Inconel ist ein eingetragenes Warenzeichen der Special Metals Corporation und bezeichnet eine Familie austenitischer Nickel-Chrom-Superlegierungen, die so entwickelt wurden, dass sie ihre strukturelle Integrität und Korrosionsbeständigkeit bei extremen Temperaturen (bis zu 1175 °C) sowie in aggressiven chemischen Umgebungen aufrechterhalten, in denen rostfreie Stähle, Aluminiumlegierungen und Standard-Nickelsorten versagen, wobei Inconel 625 (UNS N06625) und Inconel 718 (UNS N07718) die beiden weltweit am häufigsten spezifizierten Sorten sind, die in Komponenten von Strahltriebwerken, flexiblen Unterwasser-Steigleitungen, Raketentriebwerksgehäusen, Einbauten von Kernreaktoren und Anlagen der chemischen Verarbeitung zum Einsatz kommen – unter Bedingungen, die herkömmliche Konstruktionsmetalle innerhalb weniger Monate zerstören würden. Bei MWalloys liefern wir Inconel in Form von Stangen, Platten, Blechen, Rohren, Rohrformstücken, Draht und Bändern an Hauptauftragnehmer der Luft- und Raumfahrt, Offshore-Energieunternehmen und Hersteller von Chemieanlagen, die zertifiziertes Material mit vollständiger Rückverfolgbarkeitsdokumentation benötigen.
Was ist Inconel und wer besitzt die Markenrechte daran?
Inconel ist ein geschützter Markenname der Special Metals Corporation, einer hundertprozentigen Tochtergesellschaft der PCC Airfoils LLC (Precision Castparts Corp.) mit Sitz in Huntington, West Virginia, USA. Der Name "Inconel" wurde aus einer Kombination von "International Nickel Company" (dem Vorgängerunternehmen, das die Legierungen entwickelte) und der Endung "el" gebildet, die Mitte des 20. Jahrhunderts für Markennamen von Nickellegierungen verwendet wurde.

In der technischen Praxis hat sich "Inconel" zu einem quasi-generischen Begriff entwickelt, den viele Ingenieure allgemein verwenden, um jede nickel- und chromreiche Superlegierung zu bezeichnen, unabhängig vom tatsächlichen Hersteller. Der korrekte technische Ansatz erfordert die Angabe sowohl der Inconel-Gütebezeichnung als auch der UNS-Nummer (Unified Numbering System), um Verwechselfehler bei der Beschaffung zu vermeiden. Eine Spezifikation für Inconel 625 ohne die UNS-Nummer N06625 lässt Raum dafür, dass unter diesem Handelsnamen nicht gleichwertiges Material geliefert wird.
Wer stellt Inconel-ähnliche Legierungen her?
Zwar ist die Special Metals Corporation Inhaber der Marke „Inconel“, doch werden die nach UNS definierten Legierungen weltweit von mehreren qualifizierten Herstellern unter verschiedenen Markennamen produziert:
| Hersteller | Land | Äquivalente Bezeichnung | Grundschulklassen |
|---|---|---|---|
| Gesellschaft für Spezialmetalle | USA | Inconel (Original) | 600, 601, 625, 690, 718, X-750 |
| Haynes International | USA | Verschiedene | 625LCF, 718-Äquivalente |
| VDM Metals (Thyssenkrupp) | Deutschland | Nicrofer | 6020 (≈625), 5219 (≈718) |
| Sandvik | Schweden | Sanicro | Verschiedene Ni-Legierungsäquivalente |
| Zimmermannstechnik | USA | Custom 625, 718 | 625, 718 |
| Nippon Yakin Kogyo | Japan | NAS-Legierungen | Äquivalente zu NAS 625 und NAS 718 |
| Fushun Spezialstahl | China | GH-Serie | GH4169 (≈718), GH3625 (≈625) |
| VSMPO-AVISMA | Russland | EP-Serie | Verschiedene Ni-Legierungsäquivalente |
Bei MWalloys beziehen wir unsere Materialien sowohl von westlichen Originalherstellern als auch von qualifizierten gleichwertigen Herstellern und überprüfen die Konformität durch umfassende chemische Analysen (PMI für jedes einzelne Stück) sowie durch die Überprüfung der mechanischen Eigenschaften anhand der geltenden ASTM- oder AMS-Spezifikationen.
Warum "Inconel" zu einem quasi-generischen Fachbegriff wurde
Das gleiche Phänomen, das "Inconel" zu einer allgemeinen Kategoriebezeichnung machte, trat auch bei Hastelloy, Monel und Waspaloy auf: Die Legierungen waren so weit verbreitet und in ihren Zielanwendungen so deutlich überlegen, dass Ingenieure begannen, den Markennamen als Kategoriebezeichnung zu verwenden. Dies birgt echte Beschaffungsrisiken. Ein Ingenieur, der "Inconel 625 oder gleichwertig" schreibt, ohne zu definieren, was "gleichwertig" bedeutet, erhält möglicherweise Material, das zwar nominell der Gütebezeichnung entspricht, jedoch ohne die für Luft- und Raumfahrt sowie nukleare Anwendungen erforderlichen Qualitätskontrollen durch Vakuum-Umschmelzen hergestellt wurde.

Wie sieht die historische Entwicklung der Inconel-Legierungsfamilie aus?
Die Inconel-Familie entstand aus der angewandten metallurgischen Forschung, die durch die Anforderungen der Entwicklung von Strahltriebwerken während und nach dem Zweiten Weltkrieg vorangetrieben wurde. Der Bedarf an Werkstoffen, die ihre strukturelle Integrität bei Turbinenbetriebstemperaturen bewahrten, die weit über das hinausgingen, was austenitische Edelstähle verkraften konnten, führte zur systematischen Entwicklung von Nickel-Chrom-Legierungen.
Wichtige Meilensteine in der Entwicklung von Inconel
| Jahr | Entwicklung | Bedeutung |
|---|---|---|
| 1941 | Einführung von Inconel 600 | Erste kommerzielle Ni-Cr-Legierung für den Hochtemperatureinsatz |
| 1950er Jahre | Inconel X entwickelt | Erstes aushärtbares Inconel; höhere Festigkeit bei Temperatur |
| 1960er Jahre | Inconel 718 wurde entwickelt | Revolutionäre, durch Kaltverformung härtbare Legierung; führend in der Luft- und Raumfahrt |
| 1960er Jahre | Inconel 625 wurde entwickelt | Durch Feststofflösung verfestigt; hervorragende Schweißbarkeit und Korrosionsbeständigkeit |
| 1970er Jahre | Inconel 690 wurde entwickelt | Extrem geringe Korrosion in Salpetersäure; für den Einsatz in nuklearen Dampferzeugern geeignet |
| 1970er Jahre | Inconel X-750, veredelt | Feder- und Befestigungsgüte für den Einsatz bei hohen Temperaturen |
| 1980er Jahre | Inconel 601 ist weit verbreitet | Aluminiumhaltige Sorte für die Hochtemperaturoxidation |
| 1990er Jahre | Inconel 725 wurde entwickelt | Kaltverfestigungsfähige, korrosionsbeständige Variante; Schwerpunkt Öl/Gas |
| 2000er Jahre | Inconel 740 / 740H | Ultrahohe Festigkeit für ultra-überkritische Kraftwerke |
| 2010er Jahre | Werkstoffe für die additive Fertigung | Inconel 625- und 718-Pulver für den 3D-Druck eingeführt |
Die Entwicklung von Inconel 718 in den 1960er Jahren stellt eines der bedeutendsten Ereignisse in der Geschichte der Werkstofftechnik dar. Vor der Einführung von 718 neigten ausscheidungshärtbare Nickel-Superlegierungen beim Schweißen zu einer raschen Dehnungsalterungsrissbildung, was die Herstellung komplexer Konstruktionen unpraktikabel machte. Durch die Verwendung von Niob als primärem Ausscheidungshärter in Inconel 718 (wodurch Gamma-Double-Prime- statt Gamma-Prime-Ausscheidungen gebildet werden) wurde die Alterungsreaktionsgeschwindigkeit erheblich verringert, wodurch Spannungsrisse vermieden wurden und die Herstellung großer, komplexer geschweißter Superlegierungsstrukturen ermöglicht wurde, auf die moderne Strahltriebwerke angewiesen sind.
Welche Inconel-Sorten gibt es insgesamt und wie lauten ihre UNS-Nummern?
Die Inconel-Familie umfasst deutlich mehr Sorten, als den meisten Ingenieuren in ihrer täglichen Arbeit begegnen. Die folgende Tabelle enthält eine vollständige Übersicht über die handelsüblichen Sorten.
Vollständige Referenztabelle für Inconel-Güten
| Klasse | UNS-Nummer | Mechanismus zur Stärkung der Wettbewerbsfähigkeit | Hauptmerkmal | Schlüssel Anwendung |
|---|---|---|---|---|
| Inconel 600 | N06600 | Feste Lösung | Hochtemperaturoxidation + Korrosion | Wärmebehandlungsanlagen, Nuklearbereich |
| Inconel 601 | N06601 | Feste Lösung | Hervorragende Oxidationsbeständigkeit (Al) | Industrieöfen, Verbrennung |
| Inconel 617 | N06617 | Feste Lösung | Ni-Legierung mit Feststofflösung und höchster Festigkeit | Gasturbinenbrennkammern, HDGT |
| Inconel 625 | N06625 | Mischkristall (Nb, Mo) | Korrosion + Ermüdung + Schweißbarkeit | Unterwassertechnik, Chemie, Luft- und Raumfahrt |
| Inconel 625LCF | N06625 | Feste Lösung | Für Ermüdung bei geringer Zyklenanzahl optimiert | Bälge, Dehnungsfugen |
| Inconel 690 | N06690 | Feste Lösung | Salpetersäure + Beständigkeit gegen nukleare SCC | PWR-Dampferzeuger |
| Inconel 693 | N06693 | Feste Lösung + Gamma-Prime | Beständigkeit gegen Metallstaub | Synthesegas-, Wasserstoffanlagen |
| Inconel 706 | N09706 | Ausfällung (γ'') | Leichter zu bearbeiten als 718 | Gasturbinengehäuse, Ringe |
| Inconel 718 | N07718 | Niederschlag (γ'' + γ') | Ni-Legierung mit höchster Festigkeit bis 700 °C | Befestigungselemente für die Luft- und Raumfahrt sowie die Öl- und Gasindustrie |
| Inconel 718SPF | N07718 | Niederschlag | Superplastische Umformqualität | Komplexe Formen in der Luft- und Raumfahrt |
| Inconel 725 | N07725 | Niederschlag | 718 Chemie + erhöhte Korrosion | Saurer Service im Öl- und Gassektor |
| Inconel 740 | N07740 | Ausfällung (γ') | USC-Leistung bei extrem hohen Temperaturen | Dampfturbine, Kraftwerk |
| Inconel 740H | N07740 | Ausfällung (γ') | Verbessertes 740 für den Einsatz bei 750 °C und darüber | Ultrasuperkritische Kessel |
| Inconel X-750 | N07750 | Ausfällung (γ') | Hochtemperaturfedern und Befestigungselemente | Federn und Befestigungselemente für Strahltriebwerke |
| Inconel 751 | N07751 | Ausfällung (γ') | Variante X-750 für Auslassventile | Werkstoff des Auslassventils |
Welche Inconel-Sorten werden im Jahr 2026 am häufigsten spezifiziert?
Ausgehend von den Liefermustern von MWalloys in den Bereichen Luft- und Raumfahrt, Öl und Gas, Pharmazie sowie Industrie Mitte 2026:
| Rang | Klasse | Ungefährer Marktanteil | Haupttreiber der Branche |
|---|---|---|---|
| 1 | Inconel 718 | ~50% Inconel-Volumen | Luft- und Raumfahrt (Triebwerke, Raumfahrt), Öl/Gas |
| 2 | Inconel 625 | ~35% Inconel-Volumen | Balg für den Unterwasserbereich, die chemische Industrie und die Luft- und Raumfahrt |
| 3 | Inconel 600 | ~5% Inconel-Volumen | Wärmebehandlung, Kerntechnik, Chemie |
| 4 | Inconel X-750 | ~3% Inconel-Volumen | Federn, Befestigungselemente, Luft- und Raumfahrt |
| 5 | Inconel 690 | ~3% Inconel-Volumen | Kernkraft, Salpetersäure |
| 6 | Andere | ~4% | Spezialanwendungen |
Diese Verteilung spiegelt einen strukturellen Wandel auf dem Inconel-Markt im Laufe des letzten Jahrzehnts wider: Der Anteil von Inconel 625 ist aufgrund der Ausweitung der Öl- und Gasförderung in tiefen Gewässern erheblich gestiegen, da dort riesige Mengen an 625 für flexible Riser-Verstärkungen, Versorgungsleitungen und Unterwasserausrüstung verwendet werden. Inconel 718 behält seine führende Position bei, was auf das anhaltende Wachstum der zivilen Luftfahrt und in zunehmendem Maße auf die Produktion von Trägerraketen zurückzuführen ist.
Wie sehen die chemischen Zusammensetzungen von Inconel 625 und Inconel 718 aus?
Die chemische Zusammensetzung jeder Inconel-Sorte bildet die Grundlage für ihre mechanischen Eigenschaften und ihre Korrosionsbeständigkeit. Ein Vergleich der Zusammensetzungen von 625 und 718 verdeutlicht, warum sich diese Sorten trotz ihrer gemeinsamen Nickel-Chrom-Basis so unterschiedlich verhalten.
Chemische Zusammensetzung von Inconel 625 (ASTM B443, UNS N06625)
| Element | Min (%) | Max (%) | Funktionale Rolle |
|---|---|---|---|
| Nickel (Ni) | 58.0 | Saldo (~62%) | Grundmatrix; SCC-Beständigkeit; Korrosionsbeständigkeit |
| Chrom (Cr) | 20.0 | 23.0 | Passivschicht; Beständigkeit gegen oxidierende Säuren; Hochtemperaturoxidation |
| Molybdän (Mo) | 8.0 | 10.0 | Beständigkeit gegen Lochfraß und Spaltkorrosion; Beständigkeit gegen reduzierende Säuren |
| Niob + Tantal (Nb + Ta) | 3.15 | 4.15 | Verfestigung durch Mischkristalle; Stabilisierung von Schweißnähten (NbC im Vergleich zu CrC) |
| Eisen (Fe) | - | 5.0 | Kontrollierte Restmenge |
| Kobalt (Co) | - | 1.0 | Kontrollierte Restmenge |
| Kohlenstoff (C) | - | 0.10 | Kontrolliert; Hartmetallbildung |
| Aluminium (Al) | - | 0.40 | Geringfügiger Desoxidator |
| Titan (Ti) | - | 0.40 | Leichte Kräftigung |
| Silizium (Si) | - | 0.50 | Desoxidation |
| Mangan (Mn) | - | 0.50 | Desoxidation |
| Phosphor (P) | - | 0.015 | Verunreinigung |
| Schwefel (S) | - | 0.015 | Verunreinigung; Warmdehnbarkeit |
Chemische Zusammensetzung von Inconel 718 (AMS 5596 / ASTM B670, UNS N07718)
| Element | Min (%) | Max (%) | Funktionale Rolle |
|---|---|---|---|
| Nickel + Kobalt (Ni + Co) | 50.0 | 55.0 | Basismatrix |
| Nickel (Ni) | - | - | ~53% Nennwert |
| Chrom (Cr) | 17.0 | 21.0 | Oxidations- und Korrosionsbeständigkeit |
| Eisen (Fe) | Bilanz | (~18%) | Kostenfaktor; niedriger als bei Standard-Ni-Legierungen |
| Niob + Tantal (Nb + Ta) | 4.75 | 5.50 | Primärer Verstärker (γ''-Ni₃Nb-Phase) |
| Molybdän (Mo) | 2.80 | 3.30 | Stärkung der festen Lösung |
| Titan (Ti) | 0.65 | 1.15 | Sekundäre γ'-Verstärkung |
| Aluminium (Al) | 0.20 | 0.80 | Bildung der γ'-Phase |
| Kohlenstoff (C) | - | 0.08 | Korngrenzenkarbide |
| Silizium (Si) | - | 0.35 | Desoxidation |
| Mangan (Mn) | - | 0.35 | Desoxidation |
| Kobalt (Co) | - | 1.0 | Kontrollierte Restmenge |
| Bor (B) | - | 0.006 | Verstärkung der Korngrenzen |
| Kupfer (Cu) | - | 0.30 | Kontrollierte Restmenge |
Warum die Werkstoffe 625 und 718 trotz ähnlichen Nickelgehalts so unterschiedliche Eigenschaften aufweisen
Der Vergleich der Zusammensetzungstabellen verdeutlicht den grundlegenden Unterschied in der Designphilosophie:
Inconel 625 nutzt Niob und Molybdän in einer festen Lösung, um Festigkeit zu erzielen, ohne dass eine Ausscheidungshärtung stattfindet. Dieser Ansatz führt im geglühten Zustand zu einer geringeren Festigkeit als bei 718, bietet jedoch eine überlegene Korrosionsbeständigkeit (9% Mo sorgt für eine hohe Lochfraßbeständigkeit), Schweißbarkeit (keine Aushärtung erforderlich, kein Risiko von Spannungsrissbildung) und eine breit gefächerte chemische Beständigkeit. Die Kombination aus 22%-Chrom und 9%-Molybdän verleiht 625 einen PREN-Wert (Pitting Resistance Equivalent Number) von etwa 52, was alle austenitischen Edelstähle bei weitem übertrifft.
Inconel 718 erreicht seine außergewöhnliche Festigkeit durch doppelte Ausscheidungshärtung: Gamma-Double-Prime-Partikel (Ni₃Nb), die sich langsam bilden und daher beim Schweißen keine Spannungsrisse verursachen, sorgen für die primäre Festigkeitssteigerung, während Gamma-Prime-Partikel (Ni₃(Al,Ti)) für eine zusätzliche Festigkeitssteigerung sorgen. Der im Vergleich zu 625 hohe Eisengehalt (ca. 18%) spiegelt die Konzeption von 718 als Konstruktionslegierung wider, bei der die Korrosionsbeständigkeit gegenüber der mechanischen Leistungsfähigkeit zweitrangig ist: Der hohe Eisengehalt senkt die Kosten und die Dichte, während Chrom und Molybdän eine ausreichende Korrosionsbeständigkeit für die meisten Einsatzbedingungen in der Luft- und Raumfahrt sowie in der Öl- und Gasindustrie gewährleisten.
Welche mechanischen Eigenschaften weisen Inconel 625 und 718 unter verschiedenen Bedingungen auf?
Die mechanischen Eigenschaften von 625 und 718 unterscheiden sich so erheblich, dass sie fast ausschließlich in unterschiedlichen Anwendungsbereichen zum Einsatz kommen, obwohl sie beide zur Inconel-Familie gehören.
Mechanische Eigenschaften von Inconel 625 bei Raumtemperatur
| Eigentum | Geglüht (Güteklasse 1, ASTM B443) | 1/4 Hart | 1/2 Hart | Vollhart |
|---|---|---|---|---|
| Zugfestigkeit (MPa) | 830 min (in der Regel 900 – 1000) | 1050 – 1200 | 1200 – 1380 | 1500 – 1700 |
| Streckgrenze (MPa, 0,2%) | 415 Minuten (in der Regel 500–650) | 750 – 900 | 950 – 1100 | 1300 – 1480 |
| Dehnung (%) | 30 Min. (in der Regel 40–50) | 18 – 25 | 10 – 18 | 2 – 6 |
| Härte (HRB) | 90 – 100 HRB | 25 – 32 HRC | 35 – 40 HRC | 42 – 46 HRC |
| Charpy-Schlagzähigkeit (J, RT) | > 100 | 60 – 80 | 35 - 55 | 15 – 30 |
Mechanische Eigenschaften von Inconel 718 bei Raumtemperatur in Abhängigkeit vom Wärmebehandlungszustand
| Eigentum | Geglüht (lösungsgeglüht) | AMS 5663 (gealtert) | AMS 5664 (gealtert, alternativ) | Hochfest, gereift |
|---|---|---|---|---|
| Zugfestigkeit (MPa) | 1000 – 1100 | 1380 min | 1310 min | 1450 – 1520 |
| Streckgrenze (MPa, 0,2%) | 550 - 700 | 1170 Min. | 1100 min | 1250 – 1330 |
| Dehnung (%) | 25 - 35 | 12 Min. | 12 Min. | 10 – 15 |
| Verkleinerung der Fläche (%) | 45 – 60 | 15 min | 15 min | 12 - 18 |
| Härte (HRC) | 28 – 35 | 36 – 44 | 35 – 42 | 40 – 46 |
| Charpy-V-Kerbschlagzähigkeit (J, RT) | 80 – 120 | 40 – 80 | 45 - 85 | 30 - 60 |
Der Unterschied zwischen geglühtem Inconel 625 und maximal gealtertem Inconel 718 ist auffällig: Inconel 718 erreicht im ausgereiften Zustand Zugfestigkeiten von 1380 – 1520 MPa, verglichen mit Inconel 625 im geglühten Zustand bei 830 – 1000 MPa. Dieser Festigkeitsvorteil ist der Grund dafür, dass 718 in strukturellen Anwendungen in der Luft- und Raumfahrt (Turbinenscheiben, Befestigungselemente, Wellen) dominiert, während 625 in Anwendungen vorherrscht, bei denen Korrosionsbeständigkeit und Schweißbarkeit die Hauptkriterien sind.
Vergleich der Festigkeit bei erhöhten Temperaturen: 625 vs. 718
| Temperatur (°C) | 625 Zugfestigkeit (MPa) | 625 Streckgrenze (MPa) | 718 Zugfestigkeit (MPa, gealtert) | 718 Streckgrenze (MPa, gealtert) |
|---|---|---|---|---|
| 20 | 900 – 1000 | 500 - 650 | 1380 – 1520 | 1170 – 1330 |
| 200 | 840 – 940 | 430 – 580 | 1280 – 1400 | 1090 – 1220 |
| 400 | 790 – 890 | 380 - 520 | 1200 – 1320 | 1020 – 1140 |
| 550 | 740 – 830 | 340 – 480 | 1140 – 1240 | 970 – 1080 |
| 650 | 700 – 790 | 300 – 440 | 1060 – 1170 | 900 – 1020 |
| 700 | 660 – 750 | 270 – 400 | 950 – 1100 | 800 – 950 |
| 760 | 580 – 670 | 240 – 360 | 750 – 900 | 620 – 780 |
| 815 | 470 – 570 | 200 – 310 | 480 – 620 | 380 - 520 |
| 870 | 350 – 450 | 170 – 270 | 290 – 420 | 220 – 340 |
Der Übergangspunkt, an dem sich 625 und 718 in ihrer Festigkeit annähern, liegt bei etwa 760 – 815 °C und spiegelt die Auflösung der Gamma-Double-Prime-Ausscheidungen von 718 wider (die Phase, die für den Festigkeitsvorteil von 718 verantwortlich ist, löst sich bei Langzeitbetrieb oberhalb von etwa 650 °C auf). Bei einem Dauerbetrieb über 650 °C nimmt der Festigkeitsvorteil von 718 zunehmend ab, und oberhalb von 760 °C wird die Festigkeit der 625er-Mischkristalllegierung durch Niob und Molybdän konkurrenzfähig.
Physikalische Eigenschaften von Inconel 625 und 718
| Physikalische Eigenschaft | Inconel 625 | Inconel 718 | Technische Anwendung |
|---|---|---|---|
| Dichte (g/cm³) | 8.44 | 8.19 | Gewichtsberechnungen; 718 leichter als 625 |
| Elastizitätsmodul (GPa, 20 °C) | 208 | 211 | Durchbiegungs- und Steifigkeitsberechnungen |
| Steifigkeitsmodul (GPa) | 79 | 80 | Auslegung von Torsionsfedern |
| Wärmeausdehnungskoeffizient (µm/m·°C, 20 – 100 °C) | 12.8 | 13.0 | Temperaturwechsel, Auslegung der Freiräume |
| Wärmeleitfähigkeit (W/m·K, 20 °C) | 9.8 | 11.4 | Wärmeübertragungsberechnungen |
| Elektrischer spezifischer Widerstand (µΩ·m) | 1.29 | 1.25 | Widerstandsschweißen, EDM-Parameter |
| Schmelzbereich (°C) | 1290 – 1350 | 1260 – 1336 | Schweißen, Gießen – Nachschlagewerk |
| Magnetische Permeabilität | < 1,002 | 1.001 – 1.010 | Nichtmagnetische Anwendungen |
| Spezifische Wärme (J/kg·K) | 410 | 435 | Thermische Analyse |
Die geringe magnetische Reaktion einiger Inconel-718-Werkstoffe (Permeabilität bis zu 1,010) ist auf den höheren Eisengehalt (ca. 18%) und das Vorhandensein der Delta-Phase (Ni₃Nb) unter bestimmten Wärmebehandlungsbedingungen zurückzuführen. Obwohl das Material im praktischen Sinne nicht ferromagnetisch ist, sollten Ingenieure, die 718 für Anwendungen in der Nähe empfindlicher Messgeräte spezifizieren, die Permeabilität unter den jeweiligen Wärmebehandlungsbedingungen überprüfen.
Wie wird Inconel 718 wärmebehandelt, um seine maximale Festigkeit zu erreichen?
Erst durch die Wärmebehandlung entfaltet Inconel 718 sein volles Potenzial, das im geglühten Zustand noch nicht vollständig zum Tragen kommt. Das Verständnis des gesamten Wärmebehandlungsablaufs ist für jeden Ingenieur oder Metallurgen, der mit dieser Legierung arbeitet, von entscheidender Bedeutung.
Der vollständige Wärmebehandlungsprozess für Inconel 718
Stufe 1: Lösungsglühen (Homogenisierung)
Vor der Alterung muss 718 lösungsgeglüht werden, um alle Ausscheidungsphasen aufzulösen und eine gleichmäßige, einphasige austenitische Matrix zu bilden. Es gibt zwei gängige Lösungsglühbedingungen, die je nachdem ausgewählt werden, ob eine feinere oder gröbere Korngröße gewünscht ist:
| Art der Lösungsglühung | Temperatur | Zeit | Ergebnis zur Korngröße | Anwendungseinstellungen |
|---|---|---|---|---|
| Standardglühen | 980°C (1800°F) | 1 Stunde pro 25 mm + mindestens 1 Stunde | Feinkörnig (ASTM 8 – 12) | Ermüdungskritische rotierende Bauteile |
| Supersolvus-Glühen | 1065 °C (1950 °F) | 1 Stunde pro 25 mm + mindestens 1 Stunde | Grobkörnig (ASTM 4 – 7) | Kriechkritische statische Teile |
Abkühlung nach dem Lösungsglühen: schnelles Abschrecken (Wasserabschrecken oder schnelles Abkühlen an der Luft). Eine langsame Abkühlung im Temperaturbereich von 650 bis 850 °C führt zur Ausscheidung der Delta-Phase, wodurch Niob aus der Lösung entfernt wird, was wiederum die anschließende Alterungsreaktion verringert.
Stufe 2: Ausfällungsalterung (AMS 5663 Standard-Doppelalterung)
Bei der standardmäßigen zweistufigen Reifungsbehandlung entstehen die Gamma-Double-Prime- und Gamma-Prime-Präzipitate, die für die Festigkeit von 718 verantwortlich sind:
| Schritt | Temperatur | Zeit | Kühlung | Zweck |
|---|---|---|---|---|
| Erstes Alter | 720 °C (1325 °F) | 8 Stunden | Den Ofen mit einer Abkühlgeschwindigkeit von 55 °C pro Stunde auf 620 °C abkühlen | γ''-Ausfällungen auslösen und wachsen lassen |
| Zweites Alter | 620 °C (1150 °F) | 8 Stunden | Luftkühlung | Vollständige γ'' + γ'-Ausfällung |
Warum die zweistufige Reifung funktioniert:
In der ersten Stufe bei 720 °C bilden sich feine Gamma-Double-Prime-Partikel in der gesamten Kornstruktur. Die kontrollierte Abkühlgeschwindigkeit bis 620 °C verhindert eine Vergröberung dieser Partikel und ermöglicht gleichzeitig die Bildung von Gamma-Prime. Die zweite Haltephase bei 620 °C schließt die Ausscheidung ab und stabilisiert die Partikelverteilung. Dieser zweistufige Ansatz führt zu einer gleichmäßigeren und feineren Ausscheidungsverteilung als eine einstufige Alterungsbehandlung.
Einfluss der Wärmebehandlung auf die Eigenschaften von 718
| Wärmebehandlung Bedingung | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Dehnung (%) | Härte (HRC) | Primäre Verwendung |
|---|---|---|---|---|---|
| Geglüht (lösungsgeglüht) | 1000 – 1100 | 550 - 700 | 25 - 35 | 28 – 35 | Umformung, Schweißzustand |
| Einmalige Alterung (720 °C/8 h + AC) | 1280 – 1380 | 1050 – 1150 | 15 – 22 | 34 – 40 | Anwendungen mit mittlerer Beanspruchung |
| Doppelt gealtert (AMS 5663) | 1380 min | 1170 Min. | 12 Min. | 36 – 44 | Standard-Spezifikation für die Luft- und Raumfahrt |
| Hochfest, gealtert | 1450 – 1520 | 1250 – 1330 | 10 – 15 | 42 – 46 | Anwendungen mit maximaler Belastung |
| Überhitzt (> 750 °C, 24 h) | 1050 – 1150 | 800 – 900 | 20 – 28 | 28 - 34 | NICHT empfohlen; beeinträchtigte Eigenschaften |
Die Delta-Phase und ihre Rolle in der Mikrostruktur von 718
Die Delta-Phase (orthorhombisches Ni₃Nb) ist eine metastabile Phase, die sich in Inconel 718 bei einer Einwirkung von Temperaturen zwischen 650 und 980 °C bildet. Ihr Zusammenhang mit dem Verhalten der Legierung ist differenziert:
- An den Korngrenzen: Geringe Mengen an Delta-Phase-Pin-Korngrenzen, die das Kornwachstum im Hochtemperaturbetrieb verhindern und die Zähigkeit der Korngrenzen verbessern.
- In übermäßiger Menge: Eine übermäßige Delta-Phase entzieht der festen Lösung und der Gamma-Double-Prime-Verfestigungsphase Niob, wodurch die Zugfestigkeit und die Kriechfestigkeit verringert werden.
- Als Verarbeitungskennzeichen: Das Auftreten der Delta-Phase auf Bruchflächen oder an Grenzflächen nach dem Einsatz ist ein Anzeichen für eine thermische Überbeanspruchung oberhalb der Lösungsglühtemperatur während des Betriebs.
Die Standard-Wärmebehandlung ist darauf ausgelegt, die Delta-Phase konstruktiv zu nutzen: Ein geringer Anteil an Delta-Phase an den Korngrenzen ist akzeptabel und vorteilhaft, während der Großteil des Niobs in der verstärkenden Gamma-Doppelprime-Phase erhalten bleibt.
Welche Korrosions- und Oxidationsbeständigkeit bietet Inconel in verschiedenen Umgebungen?
Die Korrosionsbeständigkeit von Inconel-Legierungen variiert je nach Sorte erheblich und muss auf die jeweiligen Einsatzbedingungen abgestimmt werden. Die Annahme, dass alle Inconel-Sorten gleichermaßen korrosionsbeständig sind, ist eine gefährliche Vereinfachung.
Korrosionsbeständigkeit von Inconel 625
Inconel 625 bietet die beste Korrosionsbeständigkeit innerhalb der Inconel-Familie, insbesondere aufgrund seiner Kombination aus hohem Chromgehalt (22%), hohem Molybdängehalt (9%) und Niob, die zusammen folgende Eigenschaften bewirken:
| Korrosionsart | 625 Leistung | Konkurrierender Edelstahl 316L | Anmerkungen |
|---|---|---|---|
| Lochfraß durch Meerwasser | Ausgezeichnet (im Wesentlichen immun) | Schlecht (bildet leicht Gruben) | PREN ~52 gegenüber 316L ~24 |
| Meerwasserspalt | Sehr gut | Sehr schlecht | Der Chloridgrenzwert wurde nicht überschritten |
| Chlorid SCC | Ausgezeichnet (unter den meisten Bedingungen immun) | Schlecht (SCC über 60 °C) | >40% Ni sorgt für Störfestigkeit |
| Allgemeine Korrosion in HNO₃ | Gut | Gut | Beide eignen sich zur Oxidation von HNO₃ |
| Allgemeine Korrosion in HCl | Mäßig (besser als SS) | Schlecht | Mo sorgt für HCl-Beständigkeit |
| Allgemeine Korrosion in H₂SO₄ | Mäßig | Schlecht über 10% | Besser als SS bei höherer Konzentration. |
| Hochgeschwindigkeits-Meerwasser (Erosion und Korrosion) | Ausgezeichnet (> 15 m/s) | Schlecht (Folienbeschädigung bei Geschwindigkeiten über 3 m/s) | 625 Passivfolie, robuster |
| H₂S (Säurebetrieb) | Ausgezeichnet | Begrenzt | Entspricht NACE MR0175 |
| Organische Säuren | Ausgezeichnet | Gut | Beide eignen sich für milde Bedingungen |
Oxidationsbeständigkeit und Beständigkeit gegen Hochtemperaturkorrosion
Bei erhöhten Temperaturen, bei denen wässrige Korrosionsmechanismen durch Trockenoxidation und Sulfidierung abgelöst werden:
| Temperatur (°C) | 625 Oxidationsbeständigkeit | 718 Oxidationsbeständigkeit | 600 Oxidationsbeständigkeit | Anmerkungen |
|---|---|---|---|---|
| < 500 | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Für alle Klassenstufen geeignet |
| 500 - 700 | Sehr gut | Sehr gut | Sehr gut | Bildung der Molltonleiter |
| 700 - 900 | Gut (Cr₂O₃-Skala) | Gut | Sehr gut | 625 etwas besser Cr₂O₃ |
| 900 - 1100 | Mäßig (die Schicht wird dicker) | Nicht empfohlen | Gut | 625 max. ~980 °C dauerhaft |
| > 1100 | Begrenzt | Nicht geeignet | Mäßig | Vorzugsweise Legierung 601 |
Bei längerem Einsatz bei Temperaturen über 900 °C in oxidierenden Atmosphären bilden Legierungen mit Aluminiumzusätzen (Inconel 601 mit 1,35% Al oder Alloy 602CA mit 2,3% Al) schützendere Aluminiumoxid- (Al₂O₃)-Schichten, die bei sehr hohen Temperaturen deutlich langsamer wachsen als Chromoxid (Cr₂O₃)-Schichten.
Korrosionsbeständigkeit von Inconel 718
Inconel 718 wurde in erster Linie als hochfeste Konstruktionslegierung entwickelt, und seine Korrosionsbeständigkeit ist im Vergleich zu 625 mäßig:
| Umwelt | 718 Leistung | Anmerkungen |
|---|---|---|
| Seewasser (Umgebung) | Gut (in der Regel keine Lochfraßbildung) | PREN ~28; weniger robust als 625 |
| Meerwasser (erhöhte Temperatur, Spalte) | Mäßiges Risiko | Für anspruchsvolle Schiffsanwendungen den Wert 625 angeben |
| Schwach saure Säuren | Angemessen | Nicht für den Einsatz mit konzentrierten Säuren empfohlen |
| H₂S-Betrieb in saurer Umgebung | Gut (entspricht NACE MR0175) | Die Härte muss kontrolliert werden |
| Oxidierende Atmosphäre (< 700 °C) | Gut | Geeignet für Bauteile in der Nähe der Turbine |
| Reduktionsatmosphäre | Angemessen | Mehr Inhalt bietet einen gewissen Schutz |
Der im Vergleich zu 625 (8 – 10%) geringere Molybdängehalt von 718 (2,8 – 3,3%) verringert dessen Lochfraßbeständigkeit in chloridhaltigen Umgebungen erheblich. Für Anwendungen, bei denen hohe mechanische Festigkeit mit Seewasserbeständigkeit kombiniert werden muss, wird Inconel 725 (eine aushärtbare Legierung mit einem höheren Mo-Gehalt als 718) häufig für Unterwasser-Befestigungselemente und -Verbinder vorgeschrieben, bei denen die Korrosionsbeständigkeit von 718 an der Grenze liegt.
Welche Produktformen und Standardabmessungen sind für Inconel erhältlich?
Inconel 625 und 718 sind in nahezu allen gängigen Formen von Kaltformprodukten im Handel erhältlich. Die Verfügbarkeit ab Lager im Vergleich zu den Lieferzeiten bei Bestellung ab Werk unterscheidet sich bei den beiden Sorten erheblich.
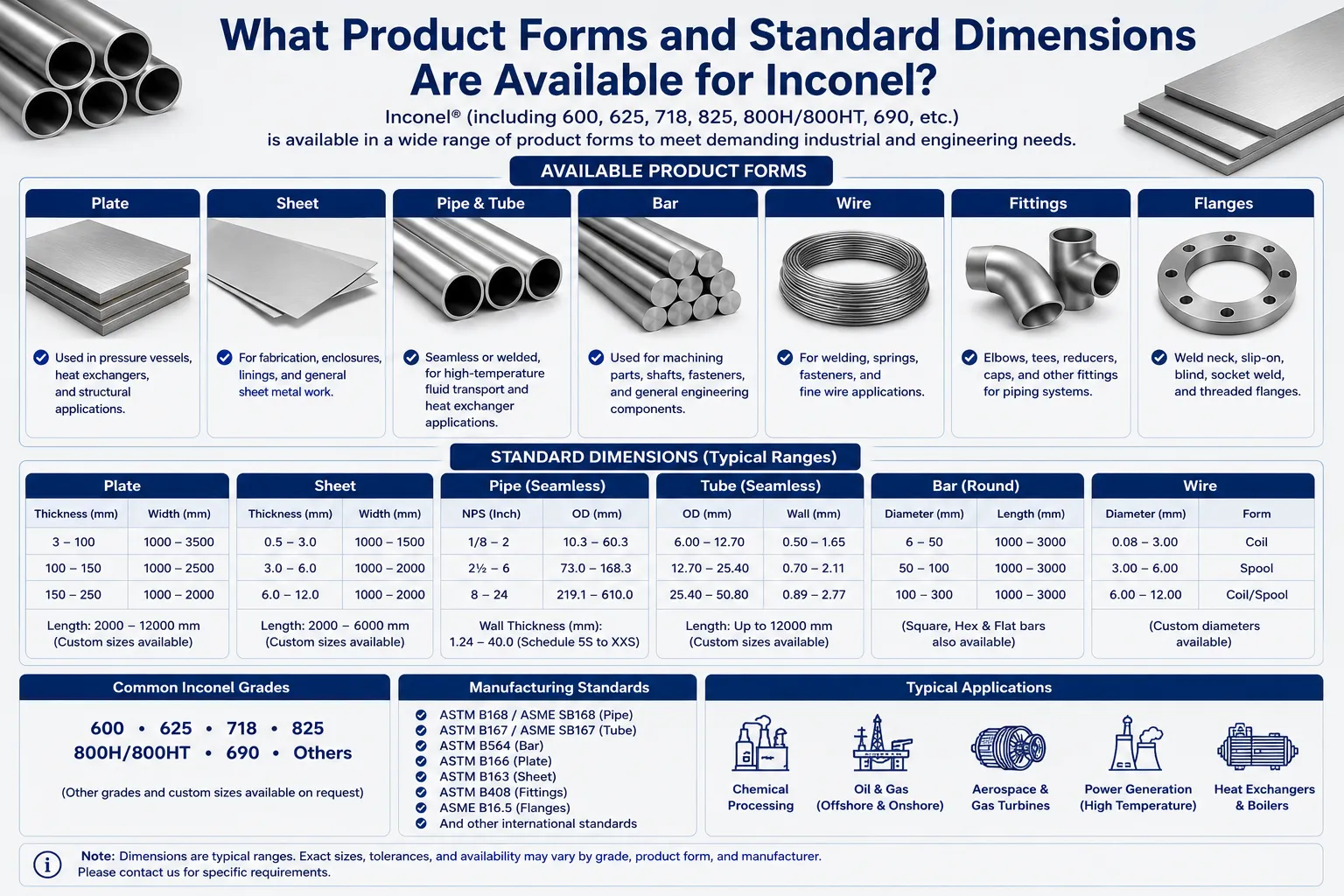
Verfügbare Produktformen und geltende Normen
| Produkt Form | Inconel 625 – Norm | Inconel 718-Norm | Typischer Größenbereich |
|---|---|---|---|
| Platte und Blech | ASTM B443 / ASME SB443 | ASTM B670 | 0,5 – 100 mm dick |
| Stab (warmgewalzt) | ASTM B446 / ASME SB446 | AMS 5662, 5664 | 6 – 300 mm Durchmesser |
| Nahtlose Rohre und Schläuche | ASTM B444 / ASME SB444 | - | 6 – 300 mm Außendurchmesser |
| Geschweißtes Rohr | ASTM B705 / ASME SB705 | - | 6 – 600 mm Außendurchmesser |
| Draht | ASTM B446 | AMS 5832 | 0,05 – 12 mm |
| Band und schmale Spule | ASTM B443 | ASTM B670 | 0,05 – 6,35 mm dick |
| Schmiedeteile | AMS 5666 (625) | AMS 5662, 5663 (718) | Individuelle Formen |
| Flansche | ASTM B564 | ASTM B564 | gemäß ASME B16.5 |
| Beschläge | ASTM B366 | - | Gemäß ASME B16.9 |
| Schweißdraht (GTAW) | AWS ERNiCrMo-3 | AWS ERNiFeCr-2 | 0,8 – 3,2 mm |
| Puder (AM) | Verschiedene | AMS 7001 | 15 – 53 µm (SLM) |
Lagerverfügbarkeit bei MWalloys
| Produkt Form | Klasse | Standard-Lagergrößen | Typische Vorlaufzeit |
|---|---|---|---|
| Platte | 625 | 3 – 75 mm, verschiedene Breiten | 1–5 Werktage |
| Platte | 718 | 6 – 50 mm, verschiedene Breiten | 3–7 Werktage |
| Bar | 625 | 6 – 200 mm Durchmesser | 3–7 Werktage |
| Bar | 718 | 6 – 150 mm Durchmesser | 3–7 Werktage |
| Nahtlose Rohre | 625 | 1/4" – 8" NPS | 3–10 Werktage |
| Blatt | 625 | 0,5 – 3 mm | 1–5 Werktage |
| Schweißdraht | 625 (ERNiCrMo-3) | 1,6 mm, 2,4 mm gerade Stücke | 1–3 Werktage |
| Geschlitzte Spule | 625 | Individuelle Breiten ab 3 mm | 3–10 Werktage |
| Schmiedeteile | 718 | Sonderanfertigung (Werksauftrag) | 10 – 20 Wochen |
Sonderabmessungen, sehr schwere Bleche mit einer Dicke von über 75 mm oder Schmiedeteile, die maßgeschneiderte Gesenke erfordern, werden auf Bestellung gefertigt, wobei die Lieferzeiten für Inconel 718 10 bis 20 Wochen und für Inconel 625 8 bis 16 Wochen betragen. Die Einbindung von MWalloys bereits in der Konstruktionsphase von Projekten, die große Sonder-Schmiedeteile oder Sonderabmessungen erfordern, verhindert Zeitdruck, der zu Kompromissen bei den Spezifikationen zwingen würde.
Wie wird Inconel richtig verarbeitet, geschweißt und bearbeitet?
Die Bearbeitung von Inconel-Legierungen erfordert Verfahren, die auf ihre besonderen Eigenschaften abgestimmt sind: hohe Kaltverfestigungsrate, geringe Wärmeleitfähigkeit und – im Falle von 718 – das Risiko von Spannungsrissbildung bei falscher Schweißreihenfolge und falscher Reihenfolge der Wärmebehandlungen.
Schweißen von Inconel 625 und 718
Schweißen von Inconel 625:
625 ist eine der am besten schweißbaren Nickel-Superlegierungen auf dem Markt. Sein Niobgehalt verhindert eine Sensibilisierung (NbC bildet sich bevorzugt gegenüber CrC), wodurch das Risiko der interkristallinen Korrosion in den Wärmeeinflusszonen beseitigt wird, unter dem viele Ni-Cr-Legierungen leiden. Für die meisten Anwendungen im korrosionsbeanspruchten Bereich ist keine Wärmebehandlung nach dem Schweißen erforderlich.
| Parameter | Schweißen von Inconel 625 | Anmerkungen |
|---|---|---|
| Primäres Schweißzusatzmaterial | ERNiCrMo-3 (AWS A5.14) | Passende Zusammensetzung |
| Alternativer Füllstoff | ERNiCrMo-10 (C22-Draht) | Für weitere Oxidationsdienstleistungen |
| Schutzgas (GTAW) | 100% Ar oder Ar + 5% He | Keine aktive Gaszugabe |
| Rückspülung | 100% Ar | Entscheidend für die Qualität der Wurzelschweißnaht |
| Vorheizen | Nicht erforderlich (< 25 mm) | Zu vermeiden: unnötige Erwärmung |
| Zwischenlagentemperatur | < 150 °C | Kritischer Grenzwert |
| Wärmebehandlung nach dem Schweißen | Nicht erforderlich (Korrosionsbetrieb) | PWHT nur für Kriechbetrieb |
| Behandlung nach dem Schweißen | Beizen / elektrochemische Reinigung | Entfernung der Tönungsfolie obligatorisch |
Schweißen von Inconel 718:
Das Schweißen von 718 ist aufgrund seiner ausscheidungsgehärteten Eigenschaften komplexer als das von 625. Die Grundregel lautet: Im lösungsgeglühten Zustand schweißen, anschließend die gesamte Baugruppe auslagern.
| Parameter | Schweißen von Inconel 718 | Anmerkungen |
|---|---|---|
| Primäres Schweißzusatzmaterial | ERNiFeCr-2 (AWS A5.14) | Passende 718-Zusammensetzung |
| Alternativer Füllstoff | ERNiCrMo-3 (625-Draht) | Falls Füllstoff 718 nicht verfügbar ist |
| Abschirmgas | 100% Ar | Kein aktives Gas |
| Zustand des unedlen Metalls | Vor dem Schweißen lösungsgeglüht | Gealtertes Material birgt das Risiko von Rissen aufgrund von Dehnung und Alterung |
| Vorheizen | In der Regel nicht erforderlich | Bei schweren Profilen bitte Rücksprache halten |
| Zwischenlagentemperatur | < 150 °C | Kritisch |
| Lösungsglühen nach dem Schweißen | 980 °C/1 h + Wasserabschreckung | Homogenisiert die Wärmeeinflusszone (HAZ) |
| Alterung nach dem Schweißen | Doppelte Altersangabe gemäß AMS 5663 | Entfaltet seine volle Festigkeit durch die Schweißnaht |
Rissbildungsrisiko in Abhängigkeit von Dehnung und Alter bei 718:
Mit der Entwicklung von Inconel 718 wurde speziell das Problem der Spannungsrissbildung bei älteren ausscheidungsgehärteten Legierungen (wie Inconel X-750 und Waspaloy) gelöst. Die im Vergleich zu Gamma-Prime langsamere Ausscheidungskinetik von Gamma-Double-Prime bedeutet, dass 718 geschweißt und anschließend gealtert werden kann, ohne dass es an der Schweißnaht zu Rissen kommt, vorausgesetzt, das Grundmetall befindet sich vor Beginn der Schweißarbeiten im lösungsgeglühten Zustand. Das Schweißen von gealtertem 718-Material ohne erneutes Lösungsglühen birgt das Risiko von Rissen.
Bearbeitung von Inconel 625 und 718
Beide Legierungen sind deutlich schwieriger zu bearbeiten als austenitische Edelstähle und erfordern eine sorgfältige Auswahl der Bearbeitungsparameter:
| Bearbeitungsparameter | Inconel 625 (geglüht) | Inconel 718 (gealtert) | Wichtige Überlegungen |
|---|---|---|---|
| Schnittgeschwindigkeit (Drehen) | 20 – 40 m/min | 10 – 20 m/min | Der 718 ist deutlich stärker gealtert |
| Vorschubgeschwindigkeit (Drehen) | 0,15 – 0,30 mm/Umdrehung | 0,10 – 0,20 mm/Umdrehung | Eine gleichmäßige Fütterung ist unerlässlich |
| Schnitttiefe (Schruppbearbeitung) | 2–4 mm | 1–2 mm | Vermeiden Sie es, an Schnittwunden zu reiben |
| Werkzeugmaterial | Hartmetall (vorzugsweise PVD-beschichtet) | Hartmetall (mit TiAlN- oder AlTiN-Beschichtung) | HSS ist nicht praktikabel |
| Kühlmittel | Schwefelfreies Kühlmittel für Hochwasserbetrieb | Schwefelfreies Kühlmittel für Hochwasserbetrieb | Schwefel verursacht Korrosion |
| Neigung zur Verfestigung | Hoch | Sehr hoch | Den Vorschub während des Schneidvorgangs niemals unterbrechen |
| Eignung für EDM | Gut | Sehr gut | Beliebte Alternative zur „Hard 718“ |
| Erreichbare Oberflächenbeschaffenheit | Ra 0,8 – 1,6 µm | Ra 0,4 – 0,8 µm (Hartmetall) | Beide erzielen ein gutes Ergebnis |
| Bewertung der Bearbeitbarkeit im Vergleich zu B1112 | ~20% | ~10% | Beide sind deutlich härter als Stahl |
Die Funkenerosion (EDM) wird in der Luft- und Raumfahrtindustrie häufig für komplexe Bauteile aus Inconel 718 eingesetzt, da bei diesem Verfahren Material durch elektrische Entladung abgetragen wird, ohne dass die bei der konventionellen Bearbeitung auftretenden Schnittkräfte entstehen, die zu Kaltverfestigung und Werkzeugverschleiß führen. Die EDM eignet sich besonders gut für komplexe Turbinenscheibenelemente, filigrane Kühlbohrungen und Schraubenkreismuster, bei denen der Zugang für Werkzeuge eingeschränkt ist.
Kalt- und Warmumformung von Inconel-Blechen
Kaltumformung:
Beide Güten lassen sich im geglühten Zustand kaltumformen, doch aufgrund ihrer schnellen Kaltverfestigung sind dabei deutlich höhere Umformkräfte erforderlich als bei vergleichbaren Verfahren mit Kohlenstoffstahl. Mindestbiegeradien für geglühte Bleche:
| Dicke | Inconel 625 – Minimaler Biegeradius | Inconel 718 – Minimaler Biegeradius |
|---|---|---|
| < 3 mm | 1,5 × Dicke | 2,0 × Dicke |
| 3–6 mm | 2,0 × Dicke | 2,5 × Dicke |
| 6 – 12 mm | 2,5 × Dicke | 3,0 × Dicke |
| 12 – 25 mm | 3,0 × Dicke | 3,5 × Dicke |
Warmumformung:
Das Warmumformen bei 900 – 1200 °C reduziert die Umformkräfte erheblich. Nach jedem Warmumformvorgang muss vor der Alterung (bei 718) bzw. vor dem Einsatz in korrosiver Umgebung (bei 625) ein vollständiges Lösungsglühen durchgeführt werden. Eine Warmumformung im Sensibilisierungsbereich (600 – 900 °C) ist zu vermeiden.
Welche Industriestandards und Spezifikationen gelten für Inconel-Legierungen?
Um Inconel korrekt zu spezifizieren, muss die jeweilige Norm auf die Produktform, die Anwendungsbranche und das erforderliche Qualitätsniveau abgestimmt werden.
Referenztabelle für Primärnormale
| Standard | Hauptteil | Umfang | Erfassungsbereich |
|---|---|---|---|
| ASTM B443 | ASTM | 625 Platte, Blech, Band | UNS N06625 |
| ASTM B444 | ASTM | 625 nahtlose Rohre und Röhren | UNS N06625 |
| ASTM B446 | ASTM | 625 bar, Stange, Draht | UNS N06625 |
| ASTM B670 | ASTM | 718 Blech, Platte, Band | UNS N07718 |
| ASTM B637 | ASTM | 718 bar, Schmiedeteile | UNS N07718 |
| ASTM B564 | ASTM | Schmiedeteile aus Nickellegierungen (alle Güteklassen) | 625, 718, sonstige |
| AMS 5596 | SAE | 625 Blech, Band, Platte (Luft- und Raumfahrt) | Strengere AMS-Kontrollen |
| AMS 5666 | SAE | 625 bar, Stange, Draht (Luft- und Raumfahrt) | Strengere AMS-Kontrollen |
| AMS 5662 | SAE | 718 Stangen, Stäbe, Schmiedeteile (Lösungsglüht) | Luft- und Raumfahrt-Bar |
| AMS 5663 | SAE | 718 Stangen, Stäbe, Schmiedeteile (gealtert) | Stange aus der Luft- und Raumfahrt |
| AMS 5664 | SAE | 718 Stangen, Stäbe, Schmiedeteile (alternativ: Alterung) | Alternativer Zustand in der Luft- und Raumfahrt |
| AMS 5832 | SAE | 718 Schweißdraht | Füllstoff für die Luft- und Raumfahrt |
| AMS 7001 | SAE | 718-Pulver für die additive Fertigung | SLM/LPBF-Pulver |
| ASME SB443 | ASME | 625er-Platte (Code-Behälter) | Wie B443 |
| ASME SB444 | ASME | Rohr 625 (Code-Behälter) | Wie B444 |
| NACE MR0175 | AMPP | Mangelhafte Dienstleistung (alle CRA-Stufen) | 625, 718 unter bestimmten Bedingungen |
| AWS A5.14 | AWS | Schweißdraht: ERNiCrMo-3 (625), ERNiFeCr-2 (718) | Schweißzusatz |
Zulässige Spannungen gemäß ASME für Inconel 625 im Druckbehälterbetrieb
| Temperatur (°C) | 625 Zulässige Spannung (MPa) | Hinweis |
|---|---|---|
| 40 | 138 | Referenzwert für die Umgebungstemperatur |
| 100 | 131 | Leicht reduziert |
| 200 | 124 | zugfestigkeitsgesteuert |
| 300 | 118 | zugfestigkeitsgesteuert |
| 400 | 113 | Ertragsgesteuert |
| 500 | 108 | Ertragsgesteuert |
| 538 | 100 | Überlegungen zum Kriechverhalten beginnen |
Inconel 718 wird beim Bau von Druckbehältern nach dem ASME-Code seltener verwendet, da es eine Wärmebehandlung (Auslagerung) nach dem Schweißen erfordert und die Einhaltung der Code-Vorgaben während des gesamten Wärmebehandlungsprozesses komplex zu handhaben ist. Wird 718 in Code-Behältern verwendet, geschieht dies in der Regel in Form von Schmiedeteilen oder bearbeiteten Bauteilen, die zu einem Behälter zusammengesetzt werden, der aus besser schweißbaren Werkstoffen konstruiert ist.
Wie schneidet Inconel im Vergleich zu Hastelloy, Monel, Edelstahl und Titan ab?
Umfassende Vergleichstabelle verschiedener Legierungen
| Eigentum | Inconel 625 | Inconel 718 (gealtert) | Hastelloy C276 | Hastelloy C22 | Monel 400 | EDELSTAHL 316L | Ti Klasse 5 |
|---|---|---|---|---|---|---|---|
| Ni-Gehalt (%) | ~62 | ~53 | ~57 | ~56 | ~67 | ~11 | 0 |
| Cr (%) | 22 | 19 | 15.5 | 21 | 0 | 17 | 0 |
| Mo (%) | 9 | 3 | 16 | 13.5 | 0 | 2.2 | 0 |
| PREN | ~52 | ~28 | ~72 | ~71 | K.A. | ~24 | K.A. |
| Zugfestigkeit (MPa) | 830 – 1000 | 1380 – 1520 | 790 | 690 | 480 | 485 | 900 |
| Streckgrenze (MPa) | 415 – 650 | 1170 – 1330 | 355 | 310 | 170 – 345 | 170 | 830 |
| Lochfraß durch Meerwasser | Ausgezeichnet | Gut | Ausgezeichnet | Ausgezeichnet | Ausgezeichnet | Schlecht | Herausragend |
| Widerstandsfähigkeit gegen oxidierende Säuren | Gut | Mäßig | Mäßig | Ausgezeichnet | Schlecht | Begrenzt | Gut |
| Verringerung der Säurebeständigkeit | Mäßig | Mäßig | Ausgezeichnet | Gut | Gut | Begrenzt | Begrenzt |
| Beständigkeit gegen Flusssäure | Schlecht | Schlecht | Schlecht | Schlecht | Ausgezeichnet | Schlecht | Keine |
| Maximale Betriebstemperatur (Festigkeit, °C) | 815 | 700 | 500 | 500 | 450 | 870 | 300 |
| Schweißeignung | Ausgezeichnet | Gut (verfahrenskritisch) | Ausgezeichnet | Ausgezeichnet | Gut | Sehr gut | Schwierig |
| Relative Dichte | 1,0 (8,44 g/cm³) | 0.97 | 1.05 | 1.03 | 1.05 | 0.95 | 0.52 |
| Relative Kosten im Vergleich zu 316L | ~9× | ~12× | ~8× | ~10× | ~5× | 1× | ~14× |
| Primäre Stärke | Korrosion + Ermüdung | Maximale Festigkeit | Reduzierende Säuren | Gemischt/oxidierend | HF + Meerwasser | Kosten und Verfügbarkeit | Gewicht + Meerwasser |
Rahmenkonzept für anwendungsbasierte Auswahlentscheidungen
Entscheiden Sie sich für Inconel 625, wenn:
- Der Einsatz in Meerwasser erfordert sowohl Korrosionsbeständigkeit als auch Ermüdungsfestigkeit (flexible Steigleitungen, Faltenbälge)
- Zum Korrosionsschutz ist eine Aufschweißung auf Kohlenstoffstahl erforderlich.
- Die Hochzyklus-Ermüdung in einer korrosiven Umgebung ist der entscheidende Konstruktionsfaktor.
- An Anlagen für chemische Prozesse werden sowohl eine Eignung für moderate Temperaturen als auch eine umfassende Säurebeständigkeit gefordert.
- Unterwasserausrüstung muss den Anforderungen der NACE MR0175 entsprechen, ohne die Festigkeitsbeschränkungen von Duplex-Edelstählen zu unterliegen.
Entscheiden Sie sich für Inconel 718, wenn:
- Die wichtigste Anforderung ist maximale Festigkeit bei Temperaturen von bis zu 650 °C.
- Strukturbauteile für die Luft- und Raumfahrt (Turbinenscheiben, Befestigungselemente, Wellen) bestimmen den Anwendungsbereich.
- Hochfeste Befestigungselemente, Aufhängestangen oder Bohrlochkopfkomponenten für die Öl- und Gasindustrie erfordern Festigkeitswerte, die über das hinausgehen, was geglühtes 625-Stahl bieten kann.
- Das Verfahren zur Herstellung hochfester komplexer Formen ist die additive Fertigung.
Wählen Sie Hastelloy C276 oder C22, wenn:
- Im Vordergrund steht dabei eher die chemische Korrosion als die mechanische Leistungsfähigkeit.
- Reduzierende Säuren (C276) oder oxidierende/gemischte Säuren (C22) dominieren die Betriebsumgebung.
- Es handelt sich um den Einsatz von Druckbehältern, bei dem die im ASME-Code festgelegten zulässigen Spannungen bei erhöhten Temperaturen gelten.
Entscheiden Sie sich für Titan, wenn:
- Gewichtsreduzierung ist von größter Bedeutung, und Korrosionsbeständigkeit in Meerwasser oder oxidierenden Umgebungen ist erforderlich.
- HF-Säure ist nicht vorhanden, und die Anwendungstemperatur liegt unter 300 °C.
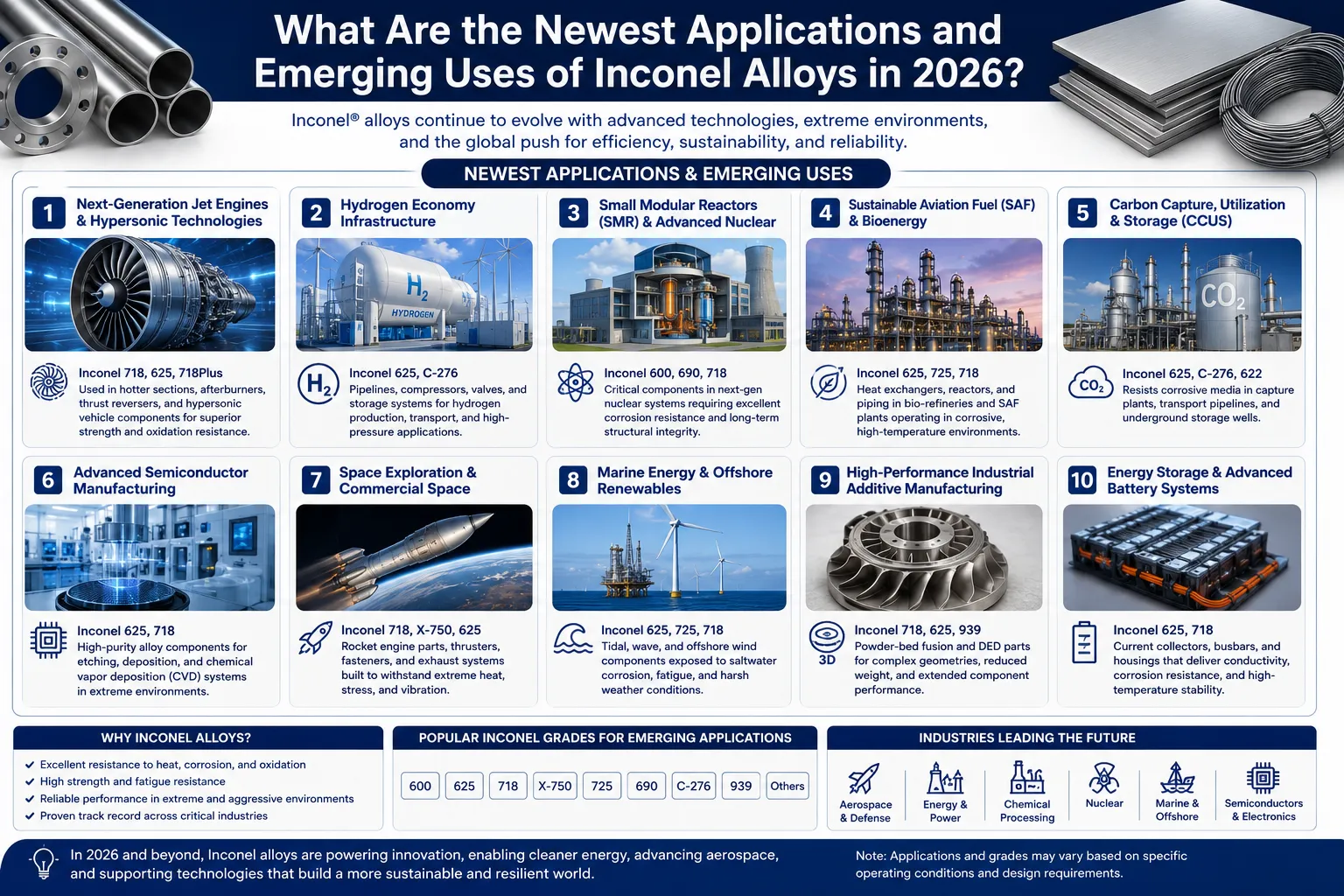
Was sind die neuesten Anwendungsbereiche und aufkommenden Einsatzmöglichkeiten von Inconel-Legierungen im Jahr 2026?
Die Inconel-Legierungsfamilie erobert dank des technologischen Fortschritts in verschiedenen Branchen weiterhin neue Anwendungsbereiche.
Additive Fertigung von Inconel 625 und 718
Der Einsatz von selektivem Laserschmelzen (SLM) und gerichteter Energieabscheidung (DED) für Bauteile aus Inconel 625 und 718 hat sich im Zeitraum 2024–2026 drastisch beschleunigt:
| AM-Anwendung | Klasse | Vorteil gegenüber herkömmlichen | Größte Herausforderung |
|---|---|---|---|
| Brennstoffdüsen für Gasturbinen | 718 | Komplexe interne Kühlkanäle, die sich nicht bearbeiten lassen | Nachbearbeitende Wärmebehandlung erforderlich |
| Düseneinspritzdüsen für Raketentriebwerke | 625 | Komplexe Geometrien in Near-Net-Shape-Ausführung | Porositätskontrolle, Restspannung |
| Unterwasser-Klemmkörper | 625 | Kürzere Vorlaufzeit im Vergleich zum Schmieden | Qualifikation für zerstörungsfreie Prüfungen |
| Wärmetauscherkerne | 625 | Ultrakompakte Konstruktionen, die mit herkömmlichen Methoden nicht realisierbar sind | Oberflächenrauheit an den inneren Kanälen |
| Reparatur und Sanierung | 718 | Reparatur verschlissener Bauteile vor Ort | Eigenschaft, die mit der des unedlen Metalls übereinstimmt |
Die Norm AMS 7001 (veröffentlicht 2019, aktualisiert 2022) standardisiert Inconel 718-Pulver für die additive Fertigung und regelt dabei Anforderungen an die Partikelgrößenverteilung, die chemische Zusammensetzung und die Fließfähigkeit. Fertiggestellte AM-Bauteile aus Inconel 718 erfordern die standardmäßige doppelte Alterungswärmebehandlung (720 °C/8 h + 620 °C/8 h), um ihre vollen mechanischen Eigenschaften zu entfalten, sowie eine Spannungsentlastung und HIP (Hot Isostatic Pressing) für kritische Bauteile.
Anwendungen im Bereich der Energiewende
Die weltweite Energiewende schafft eine neue Nachfrage nach Inconel in Anwendungen im Bereich erneuerbarer und sauberer Energien:
| Anmeldung | Klasse | Anforderung | Wachstumstreiber |
|---|---|---|---|
| Komponenten einer Elektrolysezelle | 625 | Beständigkeit gegen Laugen und H₂ | Ausweitung der Produktion von grünem Wasserstoff |
| Anlagen zur CO₂-Abscheidung | 625, C22 | Amin-Säure-Zyklus | Ausbau von CCUS |
| Kleine modulare Kernreaktoren | 690, 625 | Strahlung + Wasserkorrosion | SMR-Bauprogramme |
| Konzentrierte Solarenergie | 617, 625 | Geschmolzenes Salz + hohe Temperatur | Ausbau der CSP-Anlagen |
| Verbindungselemente für Brennstoffzellen | 625 | Oxidierende Atmosphäre + Temperatur | Entwicklung von SOFCs |
Häufig gestellte Fragen: Was Ingenieure und Beschaffungsfachleute über Inconel wissen möchten
1: Woraus besteht Inconel und was macht es so besonders?
Inconel ist eine Familie von Nickel-Chrom-Superlegierungen, die 50 – 72% Nickel als Hauptelement enthalten, kombiniert mit Chrom (17 – 23%), sowie je nach Sorte unterschiedliche Anteile an Molybdän, Niob, Eisen, Titan und Aluminium. Der hohe Nickelgehalt bildet die Grundlage sowohl für die außergewöhnliche Korrosionsbeständigkeit als auch für die Beibehaltung der mechanischen Eigenschaften bei Temperaturen, bei denen Kohlenstoff- und rostfreie Stähle ihre strukturelle Eignung verlieren. Die "Besonderheit" von Inconel beruht auf zwei unterschiedlichen Leistungseigenschaften, die bei anderen Werkstoffen selten gemeinsam vorkommen: Bei Raumtemperatur und moderaten Temperaturen sorgt die Nickel-Chrom-Legierung für eine auf einem passiven Oxidfilm basierende Korrosionsbeständigkeit, die in den meisten aggressiven Umgebungen der von Edelstahl überlegen ist. Bei erhöhten Temperaturen (400 – 1000 °C) erhält dieselbe Nickelmatrix die Stabilität der Kristallstruktur (sie bleibt austenitisch, ohne dass eine Phasenumwandlung stattfindet), während Legierungselemente wie Niob, Titan und Aluminium dazu genutzt werden können, ausscheidungsverstärkende Phasen zu bilden, die die Streckgrenze der Legierung weit über dem Wert halten, den rostfreie Stähle erreichen können. Kein einzelner Mechanismus allein erklärt den Wert von Inconel: Es ist die Kombination dieser Eigenschaften in einem Werkstoff, der sich weiterhin mit angepassten konventionellen Verfahren schweißen, umformen und bearbeiten lässt, die Inconel wirtschaftlich unverzichtbar macht.
2: Wofür wird Inconel 625 verwendet?
Inconel 625 (UNS N06625) wird vor allem in Unterwasser-Öl- und Gasausrüstung (flexible Steigleitungen, Versorgungsleitungen, Unterwasser-Ventile), in Luft- und Raumfahrtbälgen und Abgassystemen, in Reaktoren und Wärmetauschern der chemischen Industrie, in Schiffsausrüstung sowie als Schweißüberzug auf Behältern aus Kohlenstoffstahl eingesetzt. Ausschlaggebend hierfür ist die Kombination aus ausgezeichneter Korrosionsbeständigkeit gegenüber Meerwasser, hoher Dauerfestigkeit, hervorragender Schweißbarkeit und der Konformität mit der NACE MR0175 für den Einsatz in sauren Medien. Im Einsatz in flexiblen Unterwasser-Steigleitungen durchläuft der 625-Bandpanzerdraht während seiner auf 20 bis 25 Jahre ausgelegten Lebensdauer Millionen von Biegezyklen in Meerwasser – eine Kombination, die praktisch alle anderen metallischen Werkstoffe aus dem Wettbewerb ausschließt. In der Luft- und Raumfahrt werden Bleche und Bänder aus 625 zu Faltenbälgen und Dehnungsfugen verarbeitet, die den kombinierten Belastungen durch Triebwerksabgase, Temperaturwechsel und vibrationsbedingte Ermüdungszyklen standhalten. Als Schweißüberzug wird ERNiCrMo-3-Zusatzwerkstoff (625-Zusammensetzung) auf die Innenflächen von Druckbehältern aus Kohlenstoffstahl aufgebracht, um Korrosionsschutz zu bieten, ohne die Gewichts- und Kostennachteile einer Behälterkonstruktion aus massiver Legierung in Kauf nehmen zu müssen. Die Kombination aus hohem Chrom- und Molybdänanteil in der Aufschweißschicht bietet einen Korrosionsschutz, der an die Leistung von Volllegierungen heranreicht, während der Kohlenstoffstahl strukturelle Festigkeit zu einem Bruchteil der Kosten eines vollständig aus 625 gefertigten Behälters gewährleistet.
3: Was ist der Unterschied zwischen Inconel 625 und Inconel 718?
Inconel 625 und Inconel 718 dienen grundlegend unterschiedlichen technischen Zwecken: 625 ist eine durch feste Lösung verfestigte Legierung, die hinsichtlich Korrosionsbeständigkeit, Schweißbarkeit und Ermüdungsverhalten optimiert ist (Streckgrenze 415 – 650 MPa im geglühten Zustand), während 718 eine ausscheidungsgehärtete Legierung ist, die auf maximale mechanische Festigkeit bei Temperaturen bis zu 650 °C ausgelegt ist (Streckgrenze 1170 – 1330 MPa im ausgehärteten Zustand), wobei die Korrosionsbeständigkeit eine untergeordnete Rolle spielt. Der Festigkeitsunterschied zwischen vollständig ausgehärtetem 718 und geglühtem 625 beträgt etwa das Zwei- bis Dreifache, weshalb 718 die erste Wahl für tragende Bauteile in der Luft- und Raumfahrt ist (Turbinenscheiben, Befestigungselemente, rotierende Wellen), bei denen Gewicht und Beanspruchung eine höhere Festigkeit unerlässlich machen. Auch der Unterschied in der Schweißbarkeit ist erheblich: 625 lässt sich schweißen und kann im geschweißten Zustand ohne nachträgliche Wärmebehandlung für korrosionsbeanspruchte Anwendungen eingesetzt werden, während 718 eine präzise Abfolge von Arbeitsschritten erfordert (Schweißen im lösungsgeglühten Zustand, anschließend Auslagern der fertigen Baugruppe), um die vollen Eigenschaften zu erreichen. Der Unterschied in der Korrosionsbeständigkeit spricht deutlich für 625: Sein Molybdängehalt von 9% gegenüber dem von 718 (3%) verleiht 625 eine deutlich bessere Lochfraßbeständigkeit (PREN ~52 gegenüber ~28), was 625 zur geeigneten Wahl in Meerwasser oder chloridreichen chemischen Umgebungen macht, in denen bei 718 bei längerem Einsatz Spaltkorrosion auftreten kann.
4: Ist Inconel magnetisch?
Inconel 625 ist unter allen Bedingungen praktisch nichtmagnetisch und weist eine relative magnetische Permeabilität von unter 1,002 auf, wodurch es sich für Anwendungen in der Nähe von Kompassen, MWD-Geräten und MRT-Geräten eignet; Inconel 718 ist ebenfalls im Wesentlichen nichtmagnetisch, kann jedoch aufgrund seines höheren Eisengehalts und seiner Delta-Phasen-Mikrostruktur eine etwas höhere Permeabilität (bis zu etwa 1,010) aufweisen. Das nichtmagnetische Verhalten beider Legierungen ist auf ihre austenitische (flächenzentrierte kubische) Kristallstruktur zurückzuführen, die die Bildung ferromagnetischer Domänen nicht zulässt, da der hohe Nickelgehalt die martensitische Umwandlung verhindert, die zu einer magnetischen BCC-Struktur führen würde. Dies unterscheidet Inconel-Legierungen von einigen ausscheidungsgehärteten rostfreien Stählen (wie 17-4 PH oder 15-5 PH), die nach der Alterung aufgrund der martensitischen Umwandlung stark magnetisch werden. In der Praxis werden 718-Bauteile mit Permeabilitätswerten nahe 1,010 für die meisten technischen Zwecke weiterhin als nichtmagnetisch eingestuft; bei Anwendungen, die strenge Permeabilitätsgrenzen erfordern (Bau von MRT-Räumen, Näherungszonen von Schiffskompassen, empfindliche Bohrlochmessgeräte), sollte jedoch eine maximale Permeabilität festgelegt und anhand der spezifischen Wärme sowie des Zustands des gelieferten Materials überprüft werden. Für die magnetisch empfindlichsten Anwendungen ist Inconel 625 die sicherere Wahl, da sein geringerer Eisengehalt und das Fehlen der Delta-Phase eine durchgehend niedrigere Permeabilität als bei 718 gewährleisten.
5: Welche Temperaturen hält Inconel aus?
Inconel-Legierungen decken insgesamt einen Temperaturbereich von kryogenen Bedingungen (-269 °C) bis etwa 1175 °C ab, wobei die konkrete Obergrenze von der jeweiligen Sorte abhängt: Inconel 625 ist für den Einsatz in Tragkonstruktionen bis etwa 815 °C ausgelegt, Inconel 718 behält seine ausscheidungsgehärtete Festigkeit bis etwa 650 °C bei (oberhalb dieser Temperatur lösen sich die Gamma-Doppelprime-Ausscheidungen auf), und Inconel 601 widersteht oxidierenden Atmosphären im Dauerbetrieb bis etwa 1175°C. Die praktischen Temperaturgrenzen hängen davon ab, ob die Anforderung in der mechanischen Festigkeit liegt (wodurch 718 auf 650 °C und 625 auf etwa 700 °C für den dauerhaften Lastbetrieb begrenzt wird) oder in der Oxidations- bzw.Korrosionsbeständigkeit (wodurch sich die Obergrenze für Sorten mit Aluminiumoxidbildungsfähigkeit wie 601 deutlich erhöht). Für die anspruchsvollsten Hochtemperatur-Konstruktionsanwendungen (Bauteile des Heißbereichs von Gasturbinen über 800 °C) werden fortschrittlichere einkristalline und gerichtet erstarrte Superlegierungen (Rene 80, CMSX-4, MAR-M247) anstelle von Inconel-Sorten, die in der Hierarchie der Turbinenwerkstoffe im Allgemeinen als "konventionelle polykristalline Superlegierungen" eingestuft werden. Am unteren Ende des Temperaturbereichs behalten alle austenitischen Inconel-Legierungen bei kryogenen Temperaturen eine ausgezeichnete Schlagzähigkeit bei; so werden sowohl 625 als auch 718 in kryogenen Treibstoffsystemen für Raketentriebwerke eingesetzt (Einsatz mit flüssigem Sauerstoff und flüssigem Wasserstoff bei -183 °C bzw. -253 °C).
6: Wie viel kostet Inconel pro Kilogramm?
Die Preise für Inconel 625-Bleche liegen Mitte 2026 in der Regel zwischen etwa $40 und $60 US-Dollar pro Kilogramm, während Inconel 718 aufgrund seines aufwendigeren Herstellungsverfahrens einen Aufschlag von 20 bis 40% gegenüber 625 aufweist, wobei es je nach Produktform, Menge und Marktbedingungen zu erheblichen Schwankungen kommt. Im Vergleich zu Edelstahl 316L (etwa $5 bis $8 pro Kilogramm für Bleche) kostet Inconel 625 etwa das 7- bis 10-Fache pro Kilogramm und Inconel 718 etwa das 9- bis 15-Fache. Der Kostenvergleich auf Kilogramm-Basis unterschätzt jedoch erheblich den tatsächlichen wirtschaftlichen Wert von Inconel-Legierungen in ihren Zielanwendungen, da sie mehrere Austauschzyklen mit kostengünstigeren Werkstoffen durch eine einzige Installation von Inconel ersetzen, die im korrosiven oder Hochtemperaturbetrieb 3- bis 10-mal länger hält. Stangenmaterial ist aufgrund zusätzlicher Verarbeitungsschritte in der Regel 20 bis 40% teurer pro Kilogramm als gleichwertiges Blech. Schweißdraht (ERNiCrMo-3 für 625) weist unter den Produktformen den höchsten Aufschlag pro Kilogramm auf. Pulver für die additive Fertigung von 718 weist aufgrund der Anforderungen an Zerstäubung, Klassifizierung und Qualitätskontrolle einen weiteren Aufschlag von 50 bis 100% gegenüber vergleichbaren Stangenprodukten auf. Wenden Sie sich an MWalloys, um aktuelle Preise für bestimmte Produktformen und Mengen zu erhalten.
7: Kann Inconel mit Edelstahl verschweißt werden?
Ja, Inconel lässt sich erfolgreich mit austenitischen Edelstählen (304L, 316L, 321, 347) unter Verwendung von Schweißzusätzen vom Typ ERNiCrMo-3 (625-Zusammensetzung) oder ERNiCr-3 erfolgreich verschweißt werden. Diese sorgen für ein chemisch kompatibles Schweißgut, das die metallurgischen Unterschiede zwischen der Nickellegierung und dem eisenbasierten Edelstahl überbrückt, ohne dass dabei Probleme wie Heißrisse oder Verdünnung auftreten, wie sie bei der Verwendung ungeeigneter Schweißzusätze auftreten. Schweißverbindungen zwischen unterschiedlichen Metallen, wie Inconel und Edelstahl, sind häufig bei Rohrleitungsübergängen in chemischen Anlagen, im Wärmetauscherbau und bei Stutzenverbindungen von Druckbehältern anzutreffen, wo auf der Prozessseite aggressive Bedingungen herrschen, die den Einsatz von Inconel erfordern, während die äußeren konstruktiven Anforderungen mit kostengünstigerem Edelstahl erfüllt werden können. Die Wahl von ERNiCrMo-3 als Schweißzusatzwerkstoff ist wichtig: Er weist einen ausreichenden Legierungsgehalt auf, um auch bei Verdünnung mit Eisen aus dem Edelstahl-Grundwerkstoff korrosionsbeständig zu bleiben, und sein Chromgehalt ist hoch genug, um eine Schweißnaht zu erzeugen, die mit beiden Grundwerkstoffen kompatibel ist. Die Verwendung von Edelstahlzusatzwerkstoff (ER316L oder ähnlich) zum Verbinden dieser unterschiedlichen Metalle führt zu einem eisenreichen Schweißgut, das anfällig für Heißrisse sein kann und eine deutlich geringere Korrosionsbeständigkeit aufweist als jedes der beiden Grundmetalle. Für Verbindungen zwischen 718 und Edelstahl sind sowohl ERNiFeCr-2 (718-Zusammensetzung) als auch ERNiCrMo-3 zulässig, wobei die Wahl davon abhängt, ob die Schweißzone ein Alterungsverhalten erreichen muss, das mit dem des 718-Grundwerkstoffs vergleichbar ist.
8: Wofür wird Inconel 718 in der Luft- und Raumfahrt verwendet?
Inconel 718 ist weltweit die am häufigsten verwendete Superlegierung in der Luft- und Raumfahrt und macht etwa 34% der gesamten Superlegierungsproduktion aus. Zu den Hauptanwendungsbereichen zählen Scheiben für Gasturbinentriebwerke, Verdichterstufen, Turbinenschaufeln (Stufen mit niedrigeren Temperaturen), Bauteile für Brennkammern, Befestigungselemente, Strukturringe, Wellenkomponenten sowie zunehmend auch Brennkammern für Raketentriebwerke und Komponenten für Turbopumpen. Die spezifischen Eigenschaften, die 718 für strukturelle Anwendungen in der Luft- und Raumfahrt so geeignet machen, sind: die höchste Streckgrenze aller in geschmiedeter Form erhältlichen Nickel-Superlegierungen (1170 – 1330 MPa), ein ausreichender Festigkeitserhalt bis 650 °C (was den Temperaturbereich der meisten Kompressor- und Niederdruck-), eine hervorragende Ermüdungsbeständigkeit (entscheidend für rotierende Bauteile, die pro Flug Tausenden von Belastungszyklen ausgesetzt sind), eine gute Schweißbarkeit (der Gamma-Double-Prime-Ausscheidungsmechanismus verhindert Dehnungsalterungsrisse) sowie eine über 60 Jahre Produktionserfahrung gesammelte Fertigungsdatenbank, die den Zertifizierungsbehörden in der Luft- und Raumfahrt großes Vertrauen in das Langzeitverhalten des Werkstoffs vermittelt. In modernen Turbofan-Triebwerken umfassen die 718-Komponenten die Gebläsescheibe, Niederdruckverdichterscheiben, Hochdruckverdichterscheiben, hintere Turbinenrahmen, Befestigungselemente für die Brennkammerauskleidung sowie Hunderte von strukturellen Befestigungselementen im gesamten Triebwerk. Im Bereich der Weltraumstarts verwenden SpaceX, Rocket Lab und die großen nationalen Weltraumagenturen 718 für Komponenten von Turbopumpen in Raketentriebwerken sowie für strukturelle Bauteile.
9: Rostet oder korrodiert Inconel?
Inconel-Legierungen rosten nicht im herkömmlichen Sinne (als Eisenoxid), da sie keinen Korrosionsweg auf Eisenbasis enthalten; sie können jedoch in bestimmten aggressiven Umgebungen, darunter konzentrierte Flusssäure, Atmosphären mit sehr hohen Temperaturen und reduzierendem Schwefel sowie bestimmten Kombinationen aus oxidierenden und chloridhaltigen Medien, die die Stabilität des Passivfilms der Legierung übersteigen. Die Korrosionsbeständigkeit von Inconel-Legierungen beruht auf demselben Passivschichtmechanismus wie bei Edelstahl: Das in der Legierung enthaltene Chrom reagiert mit Sauerstoff oder Feuchtigkeit und bildet eine sich selbst regenerierende Schutzschicht aus Chromoxid (Cr₂O₃). Die Kombination aus 20–23% Chrom mit 9% Molybdän (in 625) oder 17 – 21% Chrom mit 3% Molybdän (in 718) erzeugt einen Passivfilm, der in den meisten technischen Umgebungen deutlich stabiler ist als der von Edelstahl. In der Praxis zeigt Inconel 625 in natürlichem Meerwasser über Jahrzehnte hinweg praktisch keine messbare Korrosion. Im Einsatz in chemischen Anlagen werden üblicherweise Korrosionsraten unter 0,025 mm/Jahr in Umgebungen gemeldet, in denen 316L-Edelstahl mit 1 mm/Jahr korrodieren oder durch Lochfraß schnell versagen würde. Zu den Umgebungen, in denen Inconel erheblich korrodiert, gehören: Flusssäure (die alle chrompassivierten Legierungen angreift), sehr hochkonzentrierte reduzierende Säuren, die die akzeptable Korrosionsraten-Schwelle der Legierung überschreiten, sowie bestimmte Umgebungen mit geschmolzenen Salzen bei extremen Temperaturen.
10: Welche Zertifikate sollte ich beim Kauf von Inconel verlangen?
Für die meisten industriellen Anwendungen sollte Inconel mindestens mit einem Werkstoffprüfzeugnis nach EN 10204 Typ 3.1 bezogen werden, das die chemische Zusammensetzung und die mechanischen Eigenschaften der jeweiligen Produktionscharge dokumentiert; Anwendungen in der Luft- und Raumfahrt erfordern die vollständige Einhaltung der AMS-Spezifikationen mit einer Zertifizierung nach Typ 3.2, einschließlich der Beglaubigung durch einen autorisierten Qualitätsbeauftragten der Luft- und Raumfahrt; und Anwendungen im Nuklearbereich erfordern eine NQA-1-Qualitätssicherungsdokumentation mit lückenloser Rückverfolgbarkeit von der Schmelze bis zum Endprodukt. Das Zertifikat nach Typ 3.1 muss folgende Angaben enthalten: eine vollständige chemische Analyse, die die Einhaltung der Zusammensetzungsgrenzwerte gemäß UNS N06625 oder N07718 bestätigt, die Ergebnisse der mechanischen Prüfungen für die jeweilige Schmelze und Charge, die Schmelznummer zur lückenlosen Rückverfolgbarkeit sowie die geltende Werkstoffnorm (ASTM B443/B446/B444 für 625; AMS 5662/5663/5664 für 718 in der Luft- und Raumfahrt) sowie eine physikalische Materialkennzeichnung, die die Schmelznummer bestätigt. Für Druckbehälteranwendungen nach dem ASME-Code muss auf die Normen der ASME-SB-Reihe Bezug genommen werden (SB443, SB444, SB446 für 625) und nicht allein auf die ASTM-B-Reihe. Für Anwendungen im sauren Öl- und Gassektor ist eine Konformitätserklärung gemäß NACE MR0175 / ISO 15156 mit Härteprüfung erforderlich. Für Offshore-Unterwasserausrüstung kann eine Zertifizierung nach DNVGL-ST-F101 oder gleichwertigen Rohrleitungsnormen gelten. MWalloys liefert standardmäßig Typ 3.1 und auf vorherige Ankündigung Typ 3.2, wobei die Materialprüfung (XRF) an jedem Einzelstück standardmäßig erfolgt, unabhängig von der angegebenen Zertifizierungsstufe.
Fazit: Bei der Auswahl der richtigen Inconel-Sorte müssen die Eigenschaften auf die Anforderungen abgestimmt werden
Inconel ist die Antwort der Ingenieurswelt auf Probleme, die keine andere im Handel erhältliche Metallgruppe lösen kann: den Einsatz in Konstruktionen bei extremen Temperaturen, langfristige Korrosionsbeständigkeit in Meerwasser und aggressiven Chemikalien sowie die Kombination aus hoher Ermüdungsfestigkeit und Korrosionsbeständigkeit in dynamischen maritimen Bauwerken. Die Bandbreite dieser Familie – von der auf Korrosionsbeständigkeit ausgerichteten Vielseitigkeit der 625-Sorte bis hin zur unübertroffenen Festigkeit der 718-Sorte – bedeutet, dass es für nahezu jede anspruchsvolle Anwendung eine speziell entwickelte Inconel-Sorte gibt.
Die wichtigsten Grundsätze aus dieser technischen Überprüfung:
- Inconel 625 und Inconel 718 dienen grundlegend unterschiedlichen Zwecken: Korrosions- und Ermüdungsbeständigkeit einerseits und maximale Festigkeit andererseits.
- Geben Sie zusätzlich zur Inconel-Gütebezeichnung stets die UNS-Nummer (N06625 oder N07718) an.
- Inconel 718 muss nach dem Schweißen einer Alterungsbehandlung unterzogen werden, um seine vollen Eigenschaften zu entfalten; schweißen Sie nur im lösungsgeglühten Zustand.
- Bei der Werkstoffsorte 625 ist die Entfernung der Schweißwärmeverfärbung im korrosiven Einsatz zwingend erforderlich.
- Verwenden Sie bei allen Bearbeitungsvorgängen schwefelfreie Schneidflüssigkeiten und spezielle, nicht eisenhaltige Werkzeuge.
- Geben Sie die AMS-Normen für Anwendungen in der Luft- und Raumfahrt an; die ASTM-B-Reihe für industrielle Anwendungen; die ASME-SB-Reihe für Druckbehälter.
- Der Vorteil von Inconel gegenüber Edelstahl hinsichtlich der Lebenszykluskosten unter anspruchsvollen Einsatzbedingungen ist durchweg groß genug, um den höheren Materialpreis zu rechtfertigen.
Inconel 625, 718 und alle anderen Sorten von MWalloys
MWalloys liefert die gesamte Inconel-Legierungsfamilie in Form von Platten, Blechen, Stangen, Rohren, Rohrformstücken, Flanschen, Draht und präzisionsgeschnittenen Coils, wobei Lagerware in den gängigsten Abmessungen von Inconel 625 und 718 zur sofortigen Lieferung verfügbar ist.
Unser Lieferangebot an Inconel umfasst:
- Inconel 625 und 718 ab Lager in den meisten Standardausführungen.
- Zuschneiden von Blechen und Platten mittels Wasserstrahl, Bandsäge oder Präzisionsfräse.
- AMS 5596, AMS 5662, AMS 5663, AMS 5664 – zertifizierte Werkstoffe für die Luft- und Raumfahrt.
- Nach ASME SB443, SB444 und SB446 zertifiziertes Material für Druckbehälter.
- Norm EN 10204 Typ 3.1; Typ 3.2 mit Anwesenheit eines unabhängigen Zeugen möglich.
- Standardmäßige PMI-Prüfung (RFA) jedes einzelnen Teils.
- Konformitätsunterlagen gemäß NACE MR0175 für den Einsatz in sauren Öl- und Gasumgebungen.
- Präzisions-Schlitzband für Faltenbälge, Bänder für die Luft- und Raumfahrt sowie Präzisionsumformungsanwendungen.
- Technische Beratung zur Werkstoffauswahl, Wärmebehandlung und Fertigungsverfahren.
Kontaktieren Sie MWalloys noch heute um Ihre Anforderungen an Inconel-Werkstoffe zu besprechen. Senden Sie eine technische Anfrage über unsere Website oder wenden Sie sich direkt an unser Ingenieurteam für Superlegierungen, um anwendungsspezifische Empfehlungen und noch am selben Tag Angebote für Lagerabmessungen zu erhalten.
Geprüfte und maßgebliche Quellen
- Gesellschaft für Spezialmetalle – Technisches Merkblatt zu Inconel-Legierung 625 (SMC-063); Technisches Merkblatt zu Inconel-Legierung 718 (SMC-045); Technisches Merkblatt zu Inconel-Legierung 600.
- ASTM International – ASTM B443: Norm für Platten, Bleche und Bänder aus einer Nickel-Chrom-Molybdän-Columbium-Legierung.
- ASTM International – ASTM B670: Norm für ausscheidungsgehärtete Stangen, Schmiedeteile und Schmiedevorprodukte aus Nickellegierungen für den Einsatz bei hohen Temperaturen.
- ASTM International – ASTM B444: Norm für nahtlose Rohre aus Nickel-Chrom-Molybdän-Columbium-Legierungen.
- SAE International – AMS 5596: Nickellegierung, Bleche, Bänder und Platten (Inconel 625). SAE International, Warrendale, PA.
- SAE International – AMS 5662: Nickellegierung, Stangen, Stäbe und Ringe, 52,5 Ni-19 Cr-3,0 Mo-5,1 Cb (Inconel 718, lösungsgeglüht). SAE International.
- SAE International – AMS 5663: Nickellegierung, Stangen, Stäbe und Ringe, 52,5 Ni-19 Cr-3,0 Mo-5,1 Cb (Inconel 718, gealtert). SAE International.
- ASME-Code für Kessel und Druckbehälter, Abschnitt II, Teil B – Spezifikationen für Nichteisenwerkstoffe (SB-443, SB-444, SB-446). American Society of Mechanical Engineers.
- ASME-Norm für Kessel und Druckbehälter, Abschnitt II, Teil D – Eigenschaften (Zulässige Spannungen für N06625). American Society of Mechanical Engineers.
- AWS A5.14 / ASME SFA-5.14 – Spezifikation für blanke Schweißelektroden und -stäbe aus Nickel und Nickellegierungen (ERNiCrMo-3, ERNiFeCr-2). American Welding Society.
- Donachie, M.J., Donachie, S.J. – Superlegierungen: Ein technischer Leitfaden, 2. Auflage. ASM International, Materials Park, Ohio. ISBN 978-0-87170-749-9.
- Reed, R.C. – „The Superalloys: Fundamentals and Applications“. Cambridge University Press. ISBN 978-0-521-07289-3.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Erdöl- und Erdgasindustrie – Werkstoffe für den Einsatz in H₂S-haltigen Umgebungen. Teile 1, 2 und 3.
- ASM International – ASM-Handbuch, Band 1: Eigenschaften und Auswahl: Eisen, Stähle und Hochleistungslegierungen. ASM International. ISBN 978-0-87170-377-4.
- Loria, E.A. (Hrsg.) – Superlegierungen 718, 625, 706 und verschiedene Derivate. Tagungsband des Internationalen Symposiums. TMS Publications. (Mehrere Ausgaben, 1991–2005).
- EN 10204:2004 – Metallprodukte: Arten von Prüfunterlagen. Europäisches Komitee für Normung, Brüssel.
- SAE International – AMS 7001: Nickellegierung, Pulver für die additive Fertigung, 52,5 Ni-19 Cr-3,0 Mo-5,1 Cb (Inconel 718). SAE International.
