MWalloys bietet ASME-zertifizierte Sonderanfertigungen von Hastelloy und AL-6XN Druckbehälter, Wärmetauscher, Reaktoren und Prozessanlagen für OEM-Kunden aus den Bereichen chemische Verarbeitung, Pharmazie, Öl und Gas, Meerwasserentsalzung sowie Schifffahrt – mit vollständiger Stempelberechtigung gemäß ASME Section VIII Division 1, umfassender Qualifizierung der Schweißverfahren gemäß ASME Section IX und Rückverfolgbarkeit der Werkstoffe vom zertifizierten Werkstoff bis hin zur fertigen Anlage. Unsere Fertigungskapazitäten umfassen Hastelloy C276, Hastelloy C22, Hastelloy B3, Hastelloy G30, sowie den superaustenitischen Edelstahl AL-6XN in allen Anlagenkonfigurationen, ohne Mindestbestellmenge, mit einer Standardlieferzeit von 30 bis 120 Tagen je nach Komplexität, Zahlung per Überweisung bei Erstbestellungen und weltweitem Versand der Anlagen per See-, Luft- oder Landfracht.
Welche Produkte kann MWalloys aus Hastelloy und AL-6XN herstellen?
Die Fertigungskapazitäten von MWalloys umfassen die gesamte Bandbreite an Prozessanlagen, die für den Einsatz in korrosiven chemischen Umgebungen erforderlich sind. Wir konstruieren und fertigen jede Anlagentyp gemäß den ASME-Normen, den Prozessspezifikationen unserer Kunden und den geltenden Industriestandards, wobei wir durchgehend zertifizierte Hastelloy- und AL-6XN-Werkstoffe verwenden.
Druckbehälter und Reaktoren
Druckbehälter aus Hastelloy C276, Hastelloy C22 und AL-6XN stellen unsere umsatzstärkste Produktkategorie dar. Korrosive chemische Prozesse – Säureproduktion, pharmazeutische Synthese, Chlorchemie, Herstellung von Fluorchemikalien – erfordern Behälter, die trotz des ständigen Kontakts mit Medien, die Kohlenstoffstahl oder Standard-Edelstahl innerhalb weniger Monate zerstören würden, ihre vollständige Druckdichtheit bewahren.
Zu unseren Fertigungskapazitäten für Druckbehälter gehören:
- Zylindrische vertikale und horizontale Behälter: Manteldurchmesser von 150 mm bis 4.000 mm; Betriebsdrücke bis 350 bar; Temperaturen von kryogenen Bereichen bis 450 °C, je nach Legierung.
- Reaktorbehälter mit Einbauten: Durchführungen für Rührwerksdüsen, Schweißverbindungen für Prallplatten, interne Spulenanschlüsse, Fertigung von Heiz- und Kühlmänteln – alles aus passenden Hastelloy- oder AL-6XN-Legierungen.
- Hochdruckautoklaven: Dickwandige zylindrische Behälter mit präzisionsgefertigten Verschlüssen für den Einsatz im Labor und in Pilotanlagen.
- Lagertanks mit korrosionsbeständiger Auskleidung: Außenmantel aus Kohlenstoffstahl mit vollständiger Aufschweißung aus Hastelloy oder AL-6XN auf allen medienberührten Oberflächen.
- Rührbehälter: Komplette Baugruppen für Rührbehälter einschließlich Wellendichtungen, Antriebsflanschen und Schweißarbeiten an internen Bauteilen.
Jeder von uns gefertigte Druckbehälter trägt das ASME-"U"-Prüfzeichen, das die Überprüfung der Einhaltung der Normen durch einen unabhängigen, autorisierten Inspektor (AI) in allen Fertigungsphasen bestätigt.

Wärmetauscher
Rohrbündelwärmetauscher aus Hastelloy und AL-6XN kommen immer dann zum Einsatz, wenn der Prozessstrom auf der Rohr- oder Mantelseite Chloride, Säuren oder andere korrosive Stoffe enthält, die den Einsatz von Kohlenstoffstahl oder sogar Duplex-Edelstahl ausschließen.
| Wärmetauschertyp | Anwendung von Hastelloy | Anwendung des AL-6XN |
|---|---|---|
| Rohrbündel (mit festem Rohrboden) | HF-Säurekühler, Chlorgaskühler, Sauergaskühler | Meerwasser-Kühler, Kühler für pharmazeutische Prozesse |
| Rohrbündel (mit schwimmendem Kopf) | Kühler für chemische Prozesse mit thermischer Differenzausdehnung | Wärmerückgewinnung aus der Entsalzungssole |
| U-Rohr-Bündelwärmetauscher | Kühler für Säureprozesse; halogenidhaltige Prozessströme | Meerwasserverdampfer, Kondensatoren für Küstenkraftwerke |
| Doppelrohr-Wärmetauscher | Korrosive Prozessströme mit geringem Durchfluss | Kühlung in der Pharma- und Spezialchemie |
| Plattenwärmetauscher (mit Dichtungen) | Wird normalerweise nicht verwendet – geschweißte Bauweise wird bevorzugt | Einsatz unter mäßigen Korrosionsbedingungen; reinigungsfreundliche Konstruktion |
| Geschweißte Plattenwärmetauscher | Stark korrosive Medien; keine zugänglichen Dichtflächen | Meerwasser und Sole mit einigen chemischen Zusätzen |
| Luftgekühlte Wärmetauscher (Rippenrohr) | Heiße, korrosive Gasströme | Küstengebiete mit mäßiger Korrosion |
Wir fertigen TEMA-konforme Rohrbündelwärmetauscher mit Rohren, Rohrböden, Mantel, Kanälen und allen druckführenden Bauteilen aus Hastelloy oder AL-6XN, wobei alle Komponenten aus der gleichen Legierung bestehen. Die Verbindungen zwischen Rohren und Rohrböden werden gemäß den Anforderungen des ASME-Codes festgeschweißt und aufgeweitet, wobei die Schweißnähte der Rohrböden einer vollständigen Röntgen- oder Ultraschallprüfung unterzogen werden, sofern dies in der Konstruktionsspezifikation vorgeschrieben ist.
Kolonnen, Türme und Einbauten
Destillationskolonnen, Absorptionstürme, Gaswäscher und Strippkolonnen, die in korrosiven Umgebungen eingesetzt werden, müssen häufig aus Hastelloy oder AL-6XN gefertigt werden. Unser Leistungsspektrum im Bereich der Kolonnenfertigung umfasst:
- Füllsäulen: Herstellung von Gehäusen mit strukturierten oder zufällig angeordneten Stützgittern für die Füllkörper, Herstellung von Flüssigkeitsverteilern, Befestigungsgitter für Füllkörper – alles aus einer passenden korrosionsbeständigen Legierung.
- Spalten in der Tabelle: Fertigung von Sieb-, Ventil- und Sprudeldeckeln aus Hastelloy oder AL-6XN; Anschweißen von Fallrohren; Anschweißen von Deckelauflageringen.
- Sprüh- und Venturi-Wäscher: Behälter mit kundenspezifischer Geometrie, ausgestattet mit Durchführungen für Sprühdüsen, Tropfenabscheiderrahmen sowie Saug- und Druckanschlüssen für die Umwälzpumpe.
- Hohe Säulen mit Windlastberechnung: Fertigung von Stahlblechverkleidungen, Konstruktion von Ankerbolzenhaltern, Berechnung von Hebeösen und Schweißarbeiten – komplette Tragwerksplanung gemäß ASCE 7 oder den geltenden Windlastvorschriften.
Rohrleitungsabschnitte, Verteiler und auf Skids montierte Systeme
Über einzelne Ausrüstungskomponenten hinaus fertigt MWalloys komplette Rohrleitungsabschnitte und auf Skids montierte Prozessanlagen aus Hastelloy und AL-6XN. Die Skid-Fertigung umfasst den Stahlrahmen, die gesamte Prozessverrohrung, Messgeräte, Ventile und Anschlüsse; die Anlagen werden werkseitig druckgeprüft und sind für die Montage vor Ort bereit, wobei der Arbeitsaufwand vor Ort auf ein Minimum beschränkt bleibt.
Zu den Normen für den Rohrleitungsbau, nach denen wir arbeiten, gehören:
- ASME B31.3 Prozessrohrleitungen (am häufigsten in der chemischen und pharmazeutischen Industrie).
- ASME B31.1 – Rohrleitungen für Kraftwerke.
- ASME B31.4 Rohrleitungstransport (Flüssigkeiten).
- Kundenspezifische Rohrleitungsspezifikationen, die sich auf die ASME-Normen stützen.
Was bedeutet die ASME-Zertifizierung für Anlagen aus Hastelloy und AL-6XN?
Die ASME-Zertifizierung von gefertigten Druckgeräten ist keine freiwillige Qualitätserklärung – sie ist in den meisten Rechtsordnungen Nordamerikas gesetzlich vorgeschrieben und wird auf vielen internationalen Märkten anerkannt oder verlangt. Ein genaues Verständnis dessen, was die ASME-Zertifizierung beinhaltet, hilft Beschaffungsingenieuren dabei, konforme Spezifikationen zu erstellen und die Leistungsfähigkeit von Lieferanten richtig einzuschätzen.
Relevante Abschnitte des ASME-Kodex für Kessel und Druckbehälter in Bezug auf CRA-Anlagen
| ASME-Code, Abschnitt | Anmeldung | Bedeutung für Hastelloy/AL-6XN |
|---|---|---|
| Abschnitt II Teil A | Spezifikationen für Eisenwerkstoffe | Gilt nicht direkt für Ni-Legierungen |
| Abschnitt II Teil B | Spezifikationen für Nichteisenwerkstoffe (SB-Serie) | Enthält eine Liste von Hastelloy und AL-6XN mit zulässigen Spannungen |
| Abschnitt II Teil D | Tabellen für zulässige Spannungen | Auslegungsspannungswerte für jede Legierung in Abhängigkeit von der Temperatur |
| Abschnitt VIII, Abteilung 1 | Druckbehälter (ohne Befeuerung) | Primärcode für die meisten Prozessanlagen |
| Abschnitt VIII, Abschnitt 2 | Alternative Vorschriften (höhere zulässige Spannung, umfangreichere Berechnungen) | Wird für dickwandige Hochdruckbehälter verwendet |
| Abschnitt IX | Schweiß- und Hartlötqualifikationen | Regelt alle Schweißverfahren und die Qualifikationen von Schweißern |
| Abschnitt V | Zerstörungsfreie Prüfung | ZfP-Verfahren zur Prüfung von Druckbehältern |
ASME-Werkstoffbezeichnungen für Hastelloy und AL-6XN
Die ASME-Normen verwenden Spezifikationen mit dem Präfix "SB", bei denen es sich um direkte Übernahmen der ASTM-Spezifikationen mit dem Präfix "B" handelt, die identische technische Anforderungen aufweisen:
| Material | ASME-Bezeichnung | ASTM-Bezeichnung | Produkt Form |
|---|---|---|---|
| Hastelloy C276 (N10276) | ASME SB-575 | ASTM B575 | Platten, Bleche, Bänder |
| Hastelloy C276 (N10276) | ASME SB-574 | ASTM B574 | Stange, Stab |
| Hastelloy C276 (N10276) | ASME SB-622 | ASTM B622 | Nahtlose Rohre und Schläuche |
| Hastelloy C276 (N10276) | ASME SB-619 | ASTM B619 | Geschweißte Rohre |
| Hastelloy C22 (N06022) | ASME SB-575 | ASTM B575 | Platten, Bleche, Bänder |
| Hastelloy C22 (N06022) | ASME SB-574 | ASTM B574 | Stange, Stab |
| AL-6XN (N08367) | ASME SB-688 | ASTM B688 | Platten, Bleche, Bänder |
| AL-6XN (N08367) | ASME SB-691 | ASTM B691 | Stange, Stab |
| AL-6XN (N08367) | ASME SB-676 | ASTM B676 | Nahtlose Rohre |
Was das ASME-"U"-Prüfzeichen für Käufer bedeutet
Das ASME-"U"-Prüfzeichen auf einem Druckbehälter bedeutet, dass:
- Die Fertigungsstätte verfügt über ein gültiges ASME-Zulassungszertifikat (das alle drei Jahre im Rahmen eines ASME-Audits erneuert wird).
- Ein qualifizierter, von einer ASME-akkreditierten Prüfstelle angestellter autorisierter Prüfer (AI) war bei kritischen Fertigungsvorgängen anwesend.
- Alle Werkstoffe sind gemäß den ASME-Spezifikationen der Sektion II zertifiziert und vollständig rückverfolgbar.
- Alle Schweißarbeiten werden von Schweißern und nach Verfahren durchgeführt, die gemäß ASME Abschnitt IX qualifiziert sind.
- Die Konstruktion des Behälters wurde von einem qualifizierten Ingenieur geprüft und entspricht den zulässigen Spannungs- und Konstruktionsvorschriften gemäß ASME Abschnitt VIII.
- Ein Herstellerdatenbericht (Formular U-1) wurde ausgefüllt und beim National Board of Boiler and Pressure Vessel Inspectors eingereicht.
Speziell für Anlagen aus Hastelloy und AL-6XN umfasst die AI-Prüfung die korrekte Anwendung der Werkstoffspezifikationen der SB-Reihe, die Verwendung der entsprechenden P-Nummer (P-Nummer 45 für Hastelloy C276, P-Nummer 8 für AL-6XN) bei der Qualifizierung von Schweißverfahren sowie die korrekte Anwendung der zulässigen Spannungswerte aus ASME Abschnitt II Teil D für jede Legierung bei der Auslegungstemperatur.
Wir verfügen bei MWalloys über eine aktive "U"-Stempelberechtigung gemäß ASME Abschnitt VIII, Abteilung 1, sowie über eine Schweißzertifizierung gemäß ASME Abschnitt IX, wobei bei jedem zertifizierten Behälterfertigungsprojekt regelmäßig ein autorisierter Inspektor hinzugezogen wird. Unsere NB-Registrierungsnummer (National Board) ist auf jedem von uns ausgestellten U-1-Datenbericht vermerkt.
Inwiefern unterscheiden sich Hastelloy-Legierungen und AL-6XN, und wann wird welche Legierung jeweils vorgeschrieben?
Hastelloy und AL-6XN sind beides hochleistungsfähige, korrosionsbeständige Legierungen, die in anspruchsvollen chemischen Prozessanlagen zum Einsatz kommen; sie gehören jedoch zu unterschiedlichen Legierungsfamilien mit unterschiedlichen Mechanismen der Korrosionsbeständigkeit, Temperaturbeständigkeit, Festigkeit und Kosten.
Übersicht zum Vergleich der Legungsfamilien
Hastelloy-Legierungen (verschiedene UNS-Bezeichnungen) sind Nickelbasislegierungen mit einem Nickelgehalt von 50–65 % und hohen Anteilen an Molybdän (7–28 %), Chrom (1–22 %) sowie in einigen Sorten an Wolfram, Kobalt und Eisen. Die nickelreiche FCC-Matrix sorgt für inhärente Stabilität in reduzierenden sauren Umgebungen, während Chrom- und Molybdänzusätze Beständigkeit gegenüber oxidierenden Medien sowie gegen chloridinduzierte Loch- und Spaltkorrosion bieten.
AL-6XN (UNS N08367) ist ein superaustenitischer rostfreier Stahl mit 20–22,1 % Chrom, 23,5–25,5 % Nickel, 6–71 TP3T Molybdän und 0,18–0,251 TP3T Stickstoff. Es handelt sich nicht um eine Nickellegierung – es ist eine Legierung auf Eisenbasis mit sehr hohem Nickel- und Molybdängehalt, die die Leistungslücke zwischen standardmäßigen austenitischen Edelstählen (304/316) und echten Nickellegierungen wie Hastelloy C276 schließt. Ihr PREN-Wert (Pitting Resistance Equivalent Number = %Cr + 3,3×%Mo + 16×%N) liegt bei etwa 47–52, womit sie deutlich über Duplex 2205 (PREN ~36), jedoch unter Hastelloy C276 (PREN ~73).
Direkter Vergleich: Hastelloy C276 vs. AL-6XN
| Eigentum | Hastelloy C276 (N10276) | AL-6XN (N08367) |
|---|---|---|
| Nickelgehalt | 57% (Restbetrag) | 23.5–25.5% |
| Eisengehalt | 4-7% | Saldo (~42%) |
| Molybdän-Gehalt | 15-17% | 6–7% |
| Chromgehalt | 14.5-16.5% | 20–22% |
| PREN-Äquivalent | ~73 | ~47–52 |
| UTS (glühend, MPa) | 690 Min. | 655 Min. |
| 0,2% YS (geglüht, MPa) | 310 Min. | 310 Min. |
| Maximale Auslegungstemperatur (ASME) | 371 °C (700 °F) | 316°C (600°F) |
| Beständigkeit gegen Lochfraß durch Meerwasser | Ausgezeichnet | Sehr gut |
| Beständigkeit gegen Spaltkorrosion | Ausgezeichnet | Gut |
| Beständigkeit gegen Flusssäure | Gut | Mäßig |
| Beständigkeit gegen Salpetersäure (HNO₃) | Gut | Ausgezeichnet |
| Chlorid SCC-Beständigkeit | Ausgezeichnet | Gut |
| Relative Materialkosten (Blech) | Sehr hoch (2,5–3-mal so hoch wie AL-6XN) | Mäßig-hoch |
| Schweißeignung | Gut | Ausgezeichnet |
| Hauptanwendung | Der aggressivste chemische Prozess | Meerwasser, moderater chemischer Prozess |
Wann ist welche Legierung bei maßgefertigten Anlagen zu verwenden?
Geben Sie Hastelloy C276 an, wenn:
- Die Chloridkonzentration liegt über 50.000 ppm, verbunden mit erhöhten Temperaturen und Stress.
- Salzsäure oder Flusssäure liegt in jeder Konzentration vor, die über der verdünnten Konzentration liegt.
- Die Prozessflüssigkeit enthält elementaren Schwefel oder Polythionsäuren in Verbindung mit Chloriden.
- Die Betriebstemperatur liegt in einer chloridhaltigen Umgebung über 200 °C.
- Spaltkorrosion an Rohrbodenverbindungen, Dichtungsflächen oder unter Ablagerungen ist ein nachweisliches Risiko, das auf der Prozesschemie beruht.
- In der Vergangenheit kam es bei Anlagen aus Duplex-Edelstahl, 316L oder 904L im gleichen Einsatzbereich bereits zu Ausfällen.
Geben Sie „AL-6XN“ an, wenn:
- Das korrosive Medium ist in erster Linie Meerwasser oder eine Meerwasser-äquivalente Chloridsole mit einer Temperatur unter 75 °C.
- Bei diesem Verfahren kommen verdünnte oxidierende Säuren zum Einsatz, bei denen der Korrosionsbeständigkeitsvorteil von Hastelloy C276 nur gering ist.
- Für den Einsatz in der Pharma- oder Lebensmittelindustrie ist ein Material erforderlich, das von der FDA zugelassen ist und breite behördliche Anerkennung genießt.
- Das Projektbudget reicht nicht aus, um eine vollständige Konstruktion aus Hastelloy zu finanzieren, doch hat sich Standard-316L bereits als unzureichend erwiesen.
- Der Chloridgehalt liegt bei moderaten Temperaturen im Bereich von 5.000 bis 50.000 ppm, wobei AL-6XN eine ausreichende Beständigkeit aufweist.
Welche chemischen und mechanischen Eigenschaften weisen Hastelloy C276, C22 und AL-6XN auf?
Die folgenden Materialdaten bilden die technische Grundlage, auf die sich Konstrukteure von Prozessanlagen stützen, wenn sie Wandstärken, Stutzenverstärkungen, Flanschbelastbarkeiten und zulässige Betriebsbedingungen gemäß den Vorschriften des ASME-Codes berechnen.
Vergleichstabelle der chemischen Zusammensetzung
| Element | Hastelloy C276 (N10276) | Hastelloy C22 (N06022) | Hastelloy B3 (N10675) | AL-6XN (N08367) |
|---|---|---|---|---|
| Nickel (Ni) | Gleichgewicht (~57%) | Gleichgewicht (~56%) | Saldo (~65%) | 23.5–25.5% |
| Chrom (Cr) | 14.5-16.5% | 20.0–22.5% | 1.0–3.0% | 20.0–22.0% |
| Molybdän (Mo) | 15.0-17.0% | 12.5-14.5% | 27.0–32.0% | 6.0–7.0% |
| Eisen (Fe) | 4.0-7.0% | 2.0–6.0% | 1.0–3.0% | Saldo (~42%) |
| Wolfram (W) | 3.0-4.5% | 2,5-3,5% | - | - |
| Kobalt (Co) | 2,5% max | 2,5% max | 3,01 TP3T max | - |
| Kohlenstoff (C) | 0,010% max | 0,0151 TP3T max | 0,010% max | 0,030% max |
| Stickstoff (N) | - | - | - | 0.18–0.25% |
| Mangan (Mn) | 1,0% max | 0,50% max | 3,01 TP3T max | 2,0% max |
| Silizium (Si) | 0,08% max | 0,08% max | 0,10% max | 1,0% max |
| Phosphor (P) | 0,04% max | 0,021 TP3T max | 0,04% max | 0,040% max |
| Schwefel (S) | 0,03% max | 0,021 TP3T max | 0,03% max | 0,030% max |
Mechanische Eigenschaften und zulässige Spannungswerte nach ASME
| Eigentum | Hastelloy C276-Blech (SB-575) | Hastelloy C22-Blech (SB-575) | AL-6XN-Platte (SB-688) |
|---|---|---|---|
| UTS-Mindestwert | 690 MPa (100 ksi) | 690 MPa (100 ksi) | 655 MPa (95 ksi) |
| 0,21 TP3T YS (Mindestwert) | 310 MPa (45 ksi) | 310 MPa (45 ksi) | 310 MPa (45 ksi) |
| Mindestdehnung | 40% | 45% | 30% |
| Maximale Härte | 100 HRB | 100 HRB | 100 HRB |
| Zulässige Spannung nach ASME bei 38 °C | 23,3 ksi (161 MPa) | 23,3 ksi (161 MPa) | 20,0 ksi (138 MPa) |
| Zulässige Spannung nach ASME bei 200 °C | 20,7 ksi (143 MPa) | 20,7 ksi (143 MPa) | 16,5 ksi (114 MPa) |
| Zulässige Spannung nach ASME bei 316 °C | 18,5 ksi (128 MPa) | 18,5 ksi (128 MPa) | 14,0 ksi (97 MPa) |
| ASME-Höchstbetriebstemperatur | 371 °C (700 °F) | 371 °C (700 °F) | 316°C (600°F) |
| Dichte (g/cm³) | 8.89 | 8.69 | 8.06 |
| Wärmeleitfähigkeit (W/m·K bei 100 °C) | 11.1 | 10.2 | 12.5 |
| Wärmeausdehnungskoeffizient (µm/m·°C, 21–100 °C) | 11.2 | 12.8 | 15.7 |
Der Unterschied im Wärmeausdehnungskoeffizienten zwischen AL-6XN (15,7 µm/m·°C) und Hastelloy C276 (11,2 µm/m·°C) ist bei der Auslegung von Wärmetauschern von praktischer Bedeutung. Wenn ein Wärmetauscher AL-6XN-Rohre in einem Hastelloy C276-Mantel oder eine andere Kombination dieser Legierungen in einer Konstruktion mit festem Rohrboden aufweist, erzeugt die unterschiedliche Wärmeausdehnung zwischen Rohrbündel und Mantel während des Betriebs thermische Spannungen, die bei der mechanischen Auslegung berücksichtigt werden müssen. Konstruktionen mit festem Rohrboden in Kombinationen unterschiedlicher Legierungen erfordern oft Dehnungsbälge oder sollten als Konstruktionen mit schwimmendem Kopf oder U-Rohr-Konfigurationen neu bewertet werden, um die unterschiedlichen Bewegungen auszugleichen.
Welche Branchen und korrosiven Umgebungen treiben die Nachfrage nach maßgeschneiderten Anlagen aus Hastelloy und AL-6XN an?
Gerade in den Branchen, in denen maßgefertigte Anlagen aus Hastelloy und AL-6XN vorgeschrieben sind, reichen die Folgen von Korrosionsschäden weit über die Kosten für den Austausch der Anlagen hinaus und umfassen Produktionsausfälle, Umweltvorfälle, Sicherheitsvorfälle sowie behördliche Sanktionen. Das Verständnis dafür, welche spezifischen Korrosionsbedingungen diese Spezifikationen auslösen, hilft den Beschaffungsteams, die höheren Materialkosten in den Budgets für Investitionsprojekte zu rechtfertigen.
Anwendungen in der chemischen Verarbeitungsindustrie
Herstellung und Handhabung von Salzsäure:
HCl-Produktionsanlagen, Anwender von HCl in der pharmazeutischen Synthese sowie Halbleiterfertigungsanlagen schreiben im gesamten HCl-Handhabungssystem Druckbehälter und Wärmetauscher aus Hastelloy C276 vor. Bei Konzentrationen über 10% und Temperaturen über Umgebungstemperatur versagen selbst hochwertigere Edelstähle schnell, während Hastelloy C276 unter nicht oxidierenden Bedingungen über den gesamten Konzentrationsbereich Korrosionsraten von unter 0,1 mm/Jahr aufweist.
Schwefelsäure-Service:
Verdünnte Schwefelsäure (mit einer Konzentration unter 30%) bei erhöhten Temperaturen wird je nach der jeweiligen Kombination aus Konzentration und Temperatur in Anlagen aus Hastelloy C276 oder AL-6XN verarbeitet. Bei Konzentrationen über 60% und ohne oxidierende Verunreinigungen erweist sich Hastelloy C276 als gut geeignet. Bei rauchender Schwefelsäure (Oleum) ist eine sorgfältige Überprüfung der Legungsauswahl erforderlich – wenden Sie sich an das technische Team von MWalloys, um spezifische Empfehlungen für Oleum-Anwendungsmaterialien zu erhalten.
Chlor und Chlorverbindungen:
Nasses Chlor, Salzsäure, Natriumhypochlorit und chlorierte Lösungsmittel stellen allesamt eine Korrosionsherausforderung dar, weshalb Hastelloy C276 als Werkstoff für Prozessanlagen vorgeschrieben ist. Hastelloy C276 ist der Standardwerkstoff für alle Bereiche mit nassem Chlor in Chloralkalianlagen.
Fluorverbindungen und HF-Anwendungen:
Hastelloy C276 und Hastelloy B3 sind für Anlagen zur Handhabung von Flusssäure vorgesehen. In HF-Alkylierungsanlagen wird Hastelloy C276 für Wärmetauscher und Behälter verwendet, bei denen die Konzentration von wasserfreiem oder wässrigem HF, die Temperatur und die Geometrie der Anlagen Bedingungen schaffen, die die Belastbarkeit von Monel 400-Rohrleitungen übersteigen.
Anwendungen in der Pharmazie und Biotechnologie
| Gerätetyp | Legierungsspezifikation | Rechtliche Grundlage |
|---|---|---|
| Reaktorbehälter (API-Synthese) | Hastelloy C276 oder C22 | FDA cGMP; USP Klasse VI; ASME BPE |
| Kristallisatoren | Hastelloy C276 oder AL-6XN | Korrosionsanforderungen in der Prozesschemie |
| Destillationskolonnen (korrosive Lösungsmittel) | Hastelloy C276 | Säurekatalysatorsysteme |
| Wassersysteme für die Pharmaindustrie | AL-6XN | USP-gereinigtes Wasser; Systeme in WFI-Qualität |
| Gärbehälter | AL-6XN mit elektropolierter Oberfläche | Biokompatibilität; Reinigungsfähigkeit |
| CIP-Anlagen (Clean-in-Place) | AL-6XN oder Hastelloy C276 | Zyklische Einwirkung von Laugen und Säuren; keine chloridinduzierte Spannungsrisskorrosion |
| Gefriertrocknungskammern | AL-6XN | Kryogene Verträglichkeit; Korrosionsbeständigkeit |
Die Norm ASME BPE (Bioprocessing Equipment) gilt zusätzlich zu ASME Abschnitt VIII für pharmazeutische Prozessanlagen und enthält zusätzliche Anforderungen hinsichtlich der Oberflächenbeschaffenheit (in der Regel Ra 0,5 µm oder besser, elektropoliert für produktberührende Oberflächen), der Qualifizierung für Orbitalschweißen sowie spezifische Anforderungen an die Materialdokumentation, die den regulatorischen Vorgaben der FDA und der EMA entsprechen.
Wir verfügen über umfangreiche Erfahrung in der Fertigung von pharmazeutischen Prozessanlagen gemäß ASME BPE, sowohl aus Hastelloy C276 als auch aus AL-6XN, mit elektropolierten Innenflächen, dokumentierten Schweißnahtprüfprotokollen und einer Rückverfolgbarkeit der Werkstoffe, wie sie von Pharmaherstellern für ihre Anlagenqualifizierungspakete (IQ/OQ/PQ-Dokumentation) gefordert werden.
Anwendungen in der Entsalzung und Wasseraufbereitung
Entsalzungsanlagen – sowohl Meerwasser-Umkehrosmoseanlagen (SWRO) als auch Mehrstufendestillationsanlagen (MED) – stellen einen bedeutenden und wachsenden Markt für aus AL-6XN gefertigte Anlagen dar. Die Kombination aus Meerwasser mit hohem Salzgehalt, erhöhten Temperaturen bei thermischen Entsalzungsprozessen und den aggressiven Solekonzentratströmen, die bei allen Entsalzungstechnologien entstehen, schafft Korrosionsbedingungen, die den Einsatz von Kohlenstoffstahl und Standard-Edelstahl ausschließen.
| Entsalzungsanlagen | Bevorzugte Legierung | Servicebedingungen |
|---|---|---|
| SWRO-Druckbehälter | AL-6XN oder Hastelloy C276 | Hochdruck-Meerwasser; Risiko für chloridinduzierte Spannungsrisskorrosion |
| MED-Rohrbündel | AL-6XN | Meerwasserverdunstung; Salzkonzentration |
| Wärmetauscher für Solekonzentrat | AL-6XN oder Hastelloy C276 | Konzentriertes Meerwasser + erhöhte Temperatur |
| Hochdruck-Seewasser-Rohrleitungsabschnitte | AL-6XN | Kontinuierlicher Meerwasserstrom; Druckbetrieb |
| Blitzkammerhülsen (MSF) | AL-6XN | Meereswasser-Sole bei erhöhter Temperatur |
| Systeme zur Entsorgung von Salzlake ablehnen | AL-6XN | Hochkonzentrierte Sole |
Anwendungen in den Bereichen Öl, Gas und Petrochemie
In der Öl- und Gasverarbeitung führen saure Betriebsumgebungen (H₂S + CO₂ + Chloride) in Verbindung mit erhöhten Temperaturen und Drücken zu den extremsten Korrosionsbedingungen, denen Anlagen aus korrosionsbeständigen Werkstoffen (CRA) ausgesetzt sind. Hastelloy C276 ist die Standardlegierung für die aggressivsten dieser Bedingungen:
- Aminbehandlungsanlagen: Gasreinigungssäulen und Wärmetauscher, in denen saure Gasströme mit H₂S und CO₂ in Kontakt kommen.
- Waschanlagen für saures Gas: Behälter aus Hastelloy C276 im H₂S-Absorptionsbetrieb.
- Absorberbehälter für die Rauchgasentschwefelung (FGD): Hastelloy C276 oder AL-6XN für SO₂-Wäschesysteme, bei denen Chloridablagerungen in der Waschflüssigkeit zu starker Korrosion führen.
- Systeme zur chemischen Injektion unter Wasser: AL-6XN- oder Hastelloy C276-Systeme auf Skid-Basis für die Einspeisung von Methanol, Kalkhemmern und Korrosionshemmern.
- Aufbereitung von Produktionswasser auf Offshore-Anlagen: Druckbehälter aus Hastelloy C276 für die Aufbereitung von Produktionswasser mit einem Gehalt an H₂S und hohem Chloridgehalt.
Welche Fertigungsverfahren und Schweißverfahren kommen bei Hastelloy und AL-6XN zur Anwendung?
Die Herstellung von Druckgeräten aus Hastelloy- und AL-6XN-Legierungen erfordert im Vergleich zur Fertigung aus Kohlenstoffstahl oder Standard-Edelstahl angepasste Verfahren. Diese Unterschiede wirken sich auf Werkzeuge, Schneidverfahren, Anforderungen an die Passgenauigkeit, Schweißverfahren, die Nachbehandlung sowie die Prüfverfahren aus – all diese Aspekte müssen gemäß den ASME-Normen qualifiziert und dokumentiert werden.
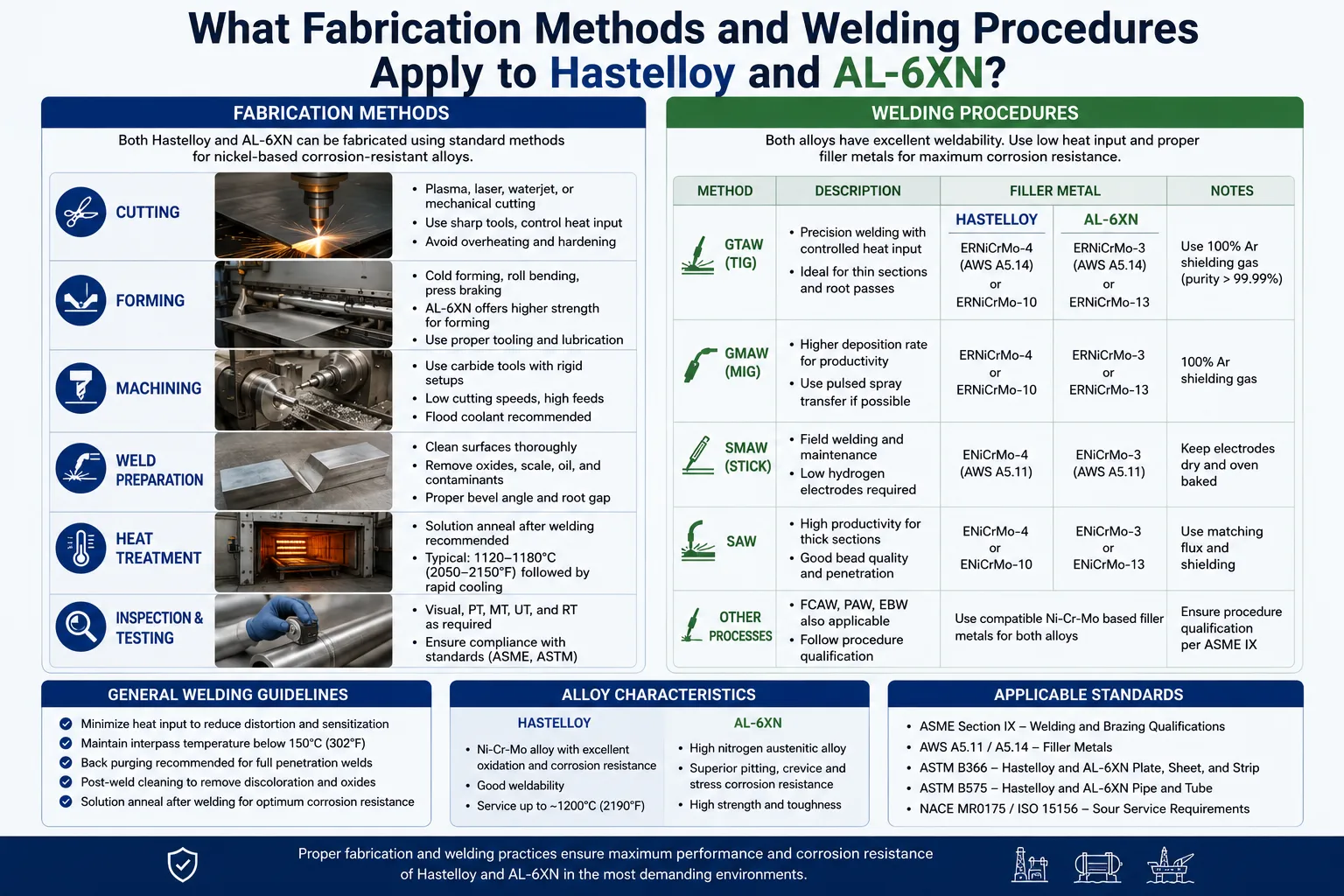
Vorbereitung der Platten und Schneidverfahren
| Schnittmethode | Hastelloy C276/C22 | AL-6XN | Anmerkungen |
|---|---|---|---|
| Wasserstrahlschneiden | Ausgezeichnet – bevorzugt | Ausgezeichnet – bevorzugt | Keine HAZ; enge Toleranz; beste Oberflächenqualität |
| Plasmaschneiden | Für Rohschnitte geeignet | Annehmbar | HAZ muss auf eine Tiefe von mindestens 3 mm geschliffen werden |
| Laserschneiden | Geeignet für dünne Bleche (weniger als 12 mm) | Gut geeignet für dünne Bleche | HAZ kleiner als das Plasma; Kanten für das Schweißen anschleifen |
| Mechanisches Scheren | Geeignet für dünne Bleche (weniger als 6 mm) | Gültig bis 10 mm | Die kaltgeformte Kante muss vor dem Schweißen entfernt werden |
| Schleifsägen | Gut | Gut | Erzeugt Wärme – Kühlmittel auftragen |
| Autogenschneiden | Nicht akzeptabel | Nicht akzeptabel | Kohlenstoffablagerungen und Schäden im Wärmeeinflussbereich sind für die CRA zu schwerwiegend |
Nach jedem thermischen Schneidvorgang (Plasma, Laser) muss das gesamte Material der Wärmeeinflusszone an den Fugenflächen vor dem Schweißen durch mechanisches Schleifen entfernt werden. Die Wärmeeinflusszone in Hastelloy-Legierungen kann Ausscheidungsphasen (Sigma, Mu) enthalten, die die Zähigkeit und Korrosionsbeständigkeit beeinträchtigen; diese dürfen nicht in die Schweißverbindung einbezogen werden. Eine Mindestabtragstiefe von 3 mm über die sichtbare Wärmeeinflusszone hinaus ist unsere Standardpraxis.
Schweißverfahren und Qualifizierung von Verfahren
Alle Schweißarbeiten an ASME-Druckgeräten müssen unter Verwendung von Schweißverfahrensanweisungen (WPS) durchgeführt werden, die gemäß ASME Abschnitt IX qualifiziert sind. Jede WPS dokumentiert die wesentlichen und nicht wesentlichen Variablen für den Schweißprozess, die Kombination aus Grundwerkstoff-P-Nummer, Schweißzusatzwerkstoff-F-Nummer und A-Nummer, die Schweißposition sowie die Fugenausführung.
| Schweissverfahren | Anwendungsbereich von Hastelloy C276/C22 | Anwendung des AL-6XN | Wichtige Steuerungsparameter |
|---|---|---|---|
| GTAW (WIG) – manuell | Alle Wandstärken; bevorzugt für Grundlagen | Alle Wandstärken; besonders geeignet für dünne Wandstärken | Rückspülung unerlässlich; Argon-Schutzgas; sauberes Grundmetall |
| GTAW – Orbital (automatisiert) | Schläuche und kleine Rohre; gleichbleibende Qualität | Schläuche, pharmazeutische Behälter | Programmierbare Parameter; gleichmäßige Wärmezufuhr |
| GMAW (MIG) – Kurzschluss | Heftschweißnähte, dünnes Blech | Nicht empfohlen für CRA-Strukturschweißnähte | Zu starker Spritzbildung und Risiko mangelnder Verschmelzung |
| GMAW – Sprüh- oder Impulsbetrieb | Füll- und Verschlussdurchgänge, Plattenkonstruktion | Füll- und Verschlussdurchgänge, Abschnitte von 6 mm und mehr | Lieber eine gute Verschmelzung als ein Kurzschluss; weniger Spritzer |
| SMAW (Stange) | Befüllen und Verschließen von Passagen im Feld oder in großen Behältern | Bei größeren Abschnitten befüllen und verschließen | Wasserstoffarme Lagerung von Elektroden |
| SAW (Submerged Arc) | Nahtschweißungen an Grobblechen in großen Behältern | Nahtschweißungen an Grobblechen | Die Verdünnungskontrolle ist entscheidend; ein angepasster Fluss ist erforderlich |
| PAW (Plasmabogen) | Schlüssellochschweißen von Profilen mittlerer Dicke | Querschnitte mittlerer Dicke | Hervorragende Durchdringungskontrolle; hohe Qualität |
| Laserschweißen | Dünnwandige pharmazeutische Behälter | Anwendungen in der Pharmaindustrie und bei dünnwandigen Bauteilen | Enge Wärmeeinflusszone; vorzugsweise autogenes Schweißen |
| Widerstands-Schweißnaht | Überlappungen bei dünnen Blechen; Befestigung von Verkleidungen | Anwendungen mit dünnen Blechen | Beschränkt auf bestimmte Gelenkgeometrien |
Auswahl des Schweißzusatzwerkstoffs für ASME-qualifizierte Schweißverfahren
| Kombination aus unedlen Metallen | Empfohlener Füllstoff | AWS-Klassifizierung | Anmerkungen |
|---|---|---|---|
| Hastelloy C276 bis C276 | Passendes Hastelloy C276 | ERNiCrMo-4 | Höchste Korrosionsbeständigkeit im Schweißgut |
| Hastelloy C22 bis C22 | Passendes Hastelloy C22 | ERNiCrMo-10 | Entsprechende Korrosionsbeständigkeit |
| AL-6XN nach AL-6XN | AL-6XN oder 625-Füllstoff | ER2594 oder ERNiCrMo-3 | Der Füllstoff 625 bietet eine überragende Korrosionsbeständigkeit |
| Hastelloy C276 zu Kohlenstoffstahl | ERNiCrMo-4 oder 625 | ERNiCrMo-3 oder -4 | Verdünnung auf der Seite aus Kohlenstoffstahl – C276 oder 625 verwenden |
| Hastelloy C276 bis 316L Edelstahl | ERNiCrMo-4 (C276) | ERNiCrMo-4 | Ni-Legierungszusätze gleichen die Verdünnung aus und bewahren die Korrosionsbeständigkeit |
| AL-6XN zu 316L-Edelstahl | ERNiCrMo-3 (625) | ERNiCrMo-3 | Der Füllstoff 625 übertrifft beide Grundmetalle |
| Hastelloy C276 zu AL-6XN | ERNiCrMo-4 oder -3 | ERNiCrMo-4 | Der Füllstoff C276 sorgt für eine vollständige Korrosionsanpassung |
| Hastelloy C276 zu Hastelloy C22 | ERNiCrMo-10 (C22) oder -4 (C276) | ERNiCrMo-10 | Entweder eine geeignete Legierungszusatzschmelze |
Wichtige Kontrollen der Schweißverfahren für Anlagen aus korrosionsbeständigen Werkstoffen
Rückspülung:
Alle Wurzelschweißnähte an Rohr-, Rohrleitungs- und Plattenstumpfverbindungen müssen während des gesamten Schweißvorgangs mit Argon der Reinheit 99,995% oder Helium-Argon-Gemischen rückgespült werden. Eine Sauerstoffverunreinigung der Schweißnahtwurzel – selbst im ppm-Bereich – führt zu Chromoxid-Einschlüssen in der Schweißnahtwurzel, die die Korrosionsbeständigkeit verringern und Spannungskonzentrationsstellen verursachen. Wir schreiben vor, dass der Sauerstoffgehalt am Auslass des Spülgases vor Beginn des Schweißvorgangs unter 50 ppm liegen muss, was durch ein Sauerstoffmessgerät an der Entlüftungsstelle überprüft wird.
Interpass-Temperaturregelung:
Die maximale Zwischenlagentemperatur ist bei Hastelloy-Legierungen auf 177 °C (350 °F) und bei AL-6XN auf 150 °C (300 °F) begrenzt. Eine übermäßige Wärmeentwicklung zwischen den Lagen verlängert die Verweildauer der Schweiß-Wärmeeinflusszone im Sensibilisierungstemperaturbereich (600–900 °C für diese Legierungen), was zu einem Chromverlust in der Nähe der Korngrenzenkarbide führen kann, wodurch die Korrosionsbeständigkeit in der Wärmeeinflusszone verringert wird.
Steuerung der Wärmezufuhr:
Die Schweißeinbringerwärme (berechnet als Joule pro Millimeter = Spannung × Stromstärke × 60 / Schweißgeschwindigkeit in mm/min) muss innerhalb des in der qualifizierten Schweißverfahrenanweisung (WPS) festgelegten Bereichs gehalten werden. Eine hohe Einbringerwärme verstärkt das Kornwachstum in der Wärmeeinflusszone (HAZ) und kann in Hastelloy-Legierungen zur Ausscheidung schädlicher Phasen führen. Eine geringe Wärmezufuhr erhöht das Risiko einer unvollständigen Verschmelzung. Unsere Schweißingenieure legen während der Qualifizierungsprüfungen der Schweißverfahren Wärmezufuhrbereiche fest und nehmen diese Grenzwerte in die WPS auf.
Vermeidung von Kontaminationen:
Hastelloy und AL-6XN reagieren besonders empfindlich auf Oberflächenverunreinigungen vor und während des Schweißens. Unsere Werkstattvorschriften verbieten den Einsatz von Werkzeugen aus Kohlenstoffstahl (Drahtbürsten, Schleifmaschinen, Spannvorrichtungen) im Kontakt mit korrosionsbeständigen Werkstoffen – es sind spezielle Werkzeuge aus Edelstahl oder Keramik vorgeschrieben. Alle Oberflächen im Umkreis von 50 mm um eine Schweißnaht werden unmittelbar vor dem Schweißen mit Aceton abgewischt.
Welche Qualitätskontroll-, Prüf- und Teststandards gelten für die Herstellung von CRA-Anlagen?
Die Herstellung von ASME-zertifizierten Anlagen aus Hastelloy und AL-6XN erfordert ein umfassendes Qualitätskontrollprogramm, das dokumentiert, auditiert und unabhängig überprüft wird. Ein Verständnis des gesamten Prüfprogramms hilft den Käufern von Anlagen dabei, zu beurteilen, was sie über die physische Anlage selbst hinaus erwerben.
Vorgeschriebene ASME-Prüf- und Testanforderungen
| Prüfung/Test | Anwendbarer ASME-Code | Frequenz | Anmerkungen |
|---|---|---|---|
| Röntgenuntersuchung (RT) | ASME Abschnitt VIII UW-11 | Gemäß Code für gemeinsame Kategorien; 100% für Klasse 1 | Vollständige RT-Prüfung aller Längs- und Rundnähte, sofern vorgeschrieben |
| Ultraschalluntersuchung (UT) | ASME Abschnitt VIII; Abschnitt V Artikel 4 | Alternative zur RT, sofern zulässig | Phased-Array-Ultraschallprüfung (PAUT) wird zunehmend vorgeschrieben |
| Magnetpulverprüfung (MT) | Gilt nicht für austenitische Legierungen | - | Hastelloy und AL-6XN sind nicht magnetisch |
| Flüssigkeitspenetrationsprüfung (PT) | ASME Abschnitt V Artikel 6 | Nach Abschluss aller Schweißarbeiten; nach der Wasserdruckprüfung | Fluoreszenz-PT wird zur Erkennung kleiner Defekte bevorzugt |
| Hydrostatische Druckprüfung | ASME Abschnitt VIII UG-99 | 100% – jeder Druckbehälter | Mindestens 1,3-facher MAWP; mindestens 30 Minuten lang aufrechterhalten |
| Pneumatische Druckprüfung | ASME Abschnitt VIII UG-100 | Alternative zur hydrostatischen Methode bei Bedenken hinsichtlich einer Wasserverschmutzung | 1,1-fache MAWP; erfordert die Genehmigung durch die AI |
| Positive Materialidentifizierung (PMI) | Kundenspezifisch / gesetzlich vorgeschrieben | 100% für CRA-Komponenten – Standard bei MWalloys | Röntgenfluoreszenz-Elementanalyse bei jedem einzelnen Stück |
| Aufprallprüfung | ASME Abschnitt VIII UG-84 | sofern die Auslegungstemperatur dies erfordert | Für Behälter, die für den Einsatz bei Temperaturen unter -29 °C ausgelegt sind |
| Härteprüfung | Kundenspezifisch; NACE MR0175 | pro Charge oder pro Schweißnaht bei Einsatz in saurer Umgebung | Die NACE-Härtegrenzwerte müssen überprüft werden |
| Prüfung der Abmessungen | Kundenzeichnung | 100% – jedes Schiff | Ausrichtung der Düse, Abmessungen der Flanschfläche, Gesamthöhe/-länge |
| Sichtprüfung von Schweißnähten | ASME Abschnitt VIII | 100% – alle Schweißnähte | Vor und nach jeder Nahtoderfahrung |
Positive Materialidentifizierung (PMI) – Warum sie für CRA-Geräte wichtig ist
PMI – die Verwendung von Röntgenfluoreszenzspektroskopie (XRF) oder optischer Emissionsspektroskopie (OES) zur Überprüfung der elementaren Zusammensetzung von Werkstoffen in gefertigten Anlagen – wird in ASME Abschnitt VIII zwar nicht ausdrücklich vorgeschrieben, ist jedoch aus drei zwingenden Gründen zu einer Standardanforderung für Druckbehälter aus Hastelloy und AL-6XN geworden:
- Vermeidung von Materialverwechslungen: Hastelloy C276 und Edelstahlbleche der Sorte 316L sehen optisch identisch aus. Ohne eine Materialprüfung (PMI) wäre ein – ob absichtlicher oder versehentlicher – Materialvertauschungsfehler erst erkennbar, nachdem die Anlage in einer korrosiven Umgebung in Betrieb genommen wurde.
- Prüfung des Schweißzusatzwerkstoffs: Eine RFA-Analyse des aufgetragenen Schweißguts bestätigt, dass das richtige Schweißzusatzmaterial verwendet wurde. Würde man in einem Behälter aus Hastelloy C276 anstelle von ERNiCrMo-4 (Hastelloy C276-Zusatzwerkstoff) den Zusatzwerkstoff 316L verwenden, würde dies zu einem Schweißgut mit deutlich geringerer Korrosionsbeständigkeit führen, was bei einer Sicht- oder Röntgenprüfung nicht erkennbar wäre.
- Versicherungs- und aufsichtsrechtliche Vorschriften: Viele Betreiber von Chemieanlagen benötigen PMI-Aufzeichnungen als Teil ihrer Dokumentation zum Änderungsmanagement (MOC) sowie für die Registrierung von Druckbehältern bei den örtlichen Aufsichtsbehörden. Diese Aufzeichnungen werden zu einer dauerhaften Dokumentation der Anlagen.
Bei MWalloys führen wir bei allen Konstruktionen aus Hastelloy und AL-6XN eine 100%-Materialprüfung (PMI) an allen Grundwerkstoffen und dem aufgebrachten Schweißgut durch. Die Ergebnisse werden in einem PMI-Bericht dokumentiert, der Bestandteil der Anlagendokumentation wird. Dies ist keine Option – es ist unsere Standardpraxis, unabhängig davon, ob die Kundenspezifikation dies vorschreibt.
Anforderungen an die Oberflächenbeschaffenheit und deren Überprüfung
| Kategorie „Oberflächenbeschaffenheit“ | Ra-Wert | Messverfahren | Anmeldung |
|---|---|---|---|
| Im geschweißten Zustand (Innenseite des Prozessbehälters) | 3,2–6,3 µm (125–250 µin) | Oberflächenprofilometer | Allgemeine Anlagen für chemische Prozesse |
| Mechanisch poliert (entspricht 2B) | 0,8–1,6 µm (32–63 µin) | Profilometer | Lebensmittel und Getränke; Pharmazeutika allgemein |
| Elektropoliert (für pharmazeutische Zwecke) | max. 0,4–0,5 µm (16–20 µin) | Profilometer gemäß ASME BPE SF4 | Reaktoren für die API-Synthese; WFI-Anlagen |
| Elektropoliert (hohe Reinheit) | max. 0,2–0,3 µm (8–12 µin) | Profilometer gemäß ASME BPE SF6 | Halbleiterfertigungsanlagen |
| geschliffen und gestrahlt (außen) | 3,2–6,3 µm (125–250 µin) | Visueller Vergleich | Standardmäßige Vorbereitung der Außenflächen |
Wie läuft der Prozess der kundenspezifischen Fertigung bei MWalloys ab?
Ein umfassendes Verständnis des gesamten Projektablaufs – von der ersten Anfrage bis zur Lieferung der Anlagen – hilft OEM-Kunden dabei, ihre Projektzeitpläne zu planen, Ressourcen für die Prüfung bereitzustellen und realistische Erwartungen an maßgefertigte CRA-Anlagen zu formulieren.
MWalloys-Workflow für OEM-Projekte
Phase 1: Technische Abklärung und Anforderungsdefinition (Tag 1–5):
Der Kunde übermittelt Prozessdatenblätter, Gerätespezifikationen oder Konzeptskizzen. Das Ingenieurteam von MWalloys prüft die Prozessbedingungen (Temperatur, Druck, chemische Zusammensetzung der Medien, Durchflussraten), ermittelt die anwendbaren Abschnitte der ASME-Normen, bestätigt die Wahl der Legierung und erstellt ein technisches Angebot mit einer vorläufigen Skizze der Anlage, einem voraussichtlichen Lieferplan und einem kommerziellen Preisangebot.
Phase 2 – Vertragswesen und Planung (Tag 5–25, je nach Komplexität):
Nach Vertragsabschluss erstellt unser Ingenieurteam detaillierte Konstruktionsberechnungen gemäß ASME Section VIII, Stutzenbelastungsberechnungen gemäß den geltenden Stutzenbelastungsnormen (WRC 107/297 oder FEA), den Hersteller-Konstruktionsbericht (MDR) sowie detaillierte Fertigungszeichnungen mit allen Maßen, Schweißdetails und Prüfhinweisen. Die Überprüfung der technischen Unterlagen durch den Kunden wird vor Beginn der Fertigung berücksichtigt.
Phase 3: Materialbeschaffung und Wareneingangskontrolle (Tag 15–35):
Bleche, Rohre, Formstücke, Flansche und Befestigungselemente werden bei qualifizierten Herstellern mit AMS- oder ASTM-Zertifizierung bestellt. Die Wareneingangskontrolle umfasst die Maßprüfung, die Materialprüfung (PMI) jedes Blechs und Formstücks, den Abgleich der Materialprüfberichte mit den Spezifikationsanforderungen sowie die Benachrichtigung der Qualitätssicherung über den Wareneingang.
Phase 4: Fertigung (Tag 25–90, je nach Komplexität):
Schneiden, Umformen, Ausrichten, Schweißen und Nachbearbeitungen erfolgen gemäß den genehmigten Fertigungszeichnungen und den qualifizierten Schweißverfahren (WPS). Die AI-Kontrollpunkte werden eingehalten – der AI muss alle erforderlichen Prüfschritte bezeugen und abzeichnen, bevor die Arbeiten über den jeweiligen Kontrollpunkt hinaus fortgesetzt werden dürfen. Die internen Qualitätsprüfer von MWalloys führen zwischen den AI-Kontrollpunkten kontinuierliche Zwischenkontrollen durch.
Phase 5: Abnahme und Prüfung (Tag 80–110):
Es werden alle zerstörungsfreien Prüfungen (RT, UT, PT, soweit zutreffend), Maßprüfungen, die PMI-Prüfung des Schweißguts sowie die vorgeschriebene hydrostatische Druckprüfung durchgeführt. AI ist bei der Druckprüfung anwesend. Etwaige Mängel, die bei den zerstörungsfreien Prüfungen festgestellt werden, werden gemäß dem qualifizierten Reparaturverfahren behoben und erneut geprüft.
Phase 6: Dokumentation und Übergabe (Tag 100–120):
Der Herstellerdatenbericht (Formular U-1 oder U-1A für Wärmetauscher) wird sowohl vom MWalloys-Zertifizierungsingenieur als auch vom autorisierten Prüfer ausgefüllt und unterzeichnet. Das vollständige Dokumentationspaket – einschließlich aller MTRs, Schweißprotokolle, NDE-Berichte, PMI-Protokolle, Maßprüfberichte und des Druckprüfzeugnisses – wird zusammengestellt und mit der Anlage geliefert. Der Behälter wird beim National Board of Boiler and Pressure Vessel Inspectors registriert.
Technische Kompetenzen und Konstruktionssoftware
Unser Ingenieurteam nutzt bewährte Konstruktionssoftwaretools für die Berechnung von ASME-Druckbehältern:
| Technisches Werkzeug | Anmeldung |
|---|---|
| COMPRESS (Codeware) | Berechnungen zur Auslegung von Druckbehältern gemäß ASME Abschnitt VIII, Teil 1 und Teil 2 |
| PVElite (Hexagon PPM) | Alternative Plattform für die Auslegungsberechnung von ASME-Druckbehältern |
| AutoCAD und SolidWorks | Detaillierte Fertigungszeichnungen in 2D und 3D |
| CAESAR II | Flexibilitäts- und Spannungsanalyse von Rohrleitungen gemäß ASME B31.3 |
| FEA (ANSYS) | Komplexe Düsenbelastungen, nicht standardmäßige Geometrie, Ausführung gemäß Division 2 |
| HTRI (Xchanger Suite) | Thermische und hydraulische Auslegung von Wärmetauschern |
| FLARENET / PIPESIM | Simulation von Rohrleitungssystemen für die Skid-Konstruktion |
Wie schneiden Anlagen aus Hastelloy und AL-6XN im Vergleich hinsichtlich der Gesamtbetriebskosten ab?
Der höhere Anschaffungspreis von Anlagen aus Hastelloy oder AL-6XN im Vergleich zu Anlagen aus Kohlenstoffstahl oder Edelstahl 316L ist eine Tatsache und muss durch eine quantitative Gesamtbetriebskostenanalyse gerechtfertigt werden. Wir unterstützen unsere Kunden regelmäßig bei der Erstellung dieser Analyse, wenn ihre Budgetausschüsse für Investitionsprojekte den höheren Preis für die Legierung hinterfragen.
Rahmenkonzept für den Vergleich der Gesamtbetriebskosten
| Kostenkategorie | Kohlenstoffstahl (mit 316L-Auskleidung) | AL-6XN – Solide Bauweise | Massive Konstruktion aus Hastelloy C276 |
|---|---|---|---|
| Anschaffungskosten (Schiff, installiert) | Grundlinie (1,0×) | 1.8–2.5× | 3.5–5.0× |
| Erwartete Lebensdauer in aggressiver, korrosiver Umgebung | 3–7 Jahre vor dem Ausfall oder dem Austausch der Auskleidung | 15–25 Jahre | 20–30+ Jahre |
| Jährliche Wartungskosten (Inspektion, Reparatur) | Inspektion und Reparatur von Hochdruckleitungen | Niedrig | Sehr niedrig |
| Kosten durch ungeplante Stillstände aufgrund von Korrosionsschäden | Hoch – in der Regel das 2- bis 5-fache der Wiederbeschaffungskosten | Sehr niedrig | Praktisch kostenloser qualifizierter Service |
| Abfallentsorgung / Umweltsanierung im Falle eines Ausfalls | Hoch – potenzielles regulatorisches Haftungsrisiko | Nicht anwendbar | Nicht anwendbar |
| Differenz bei den Versicherungsprämien | Höher bei Geräten mit hoher Ausfallwahrscheinlichkeit | Unter | Niedrigste |
| Annualisierte Kosten über einen Analysezeitraum von 20 Jahren | In der Regel am höchsten | Mitte | In der Regel der niedrigste Wert pro Produktionsjahr |
Der Vergleich der annualisierten Kosten fällt in wirklich korrosiven Einsatzbereichen fast immer zugunsten von Behältern aus Hastelloy C276 oder AL-6XN gegenüber mit Kohlenstoffstahl ausgekleideten Behältern aus. Ein Behälter, der viermal so viel kostet, aber fünfmal so lange hält, weist niedrigere annualisierte Kapitalkosten auf, noch bevor die deutlich geringeren Kosten für Wartung, Inspektion und ungeplante Stillstände bei der Ausführung aus korrosionsbeständiger Legierung berücksichtigt werden.
Auf Anfrage erstellen wir für jede Auslegungsvariante eine maßgeschneiderte Gesamtbetriebskostenanalyse. Diese Analyse ist besonders hilfreich, wenn es darum geht, den Kostenaufschlag für Hastelloy gegenüber Investitionsausschüssen zu begründen, die Anträge auf der Grundlage der Anschaffungskosten und ohne Berücksichtigung der Gesamtlebenszykluskosten bewerten.
Hastelloy C276 vs. AL-6XN – Leitfaden zur Auswahl nach Kosten und Leistung
| Faktor | Argumente für den AL-6XN | Vorteile von Hastelloy C276 |
|---|---|---|
| Kapitalkosten | Niedriger (40–501 TP3T abzüglich Materialkosten) | Ein höherer Preis, aber eine längere Lebensdauer könnten dies rechtfertigen |
| Stärke der Korrosionswirkung | Mäßig (Meerwasser, verdünnte Säuren, chloridhaltige Sole) | Stark (HCl, HF, konzentrierte Chloride, Sauergas) |
| Maximale Chloridkonzentration | Unter 50.000 ppm bei mäßiger Temperatur | Über 50.000 ppm oder hohe Temperaturen in Verbindung mit Chloriden |
| Betriebstemperatur | unter 150 °C | 150–371 °C |
| Frühere Materialfehler | 316L/304 hat versagt; AL-6XN als Ersatz | 316L, Duplex und AL-6XN haben alle versagt |
| Behördliche Anerkennung | Breite behördliche Akzeptanz; von der FDA und der USP anerkannt | Vollständige ASME- und NACE-Zertifizierung |
| Verfügbarkeit von Material und Zubehör | Gut – weit verbreitet | Gut – bei Fachhändlern weit verbreitet |
| Einfaches Schweißen | Hervorragende Schweißbarkeit | Gute Schweißbarkeit |
| Erfahrungsschatz bei MWalloys | Umfassend | Umfassend |
Welche Dokumentations- und Zertifizierungspakete werden mit den von MWalloys gefertigten Anlagen mitgeliefert?
Jedes von MWalloys hergestellte, nach ASME zertifizierte Druckgerät wird mit einem umfassenden Dokumentationspaket ausgeliefert. Dieses Paket dient während der gesamten Betriebsdauer als dauerhafte Dokumentation des Geräts und wird bei Inspektionen, der Qualifizierung von Reparaturarbeiten, der Erneuerung behördlicher Genehmigungen sowie bei der Übertragung des Geräts herangezogen.
Dokumentationspaket zur Serienausstattung
| Dokument | Inhalt | Rechtliche Grundlage |
|---|---|---|
| ASME-Herstellerdatenblatt (U-1 oder U-1A) | Auslegungs-MAWP, Prüfdruck, Auslegungstemperatur, Werkstoffspezifikationen, Zusammenfassung der zerstörungsfreien Prüfung, AI-Signatur | ASME Abschnitt VIII; National Board |
| Zertifikat über die Registrierung beim National Board | Dem Schiff zugewiesenes NB-Registrierungsnummer | Nationaler Ausschuss für Kessel- und Druckbehälterinspektoren |
| Konstruktionsbericht des Herstellers | Konstruktionsberechnungen gemäß ASME Abschnitt VIII (Druck, Stutzenverstärkung, Flanschnennwerte) | ASME Abschnitt VIII |
| Materialprüfberichte | Umfassende chemische und mechanische Analyse für jede Platte, jedes Rohr, jedes Formstück, jeden Flansch und jedes Befestigungselement | ASTM/ASME-Werkstoffnormen |
| PMI-Berichte | RFA-Ergebnisse für jedes Stück aus unedlem Metall und ausgewählte Überprüfungen von Schweißnähten | Kundenspezifikation; gute Ingenieurpraxis |
| Schweißnahtkarte und Schweißprotokoll | Kennzeichnet jede Schweißnaht mit einer Nummer; erfasst die Schweißer-ID, die verwendete Schweißanweisung (WPS) sowie die Ergebnisse der zerstörungsfreien Prüfung (NDE) für jede Schweißnaht | ASME Abschnitt IX; Abschnitt VIII |
| Schweißverfahrenbeschreibungen (WPS) | Qualifizierte Verfahrensanweisungen für jedes verwendete Schweißverfahren und jede verwendete Grundwerkstoffkombination | ASME Abschnitt IX |
| Verfahrensqualifizierungsunterlagen (PQR) | Prüfprotokolle, aus denen hervorgeht, dass jede WPS durch entsprechende Prüfdaten belegt ist | ASME Abschnitt IX |
| Leistungsqualifikationen für Schweißer | Aktuelle Qualifikationsnachweise für jeden Schweißer, der an dem Schiff gearbeitet hat | ASME Abschnitt IX |
| Berichte über Nahtoderfahrungen | Röntgenfilme oder digitale Röntgenbilder, Ultraschallaufnahmen, physiotherapeutische Befunde – unterzeichnet von zertifizierten NDE-Prüfern der Stufe II oder III | ASME Abschnitt V; Abschnitt VIII |
| Prüfbescheinigung für die hydrostatische Prüfung | Angewandter Prüfdruck, Haltezeit, AI-Prüfzeichen, Datum | ASME Abschnitt VIII UG-99 |
| Bericht über die maßliche Inspektion | Alle kritischen Maße (Ist-Zustand vs. Zeichnung); Vermessung der Düsenausrichtung | Kundenzeichnung; ASME-Toleranzen |
| Leistungsprüfung des Wärmetauschers (falls zutreffend) | Beglaubigte Ergebnisse der thermischen Leistungsprüfung | TEMA; Kundenspezifikation |
| Dokumentation zur Einhaltung der ASME BPE-Vorschriften (Pharmabranche) | Messungen der Oberflächenbeschaffenheit, Protokolle zur Orbitalschweißnahtprüfung | ASME BPE |
| Dokumentation zur CE-Kennzeichnung (europäische Projekte) | Konformitätsbewertung gemäß der Druckgeräterichtlinie (PED) 2014/68/EU | Verordnung (EU) Nr. 2014/68/EU |
Allgemeine Lieferbedingungen, Lieferzeiten und Bestellinformationen von MWalloys Global für OEM-Kunden
MWalloys ist darauf ausgerichtet, OEM-Kunden, EPC-Auftragnehmer, Anlagenbetreiber und Ingenieurbüros weltweit mit zertifizierten, maßgeschneiderten Fertigungslösungen für Prozessanlagen aus Hastelloy und AL-6XN zu versorgen.
Projekt- und Auftragsbedingungen
| Begriff | Einzelheiten |
|---|---|
| Mindestbestellmenge | Keine Mindestbestellmenge – von einzelnen Sonderanfertigungen bis hin zu Serienfertigungsaufträgen |
| Standard-Projektdurchlaufzeit | 30–60 Tage für einfache Behälter; 60–90 Tage für Wärmetauscher; 90–120 Tage für komplexe Kolonnen und Skids |
| Express-Lieferzeit | 20–45 Tage für einfache Designs aus vorrätigen Materialien (bitte prüfen Sie die Machbarkeit bei der Anfrage) |
| Zahlungsbedingungen (Erstbestellung) | T/T: 30% bei Vertragsabschluss; 40% bei Erreichen des Meilensteins „Materialbeschaffung“; 30% vor Versand |
| Bedingungen für Bestandskunden | Abrechnung nach vereinbarten Meilensteinen; Zahlung innerhalb von 30 Tagen nach Erhalt der Schlussrechnung |
| Akkreditive | Gültig für Bestellungen über 100.000 USD |
| Prüfung der technischen Dokumentation | In den Zeitplan integrierte Fristen für die Kundenprüfung – in der Regel 5 Werktage pro Einreichungsrunde |
| Garantie | 12 Monate ab Versand auf Herstellungsfehler; für Materialien gelten die Herstellergarantien |
Weltweiter Versand und Lieferung von Ausrüstung
| Versandart | Gerätetyp | Laufzeit | Anmerkungen |
|---|---|---|---|
| Seefracht (FCL) | Alle Großanlagen – Behälter, Kolonnen, Wärmetauscher | 15–45 Tage, je nach Bestimmungsort | Standard für Geräte über 5.000 kg |
| Seefracht (LCL) | Kleinere Anlagen, Skid-Baugruppen | 20–50 Tage | Für Ausrüstung, die für den wirtschaftlichen Einsatz in Containern zu klein ist |
| Luftfracht | Kleine kritische Bauteile, dringende Ersatzteile | 2–5 Tage | Hohe Kosten; nur für dringende Fälle |
| Landverkehr / Straßengüterverkehr (regional) | Kunden aus der Region auf dem Kontinent | 3–10 Tage | Erhältlich in Nordamerika und Europa |
| Sonderfracht / Schwerlasttransport | Überdimensionale Ausrüstung, die einen Spezialtransport erfordert | Logistikplan pro Projekt | In der Angebotsphase vereinbaren |
Verfügbare Incoterms: EXW, FCA, FOB, CFR, CIF, CIP, DAP, DDP – ausgewählt entsprechend den Präferenzen des Kunden hinsichtlich Importlogistik und Versicherung.
Bediente geografische Märkte
MWalloys fertigt und liefert maßgeschneiderte Anlagen aus Hastelloy und AL-6XN an Kunden in mehr als 50 Ländern in allen wichtigen Industrieregionen:
| Region | Wichtigste Kundenbranchen |
|---|---|
| Nordamerika (USA, Kanada, Mexiko) | Chemische Verarbeitung, Pharmazie, Öl und Gas, Meerwasserentsalzung, Energie |
| Europa (Deutschland, Niederlande, Vereinigtes Königreich, Frankreich, Italien, Skandinavien) | Chemie-OEM, Pharmabranche, Offshore, Energieerzeugung |
| Naher Osten (Saudi-Arabien, Vereinigte Arabische Emirate, Katar, Kuwait, Oman) | Petrochemie, Meerwasserentsalzung, Öl- und Gasverarbeitung |
| Asien-Pazifik (Singapur, China, Südkorea, Japan, Australien, Indien) | Chemie, Pharmazie, Flüssigerdgas (LNG), Meerwasserentsalzung, Offshore |
| Lateinamerika (Brasilien, Mexiko, Kolumbien, Chile) | Bergbau, Öl- und Gasindustrie, chemische Verarbeitung |
| Afrika (Ägypten, Nigeria, Südafrika, Angola) | Öl und Gas, Bergbau, Wasseraufbereitung |
Sind Sie bereit, Ihr individuelles Fertigungsprojekt zu starten?
Kontaktieren Sie MWalloys noch heute für eine technische Beratung und ein Projektangebot. Unser Ingenieurteam beantwortet alle Anfragen zur Anlagenfertigung innerhalb eines Werktags mit einer vorläufigen technischen Rückmeldung und einer Terminplanung. Senden Sie uns Ihr Prozessdatenblatt, Ihre Anlagenspezifikation oder eine Konzeptskizze, um loszulegen – wir kümmern uns um die gesamte technische Planung vom Konzept bis zur zertifizierten Lieferung.
E-Mail: sales@mwalloys.com | Anfragen weltweit: +8618538321502.
Häufig gestellte Fragen zur kundenspezifischen Fertigung von Anlagen aus Hastelloy und AL-6XN
1: Worin besteht der Unterschied zwischen ASME Abschnitt VIII, Abteilung 1 und Abteilung 2 bei Druckbehältern aus Hastelloy?
ASME Abschnitt VIII, Abteilung 1, verwendet konservative, auf Regeln basierende Auslegungsmethoden mit niedrigeren zulässigen Spannungen (typischerweise UTS/3,5 bei Raumtemperatur), während Abteilung 2 höhere zulässige Spannungen (UTS/2,4) mit strengeren Analyseanforderungen, einschließlich Ermüdungsbewertung und obligatorischer Druckprüfung – für Hastelloy C276 erlaubt Division 1 etwa 23,3 ksi und Division 2 etwa 33,5 ksi bei Raumtemperatur, was dünnere Wände und leichtere Anlagen auf Kosten eines aufwendigeren Konstruktionsaufwands ermöglicht. In der Praxis bedeutet dies, dass Division 1 der Standard für die meisten Prozessanlagen ist, da ihr konservativer Ansatz weniger technische Dokumentation erfordert und von allen zuständigen Behörden anerkannt wird. Division 2 wird vorgeschrieben, wenn die Kombination aus hohem Druck und großem Durchmesser bei Division 1 zu Wandstärken führt, die unpraktisch sind – entweder zu dick zum Walzen und Schweißen oder zu schwer für die Tragkonstruktion. Bei Behältern aus Hastelloy bedeuten die hohen Legierungskosten, dass die dünnwandigere Konstruktion der Division 2 bei großen Hochdruckbehältern erhebliche Materialeinsparungen erzielen kann, die die höheren Konstruktionskosten mehr als ausgleichen. MWalloys entwirft sowohl nach Division 1 als auch nach Division 2, je nach den spezifischen Auslegungsbedingungen und Kundenwünschen, und wir können eine vergleichende Analyse durchführen, um zu empfehlen, welche Division für eine bestimmte Reihe von Prozessbedingungen die wirtschaftlichste Auslegung liefert.
2: Wie schneidet AL-6XN im Vergleich zu 904L und Duplex-Edelstahl 2205 bei Anlagen für chemische Prozesse ab?
AL-6XN (N08367) übertrifft sowohl 904L (N08904) als auch Duplex 2205 (S32205) hinsichtlich der Beständigkeit gegen Chlorid-Lochfraß und Spaltkorrosion, mit einem PREN-Wert von ca. 47–52 im Vergleich zu etwa 36 bei 904L und 34–36 bei 2205, wodurch sich AL-6XN für den Einsatz in Meerwasser und in Prozessanwendungen mit hohem Chloridgehalt eignet, in denen sowohl 904L als auch 2205 Versagen durch Lochfraß und Spaltkorrosion zeigen. Die Beständigkeitshierarchie für chloridhaltige Umgebungen lautet, gemessen am PREN-Wert und der dokumentierten Praxiserfahrung, eindeutig: 2205 < 904L < AL-6XN < Hastelloy C276. Bei Anwendungen mit verdünntem Meerwasser bei Umgebungstemperatur können sowohl 2205 als auch 904L eine angemessene Leistung erbringen. Wenn die Meerwassertemperatur über 40 °C steigt, die Chloridkonzentration zunimmt oder Spaltgeometrien in der Anlagenkonstruktion vorhanden sind, wird die Überlegenheit von AL-6XN deutlich und ist in veröffentlichten Korrosionstests dokumentiert. Duplex 2205 weist eine höhere Streckgrenze als AL-6XN auf (mindestens 450 MPa gegenüber 310 MPa), was dünnere Wandstärken ermöglicht, dieser Festigkeitsvorteil wird jedoch durch die größere Anfälligkeit von 2205 für chloridinduzierte Spannungsrisskorrosion (FCC) ausgeglichen – die austenitische FCC-Struktur von AL-6XN ist von Natur aus widerstandsfähiger gegen chloridinduzierte Spannungsrisskorrosion als die zweiphasige Duplex-Mikrostruktur von 2205. Für Anlagen, die bei Temperaturen über 300 °C betrieben werden, sind Duplexlegierungen aufgrund von Bedenken hinsichtlich einer Versprödung bei 475 °C aus den meisten Konstruktionsnormen ausgeschlossen, während AL-6XN bis 316 °C normkonform bleibt.
3: Kann MWalloys Anlagen herstellen, bei denen in einem Wärmetauscher Hastelloy C276-Mäntel mit AL-6XN-Rohren kombiniert werden?
Ja! MWalloys fertigt regelmäßig Wärmeaustauscher aus unterschiedlichen Legierungen mit Gehäusen aus Hastelloy C276 und Rohren aus AL-6XN (oder umgekehrt), wenn die Prozessflüssigkeiten auf der Gehäuse- und der Rohrseite eine unterschiedliche Korrosivität aufweisen, wobei die korrosionsbeständigere Legierung der Seite mit der aggressiveren Flüssigkeit zugeordnet wird und die beiden Legierungen durch sorgfältig konstruierte Übergangsschweißnähte unter Verwendung von Inconel 625 (ERNiCrMo-3) als Schweißzusatzwerkstoff verbunden werden. Die größte technische Herausforderung bei der Konstruktion von Wärmetauschern aus unterschiedlichen Legierungen ist die unterschiedliche Wärmeausdehnung der beiden Legierungen – Hastelloy C276 dehnt sich um 11,2 µm/m·°C, während sich AL-6XN um 15,7 µm/m·°C ausdehnt, was zu einer unterschiedlichen Ausdehnungsrate von 40% führt. Bei Konstruktionen mit festem Rohrboden verursacht dieser Unterschied während Temperaturtransienten erhebliche thermische Spannungen am Rohrboden und an den Rohrverbindungen. Unser Ingenieurteam prüft, ob eine Konstruktion mit festem Rohrboden für den spezifischen Betriebstemperaturbereich thermisch tragbar ist oder ob U-Rohr- oder Schwimmkopfkonfigurationen verwendet werden müssen, um die unterschiedlichen Bewegungen auszugleichen. Die Schweißverfahrenqualifikation für Verbindungen zwischen Rohren und Rohrböden aus unterschiedlichen Legierungen verwendet ERNiCrMo-3 (Inconel 625) als Schweißzusatzwerkstoff, der eine ausreichende Korrosionsbeständigkeit gegenüber beiden Grundmetallen bietet und in der ASME Section IX P-Nummerngruppierung für diese Kombination etabliert ist. Alle Schweißnähte aus unterschiedlichen Metallen werden einer 100%-Flüssigkeitspenetrationsprüfung unterzogen und sind im PMI-Verifizierungsprogramm enthalten.
4: Wie hoch ist die Mindestwandstärke für Druckbehälter aus Hastelloy C276 gemäß ASME Abschnitt VIII?
ASME Abschnitt VIII, Abteilung 1, schreibt für unbeheizte Druckbehälter eine Mindestwandstärke von 1/16 Zoll (1,6 mm) ohne Korrosionszugabe vor, in der Praxis werden bei der Konstruktion von Druckbehältern aus Hastelloy C276 jedoch typischerweise Mindestdicken von 6–8 mm verwendet, um die strukturelle Steifigkeit bei Behältern mit einem Durchmesser von über 300 mm zu gewährleisten, wobei die erforderliche Dicke anhand der Formel t = PR/(SE-0,6P) berechnet wird, wobei die ASME-Zulassungswerte für die zulässige Spannung S für die jeweilige Legierung und Temperatur verwendet werden. Die berechnete erforderliche Dicke hängt vom Auslegungsdruck (P), dem Innenradius (R), der zulässigen ASME-Spannung (S = 23,3 ksi bei Umgebungstemperatur für C276-Bleche) und der Verbindungswirksamkeit (E = 1,0 für röntgengeprüfte 100%-Stumpfschweißnähte, 0,85 für punktgeprüfte Verbindungen). Ein praktisches Beispiel: Für einen Behälter aus Hastelloy C276 mit 600 mm Innendurchmesser, ausgelegt für 30 bar bei 150 °C, ergibt sich die erforderliche Wanddicke nach den Regeln der Division 1 unter Verwendung von 100% RT (E = 1,0) auf etwa 5,8 mm, und der zulässigen ASME-Spannung bei 150 °C von ca. 143 MPa (20,7 ksi). Die Korrosionszugabe für Hastelloy C276 im qualifizierten Einsatz beträgt typischerweise null – die Legierung wird speziell deshalb ausgewählt, weil sie im vorgesehenen Einsatz keine messbare Korrosion aufweist; daher würde das Hinzufügen einer Korrosionszugabe ein Missverständnis des Materialverhaltens darstellen. Das Ingenieurteam von MWalloys führt für jeden von uns gefertigten Behälter vollständige Berechnungen gemäß ASME Abschnitt VIII durch, und diese Berechnungen sind im Konstruktionsbericht des Herstellers enthalten, der der Anlage beiliegt.
5: Bietet MWalloys die Fertigung von pharmazeutischen Prozessanlagen gemäß ASME BPE an?
Ja, MWalloys fertigt ASME BPE-konforme (Bioprocessing Equipment Standard) Druckbehälter, Reaktoren und Rohrleitungssysteme sowohl aus Hastelloy C276 als auch aus AL-6XN für die pharmazeutische Wirkstoffsynthese, Fermentierung, Reinigung und Versorgungsanlagen, mit elektropolierten Innenflächen bis Ra 0,4–0,5 µm, Qualifizierung von Orbitalschweißnähten sowie den für die Anlagenqualifizierung (IQ/OQ/PQ) erforderlichen umfassenden Dokumentationspaketen. ASME BPE ist eine ergänzende Norm, die zusätzlich zu ASME Section VIII für pharmazeutische Prozessanlagen gilt – sie ersetzt nicht die Druckbehälternorm, sondern ergänzt diese um spezifische Anforderungen für die Bioprozesstechnik, darunter Spezifikationen zur Oberflächenbeschaffenheit (SF-Güteklassen), Schweißanforderungen mit erweiterter Probenprüfung, Berechnungen der Entwässerungsanforderungen (Neigungsüberprüfung), Anforderungen an die Materialdokumentation sowie Maßtoleranzen für hygienische Anschlüsse. Unser BPE-konformes Fertigungsprogramm umfasst: spezielle Werkzeuge für CRA-Werkstoffe zur Vermeidung von Kontaminationen; Orbitalschweißen (GTAW) mit qualifizierten Orbitalschweißverfahren gemäß BPE; 100%-Innennahtprüfung mit Endoskopuntersuchung und fotografischer Dokumentation; Elektropolieren gemäß den ASME-BPE-Anforderungen an die Oberflächenbeschaffenheit mit Ra-Messzertifikaten; Passivierung gemäß ASTM A967 oder SEMI F19; sowie das vollständige Dokumentationspaket, das Validierungsteams für pharmazeutische Anlagen für ihre IQ-Protokolle benötigen. Kontaktieren Sie unser Team für pharmazeutische Anlagen, um Ihre spezifischen BPE-Konformitätsanforderungen zu besprechen.
6: Wie lang ist die Lieferzeit für einen maßgefertigten Druckbehälter aus Hastelloy C276 von MWalloys?
Die Standardlieferzeit für einen maßgefertigten, ASME-zertifizierten Hastelloy C276-Druckbehälter bei MWalloys beträgt 60–90 Tage ab Vertragsabschluss für Behälter mit einem Durchmesser von 500 mm bis 2.000 mm und einem Auslegungsdruck unter 100 bar; wobei größere oder komplexere Behälter 90–120 Tage erfordern und einfache kleine Behälter aus Lagerbeständen möglicherweise in 30–45 Tagen lieferbar sind. Die Durchlaufzeit setzt sich wie folgt zusammen: Konstruktion und Freigabe der Kundendokumente (10–15 Tage), Materialbeschaffung (10–20 Tage von unseren zertifizierten Stahlwerken), Fertigung (20–45 Tage, je nach Komplexität und Auslastung der Fertigung), Prüfung und Test einschließlich AI-Prüfpunkten (7–14 Tage) sowie Erstellung der Dokumentation und Versand (5–7 Tage). Kunden können die Gesamtlieferzeit verkürzen, indem sie bei der Bestellung vollständige und endgültige Prozessdatenblätter und Spezifikationen bereitstellen, die Konstruktionsüberarbeitungszyklen minimieren und Standarddüsenkonfigurationen anstelle von kundenspezifischen Ausrichtungen wählen, die zusätzliche Konstruktionsarbeiten erfordern. Für dringende Ersatzbehälteranforderungen halten wir Hastelloy C276-Platten in den gängigsten Dicken (6 mm, 8 mm, 10 mm, 12 mm) vorrätig, sodass wir unmittelbar nach Vertragsabschluss mit dem Zuschnitt beginnen können, während die technischen Unterlagen parallel erstellt werden. Dadurch lässt sich die Lieferzeit für Standardkonfigurationen potenziell auf 40–55 Tage verkürzen. Wenden Sie sich mit Ihren Behälter-Spezifikationen an unser Projektteam, um eine aktuelle und genaue Lieferzeitzusage zu erhalten.
7: Wie qualifiziert MWalloys Schweißverfahren für Hastelloy und AL-6XN gemäß ASME Abschnitt IX?
MWalloys qualifiziert Schweißverfahren für die Fertigung von Hastelloy und AL-6XN durch die Erstellung und Prüfung von Verfahrenqualifizierungsberichten (PQR) gemäß den Anforderungen von ASME Abschnitt IX, die das Schweißen und die zerstörende Prüfung repräsentativer Prüfkörper umfassen, um nachzuweisen, dass die vorgeschlagene Schweißanweisung (WPS) Schweißnähte erzeugt, die die mechanischen und Biegeprüfungs-Abnahmekriterien erfüllen, wobei alle Prüfungen von einem autorisierten Prüfer bezeugt und zertifiziert werden. Das Qualifizierungsverfahren gemäß ASME Abschnitt IX für Hastelloy C276 (P-Nummer 45) und AL-6XN (P-Nummer 8 oder qualifiziert mit spezifischer UNS-Bezeichnung) umfasst: das Schweißen von Prüfkörpern in der vom Schweißverfahren (WPS) abgedeckten Verbindungsform, -lage und Materialdickenbereich; Durchführung einer Röntgenprüfung des Prüfkörpers zur Überprüfung der inneren Schweißnahtqualität; das Ausschneiden von Zugproben aus dem Prüfstück und deren Prüfung, um sicherzustellen, dass die Zugfestigkeit der Verbindung den Mindestanforderungen der Norm entspricht; die Durchführung von geführten Biegeversuchen zur Überprüfung der Schweißnahtduktilität; und die Dokumentation aller wesentlichen Variablen (P-Nummer des Grundwerkstoffs, F-Nummer des Zusatzwerkstoffs, Verfahren, Lage, PWHT, Unterlage), die von der Qualifizierung abgedeckt sind. MWalloys unterhält eine Bibliothek qualifizierter WPS-Dokumente, die alle gängigen Materialkombinationen, Verfahren, Lagen und Dickenbereiche abdecken, die bei der Herstellung von Behältern aus Hastelloy und AL-6XN vorkommen. Für ungewöhnliche Kombinationen, die nicht durch bestehende Qualifikationen abgedeckt sind, erstellen und qualifizieren wir im Rahmen des Projektumfangs neue Verfahren, wobei der PQR-Prüfplan in den Gesamtzeitplan des Projekts integriert wird.
8: Welche Korrosionsprüfungen führt MWalloys durch, um die Schweißqualität bei Konstruktionen aus Hastelloy und AL-6XN zu überprüfen?
MWalloys führt interkristalline Korrosionsprüfungen gemäß ASTM G28 an Proben zur Qualifizierung von Schweißverfahren für Hastelloy durch, um sicherzustellen, dass der Schweißprozess und die Steuerung der Wärmezufuhr zu Schweißgut und Wärmeeinflusszonen führen, deren Korrosionsbeständigkeit der des Grundmetalls entspricht, und dass während des Schweißens keine Sensibilisierung oder Ausfällung schädlicher Phasen stattgefunden hat. Die ASTM G28 Methode A (Eisensulfat-Schwefelsäure-Test, 24 Stunden bei Siedetemperatur) ist der Standard-Sensibilisierungs-Screening-Test für Nickellegierungen. Der Test greift selektiv Korngrenzbereiche an, in denen es durch Karbidausscheidung zu einem Chromverlust gekommen ist – derselbe Mechanismus, der für die interkristalline Korrosion im praktischen Einsatz verantwortlich ist. Probenabschnitte aus der Schweißnahtzone, die den ASTM G28-Test mit Korrosionsraten bestehen, die gleich oder niedriger sind als die des lösungsgeglühten Grundmetalls, bestätigen, dass die Steuerung der Schweißwärmezufuhr und der Zwischenlagentemperatur wirksam zur Verhinderung einer Sensibilisierung beigetragen hat. Für AL-6XN sind ASTM A262 Praxis E (Oxalsäure-Ätztest zum Screening) und Praxis B (Eisensulfat-Schwefelsäure-Test) gleichwertige Sensibilisierungs-Screening-Methoden. Zusätzlich zu den Korrosionsprüfungen zur Qualifizierung von Verfahren führt MWalloys auf Kundenwunsch Korrosionsprüfungen an Produktionsproben durch – Proben, die aus Produktions-Schweißversuchsplatten geschnitten werden, werden parallel zu den qualifizierten Schweißverfahren (WPS) geprüft, um zu bestätigen, dass das Produktionsschweißen mit den qualifizierten Verfahrensbedingungen übereinstimmt. Diese zusätzliche Verifizierungsstufe ist besonders wertvoll für Kunden aus der Pharma- und Feinchemieindustrie, deren Prozessbedingungen selbst auf geringfügige Abweichungen in der Korrosionsbeständigkeit des Schweißguts empfindlich reagieren.
9: Kann MWalloys Anlagen aus Hastelloy und AL-6XN gemäß den Anforderungen der Europäischen Druckgeräterichtlinie (PED) fertigen?
Ja. MWalloys fertigt Druckgeräte aus Hastelloy und AL-6XN gemäß der Europäischen Druckgeräterichtlinie (PED) 2014/68/EU, dem Rechtsrahmen für die Konstruktion, Herstellung und Konformitätsbewertung von Druckgeräten, die im Europäischen Wirtschaftsraum in Verkehr gebracht werden, unter Einbeziehung einer benannten Stelle für Geräte der Kategorien III und IV, wie es das Risikoklassifizierungsschema der PED vorschreibt. Das PED-Konformitätsbewertungsverfahren für maßgefertigte Druckbehälter fällt in der Regel unter Modul G (Einzelprüfung) oder Modul H (Qualitätssicherung) für Geräte der Kategorien III und IV – also jene Kategorien, die die meisten industriellen Druckbehälter oberhalb bestimmter Druck-Volumen-Grenzwerte umfassen. Im Rahmen von Modul G prüft eine von der EU benannte benannte Stelle die Konstruktionsberechnungen, überwacht kritische Fertigungsschritte, überprüft alle Prüfprotokolle und stellt die EG-Baumusterprüfbescheinigung aus, die die CE-Kennzeichnung des fertigen Behälters ermöglicht. MWalloys koordiniert direkt mit der vom Kunden gewählten benannten Stelle – oder empfiehlt qualifizierte benannte Stellen aus unserem etablierten Netzwerk –, um den Prüfplan der benannten Stelle ohne Verzögerungen in den Fertigungszeitplan zu integrieren. Die während der ASME-U-Stamp-Fertigung zusammengestellte technische Dokumentation (Konstruktionsberechnungen, Werkstoffzertifikate, Schweißprotokolle, NDE-Berichte, Prüfzertifikate) deckt etwa 80–90 % der für die PED-Konformität erforderlichen Unterlagen ab – die beiden Qualitätssysteme ergänzen sich, anstatt miteinander in Konflikt zu stehen. Bei europäischen Projekten wenden Sie sich bitte zu Beginn des Projekts an das Ingenieurteam von MWalloys, um die Einstufung in die PED-Risikokategorie und den geeigneten Konformitätsbewertungsweg vor Vertragsabschluss zu besprechen.
10: Welchen Kundendienst bietet MWalloys für aus Hastelloy und AL-6XN gefertigte Anlagen an?
MWalloys gewährt auf alle ASME-zertifizierten Anlagen eine 12-monatige Garantie auf Herstellungsfehler und bietet darüber hinaus technischen Support nach Ablauf der Garantie, einschließlich Beratung bei der Fehleranalyse, Anleitung zu Reparaturschweißverfahren, Unterstützung bei Inspektionen vor Ort sowie die Lieferung von Ersatzteilen während der gesamten Lebensdauer der Anlage. Unser Kundendienstprogramm umfasst: die Bearbeitung von Garantieansprüchen innerhalb von 24 Stunden nach schriftlicher Benachrichtigung sowie die Entsendung von Technikern vor Ort innerhalb von 5 Werktagen zur Untersuchung von Garantiefällen; technische Beratung für Kunden, bei denen unerwartete Korrosion oder Prozessänderungen auftreten, die die Materialleistung beeinträchtigen – wir erstellen für Kunden mit von MWalloys gefertigten Anlagen kostenlos schriftliche technische Gutachten zu Korrosionsmechanismen und Sanierungsmöglichkeiten; Reparatur- und Fertigungsdienstleistungen bei Geräteschäden oder Ausfällen im Betrieb, einschließlich der Notfallfertigung von Ersatzteilen, der Anbringung zusätzlicher Stutzen oder des vollständigen Austauschs von Behältern mit vorrangiger Terminierung; Archivierung und Pflege aller Anlagendokumentationen über die gesamte Betriebsdauer der Anlage, wodurch der Abruf von Original-MTRs, Schweißprotokollen und Konstruktionsberechnungen auch Jahre nach der ursprünglichen Lieferung möglich ist; und Lieferung von Ersatzkomponenten – Ersatzrohre für Wärmetauscher, Ersatzbodenplatten für Destillationskolonnen und Ersatzstutzenflansche – gefertigt aus zertifiziertem Material mit entsprechender Dokumentation. Um den Kundendienst für von MWalloys gefertigte Anlagen in Anspruch zu nehmen, wenden Sie sich bitte an unser technisches Serviceteam und geben Sie dabei die Seriennummer Ihrer Anlage sowie die Registrierungsnummer des National Board an, damit wir umgehend Ihre vollständigen Anlagenunterlagen abrufen können.
Nachprüfbare Referenzen
Bei der Erstellung dieses Fachartikels wurden die folgenden Quellen herangezogen, die von Ingenieuren, Beschaffungsfachleuten und Qualitätsmanagern unabhängig überprüft werden können:
- ASME International. ASME-Code für Kessel und Druckbehälter, Abschnitt VIII, Teil 1: Vorschriften für den Bau von Druckbehältern. ASME, New York, NY. Aktuelle Ausgabe.
- ASME International. ASME-Code für Kessel und Druckbehälter, Abschnitt IX: Qualifikationen für Schweißen, Hartlöten und Schmelzschweißen. ASME, New York, NY. Aktuelle Ausgabe.
- ASME International. ASME-Code für Kessel und Druckbehälter, Abschnitt II Teil B: Werkstoffspezifikationen für Nichteisenmetalle (SB-574, SB-575, SB-619, SB-622, SB-676, SB-688, SB-691). ASME, New York, NY. Aktuelle Ausgabe.
- ASME International. ASME BPE: Norm für biotechnologische Anlagen. ASME, New York, NY. Aktuelle Ausgabe.
- ASME International. ASME B31.3: Norm für Prozessrohrleitungen. ASME, New York, NY. Aktuelle Ausgabe.
- Haynes International. Datenblatt zur Legierung Hastelloy C-276 (H-2002C). Haynes International, Kokomo, IN.
- Haynes International. Datenblatt zur Legierung Hastelloy C-22 (H-2052D). Haynes International, Kokomo, IN.
- Allegheny Technologies (ATI). Technische Daten zur Legierung AL-6XN (N08367). ATI, Pittsburgh, PA.
- ASTM International. ASTM B575: Norm für Platten, Bleche und Bänder aus kohlenstoffarmen Nickel-Chrom-Molybdän-Legierungen. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B688: Norm für Platten, Bleche und Bänder aus Chrom-Nickel-Molybdän-Eisen (UNS N08366 und N08367). ASTM International, West Conshohocken, PA.
- ASTM International. ASTM G28: Standardprüfverfahren zur Bestimmung der Anfälligkeit für interkristalline Korrosion bei kaltverformten, nickelreichen, chromhaltigen Legierungen. ASTM International, West Conshohocken, PA.
- Nationaler Ausschuss für die Inspektion von Kesseln und Druckbehältern. National Board Inspection Code (NBIC) NB-23. National Board, Columbus, Ohio. Aktuelle Ausgabe.
- Verband der Hersteller von Rohrbündelwärmetauschern (TEMA). TEMA-Normen für Wärmetauscher, 10. Auflage. TEMA, Tarrytown, NY.
- Europäisches Parlament. Druckgeräterichtlinie (PED) 2014/68/EU. Amtsblatt der Europäischen Union, 2014.
- NACE International. NACE MR0175 / ISO 15156: Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen. NACE International, Houston, TX.
- Amerikanische Schweißgesellschaft. AWS A5.14: Spezifikation für blanke Schweißelektroden und -stäbe aus Nickel und Nickellegierungen (ERNiCrMo-4 – Hastelloy C276-Zusatzwerkstoff). AWS, Miami, Florida.
