تقدم شركة MWalloys خدمات تصنيع مخصصة حاصلة على شهادة ASME لـ هاستيلوي و AL-6XN أوعية الضغط، والمبادلات الحرارية، والمفاعلات، ومعدات المعالجة لعملاء تصنيع المعدات الأصلية (OEM) في مجالات المعالجة الكيميائية، والصناعات الدوائية، والنفط والغاز، وتحلية المياه، والصناعات البحرية — مع امتلاكنا لسلطة الختم الكاملة وفقًا للجزء الثامن القسم الأول من معايير ASME، وتأهيل إجراءات اللحام الكاملة وفقًا للجزء التاسع من معايير ASME، وإمكانية تتبع المواد بدءًا من مخزون المصانع المعتمد وصولاً إلى المعدات النهائية. تشمل قدراتنا التصنيعية هاستيلوي C276, هاستيلوي C22, هاستيلوي B3, هاستيلوي G30, ، والفولاذ المقاوم للصدأ فائق الأوستنيتي AL-6XN في جميع تكوينات المعدات، دون حد أدنى لكمية الطلب، وتسليم المشاريع في غضون 30 إلى 120 يومًا حسب درجة التعقيد، والدفع عبر التحويل المصرفي (T/T) للطلبات الأولى، وشحن المعدات عالميًا عن طريق البحر أو الجو أو البر.
ما هي المعدات التي يمكن لشركة MWalloys تصنيعها من مادة هاستيلوي (Hastelloy) و AL-6XN؟
تمتد قدرات شركة MWalloys في مجال التصنيع حسب الطلب لتشمل المجموعة الكاملة من أنواع معدات المعالجة المطلوبة في التطبيقات الكيميائية المسببة للتآكل. ونقوم بتصميم وتصنيع كل نوع من أنواع المعدات وفقًا لمعايير ASME ومواصفات العمليات الخاصة بالعملاء والمعايير الصناعية المعمول بها، مع استخدام مواد Hastelloy وAL-6XN المعتمدة في جميع المراحل.
الأوعية الضغطية والمفاعلات
تمثل أوعية الضغط المصنوعة من Hastelloy C276 وHastelloy C22 وAL-6XN فئة المعدات الأكثر إنتاجًا لدينا. تتطلب العمليات الكيميائية المسببة للتآكل — مثل إنتاج الأحماض، والتوليف الصيدلاني، وكيمياء الكلور، وتصنيع المواد الكيميائية الفلورية — أوعية تحافظ على سلامة احتواء الضغط الكامل على الرغم من التلامس المستمر مع المواد التي من شأنها تدمير الفولاذ الكربوني أو الفولاذ المقاوم للصدأ القياسي في غضون أشهر.
تشمل قدراتنا في مجال تصنيع أوعية الضغط ما يلي:
- الأوعية الأسطوانية الرأسية والأفقية: أقطار الأسطوانات من 150 مم إلى 4000 مم؛ ضغوط تشغيل تصل إلى 350 بار؛ درجات حرارة تتراوح من درجات الحرارة شديدة الانخفاض إلى 450 درجة مئوية حسب نوع السبيكة.
- أوعية المفاعلات المزودة بمكونات داخلية: فتحات فوهات المحرك، ولحامات تثبيت الحواجز، ووصلات الملفات الداخلية، وتصنيع غلاف التسخين/التبريد — كلها مصنوعة من سبائك هاستيلوي أو AL-6XN المتوافقة.
- أجهزة التعقيم بالضغط العالي: أوعية أسطوانية ذات جدران سميكة ومزودة بأغطية مصنوعة بتقنية التصنيع الدقيق، مخصصة للاستخدام في المختبرات والمصانع التجريبية.
- خزانات تخزين مزودة ببطانة مقاومة للتآكل: هيكل خارجي من الفولاذ الكربوني مع طلاء كامل من مادة هاستيلوي أو AL-6XN ملحوم على جميع الأسطح الملامسة للسائل.
- أوعية الخلط: مجموعات كاملة من الأوعية المُحركة، بما في ذلك موانع تسرب العمود، وحواف تثبيت المحرك، وعمليات لحام المكونات الداخلية.
تحمل كل وعاء ضغط نقوم بتصنيعه ختم "U" الصادر عن الجمعية الأمريكية للمهندسين الميكانيكيين (ASME)، مما يؤكد قيام مفتش مستقل معتمد (AI) بالتحقق من الامتثال للمعايير خلال جميع مراحل التصنيع.

المبادلات الحرارية
يتم تحديد استخدام المبادلات الحرارية ذات الغلاف والأنابيب المصنوعة من مادة هاستيلوي (Hastelloy) و AL-6XN في جميع الحالات التي يحتوي فيها تيار العملية — سواء على جانب الأنابيب أو جانب الغلاف — على كلوريدات أو أحماض أو مواد تآكلية أخرى تجعل استخدام الفولاذ الكربوني أو حتى الفولاذ المقاوم للصدأ المزدوج غير مناسب.
| نوع المبادل الحراري | تطبيقات هاستيلوي | تطبيق AL-6XN |
|---|---|---|
| أنابيب مغلفة (لوحة أنابيب ثابتة) | مبردات حمض الهيدروفلوريك، مبردات غاز الكلور، مبردات الغاز الحامض | مبردات مياه البحر، مبردات العمليات الصيدلانية |
| أنبوبي (برأس عائم) | مبردات العمليات الكيميائية التي تعمل بالتمدد الحراري التفاضلي | استعادة الحرارة من محلول تحلية المياه |
| المبادلات الحرارية ذات الحزم الأنبوبية | مبردات العمليات الحمضية؛ تيارات العمليات المحتوية على الهاليدات | مبخرات مياه البحر، مكثفات محطات توليد الطاقة الساحلية |
| المبادلات ذات الأنابيب المزدوجة | تدفقات العمليات المسببة للتآكل ذات الحجم الصغير | أنظمة التبريد في مجال الصناعات الدوائية والكيميائية المتخصصة |
| المبادلات الحرارية اللوحية (المزودة بحشوات) | لا يُستخدم عادةً — يُفضل استخدام التصميم الملحوم | استخدام في بيئات ذات تآكل معتدل؛ تصميم قابل للتنظيف |
| المبادلات الحرارية ذات الألواح الملحومة | تيارات شديدة التآكل؛ لا توجد أسطح حشوات يمكن الوصول إليها | مياه البحر والمحلول الملحي مع إضافة بعض المواد الكيميائية |
| المبادلات المبردة بالهواء (أنابيب ذات زعانف) | تيارات الغازات الحارقة المسببة للتآكل | البيئات الساحلية ذات التآكل المعتدل |
نقوم بتصنيع مبادلات حرارية من النوع "القشرة والأنابيب" متوافقة مع معايير TEMA، حيث تُصنع الأنابيب وألواح الأنابيب والقشرة والقنوات، وجميع المكونات المقاومة للضغط، من سبائك "هاستيلوي" أو "AL-6XN" المتوافقة. يتم لحام الوصلات بين الأنابيب وألواح الأنابيب بلحام قوي وتوسيعها وفقًا لمتطلبات كود ASME، مع إجراء فحص إشعاعي أو بالموجات فوق الصوتية كامل لحامات ألواح الأنابيب عندما تتطلب ذلك مواصفات التصميم.
الأعمدة والأبراج والمكونات الداخلية
غالبًا ما تتطلب أعمدة التقطير وأبراج الامتصاص وأجهزة تنقية الغاز وأعمدة التفريغ المستخدمة في البيئات المسببة للتآكل أن تكون مصنوعة من مادة هاستيلوي أو AL-6XN. وتشمل قدراتنا في تصنيع الأعمدة ما يلي:
- الأعمدة المعبأة: تصنيع الأغلفة المزودة بشبكات دعم للحشو المنظم أو العشوائي، وتصنيع موزعات السوائل، وشبكات تثبيت الحشو — كل ذلك من سبيكة مقاومة للتآكل متناسقة.
- أعمدة الصواني: تصنيع صواني الغربال وصواني الصمامات وصواني الأغطية الفقاعية من مادة هاستيلوي أو AL-6XN؛ ولحام وصلات الأنابيب الهابطة؛ ولحام حلقات دعم الصواني.
- أبراج الرش وأجهزة تنقية الغازات بنظام فنتوري: أوعية ذات تصميم هندسي مخصص مزودة بفتحات لفوهات الرش، وإطارات لمزيلات الرذاذ، ووصلات شفط/تفريغ لمضخة إعادة التدوير.
- أعمدة طويلة مصممة لتحمل أحمال الرياح: تصنيع الحواف الهيكلية، وتصميم قواعد مسامير التثبيت، وحساب عروات الرفع، وأعمال اللحام — تصميم هيكلي كامل وفقًا لمعيار ASCE 7 أو معايير مقاومة الرياح المعمول بها.
بكرات الأنابيب، والموزعات، والأنظمة المركبة على منصات متحركة
بالإضافة إلى المعدات الفردية، تقوم شركة MWalloys بتصنيع مجموعات كاملة من أنابيب التوصيل وأنظمة المعالجة المركبة على منصات متحركة من مادة هاستيلوي (Hastelloy) و AL-6XN. ويشمل تصنيع المنصات الإطار الفولاذي الهيكلي، وجميع أنابيب المعالجة، والأجهزة، والصمامات، والوصلات، حيث يتم اختبار ضغطها في المصنع وتكون جاهزة للتركيب الميداني بأقل قدر ممكن من العمالة في الموقع.
تشمل معايير تصنيع الأنابيب التي نلتزم بها ما يلي:
- ASME B31.3 أنابيب العمليات (الأكثر شيوعًا في الصناعات الكيميائية والصيدلانية).
- ASME B31.1 أنابيب الطاقة.
- ASME B31.4: نقل السوائل عبر الأنابيب.
- مواصفات الأنابيب الخاصة بالعميل والتي تستند إلى معايير ASME.
ماذا تعني شهادة ASME بالنسبة للمعدات المصنعة من مادة هاستيلوي وAL-6XN؟
إن شهادة ASME الخاصة بمعدات الضغط المصنعة ليست مجرد إعلان طوعي عن الجودة — بل هي متطلب قانوني في معظم الولايات القضائية في أمريكا الشمالية، كما أنها مقبولة أو مطلوبة في العديد من الأسواق الدولية. إن الفهم الدقيق لما تنطوي عليه شهادة ASME يساعد مهندسي المشتريات على صياغة مواصفات متوافقة مع المعايير وتقييم قدرات الموردين بشكل صحيح.
أقسام مدونة ASME للغلايات وأوعية الضغط ذات الصلة بمعدات CRA
| القسم من مدونة ASME | التطبيق | الصلة بـ Hastelloy/AL-6XN |
|---|---|---|
| القسم الثاني الجزء أ | مواصفات المواد الحديدية | لا ينطبق مباشرة على سبائك النيكل |
| القسم الثاني الجزء باء | مواصفات المواد غير الحديدية (سلسلة SB) | قائمة بمواد "هاستيلوي" و"AL-6XN" مع الإجهادات المسموح بها |
| القسم الثاني الجزء دال | جداول الإجهاد المسموح به | قيم إجهاد التصميم لكل سبيكة حسب درجة الحرارة |
| القسم الثامن، الفصل الأول | الأوعية الضغطية (غير المُشعلة) | الرمز الأساسي لمعظم معدات المعالجة |
| القسم الثامن، الفصل الثاني | قواعد بديلة (حد أعلى للإجهاد المسموح به، مزيد من التحليل) | تُستخدم في الأوعية ذات الجدران السميكة والمخصصة للضغط العالي |
| القسم التاسع | مؤهلات اللحام واللحام بالنحاس | ينظم جميع إجراءات اللحام ومؤهلات عمال اللحام |
| القسم الخامس | الفحص غير المتلف | طرق فحص الأوعية الضغطية باستخدام تقنية NDE |
تصنيفات المواد وفقًا لمعايير ASME لـ Hastelloy و AL-6XN
تستخدم قواعد ASME مواصفات مسبوقة بـ "SB" تم اعتمادها مباشرة من مواصفات ASTM "B" ذات المتطلبات الفنية المطابقة:
| المواد | تصنيف ASME | تسمية ASTM | نموذج المنتج |
|---|---|---|---|
| هاستيلوي C276 (N10276) | ASME SB-575 | ASTM B575 | لوحة، ورقة، شريط، شريط |
| هاستيلوي C276 (N10276) | ASME SB-574 | ASTM B574 | قضيب، عمود |
| هاستيلوي C276 (N10276) | ASME SB-622 | ASTM B622 | الأنابيب والأنابيب غير الملحومة |
| هاستيلوي C276 (N10276) | ASME SB-619 | ASTM B619 | الأنابيب الملحومة |
| Hastelloy C22 (N06022) | ASME SB-575 | ASTM B575 | لوحة، ورقة، شريط، شريط |
| Hastelloy C22 (N06022) | ASME SB-574 | ASTM B574 | قضيب، عمود |
| AL-6XN (N08367) | ASME SB-688 | ASTM B688 | لوحة، ورقة، شريط، شريط |
| AL-6XN (N08367) | ASME SB-691 | ASTM B691 | قضيب، عمود |
| AL-6XN (N08367) | ASME SB-676 | ASTM B676 | أنابيب غير ملحومة |
ماذا يعني ختم "U" الصادر عن الجمعية الأمريكية للمهندسين الميكانيكيين (ASME) للمشترين
يشير ختم "U" الصادر عن الجمعية الأمريكية للمهندسين الميكانيكيين (ASME) على وعاء الضغط إلى ما يلي:
- يحمل ورشة التصنيع شهادة تفويض سارية المفعول من الجمعية الأمريكية للمهندسين الميكانيكيين (ASME) (يتم تجديدها كل ثلاث سنوات من خلال تدقيق تجريه الجمعية).
- قام مفتش معتمد مؤهل (AI) يعمل لدى منظمة تفتيش معتمدة من ASME بالإشراف على عمليات التصنيع الحاسمة.
- جميع المواد معتمدة وفقًا لمواصفات القسم الثاني من معايير ASME مع إمكانية التتبع الكامل.
- يتم تنفيذ جميع أعمال اللحام بواسطة عمال لحام وإجراءات معتمدة بموجب القسم التاسع من معايير ASME.
- تمت مراجعة تصميم الوعاء من قِبل مهندس مؤهل، وهو يتوافق مع قواعد التصميم وقواعد الإجهاد المسموح بها الواردة في القسم الثامن من معايير ASME.
- تم ملء «تقرير بيانات المصنع» (النموذج U-1) وتقديمه إلى المجلس الوطني لمفتشي الغلايات وأوعية الضغط.
وبالنسبة لمعدات هاستيلوي (Hastelloy) و AL-6XN على وجه التحديد، تشمل مراجعة الذكاء الاصطناعي الاستخدام الصحيح لمواصفات المواد من سلسلة SB، وتطبيق رقم P المناسب (رقم P 45 لـ هاستيلوي C276، رقم P 8 لـ AL-6XN) في تأهيلات إجراءات اللحام، والاستخدام الصحيح لقيم الإجهاد المسموح بها من ASME القسم الثاني الجزء D لكل سبيكة عند درجة حرارة التصميم.
نحمل في MWalloys ترخيص "U" ساري المفعول وفقًا للجزء الثامن القسم الأول من معايير ASME، بالإضافة إلى شهادة اللحام وفقًا للجزء التاسع من معايير ASME، مع مشاركة منتظمة من المفتشين المعتمدين في كل مشروع لتصنيع الأوعية المعتمدة. ويُدرج رقم تسجيلنا لدى المجلس الوطني (NB) في كل تقرير بيانات U-1 نصدره.
ما الفرق بين سبائك هاستيلوي و AL-6XN ومتى يتم تحديد استخدام كل منها؟
يُعد كل من هاستيلوي (Hastelloy) و AL-6XN من السبائك عالية الأداء المقاومة للتآكل، والتي تُستخدم في معدات العمليات الكيميائية الشاقة، لكنهما ينتميان إلى عائلتين مختلفتين من السبائك، وتختلف آليات مقاومتهما للتآكل، وقدراتهما الحرارية، ومستويات قوتهما، وخصائص تكلفتهما.
نظرة عامة على مقارنة عائلات السبائك
سبائك هاستيلوي (تسميات UNS متنوعة) هي سبائك قائمة على النيكل تحتوي على نسبة من النيكل تتراوح بين 50 و65%، وتركيزات عالية من الموليبدينوم (7–28%) والكروم (1–22%)، وفي بعض الدرجات من التنغستن والكوبالت والحديد. توفر مصفوفة FCC الغنية بالنيكل استقرارًا متأصلًا في البيئات الحمضية المختزلة، بينما توفر إضافات الكروم والموليبدينوم مقاومة للوسائط المؤكسدة والتآكل النقطي والتآكل الشقي الناجم عن الكلوريد.
AL-6XN (UNS N08367) هو فولاذ مقاوم للصدأ فائق الأوستنيتي يحتوي على 20–22% من الكروم، و23.5–25.5% من النيكل، 6–7% من الموليبدينوم، و0.18–0.25% من النيتروجين. وهو ليس سبيكة نيكل — بل هو سبيكة قائمة على الحديد ذات محتوى عالٍ جدًا من النيكل والموليبدينوم، والتي تسد الفجوة في الأداء بين الفولاذ المقاوم للصدأ الأوستنيتي القياسي (304/316) وسبائك النيكل الحقيقية مثل Hastelloy C276. يبلغ رقم PREN (رقم مكافئ مقاومة التآكل = %Cr + 3.3×%Mo + 16×%N) حوالي 47–52، مما يضعها أعلى بكثير من الفولاذ المزدوج 2205 (PREN ~36) ولكن أقل من Hastelloy C276 (PREN ~73).
مقارنة مباشرة: هاستيلوي C276 مقابل AL-6XN
| الممتلكات | هاستيلوي C276 (N10276) | AL-6XN (N08367) |
|---|---|---|
| محتوى النيكل | 57% (الرصيد) | 23.5–25.5% |
| محتوى الحديد | 4-7% | التوازن (~42%) |
| محتوى الموليبدينوم | 15-17% | 6–7% |
| محتوى الكروم | 14.5-16.5-16.5% | 20–22% |
| ما يعادل PREN | ~73 | حوالي 47–52 |
| UTS (بعد التلدين، ميجا باسكال) | 690 دقيقة | 655 دقيقة |
| 0.2% YS (مُصلب، ميجا باسكال) | 310 دقيقة | 310 دقيقة |
| أقصى درجة حرارة تصميمية (ASME) | 371 درجة مئوية (700 درجة فهرنهايت) | 316 درجة مئوية (600 درجة فهرنهايت) |
| مقاومة التآكل النقطي الناتج عن مياه البحر | ممتاز | جيد جداً |
| مقاومة التآكل الشققي | ممتاز | جيد |
| مقاومة حمض الهيدروفلوريك | جيد | معتدل |
| مقاومة الأحماض المؤكسدة (HNO₃) | جيد | ممتاز |
| مقاومة الكلوريد المكلور SCC | ممتاز | جيد |
| التكلفة النسبية للمواد (الصفائح) | مرتفع جدًا (2.5–3 أضعاف AL-6XN) | متوسط-عالي |
| قابلية اللحام | جيد | ممتاز |
| التطبيق الأساسي | العملية الكيميائية الأكثر عدوانية | مياه البحر، عملية كيميائية معتدلة |
متى يجب تحديد كل سبيكة في المعدات المصنعة
يُحدد استخدام Hastelloy C276 في الحالات التالية:
- يتجاوز تركيز الكلوريد 50,000 جزء في المليون، إلى جانب ارتفاع درجة الحرارة والإجهاد.
- يوجد حمض الهيدروكلوريك أو حمض الهيدروفلوريك بأي تركيز أعلى من التركيز المخفف.
- يحتوي سائل المعالجة على الكبريت العنصري أو أحماض البوليثيونيك مقترنةً بالكلوريدات.
- تتجاوز درجة حرارة التشغيل 200 درجة مئوية في بيئة تحتوي على الكلوريد.
- يُعد التآكل الشقي عند مفاصل صفائح الأنابيب أو أسطح الحشوات أو تحت الترسبات خطرًا موثقًا استنادًا إلى كيمياء العملية.
- وقد حدثت أعطال سابقة في المعدات المستخدمة في نفس الخدمة في المواد المصنوعة من الفولاذ المقاوم للصدأ ثنائي الطبقة أو من نوع 316L أو 904L.
يرجى تحديد AL-6XN في الحالات التالية:
- الوسط المسبب للتآكل هو في المقام الأول ماء البحر أو محلول كلوريد مالح مكافئ لماء البحر تقل درجة حرارته عن 75 درجة مئوية.
- تتضمن العملية استخدام أحماض مؤكسدة مخففة، حيث تكون ميزة مقاومة التآكل التي يتمتع بها معدن هاستيلوي C276 هامشية.
- تتطلب الخدمات في المجال الصيدلاني أو الغذائي استخدام مواد حاصلة على موافقة إدارة الغذاء والدواء الأمريكية (FDA) ومعترف بها على نطاق واسع من الناحية التنظيمية.
- لا تسمح ميزانية المشروع باستخدام مادة «هاستيلوي» بالكامل في البناء، لكن ثبت بالفعل أن الفولاذ المقاوم للصدأ 316L القياسي غير كافٍ.
- يتراوح محتوى الكلوريد بين 5,000 و50,000 جزء في المليون في درجات الحرارة المعتدلة، حيث يوفر سبيكة AL-6XN مقاومة كافية.
ما هي الخصائص الكيميائية والميكانيكية لمواد هاستيلوي C276 وC22 وAL-6XN؟
توفر بيانات الخصائص التالية الأساس الهندسي الذي يستخدمه مصممو معدات العمليات عند حساب سماكة الجدران، وتقوية الفوهات، ومواصفات الحواف، وظروف التشغيل المسموح بها وفقًا لقواعد مدونة ASME.
جدول مقارنة التركيب الكيميائي
| العنصر | هاستيلوي C276 (N10276) | Hastelloy C22 (N06022) | Hastelloy B3 (N10675) | AL-6XN (N08367) |
|---|---|---|---|---|
| النيكل (ني) | الرصيد (~ 57%) | الرصيد (~56%) | الرصيد (~651 نقطة، 3 تداولات) | 23.5–25.5% |
| الكروم (Cr) | 14.5-16.5-16.5% | 20.0–22.5% | 1.0–3.0% | 20.0–22.0% |
| الموليبدينوم (Mo) | 15.0 - 17.01.0% | 12.5 - 14.5 - 14.5% | 27.0–32.0% | 6.0–7.0% |
| الحديد (Fe) | 4.0-7.0% | 2.0–6.0% | 1.0–3.0% | التوازن (~42%) |
| التنجستن (W) | 3.0-4.5% 3.0-4.5% | 2.5-3.5% 2.5-3.5% | - | - |
| الكوبالت (Co) | 2.5% كحد أقصى | 2.5% كحد أقصى | 3.0% كحد أقصى | - |
| الكربون (C) | 0.010% كحد أقصى | 0.015% كحد أقصى | 0.010% كحد أقصى | 0.0.030% كحد أقصى |
| النيتروجين (N) | - | - | - | 0.18–0.25% |
| المنجنيز (Mn) | 1.0% كحد أقصى | 0.50% كحد أقصى | 3.0% كحد أقصى | 2.0% كحد أقصى |
| السيليكون (Si) | 0.08% كحد أقصى | 0.08% كحد أقصى | 0.10% كحد أقصى | 1.0% كحد أقصى |
| الفوسفور (P) | 0.04% كحد أقصى | 0.02% كحد أقصى | 0.04% كحد أقصى | 0.040% كحد أقصى |
| الكبريت (S) | 0.03% كحد أقصى | 0.02% كحد أقصى | 0.03% كحد أقصى | 0.0.030% كحد أقصى |
الخصائص الميكانيكية وقيم الإجهاد المسموح بها وفقًا لمعايير ASME
| الممتلكات | لوح هاستيلوي C276 (SB-575) | لوح من مادة هاستيلوي C22 (SB-575) | لوحة AL-6XN (SB-688) |
|---|---|---|---|
| الحد الأدنى لـ UTS | 690 ميجا باسكال (100 كسي) | 690 ميجا باسكال (100 كسي) | 655 ميجا باسكال (95 كسي) |
| 0.2% الحد الأدنى لـ YS | 310 ميجا باسكال (45 كيلو باسكال) | 310 ميجا باسكال (45 كيلو باسكال) | 310 ميجا باسكال (45 كيلو باسكال) |
| الحد الأدنى للتمدد | 40% | 45% | 30% |
| الحد الأقصى للصلابة | 100 HRB | 100 HRB | 100 HRB |
| الضغط المسموح به وفقًا لمعايير ASME عند 38 درجة مئوية | 23.3 كيلو باسكال (161 ميجا باسكال) | 23.3 كيلو باسكال (161 ميجا باسكال) | 20.0 كيلو باسكال (138 ميجا باسكال) |
| الضغط المسموح به وفقًا لمعايير ASME عند 200 درجة مئوية | 20.7 كيلو باسكال (143 ميجا باسكال) | 20.7 كيلو باسكال (143 ميجا باسكال) | 16.5 كيلو باسكال (114 ميجا باسكال) |
| الضغط المسموح به وفقًا لمعايير ASME عند 316 درجة مئوية | 18.5 كيلو باسكال (128 ميجا باسكال) | 18.5 كيلو باسكال (128 ميجا باسكال) | 14.0 كيلو باسكال (97 ميجا باسكال) |
| درجة الحرارة القصوى للتصميم وفقًا لمعايير ASME | 371 درجة مئوية (700 درجة فهرنهايت) | 371 درجة مئوية (700 درجة فهرنهايت) | 316 درجة مئوية (600 درجة فهرنهايت) |
| الكثافة (جم/سم مكعب) | 8.89 | 8.69 | 8.06 |
| الموصلية الحرارية (واط/م·كلفن عند 100 درجة مئوية) | 11.1 | 10.2 | 12.5 |
| معامل التمدد الحراري (ميكرومتر/متر·درجة مئوية، 21–100 درجة مئوية) | 11.2 | 12.8 | 15.7 |
يُعد الفرق في معامل التمدد الحراري بين AL-6XN (15.7 ميكرومتر/م·درجة مئوية) وHastelloy C276 (11.2 ميكرومتر/م·درجة مئوية) ذا أهمية عملية كبيرة في تصميم المبادلات الحرارية. عندما يحتوي المبادل الحراري على أنابيب AL-6XN في غلاف Hastelloy C276، أو أي تركيبة أخرى من هذه السبائك في تصميم صفيحة أنابيب ثابتة، فإن التباين في التمدد الحراري بين حزمة الأنابيب والغلاف أثناء التشغيل يخلق إجهادًا حراريًا يجب أخذه في الاعتبار في التصميم الميكانيكي. غالبًا ما تتطلب تصميمات الألواح الأنبوبية الثابتة في تركيبات السبائك غير المتشابهة استخدام منفاخ تمدد أو يجب إعادة تقييمها كتكوينات ذات رأس عائم أو أنابيب على شكل حرف U لاستيعاب الحركة التفاضلية.
ما هي الصناعات والبيئات المسببة للتآكل التي تدفع الطلب على المعدات المصنوعة خصيصًا من معدن هاستيلوي وAL-6XN؟
إن الصناعات التي تحدد استخدام معدات مصنعة خصيصًا من مادة هاستيلوي (Hastelloy) و AL-6XN هي بالضبط تلك التي تتجاوز فيها عواقب الأعطال الناتجة عن التآكل تكلفة استبدال المعدات لتشمل توقف الإنتاج، والحوادث البيئية، وحوادث السلامة، والعقوبات التنظيمية. إن فهم الظروف التآكلية المحددة التي تستلزم هذه المواصفات يساعد فرق المشتريات على تبرير ارتفاع تكلفة المواد في ميزانيات المشاريع الرأسمالية.
تطبيقات صناعة المعالجة الكيميائية
إنتاج حمض الهيدروكلوريك والتعامل معه:
تحدد مصانع إنتاج حمض الهيدروكلوريك، ومستخدمو حمض الهيدروكلوريك في التخليق الصيدلاني، ومنشآت تصنيع أشباه الموصلات استخدام أوعية الضغط والمبادلات الحرارية المصنوعة من مادة هاستيلوي C276 في جميع أنحاء نظام معالجة حمض الهيدروكلوريك. عند تركيزات أعلى من 10% ودرجات حرارة أعلى من درجة حرارة الغرفة، تفشل حتى الفولاذ المقاوم للصدأ عالي الجودة بسرعة، بينما يُظهر Hastelloy C276 معدلات تآكل أقل من 0.1 مم/سنة عبر نطاق التركيز الكامل في ظروف غير مؤكسدة.
خدمات حمض الكبريتيك:
يتم التعامل مع حمض الكبريتيك المخفف (بتركيز أقل من 30%) في درجات الحرارة المرتفعة باستخدام معدات مصنوعة من Hastelloy C276 أو AL-6XN، وذلك وفقًا لمزيج التركيز ودرجة الحرارة المحدد. عند تركيزات أعلى من 60% في غياب الملوثات المؤكسدة، يقدم Hastelloy C276 أداءً جيدًا. يتطلب حمض الكبريتيك الدخاني (الأوليوم) مراجعة دقيقة لاختيار السبائك — اتصل بفريق MWalloys الفني للحصول على توصيات محددة بشأن مواد خدمة الأوليوم.
الكلور ومركبات الكلور:
يشكل كل من الكلور الرطب وحمض الهيدروكلوريك وهيبوكلوريت الصوديوم والمذيبات المكلورة تحديات تآكلية، مما دفع إلى اعتماد مواصفات هاستيلوي C276 لمعدات المعالجة. ويُعد هاستيلوي C276 المادة القياسية المستخدمة في التصنيع في جميع أقسام الكلور الرطب بمصانع الكلور والقلويات.
مركبات الفلور وخدمات معالجة حمض الهيدروفلوريك:
يُستخدم كل من هاستيلوي C276 وهاستيلوي B3 في معدات معالجة حمض الهيدروفلوريك. وفي وحدات ألكلة حمض الهيدروفلوريك، يُستخدم هاستيلوي C276 في المبادلات الحرارية والأوعية التي تتجاوز فيها تركيزات حمض الهيدروفلوريك اللامائي أو المائي، ودرجات الحرارة، وتصميم المعدات، الحدود التي يمكن أن تتحملها أنابيب مونيل 400.
التطبيقات الصيدلانية والتكنولوجية الحيوية
| نوع المعدات | مواصفات السبائك | الأساس التنظيمي |
|---|---|---|
| أوعية المفاعلات (تجميع API) | هاستيلوي C276 أو C22 | معايير ممارسات التصنيع الجيدة (cGMP) الخاصة بإدارة الغذاء والدواء الأمريكية (FDA)؛ معايير الدواء الأمريكي (USP) الفئة السادسة؛ معايير ASME BPE |
| أجهزة التبلور | هاستيلوي C276 أو AL-6XN | متطلبات التآكل في كيمياء العمليات |
| أعمدة التقطير (المذيبات المسببة للتآكل) | هاستيلوي C276 | أنظمة المحفزات الحمضية |
| أنظمة المياه المستخدمة في الصناعات الدوائية | AL-6XN | ماء مُنقي وفقًا لمعايير USP؛ أنظمة جودة WFI |
| أوعية التخمير | AL-6XN بلمسة نهائية مصقولة كهربائيًا | التوافق الحيوي؛ سهولة التنظيف |
| أنظمة التنظيف في الموقع (CIP) | AL-6XN أو هاستيلوي C276 | دورة الكاوستيك + الحمض؛ لا يوجد تكسير الإجهاد الناتج عن الكلوريد |
| غرف التجفيف بالتجميد | AL-6XN | التوافق مع درجات الحرارة المنخفضة؛ مقاومة التآكل |
ينطبق معيار ASME BPE (معدات المعالجة الحيوية) على معدات العمليات الصيدلانية بالإضافة إلى القسم الثامن من معيار ASME، حيث يضيف متطلبات تتعلق بإنهاء الأسطح (عادةً ما يكون Ra 0.5 ميكرومتر أو أفضل، مع صقل كهربائي للأسطح الملامسة للمنتج)، وتأهيل اللحام المداري، ومتطلبات محددة لتوثيق المواد تتوافق مع التوقعات التنظيمية لكل من إدارة الغذاء والدواء الأمريكية (FDA) والوكالة الأوروبية للأدوية (EMA).
نتمتع بخبرة واسعة في تصنيع معدات العمليات الصيدلانية المتوافقة مع معايير ASME BPE من مادتي Hastelloy C276 وAL-6XN، مع أسطح داخلية مصقولة كهربائيًا، وسجلات فحص لحام موثقة، وإمكانية تتبع المواد التي تطلبها شركات تصنيع الأدوية في ملفات تأهيل معداتها (وثائق IQ/OQ/PQ).
تطبيقات تحلية المياه ومعالجتها
تمثل محطات تحلية المياه — سواء تلك التي تعمل بتقنية التناضح العكسي لمياه البحر (SWRO) أو التقطير متعدد المراحل (MED) — سوقًا رئيسيًا ومتناميًا لمعدات AL-6XN المصنعة. إن الجمع بين مياه البحر عالية الملوحة، وارتفاع درجة الحرارة في عمليات تحلية المياه الحرارية، وتدفقات محلول الملح المركّز القوية الناتجة عن جميع تقنيات تحلية المياه، يخلق ظروفًا للتآكل تجعل من الصعب استخدام الفولاذ الكربوني والفولاذ المقاوم للصدأ القياسي.
| معدات تحلية المياه | السبيكة المفضلة | حالة الخدمة |
|---|---|---|
| أوعية الضغط الخاصة بأنظمة التناضح العكسي (SWRO) | AL-6XN أو هاستيلوي C276 | مياه البحر عالية الضغط؛ خطر تكسير الإجهاد التآثري الناتج عن الكلوريد |
| حزم أنابيب MED | AL-6XN | تبخر مياه البحر؛ تركيز المحلول الملحي |
| المبادلات الحرارية لمركزات المحلول الملحي | AL-6XN أو هاستيلوي C276 | مياه البحر المركزة + ارتفاع درجة الحرارة |
| لفائف أنابيب مياه البحر عالية الضغط | AL-6XN | تدفق مستمر لمياه البحر؛ تشغيل تحت الضغط |
| قذائف غرفة التفجير (MSF) | AL-6XN | محلول ملحي من مياه البحر عند درجة حرارة مرتفعة |
| رفض أنظمة التخلص من المحلول الملحي | AL-6XN | محلول ملحي شديد التركيز |
تطبيقات النفط والغاز والبتروكيماويات
في مجال معالجة النفط والغاز، تؤدي البيئات القاسية (H₂S + CO₂ + الكلوريدات)، إلى جانب ارتفاع درجة الحرارة والضغط، إلى تكوين أشد ظروف التآكل التي تواجهها المعدات المصنوعة من الفولاذ المقاوم للتآكل (CRA). ويُعد «هاستيلوي C276» السبيكة القياسية المستخدمة في أشد هذه الظروف تآكلاً:
- وحدات معالجة الأمينات: أعمدة تنقية الغاز والمبادلات الحرارية التي تتلامس فيها تيارات الغاز الحمضي مع غازات الكبريتيد الهيدروجيني (H₂S) وثاني أكسيد الكربون (CO₂).
- أجهزة تنقية الغاز الحامض: أوعية من مادة هاستيلوي C276 تُستخدم في عمليات امتصاص غاز كبريتيد الهيدروجين.
- خزانات الامتصاص في أنظمة إزالة الكبريت من غازات المداخن (FGD): هاستيلوي C276 أو AL-6XN لأنظمة تنقية ثاني أكسيد الكبريت حيث يتسبب تراكم الكلوريد في سائل التنقية في تآكل شديد.
- مجموعات حقن المواد الكيميائية تحت سطح البحر: أنظمة AL-6XN أو Hastelloy C276 المركبة على منصات متحركة لحقن الميثانول ومثبطات الترسبات ومثبطات التآكل.
- معالجة مياه الإنتاج البحرية: أوعية الضغط المصنوعة من مادة هاستيلوي C276 المخصصة لمعالجة المياه المنتجة التي تحتوي على مزيج من غاز الكبريتيد الهيدروجيني (H₂S) والكلوريد.
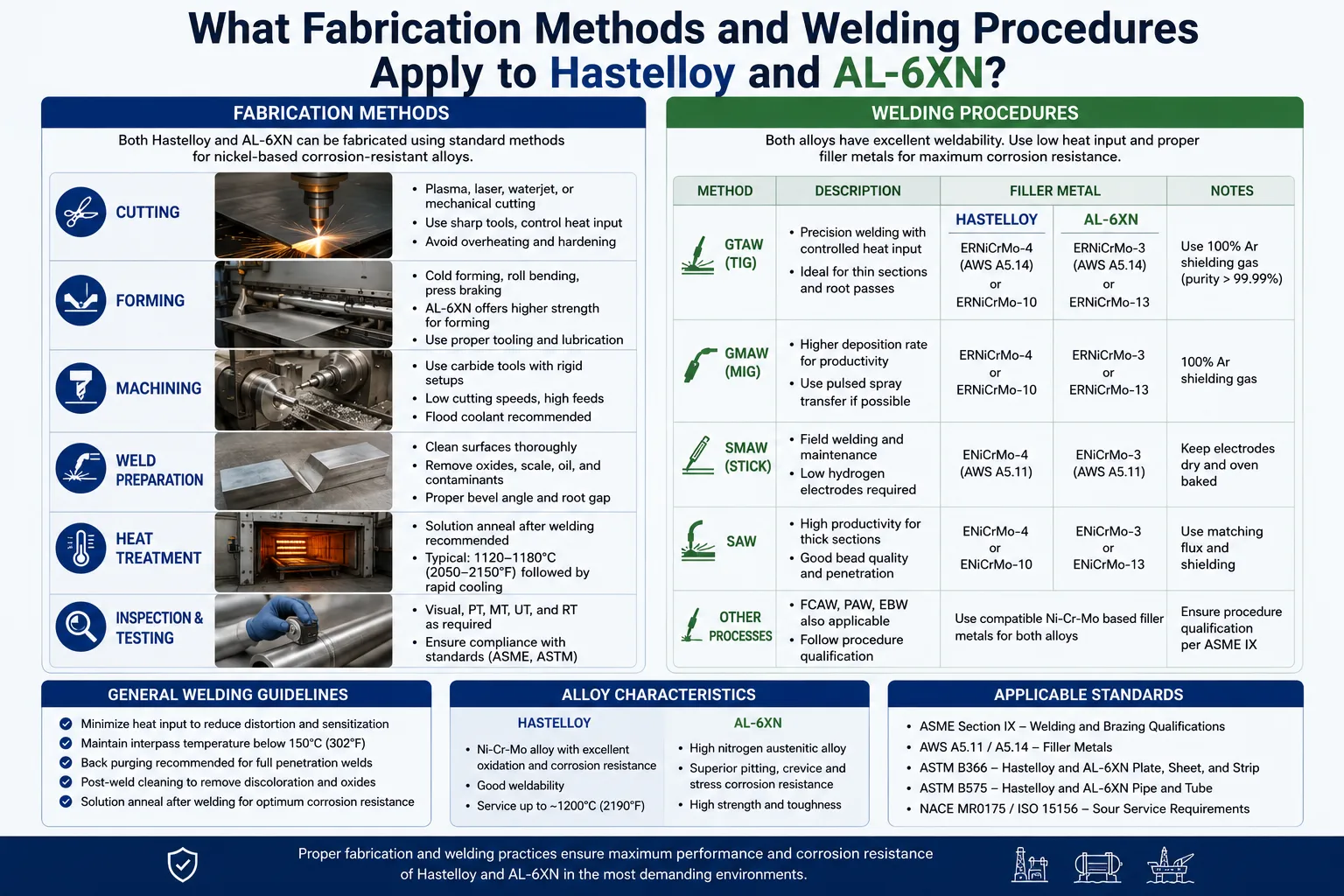
ما هي طرق التصنيع وإجراءات اللحام التي تُطبق على معدن هاستيلوي (Hastelloy) و AL-6XN؟
يتطلب تصنيع معدات الضغط المصنوعة من سبائك هاستيلوي وAL-6XN تقنيات مخصصة مقارنةً بتصنيع الفولاذ الكربوني أو الفولاذ المقاوم للصدأ القياسي. وتؤثر هذه الاختلافات على الأدوات، وطرق القطع، ومتطلبات التجميع، وعمليات اللحام، والمعالجة اللاحقة لللحام، وطرق الفحص — والتي يجب أن تكون جميعها معتمدة وموثقة وفقًا لقواعد ASME.
طرق تحضير الألواح وتقطيعها
| طريقة التقطيع | هاستيلوي C276/C22 | AL-6XN | الملاحظات |
|---|---|---|---|
| القطع بالنفث المائي | ممتاز — مفضل | ممتاز — مفضل | لا توجد مخاطر؛ تفاوت ضئيل؛ أفضل جودة للسطح |
| القطع بالبلازما | مقبول للتقطيع الأولي | مقبولة | يجب طحن HAZ إلى عمق لا يقل عن 3 مم |
| القطع بالليزر | مناسب للألواح الرقيقة (أقل من 12 مم) | مناسب للألواح الرقيقة | HAZ أصغر من البلازما؛ قم بصقل الحواف من أجل اللحام |
| القص الميكانيكي | مناسب للألواح الرقيقة (أقل من 6 مم) | يصل إلى 10 ملم | يجب إزالة الحافة التي تمت معالجتها على البارد قبل اللحام |
| القطع بالمنشار الكاشط | جيد | جيد | يولد حرارة — استخدم سائل تبريد |
| القطع بالأكسجين والوقود | غير مقبول | غير مقبول | التلوث الكربوني والأضرار التي لحقت بمنطقة التأثير الحراري (HAZ) شديدة للغاية بالنسبة لتقنية CRA |
بعد أي عملية قطع حراري (بالبلازما أو الليزر)، يجب إزالة جميع المواد الموجودة في المنطقة المتأثرة بالحرارة على أسطح الوصلات عن طريق الصقل الميكانيكي قبل اللحام. قد تحتوي المنطقة المتأثرة بالحرارة (HAZ) في سبائك هاستيلوي على مراحل مترسبة (سيغما، مو) تقلل من الصلابة ومقاومة التآكل، ويجب عدم إدخالها في وصلة اللحام. عمق إزالة المواد الأدنى هو 3 مم خارج المنطقة المتأثرة بالحرارة المرئية، وهذا هو المعيار المتبع لدينا.
عمليات اللحام وتأهيل الإجراءات
يجب أن تتم جميع أعمال اللحام على معدات الضغط الخاضعة لمعايير ASME باستخدام مواصفات إجراءات اللحام (WPS) المعتمدة وفقًا للجزء التاسع من معايير ASME. وتوثق كل مواصفة من مواصفات إجراءات اللحام (WPS) المتغيرات الأساسية وغير الأساسية لعملية اللحام، ومجموعة أرقام P للمعدن الأساسي، وأرقام F و A لمعدن الحشو، ووضع اللحام، وتصميم الوصلة.
| عملية اللحام | تطبيقات هاستيلوي C276/C22 | تطبيق AL-6XN | المعلمات الرئيسية للتحكم |
|---|---|---|---|
| GTAW (TIG) — يدوي | جميع سماكات الجدران؛ يُفضل استخدامها في طبقات التثبيت | جميع سماكات الجدران؛ يُفضل استخدامه في المقاطع الرقيقة | ضرورة إجراء عملية التنظيف العكسي؛ استخدام غاز الأرجون كحاجز؛ معدن أساسي نظيف |
| GTAW — المداري (آلي) | الأنابيب والأنابيب الصغيرة؛ جودة ثابتة | الأنابيب، والأوعية الصيدلانية | المعلمات القابلة للبرمجة؛ مدخلات حرارية ثابتة |
| GMAW (MIG) — قصر الدائرة | لحامات تثبيت، صفائح رقيقة | لا يُنصح باستخدامه في اللحامات الهيكلية لـ CRA | خطر زيادة الرذاذ ونقص الانصهار |
| اللحام بالغاز مع الغاز الملحوم (GMAW) — بالرش أو بالنبض | توصيلات التعبئة والإغلاق، وتصنيع الألواح | ممرات التعبئة والإغلاق، مقاطع يزيد قطرها عن 6 ملم | الاندماج أفضل من القصر الكهربائي؛ ورذاذ أقل |
| SMAW (عصا) | عمليات التعبئة والإغلاق في الميدان أو في الخزانات الكبيرة | الملء والإغلاق في الأجزاء الأكبر حجمًا | تخزين الأقطاب الكهربائية ذات المحتوى المنخفض من الهيدروجين |
| SAW (القوس المغمور) | لحامات الوصلات في الألواح السميكة في الأوعية الكبيرة | لحامات الوصلات في الألواح الثقيلة | التحكم في التخفيف أمر بالغ الأهمية؛ ويلزم وجود تدفق متوافق |
| PAW (قوس البلازما) | لحام ثقب المفتاح للمقاطع متوسطة السماكة | مقاطع متوسطة السماكة | تحكم ممتاز في قوة الضغط؛ جودة عالية |
| اللحام بالليزر | أوعية صيدلانية ذات جدران رقيقة | التطبيقات الصيدلانية والتطبيقات ذات الجدران الرقيقة | منطقة التأثر الحراري (HAZ) ضيقة؛ يُفضل اللحام الذاتي |
| اللحام بالدرز المقاوم | تداخل الألواح الرقيقة؛ تثبيت الكسوة | تطبيقات الألواح الرقيقة | يقتصر على أشكال محددة للمفاصل |
اختيار معدن الحشو لإجراءات اللحام المعتمدة من ASME
| مزيج من المعادن غير الثمينة | حشو موصى به | تصنيف AWS | الملاحظات |
|---|---|---|---|
| هاستيلوي C276 إلى C276 | مطابقة مع هاستيلوي C276 | ERNiCrMo-4 | أعلى مقاومة للتآكل في طبقة اللحام |
| هاستيلوي C22 إلى C22 | مطابقة مع هاستيلوي C22 | ERNiCrMo-10 | مقاومة التآكل المطابقة |
| من AL-6XN إلى AL-6XN | حشو AL-6XN أو 625 | ER2594 أو ERNiCrMo-3 | يوفر حشو 625 مقاومة فائقة للتآكل |
| من هاستيلوي C276 إلى الفولاذ الكربوني | ERNiCrMo-4 أو 625 | ERNiCrMo-3 أو -4 | التخفيف من جانب الفولاذ الكربوني — استخدم C276 أو 625 |
| من هاستيلوي C276 إلى الفولاذ المقاوم للصدأ 316L | ERNiCrMo-4 (C276) | ERNiCrMo-4 | تعمل مادة الحشو المصنوعة من سبائك النيكل على التخفيف؛ وتحافظ على مقاومة التآكل |
| من AL-6XN إلى الفولاذ المقاوم للصدأ 316L | ERNiCrMo-3 (625) | ERNiCrMo-3 | يغطي الحشو 625 كلا المعدنين الأساسيين |
| من هاستيلوي C276 إلى AL-6XN | ERNiCrMo-4 أو -3 | ERNiCrMo-4 | يوفر حشو C276 توافقًا تامًا مع مقاومة التآكل |
| من هاستيلوي C276 إلى هاستيلوي C22 | ERNiCrMo-10 (C22) أو -4 (C276) | ERNiCrMo-10 | أي من مواد الحشو السبيكية المناسبة |
ضوابط إجراءات اللحام الحرجة لمعدات الفولاذ المقاوم للتآكل
التنظيف العكسي:
يجب أن يتم تطهير جميع طبقات اللحام الأساسية في الوصلات التناكبية للأنابيب والأنابيب الصغيرة والألواح باستخدام غاز الأرجون بنقاوة 99.995% أو خلائط الهيليوم والأرجون طوال عملية اللحام. يؤدي تلوث جذر اللحام بالأكسجين — حتى بمستويات تبلغ أجزاء في المليون — إلى تكوين شوائب من أكسيد الكروم في جذر اللحام، مما يقلل من مقاومة التآكل ويؤدي إلى تكوين مناطق لتركيز الإجهاد. نحدد محتوى الأكسجين في مخرج غاز التطهير بأقل من 50 جزء في المليون قبل بدء اللحام، ويتم التحقق من ذلك بواسطة جهاز مراقبة الأكسجين عند فتحة التهوية.
نظام التحكم في درجة الحرارة من Interpass:
يقتصر الحد الأقصى لدرجة الحرارة بين المرات على 177 درجة مئوية (350 درجة فهرنهايت) لسبائك هاستيلوي و150 درجة مئوية (300 درجة فهرنهايت) لسبائك AL-6XN. يؤدي التراكم المفرط للحرارة بين المراحل إلى زيادة الوقت الذي تقضيه منطقة التأثير الحراري (HAZ) في نطاق درجة حرارة التحسس (600-900 درجة مئوية لهذه السبائك)، مما يعرضها لخطر نضوب الكروم المجاور لكربيدات حدود الحبيبات، مما يقلل من مقاومة التآكل في منطقة التأثير الحراري (HAZ).
التحكم في مدخلات الحرارة:
يجب التحكم في مدخلات الحرارة أثناء اللحام (التي تُحسب بالجول لكل مليمتر = الجهد × التيار × 60 / سرعة التقدم بالمليمتر في الدقيقة) ضمن النطاق المحدد في إجراءات اللحام المعتمدة (WPS). تؤدي مدخلات الحرارة المرتفعة إلى زيادة نمو الحبيبات في منطقة التأثر الحراري (HAZ) وقد تتسبب في ترسيب مراحل ضارة في سبائك هاستيلوي. يزيد مدخل الحرارة المنخفض من خطر عدم اكتمال الانصهار. يحدد مهندسو اللحام لدينا نطاقات مدخل الحرارة أثناء اختبار تأهيل الإجراءات ويضمّنون هذه الحدود في WPS.
الوقاية من التلوث:
تعتبر معادن «هاستيلوي» و«AL-6XN» حساسة بشكل خاص للتلوث السطحي قبل وأثناء عملية اللحام. وتمنع إجراءات ورشتنا استخدام أدوات من الفولاذ الكربوني (الفرش السلكية، والمطاحن، وأجهزة التثبيت) عند ملامستها لمواد الفولاذ المقاوم للتآكل — حيث يُشترط استخدام أدوات مخصصة مصنوعة من الفولاذ المقاوم للصدأ أو السيراميك. يتم مسح جميع الأسطح التي تقع في نطاق 50 مم من أي وصلة لحام بالمذيبات باستخدام الأسيتون مباشرة قبل اللحام.
ما هي معايير مراقبة الجودة والفحص والاختبار التي تحكم تصنيع معدات CRA؟
يتطلب تصنيع المعدات المصنوعة من مادة "هاستيلوي" و"AL-6XN" الحاصلة على شهادة ASME برنامجًا شاملاً لمراقبة الجودة يتم توثيقه وتدقيقه والتحقق منه بشكل مستقل. إن فهم برنامج الفحص الكامل يساعد مشتري المعدات على تقييم ما يشترونه بما يتجاوز المعدات المادية نفسها.
متطلبات الفحص والاختبار الإلزامية وفقًا لمعايير ASME
| الفحص/الاختبار | كود ASME المطبق | التردد | الملاحظات |
|---|---|---|---|
| الفحص بالأشعة (RT) | القسم الثامن من معايير ASME، الفصل UW-11 | وفقًا للرمز الخاص بالفئات المشتركة؛ 100% للفئة 1 | تطبيق اللحام بالتيار المستمر (RT) بالكامل على جميع اللحامات الطولية والمحيطية عند الحاجة |
| الفحص بالموجات فوق الصوتية (UT) | القسم الثامن من معايير ASME؛ المادة 4 من القسم الخامس | بديل عن العلاج الإشعاعي حيثما سمح بذلك | تزايد الطلب على فحص الموجات فوق الصوتية بالمصفوفة المرحلية (PAUT) |
| الجزيئات المغناطيسية (MT) | لا ينطبق على السبائك الأوستنيتية | - | مواد «هاستيلوي» و«AL-6XN» غير مغناطيسية |
| اختبار التسرب السائل (PT) | المادة 6 من القسم الخامس من معايير ASME | بعد الانتهاء من جميع عمليات اللحام؛ وبعد إجراء الاختبار الهيدروليكي | يُفضل استخدام مادة PT الفلورية للكشف عن العيوب الدقيقة |
| اختبار الضغط الهيدروستاتيكي | القسم الثامن من معايير ASME، UG-99 | 100% — كل وعاء ضغط | 1.3 ضعف ضغط التشغيل الأقصى (MAWP) كحد أدنى؛ مع الحفاظ على هذا الضغط لمدة 30 دقيقة على الأقل |
| اختبار الضغط الهوائي | ASME القسم الثامن UG-100 | بديل للنظام الهيدروستاتيكي في حالة وجود مخاوف بشأن تلوث المياه | 1.1 ضعف الضغط الأقصى المسموح به؛ يتطلب موافقة إدارة الشؤون الداخلية |
| التعريف الإيجابي للمواد (PMI) | حسب طلب العميل / وفقًا للوائح التنظيمية | 100% في مكونات CRA — معيار قياسي لدى MWalloys | التحقق من العناصر الكيميائية باستخدام تقنية XRF لكل قطعة |
| اختبار التأثير | القسم الثامن من معايير ASME، UG-84 | عندما تتطلب درجة الحرارة التصميمية ذلك | للسفن المصممة للعمل في درجات حرارة تقل عن -29 درجة مئوية |
| اختبار الصلابة | حسب طلب العميل؛ NACE MR0175 | لكل دفعة أو لكل لحام في حالة الاستخدام في البيئات الحمضية | يجب التحقق من حدود الصلابة وفقًا لنظام NACE |
| فحص الأبعاد | رسم العميل | 100% — كل سفينة | اتجاه الفوهة، أبعاد سطح الحافة، الارتفاع/الطول الإجمالي |
| الفحص البصري لللحامات | القسم الثامن من الجمعية الأمريكية للمهندسين والميكانيكيين | 100% — جميع اللحامات | قبل وبعد أي تجربة الاقتراب من الموت |
التحديد الإيجابي للمواد (PMI) — لماذا يعتبر أمرًا مهمًا بالنسبة لمعدات CRA
PMI — وهو استخدام التحليل الطيفي بالأشعة السينية (XRF) أو التحليل الطيفي للانبعاث الضوئي (OES) للتحقق من التركيب العنصري للمواد المستخدمة في المعدات المصنعة — ليس مطلوبًا صراحةً بموجب القسم الثامن من معايير ASME، ولكنه أصبح متطلبًا قياسيًا لمعدات الضغط المصنوعة من معدن هاستيلوي (Hastelloy) وAL-6XN لثلاثة أسباب وجيهة:
- الوقاية من الخلط بين المواد: تبدو ألواح الفولاذ المقاوم للصدأ من نوع «هاستيلوي C276» و«316L» متطابقة في المظهر. وبدون تحليل التركيب الكيميائي (PMI)، لن يكون من الممكن اكتشاف أي خطأ في استبدال المواد — سواء كان متعمدًا أو عرضيًا — إلا بعد دخول المعدات حيز الخدمة في بيئة قابلة للتآكل.
- التحقق من مادة ملء اللحام: يثبت تحليل XRF لمعدن اللحام المودع أن المعدن المملأ الصحيح قد استُخدم. فاستخدام معدن ملء من النوع 316L بدلاً من ERNiCrMo-4 (معدن ملء من نوع Hastelloy C276) في وعاء مصنوع من Hastelloy C276 سيؤدي إلى إنتاج معدن لحام يتمتع بمقاومة تآكل أقل بكثير، وهو ما لا يمكن اكتشافه من خلال الفحص البصري أو الإشعاعي.
- التأمين والامتثال للوائح التنظيمية: يحتاج العديد من مشغلي المصانع الكيميائية إلى سجلات PMI كجزء من وثائق إدارة التغيير (MOC) ولغرض تسجيل أوعية الضغط لدى السلطات التنظيمية المحلية. وتصبح هذه السجلات وثائق دائمة للمعدات.
في MWalloys، نجري تحليلًا للمادة بعد اللحام (PMI) وفقًا لمعيار 100% على جميع المواد الأساسية ومعدن اللحام المودع في منتجات Hastelloy وAL-6XN، مع توثيق النتائج في تقرير PMI يصبح جزءًا من حزمة بيانات المعدات. وهذا ليس اختياريًا — بل هو ممارستنا القياسية بغض النظر عما إذا كانت مواصفات العميل تتطلب ذلك أم لا.
متطلبات تشطيب الأسطح والتحقق منها
| فئة تشطيب الأسطح | قيمة Ra | طريقة القياس | التطبيق |
|---|---|---|---|
| كما هي بعد اللحام (الجزء الداخلي لوعاء المعالجة) | 3.2–6.3 ميكرومتر (125–250 ميكرون) | جهاز قياس التضاريس السطحية | معدات العمليات الكيميائية العامة |
| مصقول ميكانيكيًا (ما يعادل 2B) | 0.8–1.6 ميكرومتر (32–63 ميكرون) | جهاز قياس الملامح | الأغذية والمشروبات؛ المستحضرات الصيدلانية العامة |
| مصقول كهربائيًا (للاستخدامات الصيدلانية) | 0.4–0.5 ميكرومتر (16–20 ميكرون) كحد أقصى | جهاز قياس الملامح وفقًا لمعيار ASME BPE SF4 | مفاعلات توليف المواد الفعالة (API)؛ أنظمة مياه الصيدلة (WFI) |
| مصقول كهربائياً (عالي النقاء) | 0.2–0.3 ميكرومتر (8–12 ميكرون) كحد أقصى | جهاز قياس الملامح وفقًا لمعيار ASME BPE SF6 | معدات تصنيع أشباه الموصلات |
| مصقول ومصقول بالرمل (خارجي) | 3.2–6.3 ميكرومتر (125–250 ميكرون) | مقارنة بصرية | التحضير القياسي للأسطح الخارجية |
كيف تسير عملية التصنيع حسب الطلب للمصنعين الأصليين (OEM) في MWalloys؟
إن فهم سير العمل الكامل للمشروع بدءًا من الاستفسار الأولي وحتى تسليم المعدات يساعد عملاء الشركات المصنعة للمعدات الأصلية (OEM) على تخطيط جداول مشاريعهم، وتخصيص موارد المراجعة، ووضع توقعات واقعية فيما يتعلق بمعدات CRA المصنعة حسب الطلب.
سير عمل مشروع MWalloys OEM
المرحلة الأولى: الدراسة الفنية وتحديد المتطلبات (الأيام 1–5):
يقدم العميل أوراق بيانات العملية ومواصفات المعدات أو الرسومات التخطيطية. ويقوم فريق الهندسة في MWalloys بمراجعة شروط العملية (درجة الحرارة، والضغط، والخصائص الكيميائية للسوائل، ومعدلات التدفق)، وتحديد بنود قواعد ASME ذات الصلة، والتأكد من اختيار السبائك المناسبة، وإعداد عرض تقني يتضمن رسمًا تخطيطيًا أوليًا للمعدات، وجدول التسليم التقديري، والأسعار التجارية.
المرحلة الثانية — العقود والأعمال الهندسية (من اليوم الخامس إلى اليوم الخامس والعشرين، حسب درجة التعقيد):
بعد توقيع العقد، يقوم فريقنا الهندسي بإجراء حسابات التصميم التفصيلية وفقًا للجزء الثامن من معايير ASME، وحسابات أحمال الفوهات وفقًا لمعايير أحمال الفوهات المعمول بها (WRC 107/297 أو FEA)، وإعداد تقرير تصميم المصنع (MDR)، ورسم مخططات التصنيع التفصيلية التي تتضمن جميع الأبعاد وتفاصيل اللحام وملاحظات الفحص. يتم تضمين مراجعة العميل للوثائق الهندسية قبل بدء التصنيع.
المرحلة الثالثة: شراء المواد وفحص الواردات (الأيام 15–35):
يتم طلب الألواح والأنابيب والتجهيزات والفلنجات ومواد التثبيت من مصانع مؤهلة حاصلة على شهادات AMS أو ASTM. ويشمل فحص المواد الواردة التحقق من الأبعاد، والتحليل الميكانيكي (PMI) لكل لوح وتجهيز، ومراجعة تقارير اختبار المواد لمقارنتها بمتطلبات المواصفات، وإخطار قسم المشتريات (AI) باستلام المواد.
المرحلة الرابعة: التصنيع (من اليوم 25 إلى اليوم 90 حسب درجة التعقيد):
تتم عمليات القطع والتشكيل والتركيب واللحام وما بعد اللحام وفقًا لرسومات التصنيع المعتمدة ووثائق إجراءات اللحام (WPS) المعتمدة. ويتم الالتزام بنقاط التوقف التي يحددها المفتش المعتمد (AI) — حيث يجب على المفتش المعتمد (AI) أن يشهد على جميع مراحل الفحص المطلوبة ويوقع عليها قبل المضي قدمًا في العمل بعد كل نقطة توقف. ويقوم مفتشو مراقبة الجودة الداخليون في MWalloys بإجراء فحص مستمر أثناء العملية بين نقاط التوقف التي يحددها المفتش المعتمد (AI).
المرحلة الخامسة: الفحص والاختبار (الأيام 80–110):
يتم إجراء جميع اختبارات الكشف غير التدميري (RT، UT، PT حسب الاقتضاء)، وفحص الأبعاد، والتحقق من معدن اللحام باستخدام تقنية PMI، بالإضافة إلى اختبار الضغط الهيدروستاتيكي الإلزامي. ويشهد مسؤول من شركة AI اختبار الضغط. ويتم إصلاح أي عيوب يتم اكتشافها خلال اختبارات الكشف غير التدميري وفقًا لإجراءات الإصلاح المعتمدة، ثم يتم إعادة فحصها.
المرحلة السادسة: التوثيق والتسليم (الأيام 100–120):
يتم ملء "تقرير بيانات المصنع" (النموذج U-1 أو U-1A للمبادلات الحرارية) وتوقيعه من قِبل كل من "مهندس التصديق" التابع لشركة MWalloys و"المفتش المعتمد". يتم تجميع حزمة الوثائق الكاملة — بما في ذلك جميع تقارير بيانات المصنع وسجلات اللحام وتقارير الاختبار غير التدميري وسجلات تحليل العناصر الأولية وتقارير فحص الأبعاد وشهادة اختبار الضغط — وتسليمها مع المعدات. يتم تسجيل الوعاء لدى المجلس الوطني لمفتشي الغلايات وأوعية الضغط.
القدرات الهندسية وبرامج التصميم
يستخدم فريقنا الهندسي أدوات برمجية تصميم معترف بها لإجراء حسابات تصميم أوعية الضغط وفقًا لمعايير ASME:
| أداة هندسية | التطبيق |
|---|---|
| COMPRESS (كودوير) | حسابات تصميم الأوعية وفقًا للجزء الثامن من القسم الأول والثاني من معايير ASME |
| PVElite (هيكساغون بي بي إم) | منصة بديلة لحسابات تصميم أوعية الضغط وفقًا لمعايير ASME |
| أوتوكاد وسوليد ووركس | رسومات التصنيع التفصيلية ثنائية وثلاثية الأبعاد |
| سيزار 2 | تحليل مرونة الأنابيب والإجهاد وفقًا لمعيار ASME B31.3 |
| التحليل العنصري (ANSYS) | أحمال معقدة على الفوهات، هندسة غير قياسية، تصميم من الفئة 2 |
| HTRI (مجموعة Xchanger) | التصميم الحراري والهيدروليكي للمبادل الحراري |
| FLARENET / PIPESIM | محاكاة نظام الأنابيب لتصميم المنصات |
كيف تقارن المعدات المصنوعة من مادة "هاستيلوي" و"AL-6XN" من حيث التكلفة الإجمالية للملكية؟
إن الزيادة في التكلفة الرأسمالية لمعدات «هاستيلوي» أو «AL-6XN» مقارنةً بمعدات الفولاذ الكربوني أو الفولاذ المقاوم للصدأ 316L هي حقيقة واقعة، ويجب تبريرها من خلال تحليل كمي للتكلفة الإجمالية للملكية. ونحن نساعد العملاء باستمرار في إعداد هذا التحليل عندما تتساءل لجان ميزانية مشاريعهم الرأسمالية عن سبب هذه الزيادة في تكلفة السبائك.
إطار مقارنة تكاليف الملكية
| فئة التكلفة | فولاذ كربوني (مبطّن بالفولاذ 316L) | هيكل متين من طراز AL-6XN | هيكل مصنوع من مادة هاستيلوي C276 الصلبة |
|---|---|---|---|
| التكلفة الأولية لرأس المال (السفينة، بعد التركيب) | خط الأساس (1.0×) | 1.8–2.5× | 3.5–5.0× |
| العمر التشغيلي المتوقع في بيئة شديدة التآكل | 3–7 سنوات قبل حدوث عطل أو استبدال البطانة | 15–25 سنة | 20–30+ سنة |
| تكلفة الصيانة السنوية (الفحص والإصلاح) | فحص وإصلاح البطانة العلوية | منخفضة | منخفضة جداً |
| تكلفة التوقف غير المخطط له الناجم عن الأعطال الناتجة عن التآكل | مرتفع — عادةً ما يتراوح بين 2 و5 أضعاف تكلفة استبدال السفينة | منخفضة جداً | خدمة متميزة لا تشوبها شائبة |
| التخلص من النفايات / معالجة الأضرار البيئية في حالة حدوث عطل | مخاطر تنظيمية كبيرة | لا ينطبق | لا ينطبق |
| فرق أقساط التأمين | أعلى بالنسبة للمعدات ذات احتمالية العطل العالية | أقل | الأقل |
| التكلفة السنوية على مدى فترة التحليل البالغة 20 عامًا | عادةً ما يكون الأعلى | الوسط | عادةً ما يكون أدنى مستوى في كل سنة من سنوات الإنتاج |
تُظهر مقارنة التكاليف السنوية في الغالب تفضيل استخدام Hastelloy C276 أو AL-6XN على الأوعية المبطنة بالفولاذ الكربوني في البيئات شديدة التآكل. الوعاء الذي يكلف 4 أضعاف السعر ولكنه يدوم 5 أضعاف المدة له تكلفة رأسمالية سنوية أقل بمقدار 25% قبل احتساب تكاليف الصيانة والتفتيش والإغلاق غير المخطط لها الأقل بكثير لتصميم السبائك المقاومة للتآكل.
يمكننا إعداد تحليل مخصص لتكلفة الملكية الإجمالية لأي مواصفات للمعدات بناءً على الطلب. ويكتسب هذا التحليل أهمية خاصة عند عرض الفارق في تكلفة مادة هاستيلوي (Hastelloy) على لجان تخصيص الموارد المالية التي تقيّم الطلبات على أساس التكلفة الأولية دون الأخذ في الاعتبار سياق التكلفة الكاملة على مدار دورة الحياة.
هاستيلوي C276 مقابل AL-6XN — دليل اختيار التكلفة والأداء
| العامل | المزايا التي تتمتع بها طراز AL-6XN | المزايا التي تتمتع بها مادة هاستيلوي C276 |
|---|---|---|
| التكلفة الرأسمالية | السعر الأدنى (40–50% ناقص تكلفة المواد) | قد يكون السعر الأعلى مبرراً نظراً لعمر الاستخدام الأطول |
| متوسط شدة التآكل | متوسط (مياه البحر، الأحماض المخففة، محاليل الكلوريد الملحية) | شديدة (حمض الهيدروكلوريك، حمض الهيدروفلوريك، الكلوريدات المركزة، الغاز الحامض) |
| التركيز الأقصى للكلوريد | أقل من 50,000 جزء في المليون عند درجة حرارة معتدلة | عندما يتجاوز التركيز 50,000 جزء في المليون، أو في حالة ارتفاع درجة الحرارة مع وجود الكلوريدات |
| درجة حرارة التشغيل | أقل من 150 درجة مئوية | 150–371 درجة مئوية |
| حالات فشل المواد السابقة | فشل استخدام الفولاذ 316L/304؛ AL-6XN كبديل محسّن | فشلت كل من 316L و«دوبلكس» وAL-6XN |
| الاعتراف التنظيمي | قبول واسع النطاق من الجهات التنظيمية؛ معترف بها من قِبل إدارة الغذاء والدواء الأمريكية (FDA) والمعايير الأمريكية (USP) | شهادة تأهيل كاملة من ASME و NACE |
| توافر المواد والتجهيزات | جيد — متوفر بكثرة | جيد — متوفر على نطاق واسع لدى الموزعين المتخصصين |
| سهولة اللحام | قابلية لحام ممتازة | قابلية لحام جيدة |
| قاعدة الخبرات في MWalloys | واسعة النطاق | واسعة النطاق |
ما هي حزم الوثائق والشهادات التي تصاحب المعدات المصنعة من MWalloys؟
يتم تسليم كل قطعة من معدات الضغط الحاصلة على شهادة ASME والتي تصنعها شركة MWalloys مصحوبة بمجموعة شاملة من الوثائق. وتُعد هذه المجموعة السجل الدائم للمعدات طوال فترة تشغيلها — حيث يُرجع إليها أثناء عمليات الفحص، وتقييم صلاحية الإصلاح، وتجديد التراخيص التنظيمية، ونقل ملكية المعدات.
حزمة وثائق التجهيزات القياسية
| المستند | المحتوى | الأساس التنظيمي |
|---|---|---|
| تقرير بيانات المصنع وفقًا لمعايير ASME (U-1 أو U-1A) | ضغط العمل الأقصى المقدر (MAWP)، ضغط الاختبار الهيدروليكي، درجة الحرارة التصميمية، مواصفات المواد، ملخص اختبارات الكشف غير التدميري (NDE)، بصمة الذكاء الاصطناعي (AI) | القسم الثامن من معايير ASME؛ المجلس الوطني |
| شهادة التسجيل الصادرة عن المجلس الوطني | رقم التسجيل الوطني المخصص للسفينة | المجلس الوطني لمفتشي الغلايات والأوعية الضغطية |
| تقرير تصميم الشركة المصنعة | حسابات التصميم وفقًا للجزء الثامن من معايير ASME (الضغط، وتقوية الفوهات، ومواصفات الحواف) | القسم الثامن من الجمعية الأمريكية للمهندسين والميكانيكيين |
| تقارير اختبار المواد | تحليل كيميائي وميكانيكي شامل لكل لوح وأنبوب ووصلة وفلنجة ومثبت | مواصفات المواد وفقًا لمعايير ASTM/ASME |
| تقارير مؤشر مديري المشتريات | نتائج التحليل بالأشعة السينية (XRF) لكل قطعة من المعادن الأساسية والتحقق من بعض طبقات اللحام | مواصفات العميل؛ الممارسات الهندسية السليمة |
| خريطة اللحام وسجل اللحام | يحدد كل لحام برقم؛ ويسجل هوية عامل اللحام، ووثيقة إجراءات اللحام (WPS) المستخدمة، ونتائج الفحص غير التدميري (NDE) لكل لحام | القسم التاسع من ASME؛ القسم الثامن |
| مواصفات إجراءات اللحام (WPS) | وثائق الإجراءات المعتمدة لكل عملية لحام ومجموعة من المعادن الأساسية المستخدمة | القسم التاسع من الجمعية الأمريكية للمهندسين والميكانيكيين |
| سجلات تأهيل الإجراءات (PQR) | سجلات الاختبار التي تثبت أن كل نموذج إعداد اللحام (WPS) مدعوم ببيانات اختبار مؤهلة | القسم التاسع من الجمعية الأمريكية للمهندسين والميكانيكيين |
| مؤهلات أداء عمال اللحام | سجلات التأهيل الحالية لكل عامل لحام عمل على السفينة | القسم التاسع من الجمعية الأمريكية للمهندسين والميكانيكيين |
| تقارير تجارب الاقتراب من الموت | أفلام التصوير بالأشعة السينية أو صور الأشعة السينية الرقمية، وسجلات فحوصات الموجات فوق الصوتية، وتقارير التصوير المقطعي — موقعة من قبل أخصائي فحص غير تدميري معتمد من المستوى الثاني أو الثالث | القسم الخامس من معايير ASME؛ القسم الثامن |
| شهادة الاختبار الهيدروستاتيكي | ضغط الاختبار المطبق، مدة الانتظار، توقيع الشاهد المعتمد، التاريخ | القسم الثامن من معايير ASME، UG-99 |
| تقرير فحص الأبعاد | مقارنة جميع الأبعاد الحرجة بين الوضع الفعلي والرسومات؛ مسح اتجاه الفوهات | رسم العميل؛ التفاوتات المسموح بها وفقًا لمعايير ASME |
| اختبار أداء المبادل الحراري (إن أمكن) | نتائج اختبار الأداء الحراري الموثقة | الموضوع: متطلبات العميل |
| وثائق الامتثال لمعايير ASME BPE (الصيدلة) | قياسات تشطيب الأسطح، وسجلات فحص اللحامات المدارية | ASME BPE |
| وثائق علامة CE (المشاريع الأوروبية) | تقييم المطابقة لتوجيه معدات الضغط (PED) 2014/68/EU | اللائحة الأوروبية رقم 2014/68/EU |
شروط التوريد العالمية لشركة MWalloys للمصنعين الأصليين للمعدات، ومواعيد التسليم، ومعلومات الطلب
تم تصميم شركة MWalloys لتقديم خدماتها لعملاء مصنعي المعدات الأصلية (OEM) ومقاولي الهندسة والمشتريات والبناء (EPC) ومشغلي المصانع وشركات الهندسة في جميع أنحاء العالم، من خلال تصنيع معدات معالجة مخصصة ومعتمدة من مادة هاستيلوي (Hastelloy) و AL-6XN.
شروط المشاريع والطلبات
| المصطلح | التفاصيل |
|---|---|
| الحد الأدنى لكمية الطلب | لا يوجد حد أدنى — بدءًا من قطعة واحدة من المعدات المخصصة وصولاً إلى عقود الإنتاج متعددة الوحدات |
| المدة الزمنية القياسية للمشروع | 30–60 يومًا للأوعية البسيطة؛ 60–90 يومًا للمبادلات الحرارية؛ 90–120 يومًا للأعمدة المعقدة والوحدات المتحركة |
| مدة التسليم السريعة | 20–45 يومًا للتصاميم المبسطة المصنوعة من المواد المتوفرة في المخزون (يرجى التأكد من إمكانية التنفيذ عند الاستفسار) |
| شروط الدفع (الطلب الأول) | التحويل المصرفي (T/T): 30% عند توقيع العقد؛ 40% عند بلوغ مرحلة شراء المواد؛ 30% قبل الشحن |
| شروط العملاء الدائمين | الفوترة على أساس التقدم المحرز وفقًا للمراحل المتفق عليها؛ الدفع خلال 30 يومًا من تاريخ الفاتورة النهائية |
| خطابات الاعتماد | يُقبل للطلبات التي تزيد قيمتها عن 100,000 دولار أمريكي |
| مراجعة الوثائق الهندسية | تم تضمين فترات مراجعة العملاء في الجدول الزمني — عادةً ما تكون 5 أيام عمل لكل جولة تقديم |
| الضمان | 12 شهراً من تاريخ الشحن ضد عيوب التصنيع؛ أما المواد فهي مشمولة بضمانات الشركة المصنعة |
الشحن الدولي وتسليم المعدات
| طريقة الشحن | نوع المعدات | مدة العبور | الملاحظات |
|---|---|---|---|
| الشحن البحري (حاوية كاملة) | جميع المعدات الكبيرة — الأوعية والأعمدة والمبادلات الحرارية | 15–45 يومًا حسب الوجهة | المعيار المطبق على المعدات التي يزيد وزنها عن 5,000 كجم |
| الشحن البحري (شحنة مجمعة) | المعدات الصغيرة، مجموعات المنصات | 20–50 يومًا | بالنسبة للمعدات التي تكون أحجامها أصغر من أن تكون مجدية اقتصاديًا عند شحنها في حاويات كاملة |
| الشحن الجوي | المكونات الصغيرة الحيوية، قطع الغيار العاجلة | 2–5 أيام | تكلفة عالية؛ يُستخدم في الحالات الطارئة فقط |
| النقل البري / الشحن البري (الإقليمي) | العملاء الإقليميون داخل القارة | 3–10 أيام | متوفر في أمريكا الشمالية وأوروبا |
| البضائع الخاصة بالمشاريع / الشحنات الثقيلة | المعدات الضخمة التي تتطلب وسائل نقل خاصة | وفقًا لخطة اللوجستيات الخاصة بالمشروع | التنسيق في مرحلة تقديم العرض |
شروط التسليم المتاحة: EXW، FCA، FOB، CFR، CIF، CIP، DAP، DDP — يتم اختيارها بما يتناسب مع متطلبات العميل في مجال لوجستيات الاستيراد والتأمين.
الأسواق الجغرافية التي نخدمها
تقوم شركة MWalloys بتصنيع وتوريد معدات مصنوعة من معدن هاستيلوي (Hastelloy) و AL-6XN حسب الطلب إلى عملاء في أكثر من 50 دولة في جميع المناطق الصناعية الرئيسية:
| المنطقة | القطاعات الرئيسية للعملاء |
|---|---|
| أمريكا الشمالية (الولايات المتحدة الأمريكية، كندا، المكسيك) | المعالجة الكيميائية، الصناعات الدوائية، النفط والغاز، تحلية المياه، الطاقة |
| أوروبا (ألمانيا، هولندا، المملكة المتحدة، فرنسا، إيطاليا، الدول الاسكندنافية) | مصنعو المعدات الأصلية في مجال الكيماويات، الصناعات الدوائية، المنشآت البحرية، توليد الطاقة |
| الشرق الأوسط (المملكة العربية السعودية، الإمارات العربية المتحدة، قطر، الكويت، عمان) | البتروكيماويات، وتحلية المياه، ومعالجة النفط والغاز |
| آسيا والمحيط الهادئ (سنغافورة، الصين، كوريا الجنوبية، اليابان، أستراليا، الهند) | الكيماويات، الأدوية، الغاز الطبيعي المسال، تحلية المياه، المنشآت البحرية |
| أمريكا اللاتينية (البرازيل، المكسيك، كولومبيا، تشيلي) | التعدين، النفط والغاز، المعالجة الكيميائية |
| أفريقيا (مصر، نيجيريا، جنوب أفريقيا، أنغولا) | النفط والغاز، التعدين، معالجة المياه |
هل أنت مستعد لبدء مشروع التصنيع حسب الطلب الخاص بك؟
اتصل بشركة MWalloys اليوم للحصول على استشارة فنية وعرض أسعار للمشروع. يرد فريقنا الهندسي على جميع الاستفسارات المتعلقة بتصنيع المعدات في غضون يوم عمل واحد، مع تقديم ملاحظات فنية أولية وإرشادات بشأن الجدول الزمني. أرسل ورقة بيانات العملية أو مواصفات المعدات أو الرسم التخطيطي لبدء العمل — فنحن نتولى الجانب الهندسي بدءًا من مرحلة التصور وحتى التسليم المعتمد.
البريد الإلكتروني: sales@mwalloys.com | الاستفسارات العالمية: +8618538321502.
الأسئلة الشائعة حول تصنيع المعدات المخصصة من مادة هاستيلوي و AL-6XN
1: ما الفرق بين القسم الثامن، القسم الأول والقسم الثاني من معيار ASME فيما يتعلق بأوعية الضغط المصنوعة من مادة هاستيلوي؟
يستخدم القسم الثامن، الفصل الأول من معايير ASME أساليب تصميم متحفظة قائمة على القواعد مع حدود إجهاد مسموح بها أقل (عادةً ما تكون UTS/3.5 في درجة حرارة الغرفة)، بينما يستخدم الفصل الثاني حدود إجهاد مسموح بها أعلى (UTS/2.4) مع متطلبات تحليل أكثر صرامة بما في ذلك تقييم الإجهاد واختبار الضغط الإلزامي — بالنسبة لـ Hastelloy C276، يسمح القسم 1 بحوالي 23.3 كيلو باسكال (ksi) ويسمح القسم 2 بحوالي 33.5 كيلو باسكال (ksi) في درجة حرارة الغرفة، مما يتيح جدرانًا أرق ومعدات أخف وزنًا على حساب هندسة أكثر شمولاً. ويتمثل الأثر العملي في أن الفئة 1 هي المعيار المتبع لمعظم معدات المعالجة، لأن نهجها المتحفظ يتطلب وثائق هندسية أقل ويحظى بقبول جميع الجهات التنظيمية. أما الفئة 2 فتُحدد عندما يؤدي الجمع بين الضغط العالي والقطر الكبير إلى سماكات للجدار في الفئة 1 تكون غير عملية — إما لكونها سميكة جدًا بحيث يتعذر درفلتها ولحامها، أو ثقيلة جدًا بحيث لا تتحملها الهيكل الداعم. بالنسبة لأوعية Hastelloy، فإن تكلفة السبائك الباهظة تعني أن تصميم الجدران الأرق في القسم 2 يمكن أن يحقق وفورات كبيرة في تكلفة المواد للأوعية الكبيرة عالية الضغط، والتي تعوض عن تكلفة الهندسة الأعلى. تصمم MWalloys وفقًا لكل من القسم 1 والقسم 2 اعتمادًا على شروط التصميم المحددة وتفضيلات العميل، ويمكننا إجراء تحليل مقارن للتوصية بالقسم الذي ينتج التصميم الأكثر اقتصادية لمجموعة معينة من شروط العملية.
2: كيف يقارن الفولاذ المقاوم للصدأ AL-6XN بالفولاذ المقاوم للصدأ 904L و2205 المزدوج في استخدامات معدات العمليات الكيميائية؟
يتفوق AL-6XN (N08367) على كل من 904L (N08904) و2205 المزدوج (S32205) في مقاومة التآكل النقطي والتآكل الشقي الناتج عن الكلوريد، حيث يبلغ مؤشر PREN حوالي 47–52 مقارنةً بقيمة تبلغ حوالي 36 لـ 904L و34–36 لـ 2205، مما يجعل AL-6XN مناسبًا للاستخدام في مياه البحر والعمليات التي تحتوي على نسبة عالية من الكلوريد حيث يتعرض كل من 904L و2205 للتآكل النقطي والتآكل الشقي. من الواضح أن التسلسل الهرمي لمقاومة البيئات المحتوية على الكلوريد هو كالتالي: 2205 أقل من 904L أقل من AL-6XN أقل من Hastelloy C276 من حيث مؤشر PREN والأداء الميداني الموثق. بالنسبة لتطبيقات مياه البحر المخففة في درجة حرارة الغرفة، قد يعمل كل من 2205 و904L بشكل ملائم. ومع ارتفاع درجة حرارة مياه البحر فوق 40 درجة مئوية، أو زيادة تركيز الكلوريد، أو وجود شقوق في تصميم المعدات، تصبح تفوق AL-6XN ملحوظة وموثقة في اختبارات التآكل المنشورة. يتمتع Duplex 2205 بقوة خضوع أعلى من AL-6XN (450 ميجا باسكال كحد أدنى مقابل 310 ميجا باسكال)، مما يسمح بجدران أرق، ولكن هذه الميزة في القوة يقابلها تعرض 2205 بشكل أكبر للتشقق الناتج عن الإجهاد والتآكل بالكلوريد — حيث أن البنية الأوستنيتية FCC لـ AL-6XN أكثر مقاومة بطبيعتها للتشقق الناتج عن الإجهاد والتآكل بالكلوريد (SCC) مقارنة بالبنية المجهرية ثنائية الطور للـ 2205. بالنسبة للمعدات التي تعمل عند درجات حرارة تزيد عن 300 درجة مئوية، تُستبعد السبائك المزدوجة من معظم قواعد التصميم بسبب مخاوف من التقصف عند 475 درجة مئوية، بينما يظل AL-6XN مؤهلاً وفقًا للقواعد حتى 316 درجة مئوية.
3: هل تستطيع شركة MWalloys تصنيع معدات تجمع بين الأغلفة المصنوعة من مادة Hastelloy C276 والأنابيب المصنوعة من مادة AL-6XN في مبادل حراري؟
نعم! تقوم شركة MWalloys بشكل روتيني بتصنيع مبادلات حرارية من سبائك مختلفة، حيث تستخدم أغلفة من Hastelloy C276 وأنابيب من AL-6XN (أو العكس)، عندما تختلف درجة تآكل السوائل الصناعية على جانب الغلاف عن تلك الموجودة على جانب الأنابيب، حيث يتم تخصيص السبيكة الأكثر مقاومة للتآكل للجانب الذي يحتوي على السائل الأكثر تآكلًا، ويتم ربط السبيكتين من خلال لحامات انتقالية مصممة بعناية باستخدام معدن حشو Inconel 625 (ERNiCrMo-3). يتمثل التحدي الهندسي الرئيسي في تصميم المبادلات الحرارية المصنوعة من سبائك مختلفة في الاختلاف في معدل التمدد الحراري بين السبيكتين — حيث يتمدد Hastelloy C276 بمعدل 11.2 ميكرومتر/متر·درجة مئوية بينما يتوسع AL-6XN بمعدل 15.7 ميكرومتر/م·درجة مئوية، مما يخلق معدل تمدد تفاضلي يبلغ 40%. بالنسبة لتصميمات الألواح الأنبوبية الثابتة، يخلق هذا التفاوت ضغطًا حراريًا كبيرًا على اللوح الأنبوبي ووصلات الأنابيب أثناء التغيرات المؤقتة في درجة الحرارة. يقوم فريقنا الهندسي بتقييم ما إذا كان تصميم صفيحة الأنابيب الثابتة قابلاً للتطبيق حرارياً لنطاق درجات حرارة التشغيل المحدد أو ما إذا كان يجب استخدام تكوينات الأنابيب على شكل حرف U أو الرأس العائم لاستيعاب الحركة التفاضلية. تستخدم تأهيل إجراءات اللحام لوصلات الأنابيب بألواح الأنابيب المصنوعة من سبائك مختلفة حشو ERNiCrMo-3 (Inconel 625)، الذي يوفر توافقًا مناسبًا لمقاومة التآكل مع كل من المعادن الأساسية وهو راسخ في تجميع أرقام P من القسم IX من ASME لهذه التركيبة. تخضع جميع اللحامات المعدنية غير المتجانسة لفحص الاختراق السائل 100% ويتم تضمينها في برنامج التحقق PMI.
4: ما هو الحد الأدنى لسمك الجدار لأوعية الضغط المصنوعة من مادة هاستيلوي C276 وفقًا للجزء الثامن من معايير ASME؟
يحدد القسم الثامن، الفصل الأول من معايير ASME أن السماكة الدنيا لجدار الوعاء هي 1/16 بوصة (1.6 مم)، باستثناء احتياطي التآكل، بالنسبة لأوعية الضغط غير المُشعلة، ولكن التصميم العملي لأوعية الضغط المصنوعة من Hastelloy C276 يستخدم عادةً سماكة لا تقل عن 6-8 مم لضمان الصلابة الهيكلية للأوعية التي يزيد قطرها عن 300 مم، مع حساب السماكة المطلوبة من خلال المعادلة t = PR/(SE-0.6P) باستخدام قيم الإجهاد المسموح به S وفقًا لمعايير ASME للسبائك المحددة ودرجات الحرارة المحددة. يعتمد السُمك المطلوب المحسوب على ضغط التصميم (P)، ونصف القطر الداخلي (R)، والإجهاد المسموح به وفقًا لمعايير ASME (S = 23.3 كيلو باسكال في درجة حرارة الغرفة للصفائح C276)، وكفاءة الوصلة (E = 1.0 للوصلات الملحومة بالتناكب التي تم فحصها بالأشعة السينية من النوع 100%، و0.85 للوصلات التي تم فحصها بالنقاط). مثال عملي: بالنسبة لوعاء Hastelloy C276 بقطر داخلي 600 مم مصمم لـ 30 بار عند 150 درجة مئوية، يُحسب سمك الغلاف المطلوب بحوالي 5.8 مم باستخدام قواعد القسم 1 مع 100% RT (E = 1.0)، والإجهاد المسموح به وفقًا لـ ASME عند 150 درجة مئوية يبلغ حوالي 143 ميجا باسكال (20.7 كيلو باسكال). عادةً ما تكون هامش التآكل لـ Hastelloy C276 في الخدمة المؤهلة صفرًا — يتم اختيار السبيكة على وجه التحديد لأنها لا تتآكل بمعدلات قابلة للقياس في الخدمة المقصودة، لذا فإن إضافة هامش تآكل سيمثل سوء فهم لسلوك المادة. يقوم فريق الهندسة في MWalloys بإجراء حسابات ASME القسم الثامن الكاملة لكل وعاء نقوم بتصنيعه، ويتم تضمين هذه الحسابات في تقرير تصميم الشركة المصنعة الذي يرافق المعدات.
5: هل تقدم شركة MWalloys خدمات تصنيع متوافقة مع معيار ASME BPE لمعدات العمليات الصيدلانية؟
نعم، تقوم شركة MWalloys بتصنيع أوعية الضغط والمفاعلات وأنظمة الأنابيب المتوافقة مع معيار ASME BPE (معيار معدات المعالجة الحيوية) من مادتي Hastelloy C276 وAL-6XN، وذلك لاستخدامها في تصنيع المكونات الصيدلانية النشطة (API)، والتخمير، والتنقية، وخدمات المرافق، مع أسطح داخلية مصقولة كهربائيًا إلى Ra 0.4–0.5 ميكرومتر، وتأهيل اللحام المداري، وحزم الوثائق الشاملة المطلوبة لتأهيل المعدات (IQ/OQ/PQ). ASME BPE هو معيار تكميلي يُطبق بالإضافة إلى القسم الثامن من ASME فيما يتعلق بمعدات العمليات الصيدلانية — فهو لا يحل محل مدونة أوعية الضغط، بل يضيف متطلبات خاصة بالمعالجة الحيوية، بما في ذلك مواصفات تشطيب الأسطح (درجات SF)، ومتطلبات اللحام مع فحص قسائم محسّن، وحسابات متطلبات الصرف (التحقق من المنحدر)، ومتطلبات توثيق المواد، والتفاوتات الأبعاد للوصلات الصحية. يتضمن برنامج التصنيع المتوافق مع BPE لدينا: أدوات مخصصة لمواد CRA لمنع التلوث؛ لحام GTAW مداري مع إجراءات لحام مداري مؤهلة وفقًا لـ BPE؛ فحص اللحام الداخلي 100% مع فحص بالمنظار الداخلي وتوثيق فوتوغرافي؛ الصقل الكهربائي وفقًا لمتطلبات تشطيب الأسطح ASME BPE مع شهادات قياس Ra؛ التخميل وفقًا لـ ASTM A967 أو SEMI F19؛ وحزمة الوثائق الكاملة التي تتطلبها فرق التحقق من صحة المعدات الصيدلانية لبروتوكولات IQ الخاصة بهم. اتصل بفريق المعدات الصيدلانية لدينا لمناقشة متطلبات الامتثال الخاصة بك لمعايير BPE.
6: ما هي المدة الزمنية اللازمة لتصنيع وعاء ضغط مخصص من مادة هاستيلوي C276 من شركة MWalloys؟
تتراوح المدة الزمنية القياسية لتصنيع وعاء ضغط مخصص من مادة هاستيلوي C276 معتمد من ASME لدى MWalloys بين 60 و90 يومًا من تاريخ توقيع العقد، وذلك بالنسبة للأوعية التي يتراوح قطرها بين 500 مم و2000 مم وتكون ضغوطها التصميمية أقل من 100 بار، بينما تتطلب الأوعية الأكبر حجمًا أو الأكثر تعقيدًا 90-120 يومًا، ويمكن إنتاج الأوعية الصغيرة البسيطة في غضون 30-45 يومًا من المواد المتوفرة في المخزون. تتألف مدة التنفيذ من المراحل التالية: الموافقة على الوثائق الهندسية ووثائق العميل (10–15 يومًا)، وشراء المواد (10–20 يومًا من مصانعنا المعتمدة)، التصنيع (20-45 يومًا حسب التعقيد وحجم العمل في الورشة)، الفحص والاختبار بما في ذلك نقاط التوقف الخاصة بالذكاء الاصطناعي (7-14 يومًا)، وإعداد الوثائق والشحن (5-7 أيام). يمكن للعملاء تقليل إجمالي مدة التسليم من خلال توفير أوراق بيانات ومواصفات عملية كاملة ونهائية عند الطلب، وتقليل دورات المراجعة الهندسية إلى الحد الأدنى، واختيار تكوينات الفوهات القياسية بدلاً من التوجهات المخصصة التي تتطلب هندسة إضافية. بالنسبة لمتطلبات استبدال الأوعية العاجلة، نحتفظ بمخزون من ألواح Hastelloy C276 بالسماكات الأكثر شيوعًا (6 مم، 8 مم، 10 مم، 12 مم) مما يسمح لنا ببدء القطع فورًا عند توقيع العقد بينما يتم تطوير الوثائق الهندسية بالتوازي، مما قد يقلل من المدة الزمنية إلى 40–55 يومًا للتكوينات القياسية. اتصل بفريق المشروع لدينا مع مواصفات الوعاء الخاصة بك للحصول على التزام دقيق وحديث بالمدة الزمنية.
7: كيف تقوم شركة MWalloys بتحديد إجراءات اللحام الخاصة بمواد Hastelloy و AL-6XN وفقًا للجزء التاسع من معايير ASME؟
تقوم شركة MWalloys بتأهيل إجراءات اللحام الخاصة بتصنيع معادن هاستيلوي (Hastelloy) و AL-6XN من خلال إعداد واختبار سجلات تأهيل الإجراءات (PQR) وفقًا لمتطلبات القسم التاسع من ASME، والتي تتضمن اللحام والاختبار التدميري لعينات اختبار تمثيلية تثبت أن WPS المقترحة تنتج لحامات تستوفي معايير القبول في الاختبارات الميكانيكية واختبارات الانحناء، مع إشراف المفتش المعتمد على جميع الاختبارات واعتمادها. تتضمن عملية تأهيل الإجراءات وفقًا للجزء التاسع من معايير ASME لمواد Hastelloy C276 (رقم P 45) و AL-6XN (رقم P 8 أو مؤهلة بموجب تصنيف UNS محدد) ما يلي: لحام عينات اختبارية بنفس تكوين الوصلة ووضعها ونطاق سماكة المادة التي ستغطيها وثيقة إجراءات اللحام (WPS)؛ إجراء فحص إشعاعي لعينة الاختبار للتحقق من سلامة اللحام الداخلية؛ قطع عينات الشد من القسيمة واختبارها للتحقق من أن قوة الشد للمفصل تفي بالحد الأدنى للمعايير؛ إجراء اختبارات الانحناء الموجهة للتحقق من ليونة اللحام؛ وتوثيق جميع المتغيرات الأساسية (رقم P للمعدن الأساسي، رقم F للمادة المالئة، العملية، الموضع، PWHT، الدعم) التي يغطيها التأهيل. تحتفظ MWalloys بمكتبة من وثائق WPS المؤهلة التي تغطي جميع تركيبات المواد الشائعة، والعمليات، والمواضع، ونطاقات السماكة التي تصادف في تصنيع أوعية Hastelloy و AL-6XN. بالنسبة للتركيبات غير المعتادة التي لا تغطيها المؤهلات الحالية، نقوم بإعداد وتأهيل إجراءات جديدة كجزء من نطاق المشروع، مع دمج جدول اختبار PQR في الجدول الزمني العام للمشروع.
8: ما هي اختبارات التآكل التي تجريها شركة MWalloys للتحقق من جودة اللحام في منتجات Hastelloy وAL-6XN؟
تجري شركة MWalloys اختبار التآكل بين الحبيبات وفقًا لمعيار ASTM G28 على عينات تأهيل إجراءات اللحام الخاصة بمادة هاستيلوي (Hastelloy)، وذلك للتحقق من أن عملية اللحام وضوابط مدخلات الحرارة تنتج معدن لحام ومناطق متأثرة بالحرارة تتمتع بمقاومة للتآكل تعادل مقاومة المعدن الأساسي، مما يضمن عدم حدوث أي تحسس أو ترسيب لطور ضار أثناء عملية اللحام. تعد طريقة ASTM G28 (الطريقة أ) (اختبار كبريتات الحديديك وحمض الكبريتيك، لمدة 24 ساعة عند درجة الغليان) الاختبار القياسي لفحص التحسس لسبائك النيكل. ويستهدف الاختبار بشكل انتقائي مناطق حدود الحبيبات التي حدث فيها نضوب الكروم نتيجة لترسيب الكربيد — وهي نفس الآلية المسؤولة عن التآكل بين الحبيبات أثناء الاستخدام الميداني. تؤكد مقاطع قسائم منطقة التأثير الحراري (HAZ) لللحام التي تجتاز اختبار ASTM G28 بمعدلات تآكل تساوي أو تقل عن المعدن الأساسي الملدن بالمحلول أن مدخلات حرارة اللحام وضوابط درجة الحرارة بين الممرات كانت فعالة في منع التحسس. بالنسبة لـ AL-6XN، تعد الممارسة E (اختبار الحفر بحمض الأكساليك للفحص) والممارسة B (اختبار كبريتات الحديديك وحمض الكبريتيك) من ASTM A262 طرقًا مكافئة لفحص التحسس. بالإضافة إلى اختبار التآكل لتأهيل الإجراءات، تجري MWalloys اختبار قسائم التآكل للإنتاج بناءً على طلب العميل — حيث يتم قطع القسائم من لوحات اختبار اللحام الإنتاجية جنبًا إلى جنب مع WPS المؤهلة واختبارها للتأكد من أن اللحام الإنتاجي يتوافق مع شروط الإجراء المؤهلة. تعد هذه الطبقة الإضافية من التحقق ذات قيمة خاصة لعملاء مصانع الأدوية والكيماويات الدقيقة الذين تتأثر ظروف عملياتهم حتى بأدنى التغيرات في مقاومة تآكل معدن اللحام.
9: هل تستطيع شركة MWalloys تصنيع معدات من مادة هاستيلوي (Hastelloy) و AL-6XN وفقًا لمتطلبات التوجيه الأوروبي الخاص بمعدات الضغط (PED)؟
نعم. تقوم شركة MWalloys بتصنيع معدات الضغط المصنوعة من مادة هاستيلوي (Hastelloy) و AL-6XN وفقًا لتوجيهات الاتحاد الأوروبي الخاصة بمعدات الضغط (PED) 2014/68/EU، وهو الإطار التنظيمي الذي يحكم تصميم وتصنيع وتقييم مطابقة معدات الضغط التي يتم تسويقها في المنطقة الاقتصادية الأوروبية، وذلك بالاستعانة بهيئة معتمدة خارجية للمعدات من الفئتين الثالثة والرابعة وفقًا لما يقتضيه نظام تصنيف المخاطر الخاص بتوجيه معدات الضغط. عادةً ما يندرج مسار تقييم المطابقة وفقًا لتوجيهات معدات الضغط (PED) الخاصة بأوعية الضغط المصنعة حسب الطلب ضمن الوحدة G (الفحص الفردي) أو الوحدة H (ضمان الجودة) بالنسبة للمعدات من الفئتين الثالثة والرابعة — وهما الفئتان اللتان تشملان معظم أوعية الضغط الصناعية التي تتجاوز عتبات معقولة من حيث الضغط والحجم. بموجب الوحدة G، تقوم هيئة معتمدة من الاتحاد الأوروبي بمراجعة حسابات التصميم، ومراقبة عمليات التصنيع الحرجة، ومراجعة جميع سجلات الاختبار، وإصدار شهادة فحص النوع من الاتحاد الأوروبي التي تسمح بوضع علامة CE على الوعاء النهائي. تنسق MWalloys مباشرة مع الهيئة المُعتمدة التي يختارها العميل — أو توصي بهيئات مُعتمدة مؤهلة من علاقات العمل الراسخة لدينا — لدمج جدول مراجعة الهيئة المُعتمدة في الجدول الزمني للتصنيع دون إحداث أي تأخير. يغطي الملف الفني (حسابات التصميم، وشهادات المواد، وسجلات اللحام، وتقارير الاختبار غير التدميري، وشهادات الاختبار) الذي تم تجميعه أثناء تصنيع ASME U-stamp حوالي 80–90% من الوثائق المطلوبة لمطابقة PED — حيث أن نظامي الجودة متكاملان وليس متعارضان. بالنسبة للمشاريع الأوروبية، اتصل بفريق الهندسة في MWalloys عند بدء المشروع لمناقشة تصنيف فئة مخاطر PED ومسار تقييم المطابقة المناسب قبل تنفيذ العقد.
10: ما هو الدعم الذي تقدمه شركة MWalloys بعد البيع للمعدات المصنوعة من معدن هاستيلوي (Hastelloy) و AL-6XN؟
تقدم شركة MWalloys ضمانًا لمدة 12 شهرًا ضد عيوب التصنيع على جميع المعدات الحاصلة على شهادة ASME، مع توفير دعم فني بعد انتهاء فترة الضمان يشمل الاستشارات المتعلقة بتحليل الأعطال، وتوجيهات بشأن إجراءات اللحام الإصلاحي، ودعم عمليات الفحص الميداني، وتوريد قطع الغيار طوال العمر التشغيلي للمعدات. يشمل برنامج الدعم ما بعد البيع لدينا ما يلي: الرد على مطالبات الضمان في غضون 24 ساعة من الإخطار الكتابي، مع إرسال فريق الدعم الهندسي الميداني في غضون 5 أيام عمل للتحقيق في أي عيب مشمول بالضمان؛ خدمة الاستشارات الفنية للعملاء الذين يواجهون تآكلًا غير متوقع أو تغييرات في العمليات تؤثر على أداء المواد — نقدم آراء فنية مكتوبة حول آليات التآكل وخيارات الإصلاح مجانًا للعملاء الذين يستخدمون معدات مصنعة من قبل MWalloys؛ خدمات تصنيع الإصلاحات للأضرار التي تلحق بالمعدات أو الأعطال أثناء الخدمة، بما في ذلك التصنيع الطارئ للأجزاء البديلة، أو إضافة فوهات، أو استبدال الأوعية بالكامل مع إعطاء الأولوية في الجدولة؛ صيانة أرشيف لجميع سجلات وثائق المعدات طوال العمر التشغيلي الكامل للمعدات، مما يتيح استرجاع تقارير اختبار المواد (MTR) الأصلية وسجلات اللحام وحسابات التصميم بعد سنوات من التسليم الأصلي؛ وتوريد المكونات البديلة — الأنابيب الاحتياطية للمبادلات الحرارية، وألواح الصواني البديلة لأعمدة التقطير، وحواف الفوهات الاحتياطية — المصنعة من مواد معتمدة مع الوثائق المطابقة. لبدء دعم ما بعد البيع للمعدات المصنعة من قبل MWalloys، اتصل بفريق الخدمة الفنية لدينا مع ذكر الرقم التسلسلي للمعدات ورقم التسجيل لدى المجلس الوطني، مما يتيح لنا استرجاع سجل المعدات الكامل على الفور.
مراجع يمكن التحقق منها
تم الرجوع إلى المصادر التالية عند إعداد هذه المقالة الفنية، ويمكن التحقق منها بشكل مستقل من قِبل المهندسين ومتخصصي المشتريات ومديري الجودة:
- الجمعية الأمريكية للمهندسين الميكانيكيين (ASME). قانون ASME للغلايات وأوعية الضغط، القسم الثامن، الفصل الأول: قواعد تصنيع أوعية الضغط. جمعية المهندسين الميكانيكيين الأمريكية (ASME)، نيويورك، نيويورك. الطبعة الحالية.
- الجمعية الأمريكية للمهندسين الميكانيكيين (ASME). قانون ASME للغلايات وأوعية الضغط، القسم التاسع: مؤهلات اللحام والنحاس والانصهار. جمعية المهندسين الميكانيكيين الأمريكية (ASME)، نيويورك، نيويورك. الطبعة الحالية.
- الجمعية الأمريكية للمهندسين الميكانيكيين (ASME). قانون ASME للغلايات وأوعية الضغط، القسم الثاني الجزء ب: مواصفات المواد غير الحديدية (SB-574، SB-575، SB-619، SB-622، SB-676، SB-688، SB-691). جمعية المهندسين الميكانيكيين الأمريكية (ASME)، نيويورك، نيويورك. الطبعة الحالية.
- الجمعية الأمريكية للمهندسين الميكانيكيين (ASME). ASME BPE: معيار معدات المعالجة الحيوية. جمعية المهندسين الميكانيكيين الأمريكية (ASME)، نيويورك، نيويورك. الطبعة الحالية.
- الجمعية الأمريكية للمهندسين الميكانيكيين (ASME). ASME B31.3: مدونة أنابيب العمليات. جمعية المهندسين الميكانيكيين الأمريكية (ASME)، نيويورك، نيويورك. الطبعة الحالية.
- هاينز إنترناشيونال. ورقة بيانات سبيكة هاستيلوي C-276 (H-2002C). هاينز إنترناشيونال، كوكومو، إن إن.
- هاينز إنترناشيونال. ورقة بيانات سبيكة هاستيلوي C-22 (H-2052D). هاينز إنترناشيونال، كوكومو، إن إن.
- شركة أليغيني تكنولوجيز (ATI). البيانات الفنية لسبائك AL-6XN (N08367). ATI، بيتسبرغ، بنسلفانيا.
- ASTM الدولية. ASTM B575: المواصفات القياسية للألواح والصفائح والشرائط المصنوعة من سبيكة النيكل والكروم والموليبدينوم منخفضة الكربون. ASTM International, West Conshohocken, PA.
- ASTM الدولية. ASTM B688: المواصفات القياسية للصفائح والألواح والشرائط المصنوعة من الكروم والنيكل والموليبدينوم والحديد (UNS N08366 و N08367). ASTM International, West Conshohocken, PA.
- ASTM الدولية. ASTM G28: طرق الاختبار القياسية للكشف عن قابلية التعرض للتآكل بين الحبيبات في السبائك المطروقة الغنية بالنيكل والمحتوية على الكروم. ASTM International, West Conshohocken, PA.
- المجلس الوطني لمفتشي الغلايات والأوعية الضغطية. قانون التفتيش الصادر عن المجلس الوطني (NBIC) NB-23. المجلس الوطني، كولومبوس، أوهايو. الطبعة الحالية.
- رابطة مصنعي المبادلات الأنبوبية (TEMA). معايير TEMA للمبادلات الحرارية، الطبعة العاشرة. تيما، تاريتاون، نيويورك.
- البرلمان الأوروبي. توجيه معدات الضغط (PED) 2014/68/EU. الجريدة الرسمية للاتحاد الأوروبي، 2014.
- نايس إنترناشونال. NACE MR0175 / ISO 15156: المواد المستخدمة في البيئات التي تحتوي على غاز الكبريت الهيدروجيني. مؤسسة NACE الدولية، هيوستن، تكساس.
- الجمعية الأمريكية للحام. AWS A5.14: مواصفات أقطاب وقضبان اللحام العارية المصنوعة من النيكل وسبائك النيكل (ERNiCrMo-4 — مادة الحشو Hastelloy C276). AWS، ميامي، فلوريدا.
