MWalloys offre la produzione su misura certificata ASME di Hastelloy e AL-6XN serbatoi a pressione, scambiatori di calore, reattori e apparecchiature di processo per clienti OEM nei settori della lavorazione chimica, farmaceutico, petrolifero e del gas, della desalinizzazione e navale — con piena autorizzazione al timbro ASME Sezione VIII Divisione 1, qualificazione completa delle procedure di saldatura secondo la Sezione IX dell'ASME e tracciabilità dei materiali, dal materiale grezzo certificato fino alle apparecchiature finite. La nostra capacità di produzione copre Hastelloy C276, Hastelloy C22, Hastelloy B3, Hastelloy G30, nonché acciaio inossidabile superaustenitico AL-6XN in tutte le configurazioni delle apparecchiature, senza quantità minima d'ordine, consegna standard entro 30–120 giorni a seconda della complessità del progetto, pagamento tramite bonifico bancario (T/T) per i primi ordini e spedizione delle apparecchiature in tutto il mondo via mare, via aerea o via terra.
Quali componenti può realizzare MWalloys in Hastelloy e AL-6XN?
La capacità di produzione su misura di MWalloys copre l'intera gamma di apparecchiature di processo necessarie per l'impiego in ambienti chimici corrosivi. Progettiamo e produciamo ogni tipo di apparecchiatura in conformità con le norme ASME, le specifiche di processo del cliente e gli standard industriali applicabili, utilizzando esclusivamente materiali certificati Hastelloy e AL-6XN.
Serbatoi a pressione e reattori
I recipienti a pressione realizzati in Hastelloy C276, Hastelloy C22 e AL-6XN rappresentano la nostra categoria di apparecchiature con il volume di produzione più elevato. I processi chimici corrosivi — produzione di acidi, sintesi farmaceutica, chimica del cloro, produzione di prodotti fluorochimici — richiedono recipienti in grado di mantenere la piena integrità del contenimento della pressione nonostante il contatto continuo con fluidi che distruggerebbero l'acciaio al carbonio o l'acciaio inossidabile standard nel giro di pochi mesi.
Le nostre competenze nella produzione di recipienti a pressione comprendono:
- Serbatoi cilindrici verticali e orizzontali: Diametri del mantello da 150 mm a 4.000 mm; pressioni di esercizio fino a 350 bar; temperature che vanno dal range criogenico fino a 450 °C a seconda della lega.
- Vasi di reazione con componenti interni: Atti di penetrazione degli ugelli dell'agitatore, saldature di fissaggio dei deflettori, collegamenti interni delle serpentine, realizzazione della camicia di riscaldamento/raffreddamento: il tutto in leghe Hastelloy o AL-6XN corrispondenti.
- Autoclavi ad alta pressione: Recipienti cilindrici a pareti spesse con chiusure lavorate con precisione, destinati all'uso in laboratorio e in impianti pilota.
- Serbatoi di stoccaggio con rivestimento anticorrosione: Guscio esterno in acciaio al carbonio con rivestimento integrale in Hastelloy o AL-6XN applicato mediante saldatura su tutte le superfici a contatto con il fluido.
- Serbatoi di miscelazione: Gruppi completi di serbatoi agitati, comprensivi di tenute per albero, flange di montaggio dell'azionamento e saldature dei componenti interni.
Ogni recipiente a pressione da noi realizzato reca il marchio ASME "U", a conferma della verifica della conformità alle norme effettuata da un ispettore autorizzato indipendente (AI) in tutte le fasi della produzione.

Scambiatori di calore
Gli scambiatori di calore a fascio tubiero in Hastelloy e AL-6XN vengono prescritti ogniqualvolta il flusso di processo, sia sul lato tubi che sul lato mantello, contenga cloruri, acidi o altre sostanze corrosive che rendono inadatti l'acciaio al carbonio o persino l'acciaio inossidabile duplex.
| Tipo di scambiatore di calore | Applicazioni dell'Hastelloy | Applicazione AL-6XN |
|---|---|---|
| A fascio tubiero (piatto tubiero fisso) | Refrigeratori per acido fluoridrico, refrigeratori per cloro gassoso, refrigeratori per gas acido | Refrigeratori ad acqua di mare, refrigeratori per processi farmaceutici |
| A fascio tubiero (a testa flottante) | Refrigeratori per processi chimici con espansione termica differenziale | Recupero di calore dalla salamoia di desalinizzazione |
| Scambiatori di calore a fasci di tubi a U | Refrigeratori per processi con acidi; flussi di processo contenenti alogenuri | Evaporatori di acqua di mare, condensatori di centrali elettriche costiere |
| Scambiatori a doppio tubo | Flussi di processo corrosivi a basso volume | Sistemi di raffreddamento per l'industria farmaceutica e chimica di specialità |
| Scambiatori di calore a piastre (con guarnizioni) | Non viene solitamente utilizzato — si preferisce una struttura saldata | Ambienti con corrosione moderata; struttura lavabile |
| Scambiatori di calore a piastre saldate | Flussi altamente corrosivi; superfici delle guarnizioni non accessibili | Acqua di mare e salamoia con l'aggiunta di alcune sostanze chimiche |
| Scambiatori raffreddati ad aria (a tubi alettati) | Flussi di gas caldi e corrosivi | Ambienti costieri con corrosione moderata |
Realizziamo scambiatori di calore a fascio tubiero conformi alle norme TEMA, con tubi, piastre tubiere, involucro, canali e tutti i componenti a contatto con il fluido in Hastelloy o AL-6XN, tutti in lega corrispondente. I giunti tra tubi e piastra tubiera sono saldati a resistenza ed espansi secondo i requisiti del Codice ASME, con esame radiografico o ultrasonico completo delle saldature della piastra tubiera quando richiesto dalle specifiche di progettazione.
Colonne, torri e componenti interni
Le colonne di distillazione, le torri di assorbimento, gli scrubber e le colonne di stripping utilizzate in ambienti corrosivi richiedono spesso l'impiego di Hastelloy o AL-6XN. La nostra capacità di produzione di colonne comprende:
- Colonne a riempimento: Realizzazione di involucri con griglie di supporto per il riempimento strutturate o casuali, realizzazione di distributori di liquido, griglie di fissaggio del riempimento — il tutto in lega anticorrosiva abbinata.
- Colonne del vassoio: Realizzazione di piatti a setaccio, piatti a valvola e piatti a bolle in Hastelloy o AL-6XN; saldatura dei raccordi per i tubi di scarico; saldatura degli anelli di supporto dei piatti.
- Torri di spruzzatura e scrubber a venturi: Serbatoi con geometria personalizzata dotati di fori per ugelli di spruzzatura, telai per eliminatori di nebbia e attacchi di aspirazione/mandata per la pompa di ricircolo.
- Colonne alte progettate per resistere al carico del vento: Realizzazione di gonne strutturali, progettazione di supporti per bulloni di ancoraggio, calcolo degli occhielli di sollevamento e saldatura — progettazione strutturale completa secondo la norma ASCE 7 o il codice del vento applicabile.
Rulli di tubazioni, collettori e sistemi montati su skid
Oltre ai singoli componenti, MWalloys realizza pacchetti completi di sezioni di tubazioni e sistemi di processo montati su skid in Hastelloy e AL-6XN. La realizzazione degli skid comprende il telaio strutturale in acciaio, tutte le tubazioni di processo, la strumentazione, le valvole e i raccordi; il tutto viene sottoposto a prove di pressione in fabbrica e fornito pronto per l'installazione in loco con un intervento minimo da parte del personale in loco.
Gli standard di fabbricazione delle tubazioni a cui ci atteniamo includono:
- ASME B31.3 Tubazioni di processo (la norma più diffusa nei settori chimico e farmaceutico).
- ASME B31.1 Tubazioni per impianti di produzione di energia.
- ASME B31.4 Trasporto tramite condotte (liquidi).
- Specifiche di tubazioni proprietarie del cliente che fanno riferimento al codice ASME.
Cosa comporta la certificazione ASME per le apparecchiature realizzate in Hastelloy e AL-6XN?
La certificazione ASME delle attrezzature a pressione prefabbricate non è una dichiarazione di qualità volontaria, bensì un requisito di legge nella maggior parte dei paesi del Nord America ed è accettata o richiesta in molti mercati internazionali. Comprendere esattamente cosa comporta la certificazione ASME aiuta i responsabili degli acquisti a redigere capitolati conformi e a valutare correttamente le capacità dei fornitori.
Sezioni del Codice ASME per caldaie e recipienti a pressione relative alle apparecchiature in acciaio inossidabile resistenti alla corrosione (CRA)
| Sezione del Codice ASME | Applicazione | Applicabilità all'Hastelloy/AL-6XN |
|---|---|---|
| Sezione II, Parte A | Specifiche dei materiali ferrosi | Non direttamente applicabile alle leghe di nichel |
| Sezione II, Parte B | Specifiche dei materiali non ferrosi (serie SB) | Elenca Hastelloy e AL-6XN con le sollecitazioni ammissibili |
| Sezione II, Parte D | Tabelle delle sollecitazioni ammissibili | Valori delle sollecitazioni di progetto per ciascuna lega in funzione della temperatura |
| Sezione VIII, Divisione 1 | Recipienti a pressione (non alimentati a combustibile) | Codice primario per la maggior parte delle apparecchiature di processo |
| Sezione VIII, Divisione 2 | Regole alternative (tensione ammissibile più elevata, analisi più approfondita) | Utilizzato per recipienti ad alta pressione a pareti spesse |
| Sezione IX | Qualifiche in materia di saldatura e brasatura | Regola tutte le procedure di saldatura e le qualifiche dei saldatori |
| Sezione V | Controlli non distruttivi | Metodi NDE per l'ispezione dei recipienti a pressione |
Codici ASME dei materiali per Hastelloy e AL-6XN
Le norme ASME utilizzano specifiche con il prefisso "SB" che costituiscono un'adozione diretta delle specifiche ASTM "B", con requisiti tecnici identici:
| Materiale | Designazione ASME | Designazione ASTM | Forma del prodotto |
|---|---|---|---|
| Hastelloy C276 (N10276) | ASME SB-575 | ASTM B575 | Piastra, foglio, striscia |
| Hastelloy C276 (N10276) | ASME SB-574 | ASTM B574 | Barra, Asta |
| Hastelloy C276 (N10276) | ASME SB-622 | ASTM B622 | Tubi senza saldatura |
| Hastelloy C276 (N10276) | ASME SB-619 | ASTM B619 | Tubo saldato |
| Hastelloy C22 (N06022) | ASME SB-575 | ASTM B575 | Piastra, foglio, striscia |
| Hastelloy C22 (N06022) | ASME SB-574 | ASTM B574 | Barra, Asta |
| AL-6XN (N08367) | ASME SB-688 | ASTM B688 | Piastra, foglio, striscia |
| AL-6XN (N08367) | ASME SB-691 | ASTM B691 | Barra, Asta |
| AL-6XN (N08367) | ASME SB-676 | ASTM B676 | Tubi senza saldatura |
Cosa significa il marchio "U" dell'ASME per gli acquirenti
Il marchio "U" dell'ASME apposto su un recipiente a pressione indica che:
- L'officina di lavorazione è in possesso di un certificato di autorizzazione ASME in corso di validità (rinnovato ogni tre anni tramite verifica ASME).
- Un ispettore autorizzato (AI) qualificato, dipendente di un ente di ispezione accreditato dall'ASME, ha assistito alle operazioni di fabbricazione critiche.
- Tutti i materiali sono certificati secondo le specifiche ASME Sezione II e garantiscono la completa tracciabilità.
- Tutte le operazioni di saldatura vengono eseguite da saldatori e secondo procedure qualificate ai sensi della Sezione IX dell'ASME.
- Il progetto dell'apparecchio è stato verificato da un ingegnere qualificato e soddisfa le norme ASME Sezione VIII relative alle sollecitazioni ammissibili e alle regole di progettazione.
- È stata compilata e presentata al National Board of Boiler and Pressure Vessel Inspectors una relazione sui dati del produttore (modulo U-1).
Per quanto riguarda in particolare le apparecchiature in Hastelloy e AL-6XN, la revisione AI verte sull’uso corretto delle specifiche dei materiali della serie SB, sull’applicazione del numero P appropriato (numero P 45 per l’Hastelloy C276, numero P 8 per l’AL-6XN) nelle qualifiche delle procedure di saldatura, nonché l’uso corretto dei valori di sollecitazione ammissibili indicati nella Sezione II Parte D dell’ASME per ciascuna lega alla temperatura di progetto.
MWalloys detiene un'autorizzazione "U" valida ai sensi della Sezione VIII, Divisione 1 dell'ASME, nonché la certificazione di saldatura prevista dalla Sezione IX dell'ASME; in ogni progetto di fabbricazione di recipienti certificati è previsto il coinvolgimento regolare di un ispettore autorizzato. Il nostro numero di registrazione NB (National Board) è riportato su ogni rapporto tecnico U-1 da noi emesso.
In che cosa differiscono le leghe Hastelloy e l'AL-6XN e in quali casi si specificano?
L'Hastelloy e l'AL-6XN sono entrambe leghe ad alte prestazioni resistenti alla corrosione, impiegate in apparecchiature per processi chimici particolarmente esigenti; tuttavia, appartengono a famiglie di leghe diverse, con meccanismi di resistenza alla corrosione, resistenze termiche, livelli di resistenza meccanica e profili di costo differenti.
Panoramica comparativa delle famiglie di leghe
Leghe di Hastelloy (varie designazioni UNS) sono leghe a base di nichel con un contenuto di nichel compreso tra il 50 e il 65% e elevate concentrazioni di molibdeno (7–28%), cromo (1–22%) e, in alcuni tipi, tungsteno, cobalto e ferro. La matrice FCC ricca di nichel garantisce una stabilità intrinseca in ambienti acidi riducenti, mentre le aggiunte di cromo e molibdeno conferiscono resistenza ai mezzi ossidanti e alla corrosione puntiforme e interstiziale indotta dai cloruri.
AL-6XN (UNS N08367) è un acciaio inossidabile superaustenitico con 20–22,1% di cromo, 23,5–25,51% di nichel, 6–7% di molibdeno e 0,18–0,25% di azoto. Non si tratta di una lega di nichel, bensì di una lega a base di ferro con un contenuto molto elevato di nichel e molibdeno che colma il divario prestazionale tra gli acciai inossidabili austenitici standard (304/316) e le vere leghe di nichel come l'Hastelloy C276. Il suo PREN (Pitting Resistance Equivalent Number = %Cr + 3,3×%Mo + 16×%N) è di circa 47–52, il che lo colloca ben al di sopra del duplex 2205 (PREN ~36) ma al di sotto dell'Hastelloy C276 (PREN ~73).
Confronto diretto: Hastelloy C276 vs AL-6XN
| Proprietà | Hastelloy C276 (N10276) | AL-6XN (N08367) |
|---|---|---|
| Contenuto di nichel | 57% (saldo) | 23.5–25.5% |
| Contenuto di ferro | 4-7% | Bilancio (~42%) |
| Contenuto di molibdeno | 15-17% | 6–7% |
| Contenuto di cromo | 14,5-16,5% | 20–22% |
| Equivalente PREN | ~73 | circa 47–52 |
| UTS (a temperatura ambiente, MPa) | 690 min | 655 min |
| 0,2% YS (ricotto, MPa) | 310 min | 310 min |
| Temperatura massima di progetto (ASME) | 371 °C (700 °F) | 316°C (600°F) |
| Resistenza alla corrosione puntiforme in acqua di mare | Eccellente | Molto buono |
| Resistenza alla corrosione interstiziale | Eccellente | Buono |
| Resistenza agli acidi fluoridici | Buono | Moderato |
| Resistenza all'acido ossidante (HNO₃) | Buono | Eccellente |
| Resistenza al cloruro SCC | Eccellente | Buono |
| Costo relativo del materiale (lamiera) | Molto elevato (2,5–3 volte AL-6XN) | Moderato-alto |
| Saldabilità | Buono | Eccellente |
| Applicazione principale | Il processo chimico più aggressivo | Acqua di mare, processo chimico moderato |
Quando specificare ciascuna lega nelle attrezzature lavorate
Indicare Hastelloy C276 nei seguenti casi:
- La concentrazione di cloruro supera i 50.000 ppm, a cui si aggiungono temperature elevate e condizioni di stress.
- L'acido cloridrico o l'acido fluoridrico è presente in qualsiasi concentrazione superiore a quella diluita.
- Il fluido di processo contiene zolfo elementare o acidi politionici in combinazione con cloruri.
- La temperatura di esercizio supera i 200 °C in un ambiente contenente cloruri.
- La corrosione interstiziale in corrispondenza dei giunti delle piastre tubiere, delle superfici delle guarnizioni o sotto i depositi è un rischio documentato, determinato dalla composizione chimica del processo.
- In passato si sono verificati guasti alle apparecchiature nello stesso servizio con materiali in acciaio inossidabile duplex, 316L o 904L.
Indicare AL-6XN quando:
- Il mezzo corrosivo è costituito principalmente da acqua di mare o da salamoia clorurata equivalente all'acqua di mare a una temperatura inferiore a 75 °C.
- Il processo prevede l'uso di acidi ossidanti diluiti, in cui il vantaggio offerto dall'Hastelloy C276 in termini di resistenza alla corrosione è marginale.
- I servizi nel settore farmaceutico o alimentare richiedono un materiale che abbia ottenuto l'approvazione della FDA e goda di ampio riconoscimento normativo.
- Il budget del progetto non consente di realizzare l'intera struttura in Hastelloy, ma l'acciaio inossidabile 316L standard si è già dimostrato inadeguato.
- Il contenuto di cloruro è compreso tra 5.000 e 50.000 ppm a temperature moderate, dove l'AL-6XN offre una resistenza adeguata.
Quali sono le proprietà chimiche e meccaniche dell'Hastelloy C276, C22 e AL-6XN?
I seguenti dati sulle proprietà costituiscono la base tecnica su cui i progettisti di apparecchiature di processo si basano per calcolare lo spessore delle pareti, il rinforzo degli ugelli, i valori nominali delle flange e le condizioni operative ammissibili secondo le norme del codice ASME.
Tabella comparativa della composizione chimica
| Elemento | Hastelloy C276 (N10276) | Hastelloy C22 (N06022) | Hastelloy B3 (N10675) | AL-6XN (N08367) |
|---|---|---|---|---|
| Nichel (Ni) | Equilibrio (~57%) | Equilibrio (~56%) | Bilancio (~65%) | 23.5–25.5% |
| Cromo (Cr) | 14,5-16,5% | 20.0–22.5% | 1.0–3.0% | 20.0–22.0% |
| Molibdeno (Mo) | 15,0-17,0% | 12,5-14,5% | 27.0–32.0% | 6.0–7.0% |
| Ferro (Fe) | 4,0-7,0% | 2.0–6.0% | 1.0–3.0% | Bilancio (~42%) |
| Tungsteno (W) | 3,0-4,5% | 2,5-3,5% | - | - |
| Cobalto (Co) | 2,5% max | 2,5% max | 3,01 TP3T max | - |
| Carbonio (C) | 0,010% max | 0,0151 TP3T max | 0,010% max | 0,030% max |
| Azoto (N) | - | - | - | 0.18–0.25% |
| Manganese (Mn) | 1,0% max | 0,50% max | 3,01 TP3T max | 2,0% max |
| Silicio (Si) | 0,08% max | 0,08% max | 0,10% max | 1,0% max |
| Fosforo (P) | 0,04% max | 0,021 TP3T max | 0,04% max | 0,040% max |
| Zolfo (S) | 0,03% max | 0,021 TP3T max | 0,03% max | 0,030% max |
Proprietà meccaniche e valori di sollecitazione ammissibili secondo l'ASME
| Proprietà | Lamiera in Hastelloy C276 (SB-575) | Lamiera in Hastelloy C22 (SB-575) | Piastra AL-6XN (SB-688) |
|---|---|---|---|
| Minimo UTS | 690 MPa (100 ksi) | 690 MPa (100 ksi) | 655 MPa (95 ksi) |
| 0,21 TP3T YS minimo | 310 MPa (45 ksi) | 310 MPa (45 ksi) | 310 MPa (45 ksi) |
| Allungamento minimo | 40% | 45% | 30% |
| Durezza massima | 100 HRB | 100 HRB | 100 HRB |
| Tensione ammissibile secondo ASME a 38 °C | 23,3 ksi (161 MPa) | 23,3 ksi (161 MPa) | 20,0 ksi (138 MPa) |
| Tensione ammissibile secondo ASME a 200 °C | 20,7 ksi (143 MPa) | 20,7 ksi (143 MPa) | 16,5 ksi (114 MPa) |
| Tensione ammissibile secondo ASME a 316 °C | 18,5 ksi (128 MPa) | 18,5 ksi (128 MPa) | 14,0 ksi (97 MPa) |
| Temperatura massima di progetto ASME | 371 °C (700 °F) | 371 °C (700 °F) | 316°C (600°F) |
| Densità (g/cm³) | 8.89 | 8.69 | 8.06 |
| Conducibilità termica (W/m·K a 100 °C) | 11.1 | 10.2 | 12.5 |
| Coefficiente di dilatazione termica (µm/m·°C, 21–100 °C) | 11.2 | 12.8 | 15.7 |
La differenza nel coefficiente di dilatazione termica tra l'AL-6XN (15,7 µm/m·°C) e l'Hastelloy C276 (11,2 µm/m·°C) è di notevole rilevanza nella progettazione degli scambiatori di calore. Quando uno scambiatore di calore presenta tubi in AL-6XN in un involucro in Hastelloy C276, o qualsiasi altra combinazione di queste leghe in un progetto a piastra tubiera fissa, la dilatazione termica differenziale tra il fascio tubiero e l’involucro durante il funzionamento crea una sollecitazione termica di cui si deve tenere conto nella progettazione meccanica. I progetti con piastra tubiera fissa in combinazioni di leghe dissimili richiedono spesso soffietti di espansione o dovrebbero essere rivalutati come configurazioni a testa flottante o a tubi a U per adattarsi al movimento differenziale.
Quali settori industriali e ambienti corrosivi determinano la domanda di apparecchiature personalizzate in Hastelloy e AL-6XN?
I settori che richiedono apparecchiature su misura in Hastelloy e AL-6XN sono proprio quelli in cui le conseguenze dei guasti dovuti alla corrosione vanno ben oltre il semplice costo di sostituzione delle apparecchiature, includendo fermi di produzione, incidenti ambientali, problemi di sicurezza e sanzioni normative. Comprendere quali specifiche condizioni corrosive determinano tali specifiche aiuta i team di approvvigionamento a giustificare il maggior costo dei materiali nei bilanci dei progetti di investimento.
Applicazioni dell'industria chimica
Produzione e manipolazione dell'acido cloridrico:
Gli impianti di produzione di HCl, gli utilizzatori di HCl nella sintesi farmaceutica e gli stabilimenti di produzione di semiconduttori prescrivono l'uso di recipienti a pressione e scambiatori di calore in Hastelloy C276 in tutto il sistema di trattamento dell'HCl. A concentrazioni superiori a 10% e temperature superiori a quella ambiente, anche gli acciai inossidabili di grado superiore cedono rapidamente, mentre l'Hastelloy C276 mostra velocità di corrosione inferiori a 0,1 mm/anno in tutto l'intervallo di concentrazione in condizioni non ossidanti.
Servizio relativo all'acido solforico:
L'acido solforico diluito (con concentrazione inferiore a 30%) a temperature elevate viene trattato in apparecchiature in Hastelloy C276 o AL-6XN, a seconda della combinazione specifica di concentrazione e temperatura. Con concentrazioni superiori a 60% in assenza di contaminanti ossidanti, l'Hastelloy C276 offre buone prestazioni. L'acido solforico fumante (oleum) richiede un'attenta valutazione nella scelta della lega: contattare il team tecnico di MWalloys per raccomandazioni specifiche sui materiali da utilizzare con l'oleum.
Cloro e composti del cloro:
Il cloro liquido, l'acido cloridrico, l'ipoclorito di sodio e i solventi clorurati rappresentano tutti fattori di corrosione che determinano l'adozione della specifica Hastelloy C276 per le apparecchiature di processo. L'Hastelloy C276 è il materiale di costruzione standard utilizzato in tutte le sezioni a cloro liquido degli impianti di produzione di cloro-soda.
Composti del fluoro e impiego dell'HF:
L'Hastelloy C276 e l'Hastelloy B3 sono indicati per le apparecchiature destinate alla manipolazione dell'acido fluoridrico. Negli impianti di alchilazione con HF, l'Hastelloy C276 viene utilizzato per gli scambiatori di calore e i serbatoi in cui la concentrazione di HF anidro o acquoso, la temperatura e la geometria delle apparecchiature creano condizioni che superano le capacità delle tubazioni in Monel 400.
Applicazioni nel settore farmaceutico e biotecnologico
| Tipo di attrezzatura | Specifiche della lega | Base normativa |
|---|---|---|
| Serbatoi di reattori (sintesi API) | Hastelloy C276 o C22 | cGMP della FDA; USP Classe VI; ASME BPE |
| Cristallizzatori | Hastelloy C276 o AL-6XN | Requisiti relativi alla corrosione in chimica di processo |
| Colonne di distillazione (solventi corrosivi) | Hastelloy C276 | Sistemi catalitici a base di acidi |
| Sistemi di trattamento dell'acqua per uso farmaceutico | AL-6XN | Acqua purificata USP; sistemi di qualità WFI |
| Serbatoi di fermentazione | AL-6XN con finitura elettrolucidata | Biocompatibilità; facilità di pulizia |
| Sistemi CIP (Clean-in-Place) | AL-6XN o Hastelloy C276 | Ciclo caustico + acido; nessuna prova di fessurazione indotta dal cloruro (SCC) |
| Camere di liofilizzazione | AL-6XN | Compatibilità criogenica; resistenza alla corrosione |
La norma ASME BPE (Bioprocessing Equipment) si applica alle apparecchiature di processo farmaceutiche in aggiunta alla Sezione VIII dell'ASME, introducendo requisiti relativi alla finitura superficiale (in genere Ra 0,5 µm o superiore, con elettrolucidatura per le superfici a contatto con il prodotto), alla qualificazione della saldatura orbitale e a specifici requisiti di documentazione dei materiali in linea con le aspettative normative della FDA e dell'EMA.
Vantiamo una vasta esperienza nella realizzazione di apparecchiature di processo farmaceutiche conformi alle norme ASME BPE, sia in Hastelloy C276 che in AL-6XN, con superfici interne elettrolucidate, registrazioni documentate delle ispezioni delle saldature e tracciabilità dei materiali, requisiti indispensabili per i produttori farmaceutici ai fini dei loro pacchetti di qualificazione delle apparecchiature (documentazione IQ/OQ/PQ).
Applicazioni nel campo della desalinizzazione e del trattamento delle acque
Gli impianti di desalinizzazione — sia quelli a osmosi inversa dell'acqua di mare (SWRO) che quelli a distillazione a effetto multiplo (MED) — rappresentano un mercato importante e in crescita per le apparecchiature realizzate in AL-6XN. La combinazione di acqua di mare ad alta salinità, temperature elevate nei processi di desalinizzazione termica e flussi aggressivi di salamoia concentrata prodotti da tutte le tecnologie di desalinizzazione crea condizioni di corrosione che escludono l'utilizzo dell'acciaio al carbonio e dell'acciaio inossidabile standard.
| Impianti di desalinizzazione | Lega preferita | Condizione di servizio |
|---|---|---|
| Serbatoi a pressione SWRO | AL-6XN o Hastelloy C276 | Acqua di mare ad alta pressione; rischio di cricallatura indotta da cloruri |
| Fasci tubieri MED | AL-6XN | Evaporazione dell'acqua di mare; concentrazione della salamoia |
| Scambiatori di calore per concentrato di salamoia | AL-6XN o Hastelloy C276 | Acqua di mare concentrata + temperatura elevata |
| Rulli per tubazioni dell'acqua di mare ad alta pressione | AL-6XN | Flusso continuo di acqua di mare; funzionamento in pressione |
| Bossoli per camera flash (MSF) | AL-6XN | Salamoia marina ad alta temperatura |
| Rifiutare i sistemi di smaltimento delle acque salate | AL-6XN | Salamoia iperconcentrata |
Applicazioni nei settori petrolifero, del gas e petrolchimico
Nel settore della lavorazione del petrolio e del gas, gli ambienti con presenza di gas acidi (H₂S + CO₂ + cloruri), combinati con temperature e pressioni elevate, creano le condizioni di corrosione più estreme che le apparecchiature in acciaio inossidabile resistente alla corrosione (CRA) devono affrontare. L'Hastelloy C276 è la lega standard per le condizioni più aggressive tra queste:
- Impianti di trattamento delle ammine: Colonne di addolcimento del gas e scambiatori di calore a contatto con flussi di gas acidi contenenti H₂S e CO₂.
- Scrubber per gas acidi: Serbatoi in Hastelloy C276 utilizzati per l'assorbimento di H₂S.
- Serbatoi di assorbimento per la desolforazione dei gas di combustione (FGD): Hastelloy C276 o AL-6XN per impianti di lavaggio dell'anidride solforosa (SO₂) in cui l'accumulo di cloruro nella soluzione di lavaggio provoca una forte corrosione.
- Sistemi di iniezione chimica sottomarina: Sistemi su skid in AL-6XN o Hastelloy C276 per l'iniezione di metanolo, inibitori di incrostazioni e inibitori di corrosione.
- Trattamento delle acque di produzione offshore: Serbatoi a pressione in Hastelloy C276 per il trattamento combinato di H₂S e acqua di produzione ad alto contenuto di cloruro.
Quali metodi di lavorazione e procedure di saldatura si applicano all'Hastelloy e all'AL-6XN?
La fabbricazione di attrezzature a pressione in leghe Hastelloy e AL-6XN richiede tecniche specifiche rispetto alla lavorazione dell'acciaio al carbonio o dell'acciaio inossidabile standard. Tali differenze riguardano gli utensili, i metodi di taglio, i requisiti di allineamento, i processi di saldatura, i trattamenti post-saldatura e i metodi di ispezione — tutti aspetti che devono essere qualificati e documentati in conformità alle norme ASME.
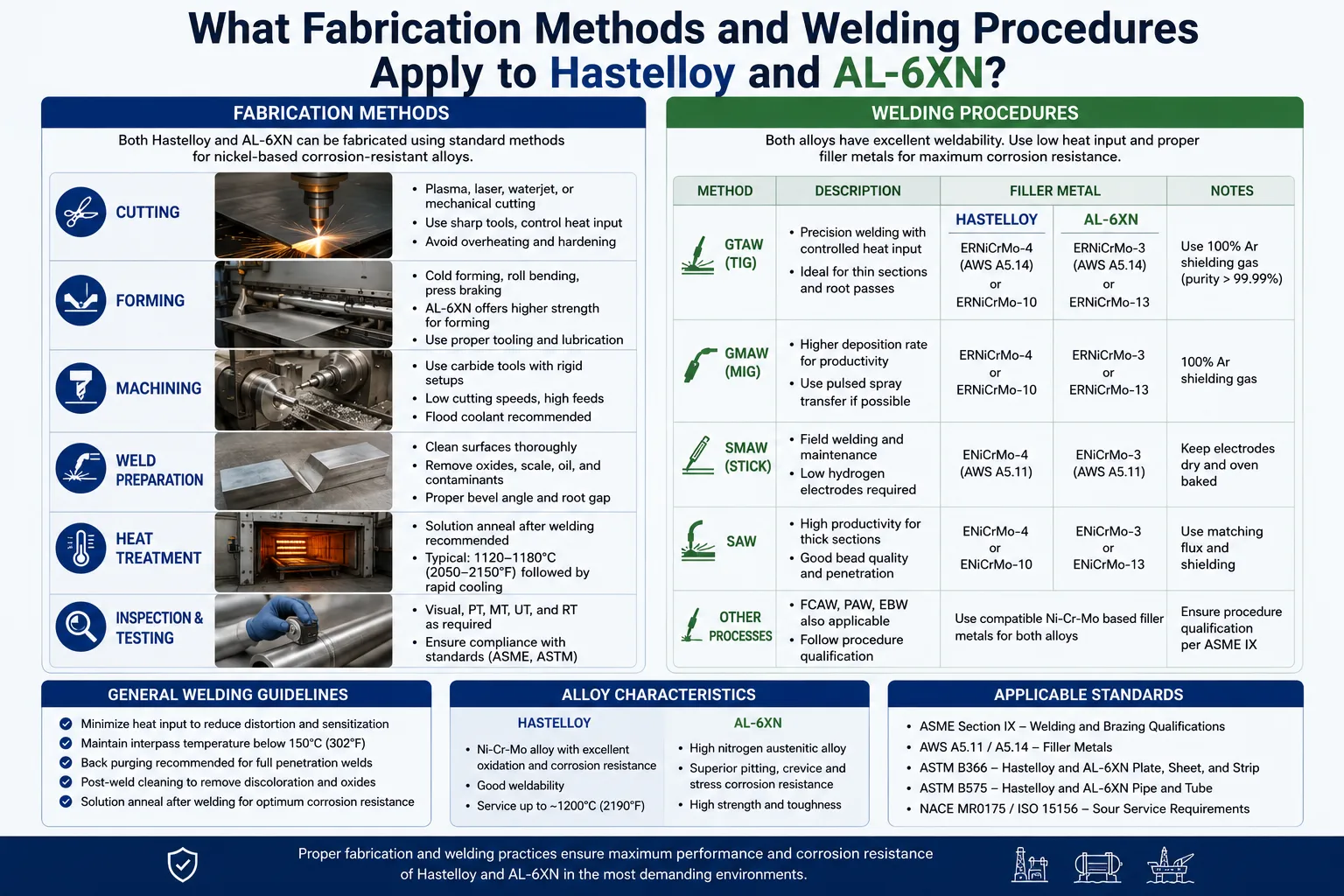
Preparazione delle lastre e metodi di taglio
| Metodo di taglio | Hastelloy C276/C22 | AL-6XN | Note |
|---|---|---|---|
| Taglio a getto d'acqua | Eccellente — preferibile | Eccellente — preferibile | Nessun rischio; tolleranze strette; massima qualità superficiale |
| Taglio al plasma | Adatto per montaggi preliminari | Accettabile | L'HAZ deve essere levigato fino a una profondità minima di 3 mm |
| Taglio laser | Adatto a lamiere sottili (meno di 12 mm) | Ideale per lamiere sottili | HAZ inferiore al plasma; smussare i bordi per la saldatura |
| Taglio meccanico | Adatto a lamiere sottili (meno di 6 mm) | Adatto fino a 10 mm | Prima della saldatura è necessario rimuovere il bordo lavorato a freddo |
| Taglio con seghe abrasive | Buono | Buono | Genera calore — utilizzare un liquido di raffreddamento a flusso continuo |
| Taglio con ossicombustibile | Non accettabile | Non accettabile | I residui di carbonio e i danni alla zona termicamente alterata sono troppo gravi per il CRA |
Dopo qualsiasi operazione di taglio termico (al plasma, al laser), tutto il materiale della zona termicamente alterata presente sulle facce del giunto deve essere rimosso mediante molatura meccanica prima della saldatura. La zona termicamente alterata (HAZ) nelle leghe Hastelloy può contenere fasi precipitate (sigma, mu) che riducono la tenacità e la resistenza alla corrosione, e queste non devono essere incorporate nel giunto saldato. La nostra prassi standard prevede una profondità minima di asportazione del materiale di 3 mm oltre la zona termicamente alterata visibile.
Processo di saldatura e qualificazione delle procedure
Tutte le operazioni di saldatura su apparecchiature a pressione ASME devono essere eseguite utilizzando specifiche di procedura di saldatura (WPS) qualificate ai sensi della Sezione IX dell'ASME. Ciascuna WPS documenta le variabili essenziali e non essenziali relative al processo di saldatura, la combinazione del numero P del metallo di base, il numero F e il numero A del metallo d'apporto, la posizione e il tipo di giunzione.
| Processo di saldatura | Applicazioni dell'Hastelloy C276/C22 | Applicazione AL-6XN | Parametri chiave di controllo |
|---|---|---|---|
| GTAW (TIG) — manuale | Per tutti gli spessori di parete; consigliato per i passaggi di radice | Per tutti gli spessori di parete; particolarmente indicato per sezioni sottili | È indispensabile il lavaggio a ritroso; protezione con argon; metallo di base pulito |
| GTAW — orbitale (automatico) | Tubi flessibili e tubi di piccolo diametro; qualità costante | Tubi, recipienti farmaceutici | Parametri programmabili; apporto di calore costante |
| GMAW (MIG) — cortocircuito | Saldature di fissaggio, lamiera di spessore ridotto | Non raccomandato per saldature strutturali CRA | Rischio di eccessivi spruzzi e mancanza di fusione |
| GMAW — a spruzzo o a impulsi | Passaggi di riempimento e tappatura, costruzione di piastre | Passaggi di riempimento e chiusura, sezioni di 6+ mm | Meglio una fusione che un cortocircuito; meno spruzzi |
| SMAW (bastone) | Riempire e tappare i contenitori sul campo o in recipienti di grandi dimensioni | Riempire e tappare le sezioni più grandi | Stoccaggio a basso contenuto di idrogeno degli elettrodi |
| SAW (Arco Sommerso) | Saldature a giunto su lamiere pesanti in grandi serbatoi | Saldature a giunto su lamiere pesanti | Il controllo della diluizione è fondamentale; è necessario un flusso adeguato |
| PAW (Arco di plasma) | Saldatura a foro di chiave di sezioni di medio spessore | Sezioni di medio spessore | Ottimo controllo della penetrazione; alta qualità |
| Saldatura laser | Contenitori farmaceutici a pareti sottili | Applicazioni nel settore farmaceutico e con pareti sottili | Zona termicamente alterata (HAZ) ridotta; preferibilmente saldatura autogena |
| Saldatura a resistenza | Sovrapposizioni di lamiere sottili; fissaggio del rivestimento | Applicazioni su lamiere sottili | Limitato a specifiche geometrie dei giunti |
Scelta del metallo d'apporto per procedure di saldatura qualificate ASME
| Combinazione di metalli comuni | Filler consigliato | Classificazione AWS | Note |
|---|---|---|---|
| Da Hastelloy C276 a C276 | Abbinamento con Hastelloy C276 | ERNiCrMo-4 | Massima resistenza alla corrosione nel cordone di saldatura |
| Da Hastelloy C22 a C22 | Abbinamento con Hastelloy C22 | ERNiCrMo-10 | Resistenza alla corrosione equivalente |
| Da AL-6XN a AL-6XN | Stucco AL-6XN o 625 | ER2594 o ERNiCrMo-3 | Il riempitivo 625 offre una resistenza alla corrosione superiore alla media |
| Da Hastelloy C276 a acciaio al carbonio | ERNiCrMo-4 o 625 | ERNiCrMo-3 o -4 | Diluzione dal lato dell'acciaio al carbonio — utilizzare C276 o 625 |
| Da Hastelloy C276 a acciaio inossidabile 316L | ERNiCrMo-4 (C276) | ERNiCrMo-4 | Il materiale di apporto in lega di nichel gestisce la diluizione e mantiene la resistenza alla corrosione |
| Da AL-6XN a acciaio inossidabile 316L | ERNiCrMo-3 (625) | ERNiCrMo-3 | Il riempitivo 625 supera entrambi i metalli di base |
| Da Hastelloy C276 ad AL-6XN | ERNiCrMo-4 o -3 | ERNiCrMo-4 | Il riempitivo C276 garantisce una perfetta compatibilità con la corrosione |
| Da Hastelloy C276 a Hastelloy C22 | ERNiCrMo-10 (C22) o -4 (C276) | ERNiCrMo-10 | È possibile utilizzare qualsiasi tipo di materiale di apporto in lega |
Controlli critici delle procedure di saldatura per le apparecchiature in acciaio inossidabile
Spurgo posteriore:
Tutte le saldature di fondo nei giunti di testa di tubi, tubazioni e lamiere devono essere sottoposte a spurgo posteriore con argon di purezza 99,995% o miscele di elio-argon per tutta la durata dell'operazione di saldatura. La contaminazione da ossigeno della radice della saldatura — anche a livelli di ppm — crea inclusioni di ossido di cromo nella radice della saldatura che riducono la resistenza alla corrosione e creano punti di concentrazione delle sollecitazioni. Specifichiamo un contenuto di ossigeno nell'uscita del gas di spurgo inferiore a 50 ppm prima dell'inizio della saldatura, verificato da uno strumento di monitoraggio dell'ossigeno allo sfiato.
Controllo della temperatura Interpass:
La temperatura massima tra le passate è limitata a 177 °C (350 °F) per le leghe Hastelloy e a 150 °C (300 °F) per l'AL-6XN. Un eccessivo accumulo di calore tra i passaggi aumenta il tempo in cui la zona termicamente alterata (HAZ) della saldatura rimane nell'intervallo di temperatura di sensibilizzazione (600–900 °C per queste leghe), con il rischio di un impoverimento di cromo in prossimità dei carburi ai bordi dei grani che riduce la resistenza alla corrosione nella zona termicamente alterata (HAZ).
Controllo dell'ingresso di calore:
L'apporto termico di saldatura (calcolato in joule per millimetro = tensione × intensità di corrente × 60 / velocità di avanzamento in mm/min) deve essere mantenuto entro i limiti stabiliti nella WPS qualificata. Un elevato apporto termico aumenta la crescita dei grani nella zona termicamente alterata (HAZ) e può causare la precipitazione di fasi deleterie nelle leghe Hastelloy. Un basso apporto termico aumenta il rischio di fusione incompleta. I nostri ingegneri di saldatura stabiliscono le finestre di apporto termico durante i test di qualificazione della procedura e includono questi limiti nel WPS.
Prevenzione della contaminazione:
L'Hastelloy e l'AL-6XN sono particolarmente sensibili alla contaminazione superficiale prima e durante la saldatura. Le nostre procedure interne vietano l'uso di utensili in acciaio al carbonio (spazzole metalliche, smerigliatrici, dispositivi di serraggio) a contatto con materiali CRA: è richiesto l'uso di utensili dedicati in acciaio inossidabile o ceramica. Tutte le superfici entro 50 mm da qualsiasi giunto saldato vengono pulite con acetone immediatamente prima della saldatura.
Quali norme in materia di controllo qualità, ispezione e collaudo regolano la produzione delle apparecchiature CRA?
La fabbricazione di apparecchiature in Hastelloy e AL-6XN certificate ASME richiede un programma di controllo qualità completo, documentato, sottoposto a audit e verificato in modo indipendente. Comprendere il programma di ispezione nella sua interezza aiuta gli acquirenti a valutare ciò che stanno acquistando al di là delle apparecchiature stesse.
Requisiti obbligatori di ispezione e collaudo ASME
| Ispezione/Prova | Codice ASME applicabile | Frequenza | Note |
|---|---|---|---|
| Esame radiografico (RT) | ASME Sezione VIII UW-11 | Come da codice per le categorie congiunte; 100% per la Classe 1 | Saldatura a filo pieno su tutte le saldature longitudinali e circonferenziali, ove specificato |
| Esame a ultrasuoni (UT) | ASME Sezione VIII; Sezione V, Articolo 4 | Alternativa alla radioterapia, ove consentito | L'utensile a matrice fasata (PAUT) viene sempre più spesso richiesto |
| Particelle magnetiche (MT) | Non applicabile alle leghe austenitiche | - | L'Hastelloy e l'AL-6XN sono materiali amagnetici |
| Penetrante liquido (PT) | ASME Sezione V, Articolo 6 | Dopo aver eseguito tutte le saldature definitive; dopo la prova idraulica | Il PT fluorescente è la tecnica preferita per l'individuazione di difetti di piccole dimensioni |
| Prova di pressione idrostatica | ASME Sezione VIII UG-99 | 100% — ogni recipiente a pressione | 1,3 volte la pressione massima di esercizio (MAWP) come valore minimo; mantenere per almeno 30 minuti |
| Prova di pressione pneumatica | ASME Sezione VIII UG-100 | Alternativa al sistema idrostatico in caso di rischio di contaminazione dell'acqua | 1,1 volte la pressione massima di esercizio; richiede l'approvazione dell'AI |
| Identificazione positiva del materiale (PMI) | Specificato dal cliente / Normativo | 100% nei componenti CRA — standard presso MWalloys | Verifica degli elementi tramite XRF su ogni singolo pezzo |
| Test d'impatto | ASME Sezione VIII UG-84 | Quando richiesto dalla temperatura di progetto | Per imbarcazioni progettate per l'impiego a temperature inferiori a -29 °C |
| Test di durezza | Come specificato dal cliente; NACE MR0175 | Per lotto o per saldatura per impiego in ambienti acidi | È necessario verificare i limiti di durezza NACE |
| Ispezione dimensionale | Disegno fornito dal cliente | 100% — ogni nave | Orientamento dell'ugello, dimensioni della superficie della flangia, altezza/lunghezza totale |
| Ispezione visiva delle saldature | Sezione VIII ASME | 100% — tutte le saldature | Prima e dopo qualsiasi esperienza di pre-morte |
Identificazione positiva dei materiali (PMI) — Perché è importante per le apparecchiature CRA
Il PMI — ovvero l'uso della spettrometria a fluorescenza di raggi X (XRF) o della spettrometria di emissione ottica (OES) per verificare la composizione elementare dei materiali nelle apparecchiature costruite — non è esplicitamente richiesto dalla Sezione VIII dell'ASME, ma è diventato un requisito standard per le apparecchiature a pressione in Hastelloy e AL-6XN per tre motivi fondamentali:
- Prevenzione degli errori nella selezione dei materiali: Le lamiere in Hastelloy C276 e in acciaio inossidabile 316L hanno un aspetto visivamente identico. Senza un'analisi della composizione chimica (PMI), un errore di sostituzione del materiale — intenzionale o accidentale che sia — non sarebbe rilevabile fino a quando l'apparecchiatura non fosse entrata in servizio in un ambiente corrosivo.
- Verifica del materiale di apporto: L'analisi XRF del metallo di saldatura depositato consente di verificare che sia stato utilizzato il metallo d'apporto corretto. L'utilizzo di metallo d'apporto 316L al posto dell'ERNiCrMo-4 (metallo d'apporto Hastelloy C276) in un recipiente in Hastelloy C276 produrrebbe un metallo di saldatura con una resistenza alla corrosione nettamente inferiore, che non può essere rilevata tramite ispezione visiva o radiografica.
- Assicurazioni e conformità normativa: Molti gestori di impianti chimici richiedono i registri PMI come parte della documentazione relativa alla gestione delle modifiche (MOC) e per la registrazione dei recipienti a pressione presso le autorità di regolamentazione locali. Tali registri costituiscono la documentazione permanente delle attrezzature.
Noi di MWalloys eseguiamo analisi metallografiche (PMI) secondo la norma 100% su tutti i materiali di base e sui metalli di apporto nelle lavorazioni in Hastelloy e AL-6XN; i risultati vengono documentati in un rapporto PMI che viene allegato alla documentazione tecnica dell'apparecchiatura. Non si tratta di un'opzione facoltativa, ma della nostra prassi standard, indipendentemente dal fatto che le specifiche del cliente lo richiedano o meno.
Requisiti e verifica della finitura superficiale
| Categoria: Finitura superficiale | Valore Ra | Metodo di misurazione | Applicazione |
|---|---|---|---|
| Allo stato di saldatura (interno del serbatoio di processo) | 3,2–6,3 µm (125–250 µin) | Profilometro di superficie | Impianti per processi chimici in generale |
| Lucidato meccanicamente (equivalente al 2B) | 0,8–1,6 µm (32–63 µin) | Profilometro | Alimentare e bevande; farmaceutico in generale |
| Elettrolucidato (per uso farmaceutico) | 0,4–0,5 µm (16–20 µin) max | Profilometro conforme alla norma ASME BPE SF4 | Reattori per la sintesi di API; sistemi WFI |
| Elettrolucidato (alta purezza) | 0,2–0,3 µm (8–12 µin) max | Profilometro conforme alla norma ASME BPE SF6 | Apparecchiature per la lavorazione dei semiconduttori |
| Levigato e sabbiato (esterno) | 3,2–6,3 µm (125–250 µin) | Confronto visivo | Preparazione standard delle superfici esterne |
Come funziona il processo di produzione su misura OEM presso MWalloys?
Comprendere l'intero flusso di lavoro del progetto, dalla richiesta iniziale alla consegna delle attrezzature, aiuta i clienti OEM a pianificare le tempistiche dei propri progetti, a destinare le risorse necessarie alla revisione e a definire aspettative realistiche per le attrezzature in acciaio inossidabile (CRA) realizzate su misura.
Flusso di lavoro del progetto OEM di MWalloys
Fase 1: Analisi tecnica e definizione dei requisiti (giorni 1–5):
Il cliente fornisce schede tecniche di processo, specifiche delle apparecchiature o bozzetti concettuali. Il team di ingegneri di MWalloys esamina le condizioni di processo (temperatura, pressione, composizione chimica dei fluidi, portate), individua le sezioni applicabili del codice ASME, conferma la scelta della lega e prepara un'offerta tecnica comprensiva di un disegno schematico preliminare delle apparecchiature, dei tempi di consegna stimati e dei prezzi commerciali.
Fase 2 — Contratto e progettazione (dal 5° al 25° giorno, a seconda della complessità):
Una volta stipulato il contratto, il nostro team di ingegneri provvede a elaborare i calcoli di progettazione dettagliati in conformità alla Sezione VIII dell'ASME, i calcoli dei carichi sui raccordi secondo le norme applicabili in materia (WRC 107/297 o FEA), la redazione del Rapporto di Progettazione del Costruttore (MDR) e i disegni di fabbricazione dettagliati comprensivi di tutte le quote, i dettagli di saldatura e le indicazioni relative alle ispezioni. La revisione dei documenti tecnici da parte del cliente viene integrata prima dell'inizio della fabbricazione.
Fase 3: Approvvigionamento dei materiali e controllo merci in entrata (giorni 15–35):
Le lamiere, i tubi, i raccordi, le flange e gli elementi di fissaggio vengono acquistati da produttori qualificati in possesso delle certificazioni AMS o ASTM. Il controllo dei materiali in entrata comprende la verifica dimensionale, l'analisi del materiale (PMI) di ogni lamiera e raccordo, la verifica dei rapporti di prova dei materiali rispetto ai requisiti delle specifiche e la notifica AI del ricevimento dei materiali.
Fase 4: Realizzazione (dal 25° al 90° giorno, a seconda della complessità):
Le operazioni di taglio, formatura, assemblaggio, saldatura e post-saldatura vengono eseguite in conformità ai disegni di fabbricazione approvati e ai documenti WPS certificati. Vengono rispettati i punti di controllo dell'AI: l'AI deve presenziare e approvare tutte le fasi di ispezione richieste prima che il lavoro possa proseguire oltre ciascun punto di controllo. Gli ispettori interni del controllo qualità di MWalloys effettuano ispezioni continue in corso d'opera tra un punto di controllo dell'AI e l'altro.
Fase 5: Ispezione e collaudo (giorni 80–110):
Vengono eseguiti tutti i controlli non distruttivi (RT, UT, PT, a seconda dei casi), i controlli dimensionali, la verifica PMI del metallo di saldatura e la prova di pressione idrostatica obbligatoria. Un ingegnere di controllo qualità assiste alla prova di pressione. Eventuali scarti emersi dai controlli non distruttivi vengono riparati secondo la procedura di riparazione qualificata e sottoposti a nuova ispezione.
Fase 6: Documentazione e consegna (giorni 100–120):
Il rapporto sui dati del produttore (modulo U-1 o U-1A per gli scambiatori di calore) viene compilato e firmato sia dall'ingegnere certificatore di MWalloys che dall'ispettore autorizzato. Il pacchetto completo di documentazione — comprensivo di tutti i rapporti MTR, registrazioni delle saldature, rapporti NDE, registrazioni PMI, rapporti di ispezione dimensionale e certificato di prova di pressione — viene assemblato e consegnato insieme all'apparecchiatura. Il serbatoio viene registrato presso il National Board of Boiler and Pressure Vessel Inspectors.
Competenze ingegneristiche e software di progettazione
Il nostro team di ingegneri utilizza strumenti software consolidati per i calcoli di progettazione dei recipienti a pressione ASME:
| Strumento di ingegneria | Applicazione |
|---|---|
| COMPRESS (Codeware) | Calcoli di progettazione dei serbatoi secondo la Sezione VIII, Divisioni 1 e 2, dell'ASME |
| PVElite (Hexagon PPM) | Piattaforma alternativa per il calcolo progettuale dei recipienti a pressione ASME |
| AutoCAD e SolidWorks | Disegni di fabbricazione dettagliati in 2D e 3D |
| CAESAR II | Analisi della flessibilità e delle sollecitazioni delle tubazioni secondo la norma ASME B31.3 |
| FEA (ANSYS) | Carichi complessi sugli ugelli, geometria non standard, progettazione per la Divisione 2 |
| HTRI (Suite Xchanger) | Progettazione termica e idraulica degli scambiatori di calore |
| FLARENET / PIPESIM | Simulazione dell'impianto di tubazioni per la progettazione di skid |
Qual è il confronto tra le apparecchiature realizzate in Hastelloy e AL-6XN in termini di costo totale di proprietà?
Il sovrapprezzo in termini di investimento iniziale delle apparecchiature in Hastelloy o AL-6XN rispetto a quelle in acciaio al carbonio o in acciaio inossidabile 316L è reale e deve essere giustificato attraverso un'analisi quantitativa del costo totale di proprietà. Aiutiamo costantemente i clienti a sviluppare questa analisi quando i comitati preposti al bilancio dei loro progetti di investimento mettono in discussione il sovrapprezzo legato al costo delle leghe.
Schema comparativo dei costi di gestione
| Categoria di costo | Acciaio al carbonio (rivestito in 316L) | AL-6XN: struttura robusta | Struttura monoblocco in Hastelloy C276 |
|---|---|---|---|
| Costo iniziale di investimento (nave, installata) | Linea di base (1,0×) | 1.8–2.5× | 3.5–5.0× |
| Durata prevista in ambienti altamente corrosivi | 3–7 anni prima del guasto o della sostituzione del rivestimento | 15–25 anni | 20–30+ anni |
| Costo annuale di manutenzione (ispezione, riparazione) | Ispezione e riparazione del rivestimento superiore | Basso | Molto basso |
| Costi dovuti a fermi macchina imprevisti causati da guasti dovuti alla corrosione | Elevato — in genere pari a 2–5 volte il costo di sostituzione dell'imbarcazione | Molto basso | Servizio di altissima qualità |
| Smaltimento dei rifiuti / bonifica ambientale in caso di guasto | Elevato — potenziale responsabilità normativa | Non applicabile | Non applicabile |
| Differenziale del premio assicurativo | Maggiore per le apparecchiature con elevata probabilità di guasto | Più basso | Il più basso |
| Costo annualizzato su un periodo di analisi di 20 anni | Di solito il più alto | Centro | In genere il più basso per ogni anno di produzione |
Il confronto dei costi annualizzati vede quasi sempre l'Hastelloy C276 o l'AL-6XN prevalere sui serbatoi rivestiti in acciaio al carbonio in condizioni di servizio realmente corrosive. Un serbatoio che costa 4 volte di più ma dura 5 volte di più presenta un costo di capitale annualizzato inferiore del 25%, senza contare i costi di manutenzione, ispezione e fermi non programmati molto più bassi del design in lega resistente alla corrosione.
Su richiesta, siamo in grado di elaborare un'analisi personalizzata del costo totale di proprietà per qualsiasi specifica tecnica delle apparecchiature. Tale analisi risulta particolarmente utile quando si deve illustrare il sovrapprezzo dell'Hastelloy ai comitati di stanziamento che valutano le richieste sulla base del costo iniziale, senza considerare il contesto dei costi dell'intero ciclo di vita.
Hastelloy C276 vs AL-6XN — Guida alla scelta in base a costi e prestazioni
| Fattore | Punti a favore dell'AL-6XN | Vantaggi dell'Hastelloy C276 |
|---|---|---|
| Costo di capitale | Inferiore (40–501 TP3T, escluso il costo dei materiali) | Un costo maggiore, ma una durata più lunga, potrebbe giustificarlo |
| Gravità media del mezzo corrosivo | Moderato (acqua di mare, acidi diluiti, soluzioni saline clorurate) | Grave (HCl, HF, cloruri concentrati, gas acido) |
| Concentrazione massima di cloruro | Inferiore a 50.000 ppm a temperatura moderata | Oltre i 50.000 ppm, oppure in presenza di temperature elevate e cloruri |
| Temperatura di esercizio | Inferiore a 150 °C | 150–371 °C |
| Precedenti guasti ai materiali | 316L/304 non idoneo; AL-6XN come alternativa | Il 316L, il duplex e l'AL-6XN hanno tutti fallito |
| Riconoscimento normativo | Ampio riconoscimento normativo; riconosciuto dalla FDA e dall'USP | Qualifica completa ASME e NACE |
| Disponibilità di materiali e accessori | Ottimo — ampiamente disponibile | Ottimo — ampiamente disponibile presso i distributori specializzati |
| Facilità di saldatura | Ottima saldabilità | Buona saldabilità |
| Esperienza maturata presso MWalloys | Ampio | Ampio |
Quali documenti e certificati accompagnano le attrezzature prodotte da MWalloys?
Ogni apparecchiatura a pressione certificata ASME prodotta da MWalloys viene fornita con una documentazione completa. Tale documentazione costituisce la documentazione permanente dell'apparecchiatura per tutta la sua vita operativa e viene utilizzata come riferimento in occasione di ispezioni, qualifiche di riparazione, rinnovi normativi e trasferimenti dell'apparecchiatura.
Pacchetto di documentazione relativo alle dotazioni di serie
| Documento | Contenuto | Base normativa |
|---|---|---|
| Rapporto sui dati del produttore ASME (U-1 o U-1A) | Pressione nominale di esercizio (MAWP), pressione di prova idraulica, temperatura di progetto, specifiche dei materiali, sintesi dei controlli non distruttivi (NDE), firma AI | Sezione VIII dell'ASME; National Board |
| Certificato di iscrizione all'Albo Nazionale | Numero di registrazione assegnato all'imbarcazione | Consiglio Nazionale degli Ispettori di Caldaie e Recipienti a Pressione |
| Relazione tecnica del produttore | Calcoli di progettazione secondo la Sezione VIII dell'ASME (pressione, rinforzo dei raccordi, portate delle flange) | Sezione VIII ASME |
| Rapporti sulle prove dei materiali | Analisi chimica e meccanica completa per ogni lamiera, tubo, raccordo, flangia ed elemento di fissaggio | Specifiche dei materiali ASTM/ASME |
| Rapporti PMI | Risultati XRF per ogni pezzo in metallo comune e verifiche su depositi di saldatura selezionati | Specifiche del cliente; buone pratiche ingegneristiche |
| Mappa delle saldature e registro delle saldature | Identifica ogni saldatura tramite un numero; registra l'ID del saldatore, le procedure di saldatura (WPS) utilizzate e i risultati dei controlli non distruttivi (NDE) per ogni saldatura | ASME Sezione IX; Sezione VIII |
| Specifiche delle procedure di saldatura (WPS) | Documentazione tecnica certificata per ciascun processo di saldatura e ciascuna combinazione di metalli di base utilizzati | Sezione IX ASME |
| Documentazione relativa alla qualificazione delle procedure (PQR) | I verbali di prova dimostrano che ogni WPS è supportato da dati di prova validi | Sezione IX ASME |
| Qualifiche relative alle prestazioni dei saldatori | Documentazione aggiornata relativa alle qualifiche di ciascun saldatore che ha lavorato sulla nave | Sezione IX ASME |
| Testimonianze di esperienze di pre-morte | Filmografie RT o immagini RT digitali, referti di ecografia transvaginale, referti di fisioterapia — firmati da un tecnico di diagnostica per immagini certificato di livello II o III | ASME Sezione V; Sezione VIII |
| Certificato di prova idrostatica | Pressione di prova applicata, tempo di mantenimento, firma di conferma AI, data | ASME Sezione VIII UG-99 |
| Rapporto di ispezione dimensionale | Confronto tra tutte le dimensioni critiche tra lo stato di fatto e il disegno; rilevamento dell'orientamento degli ugelli | Disegno del cliente; tolleranze ASME |
| Prova di prestazione dello scambiatore di calore (se del caso) | Risultati certificati dei test di prestazione termica | TEMA; specifiche del cliente |
| Documentazione di conformità ASME BPE (settore farmaceutico) | Misurazioni della finitura superficiale, registrazioni delle ispezioni orbitali delle saldature | ASME BPE |
| Documentazione relativa al marchio CE (progetti europei) | Valutazione della conformità alla direttiva sulle attrezzature a pressione (PED) 2014/68/UE | Regolamento (UE) n. 2014/68 |
Condizioni di fornitura OEM globali di MWalloys, tempi di consegna e informazioni sugli ordini
MWalloys è strutturata per fornire a clienti OEM, appaltatori EPC, gestori di impianti e studi di ingegneria in tutto il mondo servizi di produzione su misura certificata di apparecchiature di processo in Hastelloy e AL-6XN.
Condizioni relative a progetti e ordini
| Termine | Dettagli |
|---|---|
| Quantità minima d'ordine | Nessun quantitativo minimo: dai singoli articoli personalizzati ai contratti di produzione in serie |
| Tempi standard di realizzazione del progetto | 30–60 giorni per i serbatoi semplici; 60–90 giorni per gli scambiatori di calore; 90–120 giorni per le colonne complesse e gli skid |
| Tempi di consegna rapidi | 20–45 giorni per modelli semplici realizzati con materiali disponibili a magazzino (verificare la fattibilità al momento della richiesta) |
| Condizioni di pagamento (primo ordine) | Bonifico bancario: 301% del prezzo totale più il 3% alla firma del contratto; 401% del prezzo totale più il 3% al raggiungimento della fase di approvvigionamento dei materiali; 301% del prezzo totale più il 3% prima della spedizione |
| Condizioni per i clienti abituali | Fatturazione a stato di avanzamento in base alle tappe concordate; pagamento entro 30 giorni dalla fattura finale |
| Lettere di credito | Accettato per ordini superiori a 100.000 USD |
| Revisione della documentazione tecnica | Periodi di revisione da parte dei clienti integrati nel calendario — in genere 5 giorni lavorativi per ogni ciclo di presentazione |
| Garanzia | 12 mesi dalla data di spedizione per difetti di fabbricazione; i materiali sono coperti dalle garanzie del produttore |
Spedizioni internazionali e consegna di attrezzature
| Modalità di spedizione | Tipo di attrezzatura | Tempo di transito | Note |
|---|---|---|---|
| Trasporto marittimo (FCL) | Tutte le grandi apparecchiature — serbatoi, colonne, scambiatori di calore | Da 15 a 45 giorni a seconda della destinazione | Norma per le attrezzature di peso superiore a 5.000 kg |
| Trasporto marittimo (LCL) | Attrezzature di dimensioni ridotte, gruppi su skid | 20–50 giorni | Per le apparecchiature troppo piccole per essere convenienti nel trasporto FCL |
| Trasporto aereo | Piccoli componenti critici, pezzi di ricambio urgenti | 2–5 giorni | Costo elevato; riservato alle situazioni di emergenza |
| Trasporto su strada (regionale) | Clienti regionali all'interno del continente | 3–10 giorni | Disponibile in Nord America e in Europa |
| Carichi speciali / carichi pesanti | Attrezzature di grandi dimensioni che richiedono un trasporto speciale | In base al piano logistico del progetto | Da concordare in fase di preventivo |
Incoterms disponibili: EXW, FCA, FOB, CFR, CIF, CIP, DAP, DDP — scelti in base alle esigenze logistiche di importazione e alle preferenze assicurative del cliente.
Mercati geografici serviti
MWalloys produce e spedisce apparecchiature personalizzate in Hastelloy e AL-6XN a clienti in oltre 50 paesi in tutte le principali regioni industriali:
| Regione | Settori chiave dei clienti |
|---|---|
| Nord America (Stati Uniti, Canada, Messico) | Lavorazione chimica, farmaceutica, petrolifera e del gas, desalinizzazione, energia |
| Europa (Germania, Paesi Bassi, Regno Unito, Francia, Italia, Scandinavia) | Produttori OEM di prodotti chimici, settore farmaceutico, offshore, produzione di energia |
| Medio Oriente (Arabia Saudita, Emirati Arabi Uniti, Qatar, Kuwait, Oman) | Petrolchimica, desalinizzazione, lavorazione di petrolio e gas |
| Asia-Pacifico (Singapore, Cina, Corea del Sud, Giappone, Australia, India) | Settore chimico, farmaceutico, GNL, desalinizzazione, offshore |
| America Latina (Brasile, Messico, Colombia, Cile) | Settore minerario, petrolifero e del gas, industria chimica |
| Africa (Egitto, Nigeria, Sudafrica, Angola) | Petrolio e gas, settore minerario, trattamento delle acque |
Sei pronto a dare il via al tuo progetto di lavorazione su misura?
Contatta MWalloys oggi stesso per una consulenza tecnica e un preventivo di progetto. Il nostro team di ingegneri risponde a tutte le richieste relative alla realizzazione di attrezzature entro un giorno lavorativo, fornendo un riscontro tecnico preliminare e indicazioni sui tempi di consegna. Inviaci la scheda tecnica del processo, le specifiche dell'attrezzatura o uno schizzo concettuale per iniziare: ci occupiamo della progettazione dall'ideazione fino alla consegna certificata.
E-mail: sales@mwalloys.com | Richieste internazionali: +8618538321502.
Domande frequenti sulla realizzazione di attrezzature personalizzate in Hastelloy e AL-6XN
1: Qual è la differenza tra la Sezione VIII, Divisione 1 e la Divisione 2 della norma ASME per i recipienti a pressione in Hastelloy?
La Sezione VIII, Divisione 1 dell'ASME utilizza metodi di progettazione conservativi basati su regole con tensioni ammissibili inferiori (tipicamente UTS/3,5 a temperatura ambiente), mentre la Divisione 2 utilizza tensioni ammissibili più elevate (UTS/2,4) con requisiti di analisi più rigorosi, tra cui la valutazione della fatica e prove di pressione obbligatorie — per l’Hastelloy C276, la Divisione 1 ammette circa 23,3 ksi e la Divisione 2 circa 33,5 ksi a temperatura ambiente, consentendo pareti più sottili e apparecchiature più leggere a costo di una progettazione più complessa. In pratica, ciò significa che la Divisione 1 costituisce lo standard per la maggior parte delle apparecchiature di processo, poiché il suo approccio prudenziale richiede una minore documentazione tecnica ed è accettato da tutte le autorità competenti. La Divisione 2 viene specificata quando la combinazione di alta pressione e grande diametro comporta, nella Divisione 1, spessori del mantello poco pratici — troppo spessi per essere laminati e saldati, oppure troppo pesanti per la struttura portante. Per i serbatoi in Hastelloy, il costo elevato della lega fa sì che il design con pareti più sottili della Divisione 2 possa produrre notevoli risparmi sui costi dei materiali per serbatoi di grandi dimensioni e ad alta pressione, che compensano ampiamente i maggiori costi di progettazione. MWalloys progetta sia secondo la Divisione 1 che secondo la Divisione 2 a seconda delle specifiche condizioni di progettazione e delle preferenze del cliente, e siamo in grado di eseguire l'analisi comparativa per raccomandare quale divisione produca il progetto più economico per un dato insieme di condizioni di processo.
2: Quali sono le differenze tra l'acciaio inossidabile AL-6XN, il 904L e il duplex 2205 per le apparecchiature di processo chimico?
L'AL-6XN (N08367) supera sia il 904L (N08904) che il duplex 2205 (S32205) in termini di resistenza alla corrosione puntiforme da cloruri e alla corrosione interstiziale, con un PREN di circa 47–52 rispetto a circa 36 per il 904L e 34–36 per il 2205, rendendo l'AL-6XN adatto all'impiego in acqua di mare e in processi ad alto contenuto di cloruro dove sia il 904L che il 2205 subiscono cedimenti dovuti alla corrosione puntiforme e interstiziale. La gerarchia di resistenza per gli ambienti contenenti cloruro è chiaramente la seguente: 2205 < 904L < AL-6XN < Hastelloy C276 in termini di PREN e prestazioni sul campo documentate. Per applicazioni in acqua di mare diluita a temperatura ambiente, sia il 2205 che il 904L possono funzionare adeguatamente. Quando la temperatura dell’acqua di mare supera i 40 °C, la concentrazione di cloruro aumenta o sono presenti geometrie a fessura nel design dell’apparecchiatura, la superiorità dell’AL-6XN diventa significativa ed è documentata nei test di corrosione pubblicati. Il duplex 2205 ha una resistenza allo snervamento superiore all'AL-6XN (minimo 450 MPa contro 310 MPa), il che può consentire pareti più sottili, ma questo vantaggio in termini di resistenza è compensato dalla maggiore suscettibilità del 2205 alla criccatura da tensocorrosione indotta da cloruro (FCC) — la struttura austenitica dell'AL-6XN è intrinsecamente più resistente alla FCC indotta da cloruro rispetto alla microstruttura bifasica duplex del 2205. Per le apparecchiature che operano a temperature superiori a 300 °C, le leghe duplex sono escluse dalla maggior parte delle norme di progettazione a causa dei timori di infragilimento a 475 °C, mentre l'AL-6XN rimane qualificato secondo le norme fino a 316 °C.
3: MWalloys è in grado di realizzare scambiatori di calore che combinano involucri in Hastelloy C276 e tubi in AL-6XN?
Sì! MWalloys realizza abitualmente scambiatori di calore in leghe dissimili con involucri in Hastelloy C276 e tubi in AL-6XN (o viceversa) quando i fluidi di processo sul lato involucro e sul lato tubi presentano livelli di corrosività diversi, con la lega più resistente alla corrosione assegnata al lato del fluido più aggressivo e le due leghe unite tramite saldature di transizione accuratamente progettate utilizzando il metallo d'apporto Inconel 625 (ERNiCrMo-3). La sfida ingegneristica principale nella progettazione di scambiatori di calore con leghe dissimili è rappresentata dalla differenza di dilatazione termica tra le due leghe: l'Hastelloy C276 si dilata di 11,2 µm/m·°C mentre l’AL-6XN si espande di 15,7 µm/m·°C, creando un differenziale di espansione di 40%. Per i progetti con piastra tubiera fissa, questo differenziale crea una notevole sollecitazione termica sulla piastra tubiera e sui giunti dei tubi durante i transitori di temperatura. Il nostro team di ingegneri valuta se il progetto con piastra tubiera fissa sia termicamente fattibile per lo specifico intervallo di temperatura di esercizio o se sia necessario utilizzare configurazioni a tubo a U o a testa flottante per compensare il movimento differenziale. La qualificazione della procedura di saldatura per giunti tubo-piastra in leghe dissimili utilizza il materiale di apporto ERNiCrMo-3 (Inconel 625), che offre un'adeguata compatibilità in termini di resistenza alla corrosione con entrambi i metalli di base ed è ben consolidato nel raggruppamento dei numeri P della Sezione IX dell'ASME per questa combinazione. Tutte le saldature su metalli dissimili sono sottoposte a un esame con liquidi penetranti 100% e sono incluse nel programma di verifica PMI.
4: Qual è lo spessore minimo delle pareti per i recipienti a pressione in Hastelloy C276 secondo la Sezione VIII dell'ASME?
La Sezione VIII, Divisione 1 dell'ASME specifica uno spessore minimo del mantello dei recipienti di 1/16 di pollice (1,6 mm), escluso il margine di corrosione, per i recipienti a pressione non a combustione; ma nella pratica la costruzione di recipienti a pressione in Hastelloy C276 utilizza tipicamente spessori minimi di 6–8 mm per garantire la rigidità strutturale nei recipienti con diametro superiore a 300 mm, con lo spessore richiesto calcolato dalla formula t = PR/(SE-0,6P) utilizzando i valori S di sollecitazione ammissibile ASME per la lega e la temperatura specifiche. Lo spessore richiesto calcolato dipende dalla pressione di progetto (P), dal raggio interno (R), dalla tensione ammissibile ASME (S = 23,3 ksi a temperatura ambiente per la lamiera C276) e dall'efficienza del giunto (E = 1,0 per saldature di testa radiografate 100%, 0,85 per giunti sottoposti a controllo a punti). Un esempio pratico: per un recipiente in Hastelloy C276 con diametro interno di 600 mm progettato per 30 bar a 150 °C, lo spessore richiesto del mantello risulta pari a circa 5,8 mm utilizzando le regole della Divisione 1 con 100% RT (E = 1,0) e la tensione ammissibile ASME a 150 °C di circa 143 MPa (20,7 ksi). Il margine di corrosione per l'Hastelloy C276 in servizio qualificato è tipicamente pari a zero: la lega viene selezionata specificatamente perché non si corrode a velocità misurabili nel servizio previsto, quindi l'aggiunta di un margine di corrosione rappresenterebbe un fraintendimento del comportamento del materiale. Il team di ingegneri di MWalloys esegue calcoli completi secondo la Sezione VIII dell'ASME per ogni recipiente che produciamo, e questi calcoli sono inclusi nel Rapporto di Progettazione del Produttore che accompagna l'apparecchiatura.
5: MWalloys offre servizi di fabbricazione conformi alla norma ASME BPE per le apparecchiature di processo farmaceutiche?
Sì, MWalloys produce recipienti a pressione, reattori e sistemi di tubazioni conformi allo standard ASME BPE (Bioprocessing Equipment Standard) sia in Hastelloy C276 che in AL-6XN per la sintesi di principi attivi farmaceutici (API), fermentazione, purificazione e servizi di utilità, con superfici interne elettrolucidate a Ra 0,4–0,5 µm, qualificazione delle saldature orbitali e i pacchetti di documentazione completi richiesti per la qualificazione delle apparecchiature (IQ/OQ/PQ). La norma ASME BPE è uno standard integrativo che si applica in aggiunta alla Sezione VIII dell'ASME per le apparecchiature di processo farmaceutiche: non sostituisce il codice sui recipienti a pressione, ma aggiunge requisiti specifici per i bioprocessi, tra cui le specifiche relative alla finitura superficiale (classi SF), requisiti di saldatura con ispezione avanzata dei provini, calcoli dei requisiti di drenaggio (verifica della pendenza), requisiti di documentazione dei materiali e tolleranze dimensionali per i raccordi igienici. Il nostro programma di fabbricazione conforme alla BPE include: attrezzature dedicate per i materiali CRA per prevenire la contaminazione; saldatura GTAW orbitale con procedure di saldatura orbitale qualificate secondo la BPE; ispezione interna delle saldature 100% con esame boroscopico e documentazione fotografica; elettrolucidatura secondo i requisiti di finitura superficiale ASME BPE con certificati di misurazione Ra; passivazione secondo ASTM A967 o SEMI F19; e il pacchetto completo di documentazione richiesto dai team di convalida delle apparecchiature farmaceutiche per i loro protocolli IQ. Contattate il nostro team dedicato alle apparecchiature farmaceutiche per discutere i vostri specifici requisiti di conformità BPE.
6: Qual è il tempo di consegna per un recipiente a pressione personalizzato in Hastelloy C276 realizzato da MWalloys?
I tempi di consegna standard per un recipiente a pressione personalizzato in Hastelloy C276 certificato ASME presso MWalloys sono di 60–90 giorni dalla firma del contratto per recipienti con diametro compreso tra 500 mm e 2.000 mm e pressioni di progetto inferiori a 100 bar, mentre i serbatoi più grandi o complessi richiedono 90–120 giorni e i serbatoi piccoli e semplici possono essere realizzati in 30–45 giorni utilizzando materiale a magazzino. Le fasi che compongono i tempi di consegna sono: progettazione e approvazione della documentazione da parte del cliente (10–15 giorni), approvvigionamento dei materiali (10–20 giorni dai nostri fornitori certificati), fabbricazione (20–45 giorni a seconda della complessità e del carico di lavoro dell'officina), ispezione e collaudo, compresi i punti di controllo AI (7–14 giorni), e preparazione della documentazione e spedizione (5–7 giorni). I clienti possono ridurre i tempi di consegna complessivi fornendo schede tecniche e specifiche complete e definitive al momento dell’ordine, riducendo al minimo i cicli di revisione ingegneristica e selezionando configurazioni standard degli ugelli anziché orientamenti personalizzati che richiedono ulteriore progettazione. Per esigenze urgenti di sostituzione dei serbatoi, disponiamo di scorte di lastre in Hastelloy C276 negli spessori più comuni (6 mm, 8 mm, 10 mm, 12 mm) che ci consentono di iniziare il taglio immediatamente dopo la firma del contratto mentre la documentazione tecnica viene sviluppata in parallelo, riducendo potenzialmente i tempi di consegna a 40–55 giorni per le configurazioni standard. Contattate il nostro team di progetto con le specifiche del vostro serbatoio per un impegno sui tempi di consegna aggiornato e preciso.
7: In che modo MWalloys certifica le procedure di saldatura per Hastelloy e AL-6XN ai sensi della Sezione IX dell'ASME?
MWalloys certifica le procedure di saldatura per la lavorazione di Hastelloy e AL-6XN mediante la redazione e la verifica dei registri di qualificazione delle procedure (PQR) secondo i requisiti della Sezione IX dell'ASME, che prevedono la saldatura e il collaudo distruttivo di provini rappresentativi che dimostrino che la WPS proposta produce saldature conformi ai criteri di accettazione delle prove meccaniche e di piegatura, con tutte le prove effettuate alla presenza e certificate dall'ispettore autorizzato. Il processo di qualificazione delle procedure previsto dalla Sezione IX dell'ASME per l'Hastelloy C276 (numero P 45) e l'AL-6XN (numero P 8 o qualificato con specifica designazione UNS) prevede: la saldatura di provini nella configurazione del giunto, nella posizione e con l'intervallo di spessore del materiale previsti dalla WPS; l'esecuzione di un esame radiografico del provino di prova per verificare l'integrità interna della saldatura; il taglio di provini di trazione dal campione e l'esecuzione di prove per verificare che la resistenza alla trazione del giunto soddisfi i requisiti minimi previsti dalla normativa; l'esecuzione di prove di piegatura guidata per verificare la duttilità della saldatura; e la documentazione di tutte le variabili essenziali (numero P del metallo di base, numero F del materiale di apporto, processo, posizione, PWHT, supporto) coperte dalla qualificazione. MWalloys dispone di un archivio di documenti WPS qualificati che coprono tutte le combinazioni di materiali, i processi, le posizioni e gli intervalli di spessore più comuni riscontrati nella fabbricazione di recipienti in Hastelloy e AL-6XN. Per combinazioni insolite non coperte dalle qualifiche esistenti, prepariamo e qualifichiamo nuove procedure nell'ambito dell'ambito del progetto, con il programma di prove PQR incorporato nella tempistica complessiva del progetto.
8: Quali prove di corrosione effettua MWalloys per verificare la qualità delle saldature nelle strutture in Hastelloy e AL-6XN?
MWalloys esegue prove di corrosione intergranulare secondo la norma ASTM G28 su provini di qualificazione delle procedure di saldatura dell'Hastelloy per verificare che il processo di saldatura e i controlli dell'apporto termico producano un metallo di saldatura e zone termicamente alterate con una resistenza alla corrosione equivalente a quella del metallo di base, garantendo che durante la saldatura non si siano verificati fenomeni di sensibilizzazione o di precipitazione di fasi deleterie. Il metodo A della norma ASTM G28 (prova con solfato ferrico e acido solforico, 24 ore a ebollizione) è il test standard di screening della sensibilizzazione per le leghe di nichel. La prova attacca selettivamente le regioni dei bordi di grano in cui si è verificata una deplezione di cromo dovuta alla precipitazione di carburi — lo stesso meccanismo responsabile della corrosione intergranulare in servizio. Le sezioni di provini HAZ di saldatura che superano la prova ASTM G28 con velocità di corrosione pari o inferiori a quelle del metallo di base ricotto in soluzione confermano che l'apporto di calore di saldatura e i controlli della temperatura interpasso sono stati efficaci nel prevenire la sensibilizzazione. Per l'AL-6XN, la pratica E dell'ASTM A262 (prova di incisione con acido ossalico per lo screening) e la pratica B (prova con solfato ferrico e acido solforico) sono metodi equivalenti di screening della sensibilizzazione. Oltre alle prove di corrosione per la qualificazione delle procedure, MWalloys esegue prove di corrosione su provini di produzione su richiesta del cliente: i provini, ricavati da piastre di prova di saldatura di produzione, vengono sottoposti a test parallelamente alle WPS qualificate per confermare che la saldatura di produzione sia coerente con le condizioni della procedura qualificata. Questo ulteriore livello di verifica è particolarmente prezioso per i clienti del settore farmaceutico e degli impianti di chimica fine, le cui condizioni di processo sono sensibili anche a minime variazioni nella resistenza alla corrosione del metallo saldato.
9: MWalloys è in grado di produrre apparecchiature in Hastelloy e AL-6XN conformi ai requisiti della direttiva europea sulle attrezzature a pressione (PED)?
Sì. MWalloys produce attrezzature a pressione in Hastelloy e AL-6XN conformi alla Direttiva europea sulle attrezzature a pressione (PED) 2014/68/UE, che costituisce il quadro normativo che disciplina la progettazione, la fabbricazione e la valutazione della conformità delle attrezzature a pressione commercializzate nello Spazio economico europeo, avvalendosi del coinvolgimento di un organismo notificato di terze parti per le attrezzature di categoria III e IV, come richiesto dallo schema di classificazione dei rischi della PED. Il percorso di valutazione della conformità ai sensi della direttiva PED per i recipienti a pressione fabbricati su misura rientra tipicamente nel Modulo G (esame individuale) o nel Modulo H (garanzia della qualità) per le apparecchiature di categoria III e IV — le categorie che comprendono la maggior parte dei recipienti a pressione industriali che superano soglie modeste di pressione e volume. Ai sensi del Modulo G, un Organismo Notificato designato dall'UE esamina i calcoli di progettazione, assiste alle operazioni di fabbricazione critiche, esamina tutti i registri di prova e rilascia il Certificato di Esame CE del Tipo che consente la marcatura CE del recipiente finito. MWalloys coordina direttamente con l'organismo notificato scelto dal cliente — o raccomanda organismi notificati qualificati tra i nostri partner di fiducia — per integrare il programma di revisione dell'organismo notificato nella tempistica di fabbricazione senza creare ritardi. Il fascicolo tecnico (calcoli di progettazione, certificati dei materiali, registrazioni delle saldature, rapporti NDE, certificati di prova) compilato durante la fabbricazione con marchio ASME U copre circa l'80-90% della documentazione richiesta per la conformità PED: i due sistemi di qualità sono complementari piuttosto che in conflitto tra loro. Per i progetti europei, contattate il team di ingegneri di MWalloys all'avvio del progetto per discutere la classificazione della categoria di rischio PED e il percorso di valutazione della conformità appropriato prima della stipula del contratto.
10: Quale assistenza post-vendita offre MWalloys per le apparecchiature realizzate in Hastelloy e AL-6XN?
MWalloys offre una garanzia di 12 mesi contro i difetti di fabbricazione su tutte le apparecchiature certificate ASME, con assistenza tecnica post-garanzia che comprende consulenza per l'analisi dei guasti, indicazioni sulle procedure di saldatura di riparazione, supporto per le ispezioni in loco e fornitura di componenti di ricambio per tutta la durata operativa dell'apparecchiatura. Il nostro programma di assistenza post-vendita comprende: risposta alle richieste di intervento in garanzia entro 24 ore dalla notifica scritta, con invio di tecnici sul posto entro 5 giorni lavorativi per qualsiasi indagine su difetti coperti da garanzia; servizio di consulenza tecnica per i clienti che riscontrano corrosione imprevista o cambiamenti di processo che influenzano le prestazioni dei materiali — forniamo pareri tecnici scritti sui meccanismi di corrosione e sulle opzioni di rimedio a titolo gratuito per i clienti con apparecchiature fabbricate da MWalloys; servizi di riparazione e fabbricazione per danni alle apparecchiature o guasti in servizio, compresa la fabbricazione di emergenza di sezioni di ricambio, aggiunte di ugelli o sostituzione completa dei serbatoi con programmazione prioritaria; gestione dell'archivio di tutta la documentazione relativa alle apparecchiature per l'intera durata operativa delle stesse, consentendo il recupero di MTR originali, registrazioni delle saldature e calcoli di progettazione anche anni dopo la consegna originale; e fornitura di componenti di ricambio — tubi di ricambio per scambiatori di calore, pannelli di ricambio per vassoi di colonne di distillazione e flange di ricambio per ugelli — fabbricati con materiale certificato e corredati della relativa documentazione. Per avviare l'assistenza post-vendita per le apparecchiature fabbricate da MWalloys, contattate il nostro team di assistenza tecnica fornendo il numero di serie dell'apparecchiatura e il numero di registrazione del National Board, che ci consentirà di recuperare immediatamente la documentazione completa relativa all'apparecchiatura.
Riferimenti verificabili
Nella stesura del presente articolo tecnico sono state consultate le seguenti fonti, verificabili in modo indipendente da ingegneri, addetti agli acquisti e responsabili della qualità:
- ASME International. Codice ASME per caldaie e recipienti a pressione, Sezione VIII Divisione 1: Norme per la costruzione di recipienti a pressione. ASME, New York, NY. Edizione attuale.
- ASME International. Codice ASME per caldaie e recipienti a pressione, Sezione IX: Qualifiche per saldatura, brasatura e fusione. ASME, New York, NY. Edizione attuale.
- ASME International. Codice ASME per caldaie e recipienti a pressione, Sezione II Parte B: Specifiche relative ai materiali non ferrosi (SB-574, SB-575, SB-619, SB-622, SB-676, SB-688, SB-691). ASME, New York, NY. Edizione attuale.
- ASME International. ASME BPE: Norma sulle apparecchiature per i bioprocessi. ASME, New York, NY. Edizione attuale.
- ASME International. ASME B31.3: Codice per le tubazioni di processo. ASME, New York, NY. Edizione attuale.
- Haynes International. Scheda tecnica della lega Hastelloy C-276 (H-2002C). Haynes International, Kokomo, IN.
- Haynes International. Scheda tecnica della lega Hastelloy C-22 (H-2052D). Haynes International, Kokomo, IN.
- Allegheny Technologies (ATI). Scheda tecnica della lega AL-6XN (N08367). ATI, Pittsburgh, Pennsylvania.
- ASTM International. ASTM B575: Specifiche standard per lamiere, fogli e nastri in lega di nichel-cromo-molibdeno a basso tenore di carbonio. ASTM International, West Conshohocken, PA.
- ASTM International. ASTM B688: Specifiche standard per lamiere, fogli e nastri in cromo-nichel-molibdeno-ferro (UNS N08366 e N08367). ASTM International, West Conshohocken, PA.
- ASTM International. ASTM G28: Metodi di prova standard per la determinazione della suscettibilità alla corrosione intergranulare nelle leghe lavorate, ricche di nichel e contenenti cromo. ASTM International, West Conshohocken, PA.
- Consiglio Nazionale degli Ispettori di Caldaie e Recipienti a Pressione. Codice di ispezione del National Board (NBIC) NB-23. Consiglio Nazionale, Columbus, Ohio. Edizione attuale.
- Associazione dei produttori di scambiatori di calore tubolari (TEMA). Norme TEMA per gli scambiatori di calore, 10ª edizione. TEMA, Tarrytown, New York.
- Parlamento europeo. Direttiva sulle attrezzature a pressione (PED) 2014/68/UE. Gazzetta ufficiale dell'Unione europea, 2014.
- NACE International. NACE MR0175 / ISO 15156: Materiali destinati all'impiego in ambienti contenenti H₂S. NACE International, Houston, TX.
- Società americana di saldatura. AWS A5.14: Specifiche per elettrodi e bacchette di saldatura nudi in nichel e leghe di nichel (ERNiCrMo-4 — materiale di apporto Hastelloy C276). AWS, Miami, Florida.
