Inconel is a registered trademark of Special Metals Corporation designating a family of austenitic nickel-chromium superalloys engineered to maintain structural integrity and corrosion resistance at extreme temperatures (up to 1175°C) and in aggressive chemical environments where stainless steels, aluminum alloys, and standard nickel grades fail, with Inconel 625 (UNS N06625) and Inconel 718 (UNS N07718) being the two most widely specified grades globally, used in jet engine components, subsea flexible risers, rocket motor casings, nuclear reactor internals, and chemical processing equipment operating under conditions that destroy conventional engineering metals within months. At MWalloys, we supply Inconel in bar, plate, sheet, pipe, tube, fittings, wire, and strip to aerospace prime contractors, offshore energy operators, and chemical plant fabricators requiring certified material with full traceability documentation.
What Is Inconel and Who Holds the Trademark Rights?
Inconel is a proprietary brand name owned by Special Metals Corporation, a wholly owned subsidiary of PCC Airfoils LLC (Precision Castparts Corp.), headquartered in Huntington, West Virginia, USA. The name "Inconel" was coined from a combination of "International Nickel Company" (the predecessor organization that developed the alloys) and the suffix "el" used for nickel alloy tradenames in the mid-20th century.

In engineering practice, "Inconel" has evolved into a semi-generic term that many engineers use broadly to describe any high-nickel chromium superalloy, regardless of the actual manufacturer. The correct technical approach requires specifying both the Inconel grade designation and the UNS (Unified Numbering System) number to avoid substitution errors during procurement. An Inconel 625 specification without the UNS N06625 number leaves room for non-equivalent material to be supplied under the trade name.
Who Manufactures Inconel-Equivalent Alloys?
While Special Metals Corporation holds the Inconel trademark, the UNS-defined compositions are produced by multiple qualified mills worldwide under different brand names:
| Manufacturer | Country | Equivalent Designation | Primary Grades |
|---|---|---|---|
| Special Metals Corporation | USA | Inconel (original) | 600, 601, 625, 690, 718, X-750 |
| Haynes International | USA | Various | 625LCF, 718 equivalents |
| VDM Metals (Thyssenkrupp) | Germany | Nicrofer | 6020 (≈625), 5219 (≈718) |
| Sandvik | Sweden | Sanicro | Various Ni alloy equivalents |
| Carpenter Technology | USA | Custom 625, 718 | 625, 718 |
| Nippon Yakin Kogyo | Japan | NAS alloys | NAS 625, NAS 718 equivalents |
| Fushun Special Steel | China | GH series | GH4169 (≈718), GH3625 (≈625) |
| VSMPO-AVISMA | Russia | EP series | Various Ni alloy equivalents |
At MWalloys, we source from both Western original mills and qualified equivalent producers, verifying compliance through full chemical analysis (PMI on every piece) and mechanical property verification against the applicable ASTM or AMS specification.
Why "Inconel" Became a Semi-Generic Engineering Term
The same phenomenon that turned "Inconel" into a broad category descriptor happened to Hastelloy, Monel, and Waspaloy: the alloys were so widely adopted and so distinctively superior in their target applications that engineers began using the brand name as the category name. This creates real procurement risks. An engineer who writes "Inconel 625 or equivalent" without defining what "equivalent" means may receive material that nominally matches the grade designation but was produced without the vacuum remelting quality controls that aerospace and nuclear applications require.

What Is the Historical Development of the Inconel Alloy Family?
The Inconel family emerged from applied metallurgical research driven by the demands of jet engine development during and after World War II. The requirement for materials that maintained structural integrity at turbine operating temperatures far beyond what austenitic stainless steels could handle drove systematic development of nickel-chromium compositions.
Key Milestones in Inconel Development
| Year | Development | Significance |
|---|---|---|
| 1941 | Inconel 600 introduced | First commercial Ni-Cr alloy for high-temperature service |
| 1950s | Inconel X developed | First age-hardenable Inconel; higher strength at temperature |
| 1960s | Inconel 718 developed | Revolutionary age-hardenable alloy; dominant aerospace grade |
| 1960s | Inconel 625 developed | Solid-solution strengthened; exceptional weldability + corrosion resistance |
| 1970s | Inconel 690 developed | Ultra-low corrosion in nitric acid; nuclear steam generator grade |
| 1970s | Inconel X-750 refined | Spring and fastener grade for high-temperature service |
| 1980s | Inconel 601 widely adopted | Aluminum-bearing grade for high-temperature oxidation |
| 1990s | Inconel 725 developed | Age-hardenable corrosion-resistant variant; oil/gas focus |
| 2000s | Inconel 740 / 740H | Ultra-high strength for ultra-supercritical power plants |
| 2010s | Additive manufacturing grades | Inconel 625 and 718 powders for 3D printing established |
The development of Inconel 718 in the 1960s represents one of the most consequential events in materials engineering history. Before 718, precipitation-hardenable nickel superalloys suffered from rapid strain-age cracking during welding, which made complex fabricated structures impractical. Inconel 718's use of niobium as the primary precipitation hardener (forming gamma-double-prime rather than gamma-prime precipitates) substantially reduced the aging reaction rate, eliminating strain-age cracking and enabling the large, complex welded superalloy structures that modern jet engines depend upon.
What Are All the Inconel Grades Available and What Are Their UNS Numbers?
The Inconel family encompasses significantly more grades than most engineers encounter in routine work. The following table provides the complete commercial grade reference.
Complete Inconel Grade Reference Table
| Grade | UNS Number | Strengthening Mechanism | Primary Characteristic | Key Application |
|---|---|---|---|---|
| Inconel 600 | N06600 | Solid solution | High-temp oxidation + corrosion | Heat treating equipment, nuclear |
| Inconel 601 | N06601 | Solid solution | Outstanding oxidation resistance (Al) | Industrial furnaces, combustion |
| Inconel 617 | N06617 | Solid solution | Highest strength solid-solution Ni alloy | Gas turbine combustors, HDGT |
| Inconel 625 | N06625 | Solid solution (Nb, Mo) | Corrosion + fatigue + weldability | Subsea, chemical, aerospace |
| Inconel 625LCF | N06625 | Solid solution | Low cycle fatigue optimized | Bellows, expansion joints |
| Inconel 690 | N06690 | Solid solution | Nitric acid + nuclear SCC resistance | PWR steam generators |
| Inconel 693 | N06693 | Solid solution + gamma prime | Metal dusting resistance | Syngas, hydrogen plants |
| Inconel 706 | N09706 | Precipitation (γ'') | Easier to machine than 718 | Gas turbine casings, rings |
| Inconel 718 | N07718 | Precipitation (γ'' + γ') | Highest strength Ni alloy to 700°C | Aerospace, oil/gas fasteners |
| Inconel 718SPF | N07718 | Precipitation | Superplastic forming grade | Complex aerospace shapes |
| Inconel 725 | N07725 | Precipitation | 718 chemistry + enhanced corrosion | Sour service oil/gas |
| Inconel 740 | N07740 | Precipitation (γ') | Ultra-high temperature USC power | Steam turbine, power plant |
| Inconel 740H | N07740 | Precipitation (γ') | Improved 740 for 750°C+ service | Ultra-supercritical boilers |
| Inconel X-750 | N07750 | Precipitation (γ') | High-temp springs and fasteners | Jet engine springs, fasteners |
| Inconel 751 | N07751 | Precipitation (γ') | X-750 variant for exhaust valves | Exhaust valve material |
Which Inconel Grades Are Most Specified in 2026?
Based on MWalloys' supply patterns across aerospace, oil/gas, pharmaceutical, and industrial markets in mid-2026:
| Rank | Grade | Approx. Market Share | Primary Industry Driver |
|---|---|---|---|
| 1 | Inconel 718 | ~50% of Inconel volume | Aerospace (jet engine, space), oil/gas |
| 2 | Inconel 625 | ~35% of Inconel volume | Subsea, chemical, aerospace bellows |
| 3 | Inconel 600 | ~5% of Inconel volume | Heat treatment, nuclear, chemical |
| 4 | Inconel X-750 | ~3% of Inconel volume | Springs, fasteners, aerospace |
| 5 | Inconel 690 | ~3% of Inconel volume | Nuclear power, nitric acid |
| 6 | Others | ~4% | Specialty applications |
This distribution reflects a structural shift in the Inconel market over the past decade: Inconel 625's share has grown substantially due to the expansion of deep-water oil and gas production, which uses massive quantities of 625 in flexible riser armor, umbilicals, and subsea equipment. Inconel 718 maintains its dominant position driven by the continuing growth of commercial aviation and, increasingly, space launch vehicle production.
What Are the Chemical Compositions of Inconel 625 and Inconel 718?
The chemical composition of each Inconel grade is the foundation of its mechanical and corrosion performance. Comparing the compositions of 625 and 718 explains why they behave so differently despite sharing a nickel-chromium base.
Inconel 625 Chemical Composition (ASTM B443, UNS N06625)
| Element | Min (%) | Max (%) | Functional Role |
|---|---|---|---|
| Nickel (Ni) | 58.0 | Balance (~62%) | Base matrix; SCC immunity; corrosion stability |
| Chromium (Cr) | 20.0 | 23.0 | Passive film; oxidizing acid resistance; high-temp oxidation |
| Molybdenum (Mo) | 8.0 | 10.0 | Pitting and crevice resistance; reducing acid resistance |
| Niobium + Tantalum (Nb + Ta) | 3.15 | 4.15 | Solid solution strengthening; weld stabilization (NbC vs CrC) |
| Iron (Fe) | – | 5.0 | Controlled residual |
| Cobalt (Co) | – | 1.0 | Controlled residual |
| Carbon (C) | – | 0.10 | Controlled; carbide formation |
| Aluminum (Al) | – | 0.40 | Minor deoxidizer |
| Titanium (Ti) | – | 0.40 | Minor strengthener |
| Silicon (Si) | – | 0.50 | Deoxidation |
| Manganese (Mn) | – | 0.50 | Deoxidation |
| Phosphorus (P) | – | 0.015 | Impurity |
| Sulfur (S) | – | 0.015 | Impurity; hot ductility |
Inconel 718 Chemical Composition (AMS 5596 / ASTM B670, UNS N07718)
| Element | Min (%) | Max (%) | Functional Role |
|---|---|---|---|
| Nickel + Cobalt (Ni + Co) | 50.0 | 55.0 | Base matrix |
| Nickel (Ni) | – | – | ~53% nominal |
| Chromium (Cr) | 17.0 | 21.0 | Oxidation and corrosion resistance |
| Iron (Fe) | Balance | (~18%) | Cost modifier; lower than standard Ni alloys |
| Niobium + Tantalum (Nb + Ta) | 4.75 | 5.50 | Primary strengthener (γ'' Ni₃Nb phase) |
| Molybdenum (Mo) | 2.80 | 3.30 | Solid solution strengthening |
| Titanium (Ti) | 0.65 | 1.15 | Secondary γ' strengthening |
| Aluminum (Al) | 0.20 | 0.80 | γ' phase formation |
| Carbon (C) | – | 0.08 | Grain boundary carbides |
| Silicon (Si) | – | 0.35 | Deoxidation |
| Manganese (Mn) | – | 0.35 | Deoxidation |
| Cobalt (Co) | – | 1.0 | Controlled residual |
| Boron (B) | – | 0.006 | Grain boundary strengthening |
| Copper (Cu) | – | 0.30 | Controlled residual |
Why 625 and 718 Have Such Different Properties Despite Similar Nickel Content
The compositional table comparison reveals the fundamental design philosophy difference:
Inconel 625 uses niobium and molybdenum in solid solution to achieve strength, with no precipitation hardening. This approach produces lower strength than 718 in the annealed condition but delivers superior corrosion resistance (9% Mo provides strong pitting resistance), weldability (no age hardening required, no strain-age cracking risk), and broad-spectrum chemical resistance. The 22% chromium combined with 9% molybdenum gives 625 a PREN (Pitting Resistance Equivalent Number) of approximately 52, far exceeding any austenitic stainless steel.
Inconel 718 achieves its exceptional strength through dual precipitation hardening: gamma-double-prime (Ni₃Nb) particles, which form slowly and therefore do not cause strain-age cracking during welding, provide the primary strength increment, while gamma-prime (Ni₃(Al,Ti)) particles provide additional strengthening. The large iron content (approximately 18%) compared to 625 reflects 718's design as a structural alloy where corrosion resistance is secondary to mechanical performance: the high iron reduces cost and density while the chromium and molybdenum provide adequate corrosion resistance for most aerospace and oil/gas service conditions.
What Mechanical Properties Do Inconel 625 and 718 Deliver Across Different Conditions?
The mechanical properties of 625 and 718 differ so substantially that they serve almost entirely different application categories despite sharing the Inconel family designation.
Inconel 625 Room Temperature Mechanical Properties
| Property | Annealed (Grade 1, ASTM B443) | 1/4 Hard | 1/2 Hard | Full Hard |
|---|---|---|---|---|
| Tensile Strength (MPa) | 830 min (typically 900 – 1000) | 1050 – 1200 | 1200 – 1380 | 1500 – 1700 |
| Yield Strength (MPa, 0.2%) | 415 min (typically 500 – 650) | 750 – 900 | 950 – 1100 | 1300 – 1480 |
| Elongation (%) | 30 min (typically 40 – 50) | 18 – 25 | 10 – 18 | 2 – 6 |
| Hardness (HRB) | 90 – 100 HRB | 25 – 32 HRC | 35 – 40 HRC | 42 – 46 HRC |
| Charpy Impact (J, RT) | > 100 | 60 – 80 | 35 – 55 | 15 – 30 |
Inconel 718 Room Temperature Mechanical Properties by Heat Treatment Condition
| Property | Annealed (solution treated) | AMS 5663 (Aged) | AMS 5664 (Aged, alternate) | High Strength Aged |
|---|---|---|---|---|
| Tensile Strength (MPa) | 1000 – 1100 | 1380 min | 1310 min | 1450 – 1520 |
| Yield Strength (MPa, 0.2%) | 550 – 700 | 1170 min | 1100 min | 1250 – 1330 |
| Elongation (%) | 25 – 35 | 12 min | 12 min | 10 – 15 |
| Reduction of Area (%) | 45 – 60 | 15 min | 15 min | 12 – 18 |
| Hardness (HRC) | 28 – 35 | 36 – 44 | 35 – 42 | 40 – 46 |
| Charpy V-notch (J, RT) | 80 – 120 | 40 – 80 | 45 – 85 | 30 – 60 |
The contrast between 625 annealed and 718 peak-aged is striking: Inconel 718 in the aged condition achieves tensile strengths of 1380 – 1520 MPa compared to Inconel 625 annealed at 830 – 1000 MPa. This strength advantage is why 718 dominates structural aerospace applications (turbine discs, fasteners, shafting) while 625 dominates applications where corrosion resistance and weldability are the primary drivers.
Elevated Temperature Strength Comparison: 625 vs 718
| Temperature (°C) | 625 Tensile (MPa) | 625 Yield (MPa) | 718 Tensile (MPa, aged) | 718 Yield (MPa, aged) |
|---|---|---|---|---|
| 20 | 900 – 1000 | 500 – 650 | 1380 – 1520 | 1170 – 1330 |
| 200 | 840 – 940 | 430 – 580 | 1280 – 1400 | 1090 – 1220 |
| 400 | 790 – 890 | 380 – 520 | 1200 – 1320 | 1020 – 1140 |
| 550 | 740 – 830 | 340 – 480 | 1140 – 1240 | 970 – 1080 |
| 650 | 700 – 790 | 300 – 440 | 1060 – 1170 | 900 – 1020 |
| 700 | 660 – 750 | 270 – 400 | 950 – 1100 | 800 – 950 |
| 760 | 580 – 670 | 240 – 360 | 750 – 900 | 620 – 780 |
| 815 | 470 – 570 | 200 – 310 | 480 – 620 | 380 – 520 |
| 870 | 350 – 450 | 170 – 270 | 290 – 420 | 220 – 340 |
The crossover point where 625 and 718 approach similar strengths occurs around 760 – 815°C, reflecting the dissolution of 718's gamma-double-prime precipitates (the phase responsible for 718's strength advantage dissolves above approximately 650°C in long-term service). Above 650°C sustained service, 718's strength advantage progressively diminishes, and above 760°C, 625's solid-solution strength from niobium and molybdenum becomes competitive.
Physical Properties of Inconel 625 and 718
| Physical Property | Inconel 625 | Inconel 718 | Engineering Application |
|---|---|---|---|
| Density (g/cm³) | 8.44 | 8.19 | Weight calculations; 718 lighter than 625 |
| Modulus of elasticity (GPa, 20°C) | 208 | 211 | Deflection, stiffness calculations |
| Modulus of rigidity (GPa) | 79 | 80 | Torsional spring design |
| Coefficient of thermal expansion (µm/m·°C, 20 – 100°C) | 12.8 | 13.0 | Thermal cycling, clearance design |
| Thermal conductivity (W/m·K, 20°C) | 9.8 | 11.4 | Heat transfer calculations |
| Electrical resistivity (µΩ·m) | 1.29 | 1.25 | Resistance welding, EDM parameters |
| Melting range (°C) | 1290 – 1350 | 1260 – 1336 | Welding, casting reference |
| Magnetic permeability | < 1.002 | 1.001 – 1.010 | Non-magnetic applications |
| Specific heat (J/kg·K) | 410 | 435 | Thermal analysis |
The slight magnetic response of some Inconel 718 material (permeability up to 1.010) reflects the higher iron content (approximately 18%) and the presence of delta phase (Ni₃Nb) at certain heat treatment conditions. While not ferromagnetic in the practical sense, engineers specifying 718 for applications near sensitive instrumentation should verify permeability on the specific heat and condition.
How Is Inconel 718 Heat Treated to Achieve Its Maximum Strength?
Heat treatment is what separates Inconel 718's full potential from its moderate as-annealed condition. Understanding the complete heat treatment sequence is essential for any engineer or metallurgist working with this alloy.
The Complete Inconel 718 Heat Treatment Sequence
Stage 1: Solution Annealing (Homogenization)
Before aging, 718 must be solution annealed to dissolve all precipitate phases and establish a uniform, single-phase austenitic matrix. Two common solution anneal conditions exist, selected based on whether a finer or coarser grain size is desired:
| Solution Anneal Type | Temperature | Time | Grain Size Result | Application Preference |
|---|---|---|---|---|
| Standard anneal | 980°C (1800°F) | 1h per 25mm + 1h min | Fine grain (ASTM 8 – 12) | Fatigue-critical rotating parts |
| Supersolvus anneal | 1065°C (1950°F) | 1h per 25mm + 1h min | Coarse grain (ASTM 4 – 7) | Creep-critical static parts |
Cooling from solution anneal: rapid quench (water quench or rapid air cool). Slow cooling through the 650 – 850°C range causes delta phase precipitation that depletes niobium from solution, reducing the subsequent aging response.
Stage 2: Precipitation Aging (AMS 5663 Standard Dual Aging)
The standard dual-step aging treatment develops the gamma-double-prime and gamma-prime precipitates responsible for 718's strength:
| Step | Temperature | Time | Cooling | Purpose |
|---|---|---|---|---|
| First age | 720°C (1325°F) | 8 hours | Furnace cool to 620°C at 55°C/hour | Nucleate and grow γ'' precipitates |
| Second age | 620°C (1150°F) | 8 hours | Air cool | Complete γ'' + γ' precipitation |
Why the Two-Stage Aging Works:
The first stage at 720°C nucleates fine gamma-double-prime particles throughout the grain structure. The controlled cooling rate through 620°C prevents coarsening of these particles while also allowing gamma-prime formation. The second hold at 620°C completes precipitation and stabilizes the particle distribution. This dual-stage approach produces a more uniform and finer precipitate distribution than a single aging treatment.
Effect of Heat Treatment on 718 Properties
| Heat Treatment Condition | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Hardness (HRC) | Primary Use |
|---|---|---|---|---|---|
| As annealed (solution treated) | 1000 – 1100 | 550 – 700 | 25 – 35 | 28 – 35 | Forming, welding state |
| Single aged (720°C/8h + AC) | 1280 – 1380 | 1050 – 1150 | 15 – 22 | 34 – 40 | Moderate strength applications |
| Dual aged (AMS 5663) | 1380 min | 1170 min | 12 min | 36 – 44 | Standard aerospace specification |
| High-strength aged | 1450 – 1520 | 1250 – 1330 | 10 – 15 | 42 – 46 | Maximum load applications |
| Over-aged (> 750°C, 24h) | 1050 – 1150 | 800 – 900 | 20 – 28 | 28 – 34 | NOT recommended; degraded properties |
Delta Phase and Its Role in 718 Microstructure
Delta phase (orthorhombic Ni₃Nb) is a metastable phase that forms in Inconel 718 during exposure at 650 – 980°C. Its relationship to alloy performance is nuanced:
- At grain boundaries: Small amounts of delta phase pin grain boundaries, preventing grain growth during high-temperature service and improving grain boundary toughness.
- In excess quantity: Overabundant delta phase depletes niobium from solid solution and from the gamma-double-prime strengthening phase, reducing tensile and creep strength.
- As a processing indicator: Delta phase on fracture surfaces or at boundaries after service is an indicator of thermal overexposure above the solution anneal temperature during service.
The standard heat treatment is designed to use delta phase constructively: a small amount of grain boundary delta is acceptable and beneficial, while the bulk of the niobium is preserved in the gamma-double-prime strengthening phase.
What Corrosion and Oxidation Resistance Does Inconel Provide in Different Environments?
The corrosion resistance of Inconel alloys varies significantly between grades and must be matched to specific service conditions. Assuming all Inconel grades are equally corrosion resistant is a dangerous oversimplification.
Corrosion Resistance of Inconel 625
Inconel 625 delivers the best corrosion resistance in the Inconel family, specifically because of its combination of high chromium (22%), high molybdenum (9%), and niobium, which together produce:
| Corrosion Type | 625 Performance | Competing 316L SS | Notes |
|---|---|---|---|
| Seawater pitting | Excellent (essentially immune) | Poor (pits readily) | PREN ~52 vs 316L ~24 |
| Seawater crevice | Very Good | Very Poor | No chloride threshold exceeded |
| Chloride SCC | Excellent (immune in most conditions) | Poor (SCC above 60°C) | >40% Ni provides immunity |
| General corrosion in HNO₃ | Good | Good | Both adequate in oxidizing HNO₃ |
| General corrosion in HCl | Moderate (better than SS) | Poor | Mo provides HCl resistance |
| General corrosion in H₂SO₄ | Moderate | Poor above 10% | Better than SS at higher conc. |
| High-velocity seawater (erosion-corrosion) | Excellent (> 15 m/s) | Poor (film damage above 3 m/s) | 625 passive film more robust |
| H₂S (sour service) | Excellent | Limited | NACE MR0175 compliant |
| Organic acids | Excellent | Good | Both suitable in mild conditions |
Oxidation and High-Temperature Corrosion Resistance
At elevated temperatures where aqueous corrosion mechanisms are replaced by dry oxidation and sulfidation:
| Temperature (°C) | 625 Oxidation Resistance | 718 Oxidation Resistance | 600 Oxidation Resistance | Notes |
|---|---|---|---|---|
| < 500 | Excellent | Excellent | Excellent | All grades suitable |
| 500 – 700 | Very Good | Very Good | Very Good | Minor scale formation |
| 700 – 900 | Good (Cr₂O₃ scale) | Good | Very Good | 625 slightly better Cr₂O₃ |
| 900 – 1100 | Moderate (scale thickens) | Not recommended | Good | 625 max ~980°C sustained |
| > 1100 | Limited | Not suitable | Moderate | Alloy 601 preferred |
For sustained service above 900°C in oxidizing atmospheres, grades with aluminum additions (Inconel 601 with 1.35% Al, or Alloy 602CA with 2.3% Al) form more protective alumina (Al₂O₃) scales that grow significantly slower than chromia (Cr₂O₃) scales at very high temperatures.
Corrosion Resistance of Inconel 718
Inconel 718 was designed primarily as a structural high-strength alloy, and its corrosion resistance is moderate compared to 625:
| Environment | 718 Performance | Notes |
|---|---|---|
| Seawater (ambient) | Good (no pitting typically) | PREN ~28; less robust than 625 |
| Seawater (elevated temperature, crevice) | Moderate risk | Specify 625 for demanding marine |
| Mild acids | Adequate | Not recommended for concentrated acid service |
| H₂S sour service | Good (NACE MR0175 compliant) | Hardness must be controlled |
| Oxidizing atmosphere (< 700°C) | Good | Adequate for turbine adjacent components |
| Reducing atmosphere | Adequate | Mo content provides some protection |
The lower molybdenum content of 718 (2.8 – 3.3%) compared to 625 (8 – 10%) significantly reduces its pitting resistance in chloride environments. For applications combining high mechanical strength with seawater corrosion resistance, Inconel 725 (a age-hardenable alloy with higher Mo than 718) is often specified for subsea fasteners and connectors where 718's corrosion resistance is borderline.
What Product Forms and Standard Dimensions Are Available for Inconel?
Inconel 625 and 718 are commercially available in virtually all standard wrought product forms. The availability from stock versus mill order lead times differs significantly between the two grades.
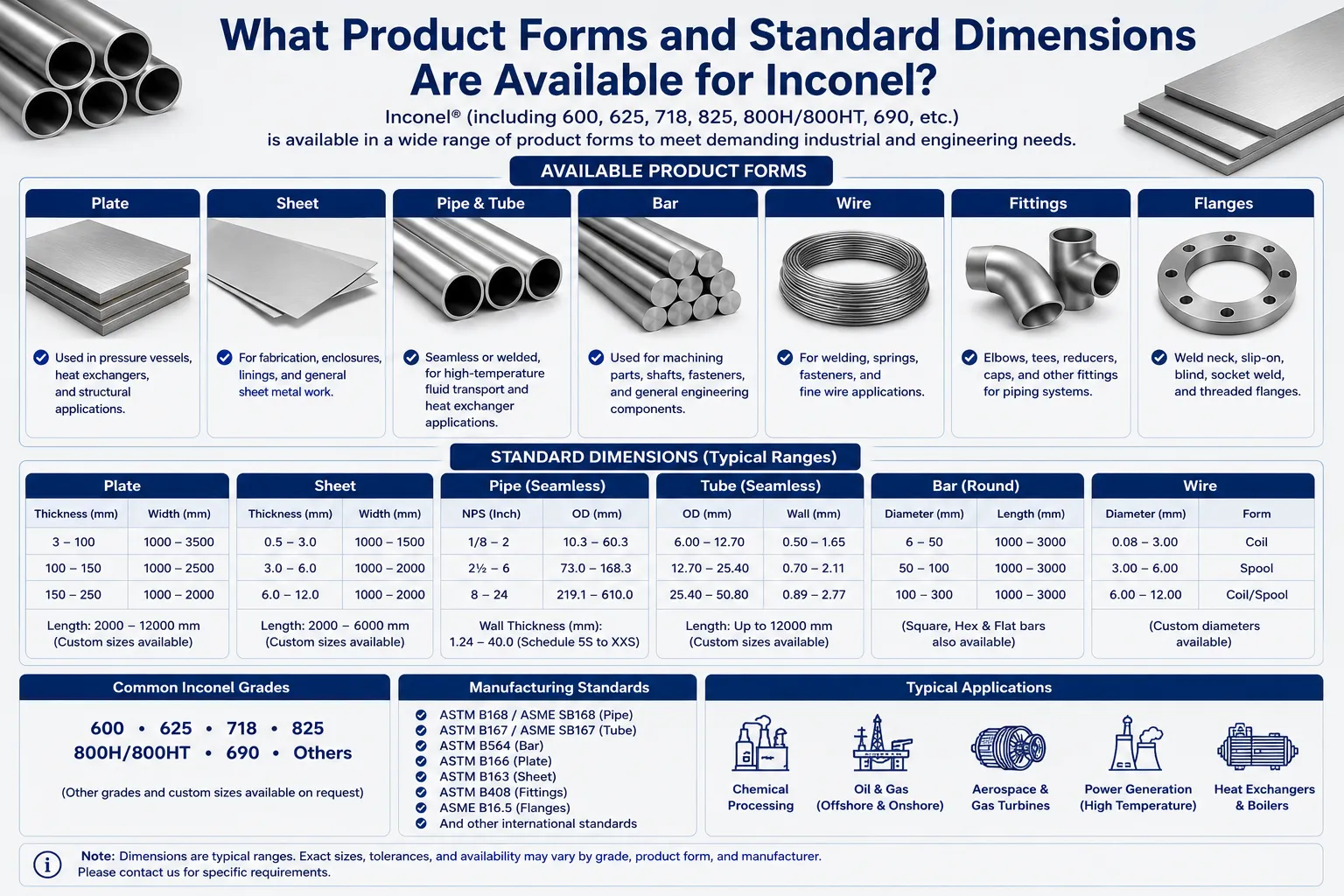
Available Product Forms and Governing Standards
| Product Form | Inconel 625 Standard | Inconel 718 Standard | Typical Size Range |
|---|---|---|---|
| Plate and sheet | ASTM B443 / ASME SB443 | ASTM B670 | 0.5 – 100mm thick |
| Bar (hot rolled) | ASTM B446 / ASME SB446 | AMS 5662, 5664 | 6 – 300mm diameter |
| Seamless pipe and tube | ASTM B444 / ASME SB444 | – | 6 – 300mm OD |
| Welded pipe | ASTM B705 / ASME SB705 | – | 6 – 600mm OD |
| Wire | ASTM B446 | AMS 5832 | 0.05 – 12mm |
| Strip and narrow coil | ASTM B443 | ASTM B670 | 0.05 – 6.35mm thick |
| Forgings | AMS 5666 (625) | AMS 5662, 5663 (718) | Custom shapes |
| Flanges | ASTM B564 | ASTM B564 | Per ASME B16.5 |
| Fittings | ASTM B366 | – | Per ASME B16.9 |
| Welding wire (GTAW) | AWS ERNiCrMo-3 | AWS ERNiFeCr-2 | 0.8 – 3.2mm |
| Powder (AM) | Various | AMS 7001 | 15 – 53 µm (SLM) |
Stock Availability at MWalloys
| Product Form | Grade | Standard Stocked Sizes | Typical Lead Time |
|---|---|---|---|
| Plate | 625 | 3 – 75mm, various widths | 1 – 5 business days |
| Plate | 718 | 6 – 50mm, various widths | 3 – 7 business days |
| Bar | 625 | 6 – 200mm diameter | 3 – 7 business days |
| Bar | 718 | 6 – 150mm diameter | 3 – 7 business days |
| Seamless pipe | 625 | 1/4" – 8" NPS | 3 – 10 business days |
| Sheet | 625 | 0.5 – 3mm | 1 – 5 business days |
| Welding wire | 625 (ERNiCrMo-3) | 1.6mm, 2.4mm straight lengths | 1 – 3 business days |
| Slit coil | 625 | Custom widths from 3mm | 3 – 10 business days |
| Forgings | 718 | Custom (mill order) | 10 – 20 weeks |
Non-standard dimensions, very heavy plate above 75mm, or forgings requiring custom die tooling are produced to order with lead times of 10 to 20 weeks for Inconel 718 and 8 to 16 weeks for Inconel 625. Engaging MWalloys during the design phase of projects requiring large custom forgings or non-standard dimensions prevents the schedule compression that forces specification compromises.
How Is Inconel Correctly Fabricated, Welded, and Machined?
Fabrication of Inconel alloys requires techniques adapted to their unique characteristics: high work-hardening rate, low thermal conductivity, and in the case of 718, the risk of strain-age cracking if welding sequence and heat treatment order are incorrect.
Welding Inconel 625 and 718
Welding Inconel 625:
625 is one of the most weldable nickel superalloys available. Its niobium content prevents sensitization (NbC forms preferentially over CrC), eliminating the intergranular corrosion risk in heat-affected zones that plagues many Ni-Cr alloys. No post-weld heat treatment is required for most corrosion service applications.
| Parameter | Inconel 625 Welding | Notes |
|---|---|---|
| Primary filler metal | ERNiCrMo-3 (AWS A5.14) | Matching composition |
| Alternative filler | ERNiCrMo-10 (C22 wire) | For more oxidizing service |
| Shielding gas (GTAW) | 100% Ar or Ar + 5% He | No active gas additions |
| Back purge | 100% Ar | Essential for root pass quality |
| Preheat | Not required (< 25mm) | Avoid: unnecessary heating |
| Interpass temperature | < 150°C | Critical limit |
| Post-weld heat treatment | Not required (corrosion service) | PWHT only for creep service |
| Post-weld treatment | Pickling / electrochemical cleaning | Remove heat tint mandatory |
Welding Inconel 718:
718 welding is more complex than 625 due to its precipitation hardening characteristics. The fundamental rule is: weld in the solution-annealed condition, then age the complete assembly.
| Parameter | Inconel 718 Welding | Notes |
|---|---|---|
| Primary filler metal | ERNiFeCr-2 (AWS A5.14) | Matching 718 composition |
| Alternative filler | ERNiCrMo-3 (625 wire) | Where 718 filler not available |
| Shielding gas | 100% Ar | No active gas |
| Base metal condition | Solution annealed before welding | Aged material risks strain-age cracking |
| Preheat | Not required typically | Consult for heavy sections |
| Interpass temperature | < 150°C | Critical |
| Post-weld solution anneal | 980°C/1h + water quench | Homogenizes HAZ |
| Post-weld aging | Dual age per AMS 5663 | Develops full strength through weld |
Strain-Age Cracking Risk in 718:
The development of Inconel 718 specifically solved the strain-age cracking problem of earlier precipitation-hardened alloys (like Inconel X-750 and Waspaloy). The slower precipitation kinetics of gamma-double-prime compared to gamma-prime means that 718 can be welded and then aged without cracking at the weld, provided the base metal is in the solution-annealed condition before welding begins. Welding aged 718 material without re-solution annealing creates risk of cracking.
Machining Inconel 625 and 718
Both alloys are significantly more challenging to machine than austenitic stainless steels, requiring careful parameter selection:
| Machining Parameter | Inconel 625 (Annealed) | Inconel 718 (Aged) | Key Consideration |
|---|---|---|---|
| Cutting speed (turning) | 20 – 40 m/min | 10 – 20 m/min | 718 aged much harder |
| Feed rate (turning) | 0.15 – 0.30 mm/rev | 0.10 – 0.20 mm/rev | Consistent feed essential |
| Depth of cut (roughing) | 2 – 4mm | 1 – 2mm | Avoid rubbing cuts |
| Tool material | Carbide (PVD coated preferred) | Carbide (TiAlN or AlTiN coated) | HSS not practical |
| Coolant | Sulfur-free flood coolant | Sulfur-free flood coolant | Sulfur causes corrosion |
| Work-hardening tendency | High | Very High | Never stop feed while cutting |
| EDM suitability | Good | Very Good | Popular alternative for hard 718 |
| Surface finish achievable | Ra 0.8 – 1.6 µm | Ra 0.4 – 0.8 µm (carbide) | Both achieve good finish |
| Machinability rating vs B1112 | ~20% | ~10% | Both significantly harder than steel |
Electrical Discharge Machining (EDM) is widely used for complex Inconel 718 components in the aerospace industry because it removes material through electrical discharge without the cutting forces that cause work hardening and tool wear problems in conventional machining. EDM is particularly effective for complex turbine disc features, intricate cooling holes, and bolt circle patterns where tool access is limited.
Cold Forming and Hot Forming of Inconel Plate
Cold Forming:
Both grades can be cold formed in the annealed condition, but their rapid work-hardening requires significantly higher forming forces than equivalent carbon steel operations. Minimum bend radii for annealed plate:
| Thickness | Inconel 625 Min Bend Radius | Inconel 718 Min Bend Radius |
|---|---|---|
| < 3mm | 1.5 × thickness | 2.0 × thickness |
| 3 – 6mm | 2.0 × thickness | 2.5 × thickness |
| 6 – 12mm | 2.5 × thickness | 3.0 × thickness |
| 12 – 25mm | 3.0 × thickness | 3.5 × thickness |
Hot Forming:
Hot forming at 900 – 1200°C reduces forming forces substantially. After any hot forming operation, a full solution anneal must be performed before aging (for 718) or before corrosive service (for 625). Hot forming in the sensitization range (600 – 900°C) must be avoided.
What Industry Standards and Specifications Govern Inconel Alloys?
Specifying Inconel correctly requires matching the applicable standard to the product form, application industry, and quality level required.
Primary Standards Reference Table
| Standard | Body | Scope | Coverage |
|---|---|---|---|
| ASTM B443 | ASTM | 625 plate, sheet, strip | UNS N06625 |
| ASTM B444 | ASTM | 625 seamless pipe and tube | UNS N06625 |
| ASTM B446 | ASTM | 625 bar, rod, wire | UNS N06625 |
| ASTM B670 | ASTM | 718 plate, sheet, strip | UNS N07718 |
| ASTM B637 | ASTM | 718 bar, forgings | UNS N07718 |
| ASTM B564 | ASTM | Nickel alloy forgings (all grades) | 625, 718, others |
| AMS 5596 | SAE | 625 sheet, strip, plate (aerospace) | Tighter AMS controls |
| AMS 5666 | SAE | 625 bar, rod, wire (aerospace) | Tighter AMS controls |
| AMS 5662 | SAE | 718 bar, rod, forgings (solution) | Aerospace bar |
| AMS 5663 | SAE | 718 bar, rod, forgings (aged) | Aerospace aged bar |
| AMS 5664 | SAE | 718 bar, rod, forgings (alt. aging) | Aerospace alternate condition |
| AMS 5832 | SAE | 718 welding wire | Aerospace filler |
| AMS 7001 | SAE | 718 powder for additive mfg | SLM/LPBF powder |
| ASME SB443 | ASME | 625 plate (Code vessels) | Same as B443 |
| ASME SB444 | ASME | 625 pipe (Code vessels) | Same as B444 |
| NACE MR0175 | AMPP | Sour service (all CRA grades) | 625, 718 with conditions |
| AWS A5.14 | AWS | Welding wire: ERNiCrMo-3 (625), ERNiFeCr-2 (718) | Welding filler |
ASME Allowable Stresses for Inconel 625 in Pressure Vessel Service
| Temperature (°C) | 625 Allowable Stress (MPa) | Note |
|---|---|---|
| 40 | 138 | Ambient temperature baseline |
| 100 | 131 | Slightly reduced |
| 200 | 124 | Tensile governed |
| 300 | 118 | Tensile governed |
| 400 | 113 | Yield governed |
| 500 | 108 | Yield governed |
| 538 | 100 | Creep considerations begin |
Inconel 718 is less commonly used in ASME Code pressure vessel construction due to its requirement for post-weld heat treatment (aging) and the complexity of managing Code compliance through the heat treatment sequence. When 718 is used in Code vessels, it is typically in the form of forgings or machined components assembled into a vessel designed from more weldable materials.
How Does Inconel Compare to Hastelloy, Monel, Stainless Steel, and Titanium?
Comprehensive Multi-Alloy Comparison Table
| Property | Inconel 625 | Inconel 718 (aged) | Hastelloy C276 | Hastelloy C22 | Monel 400 | 316L SS | Ti Grade 5 |
|---|---|---|---|---|---|---|---|
| Ni content (%) | ~62 | ~53 | ~57 | ~56 | ~67 | ~11 | 0 |
| Cr (%) | 22 | 19 | 15.5 | 21 | 0 | 17 | 0 |
| Mo (%) | 9 | 3 | 16 | 13.5 | 0 | 2.2 | 0 |
| PREN | ~52 | ~28 | ~72 | ~71 | N/A | ~24 | N/A |
| Tensile strength (MPa) | 830 – 1000 | 1380 – 1520 | 790 | 690 | 480 | 485 | 900 |
| Yield strength (MPa) | 415 – 650 | 1170 – 1330 | 355 | 310 | 170 – 345 | 170 | 830 |
| Seawater pitting | Excellent | Good | Excellent | Excellent | Excellent | Poor | Outstanding |
| Oxidizing acid resistance | Good | Moderate | Moderate | Excellent | Poor | Limited | Good |
| Reducing acid resistance | Moderate | Moderate | Excellent | Good | Good | Limited | Limited |
| HF acid resistance | Poor | Poor | Poor | Poor | Excellent | Poor | None |
| Max service temp (strength, °C) | 815 | 700 | 500 | 500 | 450 | 870 | 300 |
| Weldability | Excellent | Good (procedure critical) | Excellent | Excellent | Good | Very Good | Difficult |
| Relative density | 1.0 (8.44 g/cc) | 0.97 | 1.05 | 1.03 | 1.05 | 0.95 | 0.52 |
| Relative cost vs 316L | ~9× | ~12× | ~8× | ~10× | ~5× | 1× | ~14× |
| Primary strength | Corrosion + fatigue | Maximum strength | Reducing acids | Mixed/oxidizing | HF + seawater | Cost + availability | Weight + seawater |
Application-Based Selection Decision Framework
Choose Inconel 625 when:
- Seawater service requires both corrosion immunity and fatigue resistance (flexible risers, bellows)
- Weld overlay cladding on carbon steel is required for corrosion protection.
- High-cycle fatigue in a corrosive environment is the combined design driver.
- Chemical process equipment requires the combination of moderate temperature capability and broad acid resistance.
- Subsea equipment requires NACE MR0175 compliance without the strength limitations of duplex stainless steels.
Choose Inconel 718 when:
- Maximum strength at temperatures up to 650°C is the primary requirement.
- Aerospace structural components (turbine discs, fasteners, shafting) define the application.
- Oil and gas high-strength fasteners, hanger bars, or wellhead components require strength levels beyond what 625 annealed can provide.
- Additive manufacturing of high-strength complex shapes is the production method.
Choose Hastelloy C276 or C22 when:
- The primary concern is chemical corrosion rather than mechanical performance.
- Reducing acids (C276) or oxidizing/mixed acids (C22) dominate the service environment.
- Pressure vessel service requiring ASME Code allowable stresses at elevated temperature is the application.
Choose titanium when:
- Weight reduction is paramount and corrosion resistance in seawater or oxidizing environments is required.
- HF acid is not present and the application temperature is below 300°C.
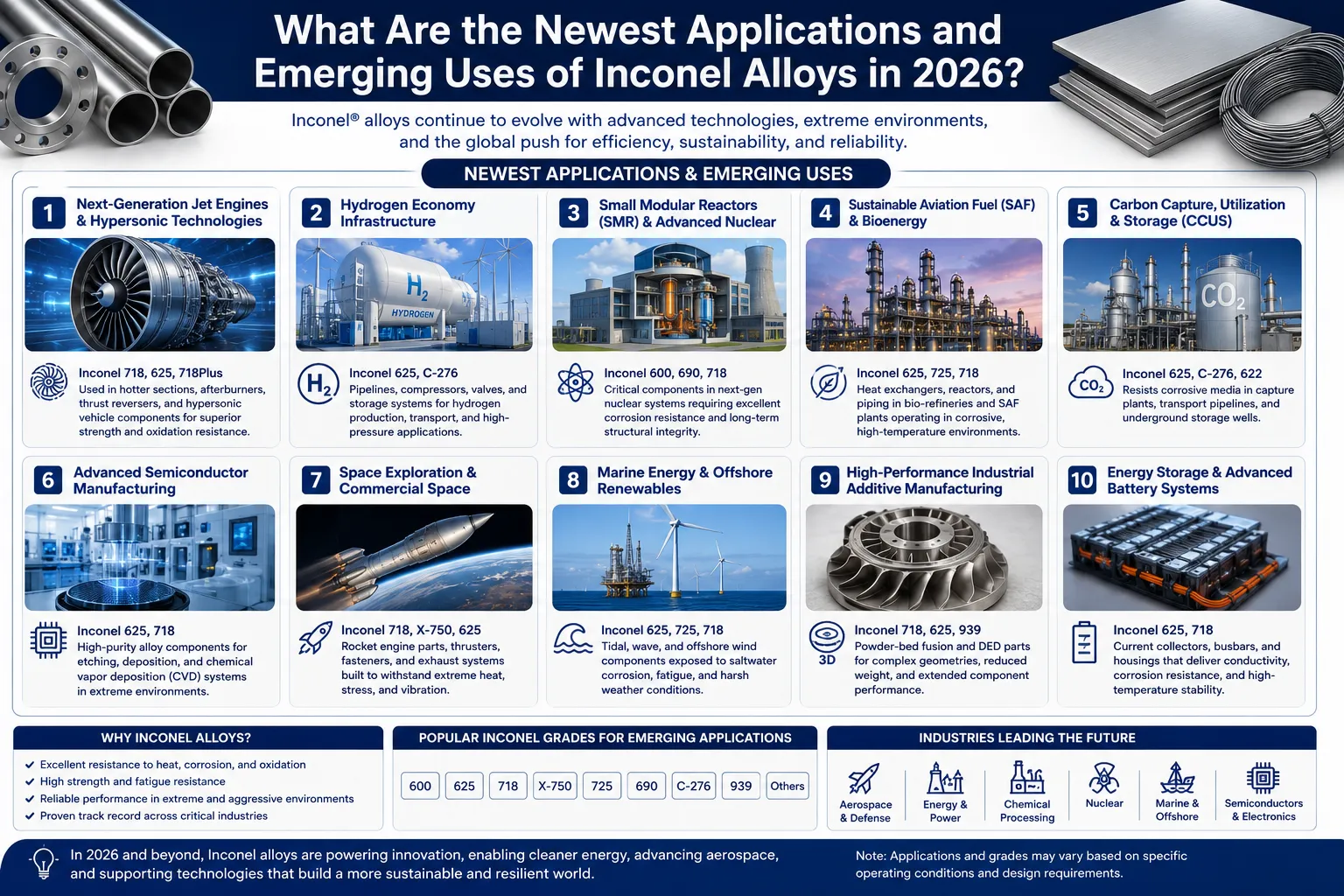
What Are the Newest Applications and Emerging Uses of Inconel Alloys in 2026?
The Inconel alloy family continues to expand into new application areas driven by technological advancement in several industries.
Additive Manufacturing of Inconel 625 and 718
The adoption of selective laser melting (SLM) and directed energy deposition (DED) for Inconel 625 and 718 components has accelerated dramatically through 2024 – 2026:
| AM Application | Grade | Advantage Over Conventional | Key Challenge |
|---|---|---|---|
| Gas turbine fuel nozzles | 718 | Complex internal cooling channels impossible to machine | Post-process heat treatment required |
| Rocket engine injectors | 625 | Near-net-shape complex geometries | Porosity control, residual stress |
| Subsea clamp bodies | 625 | Reduced lead time vs forging | Non-destructive testing qualification |
| Heat exchanger cores | 625 | Ultra-compact designs impossible conventionally | Surface roughness on internal channels |
| Repair and refurbishment | 718 | In-situ repair of worn components | Property matching to base metal |
AMS 7001 (published 2019, updated 2022) standardizes Inconel 718 powder for additive manufacturing, covering particle size distribution, chemistry, and flowability requirements. As-built AM Inconel 718 components require the standard dual-aging heat treatment (720°C/8h + 620°C/8h) to develop full mechanical properties, plus stress relief and HIP (Hot Isostatic Pressing) for critical components.
Energy Transition Applications
The global energy transition is creating new demand for Inconel in renewable and clean energy applications:
| Application | Grade | Requirement | Growth Driver |
|---|---|---|---|
| Electrolysis cell components | 625 | Caustic + H₂ resistance | Green hydrogen production scale-up |
| CO₂ capture equipment | 625, C22 | Amine + acid cycling | CCUS expansion |
| Nuclear small modular reactors | 690, 625 | Radiation + water corrosion | SMR construction programs |
| Concentrated solar power | 617, 625 | Molten salt + high temperature | CSP expansion |
| Fuel cell interconnects | 625 | Oxidizing atmosphere + temperature | SOFC development |
FAQs: What Engineers and Procurement Professionals Ask About Inconel
1: What is Inconel made of and what makes it special?
Inconel is a nickel-chromium superalloy family containing 50 – 72% nickel as the primary element, combined with chromium (17 – 23%), and varying amounts of molybdenum, niobium, iron, titanium, and aluminum depending on the specific grade, with the high nickel content providing the fundamental basis for both exceptional corrosion resistance and retention of mechanical properties at temperatures that cause carbon and stainless steels to lose structural usefulness. The "special" nature of Inconel comes from two distinct performance capabilities that rarely coexist in other materials: at room and moderate temperatures, the nickel-chromium combination provides passive film-based corrosion resistance that is superior to stainless steel in most aggressive environments. At elevated temperatures (400 – 1000°C), the same nickel matrix maintains crystal structure stability (remaining austenitic without phase transformation) while alloying elements like niobium, titanium, and aluminum can be used to precipitate strengthening phases that keep the alloy's yield strength far above what stainless steels can maintain. No single mechanism alone explains Inconel's value: it is the combination of these properties in a material that can still be welded, formed, and machined using adapted conventional processes that makes Inconel commercially indispensable.
2: What is Inconel 625 used for?
Inconel 625 (UNS N06625) is primarily used in subsea oil and gas equipment (flexible risers, umbilicals, subsea valves), aerospace bellows and exhaust systems, chemical processing reactors and heat exchangers, marine hardware, and as weld overlay cladding on carbon steel vessels, driven by its combination of excellent seawater corrosion resistance, high cycle fatigue strength, outstanding weldability, and NACE MR0175 sour service compliance. In subsea flexible riser service, 625 strip armor wire experiences millions of bending cycles over a 20 – 25 year design life in seawater, a combination that eliminates virtually every other metallic material from competition. In aerospace, 625 sheet and strip fabricated into bellows and expansion joints handles the combined environment of engine exhaust gases, thermal cycling, and vibration-induced fatigue cycling. As weld overlay cladding, ERNiCrMo-3 (625 composition) filler is deposited on the internal surfaces of carbon steel pressure vessels to provide corrosion protection without the weight and cost penalty of solid alloy vessel construction. The cladding layer's combination of high chromium and molybdenum provides corrosion protection that approaches solid alloy performance while the carbon steel provides structural strength at a fraction of the cost of an all-625 vessel.
3: What is the difference between Inconel 625 and Inconel 718?
Inconel 625 and Inconel 718 serve fundamentally different engineering purposes: 625 is a solid-solution-strengthened alloy optimized for corrosion resistance, weldability, and fatigue performance (yield strength 415 – 650 MPa annealed), while 718 is a precipitation-hardenable alloy designed for maximum mechanical strength at temperatures up to 650°C (yield strength 1170 – 1330 MPa in the aged condition), with corrosion resistance as a secondary property. The strength difference between fully aged 718 and annealed 625 is approximately two to three times, making 718 the choice for structural aerospace components (turbine discs, fasteners, rotating shafts) where weight and stress levels make the higher strength essential. The weldability difference is also significant: 625 can be welded and used in the as-welded condition for corrosion service without post-weld heat treatment, while 718 requires precise sequencing (weld in solution-annealed condition, then age the completed assembly) to achieve full properties. The corrosion resistance difference favors 625 substantially: its 9% molybdenum versus 718's 3% molybdenum gives 625 much better pitting resistance (PREN ~52 vs ~28), making 625 the appropriate choice in seawater or chloride-rich chemical environments where 718 may experience crevice corrosion over extended service.
4: Is Inconel magnetic?
Inconel 625 is effectively non-magnetic with relative magnetic permeability below 1.002 in all conditions, making it suitable for applications near compasses, MWD tools, and MRI equipment; Inconel 718 is also essentially non-magnetic but may show slightly higher permeability (up to approximately 1.010) due to its higher iron content and delta phase microstructure. The non-magnetic behavior of both alloys stems from their austenitic (face-centered cubic) crystal structure, which does not support ferromagnetic domain formation because the high nickel content prevents the martensitic transformation that would produce a magnetic BCC structure. This distinguishes Inconel alloys from some precipitation-hardened stainless steels (like 17-4 PH or 15-5 PH) that become strongly magnetic after aging due to martensitic transformation. In practice, 718 components with permeability measurements approaching 1.010 are still classified as non-magnetic for most engineering purposes, but applications requiring strict permeability limits (MRI room construction, naval compass proximity zones, sensitive downhole measurement tools) should specify a maximum permeability and verify on the specific heat and condition of material received. For the most magnetically sensitive applications, Inconel 625 is the safer choice because its lower iron content and absence of delta phase ensure consistently lower permeability than 718.
5: What temperature can Inconel withstand?
Inconel alloys collectively cover a temperature range from cryogenic conditions (-269°C) to approximately 1175°C, with the specific upper limit depending on the grade: Inconel 625 is rated for structural service to approximately 815°C, Inconel 718 maintains its precipitation-hardened strength to approximately 650°C (above which gamma-double-prime precipitates dissolve), and Inconel 601 withstands oxidizing atmospheres continuously to approximately 1175°C. The practical temperature limits depend on whether the requirement is mechanical strength (which limits 718 to 650°C and 625 to approximately 700°C for sustained load-bearing service) or oxidation/corrosion resistance (which extends the upper limit significantly for grades with alumina-forming capability like 601). For the most demanding high-temperature structural applications (gas turbine hot section components above 800°C), more advanced single-crystal and directionally solidified superalloys (Rene 80, CMSX-4, MAR-M247) are used rather than Inconel grades, which are generally classified as "conventional polycrystalline superalloys" in the turbine materials hierarchy. At the low end of the temperature range, all Inconel austenitic alloys maintain excellent impact toughness at cryogenic temperatures, with 625 and 718 both used in cryogenic propellant systems for rocket engines (liquid oxygen and liquid hydrogen service at -183°C and -253°C respectively).
6: How much does Inconel cost per kilogram?
Inconel 625 plate prices typically range from approximately $40 to $60 USD per kilogram in mid-2026, while Inconel 718 commands a premium of 20 to 40% over 625 due to its more demanding production process, with significant variation depending on product form, quantity, and market conditions. In comparison to 316L stainless steel (approximately $5 to $8 per kilogram for plate), Inconel 625 costs approximately 7 to 10 times more per kilogram, and 718 approximately 9 to 15 times more. However, the cost comparison on a per-kilogram basis substantially understates the true economic value of Inconel alloys in their target applications, because they replace multiple cycles of cheaper material replacement with a single installation of Inconel that lasts 3 to 10 times longer in corrosive or high-temperature service. Bar product is typically 20 to 40% higher per kilogram than equivalent plate due to additional processing steps. Welding wire (ERNiCrMo-3 for 625) carries the highest per-kilogram premium among product forms. Additive manufacturing powder for 718 commands a further premium of 50 to 100% over equivalent bar product due to atomization, classification, and quality control requirements. Contact MWalloys for current pricing on specific product forms and quantities.
7: Can Inconel be welded to stainless steel?
Yes, Inconel can be successfully welded to austenitic stainless steels (304L, 316L, 321, 347) using ERNiCrMo-3 (625 composition) or ERNiCr-3 filler metals, which provide a compositionally compatible weld deposit that bridges the metallurgical difference between the nickel alloy and the iron-based stainless steel without the hot cracking or dilution problems that occur when inappropriate filler metals are used. Dissimilar metal welds between Inconel and stainless steel are common in chemical plant piping transitions, heat exchanger construction, and pressure vessel nozzle joints where the process side sees aggressive conditions requiring Inconel while the external structural requirements can be met with less expensive stainless steel. The selection of ERNiCrMo-3 as the filler is important: it has sufficient alloy content to remain corrosion-resistant even when diluted with iron from the stainless steel base metal, and its chromium content is high enough to produce a weld deposit compatible with both parent metals. Using stainless steel filler (ER316L or similar) to join these dissimilar metals produces an iron-rich weld metal that can be susceptible to hot cracking and has significantly lower corrosion resistance than either base metal. For joints between 718 and stainless steel, ERNiFeCr-2 (718 composition) or ERNiCrMo-3 are both acceptable, with the choice depending on whether the weld zone must achieve aging response comparable to the 718 base metal.
8: What is Inconel 718 used for in aerospace?
Inconel 718 is the single most used superalloy in aerospace applications globally, accounting for approximately 34% of all superalloy production, with primary applications including gas turbine engine discs, compressor stages, turbine blades (lower temperature stages), combustion chamber hardware, fasteners, structural rings, shaft components, and increasingly, rocket engine combustion chambers and turbopump components. The specific properties that make 718 dominant in aerospace structural applications are: the highest yield strength of any nickel superalloy available in wrought form (1170 – 1330 MPa), adequate strength retention to 650°C (covering the temperature range of most compressor and low-pressure turbine components), excellent fatigue resistance (critical for rotating components subjected to thousands of stress cycles per flight), good weld fabricability (the gamma-double-prime precipitation mechanism eliminates strain-age cracking), and a manufacturing database accumulated over 60 years of production that gives aerospace certification authorities high confidence in its long-term behavior. In modern turbofan engines, 718 components include the fan disc, low-pressure compressor discs, high-pressure compressor discs, turbine rear frames, combustion liner attachment hardware, and hundreds of structural fasteners throughout the engine. In the space launch sector, SpaceX, Rocket Lab, and major national space agencies all use 718 in rocket engine turbopump components and structural hardware.
9: Does Inconel rust or corrode?
Inconel alloys do not rust in the conventional iron-oxide sense because they contain no iron-based corrosion pathway, but they can experience corrosion (loss of metal) in specific aggressive environments including concentrated hydrofluoric acid, very high temperature reducing sulfur atmospheres, and certain combinations of oxidizing and chloride-containing media that exceed the alloy's passive film stability. The corrosion resistance of Inconel alloys operates through the same passive film mechanism as stainless steel: chromium in the alloy reacts with oxygen or moisture to form a self-repairing chromium oxide (Cr₂O₃) protective layer. The combination of 20 – 23% chromium with 9% molybdenum (in 625) or 17 – 21% chromium with 3% molybdenum (in 718) produces a passive film significantly more stable than stainless steel's across most engineering environments. In practice, Inconel 625 in natural seawater shows essentially no measurable corrosion over decades of service. In chemical plant service, corrosion rates below 0.025 mm/year are commonly reported in environments that would cause 316L stainless steel to corrode at 1 mm/year or fail rapidly through pitting. The environments where Inconel does corrode significantly include: hydrofluoric acid (which attacks all chromium-passive alloys), very high concentration reducing acids beyond the alloy's corrosion rate acceptance threshold, and some molten salt environments at extreme temperatures.
10: What certifications should I require when purchasing Inconel?
For most industrial applications, Inconel should be purchased with an EN 10204 Type 3.1 material test certificate as the minimum, documenting chemical analysis and mechanical properties from the specific production heat; aerospace applications require full AMS specification compliance with Type 3.2 certification including witness by an authorized aerospace quality representative; and nuclear applications require NQA-1 quality assurance documentation with complete traceability from melt to finished product. The Type 3.1 certificate must include: full chemical analysis confirming compliance with UNS N06625 or N07718 composition limits, mechanical test results from the specific heat and lot, heat number for complete traceability, applicable material standard (ASTM B443/B446/B444 for 625; AMS 5662/5663/5664 for aerospace 718), and physical material marking confirming the heat number. For ASME Code pressure vessel applications, the ASME SB-series standard must be referenced (SB443, SB444, SB446 for 625) rather than the ASTM B-series alone. For oil and gas sour service applications, a NACE MR0175 / ISO 15156 compliance statement with hardness verification is required. For offshore subsea equipment, certification to DNVGL-ST-F101 or equivalent pipeline standards may apply. MWalloys provides Type 3.1 as standard and Type 3.2 with advanced notice, with PMI (XRF) on every piece as standard practice regardless of the certification level specified.
Conclusion: Selecting the Right Inconel Grade Requires Matching Properties to Requirements
Inconel represents the engineering world's answer to problems that no other commercially available metal family can solve: extreme temperature structural service, long-term corrosion immunity in seawater and aggressive chemicals, and the combination of high fatigue strength with corrosion resistance in dynamic marine structures. The family's breadth, from 625's corrosion-focused versatility to 718's unmatched structural strength, means there is an Inconel grade engineered for nearly any demanding application.
The most important principles from this technical review:
- Inconel 625 and Inconel 718 serve fundamentally different purposes: corrosion and fatigue versus maximum structural strength.
- Always specify by UNS number (N06625 or N07718) in addition to the Inconel grade designation.
- Inconel 718 must be aged after welding to develop full properties; weld only in the solution-annealed condition.
- Post-weld heat tint removal is mandatory for 625 in corrosive service.
- Use sulfur-free cutting fluids and dedicated non-iron tooling in all machining operations.
- Specify AMS standards for aerospace applications; ASTM B-series for industrial; ASME SB-series for pressure vessels.
- The lifecycle cost advantage of Inconel over stainless steel in demanding service is consistently large enough to justify the material premium.
Source Inconel 625, 718, and All Grades from MWalloys
MWalloys supplies the complete Inconel alloy family in plate, sheet, bar, pipe, tube, fittings, flanges, wire, and precision slit coil, with stock material available for immediate delivery on the most common dimensions of Inconel 625 and 718.
Our Inconel supply capabilities include:
- Inconel 625 and 718 from stock in most standard product forms.
- Cut-to-size plate and sheet by waterjet, bandsaw, or precision milling.
- AMS 5596, AMS 5662, AMS 5663, AMS 5664 certified aerospace material.
- ASME SB443, SB444, SB446 certified pressure vessel material.
- EN 10204 Type 3.1 standard; Type 3.2 with third-party witness available.
- PMI (XRF) verification on every piece as standard practice.
- NACE MR0175 compliance documentation for oil and gas sour service.
- Precision slit coil for bellows, aerospace strip, and precision forming applications.
- Technical consultation on grade selection, heat treatment, and fabrication procedures.
Contact MWalloys today to discuss your Inconel material requirements. Submit a technical inquiry through our website or speak directly with our superalloy engineering team for application-specific recommendations and same-day quotations on stock dimensions.
Verified and Authoritative Sources
- Special Metals Corporation – Inconel Alloy 625 Technical Bulletin (SMC-063); Inconel Alloy 718 Technical Bulletin (SMC-045); Inconel Alloy 600 Technical Bulletin.
- ASTM International – ASTM B443: Standard Specification for Nickel-Chromium-Molybdenum-Columbium Alloy Plate, Sheet, and Strip.
- ASTM International – ASTM B670: Standard Specification for Precipitation-Hardening Nickel Alloy Bars, Forgings, and Forging Stock for High-Temperature Service.
- ASTM International – ASTM B444: Standard Specification for Nickel-Chromium-Molybdenum-Columbium Alloys Seamless Pipe and Tube.
- SAE International – AMS 5596: Nickel Alloy, Sheet, Strip, and Plate (Inconel 625). SAE International, Warrendale, PA.
- SAE International – AMS 5662: Nickel Alloy, Bars, Rods, and Rings, 52.5Ni-19Cr-3.0Mo-5.1Cb (Inconel 718, solution annealed). SAE International.
- SAE International – AMS 5663: Nickel Alloy, Bars, Rods, and Rings, 52.5Ni-19Cr-3.0Mo-5.1Cb (Inconel 718, aged). SAE International.
- ASME Boiler and Pressure Vessel Code, Section II, Part B – Nonferrous Material Specifications (SB-443, SB-444, SB-446). American Society of Mechanical Engineers.
- ASME Boiler and Pressure Vessel Code, Section II, Part D – Properties (Allowable Stresses for N06625). American Society of Mechanical Engineers.
- AWS A5.14 / ASME SFA-5.14 – Specification for Nickel and Nickel-Alloy Bare Welding Electrodes and Rods (ERNiCrMo-3, ERNiFeCr-2). American Welding Society.
- Donachie, M.J., Donachie, S.J. – Superalloys: A Technical Guide, 2nd Edition. ASM International, Materials Park, Ohio. ISBN 978-0-87170-749-9.
- Reed, R.C. – The Superalloys: Fundamentals and Applications. Cambridge University Press. ISBN 978-0-521-07289-3.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Petroleum and Natural Gas Industries – Materials for Use in H₂S-Containing Environments. Parts 1, 2, and 3.
- ASM International – ASM Handbook, Volume 1: Properties and Selection: Irons, Steels, and High-Performance Alloys. ASM International. ISBN 978-0-87170-377-4.
- Loria, E.A. (Ed.) – Superalloy 718, 625, 706 and Various Derivatives. Proceedings of the International Symposium. TMS Publications. (Multiple editions, 1991 – 2005).
- EN 10204:2004 – Metallic Products: Types of Inspection Documents. European Committee for Standardization, Brussels.
- SAE International – AMS 7001: Nickel Alloy, Powder for Additive Manufacturing, 52.5Ni-19Cr-3.0Mo-5.1Cb (Inconel 718). SAE International.
