MWalloysは、ASME認証を取得した以下の製品の特注製作を提供しています。 ハステロイおよびAL-6XN 化学処理、製薬、石油・ガス、海水淡水化、および船舶産業のOEM顧客向けに、圧力容器、熱交換器、反応器、およびプロセス機器を提供しています。当社は、ASMEセクションVIIIディビジョン1の完全なスタンプ認定権限、ASMEセクションIXに基づく完全な溶接手順認定、および認定された鋼材から完成機器に至るまでの材料トレーサビリティを有しています。当社の製造能力は以下を網羅しています ハステロイ C276, ハステロイ C22, ハステロイB3, ハステロイG30, 、およびAL-6XN超オーステナイト系ステンレス鋼を、あらゆる機器構成で取り扱っております。最低注文数量の制限はなく、プロジェクトの納期は複雑さに応じて通常30~120日です。初回注文についてはT/T(電信送金)によるお支払いをお願いしております。また、海運、空輸、陸送による世界各国への機器発送に対応しております。.
MWalloysでは、ハステロイおよびAL-6XNを用いてどのような製品を製造できますか?
MWalloysのカスタム製造能力は、腐食性化学薬品環境で使用されるあらゆる種類のプロセス機器を網羅しています。当社は、認定済みのハステロイおよびAL-6XN材を全面的に使用し、ASME規格、お客様のプロセス仕様、および適用される業界基準に準拠して、各機器を設計・製造しています。.
圧力容器および反応器
ハステロイC276、ハステロイC22、およびAL-6XNを用いて製造された圧力容器は、当社において最も生産量の多い機器カテゴリーです。 酸の製造、医薬品合成、塩素化学、フッ素化学製品製造といった腐食性化学プロセスでは、炭素鋼や標準的なステンレス鋼であれば数ヶ月で破壊されてしまう媒体と継続的に接触するにもかかわらず、完全な耐圧性を維持できる容器が求められます。.
当社の圧力容器製造能力には、以下のものが含まれます:
- 円筒形の縦型および横型容器: シェル径:150 mm~4,000 mm、使用圧力:最大350 bar、使用温度:合金により、極低温~450°C。.
- 内部構成部品を備えた原子炉容器: 撹拌ノズルの貫通部、バッフルの取り付け溶接部、内部コイルの接続部、加熱・冷却ジャケットの製作――これらすべてに、ハステロイまたはAL-6XN合金を使用しています。.
- 高圧オートクレーブ: 実験室およびパイロットプラント向けに、精密加工された蓋を備えた厚肉円筒形容器。.
- 耐食性ライニングを施した貯蔵タンク: 外殻は炭素鋼製で、液が接触するすべての表面にハステロイまたはAL-6XNによる溶接被覆クラッドが施されています。.
- 混合容器: シャフトシール、駆動用取付フランジ、および内部部品の溶接を含む、撹拌槽一式の組立。.
当社が製造するすべての圧力容器にはASME「U」スタンプが刻印されており、これは製造の全工程において、独立した認定検査員(AI)による規格適合性の確認が行われたことを証明するものです。.

熱交換器
ハステロイおよびAL-6XN製のシェル・アンド・チューブ式熱交換器は、チューブ側またはシェル側のいずれかのプロセス流体に塩化物、酸、その他の腐食性物質が含まれており、炭素鋼や二相ステンレス鋼製の構造では使用できない場合に指定されます。.
| 熱交換器のタイプ | ハステロイの用途 | AL-6XN の用途 |
|---|---|---|
| シェル・アンド・チューブ(固定管板式) | HF酸冷却器、塩素ガス冷却器、サワーガス冷却器 | 海水冷却装置、製薬プロセス用冷却装置 |
| シェル・アンド・チューブ(フローティングヘッド) | 熱膨張差を利用した化学プロセス用冷却器 | 海水淡水化における塩水熱回収 |
| U字管式熱交換器 | 酸処理用冷却器;ハロゲン化物含有プロセス流体 | 海水蒸発器、沿岸発電所の凝縮器 |
| 二重管式熱交換器 | 少量の腐食性プロセス流体 | 医薬品および特殊化学品の冷却 |
| プレート式熱交換器(ガスケット式) | 通常は使用されません — 溶接構造が推奨されます | 中程度の腐食環境;洗浄可能な構造 |
| 溶接式プレート式熱交換器 | 腐食性が極めて強い流体;ガスケット面へのアクセスが不可能 | 化学物質を添加した海水および塩水 |
| 空冷式熱交換器(フィン付きチューブ) | 高温の腐食性ガス流 | 腐食が中程度の沿岸環境 |
当社は、ハステロイまたはAL-6XN製のチューブ、チューブシート、シェル、チャネル、およびすべての耐圧部品を同一合金で製造し、TEMA規格に準拠したシェル・アンド・チューブ式熱交換器を製作しています。 チューブとチューブシートの接合部は、ASME規格の要件に従って強固に溶接および拡管されており、設計仕様で要求される場合は、チューブシートの溶接部に対して完全な放射線検査または超音波検査を実施します。.
柱、塔、および内部構造
腐食性環境で使用される蒸留塔、吸収塔、スクラバー、およびストリッピング塔には、ハステロイまたはAL-6XN製のものが頻繁に求められます。当社の塔製造能力には、以下のものが含まれます:
- 充填カラム: 構造化またはランダムな充填支持グリッドを備えたシェルの製造、液体分配器の製造、充填固定グリッド――これらすべてを、耐食性合金で統一して製造します。.
- トレイの列: ハステロイまたはAL-6XN製ふるいトレイ、バルブトレイ、バブルキャップトレイの製作;ダウンカマーの取り付け溶接;トレイ支持リングの溶接。.
- スプレー塔およびベンチュリスクラバー: スプレーノズル貫通部、ミストエリミネーターフレーム、および再循環ポンプの吸込・吐出接続部を備えた特注形状の容器。.
- 風荷重を考慮した高層柱の設計: 構造用スカートの製作、アンカーボルト用座金の設計、リフティングラグの計算および溶接 — ASCE 7または適用される耐風設計基準に準拠した包括的な構造設計。.
配管スプール、マニホールド、およびスキッド搭載システム
個々の機器に加え、MWalloys社はハステロイおよびAL-6XNを使用した配管スプール一式やスキッド搭載型プロセスシステムの製造を行っています。スキッドの製造には、構造用鋼製フレーム、すべてのプロセス配管、計器、バルブ、および接続部が含まれており、工場での耐圧試験を経て、現場での設置作業を最小限に抑えてすぐに設置可能な状態で納入されます。.
当社が準拠している配管製作基準には、以下のものが含まれます:
- ASME B31.3 プロセス配管(化学・製薬業界で最も一般的)。.
- ASME B31.1 発電用配管。.
- ASME B31.4 パイプライン輸送(液体)。.
- ASME規格を基準としている顧客独自の配管仕様。.
ハステロイおよびAL-6XN製の機器にとって、ASME認証とはどのような意味を持つのでしょうか?
製造された圧力機器に対するASME認証は、単なる任意の品質宣言ではありません。これは北米のほとんどの管轄区域において法的要件となっており、多くの国際市場でも認められているか、あるいは必須とされています。ASME認証が具体的に何を意味するかを正確に理解することは、調達担当者が規格に準拠した仕様書を作成し、サプライヤーの能力を適切に評価する上で役立ちます。.
CRA機器に関連するASMEボイラー・圧力容器規格の条項
| ASME規格のセクション | 申し込み | ハステロイ/AL-6XNとの関連性 |
|---|---|---|
| 第II節 A部 | 鉄系材料の仕様 | Ni合金には直接適用できない |
| 第II節 B部 | 非鉄材料の仕様(SBシリーズ) | ハステロイおよびAL-6XNの許容応力を記載 |
| 第II節 D項 | 許容応力表 | 各合金の温度ごとの設計応力値 |
| 第VIII編 第1章 | 圧力容器(非火管式) | ほとんどのプロセス機器の主要なコード |
| 第VIII編 第2章 | 代替的な規則(許容応力の引き上げ、解析の追加) | 肉厚の高圧容器に使用される |
| 第9節 | 溶接およびろう付けの資格 | すべての溶接手順および溶接作業者の資格要件を規定する |
| 第5節 | 非破壊検査 | 圧力容器検査のための非破壊検査(NDE)手法 |
ハステロイおよびAL-6XNのASME材料記号
ASME規格では、「SB」を接頭語とする規格が採用されており、これらは技術要件が同一のASTM「B」規格をそのまま採用したものです:
| 素材 | ASME規格 | ASTM指定 | 製品形態 |
|---|---|---|---|
| ハステロイC276 (N10276) | ASME SB-575 | ASTM B575 | プレート、シート、ストリップ |
| ハステロイC276 (N10276) | ASME SB-574 | ASTM B574 | 棒、ロッド |
| ハステロイC276 (N10276) | ASME SB-622 | ASTM B622 | シームレス鋼管 |
| ハステロイC276 (N10276) | ASME SB-619 | ASTM B619 | 溶接パイプ |
| ハステロイC22 (N06022) | ASME SB-575 | ASTM B575 | プレート、シート、ストリップ |
| ハステロイC22 (N06022) | ASME SB-574 | ASTM B574 | 棒、ロッド |
| AL-6XN (N08367) | ASME SB-688 | ASTM B688 | プレート、シート、ストリップ |
| AL-6XN (N08367) | ASME SB-691 | ASTM B691 | 棒、ロッド |
| AL-6XN (N08367) | ASME SB-676 | ASTM B676 | シームレス管 |
ASME「U」スタンプが購入者にとって意味すること
圧力容器に刻印されたASME「U」マークは、以下のことを示しています:
- 当製造工場は、現在有効なASME認定証を保持しています(ASMEの監査を経て3年ごとに更新されています)。.
- ASME認定検査機関に所属する有資格の認定検査員(AI)が、重要な製造工程を立会検査した。.
- すべての材料は、ASMEセクションIIの規格に準拠しており、完全なトレーサビリティが確保されています。.
- すべての溶接作業は、ASMEセクションIXに基づき認定された溶接士および溶接手順に従って行われます。.
- 本船舶の設計は、有資格の技術者による審査を受けており、ASME第VIII部の許容応力および設計規則に準拠しています。.
- 「製造業者データ報告書(様式U-1)」が作成され、全米ボイラー・圧力容器検査委員会に提出されました。.
特にハステロイおよびAL-6XN製の機器については、AIレビューにおいて、SBシリーズ材料規格の正しい使用、溶接手順認定における適切なP番号(ハステロイC276の場合はP番号45、 AL-6XNの場合はP-ナンバー8)の適用、および各合金の設計温度におけるASMEセクションIIパートDの許容応力値の正しい使用について網羅しています。.
MWalloysでは、ASMEセクションVIIIディビジョン1の「U」スタンプ認定およびASMEセクションIXの溶接認定を有効に維持しており、認定を受けたすべての容器製造プロジェクトにおいて、認定検査員が定期的に関与しています。当社のNB(National Board)登録番号は、発行するすべてのU-1データレポートに記載されています。.
ハステロイ合金とAL-6XNの違いは何か、またそれぞれどのような場合に指定されるのか?
ハステロイとAL-6XNは、いずれも過酷な環境下で使用される化学プロセス機器に用いられる高性能耐食合金ですが、これらは異なる合金ファミリーに属しており、耐食メカニズム、耐熱性、強度レベル、およびコスト面においてそれぞれ特徴が異なります。.
合金ファミリーの比較概要
ハステロイ合金 (各種UNS規格)は、ニッケル含有量が50~65%で、モリブデン(7~28%)、クロム(1~22%)を高濃度で含有し、一部のグレードではタングステン、コバルト、鉄も含有するニッケル基合金である。 ニッケルを豊富に含むFCCマトリックスは、還元性酸性環境において固有の安定性を提供し、一方、クロムおよびモリブデンの添加により、酸化性媒体や塩化物による孔食および隙間腐食に対する耐性が得られます。.
AL-6XN (UNS N08367)は、クロム20~22.%、ニッケル23.5~25.5%、 6~7.%のモリブデン、および0.18~0.25%の窒素を含む超オーステナイト系ステンレス鋼です。 これはニッケル合金ではなく、標準的なオーステナイト系ステンレス鋼(304/316)とハステロイC276のような真のニッケル合金との性能のギャップを埋める、ニッケルおよびモリブデンの含有量が非常に高い鉄基合金です。 そのPREN(耐孔食等価数 = %Cr + 3.3×%Mo + 16×%N)は約47–52であり、デュプレックス2205 (PREN 約36)を大きく上回りますが、ハステロイC276(PREN 約73)よりは低くなっています。.
直接比較:ハステロイC276 対 AL-6XN
| プロパティ | ハステロイC276 (N10276) | AL-6XN (N08367) |
|---|---|---|
| ニッケル含有量 | 57%(残高) | 23.5–25.5% |
| 鉄分 | 4-7% | バランス(約42%) |
| モリブデン含有量 | 15-17% | 6–7% |
| クロム含有量 | 14.5-16.5% | 20–22% |
| PREN相当 | ~73 | ~47~52 |
| UTS(焼鈍状態、MPa) | 690分 | 655分 |
| 0.2% YS(焼鈍、MPa) | 310分 | 310分 |
| 最大設計温度(ASME) | 371°C (700°F) | 316°C |
| 海水による孔食耐性 | 素晴らしい | 非常に良い |
| 隙間腐食に対する耐性 | 素晴らしい | グッド |
| HF耐性 | グッド | 中程度 |
| 酸化性酸(HNO₃)に対する耐性 | グッド | 素晴らしい |
| 耐塩化物SCC性 | 素晴らしい | グッド |
| 材料費(板材) | 非常に高い(AL-6XNの2.5~3倍) | 中・高 |
| 溶接性 | グッド | 素晴らしい |
| 主な用途 | 最も過酷な化学プロセス | 海水、中程度の化学処理 |
製造された機器において、各合金をいつ指定すべきか
以下の場合は、ハステロイC276を指定してください:
- 塩化物濃度が50,000 ppmを超え、さらに高温とストレスが重なっている。.
- 希薄な濃度を超えるあらゆる濃度で、塩酸またはフッ化水素酸が含まれている。.
- プロセス流体には、塩化物と結合した元素硫黄またはポリチオン酸が含まれている。.
- 塩化物を含む環境下で、動作温度が200°Cを超える。.
- チューブシート接合部、ガスケット面、または堆積物の下での隙間腐食は、プロセス化学に基づいて確認されているリスクである。.
- 同様の用途において、過去に二相ステンレス鋼、316L、または904L製の機器で故障が発生したことがある。.
以下の場合は、AL-6XNを指定してください:
- 腐食性媒体は、主に海水、または75°C未満の海水相当の塩化物塩水である。.
- この工程では希釈した酸化性酸が使用されるため、ハステロイC276の耐食性の優位性はごくわずかである。.
- 医薬品または食品グレードの用途には、FDAによる承認が確立されており、規制当局から広く認められている材料が必要です。.
- プロジェクトの予算では、全体をハステロイ製にすることはできないが、標準的な316Lではすでに不十分であることが判明している。.
- 塩化物含有量が5,000~50,000 ppmの範囲で、かつ適度な温度条件下では、AL-6XNは十分な耐性を発揮します。.
ハステロイC276、C22、およびAL-6XNの化学的および機械的特性はどのようなものですか?
以下の物性データは、ASME規格に基づき、プロセス機器の設計者が肉厚、ノズルの補強、フランジの定格、および許容運転条件を算出する際に用いる技術的な基準となります。.
化学組成比較表
| エレメント | ハステロイC276 (N10276) | ハステロイC22 (N06022) | ハステロイB3 (N10675) | AL-6XN (N08367) |
|---|---|---|---|---|
| ニッケル(Ni) | バランス(~57%) | バランス(~56%) | バランス(約65%) | 23.5–25.5% |
| クロム(Cr) | 14.5-16.5% | 20.0–22.5% | 1.0–3.0% | 20.0–22.0% |
| モリブデン (Mo) | 15.0-17.0% | 12.5-14.5% | 27.0–32.0% | 6.0–7.0% |
| 鉄(Fe) | 4.0-7.0% | 2.0–6.0% | 1.0–3.0% | バランス(約42%) |
| タングステン(W) | 3.0-4.5% | 2.5-3.5% | - | - |
| コバルト | 最大2.5% | 最大2.5% | 3.0%(最大) | - |
| カーボン(C) | 0.010%最大 | 0.015%(最大) | 0.010%最大 | 0.030%最大 |
| 窒素(N) | - | - | - | 0.18–0.25% |
| マンガン (Mn) | 最大1.0% | 最大0.50% | 3.0%(最大) | 最大2.0% |
| ケイ素 (Si) | 0.08%最大 | 0.08%最大 | 最大0.10% | 最大1.0% |
| リン (P) | 0.04%最大 | 0.02%(最大) | 0.04%最大 | 0.040%最大 |
| 硫黄 (S) | 0.03%最大 | 0.02%(最大) | 0.03%最大 | 0.030%最大 |
機械的特性およびASME許容応力値
| プロパティ | ハステロイ C276 鋼板 (SB-575) | ハステロイC22 鋼板 (SB-575) | AL-6XN プレート (SB-688) |
|---|---|---|---|
| UTSの最低基準 | 690 MPa (100 ksi) | 690 MPa (100 ksi) | 655 MPa (95 ksi) |
| 0.2% YS 最小値 | 310 MPa (45 ksi) | 310 MPa (45 ksi) | 310 MPa (45 ksi) |
| 最小伸び | 40% | 45% | 30% |
| 最大硬度 | 100 HRB | 100 HRB | 100 HRB |
| 38℃におけるASME許容応力 | 23.3 ksi(161 MPa) | 23.3 ksi(161 MPa) | 20.0 ksi(138 MPa) |
| 200°CにおけるASME許容応力 | 20.7 ksi(143 MPa) | 20.7 ksi(143 MPa) | 16.5 ksi(114 MPa) |
| 316°CにおけるASME許容応力 | 18.5 ksi(128 MPa) | 18.5 ksi(128 MPa) | 14.0 ksi(97 MPa) |
| ASME最大設計温度 | 371°C (700°F) | 371°C (700°F) | 316°C |
| 密度 (g/cm³) | 8.89 | 8.69 | 8.06 |
| 熱伝導率(100°CにおけるW/m·K) | 11.1 | 10.2 | 12.5 |
| 熱膨張係数(µm/m・°C、21~100°C) | 11.2 | 12.8 | 15.7 |
AL-6XN(15.7 µm/m・°C)とハステロイC276(11.2 µm/m・°C)の熱膨張係数の差は、熱交換器の設計において実質的に重要な意味を持ちます。 熱交換器が、ハステロイ C276 シェルに AL-6XN チューブを備えたもの、あるいは固定チューブシート設計でこれらの合金を組み合わせたものである場合、運転中のチューブバンドルとシェルの間の熱膨張の差により熱応力が発生するため、機械設計においてこれを考慮する必要があります。 異なる合金の組み合わせによる固定チューブシート設計では、多くの場合、膨張ベローズが必要になるか、あるいは、その動きの差に対応するために、フローティングヘッドまたは U チューブ構成として再評価する必要があります。.
どのような業界や腐食環境が、特注のハステロイおよびAL-6XN製機器の需要を牽引しているのでしょうか?
特注のハステロイおよびAL-6XN製機器を指定する産業は、まさに腐食による故障の影響が、単に機器の交換費用にとどまらず、生産停止、環境事故、安全上の問題、さらには規制当局からの罰金にまで及ぶ分野である。どのような腐食環境がこうした仕様決定の要因となるかを理解することは、調達チームが設備投資予算において材料費の高騰を正当化する上で役立つ。.
化学処理産業アプリケーション
塩酸の製造および取り扱い:
塩酸製造プラント、医薬品合成における塩酸のユーザー、および半導体製造施設では、塩酸取り扱いシステム全体において、ハステロイC276製の圧力容器および熱交換器が指定されています。 10%を超える濃度および周囲温度以上の温度では、より高品位のステンレス鋼でさえ急速に破損しますが、ハステロイC276は、非酸化条件下において全濃度範囲で0.1 mm/年未満の腐食速度を示します。.
硫酸サービス:
高温下での希硫酸(30%濃度未満)の取り扱いについては、具体的な濃度と温度の組み合わせに応じて、ハステロイC276またはAL-6XN製の機器を使用します。 酸化性不純物が存在しない状態で濃度が60%を超える場合、ハステロイC276は良好な性能を発揮します。発煙硫酸(オレウム)については、合金選定を慎重に検討する必要があります。オレウム用途に適した材料に関する具体的な推奨事項については、MWalloysの技術チームにお問い合わせください。.
塩素および塩素化合物:
湿式塩素、塩酸、次亜塩素酸ナトリウム、および塩素系溶剤はいずれも腐食の問題を引き起こすため、プロセス機器にはハステロイC276が採用されています。ハステロイC276は、塩素アルカリプラントの湿式塩素処理工程全体において、標準的な材料として使用されています。.
フッ素化合物およびHF(フッ化水素)の取り扱い:
フッ化水素酸を取り扱う装置には、ハステロイC276およびハステロイB3が指定されています。フッ化水素酸アルキル化装置においては、無水または水溶液のフッ化水素酸の濃度、温度、および装置の形状により、モネル400の配管性能を超える条件が生じる場合、熱交換器や容器にハステロイC276が使用されます。.
製薬およびバイオテクノロジー分野での応用
| 機器の種類 | 合金仕様 | 法的根拠 |
|---|---|---|
| 原子炉容器(API合成) | ハステロイ C276 または C22 | FDA cGMP;USPクラスVI;ASME BPE |
| 結晶化装置 | ハステロイ C276 または AL-6XN | プロセス化学における耐食性要件 |
| 蒸留塔(腐食性溶媒) | ハステロイ C276 | 酸触媒系 |
| 製薬用水システム | AL-6XN | USP精製水;WFI品質管理システム |
| 発酵槽 | AL-6XN(電解研磨仕上げ) | 生体適合性;洗浄性 |
| CIP(定置洗浄)システム | AL-6XN または ハステロイ C276 | 苛性アルカリ・酸の繰り返し暴露;塩化物による構造疲労割れ(SCC)なし |
| 凍結乾燥チャンバー | AL-6XN | 極低温環境への適合性;耐食性 |
ASME BPE(バイオプロセシング機器)規格は、ASME第VIII部に加え、製薬プロセス機器にも適用され、表面仕上げ(通常、製品接触面についてはRa 0.5 µm以下またはそれ以上の電気研磨)、オービタル溶接の適格性評価、およびFDAやEMAの規制要件に沿った特定の材料文書化要件を追加しています。.
当社は、ハステロイC276およびAL-6XNを用いたASME BPE準拠の製薬用プロセス機器の製造において豊富な実績を有しており、製薬メーカーが機器の適格性評価パッケージ(IQ/OQ/PQ文書)に求める、内部表面の電解研磨処理、溶接検査記録の文書化、および材料のトレーサビリティを確実に提供いたします。.
海水淡水化および水処理の用途
海水淡水化プラント(海水逆浸透(SWRO)および多段蒸留(MED)の両方)は、AL-6XN製機器にとって重要かつ成長著しい市場となっています。 高塩分濃度の海水、熱式脱塩プロセスにおける高温環境、そしてあらゆる脱塩技術で生成される腐食性の強い濃縮塩水流が相まって、炭素鋼や標準的なステンレス鋼の使用が不可能な腐食環境が生み出されています。.
| 海水淡水化装置 | 優先合金 | サービス状況 |
|---|---|---|
| SWRO圧力容器 | AL-6XN または ハステロイ C276 | 高圧海水;塩化物によるSCCのリスク |
| MEDチューブバンドル | AL-6XN | 海水の蒸発;塩水の濃縮 |
| 塩水濃縮液用熱交換器 | AL-6XN または ハステロイ C276 | 濃縮海水+高温 |
| 高圧海水配管スプール | AL-6XN | 海水の連続的な流れ;加圧使用 |
| フラッシュチャンバー式薬莢(MSF) | AL-6XN | 高温の海水ブライン |
| 塩水処分システムの導入を拒否する | AL-6XN | 高濃度塩水 |
石油、ガス、および石油化学分野での用途
石油・ガス処理において、高温度・高圧環境と相まって、酸性環境(H₂S + CO₂ + 塩化物)が存在する場合、CRA製設備が直面する中で最も過酷な腐食条件が生じます。ハステロイC276は、こうした条件の中でも特に腐食性の強い環境において標準的に使用される合金です:
- アミン処理装置: H₂SおよびCO₂を含む酸性ガス流と接触するガス精製塔および熱交換器。.
- 酸性ガススクラバー: H₂S吸収用途におけるハステロイC276製容器。.
- 排煙脱硫(FGD)吸収槽: スクラビング液中の塩化物蓄積により深刻な腐食が生じるSO₂スクラビングシステムには、ハステロイC276またはAL-6XNを使用します。.
- 海底化学薬品注入システム: メタノール、スケール防止剤、および腐食防止剤の注入用AL-6XNまたはハステロイC276製スキッド設置型システム。.
- 海洋油田における生産水処理: H₂Sおよび高塩化物含有生産水の複合処理用ハステロイC276製圧力容器。.
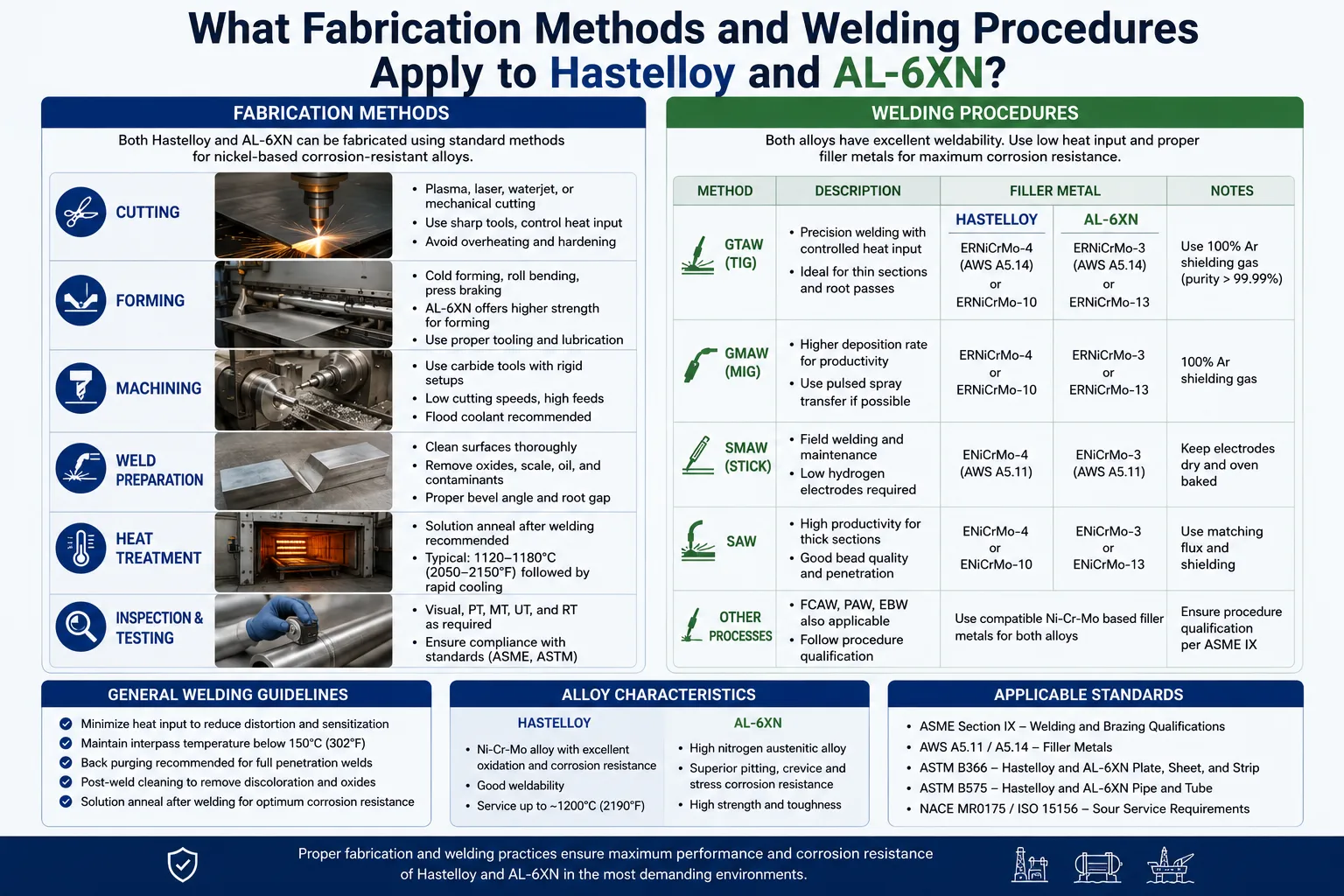
ハステロイおよびAL-6XNには、どのような製造方法および溶接手順が適用されますか?
ハステロイおよびAL-6XN合金を用いた圧力機器の製造には、炭素鋼や標準的なステンレス鋼の製造とは異なる、専用の技術が必要となります。これらの違いは、金型、切削方法、組付け要件、溶接工程、溶接後処理、および検査方法に影響を及ぼします。これらすべては、ASME規格に基づき適格性を確認し、文書化する必要があります。.
プレートの準備と切断方法
| 切断方法 | ハステロイ C276/C22 | AL-6XN | 備考 |
|---|---|---|---|
| ウォータージェット切断 | 優秀 — 優先 | 優秀 — 優先 | HAZなし、厳しい公差、最高の表面品質 |
| プラズマ切断 | ラフカット用として適している | 可 | HAZは、少なくとも3mmの深さまで研磨する必要があります |
| レーザー切断 | 薄板(12 mm未満)に適しています | 薄板に適しています | HAZはプラズマよりも小さい;溶接のためにエッジを研磨する |
| 機械的せん断 | 薄板(6 mm未満)に対応 | 10 mmまで有効 | 溶接を行う前に、冷間加工されたエッジを取り除く必要があります |
| 研磨切断 | グッド | グッド | 発熱する — 冷却液をたっぷり使用してください |
| 酸素燃料切断 | 受け入れられない | 受け入れられない | 炭素の付着および熱影響部の損傷が深刻すぎて、CRAには適さない |
プラズマやレーザーなどの熱切断作業を行った後は、溶接前に接合面の熱影響部(HAZ)の材料をすべて機械研磨によって除去しなければなりません。ハステロイ合金における熱影響部には、靭性や耐食性を低下させる析出相(シグマ相、ミュー相)が含まれている場合があり、これらが溶接継手に混入しないようにする必要があります。 当社の標準的な作業手順として、目視で確認できる熱影響域からさらに3 mm以上深くまで材料を除去することを定めています。.
溶接プロセスおよび手順の適格性評価
ASME圧力機器におけるすべての溶接は、ASMEセクションIXに基づき認定された溶接手順書(WPS)に従って実施されなければならない。各WPSには、溶接工程における必須および非必須の変数、母材のP番号の組み合わせ、溶加材のF番号およびA番号、溶接姿勢、ならびに継手形状が記載されている。.
| 溶接プロセス | ハステロイ C276/C22 の用途 | AL-6XN の用途 | 主な制御パラメータ |
|---|---|---|---|
| GTAW(TIG) — 手動 | あらゆる肉厚に対応;根肉溶接に最適 | あらゆる肉厚に対応;薄肉部に最適 | バックパージが必須;アルゴン雰囲気下での作業;母材の清浄化 |
| GTAW — オービタル(自動) | チューブおよび小径パイプ;安定した品質 | チューブ、医薬品用容器 | 設定可能なパラメータ;安定した熱入力 |
| GMAW(MIG) — 短絡 | 仮付け溶接、薄板 | CRA構造用溶接には推奨されません | スパッタの多さと溶着不良のリスク |
| GMAW — スプレーまたはパルス | 充填・キャップ工程、プレート構造 | 充填およびキャップパス、6mm以上の断面 | 短絡より融合の方が良い;スパッタが少ない |
| SMAW(スティック) | 現場または大型容器への充填およびキャップ締め | 大きな部分には充填し、キャップを閉める | 電極の低水素含有量 |
| SAW(サブマージド・アーク) | 大型容器における厚板のシーム溶接 | 厚板のシーム溶接 | 希釈制御が極めて重要であり、一致したフラックスが必要である |
| PAW(プラズマアーク) | 中厚板のキーホール溶接 | 中厚断面 | 優れた浸透制御;高品質 |
| レーザー溶接 | 薄肉製薬用容器 | 医薬品および薄肉部品への応用 | 熱影響域(HAZ)を狭くする;自己溶接を推奨 |
| 抵抗シーム溶接 | 薄板の重ね合わせ;外装材の取り付け | 薄板用途 | 特定の関節形状に限定されます |
ASME認定溶接手順における溶加材の選定
| 卑金属の組み合わせ | おすすめのフィラー | AWSの分類 | 備考 |
|---|---|---|---|
| ハステロイ C276 ~ C276 | ハステロイC276との適合 | ERNiCrMo-4 | 溶接金属における最高の耐食性 |
| ハステロイ C22 ~ C22 | ハステロイC22との適合 | ERNiCrMo-10 | 同等の耐食性 |
| AL-6XN から AL-6XN へ | AL-6XN または 625 フィラー | ER2594 または ERNiCrMo-3 | 625フィラーは、他を凌ぐ耐食性を発揮します |
| ハステロイC276から炭素鋼へ | ERNiCrMo-4 または 625 | ERNiCrMo-3 または -4 | 炭素鋼側からの希釈 — C276または625を使用する |
| ハステロイ C276 ~ 316L ステンレス鋼 | ERNiCrMo-4 (C276) | ERNiCrMo-4 | ニッケル合金溶加材は希釈に対応し、耐食性を維持する |
| AL-6XN から 316L ステンレス鋼 | ERNiCrMo-3 (625) | ERNiCrMo-3 | 625フィラーは、両方の母材よりも高い硬度を示します |
| ハステロイ C276 から AL-6XN へ | ERNiCrMo-4 または -3 | ERNiCrMo-4 | C276フィラーは、完全な腐食適合性を提供します |
| ハステロイ C276 から ハステロイ C22 へ | ERNiCrMo-10(C22)または-4(C276) | ERNiCrMo-10 | いずれの合金フィラーでも適しています |
CRA機器における重要な溶接手順の管理
逆流洗浄:
パイプ、チューブ、および鋼板の突合せ継手におけるすべての根肉溶接については、溶接作業全体を通じて、純度99.995%のアルゴンまたはヘリウム・アルゴン混合ガスによるバックパージを行わなければならない。 溶接根部の酸素汚染は、たとえppmレベルであっても、溶接根部に酸化クロム介在物を生じさせ、耐食性を低下させ、応力集中箇所を形成する。当社は、溶接開始前にパージガス出口の酸素含有量を50ppm未満と規定しており、これはベント部の酸素測定器によって確認される。.
インターパス温度制御:
ハステロイ合金の最大パス間温度は177°C(350°F)に、AL-6XNの場合は150°C(300°F)に制限されます。 パス間の過度な熱蓄積は、溶接熱影響部(HAZ)が感作温度範囲(これらの合金では 600~900°C)に留まる時間を長引かせ、粒界炭化物の隣接部でクロムが枯渇するリスクを高め、HAZ の耐食性を低下させる恐れがあります。.
熱入力制御:
溶接入熱量(1mmあたりのジュール数=電圧×電流×60/分あたりの移動速度(mm/min)として算出)は、認定済みのWPSで定められた範囲内に制御しなければならない。入熱量が高すぎると、熱影響部(HAZ)における結晶粒の成長が促進され、ハステロイ合金において有害な相の析出を引き起こすおそれがある。 入熱が低すぎると、溶け込み不足のリスクが高まります。当社の溶接エンジニアは、溶接手順認定試験において入熱の許容範囲を設定し、これらの限界値をWPSに明記します。.
汚染防止:
ハステロイおよびAL-6XNは、溶接前および溶接中の表面汚染に対して特に敏感です。当社の作業手順では、CRA材料に接触する際に炭素鋼製の工具(ワイヤーブラシ、グラインダー、クランプ装置)の使用を禁止しており、専用のステンレス鋼製またはセラミック製の工具を使用する必要があります。 溶接直前に、溶接継手から50mm以内のすべての表面をアセトンで拭き取ります。.
CRA機器の製造には、どのような品質管理、検査、および試験基準が適用されますか?
ASME認証を取得したハステロイおよびAL-6XN製機器の製造には、文書化され、監査を受け、かつ第三者機関による検証を経た包括的な品質管理プログラムが必要です。検査プログラム全体を理解することで、機器購入者は、物理的な機器そのものだけでなく、購入する製品がどのようなものであるかを評価することができます。.
ASMEによる必須の検査および試験要件
| 検査・試験 | 適用ASMEコード | 頻度 | 備考 |
|---|---|---|---|
| レントゲン検査(RT) | ASME 第VIII部 UW-11 | 共同カテゴリーのコードに従い、クラス1の場合は100% | 指定がある場合は、すべての縦方向および円周方向の溶接部に完全なRT検査を実施する |
| 超音波検査(UT) | ASME 第VIII部;第V部 第4条 | 許可されている場合におけるRTの代替手段 | フェーズドアレイ超音波探傷(PAUT)の採用が拡大している |
| 磁粉探傷検査(MT) | オーステナイト系合金には適用されません | - | ハステロイとAL-6XNは非磁性です |
| 浸透探傷検査(PT) | ASME 第V部 第6条 | すべての最終溶接完了後;水圧試験後 | 微小な欠陥の検出には蛍光PTが好まれる |
| 静水圧試験 | ASME 第VIII部 UG-99 | 100% — すべての圧力容器 | 1.3倍の最大許容作動圧力(MAWP)以上;30分以上維持する |
| 空気圧試験 | ASME 第VIII部 UG-100 | 水質汚染が懸念される場合の静水圧法の代替手段 | 1.1倍の最大許容作動圧力(MAWP);AIの承認が必要 |
| ポジティブ・マテリアル・アイデンティフィケーション(PMI) | 顧客指定/規制 | CRAコンポーネントにおける100% — MWalloysの標準品 | すべての製品についてXRFによる元素分析を実施 |
| 衝撃試験 | ASME 第VIII部 UG-84 | 設計温度が要求される場合 | -29°C以下の環境での使用を想定して設計された船舶 |
| 硬度試験 | 顧客指定;NACE MR0175 | サワー環境下での使用の場合、ロット単位または溶接箇所単位 | NACEの硬度基準を満たしていることを確認する必要があります |
| 寸法検査 | お客様の図面 | 100% — すべての船舶 | ノズルの向き、フランジ面の寸法、全高/全長 |
| 溶接部の目視検査 | ASMEセクションVIII | 100% — すべての溶接部 | 臨死体験の前後 |
陽性材料同定(PMI)— CRA機器にとってなぜ重要なのか
PMI(X線蛍光分析法(XRF)または光学発光分光法(OES)を用いて、製造済み機器の材料の元素組成を検証すること)は、ASME第VIII編では明示的に要求されていないものの、以下の3つの決定的な理由から、ハステロイおよびAL-6XN製の圧力機器においては標準的な要件となっている:
- 材料の取り違え防止: ハステロイC276と316Lステンレス鋼板は、見た目では区別がつきません。材料成分分析(PMI)を行わなければ、意図的か偶発的かを問わず、材料の取り違えは、機器が腐食性環境下で稼働を開始するまで発見できないでしょう。.
- 溶加材の検証: 溶着金属のXRF分析により、適切な溶加材が使用されたことが確認されます。ハステロイC276製の容器において、ERNiCrMo-4(ハステロイC276用溶加材)の代わりに316L溶加材を使用した場合、目視検査や放射線検査では検出できないほど耐食性が著しく劣る溶着金属が形成されることになります。.
- 保険および規制遵守: 多くの化学プラントの運営者は、変更管理(MOC)文書の一部として、また地方の規制当局への圧力容器登録のために、PMI記録を必要としています。これらの記録は、設備の恒久的な文書となります。.
MWalloysでは、ハステロイおよびAL-6XN製の製品について、すべての母材および溶着金属に対し100%の材料成分分析(PMI)を実施しており、その結果はPMI報告書に記録され、機器データパッケージの一部となります。これは任意の措置ではなく、お客様の仕様書で要求されているか否かにかかわらず、当社の標準的な手順です。.
表面仕上げの要件と確認
| 表面仕上げの分類 | Ra値 | 測定方法 | 申し込み |
|---|---|---|---|
| 溶接直後(プロセス容器内部) | 3.2~6.3 µm(125~250 µin) | 表面形状測定機 | 一般的な化学プロセス機器 |
| 機械研磨仕上げ(2B相当) | 0.8~1.6 µm(32~63 µin) | プロファイル計 | 食品・飲料;一般医薬品 |
| 電解研磨仕上げ(医薬品用) | 最大0.4~0.5 µm(16~20 µin) | ASME BPE SF4準拠のプロファイル計 | API合成用反応器;WFIシステム |
| 電解研磨仕上げ(高純度) | 最大0.2~0.3 µm(8~12 µin) | ASME BPE SF6準拠プロファイル計 | 半導体製造装置 |
| 研磨・ブラスト処理済み(外側) | 3.2~6.3 µm(125~250 µin) | 視覚的な比較 | 標準的な外表面の処理 |
MWalloysにおけるOEMカスタム製造プロセスはどのように行われるのでしょうか?
初期のお問い合わせから機器の納品に至るまでのプロジェクトの全工程を理解することで、OEMのお客様はプロジェクトのスケジュールを計画し、レビューリソースを配分し、特注のCRA機器に対して現実的な期待値を設定することが可能になります。.
MWalloys OEMプロジェクトのワークフロー
フェーズ1:技術的調査および要件定義(1~5日目):
お客様からプロセスデータシート、機器仕様書、または概念図をご提出いただきます。MWalloysのエンジニアリングチームは、プロセス条件(温度、圧力、流体の化学的性質、流量)を精査し、該当するASME規格の条項を特定した上で、合金の選定を確認し、予備的な機器の概略図、納期予定、および見積価格を記載した技術提案書を作成いたします。.
フェーズ2 — 契約および設計(複雑さにより5~25日間):
契約締結後、当社のエンジニアリングチームは、ASMEセクションVIIIに基づく詳細な設計計算、適用されるノズル荷重基準(WRC 107/297またはFEA)に基づくノズル荷重計算、製造者設計報告書(MDR)の作成、およびすべての寸法、溶接詳細、検査指示が記載された詳細な製作図面を作成します。 製造開始前に、お客様による技術文書の確認を反映させます。.
フェーズ3:資材調達および入荷検査(15日目~35日目):
鋼板、パイプ、継手、フランジ、および締結部品は、AMSまたはASTMの認証を取得した認定メーカーから発注しています。入荷検査では、寸法確認、すべての鋼板および継手の材料成分分析(PMI)、仕様要件に基づく材料試験報告書の確認、および材料受入のAI通知を行います。.
フェーズ4:製作(複雑さにより25~90日):
切断、成形、組付け、溶接、および溶接後の作業は、承認済みの製作図面および認定済みの溶接手順書(WPS)に従って行われます。AI(認定検査員)による保留点が遵守されており、各保留点を過ぎて作業を進める前に、AIがすべての必要な検査段階を立会いの上、承認しなければなりません。MAlloysの社内品質管理検査員は、AIによる保留点の間で継続的な工程内検査を実施します。.
フェーズ5:検査および試験(80日目~110日目):
すべての非破壊検査(RT、UT、PTなど、該当するもの)、寸法検査、溶接金属のPMI検証、および必須の水圧試験が実施されます。AIは水圧試験に立ち会います。非破壊検査で不合格となった箇所は、認定された修理手順に従って修理され、再検査が行われます。.
フェーズ6:ドキュメント作成と納品(100~120日目):
製造者データ報告書(熱交換器の場合はフォームU-1またはU-1A)は、MWalloysの認定エンジニアおよび認定検査官の両者によって作成・署名されます。 すべてのMTR、溶接記録、非破壊検査(NDE)報告書、粉末磁気粒子検査(PMI)記録、寸法検査報告書、および耐圧試験証明書を含む完全な書類一式をまとめ、機器とともに納入する。当該容器は、全米ボイラー・圧力容器検査委員会(National Board of Boiler and Pressure Vessel Inspectors)に登録されている。.
エンジニアリング能力と設計ソフトウェア
当社のエンジニアリングチームは、ASME圧力容器の設計計算において、定評のある設計ソフトウェアツールを使用しています:
| エンジニアリングツール | 申し込み |
|---|---|
| COMPRESS(Codeware) | ASME 第VIII部 第1部および第2部に基づく容器の設計計算 |
| PVElite(Hexagon PPM) | 代替ASME圧力容器設計計算プラットフォーム |
| AutoCAD と SolidWorks | 2Dおよび3Dの詳細製作図面 |
| CAESAR II | ASME B31.3に基づく配管の柔軟性および応力解析 |
| FEA(ANSYS) | 複雑なノズル荷重、非標準形状、第2種設計 |
| HTRI(Xchanger Suite) | 熱交換器の熱的・水力学的設計 |
| FLARENET / PIPESIM | スキッド設計のための配管システムシミュレーション |
ハステロイ製とAL-6XN製の機器では、総所有コスト(TCO)においてどのような違いがあるか?
ハステロイやAL-6XN製の機器は、炭素鋼や316Lステンレス鋼製の機器に比べて初期投資コストが高くなりますが、これは紛れもない事実であり、総所有コスト(TCO)の定量的な分析を通じてその正当性を立証する必要があります。当社は、お客様の設備投資プロジェクトの予算委員会から合金材料のコスト高について疑問が呈された際、常にこの分析の作成を支援しています。.
総所有コスト(TCO)比較フレームワーク
| コスト・カテゴリー | 炭素鋼(316Lライニング) | AL-6XN 堅牢な構造 | ハステロイ C276 一体成型 |
|---|---|---|---|
| 初期設備費(船舶、設置済み) | ベースライン(1.0倍) | 1.8–2.5× | 3.5–5.0× |
| 腐食性の強い環境下における予想耐用年数 | 故障またはライニングの交換まであと3~7年 | 15~25歳 | 20~30年以上 |
| 年間維持費(点検・修理) | 高所配管の点検および修理 | 低い | 非常に低い |
| 腐食による故障に伴う予期せぬ停止コスト | 高額 — 通常、船舶の再調達価格の2~5倍 | 非常に低い | 実質的にゼロの適格サービス |
| 不具合が発生した場合の廃棄物処理/環境修復 | 高い — 規制上の責任リスク | 該当なし | 該当なし |
| 保険料の差額 | 故障確率の高い機器については、より高い値 | より低い | 最低 |
| 分析期間20年間の年率換算コスト | 通常、最も高い | 中 | 通常、生産年ごとの最低価格 |
真に腐食性の高い環境下では、年間コストの比較において、ハステロイC276やAL-6XNが炭素鋼ライニング容器よりもほぼ常に有利となります。 コストは4倍だが耐用年数は5倍長い容器の場合、耐食性合金設計による維持管理費、検査費、および予期せぬ停止コストの大幅な削減を考慮する前の段階で、年間資本コストは25%低くなります。.
ご要望に応じて、あらゆる機器仕様について、カスタマイズされた総所有コスト(TCO)分析を作成いたします。この分析は、ライフサイクルコスト全体の文脈を考慮せず、初期費用のみを基準に申請を評価する資本支出委員会に対し、ハステロイのコストプレミアムを提示する際に特に有用です。.
ハステロイ C276 対 AL-6XN — コストと性能に基づく選定ガイド
| ファクター | AL-6XNの利点 | ハステロイC276の利点 |
|---|---|---|
| 資本コスト | 下限(40~50%から材料費を差し引いた額) | 価格は高くなるが、寿命が長いという点で正当化されるかもしれない |
| 腐食性媒体の深刻度 | 中程度(海水、希薄酸、塩化物含有塩水) | 強酸・強アルカリ(塩酸、フッ化水素酸、濃塩化物、サワーガス) |
| 塩化物濃度の最大値 | 適温下で50,000 ppm未満 | 50,000 ppmを超える場合、または塩化物を含む高温環境 |
| 動作温度 | 150°C未満 | 150~371℃ |
| 過去の材料の不具合 | 316L/304は不適格;AL-6XNを代替品として採用 | 316L、デュプレックス、およびAL-6XNはいずれも不合格となった |
| 規制当局による承認 | 幅広い規制当局による承認;FDAおよびUSPの認定 | ASMEおよびNACEの認定をすべて取得 |
| 資材および付属品の入手可能性 | 良い — 広く取り扱われている | 良い — 専門卸売業者で広く取り扱われている |
| 溶接のしやすさ | 優れた溶接性 | 良好な溶接性 |
| MWalloysの経験実績 | 広範囲 | 広範囲 |
MWalloys製の機器には、どのような文書および認証書類が付属していますか?
MWalloysが製造するASME認定圧力機器は、すべて包括的な書類一式とともに納入されます。この書類一式は、機器の稼働期間を通じてその恒久的な記録となり、検査、修理の適格性評価、規制上の更新手続き、および機器の譲渡の際に参照されます。.
標準装備資料一式
| ドキュメント | 内容 | 法的根拠 |
|---|---|---|
| ASME製造者データ報告書(U-1またはU-1A) | 設計最大許容水圧(MAWP)、水圧試験圧力、設計温度、材料仕様、非破壊検査(NDE)概要、AIシグネチャ | ASME 第VIII部;全米船舶検査委員会 |
| 国家資格登録証明書 | 当該船舶に割り当てられた船舶登録番号 | 全米ボイラー・圧力容器検査官協会 |
| メーカー設計報告書 | ASME第VIII編に基づく設計計算(圧力、ノズル補強、フランジ定格) | ASMEセクションVIII |
| 材料試験報告書 | すべての鋼板、パイプ、継手、フランジ、および締結部品について、化学的および機械的特性の詳細な分析を実施 | ASTM/ASME材料規格 |
| PMIレポート | すべての母材および選定された溶接ビードのXRF分析結果 | 顧客の仕様;適切な設計手法 |
| 溶接図および溶接記録 | 各溶接箇所を番号で識別し、溶接作業者のID、使用した溶接手順書(WPS)、および各溶接箇所の非破壊検査(NDE)結果を記録する | ASME 第IX部;第VIII部 |
| 溶接施工規定(WPS) | 使用する各溶接プロセスおよび母材の組み合わせについて、認定された手順書 | ASMEセクションIX |
| 手順認定記録(PQR) | 各WPSが、適格な試験データによって裏付けられていることを示す試験記録 | ASMEセクションIX |
| 溶接作業者の技能認定 | 当該船舶の溶接作業に従事した各溶接工の現在の資格記録 | ASMEセクションIX |
| 臨死体験の報告 | RTフィルムまたはデジタルRT画像、UTスキャン記録、PT報告書 — 認定NDEレベルIIまたはIIIによる署名入り | ASME 第V部;第VIII部 |
| 水圧試験証明書 | 試験圧力の加圧、保持時間、AI認証署名、日付 | ASME 第VIII部 UG-99 |
| 寸法検査報告書 | 実測値と図面との比較(すべての重要寸法);ノズルの向きに関する調査 | 顧客提供の図面;ASME公差 |
| 熱交換器の性能試験(該当する場合) | 実測された熱性能試験の結果 | テーマ:顧客仕様 |
| ASME BPE 適合性文書(製薬) | 表面仕上げの測定、軌道溶接の検査記録 | ASME BPE |
| CEマーキング関連書類(欧州プロジェクト) | 圧力機器指令(PED)2014/68/EU 適合性評価 | EU規則2014/68/EU |
MWalloysのグローバルOEM供給条件、リードタイム、および注文情報
MWalloysは、ハステロイおよびAL-6XN製プロセス機器の認定を受けたカスタム製造を通じて、世界中のOEM顧客、EPC請負業者、プラント運営会社、およびエンジニアリング企業にサービスを提供する体制を整えています。.
プロジェクトおよび注文に関する条件
| 用語 | 詳細 |
|---|---|
| 最小注文数量 | 最低発注数量なし — 単品の特注機器から複数台規模の生産契約まで対応 |
| 標準的なプロジェクトリードタイム | 単純な容器:30~60日、熱交換器:60~90日、複雑なカラムおよびスキッド:90~120日 |
| 最短納期 | 在庫素材を使用したシンプルなデザインの場合、納期は20~45日です(ご依頼時に実現可能性をご確認ください) |
| お支払い条件(初回注文) | T/T:契約締結時:30%+3%+3%;資材調達マイルストーン達成時:40%+3%+3%;出荷前:30%+3%+3% |
| 既存のお客様向け利用規約 | 合意されたマイルストーンごとに進捗に応じて請求し、最終請求書は支払期限30日 |
| 信用状 | 100,000米ドル以上のご注文でご利用いただけます |
| 技術文書のレビュー | スケジュールに顧客レビュー期間を組み込み — 通常、提出ラウンドごとに5営業日 |
| 保証 | 出荷日から12ヶ月間、製造上の欠陥に対して保証いたします。材料については、メーカーの保証が適用されます。 |
世界各国への輸送および機器の配送
| 配送方法 | 機器の種類 | 所要時間 | 備考 |
|---|---|---|---|
| 海上輸送(FCL) | すべての大型設備 — タンク、カラム、熱交換器 | 配送先により15~45日かかります | 5,000 kgを超える機器の基準 |
| 海上輸送(混載) | 小型機器、スキッドアセンブリ | 20~50日 | FCL輸送では採算が合わないほど小型の機器 |
| 航空貨物 | 小型の重要部品、緊急の予備部品 | 2~5日 | 費用が高い;緊急時のみに限定される |
| 陸上輸送/道路貨物輸送(地域内) | 同大陸内の地域のお客様 | 3~10日 | 北米、ヨーロッパで利用可能 |
| プロジェクト貨物/重量物輸送 | 特別な輸送手段を必要とする大型機器 | プロジェクトごとの物流計画 | 見積段階での手配 |
利用可能なインコタームズ: EXW、FCA、FOB、CFR、CIF、CIP、DAP、DDP — お客様の輸入物流および保険に関するご希望に合わせて選択いたします。.
対象地域
MWalloysは、主要な産業地域全域にわたる50カ国以上の顧客向けに、ハステロイおよびAL-6XN製の特注機器を製造・出荷しています:
| 地域 | 主な顧客業界 |
|---|---|
| 北米(米国、カナダ、メキシコ) | 化学プロセス、製薬、石油・ガス、海水淡水化、電力 |
| ヨーロッパ(ドイツ、オランダ、イギリス、フランス、イタリア、スカンジナビア) | 化学品OEM、製薬、海洋、発電 |
| 中東(サウジアラビア、アラブ首長国連邦、カタール、クウェート、オマーン) | 石油化学、海水淡水化、石油・ガス処理 |
| アジア太平洋地域(シンガポール、中国、韓国、日本、オーストラリア、インド) | 化学、製薬、LNG、海水淡水化、海洋 |
| ラテンアメリカ(ブラジル、メキシコ、コロンビア、チリ) | 鉱業、石油・ガス、化学処理 |
| アフリカ(エジプト、ナイジェリア、南アフリカ、アンゴラ) | 石油・ガス、鉱業、水処理 |
カスタム製作プロジェクトを始めませんか?
技術相談やプロジェクトの見積もりについては、今すぐMWalloysまでお問い合わせください。当社のエンジニアリングチームは、設備製造に関するお問い合わせに対し、1営業日以内に予備的な技術的フィードバックとスケジュール案をご提示いたします。まずはプロセスデータシート、設備仕様書、または概念図をご提出ください。当社は、構想段階から認証取得後の納品に至るまでのエンジニアリングを一貫して担当いたします。.
Eメール sales@mwalloys.com | 世界各国からの問い合わせ: +8618538321502.
カスタムハステロイおよびAL-6XN製機器の製造に関するよくある質問
1: ハステロイ製圧力容器において、ASMEセクションVIIIのディビジョン1とディビジョン2の違いは何ですか?
ASME第VIII部第1区分では、許容応力が低い(通常、室温で引張強度の3.5倍)保守的な規則に基づく設計手法が採用されているのに対し、第2区分では、疲労評価や強制的な耐圧試験を含むより厳格な解析要件が課される、より高い許容応力 (UTS/2.4)を採用し、疲労評価や必須の耐圧試験を含む、より厳格な解析要件を課しています。ハステロイC276の場合、第1部では室温で約23.3 ksi、第2部では約33.5 ksiが許容されており、より広範な設計作業を要する代わりに、肉厚の薄い、より軽量な機器の製造が可能となります。. 実用上の意味としては、ディビジョン1は保守的なアプローチを採用しているため、必要な技術文書が少なく、すべての管轄区域で認められていることから、ほとんどのプロセス機器における標準となっています。ディビジョン2が指定されるのは、高圧と大口径が組み合わさった結果、ディビジョン1ではシェル厚が現実的でない場合、すなわち、厚すぎて圧延や溶接ができないか、あるいは支持構造に対して重すぎる場合です。 ハステロイ製容器の場合、合金コストが高額であるため、ディビジョン2の薄肉設計を採用することで、大型の高圧容器において大幅な材料費の削減が可能となり、それによって高い設計コストを十分に相殺することができます。 MWalloysでは、具体的な設計条件やお客様の希望に応じて、ディビジョン1およびディビジョン2の両方に準拠した設計を行っており、特定のプロセス条件において最も経済的な設計となるディビジョンを推奨するため、比較分析を実施することが可能です。.
2: 化学プロセス機器において、AL-6XNは904Lおよびデュプレックス2205ステンレス鋼と比べてどうでしょうか?
AL-6XN(N08367)は、塩化物による孔食および隙間腐食に対する耐性において、904L(N08904)および二相鋼2205(S32205)の両方を上回っており、そのPREN値は約47(904Lは約36、2205は34~36)という高い耐食性を示しており、904Lや2205が孔食や隙間腐食による破損を起こすような海水環境や高塩化物含有のプロセス環境においても、AL-6XNは適しています。. 塩化物を含む環境における耐食性の優劣は、PREN値および実地での実績に基づけば、2205>904L>AL-6XN>ハステロイC276という順序で明らかです。 周囲温度での希薄海水用途においては、2205 および 904L の両方が十分に機能する可能性があります。海水温度が 40°C を超えたり、塩化物濃度が上昇したり、機器の設計に隙間構造が存在したりする場合、AL-6XN の優位性が顕著になり、公表されている腐食試験でもそのことが実証されています。 二相鋼2205はAL-6XNよりも優れた降伏強度(最低450 MPa 対 310 MPa)を有しており、これにより肉厚を薄くすることが可能ですが、 しかし、この強度の優位性は、2205が塩化物応力腐食割れ(FCC)に対してより脆弱であることで相殺されます。AL-6XNのFCCオーステナイト組織は、2205の二相微細組織に比べて、本質的に塩化物SCCに対する耐性が優れています。 300°Cを超える温度で稼働する機器の場合、475°Cでの脆化が懸念されるため、デュプレックス合金はほとんどの設計規格から除外されていますが、AL-6XNは316°Cまで規格適合を維持しています。.
3:MWalloys社は、熱交換器において、ハステロイC276製のシェルとAL-6XN製のチューブを組み合わせた装置を製造できますか?
はい!MWalloysでは、シェル側とチューブ側のプロセス流体の腐食性が異なる場合、ハステロイC276製のシェルとAL-6XN製のチューブ(またはその逆)を用いた異種合金熱交換器を日常的に製造しています。 より耐食性の高い合金を腐食性の強い流体側に配置し、インコネル625(ERNiCrMo-3)の溶加材を用いて、慎重に設計された移行溶接部を通じて両合金を接合します。. 異種合金熱交換器の設計における主な技術的課題は、2つの合金間の熱膨張率の差である。ハステロイC276の熱膨張率は11.2 µm/m·°Cで膨張するのに対し、AL-6XNは15.7 µm/m·°Cで膨張し、40%の膨張率差が生じます。固定チューブシート設計の場合、この差により、温度変動時にチューブシートおよびチューブ接合部に大きな熱応力が発生します。 当社のエンジニアリングチームは、特定の動作温度範囲において固定チューブシート設計が熱的に実行可能か、あるいは相対的な変位に対応するためにU字管またはフローティングヘッド構成を採用すべきかを評価します。 異種合金間のチューブとチューブシートの接合部に対する溶接手順認定には、ERNiCrMo-3(インコネル625)溶加材を使用します。これは、両方の母材に対して十分な耐食性互換性を提供し、この組み合わせについてはASMEセクションIXのP番号グループで確立されています。 すべての異種金属溶接部は、100% 液体浸透探傷検査を受け、PMI 検証プログラムの対象となります。.
4:ASME第VIII編に基づくハステロイC276製圧力容器の最小肉厚はどれくらいですか?
ASME第VIII部第1編では、非加熱圧力容器について、腐食余裕を除いた容器外殻の最小肉厚を1/16インチ(1.6 mm)と規定しているが、 しかし、実際のハステロイC276製圧力容器の製作においては、直径300 mmを超える容器の構造的剛性を確保するため、通常6~8 mmの最小肉厚が採用されており、必要な肉厚は、特定の合金および温度に対するASME許容応力S値を用いて、式 t = PR/(SE-0.6P) から算出される。. 算出された必要肉厚は、設計圧力(P)、内径(R)、 ASME許容応力(C276鋼板の場合、常温でS = 23.3 ksi)、および継手効率(100%鋼の放射線検査済み突合せ溶接部ではE = 1.0、スポット検査済み継手では0.85)によって決まります。 実用例:内径600 mm、150°Cで30 barの使用を想定したハステロイC276製容器の場合、Division 1の規定および100% RT(E = 1.0)を用いると、必要なシェル厚さは約5.8 mmとなり、 また、150°CにおけるASME許容応力は約143 MPa(20.7 ksi)となる。 適格な使用条件下におけるハステロイC276の腐食余裕は、通常ゼロです。この合金は、想定される使用条件下で測定可能な速度で腐食しないという理由から特に選定されているため、腐食余裕を加えることは、材料の挙動に対する誤解を招くことになります。 MWalloysのエンジニアリングチームは、当社が製造するすべての容器について、ASME第VIII部の計算を完全に実施しており、これらの計算結果は機器に付属する「製造者設計報告書」に記載されています。.
5:MWalloys社は、製薬用プロセス機器向けにASME BPE規格に準拠した製造サービスを提供していますか?
はい、MWalloys社は、医薬品原薬(API)の合成、 発酵、精製、およびユーティリティ用途向けに、ハステロイC276およびAL-6XNの両素材で製造しています。内部表面はRa 0.4~0.5 µmまで電解研磨され、オービタル溶接の認定を取得しており、機器の適格性評価(IQ/OQ/PQ)に必要な包括的な文書パッケージも提供しています。. ASME BPEは、製薬プロセス機器向けにASME第VIII編に加えて適用される補足規格です。これは圧力容器規格に取って代わるものではなく、表面仕上げ仕様(SFグレード)、 強化された試験片検査を伴う溶接要件、排水要件の計算(勾配の検証)、材料文書化要件、および衛生用接続部の寸法公差などが含まれます。当社のBPE準拠製造プログラムには、以下が含まれます:汚染防止のためのCRA材料専用治具;BPEに準拠した認定オービタル溶接手順によるオービタルGTAW溶接; ボアスコープ検査および写真記録を伴う100%内部溶接検査;Ra測定証明書付きのASME BPE表面仕上げ要件に準拠した電解研磨;ASTM A967またはSEMI F19に準拠したパッシベーション;ならびに製薬機器バリデーションチームがIQプロトコルに必要とする完全な文書パッケージ。 お客様の具体的なBPE準拠要件についてご相談の際は、当社の製薬機器チームまでお問い合わせください。.
6:MWalloys製の特注ハステロイC276製圧力容器の納期はどのくらいですか?
MWalloysにおけるASME認定のハステロイC276製特注圧力容器の標準納期は、直径500mm~2,000mm、設計圧力が100バール未満の容器の場合、契約締結から60~90日です。 より大型または複雑な容器の場合は90~120日、在庫材料を使用できる単純な小型容器であれば30~45日で納入可能な場合があります。. リードタイムの内訳は以下の通りです:設計および顧客による文書承認(10~15日)、資材調達(認定サプライヤーからの調達で10~20日)、 製造(複雑度および工場の稼働状況により20~45日)、AIホールドポイントを含む検査および試験(7~14日)、ならびに書類作成および出荷(5~7日)です。 お客様は、ご注文時に完全かつ最終的なプロセスデータシートおよび仕様書をご提供いただくこと、設計修正サイクルを最小限に抑えること、および追加の設計を必要とするカスタム配置ではなく標準的なノズル構成を選択することで、総リードタイムを短縮することができます。緊急の容器交換ニーズに対応するため、当社は最も一般的な厚さ(6 mm、8 mm、 10 mm、12 mm)のハステロイC276板材を常備しており、契約締結後直ちに切断を開始し、並行して設計文書を作成することで、標準構成の場合、リードタイムを40~55日に短縮できる可能性があります。正確かつ最新のリードタイムをお約束いたしますので、お客様の容器仕様を当社プロジェクトチームまでご連絡ください。.
7:MWalloys社は、ASMEセクションIXに基づき、ハステロイおよびAL-6XNの溶接手順をどのように認定しているか?
MWalloys社は、ASMEセクションIXの要件に基づき、ハステロイおよびAL-6XNの製造に関する溶接手順の認定を行うため、手順認定記録(PQR)を作成・試験しています。 (PQR)を作成・試験することで、ハステロイおよびAL-6XNの製造における溶接手順を認定しています。これには、提案された溶接手順書(WPS)が機械的試験および曲げ試験の合格基準を満たす溶接部を生成することを実証するための代表的な試験片の溶接および破壊試験が含まれ、すべての試験は認定検査員立会いのもとで行われ、認証されます。. ハステロイC276(P番号45)およびAL-6XN(P番号8、または特定のUNS指定による認定を受けたもの)に対するASMEセクションIXの手順認定プロセスには、以下の内容が含まれます。溶接手順書(WPS)で規定される継手形状、溶接姿勢、および肉厚範囲に従って試験用試験片を溶接すること; 試験片の放射線検査を実施し、溶接部の内部健全性を確認すること; 試験片から引張試験片を切り出し、継手の引張強度が規格の最低基準を満たしていることを確認するための試験を実施すること;溶接部の延性を確認するためのガイド付き曲げ試験を実施すること;および、認定の対象となるすべての必須変数(母材のP番号、溶加材のF番号、プロセス、姿勢、PWHT、バッキング)を文書化すること。 MWalloysは、ハステロイおよびAL-6XN製容器の製造において遭遇する一般的な材料組み合わせ、プロセス、溶接姿勢、および肉厚範囲を網羅した、認定済みWPS文書のライブラリを保有しています。既存の認定範囲に含まれない特殊な組み合わせについては、プロジェクトの範囲の一部として新たな手順書を作成・認定し、PQR試験スケジュールをプロジェクト全体のタイムラインに組み込みます。.
8:MWalloys社は、ハステロイおよびAL-6XN製構造物の溶接品質を検証するために、どのような腐食試験を実施していますか?
MWalloys社は、ハステロイの溶接手順認定用試験片に対し、ASTM G28に基づく粒界腐食試験を実施しています。これは、溶接プロセスおよび入熱制御により、母材と同等の耐食性を有する溶接金属および熱影響部が形成されることを確認し、溶接中に感作や有害な相の析出が生じなかったことを保証するためです。. ASTM G28 方法A(硫酸第一鉄・硫酸試験、沸騰状態で24時間)は、ニッケル合金の感化スクリーニング試験の標準規格である。この試験は、炭化物の析出によりクロムが欠乏した粒界領域を選択的に腐食させるものであり、これは実使用環境における粒界腐食の原因となるメカニズムと同じである。 溶接熱影響部(HAZ)の試験片が、ASTM G28試験において、溶体化焼鈍処理済みの母材と同等かそれ以下の腐食速度で合格した場合、溶接熱入力量およびパス間温度の管理が感作の防止に有効であったことが確認されます。 AL-6XNについては、ASTM A262 プラクティスE(スクリーニング用シュウ酸エッチング試験)およびプラクティスB(硫酸第一鉄・硫酸試験)が、同等の感作スクリーニング方法となります。 手順認定の腐食試験に加え、MWalloys はお客様のご要望に応じて生産腐食試験片の試験も実施しています。生産溶接試験板から切り出された試験片は、認定済みの WPS に基づいて試験され、生産溶接が認定された手順条件と一致していることを確認します。 この追加の検証段階は、溶接金属の耐食性においてわずかな変動にも敏感なプロセス条件を持つ製薬およびファインケミカルプラントのお客様にとって、特に有益です。.
9:MWalloys社は、欧州圧力機器指令(PED)の要件に準拠したハステロイおよびAL-6XN製の機器を製造できますか?
はい。MWalloys社は、欧州経済領域(EEA)で販売される圧力機器の設計、製造、および適合性評価を規定する規制枠組みである欧州圧力機器指令 (PED)2014/68/EUに準拠したハステロイおよびAL-6XN製圧力機器を製造しています。同指令は、欧州経済領域(EEA)で販売される圧力機器の設計、製造、および適合性評価を規定する規制枠組みであり、PEDのリスク分類スキームで要求される通り、カテゴリーIIIおよびIVの機器については第三者認定機関の関与を得て製造を行っています。. 特注の圧力容器に対するPED適合性評価の手順は、通常、カテゴリーIIIおよびIVの機器についてはモジュールG(個別審査)またはモジュールH(品質保証)に該当します。これらのカテゴリーには、一定の圧力・容積の閾値を超えるほとんどの産業用圧力容器が含まれます。 モジュールGでは、EUが指定した認定機関が設計計算を審査し、重要な製造工程に立ち会い、すべての試験記録を審査した上で、完成した容器にCEマーキングを付与するためのEC型式検査証明書を発行します。 MWalloys は、お客様が選定した認定機関と直接連携するか、あるいは当社が長年にわたり築き上げた協力関係にある認定機関を推薦し、遅延を生じさせることなく、認定機関による審査スケジュールを製造スケジュールに組み込みます。 ASME Uスタンプ製造中に作成される技術ファイル(設計計算書、材料証明書、溶接記録、非破壊検査(NDE)報告書、試験証明書)は、PED適合に必要な文書の約80~90%をカバーしており、これら2つの品質システムは対立するものではなく、相互に補完し合うものです。 欧州向けのプロジェクトについては、契約締結前に、プロジェクト開始時にMWalloysのエンジニアリングチームにご連絡いただき、PEDのリスクカテゴリー分類および適切な適合性評価のルートについてご相談ください。.
10:MWalloysは、ハステロイおよびAL-6XN製の機器に対して、どのようなアフターサービスを提供していますか?
MWalloysは、すべてのASME認定機器に対し、12か月の製造欠陥保証を提供しています。また、保証期間終了後も、機器の稼働期間を通じて、故障解析のコンサルティング、修理溶接手順の指導、現場検査のサポート、および予備部品の供給といった技術サポートを提供します。. 当社のアフターサービスプログラムには、書面による通知を受けてから24時間以内に保証請求に対応し、保証対象の不具合調査については5営業日以内に現場エンジニアを派遣するサービスが含まれます。 予期せぬ腐食や、材料の性能に影響を及ぼすプロセス変更に直面しているお客様向けの技術相談サービス — MWalloys製機器をご利用のお客様には、腐食メカニズムおよび是正策に関する技術的見解を無料で書面にて提供いたします;機器の損傷や稼働中の故障に対する修理・製作サービス。これには、優先的なスケジュールによる交換部品の緊急製作、ノズルの追加、または容器全体の交換が含まれます; 機器の全稼働期間にわたるすべての機器文書記録のアーカイブ管理。これにより、納入から数年経過した後でも、オリジナルのMTR(材料試験報告書)、溶接記録、設計計算書の検索が可能となります;および交換部品の供給 — 熱交換器用スペアチューブ、蒸留塔用交換トレイパネル、スペアノズルフランジなど。これらは、適合する文書を備えた認定材料から製造されます。 MWalloys製設備のアフターサービスをご希望の場合は、設備のシリアル番号およびNational Board登録番号を添えて当社の技術サービスチームまでご連絡ください。これにより、お客様の設備に関する完全な記録を直ちに検索することが可能となります。.
検証可能な参考文献
本技術記事の作成にあたっては、以下の情報源を参照しており、これらはエンジニア、調達担当者、品質管理責任者によって独自に検証可能です:
- ASMEインターナショナル。. ASMEボイラー・圧力容器規格、第VIII編第1部:圧力容器の製造に関する規則。. ASME、ニューヨーク州ニューヨーク。最新版。.
- ASMEインターナショナル。. ASMEボイラー・圧力容器規格、第IX編:溶接、ろう付け、およびフュージングの資格要件。. ASME、ニューヨーク州ニューヨーク。最新版。.
- ASMEインターナショナル。. ASMEボイラー・圧力容器規格、第II部B編:非鉄金属材料の仕様(SB-574、SB-575、SB-619、SB-622、SB-676、SB-688、SB-691)。. ASME、ニューヨーク州ニューヨーク。最新版。.
- ASMEインターナショナル。. ASME BPE:バイオプロセス機器規格。. ASME、ニューヨーク州ニューヨーク。最新版。.
- ASMEインターナショナル。. ASME B31.3:プロセス配管規格。. ASME、ニューヨーク州ニューヨーク。最新版。.
- ヘインズ・インターナショナル. ハステロイ C-276 合金データシート (H-2002C)。. ヘインズ・インターナショナル、インディアナ州ココモ.
- ヘインズ・インターナショナル. ハステロイ C-22 合金データシート (H-2052D)。. ヘインズ・インターナショナル、インディアナ州ココモ.
- アレゲニー・テクノロジーズ(ATI)。. AL-6XN 合金の技術データ (N08367)。. ATI、ペンシルベニア州ピッツバーグ。.
- ASTMインターナショナル。. ASTM B575:低炭素ニッケル・クロム・モリブデン合金板、シートおよびストリップの標準仕様。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM B688:クロム・ニッケル・モリブデン・鉄(UNS N08366 および N08367)の板、シート、およびストリップに関する標準仕様書。. ASTM International, West Conshohocken, PA.
- ASTMインターナショナル。. ASTM G28:ニッケル高含有クロム系鍛造合金の粒界腐食感受性を検出するための標準試験方法。. ASTM International, West Conshohocken, PA.
- 全米ボイラー・圧力容器検査官協会。. 全米検査基準(NBIC)NB-23。. 全米委員会、オハイオ州コロンバス。最新版。.
- 管式熱交換器製造業者協会(TEMA)。. TEMA熱交換器規格 第10版. TEMA、ニューヨーク州タリータウン。.
- 欧州議会。. 圧力機器指令(PED)2014/68/EU。. 『欧州連合官報』、2014年。.
- NACEインターナショナル。. NACE MR0175 / ISO 15156:硫化水素(H₂S)含有環境で使用される材料。. NACEインターナショナル、ヒューストン、テキサス州。.
- 米国溶接協会。. AWS A5.14:ニッケルおよびニッケル合金裸溶接電極およびロッドの仕様(ERNiCrMo-4 — ハステロイ C276 溶加材)。. AWS、フロリダ州マイアミ。.
