno (Mo) | 15,0-17,0% | 12,5-14,5% | 27.0–32.0% | 6.0–7.0% |
| Hierro (Fe) | 4,0-7,0% | 2.0–6.0% | 1.0–3.0% | Saldo (~421 TP3T) |
| Tungsteno (W) | 3,0-4,5% | 2,5-3,5% | - | - |
| Cobalto (Co) | 2,5% máx. | 2,5% máx. | 3,01 TP3T máx. | - |
| Carbono (C) | 0,010% máx | 0,0151 TP3T máx. | 0,010% máx | 0,030% máx |
| Nitrógeno (N) | - | - | - | 0.18–0.25% |
| Manganeso (Mn) | 1,0% máx. | 0,50% máx | 3,01 TP3T máx. | 2,0% máx. |
| Silicio (Si) | 0,08% máx | 0,08% máx | 0,10% máx | 1,0% máx. |
| Fósforo (P) | 0,04% máx | 0,021 TP3T máx. | 0,04% máx | 0,040% máx |
| Azufre (S) | 0,03% máx | 0,021 TP3T máx. | 0,03% máx | 0,030% máx |
Propiedades mecánicas y valores de tensión admisibles según la ASME
| Propiedad | Chapa de Hastelloy C276 (SB-575) | Chapa de Hastelloy C22 (SB-575) | Placa AL-6XN (SB-688) |
|---|---|---|---|
| Mínimo de UTS | 690 MPa (100 ksi) | 690 MPa (100 ksi) | 655 MPa (95 ksi) |
| 0,21 TP3T YS mínimo | 310 MPa (45 ksi) | 310 MPa (45 ksi) | 310 MPa (45 ksi) |
| Alargamiento mínimo | 40% | 45% | 30% |
| Dureza máxima | 100 HRB | 100 HRB | 100 HRB |
| Tensión admisible según ASME a 38 °C | 23,3 ksi (161 MPa) | 23,3 ksi (161 MPa) | 20,0 ksi (138 MPa) |
| Tensión admisible según ASME a 200 °C | 20,7 ksi (143 MPa) | 20,7 ksi (143 MPa) | 16,5 ksi (114 MPa) |
| Tensión admisible según ASME a 316 °C | 18,5 ksi (128 MPa) | 18,5 ksi (128 MPa) | 14,0 ksi (97 MPa) |
| Temperatura máxima de diseño según la ASME | 371 °C (700 °F) | 371 °C (700 °F) | 316°C (600°F) |
| Densidad (g/cm³) | 8.89 | 8.69 | 8.06 |
| Conductividad térmica (W/m·K a 100 °C) | 11.1 | 10.2 | 12.5 |
| Coeficiente de expansión térmica (µm/m·°C, 21–100 °C) | 11.2 | 12.8 | 15.7 |
La diferencia en el coeficiente de expansión térmica entre el AL-6XN (15,7 µm/m·°C) y el Hastelloy C276 (11,2 µm/m·°C) es de gran importancia en el diseño de intercambiadores de calor. Cuando un intercambiador de calor tiene tubos de AL-6XN en una carcasa de Hastelloy C276, o cualquier otra combinación de estas aleaciones en un diseño de placa tubular fija, la expansión térmica diferencial entre el haz de tubos y la carcasa durante el funcionamiento genera una tensión térmica que debe tenerse en cuenta en el diseño mecánico. Los diseños de placa de tubos fija en combinaciones de aleaciones diferentes a menudo requieren fuelles de expansión o deben reevaluarse como configuraciones de cabeza flotante o de tubo en U para adaptarse al movimiento diferencial.
¿Qué sectores y entornos corrosivos impulsan la demanda de equipos a medida de Hastelloy y AL-6XN?
Los sectores que especifican equipos fabricados a medida en Hastelloy y AL-6XN son precisamente aquellos en los que las consecuencias de los fallos por corrosión van más allá del coste de sustitución de los equipos e incluyen paradas de producción, incidentes medioambientales, incidentes de seguridad y sanciones normativas. Comprender qué condiciones corrosivas concretas dan lugar a estas especificaciones ayuda a los equipos de compras a justificar el sobrecoste del material en los presupuestos de los proyectos de inversión.
Aplicaciones en la industria química
Producción y manipulación del ácido clorhídrico:
Las plantas de producción de HCl, los usuarios de HCl en la síntesis farmacéutica y las instalaciones de fabricación de semiconductores especifican el uso de recipientes a presión e intercambiadores de calor de Hastelloy C276 en todo el sistema de manipulación de HCl. A concentraciones superiores a 10% y temperaturas superiores a la ambiente, incluso los aceros inoxidables de mayor calidad fallan rápidamente, mientras que el Hastelloy C276 presenta tasas de corrosión inferiores a 0,1 mm/año en todo el rango de concentraciones en condiciones no oxidantes.
Servicio de ácido sulfúrico:
El ácido sulfúrico diluido (con una concentración inferior a 30%) a temperaturas elevadas se maneja en equipos de Hastelloy C276 o AL-6XN, dependiendo de la combinación específica de concentración y temperatura. Por encima de una concentración del 60%, en ausencia de contaminantes oxidantes, el Hastelloy C276 ofrece un buen rendimiento. El ácido sulfúrico fumante (óleum) requiere un análisis minucioso de la selección de aleaciones; póngase en contacto con el equipo técnico de MWalloys para obtener recomendaciones específicas sobre materiales para el servicio con óleum.
Cloro y compuestos del cloro:
El cloro húmedo, el ácido clorhídrico, el hipoclorito de sodio y los disolventes clorados plantean problemas de corrosión que justifican el uso del Hastelloy C276 en los equipos de proceso. El Hastelloy C276 es el material de construcción estándar en todas las secciones de cloro húmedo de las plantas de cloro-álcali.
Compuestos de flúor y servicio con HF:
El Hastelloy C276 y el Hastelloy B3 se especifican para equipos destinados al manejo de ácido fluorhídrico. En las unidades de alquilación con HF, el Hastelloy C276 se utiliza en intercambiadores de calor y recipientes en los que la concentración de HF anhidro o acuoso, la temperatura y la geometría del equipo crean condiciones que superan la capacidad de las tuberías de Monel 400.
Aplicaciones farmacéuticas y biotecnológicas
| Tipo de equipo | Especificaciones de la aleación | Marco normativo |
|---|---|---|
| Recipientes de reactor (síntesis API) | Hastelloy C276 o C22 | cGMP de la FDA; USP Clase VI; ASME BPE |
| Cristalizadores | Hastelloy C276 o AL-6XN | Requisitos de resistencia a la corrosión en la química de procesos |
| Columnas de destilación (disolventes corrosivos) | Hastelloy C276 | Sistemas catalíticos ácidos |
| Sistemas de agua para la industria farmacéutica | AL-6XN | Agua purificada según la USP; sistemas de calidad WFI |
| Recipientes de fermentación | AL-6XN con acabado electropulido | Biocompatibilidad; facilidad de limpieza |
| Sistemas CIP (limpieza in situ) | AL-6XN o Hastelloy C276 | Ciclos de exposición a sosa cáustica y ácido; sin fisuración por cloruro |
| Cámaras de liofilización | AL-6XN | Compatibilidad criogénica; resistencia a la corrosión |
La norma ASME BPE (equipos de bioprocesamiento) se aplica a los equipos de procesos farmacéuticos, además de la Sección VIII de la ASME, y añade requisitos relativos al acabado superficial (normalmente Ra 0,5 µm o mejor, con electropulido para las superficies en contacto con el producto), la cualificación de la soldadura orbital y requisitos específicos de documentación de los materiales que se ajustan a las expectativas normativas de la FDA y la EMA.
Contamos con una amplia experiencia en la fabricación de equipos de proceso farmacéutico que cumplen con la norma ASME BPE, tanto en Hastelloy C276 como en AL-6XN, con superficies internas electropulidas, registros documentados de inspección de soldaduras y trazabilidad de los materiales, tal y como exigen los fabricantes farmacéuticos para sus paquetes de cualificación de equipos (documentación de IQ/OQ/PQ).
Aplicaciones de desalinización y tratamiento de aguas
Las plantas desalinizadoras —tanto las de ósmosis inversa de agua de mar (SWRO) como las de destilación de efecto múltiple (MED)— representan un mercado importante y en crecimiento para los equipos fabricados en AL-6XN. La combinación de agua de mar de alta salinidad, las elevadas temperaturas de los procesos de desalinización térmica y las corrientes agresivas de concentrado de salmuera producidas por todas las tecnologías de desalinización crea unas condiciones de corrosión que descartan el uso de acero al carbono y acero inoxidable estándar.
| Equipos de desalinización | Aleación preferida | Estado del servicio |
|---|---|---|
| Depósitos a presión para sistemas de ósmosis inversa (SWRO) | AL-6XN o Hastelloy C276 | Agua de mar a alta presión; riesgo de fisuración por contracción por cloruro |
| Haces de tubos MED | AL-6XN | Evaporación del agua de mar; concentración de salmuera |
| Intercambiadores de calor para concentrado de salmuera | AL-6XN o Hastelloy C276 | Agua de mar concentrada + temperatura elevada |
| Troncos de tubería de agua de mar a alta presión | AL-6XN | Flujo continuo de agua de mar; servicio a presión |
| Cartuchos para cámara de flash (MSF) | AL-6XN | Salmuera marina a alta temperatura |
| Rechazar los sistemas de eliminación de salmuera | AL-6XN | Salmuera hiperconcentrada |
Aplicaciones en los sectores del petróleo, el gas y la petroquímica
En el procesamiento de petróleo y gas, los entornos de servicio ácido (H₂S + CO₂ + cloruros), combinados con temperaturas y presiones elevadas, crean las condiciones de corrosión más severas a las que se enfrentan los equipos fabricados en aleaciones resistentes a la corrosión (CRA). El Hastelloy C276 es la aleación estándar para las condiciones más agresivas de entre todas estas:
- Unidades de tratamiento con aminas: Columnas de purificación de gas e intercambiadores de calor en los que las corrientes de gas ácido entran en contacto con H₂S y CO₂.
- Depuradores de gas ácido: Recipientes de Hastelloy C276 utilizados en sistemas de absorción de H₂S.
- Depósitos absorbedores para la desulfuración de gases de combustión (FGD): Hastelloy C276 o AL-6XN para sistemas de depuración de SO₂ en los que la acumulación de cloruro en el líquido de depuración provoca una corrosión grave.
- Sistemas de inyección química submarina: Sistemas montados sobre patines de AL-6XN o Hastelloy C276 para la inyección de metanol, inhibidores de incrustaciones e inhibidores de corrosión.
- Tratamiento de aguas de producción en alta mar: Recipientes a presión de Hastelloy C276 para el tratamiento combinado de agua de producción con H₂S y alto contenido en cloruro.
¿Qué métodos de fabricación y procedimientos de soldadura se aplican al Hastelloy y al AL-6XN?
La fabricación de equipos a presión con aleaciones Hastelloy y AL-6XN requiere técnicas específicas en comparación con la fabricación con acero al carbono o acero inoxidable estándar. Estas diferencias afectan a las herramientas, los métodos de corte, los requisitos de ensamblaje, los procesos de soldadura, el tratamiento posterior a la soldadura y los métodos de inspección, todos los cuales deben estar homologados y documentados conforme a los códigos ASME.
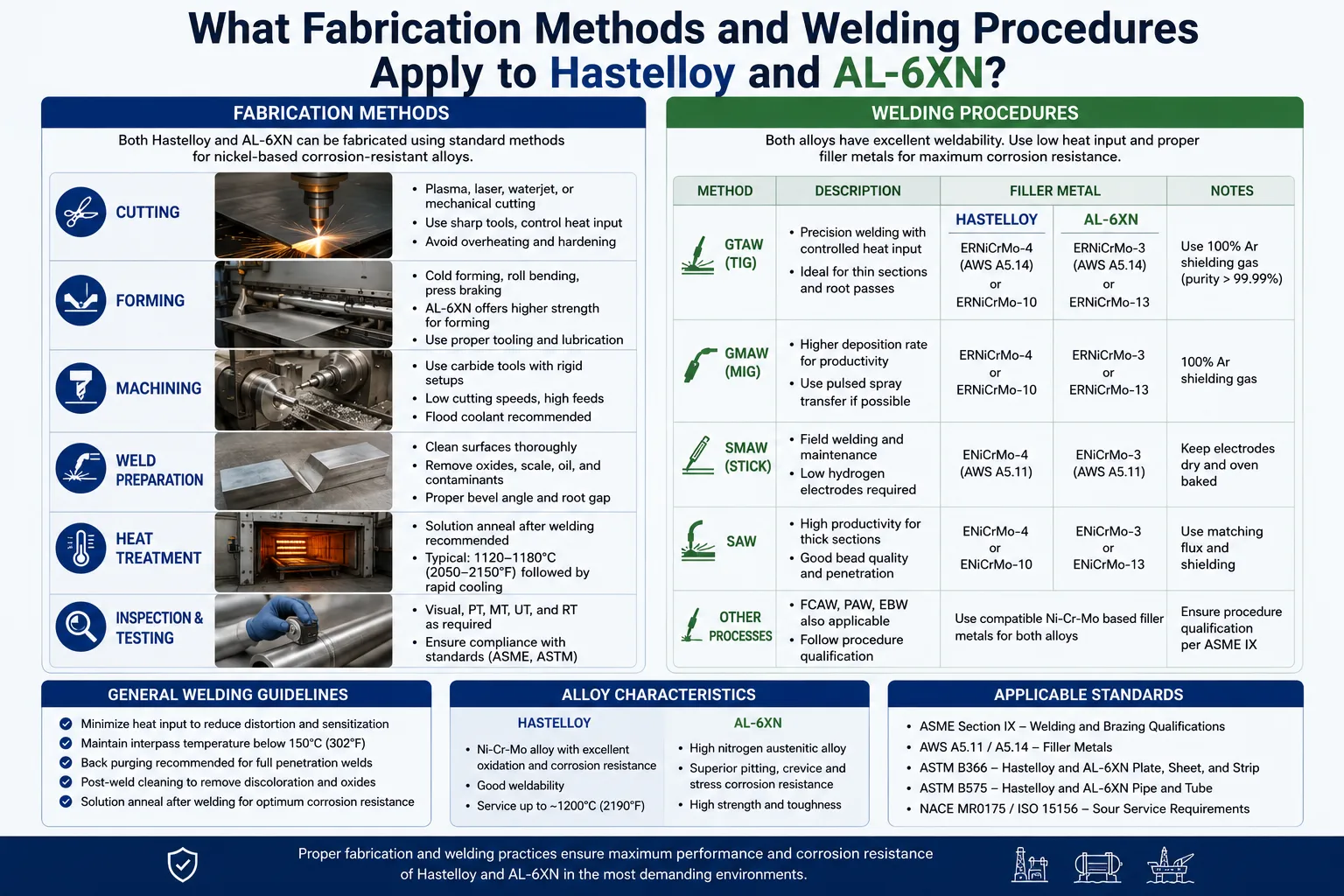
Preparación de las placas y métodos de corte
| Método de corte | Hastelloy C276/C22 | AL-6XN | Notas |
|---|---|---|---|
| Corte por chorro de agua | Excelente — preferido | Excelente — preferido | Sin HAZ; tolerancia estrecha; óptima calidad de la superficie |
| Corte por plasma | Apto para cortes preliminares | Aceptable | El HAZ debe pulirse hasta alcanzar una profundidad mínima de 3 mm |
| Corte por láser | Ideal para chapas finas (menos de 12 mm) | Ideal para chapas finas | HAZ más pequeño que el plasma; esmerilar los bordes para la soldadura |
| Corte mecánico | Apto para chapas finas (menos de 6 mm) | Válido hasta 10 mm | Antes de soldar, es necesario eliminar el borde formado por el trabajo en frío |
| Corte con sierra abrasiva | Bien | Bien | Genera calor: utilice líquido refrigerante de gran volumen |
| Corte con oxicombustible | No es aceptable | No es aceptable | La acumulación de carbono y los daños en la zona afectada por el calor son demasiado graves para el CRA |
Tras cualquier operación de corte térmico (plasma, láser), todo el material de la zona afectada por el calor presente en las caras de la junta debe eliminarse mediante esmerilado mecánico antes de la soldadura. La zona afectada por el calor (HAZ) en las aleaciones de Hastelloy puede contener fases precipitadas (sigma, mu) que reducen la tenacidad y la resistencia a la corrosión, y estas no deben incorporarse a la junta de soldadura. Nuestra práctica habitual es una profundidad mínima de eliminación de material de 3 mm más allá de la zona afectada por el calor visible.
Calificación de procesos y procedimientos de soldadura
Todas las soldaduras en equipos a presión ASME deben realizarse utilizando especificaciones de procedimientos de soldadura (WPS) homologadas según la Sección IX de la ASME. Cada WPS documenta las variables esenciales y no esenciales del proceso de soldadura, la combinación de números P del metal base, los números F y A del metal de aportación, la posición y el diseño de la unión.
| Proceso de soldadura | Aplicaciones del Hastelloy C276/C22 | Aplicación del AL-6XN | Parámetros clave de control |
|---|---|---|---|
| GTAW (TIG) — manual | Para todos los espesores de pared; recomendado para pasadas de raíz | Para todos los espesores de pared; ideal para secciones delgadas | Es imprescindible realizar una purga inversa; protección con argón; metal base limpio |
| GTAW — orbital (automatizado) | Tubos y tuberías de pequeño diámetro; calidad constante | Tubos, recipientes farmacéuticos | Parámetros programables; aporte de calor constante |
| GMAW (MIG) — cortocircuito | Soldaduras de fijación, chapa de espesor fino | No recomendado para soldaduras estructurales CRA | Riesgo de salpicaduras excesivas y falta de fusión |
| GMAW: pulverización o pulsado | Pases de llenado y taponado, construcción de placas | Rellenar y tapar los huecos, secciones de más de 6 mm | Mejor fusión que cortocircuito; menos salpicaduras |
| SMAW (varilla) | Llenado y taponado de pases en el campo o en recipientes de gran tamaño | Llenar y tapar las secciones más grandes | Almacenamiento de electrodos con bajo contenido en hidrógeno |
| SAW (Arco sumergido) | Soldaduras de junta en chapas gruesas de recipientes de gran tamaño | Soldaduras en costura de chapas gruesas | El control de la dilución es fundamental; se requiere un flujo adaptado |
| PAW (Arco de Plasma) | Soldadura en forma de ojo de cerradura de secciones de espesor medio | Secciones de grosor medio | Excelente control de la penetración; alta calidad |
| Soldadura por láser | Recipientes farmacéuticos de pared delgada | Aplicaciones farmacéuticas y de paredes delgadas | Zona de influencia térmica (HAZ) reducida; se prefiere la soldadura autógena |
| Soldadura por resistencia | Solapamientos de chapas finas; fijación del revestimiento | Aplicaciones en láminas finas | Limitado a geometrías de juntas específicas |
Selección de metales de aportación para procedimientos de soldadura homologados por la ASME
| Combinación de metales comunes | Relleno recomendado | Clasificación AWS | Notas |
|---|---|---|---|
| De Hastelloy C276 a C276 | Compatibilidad con Hastelloy C276 | ERNiCrMo-4 | Máxima resistencia a la corrosión en el depósito de soldadura |
| Hastelloy C22 a C22 | Compatibilidad con Hastelloy C22 | ERNiCrMo-10 | Resistencia a la corrosión equivalente |
| De AL-6XN a AL-6XN | Relleno AL-6XN o 625 | ER2594 o ERNiCrMo-3 | El relleno 625 ofrece una resistencia a la corrosión superior |
| De Hastelloy C276 a acero al carbono | ERNiCrMo-4 o 625 | ERNiCrMo-3 o -4 | Dilución por el lado del acero al carbono: utilice C276 o 625 |
| De Hastelloy C276 a acero inoxidable 316L | ERNiCrMo-4 (C276) | ERNiCrMo-4 | El material de aportación de aleación de níquel compensa la dilución y mantiene la resistencia a la corrosión |
| De AL-6XN a acero inoxidable 316L | ERNiCrMo-3 (625) | ERNiCrMo-3 | El relleno 625 supera a ambos metales base |
| De Hastelloy C276 a AL-6XN | ERNiCrMo-4 o -3 | ERNiCrMo-4 | El relleno C276 ofrece una compatibilidad total frente a la corrosión |
| De Hastelloy C276 a Hastelloy C22 | ERNiCrMo-10 (C22) o -4 (C276) | ERNiCrMo-10 | Cualquiera de las dos aleaciones de relleno es adecuada |
Controles críticos de los procedimientos de soldadura para equipos de CRA
Purga inversa:
Todas las soldaduras de la pasada de raíz en uniones a tope de tuberías, tubos y chapas deben purgaarse por la parte posterior con argón de pureza 99,995% o mezclas de helio y argón durante toda la operación de soldadura. La contaminación por oxígeno de la raíz de la soldadura —incluso a niveles de ppm— crea inclusiones de óxido de cromo en la raíz de la soldadura que reducen la resistencia a la corrosión y generan puntos de concentración de tensiones. Especificamos un contenido de oxígeno en la salida del gas de purga inferior a 50 ppm antes de comenzar la soldadura, verificado mediante un instrumento de monitorización de oxígeno en la salida.
Control de temperatura Interpass:
La temperatura máxima entre pasadas está limitada a 177 °C (350 °F) para las aleaciones Hastelloy y a 150 °C (300 °F) para el AL-6XN. La acumulación excesiva de calor entre pasadas aumenta el tiempo que la zona afectada por la soldadura (HAZ) permanece en el rango de temperaturas de sensibilización (600–900 °C para estas aleaciones), lo que conlleva el riesgo de empobrecimiento de cromo adyacente a los carburos de los límites de grano, lo que reduce la resistencia a la corrosión en la HAZ.
Control de entrada de calor:
El aporte de calor de la soldadura (calculado en julios por milímetro = tensión × intensidad × 60 / velocidad de avance en mm/min) debe mantenerse dentro del rango establecido en el WPS homologado. Un aporte de calor elevado aumenta el crecimiento del grano en la zona afectada por el calor (HAZ) y puede provocar la precipitación de fases perjudiciales en las aleaciones de Hastelloy. Un bajo aporte de calor aumenta el riesgo de fusión incompleta. Nuestros ingenieros de soldadura establecen los intervalos de aporte de calor durante las pruebas de calificación de procedimientos e incluyen estos límites en el WPS.
Prevención de la contaminación:
El Hastelloy y el AL-6XN son especialmente sensibles a la contaminación superficial antes y durante la soldadura. Nuestros procedimientos de taller prohíben el uso de herramientas de acero al carbono (cepillos de alambre, amoladoras, dispositivos de sujeción) en contacto con materiales de aleación resistente a la corrosión (CRA); se requiere el uso de herramientas específicas de acero inoxidable o cerámica. Todas las superficies situadas a menos de 50 mm de cualquier junta de soldadura se limpian con acetona inmediatamente antes de la soldadura.
¿Qué normas de control de calidad, inspección y ensayo rigen la fabricación de equipos CRA?
La fabricación de equipos de Hastelloy y AL-6XN con certificación ASME requiere un programa de control de calidad exhaustivo que esté documentado, auditado y verificado de forma independiente. Conocer el programa de inspección en su totalidad ayuda a los compradores de equipos a evaluar lo que están adquiriendo, más allá del propio equipo físico.
Requisitos obligatorios de inspección y ensayo de la ASME
| Inspección/Prueba | Código ASME aplicable | Frecuencia | Notas |
|---|---|---|---|
| Examen radiográfico (RT) | ASME, Sección VIII, UW-11 | Según el código para categorías conjuntas; 100% para la Clase 1 | Prueba RT completa en todas las soldaduras longitudinales y circunferenciales cuando así se especifique |
| Exploración por ultrasonidos (UT) | Sección VIII de la ASME; artículo 4 de la sección V | Alternativa a la RT cuando esté permitida | Cada vez es más habitual especificar el control no destructivo por ultrasonidos con matriz en fase (PAUT) |
| Partículas magnéticas (MT) | No aplicable a las aleaciones austeníticas | - | El Hastelloy y el AL-6XN son no magnéticos |
| Prueba por líquidos penetrantes (PT) | Artículo 6 de la Sección V de la ASME | Una vez realizadas todas las soldaduras definitivas; tras la prueba hidráulica | Se prefiere el PT fluorescente para la detección de defectos en espacios reducidos |
| Ensayo de presión hidrostática | ASME Sección VIII UG-99 | 100% — todos los recipientes a presión | 1,3 veces la presión de trabajo máxima (MAWP) como mínimo; mantener durante al menos 30 minutos |
| Prueba de presión neumática | ASME Sección VIII UG-100 | Alternativa al sistema hidrostático cuando existe riesgo de contaminación del agua | 1,1 veces la presión de trabajo máxima admisible (MAWP); requiere la aprobación de AI |
| Identificación positiva de material (IMP) | Especificado por el cliente / reglamentario | 100% en componentes de CRA: estándar en MWalloys | Verificación de los elementos mediante XRF en cada pieza |
| Pruebas de impacto | ASME, Sección VIII, UG-84 | Cuando lo exija la temperatura de diseño | Para embarcaciones diseñadas para navegar a temperaturas inferiores a -29 °C |
| Pruebas de dureza | Especificado por el cliente; NACE MR0175 | Por lote o por soldadura para servicio en medios ácidos | Es necesario verificar los límites de dureza NACE |
| Inspección dimensional | Plano del cliente | 100% — todas las embarcaciones | Orientación de la boquilla, dimensiones de la cara de la brida, altura/longitud total |
| Inspección visual de soldaduras | ASME Sección VIII | 100% — todas las soldaduras | Antes y después de cualquier experiencia cercana a la muerte |
Identificación positiva de materiales (PMI): por qué es importante para los equipos de CRA
El PMI —el uso de la espectrometría de fluorescencia de rayos X (XRF) o de la espectrometría de emisión óptica (OES) para verificar la composición elemental de los materiales en los equipos fabricados— no es un requisito explícito de la Sección VIII de la ASME, pero se ha convertido en un requisito estándar para los equipos a presión de Hastelloy y AL-6XN por tres razones de peso:
- Prevención de la mezcla de materiales: Las chapas de Hastelloy C276 y de acero inoxidable 316L tienen un aspecto idéntico. Sin un análisis de composición química (PMI), un error de sustitución de materiales —ya sea deliberado o accidental— no se detectaría hasta después de que el equipo entrara en servicio en un entorno corrosivo.
- Verificación del material de aportación: El análisis por XRF del metal de soldadura depositado permite verificar que se ha utilizado el metal de aportación adecuado. El uso de metal de aportación 316L en lugar de ERNiCrMo-4 (metal de aportación Hastelloy C276) en un recipiente de Hastelloy C276 daría lugar a un metal de soldadura con una resistencia a la corrosión notablemente inferior, algo que no se puede detectar mediante una inspección visual o radiográfica.
- Seguros y cumplimiento normativo: Muchos operadores de plantas químicas necesitan los registros de PMI como parte de su documentación de gestión de cambios (MOC) y para el registro de los recipientes a presión ante las autoridades reguladoras locales. Estos registros pasan a formar parte de la documentación permanente del equipo.
En MWalloys, realizamos análisis de metal de soldadura (PMI) según la norma 100% en todo el material base y el metal de soldadura depositado en las piezas fabricadas en Hastelloy y AL-6XN, y los resultados se recogen en un informe de PMI que pasa a formar parte del expediente técnico del equipo. Esto no es opcional: es nuestra práctica habitual, independientemente de si las especificaciones del cliente lo exigen.
Requisitos y verificación del acabado superficial
| Categoría de acabado superficial | Valor Ra | Método de medición | Aplicación |
|---|---|---|---|
| Tal y como se ha soldado (interior del recipiente de proceso) | 3,2–6,3 µm (125–250 µin) | Perfilómetro de superficie | Equipos generales para procesos químicos |
| Pulido mecánicamente (equivalente a 2B) | 0,8–1,6 µm (32–63 µin) | Profilómetro | Alimentación y bebidas; productos farmacéuticos en general |
| Electropulido (para uso farmacéutico) | 0,4–0,5 µm (16–20 µin) como máximo | Perfilómetro conforme a la norma ASME BPE SF4 | Reactores de síntesis de API; sistemas de agua para uso farmacéutico (WFI) |
| Electropulido (alta pureza) | 0,2–0,3 µm (8–12 µin) como máximo | Perfilómetro conforme a la norma ASME BPE SF6 | Equipos para procesos de semiconductores |
| Lijado y granallado (externo) | 3,2–6,3 µm (125–250 µin) | Comparación visual | Preparación estándar de la superficie exterior |
¿Cómo funciona el proceso de fabricación a medida para fabricantes de equipos originales (OEM) en MWalloys?
Comprender el flujo de trabajo completo del proyecto, desde la consulta inicial hasta la entrega del equipo, ayuda a los clientes OEM a planificar los plazos de sus proyectos, asignar recursos para la revisión y establecer expectativas realistas en relación con los equipos de CRA fabricados a medida.
Flujo de trabajo del proyecto OEM de MWalloys
Fase 1: Análisis técnico y definición de requisitos (días 1 a 5):
El cliente envía las fichas técnicas del proceso, las especificaciones del equipo o los bocetos conceptuales. El equipo de ingeniería de MWalloys revisa las condiciones del proceso (temperatura, presión, composición química del fluido, caudales), identifica las secciones pertinentes del código ASME, confirma la selección de la aleación y elabora una propuesta técnica que incluye un esquema preliminar del equipo, un calendario de entrega estimado y los precios comerciales.
Fase 2 — Contratación y ingeniería (días 5 a 25, dependiendo de la complejidad):
Tras la firma del contrato, nuestro equipo de ingeniería elabora cálculos de diseño detallados según la Sección VIII de la ASME, cálculos de carga de las boquillas según las normas aplicables (WRC 107/297 o FEA), la preparación del informe de diseño del fabricante (MDR) y planos de fabricación detallados con todas las dimensiones, detalles de soldadura y anotaciones de inspección. Se incorpora la revisión de los documentos de ingeniería por parte del cliente antes de que comience la fabricación.
Fase 3: Adquisición de materiales e inspección de entrada (días 15-35):
Las chapas, tubos, accesorios, bridas y elementos de fijación se adquieren a fabricantes cualificados que cuentan con certificaciones AMS o ASTM. La inspección de los materiales recibidos incluye la verificación dimensional, el análisis de los materiales (PMI) de cada chapa y accesorio, la comprobación de los informes de ensayo de los materiales con respecto a los requisitos de las especificaciones y la notificación a AI de la recepción de los materiales.
Fase 4: Fabricación (días 25-90, dependiendo de la complejidad):
Las operaciones de corte, conformado, ensamblaje, soldadura y pos-soldadura se llevan a cabo de acuerdo con los planos de fabricación aprobados y los documentos WPS homologados. Se respetan los puntos de control del inspector externo (AI): este debe presenciar y dar su visto bueno a todas las fases de inspección requeridas antes de que el trabajo pueda continuar más allá de cada punto de control. Los inspectores internos de control de calidad de MWalloys realizan inspecciones continuas durante el proceso entre los distintos puntos de control del inspector externo (AI).
Fase 5: Inspección y pruebas (días 80-110):
Se llevan a cabo todos los ensayos no destructivos (RT, UT, PT, según corresponda), la inspección dimensional, la verificación PMI del metal de soldadura y la prueba de presión hidrostática obligatoria. Un inspector autorizado (AI) presencia la prueba de presión. Cualquier defecto detectado en los ensayos no destructivos se repara siguiendo el procedimiento de reparación homologado y se vuelve a inspeccionar.
Fase 6: Documentación y entrega (días 100-120):
El Informe de datos del fabricante (formulario U-1 o U-1A para intercambiadores de calor) es cumplimentado y firmado tanto por el ingeniero certificador de MWalloys como por el inspector autorizado. El paquete completo de documentación —que incluye todos los MTR, registros de soldadura, informes de ensayos no destructivos, registros de análisis de metalografía, informes de inspección dimensional y el certificado de ensayo de presión— se recopila y se entrega junto con el equipo. El recipiente se registra en la Junta Nacional de Inspectores de Calderas y Recipientes a Presión.
Capacidades de ingeniería y software de diseño
Nuestro equipo de ingeniería utiliza herramientas de software de diseño consolidadas para realizar los cálculos de diseño de recipientes a presión según la norma ASME:
| Herramienta de ingeniería | Aplicación |
|---|---|
| COMPRESS (Codeware) | Cálculos de diseño de recipientes según la Sección VIII, Divisiones 1 y 2, de la ASME |
| PVElite (Hexagon PPM) | Plataforma alternativa para el cálculo del diseño de recipientes a presión según la norma ASME |
| AutoCAD y SolidWorks | Planos de fabricación detallados en 2D y 3D |
| CAESAR II | Análisis de la flexibilidad y las tensiones de las tuberías según la norma ASME B31.3 |
| Análisis por elementos finitos (ANSYS) | Cargas complejas en las toberas, geometría no estándar, diseño de División 2 |
| HTRI (Xchanger Suite) | Diseño térmico e hidráulico de intercambiadores de calor |
| FLARENET / PIPESIM | Simulación del sistema de tuberías para el diseño de plataformas modulares |
¿En qué se diferencian los equipos fabricados en Hastelloy y AL-6XN en cuanto al coste total de propiedad?
La diferencia de coste de inversión que supone el uso de equipos de Hastelloy o AL-6XN frente a los de acero al carbono o acero inoxidable 316L es real y debe justificarse mediante un análisis cuantitativo del coste total de propiedad. Ayudamos sistemáticamente a los clientes a elaborar este análisis cuando los comités encargados del presupuesto de sus proyectos de inversión cuestionan el sobrecoste que supone el uso de estas aleaciones.
Marco de comparación del coste total de propiedad
| Categoría de costes | Acero al carbono (con revestimiento de 316L) | AL-6XN: construcción robusta | Construcción maciza de Hastelloy C276 |
|---|---|---|---|
| Coste inicial de capital (buque, instalado) | Línea de base (1,0×) | 1.8–2.5× | 3.5–5.0× |
| Vida útil prevista en entornos corrosivos agresivos | Entre 3 y 7 años antes de que se produzca un fallo o se sustituya el revestimiento | 15-25 años | Entre 20 y más de 30 años |
| Gastos de mantenimiento anuales (inspección, reparación) | Inspección y reparación de revestimientos en altura | Bajo | Muy bajo |
| Costes derivados de paradas imprevistas por fallos debidos a la corrosión | Elevado: suele ser entre 2 y 5 veces el coste de sustitución del buque | Muy bajo | Prácticamente cero en servicios cualificados |
| Eliminación de residuos / rehabilitación medioambiental en caso de avería | Alto — posible responsabilidad normativa | No aplicable | No aplicable |
| Diferencial de la prima del seguro | Más alto para equipos con alta probabilidad de fallo | Baja | Más bajo |
| Coste anualizado durante un periodo de análisis de 20 años | Normalmente el más alto | Centro | Normalmente, el más bajo por año de producción |
La comparación de costes anualizados casi siempre favorece al Hastelloy C276 o al AL-6XN frente a los recipientes revestidos de acero al carbono en entornos verdaderamente corrosivos. Un recipiente que cuesta cuatro veces más pero dura cinco veces más tiene un coste de capital anualizado 25% inferior, sin tener en cuenta los costes mucho más bajos de mantenimiento, inspección y paradas no planificadas que conlleva el diseño con aleación resistente a la corrosión.
Si lo solicita, podemos elaborar un análisis personalizado del coste total de propiedad para cualquier especificación de equipo. Este análisis resulta especialmente útil a la hora de presentar el sobrecoste del Hastelloy ante los comités de asignación de fondos que evalúan las solicitudes basándose únicamente en el coste inicial, sin tener en cuenta el contexto del coste total del ciclo de vida.
Hastelloy C276 frente a AL-6XN: guía de selección basada en el coste y el rendimiento
| Factor | Argumentos a favor del AL-6XN | Ventajas del Hastelloy C276 |
|---|---|---|
| Coste de capital | Menor (40–501 TP3T menos el coste del material) | Un precio más elevado, pero una mayor durabilidad, podría justificarlo |
| Grado de corrosividad: moderado | Moderado (agua de mar, ácidos diluidos, salmueras cloradas) | Grave (HCl, HF, cloruros concentrados, gas ácido) |
| Concentración máxima de cloruro | Por debajo de 50 000 ppm a temperatura moderada | Por encima de 50 000 ppm, o a altas temperaturas en presencia de cloruros |
| Temperatura de funcionamiento | Por debajo de 150 °C | 150–371 °C |
| Fallos de materiales anteriores | El 316L/304 no ha dado la talla; el AL-6XN como alternativa mejorada | El 316L, el dúplex y el AL-6XN fallaron |
| Reconocimiento normativo | Amplia aceptación normativa; reconocida por la FDA y la USP | Certificación completa según las normas ASME y NACE |
| Disponibilidad de materiales y accesorios | Bueno — fácil de encontrar | Bueno: se encuentra fácilmente en distribuidores especializados |
| Facilidad de soldadura | Excelente soldabilidad | Buena soldabilidad |
| Experiencia en MWalloys | Amplia | Amplia |
¿Qué documentación y certificados se incluyen con los equipos fabricados por MWalloys?
Todos los equipos a presión con certificación ASME fabricados por MWalloys se entregan con un completo paquete de documentación. Este paquete constituye el historial permanente del equipo a lo largo de toda su vida útil, y se utiliza como referencia durante las inspecciones, la acreditación de reparaciones, la renovación de autorizaciones reglamentarias y la transferencia de equipos.
Paquete de documentación del equipamiento de serie
| Documento | Contenido | Marco normativo |
|---|---|---|
| Informe de datos del fabricante de la ASME (U-1 o U-1A) | Presión de trabajo máxima de diseño (MAWP), presión de prueba hidráulica, temperatura de diseño, especificaciones de los materiales, resumen de ensayos no destructivos (NDE), firma de inteligencia artificial (IA) | Sección VIII de la ASME; National Board |
| Certificado de inscripción en el Consejo Nacional | Número de matrícula de la UE asignado al buque | Consejo Nacional de Inspectores de Calderas y Recipientes a Presión |
| Informe de diseño del fabricante | Cálculos de diseño según la Sección VIII de la ASME (presión, refuerzo de boquillas, valores nominales de bridas) | ASME Sección VIII |
| Informes de ensayos de materiales | Análisis químico y mecánico completo de cada placa, tubo, accesorio, brida y elemento de fijación | Especificaciones de materiales ASTM/ASME |
| Informes del PMI | Resultados de XRF para cada pieza de metal común y verificaciones de determinados depósitos de soldadura | Especificaciones del cliente; buenas prácticas de ingeniería |
| Mapa de soldaduras y registro de soldaduras | Identifica cada soldadura mediante un número; registra la identificación del soldador, el procedimiento de soldadura (WPS) utilizado y los resultados de los ensayos no destructivos (NDE) de cada soldadura | ASME, Sección IX; Sección VIII |
| Especificaciones de procedimientos de soldadura (WPS) | Documentación de procedimientos homologados para cada proceso de soldadura y combinación de metales base utilizados | ASME Sección IX |
| Registros de cualificación de procedimientos (PQR) | Los registros de ensayo demuestran que cada procedimiento de soldadura (WPS) está respaldado por datos de ensayo válidos | ASME Sección IX |
| Cualificaciones de rendimiento de los soldadores | Documentación actualizada sobre la cualificación de cada soldador que ha trabajado en el buque | ASME Sección IX |
| Relatos de experiencias cercanas a la muerte | Películas de radiografía o imágenes digitales de radiografía, registros de ecografías, informes de fisioterapia — firmados por un técnico en ensayos no destructivos (NDE) de nivel II o III | Sección V de la ASME; Sección VIII |
| Certificado de ensayo hidrostático | Presión de prueba aplicada, tiempo de mantenimiento, firma de certificación de IA, fecha | ASME Sección VIII UG-99 |
| Informe de inspección dimensional | Comparación de todas las dimensiones críticas entre la obra terminada y el plano; estudio de la orientación de las boquillas | Plano del cliente; tolerancias ASME |
| Prueba de rendimiento del intercambiador de calor (si procede) | Resultados de las pruebas de rendimiento térmico realizadas ante testigos | TEMA; especificaciones del cliente |
| Documentación de cumplimiento de la norma ASME BPE (sector farmacéutico) | Mediciones del acabado superficial, registros de inspección orbital de soldaduras | ASME BPE |
| Documentación relativa al marcado CE (proyectos europeos) | Evaluación de la conformidad con la Directiva sobre equipos a presión (PED) 2014/68/UE | Reglamento (UE) n.º 2014/68 |
Condiciones de suministro, plazos de entrega e información para realizar pedidos de MWalloys Global para fabricantes de equipos originales (OEM)
MWalloys está organizada para prestar servicio a clientes OEM, contratistas EPC, operadores de plantas y empresas de ingeniería de todo el mundo, ofreciendo la fabricación a medida y certificada de equipos de proceso de Hastelloy y AL-6XN.
Condiciones de los proyectos y los pedidos
| Término | Detalles |
|---|---|
| Cantidad mínima de pedido | Sin cantidad mínima: desde piezas únicas a medida hasta contratos de producción de varias unidades |
| Plazo de ejecución estándar del proyecto | Entre 30 y 60 días para recipientes sencillos; entre 60 y 90 días para intercambiadores de calor; entre 90 y 120 días para columnas complejas y plataformas modulares |
| Plazo de entrega urgente | Entre 20 y 45 días para diseños sencillos con materiales en stock (confirmar la viabilidad al realizar la consulta) |
| Condiciones de pago (primer pedido) | Transferencia bancaria: 301 % del total del contrato al formalizarse el contrato; 401 % del total del contrato al alcanzarse el hito de adquisición de materiales; 301 % del total del contrato antes del envío |
| Condiciones para clientes habituales | Facturación por etapas según los hitos acordados; pago a 30 días de la factura final |
| Cartas de crédito | Aceptado para pedidos superiores a 100 000 USD |
| Revisión de la documentación técnica | Plazos de revisión por parte del cliente incluidos en el calendario —normalmente 5 días hábiles por ronda de presentación— |
| Garantía | 12 meses a partir de la fecha de envío contra defectos de fabricación; los materiales están cubiertos por las garantías del fabricante |
Envíos internacionales y entrega de equipos
| Modalidad de envío | Tipo de equipo | Tiempo de tránsito | Notas |
|---|---|---|---|
| Transporte marítimo (FCL) | Todos los equipos de gran tamaño: depósitos, columnas, intercambiadores de calor | Entre 15 y 45 días, según el destino | Norma para equipos de más de 5.000 kg |
| Transporte marítimo (LCL) | Equipos de menor tamaño, conjuntos montados sobre patines | 20-50 días | Para equipos demasiado pequeños para que resulte rentable el transporte en contenedores completos |
| Transporte aéreo | Componentes pequeños de importancia crítica, piezas de repuesto urgentes | 2-5 días | Coste elevado; reservado para situaciones urgentes |
| Transporte terrestre / por carretera (regional) | Clientes regionales dentro del continente | De 3 a 10 días | Disponible en Norteamérica y Europa |
| Carga especial / carga pesada | Equipos de grandes dimensiones que requieren un transporte especial | Según el plan logístico del proyecto | Acordarlo en la fase de presupuesto |
Incoterms disponibles: EXW, FCA, FOB, CFR, CIF, CIP, DAP, DDP: se eligen en función de las preferencias del cliente en materia de logística de importación y seguros.
Mercados geográficos a los que prestamos servicio
MWalloys fabrica y suministra equipos a medida de Hastelloy y AL-6XN a clientes de más de 50 países en todas las principales regiones industriales:
| Región | Principales sectores de clientes |
|---|---|
| América del Norte (EE. UU., Canadá, México) | Procesamiento químico, sector farmacéutico, petróleo y gas, desalinización, energía |
| Europa (Alemania, Países Bajos, Reino Unido, Francia, Italia, Escandinavia) | Fabricación por encargo de productos químicos, sector farmacéutico, sector offshore, generación de energía |
| Oriente Medio (Arabia Saudí, Emiratos Árabes Unidos, Catar, Kuwait, Omán) | Petroquímica, desalinización, procesamiento de petróleo y gas |
| Asia-Pacífico (Singapur, China, Corea del Sur, Japón, Australia, India) | Química, farmacéutica, GNL, desalinización, offshore |
| América Latina (Brasil, México, Colombia, Chile) | Minería, petróleo y gas, procesamiento químico |
| África (Egipto, Nigeria, Sudáfrica, Angola) | Petróleo y gas, minería, tratamiento de aguas |
¿Listo para empezar tu proyecto de fabricación a medida?
Póngase en contacto con MWalloys hoy mismo para solicitar una consulta técnica y un presupuesto para su proyecto. Nuestro equipo de ingeniería responde a todas las consultas sobre la fabricación de equipos en el plazo de un día laborable, proporcionando comentarios técnicos preliminares y orientación sobre los plazos. Envíenos la ficha técnica de su proceso, las especificaciones del equipo o un boceto conceptual para empezar: nos encargamos de la ingeniería desde la fase conceptual hasta la entrega certificada.
Correo electrónico: sales@mwalloys.com | Consultas internacionales: +8618538321502.
Preguntas frecuentes sobre la fabricación de equipos a medida de Hastelloy y AL-6XN
1: ¿Cuál es la diferencia entre la Sección VIII, División 1, y la División 2 de la norma ASME para los recipientes a presión de Hastelloy?
La Sección VIII, División 1, de la ASME utiliza métodos conservadores de diseño por reglas con tensiones admisibles más bajas (normalmente UTS/3,5 a temperatura ambiente), mientras que la División 2 utiliza tensiones admisibles más altas (UTS/2,4) con requisitos de análisis más rigurosos, incluyendo la evaluación de la fatiga y ensayos de presión obligatorios; para el Hastelloy C276, la División 1 permite aproximadamente 23,3 ksi y la División 2 permite aproximadamente 33,5 ksi a temperatura ambiente, lo que permite paredes más delgadas y equipos más ligeros a costa de una ingeniería más exhaustiva. En la práctica, esto significa que la División 1 es la norma para la mayoría de los equipos de proceso, ya que su enfoque conservador requiere menos documentación técnica y es aceptada por todas las jurisdicciones. La División 2 se especifica cuando la combinación de alta presión y gran diámetro da lugar a espesores de pared en la División 1 que resultan poco prácticos —ya sea porque son demasiado gruesos para laminar y soldar, o porque son demasiado pesados para la estructura de soporte—. En el caso de los recipientes de Hastelloy, el elevado coste de la aleación hace que el diseño de pared más delgada de la División 2 pueda generar un ahorro sustancial en el coste del material en recipientes grandes y de alta presión, lo que compensa con creces el mayor coste de ingeniería. MWalloys diseña tanto según la División 1 como según la División 2, dependiendo de las condiciones de diseño específicas y de las preferencias del cliente, y podemos realizar un análisis comparativo para recomendar qué división produce el diseño más económico para un conjunto determinado de condiciones de proceso.
2: ¿En qué se diferencia el acero inoxidable AL-6XN del 904L y del dúplex 2205 en lo que respecta a los equipos de procesos químicos?
El AL-6XN (N08367) supera tanto al 904L (N08904) como al dúplex 2205 (S32205) en cuanto a resistencia a la corrosión por picaduras y en hendiduras provocadas por cloruros, con un PREN de aproximadamente 47–52, frente a los aproximadamente 36 del 904L y los 34–36 del 2205, lo que hace que el AL-6XN sea adecuado para el servicio en agua de mar y procesos con alto contenido en cloruro, donde tanto el 904L como el 2205 sufren fallos por corrosión por picaduras y en hendiduras. La jerarquía de resistencia en entornos con cloruro es claramente la siguiente: 2205 < 904L < AL-6XN < Hastelloy C276, en términos de PREN y rendimiento documentado en campo. Para aplicaciones en agua de mar diluida a temperatura ambiente, tanto el 2205 como el 904L pueden ofrecer un rendimiento adecuado. A medida que la temperatura del agua de mar supera los 40 °C, aumenta la concentración de cloruro o se presentan geometrías de hendiduras en el diseño del equipo, la superioridad del AL-6XN se vuelve significativa y queda documentada en ensayos de corrosión publicados. El dúplex 2205 tiene un límite elástico superior al del AL-6XN (mínimo 450 MPa frente a 310 MPa), lo que permite paredes más delgadas, pero esta ventaja en cuanto a resistencia se ve contrarrestada por la mayor susceptibilidad del 2205 a la corrosión por tensión bajo carga (FCC) inducida por cloruro: la estructura austenítica del AL-6XN es intrínsecamente más resistente a la FCC por cloruro que la microestructura bifásica dúplex del 2205. Para equipos que funcionan a temperaturas superiores a 300 °C, las aleaciones dúplex quedan excluidas de la mayoría de los códigos de diseño debido a la preocupación por la fragilización a 475 °C, mientras que el AL-6XN sigue estando homologado por los códigos hasta 316 °C.
3: ¿Puede MWalloys fabricar equipos que combinen carcasas de Hastelloy C276 con tubos de AL-6XN en un intercambiador de calor?
¡Sí! MWalloys fabrica habitualmente intercambiadores de calor de aleaciones diferentes con carcasas de Hastelloy C276 y tubos de AL-6XN (o al revés) cuando los fluidos de proceso del lado de la carcasa y del lado de los tubos tienen distintos grados de corrosividad, asignando la aleación más resistente a la corrosión al lado del fluido más agresivo y uniendo las dos aleaciones mediante soldaduras de transición cuidadosamente diseñadas con metal de aportación Inconel 625 (ERNiCrMo-3). El principal reto técnico en el diseño de intercambiadores de calor con aleaciones diferentes es la diferencia en la dilatación térmica entre ambas aleaciones: el Hastelloy C276 se dilata a un ritmo de 11,2 µm/m·°C, mientras que el AL-6XN se expande a 15,7 µm/m·°C, lo que genera una diferencia de coeficiente de expansión de 40%. En los diseños con placa tubular fija, esta diferencia genera una tensión térmica significativa en la placa tubular y en las uniones de los tubos durante los transitorios de temperatura. Nuestro equipo de ingeniería evalúa si el diseño de placa de tubos fija es térmicamente viable para el rango de temperatura de funcionamiento específico o si deben utilizarse configuraciones de tubo en U o de cabeza flotante para adaptarse al movimiento diferencial. La cualificación del procedimiento de soldadura para uniones de tubos a placas de tubos de aleaciones diferentes utiliza material de aportación ERNiCrMo-3 (Inconel 625), que proporciona una compatibilidad adecuada en cuanto a resistencia a la corrosión con ambos metales base y está bien establecido en la agrupación de números P de la Sección IX de la ASME para esta combinación. Todas las soldaduras de metales diferentes se someten a un examen por penetración de líquidos 100% y se incluyen en el programa de verificación de PMI.
4: ¿Cuál es el espesor mínimo de pared para los recipientes a presión de Hastelloy C276 según la Sección VIII de la norma ASME?
La Sección VIII, División 1, de la norma ASME especifica un espesor mínimo de la pared del recipiente de 1/16 de pulgada (1,6 mm), sin incluir el margen de corrosión, para los recipientes a presión no calentados; pero en la construcción práctica de recipientes a presión de Hastelloy C276 se suelen utilizar espesores mínimos de 6-8 mm para garantizar la rigidez estructural en recipientes de más de 300 mm de diámetro, calculándose el espesor requerido a partir de la fórmula t = PR/(SE-0,6P) utilizando los valores S de tensión admisible de la ASME para la aleación y la temperatura específicas. El espesor requerido calculado depende de la presión de diseño (P), el radio interior (R), la tensión admisible según ASME (S = 23,3 ksi a temperatura ambiente para la chapa C276) y la eficiencia de la unión (E = 1,0 para soldaduras a tope radiografiadas 100%, 0,85 para uniones sometidas a examen por puntos). Un ejemplo práctico: para un recipiente de Hastelloy C276 de 600 mm de diámetro interior diseñado para 30 bar a 150 °C, el espesor requerido de la pared se calcula en aproximadamente 5,8 mm utilizando las normas de la División 1 con 100% RT (E = 1,0), y la tensión admisible de la ASME a 150 °C de aproximadamente 143 MPa (20,7 ksi). La holgura por corrosión para el Hastelloy C276 en servicio cualificado suele ser cero: la aleación se selecciona específicamente porque no se corroe a velocidades apreciables en el servicio previsto, por lo que añadir una holgura por corrosión representaría un malentendido del comportamiento del material. El equipo de ingeniería de MWalloys realiza cálculos completos según la Sección VIII de la ASME para cada recipiente que fabricamos, y estos cálculos se incluyen en el Informe de Diseño del Fabricante que acompaña al equipo.
5: ¿Ofrece MWalloys servicios de fabricación que cumplan con la norma ASME BPE para equipos de procesos farmacéuticos?
Sí, MWalloys fabrica recipientes a presión, reactores y sistemas de tuberías que cumplen con la norma ASME BPE (Bioprocessing Equipment Standard) en Hastelloy C276 y AL-6XN para la síntesis de principios activos farmacéuticos (API), fermentación, purificación y servicios de utilidades, con superficies internas electropulidas a Ra 0,4–0,5 µm, certificación de soldaduras orbitales y los paquetes de documentación completos necesarios para la calificación de los equipos (IQ/OQ/PQ). La norma ASME BPE es una norma complementaria que se aplica además de la Sección VIII de la ASME para equipos de procesos farmacéuticos; no sustituye al código de recipientes a presión, sino que añade requisitos específicos para el bioprocesamiento, entre los que se incluyen especificaciones sobre el acabado de superficies (grados SF), requisitos de soldadura con inspección mejorada de probetas, cálculos de requisitos de drenaje (verificación de la pendiente), requisitos de documentación de materiales y tolerancias dimensionales para conexiones higiénicas. Nuestro programa de fabricación conforme a BPE incluye: utillaje específico para materiales CRA para evitar la contaminación; soldadura orbital GTAW con procedimientos de soldadura orbital cualificados según BPE; inspección interna de soldaduras 100% con examen por boroscopio y documentación fotográfica; electropulido según los requisitos de acabado superficial de ASME BPE con certificados de medición Ra; pasivación según ASTM A967 o SEMI F19; y el paquete completo de documentación que los equipos de validación de equipos farmacéuticos requieren para sus protocolos de IQ. Póngase en contacto con nuestro equipo de equipos farmacéuticos para analizar sus requisitos específicos de cumplimiento de la norma BPE.
6: ¿Cuál es el plazo de entrega de un recipiente a presión de Hastelloy C276 fabricado a medida por MWalloys?
El plazo de entrega estándar para un recipiente a presión de Hastelloy C276 certificado por la ASME y fabricado a medida en MWalloys es de 60 a 90 días a partir de la firma del contrato para recipientes con un diámetro comprendido entre 500 mm y 2 000 mm y presiones de diseño inferiores a 100 bar, mientras que los recipientes más grandes o complejos requieren entre 90 y 120 días, y los recipientes pequeños y sencillos pueden fabricarse en un plazo de 30 a 45 días a partir de material en stock. Los componentes del plazo de entrega son: ingeniería y aprobación de la documentación por parte del cliente (10-15 días), adquisición de materiales (10-20 días desde nuestras acerías certificadas), fabricación (20-45 días, dependiendo de la complejidad y la carga de trabajo del taller), inspección y pruebas, incluidos los puntos de control de IA (7-14 días), y preparación de la documentación y envío (5-7 días). Los clientes pueden reducir el plazo de entrega total proporcionando hojas de datos y especificaciones de proceso completas y definitivas en el momento del pedido, minimizando los ciclos de revisión de ingeniería y seleccionando configuraciones de boquillas estándar en lugar de orientaciones personalizadas que requieran ingeniería adicional. Para necesidades urgentes de sustitución de recipientes, mantenemos existencias de chapas de Hastelloy C276 en los espesores más comunes (6 mm, 8 mm, 10 mm, 12 mm), lo que nos permite comenzar el corte inmediatamente tras la firma del contrato mientras se elabora la documentación de ingeniería en paralelo, lo que podría reducir el plazo de entrega a 40-55 días para configuraciones estándar. Póngase en contacto con nuestro equipo de proyectos con las especificaciones de su recipiente para obtener un compromiso de plazo de entrega actualizado y preciso.
7: ¿Cómo homologa MWalloys los procedimientos de soldadura para Hastelloy y AL-6XN según la Sección IX de la ASME?
MWalloys homologa los procedimientos de soldadura para la fabricación de Hastelloy y AL-6XN mediante la elaboración y el ensayo de los registros de homologación de procedimientos (PQR) según los requisitos de la Sección IX de la ASME, lo que implica soldar y someter a ensayos destructivos probetas representativas que demuestren que el WPS propuesto produce soldaduras que cumplen los criterios de aceptación de los ensayos mecánicos y de flexión, con todos los ensayos presenciados y certificados por el inspector autorizado. El proceso de homologación de procedimientos de la Sección IX de la ASME para Hastelloy C276 (número P 45) y AL-6XN (número P 8 o homologado con una designación UNS específica) implica: soldar probetas en la configuración de junta, la posición y el rango de espesor del material que cubrirá el WPS; la realización de un examen radiográfico de la probeta de ensayo para verificar la solidez interna de la soldadura; el corte de probetas de tracción a partir de la probeta y la realización de ensayos para verificar que la resistencia a la tracción de la unión cumple los mínimos del código; la realización de ensayos de flexión guiada para verificar la ductilidad de la soldadura; y la documentación de todas las variables esenciales (número P del metal base, número F del material de aportación, proceso, posición, PWHT, soporte) que están cubiertas por la cualificación. MWalloys mantiene una biblioteca de documentos WPS cualificados que cubren todas las combinaciones de materiales, procesos, posiciones y rangos de espesor habituales que se encuentran en la fabricación de recipientes de Hastelloy y AL-6XN. Para combinaciones inusuales no cubiertas por las cualificaciones existentes, preparamos y cualificamos nuevos procedimientos como parte del alcance del proyecto, incorporando el calendario de ensayos PQR en el calendario general del proyecto.
8: ¿Qué ensayos de corrosión lleva a cabo MWalloys para verificar la calidad de las soldaduras en las estructuras fabricadas con Hastelloy y AL-6XN?
MWalloys lleva a cabo ensayos de corrosión intergranular según la norma ASTM G28 en muestras de calificación de procedimientos de soldadura de Hastelloy para verificar que el proceso de soldadura y los controles de aporte de calor producen un metal de soldadura y zonas afectadas por el calor con una resistencia a la corrosión equivalente a la del metal base, garantizando así que no se haya producido sensibilización ni precipitación de fases perjudiciales durante la soldadura. El método A de la norma ASTM G28 (ensayo con sulfato férrico y ácido sulfúrico, 24 horas a ebullición) es el ensayo de detección de sensibilización estándar para las aleaciones de níquel. El ensayo ataca selectivamente las regiones de los límites de grano en las que se ha producido una disminución del cromo debido a la precipitación de carburos, el mismo mecanismo responsable de la corrosión intergranular en condiciones de servicio. Las secciones de probetas de la zona afectada por la soldadura (HAZ) que superan la prueba ASTM G28 con velocidades de corrosión iguales o inferiores a las del metal base recocido en solución confirman que el aporte de calor de la soldadura y los controles de temperatura entre pasadas fueron eficaces para prevenir la sensibilización. Para el AL-6XN, la Práctica E de la norma ASTM A262 (prueba de grabado con ácido oxálico para cribado) y la Práctica B (prueba con sulfato férrico y ácido sulfúrico) son métodos equivalentes de cribado de sensibilización. Además de los ensayos de corrosión de cualificación de procedimientos, MWalloys realiza ensayos de corrosión en probetas de producción a petición del cliente: las probetas, cortadas de placas de ensayo de soldadura de producción, se someten a ensayo junto con el WPS cualificado para confirmar que la soldadura de producción es coherente con las condiciones del procedimiento cualificado. Esta capa de verificación adicional resulta especialmente valiosa para los clientes de plantas farmacéuticas y de química fina, cuyas condiciones de proceso son sensibles incluso a variaciones mínimas en la resistencia a la corrosión del metal de soldadura.
9: ¿Puede MWalloys fabricar equipos de Hastelloy y AL-6XN que cumplan los requisitos de la Directiva europea sobre equipos a presión (PED)?
Sí. MWalloys fabrica equipos a presión de Hastelloy y AL-6XN que cumplen con la Directiva europea sobre equipos a presión (PED) 2014/68/UE, que constituye el marco normativo que regula el diseño, la fabricación y la evaluación de la conformidad de los equipos a presión comercializados en el Espacio Económico Europeo, recurriendo a la participación de organismos notificados independientes para los equipos de las categorías III y IV, tal y como exige el sistema de clasificación de riesgos de la PED. La vía de evaluación de la conformidad con la Directiva sobre equipos a presión (PED) para los recipientes a presión fabricados a medida suele corresponder al Módulo G (examen individual) o al Módulo H (garantía de calidad) para los equipos de las categorías III y IV, que abarcan la mayoría de los recipientes a presión industriales que superan unos umbrales modestos de presión y volumen. En el marco del Módulo G, un organismo notificado designado por la UE revisa los cálculos de diseño, supervisa las operaciones de fabricación críticas, revisa todos los registros de ensayo y expide el Certificado de Examen de Tipo CE que permite el marcado CE del recipiente terminado. MWalloys coordina directamente con el organismo notificado elegido por el cliente —o recomienda organismos notificados cualificados de entre nuestras relaciones de trabajo establecidas— para integrar el calendario de revisión del organismo notificado en el calendario de fabricación sin generar retrasos. El expediente técnico (cálculos de diseño, certificados de materiales, registros de soldadura, informes de ensayos no destructivos, certificados de ensayo) recopilado durante la fabricación con el sello U de la ASME cubre aproximadamente el 80-90 % de la documentación requerida para la conformidad con la PED; los dos sistemas de calidad son complementarios, no contradictorios. Para proyectos europeos, póngase en contacto con el equipo de ingeniería de MWalloys al inicio del proyecto para discutir la clasificación de la categoría de riesgo de la PED y la vía de evaluación de la conformidad adecuada antes de la firma del contrato.
10: ¿Qué servicio posventa ofrece MWalloys para los equipos fabricados en Hastelloy y AL-6XN?
MWalloys ofrece una garantía de 12 meses contra defectos de fabricación en todos los equipos certificados por la ASME, además de asistencia técnica tras la expiración de la garantía, que incluye asesoramiento en el análisis de fallos, orientación sobre procedimientos de soldadura de reparación, asistencia en inspecciones sobre el terreno y suministro de piezas de repuesto durante toda la vida útil del equipo. Nuestro programa de asistencia posventa incluye: respuesta a las reclamaciones de garantía en un plazo de 24 horas tras la notificación por escrito, con envío de personal de ingeniería de campo en un plazo de 5 días laborables para cualquier investigación de defectos cubiertos por la garantía; servicio de asesoramiento técnico para clientes que experimenten corrosión inesperada o cambios en el proceso que afecten al rendimiento del material: proporcionamos dictámenes técnicos por escrito sobre los mecanismos de corrosión y las opciones de reparación sin coste alguno para los clientes con equipos fabricados por MWalloys; servicios de reparación y fabricación para daños en los equipos o fallos durante el servicio, incluida la fabricación de emergencia de secciones de recambio, adiciones de boquillas o la sustitución completa de recipientes con programación prioritaria; mantenimiento de un archivo con toda la documentación del equipo durante toda su vida útil, lo que permite recuperar los MTR originales, los registros de soldadura y los cálculos de diseño años después de la entrega original; y suministro de componentes de recambio —tubos de repuesto para intercambiadores de calor, paneles de bandejas de recambio para columnas de destilación y bridas de boquilla de repuesto— fabricados con material certificado y con la documentación correspondiente. Para iniciar el servicio posventa de los equipos fabricados por MWalloys, póngase en contacto con nuestro equipo de servicio técnico indicando el número de serie de su equipo y el número de registro de la Junta Nacional, lo que nos permitirá recuperar inmediatamente el historial completo de su equipo.
Referencias verificables
Para la elaboración de este artículo técnico se han consultado las siguientes fuentes, que pueden ser verificadas de forma independiente por ingenieros, especialistas en compras y responsables de calidad:
- ASME International. Código ASME de calderas y recipientes a presión, Sección VIII, División 1: Normas para la construcción de recipientes a presión. ASME, Nueva York, NY. Edición actual.
- ASME International. Código ASME de calderas y recipientes a presión, Sección IX: Cualificaciones para soldadura, soldadura fuerte y soldadura por fusión. ASME, Nueva York, NY. Edición actual.
- ASME International. Código ASME de calderas y recipientes a presión, Sección II, Parte B: Especificaciones para materiales no ferrosos (SB-574, SB-575, SB-619, SB-622, SB-676, SB-688, SB-691). ASME, Nueva York, NY. Edición actual.
- ASME International. ASME BPE: Norma sobre equipos de bioprocesamiento. ASME, Nueva York, NY. Edición actual.
- ASME International. ASME B31.3: Código de tuberías de proceso. ASME, Nueva York, NY. Edición actual.
- Haynes Internacional. Ficha técnica de la aleación Hastelloy C-276 (H-2002C). Haynes International, Kokomo, IN.
- Haynes Internacional. Ficha técnica de la aleación Hastelloy C-22 (H-2052D). Haynes International, Kokomo, IN.
- Allegheny Technologies (ATI). Datos técnicos de la aleación AL-6XN (N08367). ATI, Pittsburgh, Pensilvania.
- ASTM Internacional. ASTM B575: Especificación estándar para chapas, láminas y tiras de aleación de níquel-cromo-molibdeno con bajo contenido en carbono. ASTM International, West Conshohocken, PA.
- ASTM Internacional. ASTM B688: Especificación estándar para chapas, láminas y tiras de cromo-níquel-molibdeno-hierro (UNS N08366 y N08367). ASTM International, West Conshohocken, PA.
- ASTM Internacional. ASTM G28: Métodos de ensayo estándar para la detección de la susceptibilidad a la corrosión intergranular en aleaciones forjadas, ricas en níquel y que contienen cromo. ASTM International, West Conshohocken, PA.
- Junta Nacional de Inspectores de Calderas y Recipientes a Presión. Código de Inspección de la Junta Nacional (NBIC) NB-23. Junta Nacional, Columbus, Ohio. Edición actual.
- Asociación de Fabricantes de Intercambiadores Tubulares (TEMA). Normas TEMA para intercambiadores de calor, 10.ª edición. TEMA, Tarrytown, Nueva York.
- Parlamento Europeo. Directiva sobre equipos a presión (PED) 2014/68/UE. Diario Oficial de la Unión Europea, 2014.
- NACE International. NACE MR0175 / ISO 15156: Materiales para su uso en entornos que contienen H₂S. NACE International, Houston, TX.
- Sociedad Americana de Soldadura. AWS A5.14: Especificación para electrodos y varillas de soldadura desnudos de níquel y aleaciones de níquel (ERNiCrMo-4 — material de aportación Hastelloy C276). AWS, Miami, Florida.
