Inconel è un marchio registrato di Special Metals Corporation che designa una famiglia di superleghe austenitiche di nichel-cromo progettate per mantenere l’integrità strutturale e la resistenza alla corrosione a temperature estreme (fino a 1175 °C) e in ambienti chimici aggressivi in cui gli acciai inossidabili, le leghe di alluminio e i gradi standard di nichel falliscono; l’Inconel 625 (UNS N06625) e l’Inconel 718 (UNS N07718) sono i due gradi più comunemente specificati a livello globale, impiegati in componenti di motori a reazione, riser flessibili sottomarini, involucri di motori a razzo, componenti interni di reattori nucleari e apparecchiature per la lavorazione chimica che operano in condizioni tali da distruggere i metalli ingegneristici convenzionali nel giro di pochi mesi. Noi di MWalloys forniamo Inconel sotto forma di barre, piastre, lamiere, tubi, raccordi, fili e nastri ad appaltatori principali del settore aerospaziale, operatori del settore energetico offshore e costruttori di impianti chimici che necessitano di materiale certificato con documentazione completa di tracciabilità.
Che cos’è l’Inconel e chi detiene i diritti sul marchio?
Inconel è un marchio di proprietà della Special Metals Corporation, una controllata al 100% della PCC Airfoils LLC (Precision Castparts Corp.), con sede a Huntington, West Virginia, USA. Il nome "Inconel" deriva dalla combinazione di "International Nickel Company" (l'organizzazione predecessora che ha sviluppato le leghe) e del suffisso "el", utilizzato per i nomi commerciali delle leghe di nichel nella metà del XX secolo.

Nella pratica ingegneristica, "Inconel" è diventato un termine semi-generico che molti ingegneri utilizzano in senso lato per descrivere qualsiasi superlega a alto contenuto di nichel e cromo, indipendentemente dal produttore effettivo. L’approccio tecnico corretto richiede di specificare sia la designazione del grado di Inconel sia il numero UNS (Unified Numbering System) per evitare errori di sostituzione durante l’approvvigionamento. Una specifica Inconel 625 priva del numero UNS N06625 lascia spazio alla fornitura di materiale non equivalente sotto il nome commerciale.
Chi produce leghe equivalenti all'Inconel?
Sebbene Special Metals Corporation sia titolare del marchio Inconel, le leghe definite secondo la classificazione UNS vengono prodotte da numerose acciaierie qualificate in tutto il mondo con marchi diversi:
| Produttore | Paese | Denominazione equivalente | Classi elementari |
|---|---|---|---|
| Special Metals Corporation | STATI UNITI D'AMERICA | Inconel (originale) | 600, 601, 625, 690, 718, X-750 |
| Haynes International | STATI UNITI D'AMERICA | Vari | 625LCF, equivalenti a 718 |
| VDM Metals (Thyssenkrupp) | Germania | Nicrofer | 6020 (≈625), 5219 (≈718) |
| Sandvik | Svezia | Sanicro | Vari equivalenti in leghe di nichel |
| Tecnologia della falegnameria | STATI UNITI D'AMERICA | Personalizzato 625, 718 | 625, 718 |
| Nippon Yakin Kogyo | Giappone | Leghe NAS | Equivalenti dei corsi NAS 625 e NAS 718 |
| Acciaio speciale di Fushun | Cina | Serie GH | GH4169 (≈718), GH3625 (≈625) |
| VSMPO-AVISMA | Russia | Serie EP | Vari equivalenti in leghe di nichel |
Noi di MWalloys ci riforniamo sia da acciaierie occidentali originali che da produttori equivalenti qualificati, verificandone la conformità tramite analisi chimiche complete (PMI su ogni singolo pezzo) e la verifica delle proprietà meccaniche in base alle specifiche ASTM o AMS applicabili.
Perché "Inconel" è diventato un termine tecnico quasi generico
Lo stesso fenomeno che ha trasformato "Inconel" in un termine generico per indicare un’intera categoria si è verificato anche con Hastelloy, Monel e Waspaloy: queste leghe sono state adottate su così vasta scala e si sono dimostrate talmente superiori nelle loro applicazioni specifiche che gli ingegneri hanno iniziato a utilizzare il nome del marchio come denominazione della categoria. Ciò comporta rischi concreti nell’ambito degli appalti. Un ingegnere che scriva "Inconel 625 o equivalente" senza definire cosa si intenda per "equivalente" potrebbe ricevere materiale che corrisponde nominalmente alla designazione del grado, ma che è stato prodotto senza i controlli di qualità relativi alla rifusione sotto vuoto richiesti dalle applicazioni aerospaziali e nucleari.

Qual è l'evoluzione storica della famiglia delle leghe Inconel?
La famiglia degli Inconel è nata dalla ricerca metallurgica applicata, stimolata dalle esigenze legate allo sviluppo dei motori a reazione durante e dopo la Seconda guerra mondiale. La necessità di materiali in grado di mantenere l’integrità strutturale alle temperature di esercizio delle turbine, ben superiori a quelle che gli acciai inossidabili austenitici potevano sopportare, ha portato allo sviluppo sistematico di leghe a base di nichel-cromo.
Tappe fondamentali nello sviluppo dell’Inconel
| Anno | Sviluppo | Significato |
|---|---|---|
| 1941 | Presentazione dell'Inconel 600 | Prima lega Ni-Cr disponibile in commercio per impieghi ad alta temperatura |
| Anni '50 | Sviluppo dell'Inconel X | Il primo Inconel induribile a freddo; maggiore resistenza alle alte temperature |
| Anni '60 | Sviluppo dell'Inconel 718 | Lega rivoluzionaria induribile per invecchiamento; di prima scelta nel settore aerospaziale |
| Anni '60 | Sviluppo dell'Inconel 625 | Rinforzato con soluzione solida; saldabilità e resistenza alla corrosione eccezionali |
| Anni '70 | Sviluppo dell'Inconel 690 | Corrosione estremamente bassa in acido nitrico; grado per generatori di vapore nucleari |
| Anni '70 | Inconel X-750 raffinato | Classe per molle e elementi di fissaggio destinati all’impiego ad alta temperatura |
| Anni '80 | L'Inconel 601 è ampiamente utilizzato | Lega contenente alluminio per l'ossidazione ad alta temperatura |
| Anni '90 | Sviluppo dell'Inconel 725 | Variante resistente alla corrosione e induribile a freddo; settore petrolifero/del gas |
| Anni 2000 | Inconel 740 / 740H | Resistenza estremamente elevata per centrali elettriche ultra-supercritiche |
| Anni 2010 | Gradi per la produzione additiva | Sono state introdotte le polveri di Inconel 625 e 718 per la stampa 3D |
Lo sviluppo dell’Inconel 718 negli anni '60 rappresenta uno degli eventi più significativi nella storia dell’ingegneria dei materiali. Prima dell’introduzione del 718, le superleghe di nichel induribili per precipitazione erano soggette a rapide fessurazioni da invecchiamento sotto sforzo durante la saldatura, il che rendeva impraticabile la realizzazione di strutture complesse. L’uso del niobio nell’Inconel 718 come principale agente indurente per precipitazione (che forma precipitati gamma-doppia-prima anziché gamma-prima) ha ridotto sostanzialmente la velocità di reazione di invecchiamento, eliminando la fessurazione da invecchiamento sotto sforzo e rendendo possibili le grandi e complesse strutture saldate in superlega su cui fanno affidamento i moderni motori a reazione.
Quali sono tutti i gradi di Inconel disponibili e quali sono i relativi numeri UNS?
La famiglia degli Inconel comprende un numero di gradi notevolmente superiore a quello che la maggior parte degli ingegneri incontra nel proprio lavoro quotidiano. La tabella seguente fornisce un elenco completo dei gradi disponibili in commercio.
Tabella completa di riferimento dei gradi di Inconel
| Grado | Numero UNS | Meccanismo di rafforzamento | Caratteristica principale | Applicazione chiave |
|---|---|---|---|---|
| Inconel 600 | N06600 | Soluzione solida | Ossidazione ad alta temperatura + corrosione | Apparecchiature per il trattamento termico, settore nucleare |
| Inconel 601 | N06601 | Soluzione solida | Eccellente resistenza all'ossidazione (Al) | Forni industriali, combustione |
| Inconel 617 | N06617 | Soluzione solida | Lega di nichel a soluzione solida con la massima resistenza | Camere di combustione per turbine a gas, HDGT |
| Inconel 625 | N06625 | Soluzione solida (Nb, Mo) | Corrosione + fatica + saldabilità | Settore sottomarino, chimico, aerospaziale |
| Inconel 625LCF | N06625 | Soluzione solida | Ottimizzato per la fatica a basso numero di cicli | Soffietti, giunti di dilatazione |
| Inconel 690 | N06690 | Soluzione solida | Acido nitrico + resistenza al SCC nucleare | Generatori di vapore PWR |
| Inconel 693 | N06693 | Soluzione solida + gamma prime | Resistenza alla formazione di polvere metallica | Impianti di produzione di syngas e idrogeno |
| Inconel 706 | N09706 | Precipitazione (γ'') | Più facile da lavorare rispetto al 718 | Alloggiamenti e anelli per turbine a gas |
| Inconel 718 | N07718 | Precipitazione (γ'' + γ') | Lega di nichel con la massima resistenza fino a 700 °C | Elementi di fissaggio per il settore aerospaziale e petrolifero/del gas |
| Inconel 718SPF | N07718 | Precipitazioni | Grado per formatura superplastica | Forme aerospaziali complesse |
| Inconel 725 | N07725 | Precipitazioni | 718 chimica + corrosione accentuata | Servizio in ambiente acido (petrolio/gas) |
| Inconel 740 | N07740 | Precipitazione (γ') | Potenza USC ad altissima temperatura | Turbina a vapore, centrale elettrica |
| Inconel 740H | N07740 | Precipitazione (γ') | Modello 740 migliorato per impieghi a 750 °C e oltre | Caldaie ultra-supercritiche |
| Inconel X-750 | N07750 | Precipitazione (γ') | Molle e elementi di fissaggio resistenti alle alte temperature | Molle e elementi di fissaggio per motori a reazione |
| Inconel 751 | N07751 | Precipitazione (γ') | Variante X-750 per valvole di scarico | Materiale delle valvole di scarico |
Quali sono i gradi di Inconel più richiesti nel 2026?
Sulla base dei modelli di fornitura di MWalloys nei settori aerospaziale, petrolifero/del gas, farmaceutico e industriale a metà del 2026:
| Classifica | Grado | Quota di mercato approssimativa | Fattore trainante principale del settore |
|---|---|---|---|
| 1 | Inconel 718 | ~50% di volume di Inconel | Settore aerospaziale (motori a reazione, spazio), petrolio/gas |
| 2 | Inconel 625 | ~35% di volume di Inconel | Soffietti per applicazioni sottomarine, chimiche e aerospaziali |
| 3 | Inconel 600 | circa 5% di volume di Inconel | Trattamento termico, settore nucleare, chimico |
| 4 | Inconel X-750 | ~3% di volume di Inconel | Molle, elementi di fissaggio, settore aerospaziale |
| 5 | Inconel 690 | ~3% di volume di Inconel | Energia nucleare, acido nitrico |
| 6 | Altri | ~4% | Applicazioni specialistiche |
Questa distribuzione riflette un cambiamento strutturale nel mercato dell’Inconel nell’ultimo decennio: la quota di mercato dell’Inconel 625 è cresciuta in modo sostanziale grazie all’espansione della produzione di petrolio e gas in acque profonde, che impiega ingenti quantità di 625 per la blindatura dei riser flessibili, gli ombelicali e le attrezzature sottomarine. L’Inconel 718 mantiene la sua posizione dominante grazie alla continua crescita dell’aviazione commerciale e, in misura sempre maggiore, alla produzione di veicoli di lancio spaziali.
Qual è la composizione chimica dell'Inconel 625 e dell'Inconel 718?
La composizione chimica di ciascun tipo di Inconel costituisce la base delle sue prestazioni meccaniche e di resistenza alla corrosione. Il confronto tra le composizioni dei tipi 625 e 718 spiega perché si comportino in modo così diverso, nonostante abbiano entrambi una base di nichel-cromo.
Composizione chimica dell'Inconel 625 (ASTM B443, UNS N06625)
| Elemento | Min (%) | Max (%) | Ruolo funzionale |
|---|---|---|---|
| Nichel (Ni) | 58.0 | Saldo (~62%) | Matrice di base; immunità SCC; stabilità alla corrosione |
| Cromo (Cr) | 20.0 | 23.0 | Strato passivo; resistenza agli acidi ossidanti; ossidazione ad alta temperatura |
| Molibdeno (Mo) | 8.0 | 10.0 | Resistenza alla corrosione puntiforme e interstiziale; resistenza alla riduzione acida |
| Niobio + Tantalio (Nb + Ta) | 3.15 | 4.15 | Rafforzamento mediante soluzione solida; stabilizzazione della saldatura (NbC vs CrC) |
| Ferro (Fe) | - | 5.0 | Residuo controllato |
| Cobalto (Co) | - | 1.0 | Residuo controllato |
| Carbonio (C) | - | 0.10 | Controllata; formazione di carburo |
| Alluminio (Al) | - | 0.40 | Deossidante minore |
| Titanio (Ti) | - | 0.40 | Rinforzo minore |
| Silicio (Si) | - | 0.50 | Disossidazione |
| Manganese (Mn) | - | 0.50 | Disossidazione |
| Fosforo (P) | - | 0.015 | Impurità |
| Zolfo (S) | - | 0.015 | Impurità; duttilità a caldo |
Composizione chimica dell'Inconel 718 (AMS 5596 / ASTM B670, UNS N07718)
| Elemento | Min (%) | Max (%) | Ruolo funzionale |
|---|---|---|---|
| Nichel + cobalto (Ni + Co) | 50.0 | 55.0 | Matrice di base |
| Nichel (Ni) | - | - | ~53% nominale |
| Cromo (Cr) | 17.0 | 21.0 | Resistenza all'ossidazione e alla corrosione |
| Ferro (Fe) | Equilibrio | (~18%) | Modificatore di costo; inferiore rispetto alle leghe di nichel standard |
| Niobio + Tantalio (Nb + Ta) | 4.75 | 5.50 | Rinforzante primario (fase γ'' Ni₃Nb) |
| Molibdeno (Mo) | 2.80 | 3.30 | Rafforzamento della soluzione solida |
| Titanio (Ti) | 0.65 | 1.15 | Rinforzo secondario γ' |
| Alluminio (Al) | 0.20 | 0.80 | Formazione della fase γ' |
| Carbonio (C) | - | 0.08 | Carburi ai bordi dei grani |
| Silicio (Si) | - | 0.35 | Disossidazione |
| Manganese (Mn) | - | 0.35 | Disossidazione |
| Cobalto (Co) | - | 1.0 | Residuo controllato |
| Boro (B) | - | 0.006 | Rafforzamento dei confini dei grani |
| Rame (Cu) | - | 0.30 | Residuo controllato |
Perché i modelli 625 e 718 presentano proprietà così diverse nonostante abbiano un contenuto di nichel simile
Il confronto tra le tabelle compositive mette in luce la differenza fondamentale nella filosofia di progettazione:
Inconel 625 utilizza niobio e molibdeno in soluzione solida per ottenere resistenza, senza indurimento per precipitazione. Questo approccio produce una resistenza inferiore rispetto al 718 allo stato ricotto, ma offre una resistenza alla corrosione superiore (il 9% Mo garantisce un'elevata resistenza alla corrosione puntiforme), saldabilità (non richiede indurimento per invecchiamento, nessun rischio di fessurazione da deformazione-invecchiamento) e una resistenza chimica ad ampio spettro. Il cromo 22% combinato con il molibdeno 9% conferisce al 625 un PREN (Pitting Resistance Equivalent Number, indice di resistenza alla corrosione puntiforme) di circa 52, superando di gran lunga qualsiasi acciaio inossidabile austenitico.
Inconel 718 ottiene la sua eccezionale resistenza grazie a un doppio indurimento per precipitazione: le particelle gamma-doppia-prime (Ni₃Nb), che si formano lentamente e quindi non causano fessurazioni da invecchiamento sotto sforzo durante la saldatura, forniscono l’incremento primario di resistenza, mentre le particelle gamma-prime (Ni₃(Al,Ti)) garantiscono un ulteriore rafforzamento. L’elevato contenuto di ferro (circa 18%) rispetto al 625 riflette la concezione del 718 come lega strutturale in cui la resistenza alla corrosione è secondaria rispetto alle prestazioni meccaniche: l’alto contenuto di ferro riduce i costi e la densità, mentre il cromo e il molibdeno garantiscono un’adeguata resistenza alla corrosione per la maggior parte delle condizioni di impiego nel settore aerospaziale e in quello petrolifero e del gas.
Quali proprietà meccaniche presentano l’Inconel 625 e l’Inconel 718 in condizioni diverse?
Le proprietà meccaniche dei gradi 625 e 718 differiscono in modo così sostanziale che questi ultimi trovano impiego in categorie applicative quasi del tutto diverse, pur appartenendo entrambi alla famiglia degli Inconel.
Proprietà meccaniche dell'Inconel 625 a temperatura ambiente
| Proprietà | Ricotto (Grado 1, ASTM B443) | 1/4 duro | 1/2 Duro | Full Hard |
|---|---|---|---|---|
| Resistenza alla trazione (MPa) | 830 min (in genere 900 – 1000) | 1050 – 1200 | 1200 – 1380 | 1500 – 1700 |
| Resistenza allo snervamento (MPa, 0,2%) | 415 min (in genere 500 – 650) | 750 – 900 | 950 – 1100 | 1300 – 1480 |
| Allungamento (%) | 30 min (in genere 40 – 50) | 18 – 25 | 10 – 18 | 2 – 6 |
| Durezza (HRB) | 90 – 100 HRB | 25 – 32 HRC | 35 – 40 HRC | 42 – 46 HRC |
| Resistenza all'urto Charpy (J, RT) | > 100 | 60 – 80 | 35 - 55 | 15 – 30 |
Proprietà meccaniche dell'Inconel 718 a temperatura ambiente in funzione delle condizioni di trattamento termico
| Proprietà | Ricotto (trattato in soluzione) | AMS 5663 (invecchiato) | AMS 5664 (invecchiato, alternativo) | Invecchiato ad alta intensità |
|---|---|---|---|---|
| Resistenza alla trazione (MPa) | 1000 – 1100 | 1380 min | 1310 min | 1450 – 1520 |
| Resistenza allo snervamento (MPa, 0,2%) | 550 - 700 | 1170 min | 1100 min | 1250 – 1330 |
| Allungamento (%) | 25 - 35 | 12 min | 12 min | 10 – 15 |
| Riduzione dell'area (%) | 45 – 60 | 15 min | 15 min | 12 - 18 |
| Durezza (HRC) | 28 – 35 | 36 – 44 | 35 – 42 | 40 – 46 |
| Charpy con intaglio a V (J, RT) | 80 – 120 | 40 – 80 | 45 - 85 | 30 - 60 |
Il contrasto tra l’Inconel 625 ricotto e l’Inconel 718 sottoposto a invecchiamento di picco è sorprendente: l'Inconel 718 in condizioni di invecchiamento raggiunge resistenze alla trazione comprese tra 1380 e 1520 MPa, rispetto all'Inconel 625 ricotto, che si attesta tra 830 e 1000 MPa. Questo vantaggio in termini di resistenza è il motivo per cui il 718 domina le applicazioni strutturali nel settore aerospaziale (dischi di turbina, elementi di fissaggio, alberi), mentre il 625 prevale nelle applicazioni in cui la resistenza alla corrosione e la saldabilità sono i fattori determinanti.
Confronto tra la resistenza alle alte temperature: 625 vs 718
| Temperatura (°C) | 625 Resistenza alla trazione (MPa) | 625 Resistenza allo snervamento (MPa) | 718 Resistenza alla trazione (MPa, invecchiato) | 718 Resistenza allo snervamento (MPa, invecchiato) |
|---|---|---|---|---|
| 20 | 900 – 1000 | 500 - 650 | 1380 – 1520 | 1170 – 1330 |
| 200 | 840 – 940 | 430 – 580 | 1280 – 1400 | 1090 – 1220 |
| 400 | 790 – 890 | 380 - 520 | 1200 – 1320 | 1020 – 1140 |
| 550 | 740 – 830 | 340 – 480 | 1140 – 1240 | 970 – 1080 |
| 650 | 700 – 790 | 300 – 440 | 1060 – 1170 | 900 – 1020 |
| 700 | 660 – 750 | 270 – 400 | 950 – 1100 | 800 – 950 |
| 760 | 580 – 670 | 240 – 360 | 750 – 900 | 620 – 780 |
| 815 | 470 – 570 | 200 – 310 | 480 – 620 | 380 - 520 |
| 870 | 350 – 450 | 170 – 270 | 290 – 420 | 220 – 340 |
Il punto di transizione in cui le leghe 625 e 718 raggiungono resistenze simili si verifica intorno ai 760 – 815 °C, il che riflette la dissoluzione dei precipitati gamma-doppio-prime del 718 (la fase responsabile del vantaggio in termini di resistenza del 718 si dissolve al di sopra di circa 650 °C in condizioni di servizio a lungo termine). In caso di impiego prolungato a temperature superiori a 650 °C, il vantaggio in termini di resistenza del 718 diminuisce progressivamente e, al di sopra dei 760 °C, la resistenza della soluzione solida del 625, derivante dal niobio e dal molibdeno, diventa competitiva.
Proprietà fisiche dell'Inconel 625 e 718
| Proprietà fisica | Inconel 625 | Inconel 718 | Applicazione ingegneristica |
|---|---|---|---|
| Densità (g/cm³) | 8.44 | 8.19 | Calcoli del peso; 718 più leggero di 625 |
| Modulo di elasticità (GPa, 20 °C) | 208 | 211 | Calcoli di deflessione e rigidità |
| Modulo di rigidità (GPa) | 79 | 80 | Progettazione delle molle di torsione |
| Coefficiente di dilatazione termica (µm/m·°C, 20 – 100 °C) | 12.8 | 13.0 | Cicli termici, progettazione degli spazi liberi |
| Conducibilità termica (W/m·K, 20 °C) | 9.8 | 11.4 | Calcoli sul trasferimento di calore |
| Resistività elettrica (µΩ·m) | 1.29 | 1.25 | Saldatura per resistenza, parametri EDM |
| Intervallo di fusione (°C) | 1290 – 1350 | 1260 – 1336 | Riferimenti sulla saldatura e sulla fusione |
| Permeabilità magnetica | < 1,002 | 1.001 – 1.010 | Applicazioni non magnetiche |
| Calore specifico (J/kg·K) | 410 | 435 | Analisi termica |
La leggera risposta magnetica di alcuni materiali Inconel 718 (permeabilità fino a 1,010) riflette il maggiore contenuto di ferro (circa 18%) e la presenza della fase delta (Ni₃Nb) in determinate condizioni di trattamento termico. Sebbene non sia ferromagnetico in senso pratico, gli ingegneri che specificano l’Inconel 718 per applicazioni in prossimità di strumentazioni sensibili dovrebbero verificare la permeabilità in base al calore specifico e alle condizioni specifiche.
In che modo l'Inconel 718 viene sottoposto a trattamento termico per raggiungere la massima resistenza?
È proprio il trattamento termico a far emergere il pieno potenziale dell’Inconel 718 rispetto alle sue caratteristiche moderate allo stato ricotto. Comprendere la sequenza completa del trattamento termico è fondamentale per qualsiasi ingegnere o metallurgista che lavori con questa lega.
La sequenza completa di trattamento termico dell'Inconel 718
Fase 1: Ricottura in soluzione (omogeneizzazione)
Prima dell'invecchiamento, il 718 deve essere sottoposto a ricottura in soluzione per dissolvere tutte le fasi di precipitato e ottenere una matrice austenitica uniforme e monofasica. Esistono due condizioni comuni di ricottura in soluzione, da scegliere a seconda che si desideri una granulometria più fine o più grossa:
| Tipo di ricottura della soluzione | Temperatura | Tempo | Risultato relativo alla granulometria | Preferenze dell'applicazione |
|---|---|---|---|---|
| Ricottura standard | 980°C (1800°F) | 1 ora ogni 25 mm + almeno 1 ora | A grana fine (ASTM 8 – 12) | Parti rotanti soggette a sollecitazioni da fatica |
| Ricottura con Supersolvus | 1065 °C (1950 °F) | 1 ora ogni 25 mm + almeno 1 ora | A grana grossa (ASTM 4 – 7) | Componenti statici sensibili alla deformazione |
Raffreddamento dopo ricottura in soluzione: tempra rapida (in acqua o raffreddamento rapido all’aria). Il raffreddamento lento nell’intervallo 650 – 850 °C provoca la precipitazione della fase delta, che elimina il niobio dalla soluzione, riducendo la successiva risposta all’invecchiamento.
Fase 2: Invecchiamento per precipitazione (doppio invecchiamento secondo la norma AMS 5663)
Il trattamento standard di invecchiamento in due fasi genera i precipitati gamma-doppia-prime e gamma-prime responsabili della resistenza del 718:
| Passo | Temperatura | Tempo | Raffreddamento | Scopo |
|---|---|---|---|---|
| Prima età | 720 °C (1325 °F) | 8 ore | Raffreddare il forno fino a 620 °C a una velocità di 55 °C all’ora | Formare e far crescere i precipitati γ'' |
| Seconda età | 620 °C (1150 °F) | 8 ore | Raffreddamento ad aria | Precipitazione completa di γ'' + γ' |
Perché il processo di invecchiamento in due fasi funziona:
La prima fase, a 720 °C, determina la nucleazione di particelle fini di gamma-double-prime in tutta la struttura del grano. La velocità di raffreddamento controllata fino a 620 °C impedisce l’ingrossamento di queste particelle, consentendo al contempo la formazione di gamma-prime. La seconda fase di mantenimento a 620 °C completa la precipitazione e stabilizza la distribuzione delle particelle. Questo approccio in due fasi produce una distribuzione dei precipitati più uniforme e fine rispetto a un unico trattamento di invecchiamento.
Effetto del trattamento termico sulle proprietà dell'acciaio 718
| Condizione di trattamento termico | Resistenza alla trazione (MPa) | Resistenza allo snervamento (MPa) | Allungamento (%) | Durezza (HRC) | Uso primario |
|---|---|---|---|---|---|
| Come ricotto (trattato in soluzione) | 1000 – 1100 | 550 - 700 | 25 - 35 | 28 – 35 | Stato di formatura e saldatura |
| Trattamento termico singolo (720 °C/8 ore + AC) | 1280 – 1380 | 1050 – 1150 | 15 – 22 | 34 – 40 | Applicazioni a carico moderato |
| Doppia stagionatura (AMS 5663) | 1380 min | 1170 min | 12 min | 36 – 44 | Specifiche standard per il settore aerospaziale |
| Invecchiato ad alta resistenza | 1450 – 1520 | 1250 – 1330 | 10 – 15 | 42 – 46 | Applicazioni con carico massimo |
| Sovra-invecchiato (> 750 °C, 24 ore) | 1050 – 1150 | 800 – 900 | 20 – 28 | 28 - 34 | NON consigliato; proprietà compromesse |
La fase delta e il suo ruolo nella microstruttura 718
La fase delta (Ni₃Nb ortorombico) è una fase metastabile che si forma nell’Inconel 718 durante l’esposizione a temperature comprese tra 650 e 980 °C. La sua relazione con le prestazioni della lega presenta alcune sfumature:
- Ai confini dei grani: Piccole quantità di fase delta ai bordi dei grani, che impediscono la crescita dei grani durante il funzionamento ad alta temperatura e migliorano la tenacità dei bordi dei grani.
- In quantità eccedente: Una fase delta in eccesso riduce la quantità di niobio presente nella soluzione solida e nella fase di rinforzo gamma-doppio-prime, diminuendo la resistenza alla trazione e al scorrimento.
- Come indicatore di elaborazione: La fase delta presente sulle superfici di frattura o ai confini dopo il periodo di servizio è un indicatore di sovraesposizione termica al di sopra della temperatura di ricottura di soluzione durante il periodo di servizio.
Il trattamento termico standard è concepito per sfruttare la fase delta in modo costruttivo: una piccola quantità di fase delta ai bordi dei grani è accettabile e vantaggiosa, mentre la maggior parte del niobio viene mantenuta nella fase di rinforzo gamma-doppio-prime.
Quale resistenza alla corrosione e all'ossidazione offre l'Inconel in diversi ambienti?
La resistenza alla corrosione delle leghe Inconel varia notevolmente da un tipo all’altro e deve essere adeguata alle specifiche condizioni di impiego. Ritenere che tutti i tipi di Inconel abbiano la stessa resistenza alla corrosione è una pericolosa semplificazione eccessiva.
Resistenza alla corrosione dell'Inconel 625
L'Inconel 625 offre la migliore resistenza alla corrosione all'interno della famiglia Inconel, in particolare grazie alla combinazione di un elevato contenuto di cromo (22%), un elevato contenuto di molibdeno (9%) e niobio, che insieme garantiscono:
| Tipo di corrosione | 625 Prestazioni | Acciaio inossidabile 316L concorrente | Note |
|---|---|---|---|
| Corrosione puntiforme causata dall'acqua di mare | Eccellente (praticamente immune) | Scadente (si forma facilmente la ruggine) | PREN ~52 contro 316L ~24 |
| Fessura nell'acqua di mare | Molto buono | Molto scarso | Nessuna soglia di cloruro superata |
| Cloruro SCC | Eccellente (immunitario nella maggior parte delle condizioni) | Scadente (SCC superiore a 60 °C) | >Il 40% Ni garantisce l'immunità |
| Corrosione generale in HNO₃ | Buono | Buono | Entrambi sono efficaci nell'ossidazione dell'HNO₃ |
| Corrosione generale in HCl | Moderato (migliore di SS) | Povero | Mo garantisce resistenza all'HCl |
| Corrosione generale in H₂SO₄ | Moderato | Povero al di sopra di 10% | Migliore dell'SS a concentrazioni più elevate. |
| Acqua di mare ad alta velocità (erosione-corrosione) | Eccellente (> 15 m/s) | Scadente (danni alla pellicola superiori a 3 m/s) | Pellicola passiva 625 più resistente |
| H₂S (servizio acido) | Eccellente | Limitato | Conforme alla classificazione NACE MR0175 |
| Acidi organici | Eccellente | Buono | Entrambi adatti a condizioni climatiche miti |
Resistenza all'ossidazione e alla corrosione ad alta temperatura
A temperature elevate, dove i meccanismi di corrosione in ambiente acquoso vengono sostituiti dall'ossidazione a secco e dalla solforazione:
| Temperatura (°C) | 625 Resistenza all'ossidazione | 718 Resistenza all'ossidazione | 600 Resistenza all'ossidazione | Note |
|---|---|---|---|---|
| < 500 | Eccellente | Eccellente | Eccellente | Adatto a tutte le classi |
| 500 - 700 | Molto buono | Molto buono | Molto buono | Formazione della scala minore |
| 700 - 900 | Buono (scala Cr₂O₃) | Buono | Molto buono | 625, leggermente migliore rispetto al Cr₂O₃ |
| 900 - 1100 | Moderato (la scala si infittisce) | Non raccomandato | Buono | 625 max ~980 °C in regime continuato |
| > 1100 | Limitato | Non adatto | Moderato | Si preferisce la lega 601 |
Per un impiego prolungato a temperature superiori a 900 °C in atmosfere ossidanti, i gradi con aggiunte di alluminio (Inconel 601 con 1,35% Al, oppure la lega 602CA con 2,3% Al) formano scaglie di allumina (Al₂O₃) che crescono in modo significativamente più lento rispetto alle scaglie di cromia (Cr₂O₃) a temperature molto elevate.
Resistenza alla corrosione dell'Inconel 718
L'Inconel 718 è stato progettato principalmente come lega strutturale ad alta resistenza, e la sua resistenza alla corrosione è moderata rispetto al 625:
| Ambiente | 718 Prestazioni | Note |
|---|---|---|
| Acqua di mare (ambiente) | Buono (in genere senza segni di corrosione) | PREN ~28; meno robusto del 625 |
| Acqua di mare (temperatura elevata, fessura) | Rischio moderato | Specificare 625 per applicazioni marine gravose |
| Acidi deboli | Adeguato | Non consigliato per l'uso con acidi concentrati |
| Servizio in ambiente acido con H₂S | Buono (conforme alla classificazione NACE MR0175) | È necessario controllare la durezza |
| Atmosfera ossidante (< 700 °C) | Buono | Adatto ai componenti adiacenti alla turbina |
| Atmosfera riducente | Adeguato | I contenuti Mo offrono una certa protezione |
Il minor contenuto di molibdeno del 718 (2,8 – 3,3%) rispetto al 625 (8 – 10%) riduce significativamente la sua resistenza alla corrosione puntiforme in ambienti clorurati. Per le applicazioni che richiedono un'elevata resistenza meccanica unita alla resistenza alla corrosione in acqua di mare, l’Inconel 725 (una lega induribile per invecchiamento con un contenuto di Mo superiore a quello del 718) viene spesso specificato per elementi di fissaggio e connettori sottomarini, dove la resistenza alla corrosione del 718 è al limite.
Quali forme e dimensioni standard sono disponibili per l'Inconel?
L’Inconel 625 e l’Inconel 718 sono disponibili in commercio praticamente in tutte le forme standard di prodotti lavorati. La disponibilità a magazzino rispetto ai tempi di consegna su ordinazione variano in modo significativo tra i due tipi.
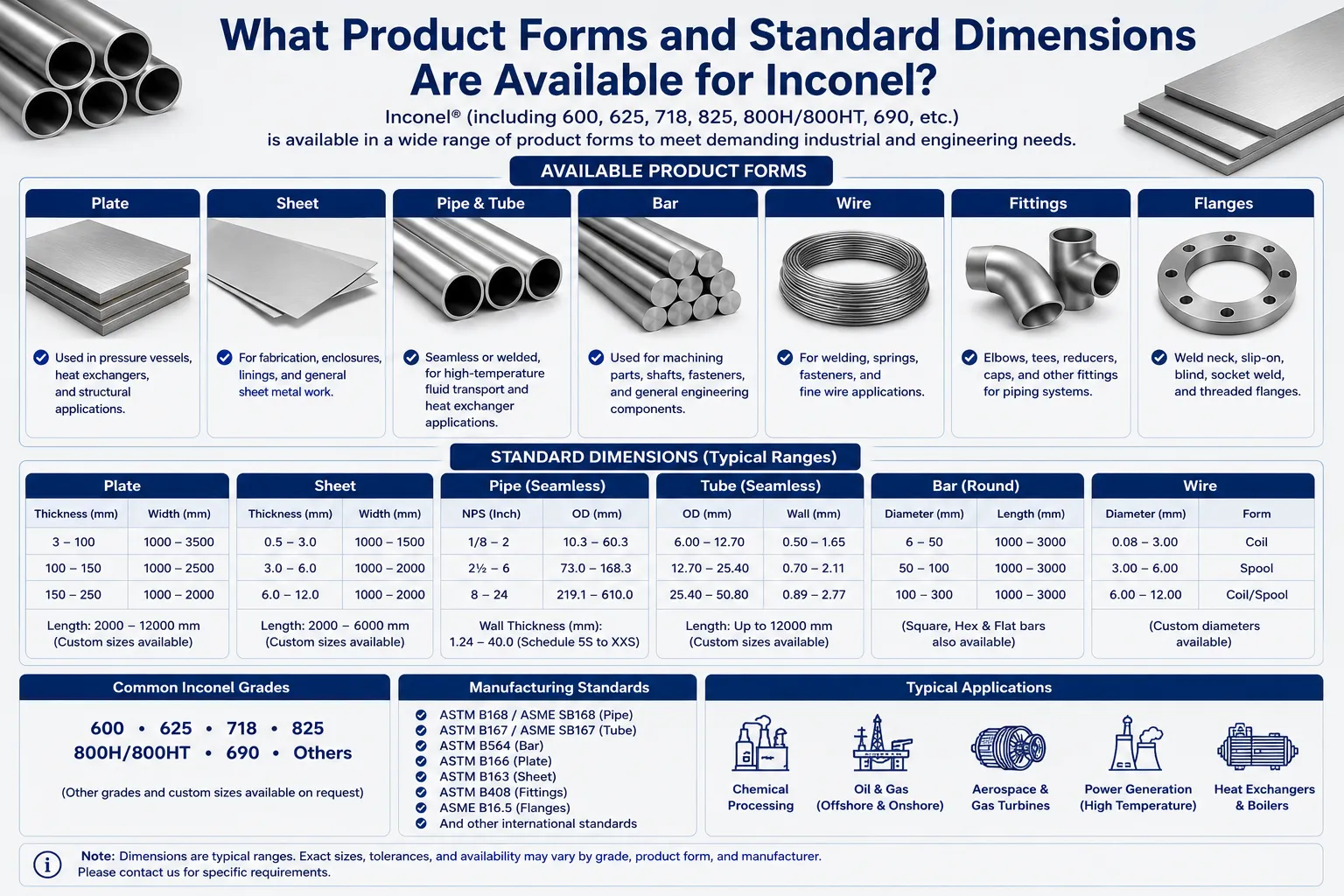
Forme disponibili del prodotto e norme applicabili
| Forma del prodotto | Standard Inconel 625 | Norma Inconel 718 | Gamma di dimensioni tipiche |
|---|---|---|---|
| Piastre e lastre | ASTM B443 / ASME SB443 | ASTM B670 | spessore compreso tra 0,5 e 100 mm |
| Barra (laminata a caldo) | ASTM B446 / ASME SB446 | AMS 5662, 5664 | 6 – 300 mm di diametro |
| Tubi senza saldatura | ASTM B444 / ASME SB444 | - | 6 – 300 mm di diametro esterno |
| Tubo saldato | ASTM B705 / ASME SB705 | - | 6 – 600 mm di diametro esterno |
| Filo | ASTM B446 | AMS 5832 | 0,05 – 12 mm |
| Nastro e bobina stretta | ASTM B443 | ASTM B670 | spessore compreso tra 0,05 e 6,35 mm |
| Forgiati | AMS 5666 (625) | AMS 5662, 5663 (718) | Forme personalizzate |
| Flange | ASTM B564 | ASTM B564 | Conformemente alla norma ASME B16.5 |
| Raccordi | ASTM B366 | - | Ai sensi della norma ASME B16.9 |
| Filo per saldatura (GTAW) | AWS ERNiCrMo-3 | AWS ERNiFeCr-2 | 0,8 – 3,2 mm |
| Polvere (AM) | Vari | AMS 7001 | 15 – 53 µm (SLM) |
Disponibilità delle scorte presso MWalloys
| Forma del prodotto | Grado | Dimensioni standard disponibili a magazzino | Tempi di consegna tipici |
|---|---|---|---|
| Piatto | 625 | 3 – 75 mm, varie larghezze | Da 1 a 5 giorni lavorativi |
| Piatto | 718 | 6 – 50 mm, varie larghezze | Da 3 a 7 giorni lavorativi |
| Bar | 625 | 6 – 200 mm di diametro | Da 3 a 7 giorni lavorativi |
| Bar | 718 | 6 – 150 mm di diametro | Da 3 a 7 giorni lavorativi |
| Tubo senza saldatura | 625 | 1/4" – 8" NPS | Da 3 a 10 giorni lavorativi |
| Foglio | 625 | 0,5 – 3 mm | Da 1 a 5 giorni lavorativi |
| Filo per saldatura | 625 (ERNiCrMo-3) | Tubi diritti da 1,6 mm e 2,4 mm | Da 1 a 3 giorni lavorativi |
| Bobina a fessura | 625 | Larghezze personalizzate a partire da 3 mm | Da 3 a 10 giorni lavorativi |
| Forgiati | 718 | Su misura (ordine di falegnameria) | 10 – 20 settimane |
Le dimensioni non standard, le lamiere molto pesanti di spessore superiore a 75 mm o i pezzi forgiati che richiedono stampi personalizzati vengono prodotti su ordinazione con tempi di consegna compresi tra 10 e 20 settimane per l’Inconel 718 e tra 8 e 16 settimane per l’Inconel 625. Coinvolgere MWalloys sin dalla fase di progettazione di progetti che richiedono grandi pezzi forgiati su misura o dimensioni non standard evita la compressione dei tempi di consegna che costringe a scendere a compromessi sulle specifiche.
Come si procede correttamente alla lavorazione, alla saldatura e alla lavorazione meccanica dell'Inconel?
La lavorazione delle leghe Inconel richiede tecniche adeguate alle loro caratteristiche specifiche: elevato indice di incrudimento, bassa conducibilità termica e, nel caso della lega 718, il rischio di fessurazione da invecchiamento sotto sforzo qualora la sequenza di saldatura e l'ordine dei trattamenti termici non siano corretti.
Saldatura dell'Inconel 625 e 718
Saldatura dell'Inconel 625:
La 625 è una delle superleghe al nichel più saldabili attualmente disponibili. Il suo contenuto di niobio impedisce la sensibilizzazione (il NbC si forma preferenzialmente rispetto al CrC), eliminando il rischio di corrosione intergranulare nelle zone termicamente alterate che affligge molte leghe Ni-Cr. Per la maggior parte delle applicazioni in ambiente corrosivo non è richiesto alcun trattamento termico post-saldatura.
| Parametro | Saldatura dell'Inconel 625 | Note |
|---|---|---|
| Metallo d'apporto primario | ERNiCrMo-3 (AWS A5.14) | Composizione coordinata |
| Riempitivo alternativo | ERNiCrMo-10 (filo C22) | Per un trattamento più ossidante |
| Gas di protezione (GTAW) | 100% Ar oppure Ar + 5% He | Nessuna aggiunta di gas in corso |
| Spurgo posteriore | 100% Ar | Fondamentale per la qualità del passaggio di radice |
| Preriscaldare | Non richiesto (< 25 mm) | Da evitare: riscaldamento superfluo |
| Temperatura intermedia | < 150 °C | Limite critico |
| Trattamento termico post-saldatura | Non richiesto (servizio di corrosione) | PWHT solo per servizio a scorrimento |
| Trattamento post-saldatura | Decapaggio / pulizia elettrochimica | È obbligatorio rimuovere la pellicola termica |
Saldatura dell'Inconel 718:
La saldatura del 718 è più complessa rispetto a quella del 625 a causa delle sue caratteristiche di indurimento per precipitazione. La regola fondamentale è: saldare allo stato ricotto in soluzione, quindi sottoporre a invecchiamento l'intero assemblaggio.
| Parametro | Saldatura dell'Inconel 718 | Note |
|---|---|---|
| Metallo d'apporto primario | ERNiFeCr-2 (AWS A5.14) | Composizione corrispondente al 718 |
| Riempitivo alternativo | ERNiCrMo-3 (filo 625) | Laddove il riempitivo 718 non sia disponibile |
| Gas di schermatura | 100% Ar | Nessun gas attivo |
| Condizioni del metallo di base | Soluzione ricotta prima della saldatura | I materiali invecchiati sono soggetti a fessurazione da deformazione-invecchiamento |
| Preriscaldare | In genere non è necessario | Consultare per profilati pesanti |
| Temperatura intermedia | < 150 °C | Critico |
| Ricottura post-saldatura | 980 °C/1 h + tempra in acqua | Omogeneizza la zona termicamente alterata (HAZ) |
| Invecchiamento post-saldatura | Età doppia secondo la norma AMS 5663 | Sviluppa la massima resistenza grazie alla saldatura |
Rischio di fessurazione da deformazione-invecchiamento nel 718:
Lo sviluppo dell’Inconel 718 ha risolto in modo specifico il problema delle cricche da invecchiamento sotto sforzo delle precedenti leghe indurite per precipitazione (come l’Inconel X-750 e il Waspaloy). La cinetica di precipitazione più lenta del gamma-doppia-prime rispetto al gamma-prime fa sì che l’Inconel 718 possa essere saldato e successivamente sottoposto a invecchiamento senza che si verifichino fessurazioni in corrispondenza della saldatura, a condizione che il metallo di base si trovi allo stato di ricottura in soluzione prima dell’inizio della saldatura. La saldatura di materiale Inconel 718 già sottoposto a invecchiamento senza una successiva ricottura in soluzione comporta il rischio di fessurazione.
Lavorazione meccanica dell'Inconel 625 e 718
Entrambe le leghe sono notevolmente più difficili da lavorare rispetto agli acciai inossidabili austenitici e richiedono un'attenta selezione dei parametri:
| Parametro di lavorazione | Inconel 625 (ricotto) | Inconel 718 (invecchiato) | Aspetti fondamentali da considerare |
|---|---|---|---|
| Velocità di taglio (tornitura) | 20 – 40 m/min | 10 – 20 m/min | Il 718 è invecchiato molto più rapidamente |
| Velocità di avanzamento (tornitura) | 0,15 – 0,30 mm/giro | 0,10 – 0,20 mm/giro | Un'alimentazione costante è fondamentale |
| Profondità di taglio (sgrossatura) | 2 – 4 mm | 1 – 2 mm | Evitare di strofinare le ferite |
| Materiale degli utensili | Carburo (preferibilmente con rivestimento PVD) | Carburo (rivestito con TiAlN o AlTiN) | L'HSS non è pratico |
| Liquido di raffreddamento | Liquido di raffreddamento per inondazione privo di zolfo | Liquido di raffreddamento per inondazione privo di zolfo | Lo zolfo provoca corrosione |
| Tendenza all'indurimento da sollecitazione | Alto | Molto alto | Non interrompere mai l'alimentazione durante il taglio |
| Idoneità all'EDM | Buono | Molto buono | Alternativa popolare al modello 718 rigido |
| Finitura superficiale ottenibile | Ra 0,8 – 1,6 µm | Ra 0,4 – 0,8 µm (carburo) | Entrambi garantiscono una buona finitura |
| Indice di lavorabilità rispetto al B1112 | ~20% | ~10% | Entrambi sono notevolmente più duri dell’acciaio |
La lavorazione a scarica elettrica (EDM) è ampiamente utilizzata per componenti complessi in Inconel 718 nell’industria aerospaziale, poiché asporta materiale tramite scariche elettriche senza le forze di taglio che causano l’incrudimento e problemi di usura degli utensili nella lavorazione convenzionale. L’EDM è particolarmente efficace per le caratteristiche complesse dei dischi delle turbine, i fori di raffreddamento intricati e gli schemi dei cerchi di bullonatura in cui l’accesso degli utensili è limitato.
Formatura a freddo e formatura a caldo di lamiere in Inconel
Formatura a freddo:
Entrambe le qualità possono essere lavorate a freddo allo stato ricotto, ma il loro rapido incrudimento richiede forze di formatura notevolmente superiori rispetto alle operazioni equivalenti sull’acciaio al carbonio. Raggi minimi di curvatura per la lamiera ricotta:
| Spessore | Raggio minimo di curvatura dell'Inconel 625 | Raggio minimo di curvatura dell'Inconel 718 |
|---|---|---|
| < 3 mm | 1,5 × spessore | 2,0 × spessore |
| 3 – 6 mm | 2,0 × spessore | 2,5 × spessore |
| da 6 a 12 mm | 2,5 × spessore | 3,0 × spessore |
| da 12 a 25 mm | 3,0 × spessore | 3,5 × spessore |
Stampaggio a caldo:
La formatura a caldo a 900 – 1200 °C riduce notevolmente le forze di formatura. Dopo qualsiasi operazione di formatura a caldo, è necessario eseguire un ricottura di completa solubilizzazione prima dell’invecchiamento (per il 718) o prima dell’impiego in ambiente corrosivo (per il 625). È necessario evitare la formatura a caldo nell’intervallo di sensibilizzazione (600 – 900 °C).
Quali sono gli standard e le specifiche industriali che regolano le leghe Inconel?
Per specificare correttamente l’Inconel è necessario abbinare la norma applicabile alla forma del prodotto, al settore di impiego e al livello di qualità richiesto.
Tabella di riferimento degli standard primari
| Standard | Corpo | Ambito di applicazione | Copertura |
|---|---|---|---|
| ASTM B443 | ASTM | 625: lastre, lamiere, nastri | UNS N06625 |
| ASTM B444 | ASTM | 625 tubi senza saldatura | UNS N06625 |
| ASTM B446 | ASTM | 625 bar, barra, filo metallico | UNS N06625 |
| ASTM B670 | ASTM | 718: lastre, lamiere, nastri | UNS N07718 |
| ASTM B637 | ASTM | 718 bar, pezzi forgiati | UNS N07718 |
| ASTM B564 | ASTM | Pezzi forgiati in lega di nichel (tutte le qualità) | 625, 718, altri |
| AMS 5596 | SAE | 625 fogli, nastri, lamiere (settore aerospaziale) | Controlli AMS più rigorosi |
| AMS 5666 | SAE | 625 bar, barra, filo (settore aerospaziale) | Controlli AMS più rigorosi |
| AMS 5662 | SAE | 718: barre, tondini, pezzi forgiati (soluzione) | Bar aerospaziale |
| AMS 5663 | SAE | 718 barre, tondini, pezzi forgiati (invecchiati) | Barra trattata termicamente per il settore aerospaziale |
| AMS 5664 | SAE | 718: barre, tondini, pezzi forgiati (invecchiamento alternativo) | Condizione alternativa nel settore aerospaziale |
| AMS 5832 | SAE | Filo per saldatura 718 | Stucco per il settore aerospaziale |
| AMS 7001 | SAE | Polvere 718 per la produzione additiva | Polvere SLM/LPBF |
| ASME SB443 | ASME | Piastra 625 (Contenitori Code) | Come il modello B443 |
| ASME SB444 | ASME | Tubo 625 (serie Code) | Come il modello B444 |
| NACE MR0175 | AMPP | Servizio scadente (tutti i livelli CRA) | 625, 718 con alcune condizioni |
| AWS A5.14 | AWS | Filo per saldatura: ERNiCrMo-3 (625), ERNiFeCr-2 (718) | Materiale di apporto per saldatura |
Sollecitazioni ammissibili secondo ASME per l’Inconel 625 in servizio su recipienti a pressione
| Temperatura (°C) | 625 Sollecitazione ammissibile (MPa) | Nota |
|---|---|---|
| 40 | 138 | Valore di riferimento della temperatura ambiente |
| 100 | 131 | Leggermente ridotto |
| 200 | 124 | Regolato in tensione |
| 300 | 118 | Regolato in tensione |
| 400 | 113 | A rendimento controllato |
| 500 | 108 | A rendimento controllato |
| 538 | 100 | Iniziano le considerazioni sul creep |
L’Inconel 718 è meno comunemente utilizzato nella costruzione di recipienti a pressione conformi al Codice ASME a causa della necessità di un trattamento termico post-saldatura (invecchiamento) e della complessità di garantire la conformità al Codice durante la sequenza di trattamento termico. Quando l’Inconel 718 viene impiegato in recipienti conformi al Codice, si presenta tipicamente sotto forma di pezzi forgiati o componenti lavorati a macchina, assemblati in un recipiente progettato con materiali più saldabili.
Come si colloca l'Inconel rispetto all'Hastelloy, al Monel, all'acciaio inossidabile e al titanio?
Tabella comparativa completa delle diverse leghe
| Proprietà | Inconel 625 | Inconel 718 (invecchiato) | Hastelloy C276 | Hastelloy C22 | Monel 400 | 316L SS | Ti Grado 5 |
|---|---|---|---|---|---|---|---|
| Contenuto Ni (%) | ~62 | ~53 | ~57 | ~56 | ~67 | ~11 | 0 |
| Cr (%) | 22 | 19 | 15.5 | 21 | 0 | 17 | 0 |
| Mo (%) | 9 | 3 | 16 | 13.5 | 0 | 2.2 | 0 |
| PREN | ~52 | ~28 | ~72 | ~71 | N/D | ~24 | N/D |
| Resistenza alla trazione (MPa) | 830 – 1000 | 1380 – 1520 | 790 | 690 | 480 | 485 | 900 |
| Resistenza allo snervamento (MPa) | 415 – 650 | 1170 – 1330 | 355 | 310 | 170 – 345 | 170 | 830 |
| Corrosione puntiforme causata dall'acqua di mare | Eccellente | Buono | Eccellente | Eccellente | Eccellente | Povero | Eccezionale |
| Resistenza agli acidi ossidanti | Buono | Moderato | Moderato | Eccellente | Povero | Limitato | Buono |
| Riduzione della resistenza agli acidi | Moderato | Moderato | Eccellente | Buono | Buono | Limitato | Limitato |
| Resistenza agli acidi fluoridici | Povero | Povero | Povero | Povero | Eccellente | Povero | Nessuno |
| Temperatura massima di esercizio (resistenza, °C) | 815 | 700 | 500 | 500 | 450 | 870 | 300 |
| Saldabilità | Eccellente | Buono (procedura critica) | Eccellente | Eccellente | Buono | Molto buono | Difficile |
| Densità relativa | 1,0 (8,44 g/cm³) | 0.97 | 1.05 | 1.03 | 1.05 | 0.95 | 0.52 |
| Costo relativo rispetto al 316L | circa 9× | ~12× | circa 8× | circa 10 volte | ~5× | 1× | ~14× |
| Forza primaria | Corrosione + fatica | Resistenza massima | Acidi riducenti | Misto/ossidante | HF + acqua di mare | Costo + disponibilità | Peso + acqua di mare |
Quadro decisionale per la selezione basato sulle candidature
Scegliere l'Inconel 625 quando:
- L'impiego in ambiente marino richiede sia resistenza alla corrosione che resistenza alla fatica (risers flessibili, soffietti)
- Per proteggere dall'ossidazione è necessario eseguire una placcatura per sovrapposizione su acciaio al carbonio.
- La fatica da cicli elevati in un ambiente corrosivo costituisce il fattore determinante per la progettazione.
- Le apparecchiature per i processi chimici richiedono una combinazione di resistenza alle temperature moderate e ampia resistenza agli acidi.
- Le apparecchiature sottomarine devono essere conformi alla norma NACE MR0175 senza le limitazioni di resistenza tipiche degli acciai inossidabili duplex.
Scegliere l'Inconel 718 quando:
- Il requisito principale è garantire la massima resistenza a temperature fino a 650 °C.
- I componenti strutturali aerospaziali (dischi di turbina, elementi di fissaggio, alberi) ne definiscono l'applicazione.
- Gli elementi di fissaggio ad alta resistenza, le barre di sospensione o i componenti per teste di pozzo utilizzati nel settore petrolifero e del gas richiedono livelli di resistenza superiori a quelli che può garantire l'acciaio 625 ricotto.
- Il metodo di produzione consiste nella fabbricazione additiva di forme complesse ad alta resistenza.
Scegliere l'Hastelloy C276 o C22 quando:
- La preoccupazione principale riguarda la corrosione chimica piuttosto che le prestazioni meccaniche.
- L'ambiente di esercizio è caratterizzato prevalentemente da acidi riducenti (C276) o da acidi ossidanti/misti (C22).
- L'applicazione in questione riguarda l'impiego di recipienti a pressione che richiedono sollecitazioni ammissibili secondo il Codice ASME a temperature elevate.
Scegli il titanio quando:
- La riduzione del peso è fondamentale ed è richiesta la resistenza alla corrosione in acqua di mare o in ambienti ossidanti.
- L'acido HF non è presente e la temperatura di applicazione è inferiore a 300 °C.
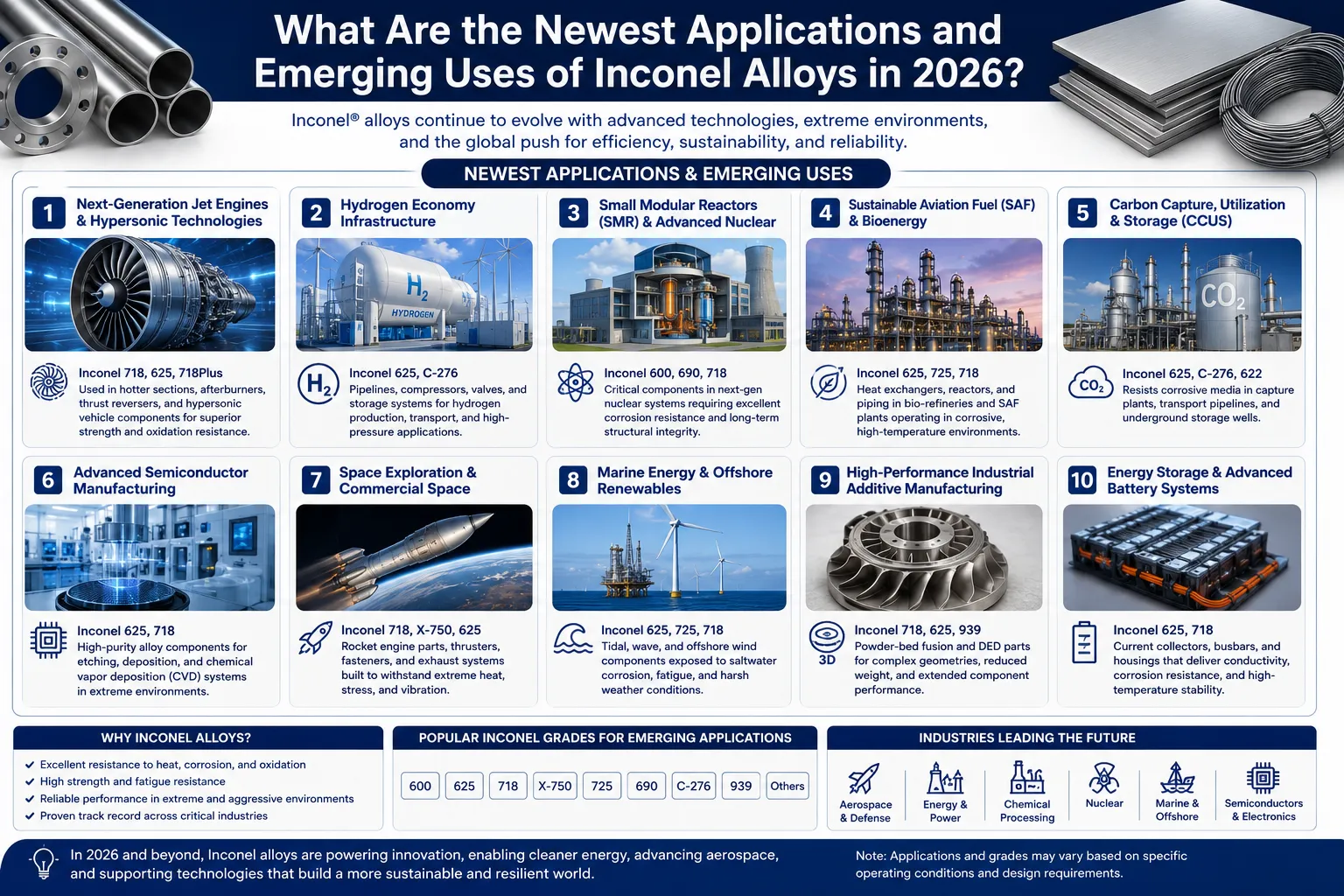
Quali sono le applicazioni più recenti e gli impieghi emergenti delle leghe Inconel nel 2026?
La famiglia delle leghe Inconel continua ad espandersi in nuovi settori di applicazione, grazie ai progressi tecnologici registrati in diversi settori industriali.
Produzione additiva di Inconel 625 e 718
L'adozione delle tecnologie di fusione selettiva a laser (SLM) e di deposizione diretta di energia (DED) per i componenti in Inconel 625 e 718 ha registrato una forte accelerazione nel periodo 2024-2026:
| Applicazione AM | Grado | Vantaggio rispetto ai sistemi convenzionali | Sfida principale |
|---|---|---|---|
| Ugelli di alimentazione per turbine a gas | 718 | Canali di raffreddamento interni complessi, impossibili da lavorare | È necessario un trattamento termico post-lavorazione |
| Iniettori per motori a razzo | 625 | Geometrie complesse con forma quasi definitiva | Controllo della porosità, tensioni residue |
| Corpi di serraggio sottomarini | 625 | Tempi di consegna ridotti rispetto alla forgiatura | Qualifica per i controlli non distruttivi |
| Nuclei degli scambiatori di calore | 625 | Design ultracompatti impossibili da realizzare con i metodi tradizionali | Rugosità superficiale dei canali interni |
| Riparazione e ristrutturazione | 718 | Riparazione in loco di componenti usurati | Proprietà corrispondenti a quelle dei metalli comuni |
La norma AMS 7001 (pubblicata nel 2019, aggiornata nel 2022) standardizza la polvere di Inconel 718 destinata alla produzione additiva, definendo i requisiti relativi alla distribuzione granulometrica, alla composizione chimica e alla scorrevolezza. I componenti in Inconel 718 realizzati con la produzione additiva richiedono il trattamento termico standard a doppio invecchiamento (720 °C/8 h + 620 °C/8 h) per sviluppare appieno le proprietà meccaniche, oltre a un trattamento di distensione e alla pressatura isostatica a caldo (HIP) per i componenti critici.
Applicazioni per la transizione energetica
La transizione energetica globale sta generando una nuova domanda di Inconel nelle applicazioni legate alle energie rinnovabili e pulite:
| Applicazione | Grado | Requisiti | Fattore di crescita |
|---|---|---|---|
| Componenti della cella elettrolitica | 625 | Resistenza alle sostanze caustiche e all'H₂ | Aumento della produzione di idrogeno verde |
| Impianti di cattura della CO₂ | 625, C22 | Ciclo ammina + acido | Espansione del CCUS |
| Reattori nucleari modulari di piccole dimensioni | 690, 625 | Corrosione da radiazioni e acqua | Programmi di costruzione SMR |
| Energia solare a concentrazione | 617, 625 | Sale fuso + alta temperatura | Espansione del CSP |
| Interconnessioni per celle a combustibile | 625 | Atmosfera ossidante + temperatura | Sviluppo delle celle a combustibile a ossido solido (SOFC) |
Domande frequenti: cosa chiedono gli ingegneri e i professionisti degli appalti riguardo all’Inconel
1: Di cosa è composto l'Inconel e cosa lo rende speciale?
L'Inconel è una famiglia di superleghe di nichel-cromo contenenti dal 50 al 72% di nichel come elemento principale, combinato con cromo (dal 17 al 23%), e quantità variabili di molibdeno, niobio, ferro, titanio e alluminio a seconda della specifica qualità; l’elevato contenuto di nichel costituisce la base fondamentale sia per l’eccezionale resistenza alla corrosione sia per il mantenimento delle proprietà meccaniche a temperature che causano la perdita di funzionalità strutturale degli acciai al carbonio e degli acciai inossidabili. La natura "speciale" dell’Inconel deriva da due caratteristiche prestazionali distinte che raramente coesistono in altri materiali: a temperatura ambiente e a temperature moderate, la combinazione di nichel e cromo garantisce una resistenza alla corrosione basata su un film passivo che risulta superiore a quella dell’acciaio inossidabile nella maggior parte degli ambienti aggressivi. A temperature elevate (400 – 1000 °C), la stessa matrice di nichel mantiene la stabilità della struttura cristallina (rimanendo austenitica senza trasformazione di fase), mentre elementi di lega come il niobio, il titanio e l’alluminio possono essere utilizzati per precipitare fasi di rinforzo che mantengono il limite di snervamento della lega ben al di sopra di quello che gli acciai inossidabili sono in grado di sostenere. Non esiste un unico meccanismo che spieghi da solo il valore dell’Inconel: è la combinazione di queste proprietà in un materiale che può comunque essere saldato, deformato e lavorato utilizzando processi convenzionali adattati che rende l’Inconel commercialmente indispensabile.
2: A cosa serve l'Inconel 625?
L'Inconel 625 (UNS N06625) viene utilizzato principalmente nelle attrezzature sottomarine per il settore petrolifero e del gas (risers flessibili, cavi ombelicali, valvole sottomarine), sfiati e sistemi di scarico per il settore aerospaziale, reattori per la lavorazione chimica e scambiatori di calore, componenti navali e come rivestimento di saldatura su recipienti in acciaio al carbonio, grazie alla combinazione di eccellente resistenza alla corrosione in acqua di mare, elevata resistenza alla fatica a cicli ripetuti, eccezionale saldabilità e conformità alla norma NACE MR0175 per l’impiego in ambienti acidi. Nell’ambito dei riser flessibili sottomarini, il filo metallico da armatura 625 subisce milioni di cicli di flessione nel corso di una vita utile prevista di 20-25 anni in acqua di mare, una combinazione che esclude praticamente qualsiasi altro materiale metallico dalla competizione. Nel settore aerospaziale, le lamiere e i nastri 625 lavorati per realizzare soffietti e giunti di dilatazione resistono all’ambiente combinato costituito dai gas di scarico dei motori, dai cicli termici e dai cicli di fatica indotti dalle vibrazioni. Come rivestimento di sovrapposizione saldato, il materiale di apporto ERNiCrMo-3 (composizione 625) viene depositato sulle superfici interne dei recipienti a pressione in acciaio al carbonio per fornire protezione dalla corrosione senza l’aumento di peso e di costo derivante dalla costruzione di recipienti in lega massiccia. La combinazione di alto contenuto di cromo e molibdeno nello strato di rivestimento offre una protezione dalla corrosione che si avvicina alle prestazioni delle leghe solide, mentre l’acciaio al carbonio garantisce la resistenza strutturale a una frazione del costo di un recipiente interamente in 625.
3: Qual è la differenza tra l'Inconel 625 e l'Inconel 718?
L’Inconel 625 e l’Inconel 718 sono destinati a scopi ingegneristici fondamentalmente diversi: il 625 è una lega rinforzata per soluzione solida ottimizzata per la resistenza alla corrosione, la saldabilità e le prestazioni a fatica (limite di snervamento 415 – 650 MPa allo stato ricotto), mentre il 718 è una lega induribile per precipitazione progettata per garantire la massima resistenza meccanica a temperature fino a 650 °C (limite di snervamento 1170 – 1330 MPa allo stato invecchiato), con la resistenza alla corrosione come proprietà secondaria. La differenza di resistenza tra il 718 completamente invecchiato e il 625 ricotto è di circa due o tre volte, rendendo il 718 la scelta ideale per i componenti strutturali aerospaziali (dischi di turbina, elementi di fissaggio, alberi rotanti) in cui il peso e i livelli di sollecitazione rendono essenziale una resistenza più elevata. Anche la differenza in termini di saldabilità è significativa: il 625 può essere saldato e utilizzato allo stato saldato in ambienti corrosivi senza trattamento termico post-saldatura, mentre il 718 richiede una sequenza precisa (saldatura allo stato ricotto in soluzione, seguita dall’invecchiamento dell’assieme completato) per raggiungere le proprietà complete. La differenza in termini di resistenza alla corrosione favorisce sostanzialmente il 625: il suo molibdeno 9% rispetto al 3% del 718 conferisce al 625 una resistenza alla corrosione puntiforme nettamente superiore (PREN ~52 contro ~28), rendendo il 625 la scelta appropriata in ambienti marini o chimici ricchi di cloruri, dove il 718 potrebbe subire corrosione interstiziale in caso di utilizzo prolungato.
4: L'Inconel è magnetico?
L'Inconel 625 è di fatto amagnetico, con una permeabilità magnetica relativa inferiore a 1,002 in tutte le condizioni, il che lo rende adatto ad applicazioni in prossimità di bussole, strumenti MWD e apparecchiature per la risonanza magnetica; Anche l’Inconel 718 è sostanzialmente amagnetico, ma può presentare una permeabilità leggermente superiore (fino a circa 1,010) a causa del suo maggiore contenuto di ferro e della microstruttura a fase delta. Il comportamento non magnetico di entrambe le leghe deriva dalla loro struttura cristallina austenitica (cubica a facce centrate), che non favorisce la formazione di domini ferromagnetici poiché l’elevato contenuto di nichel impedisce la trasformazione martensitica che produrrebbe una struttura BCC magnetica. Ciò distingue le leghe Inconel da alcuni acciai inossidabili induriti per precipitazione (come il 17-4 PH o il 15-5 PH) che diventano fortemente magnetici dopo l’invecchiamento a causa della trasformazione martensitica. In pratica, i componenti in 718 con valori di permeabilità vicini a 1,010 sono ancora classificati come non magnetici per la maggior parte degli scopi ingegneristici, ma le applicazioni che richiedono limiti di permeabilità rigorosi (costruzione di sale per risonanza magnetica, zone di prossimità delle bussole navali, strumenti sensibili di misurazione in pozzo) dovrebbero specificare una permeabilità massima e verificare il calore specifico e le condizioni del materiale ricevuto. Per le applicazioni più sensibili dal punto di vista magnetico, l’Inconel 625 rappresenta la scelta più sicura poiché il suo contenuto di ferro inferiore e l’assenza della fase delta garantiscono una permeabilità costantemente inferiore rispetto al 718.
5: Qual è la temperatura massima che l'Inconel è in grado di sopportare?
Le leghe Inconel coprono complessivamente un intervallo di temperatura che va dalle condizioni criogeniche (-269 °C) a circa 1175 °C, con il limite massimo specifico che dipende dal tipo di lega: l’Inconel 625 è classificato per impieghi strutturali fino a circa 815 °C, l’Inconel 718 mantiene la sua resistenza da indurimento per precipitazione fino a circa 650 °C (al di sopra della quale i precipitati gamma-doppio-prime si dissolvono), mentre l’Inconel 601 resiste in modo continuo ad atmosfere ossidanti fino a circa 1175°C. I limiti pratici di temperatura dipendono dal fatto che il requisito sia la resistenza meccanica (che limita il 718 a 650 °C e il 625 a circa 700 °C per un impiego prolungato sotto carico) oppure la resistenza all’ossidazione/corrosione (che estende significativamente il limite massimo per i gradi con capacità di formazione di allumina come il 601). Per le applicazioni strutturali ad alta temperatura più esigenti (componenti della sezione calda delle turbine a gas oltre gli 800 °C), si utilizzano superleghe monocristalline e a solidificazione direzionale più avanzate (Rene 80, CMSX-4, MAR-M247) vengono utilizzate al posto dei gradi di Inconel, che sono generalmente classificati come "superleghe policristalline convenzionali" nella gerarchia dei materiali per turbine. All’estremità inferiore dell’intervallo di temperatura, tutte le leghe austenitiche Inconel mantengono un’eccellente tenacità all’urto a temperature criogeniche; in particolare, le leghe 625 e 718 sono entrambe impiegate nei sistemi di propellente criogenico per motori a razzo (utilizzate con ossigeno liquido e idrogeno liquido rispettivamente a -183 °C e -253 °C).
6: Quanto costa l'Inconel al chilogrammo?
A metà del 2026, i prezzi delle lastre di Inconel 625 si aggirano in genere tra circa $40 e $60 USD al chilogrammo, mentre l’Inconel 718 presenta un sovrapprezzo compreso tra 20 e 40% rispetto al 625 a causa del suo processo di produzione più complesso, con variazioni significative a seconda della forma del prodotto, della quantità e delle condizioni di mercato. Rispetto all’acciaio inossidabile 316L (circa da $5 a $8 per chilogrammo per le lamiere), l’Inconel 625 costa circa da 7 a 10 volte di più al chilogrammo, mentre l’Inconel 718 costa circa da 9 a 15 volte di più. Tuttavia, il confronto dei costi su base chilogrammo sottostima notevolmente il vero valore economico delle leghe Inconel nelle loro applicazioni di destinazione, poiché sostituiscono più cicli di sostituzione di materiali più economici con un’unica installazione di Inconel che dura da 3 a 10 volte di più in condizioni di servizio corrosive o ad alta temperatura. I prodotti in barre costano in genere da 20 a 40% in più al chilogrammo rispetto alle lamiere equivalenti a causa delle fasi di lavorazione aggiuntive. Il filo per saldatura (ERNiCrMo-3 per il 625) presenta il sovrapprezzo più elevato al chilogrammo tra tutte le forme di prodotto. La polvere per la produzione additiva del 718 comporta un sovrapprezzo aggiuntivo compreso tra 50 e 100% rispetto alle barre equivalenti, a causa dei requisiti di atomizzazione, classificazione e controllo qualità. Contattare MWalloys per conoscere i prezzi attuali relativi a forme e quantità specifiche di prodotto.
7: È possibile saldare l’Inconel all’acciaio inossidabile?
Sì, l’Inconel può essere saldato con successo agli acciai inossidabili austenitici (304L, 316L, 321, 347) utilizzando metalli d'apporto ERNiCrMo-3 (composizione 625) o ERNiCr-3, che forniscono un deposito di saldatura compatibile dal punto di vista composizionale, in grado di colmare la differenza metallurgica tra la lega di nichel e l’acciaio inossidabile a base di ferro senza i problemi di fessurazione a caldo o di diluizione che si verificano quando si utilizzano metalli d’apporto inadeguati. Le saldature tra metalli dissimili, come l’Inconel e l’acciaio inossidabile, sono comuni nelle raccordi delle tubazioni degli impianti chimici, nella costruzione di scambiatori di calore e nei giunti dei bocchelli dei recipienti a pressione, dove il lato di processo è soggetto a condizioni aggressive che richiedono l’uso dell’Inconel, mentre i requisiti strutturali esterni possono essere soddisfatti con l’acciaio inossidabile, meno costoso. La scelta dell’ERNiCrMo-3 come materiale d’apporto è importante: presenta un contenuto di leghe sufficiente a garantire la resistenza alla corrosione anche se diluito con il ferro proveniente dal metallo di base in acciaio inossidabile, e il suo contenuto di cromo è sufficientemente elevato da produrre un deposito di saldatura compatibile con entrambi i metalli di base. L’uso di materiale d’apporto in acciaio inossidabile (ER316L o simili) per unire questi metalli dissimili produce un metallo di saldatura ricco di ferro che può essere soggetto a fessurazione a caldo e presenta una resistenza alla corrosione significativamente inferiore rispetto a entrambi i metalli di base. Per i giunti tra il 718 e l’acciaio inossidabile, sono accettabili sia l’ERNiFeCr-2 (composizione 718) che l’ERNiCrMo-3; la scelta dipende dal fatto che la zona di saldatura debba o meno raggiungere una risposta all’invecchiamento paragonabile a quella del metallo di base 718.
8: A cosa serve l’Inconel 718 nel settore aerospaziale?
L'Inconel 718 è la superlega più utilizzata al mondo nelle applicazioni aerospaziali, rappresentando circa 34% della produzione totale di superleghe; le sue applicazioni principali includono i dischi dei motori a turbina a gas, gli stadi dei compressori, pale di turbina (stadi a bassa temperatura), componenti della camera di combustione, elementi di fissaggio, anelli strutturali, componenti di alberi e, sempre più spesso, camere di combustione per motori a razzo e componenti di turbopompe. Le proprietà specifiche che rendono il 718 il materiale di riferimento nelle applicazioni strutturali aerospaziali sono: il limite di snervamento più elevato tra tutte le superleghe al nichel disponibili in forma lavorata (1170 – 1330 MPa), un’adeguata ritenzione della resistenza fino a 650 °C (che copre l’intervallo di temperatura della maggior parte dei componenti dei compressori e delle turbine a bassa), un’eccellente resistenza alla fatica (fondamentale per i componenti rotanti sottoposti a migliaia di cicli di sollecitazione per volo), una buona saldabilità (il meccanismo di precipitazione gamma-doppio-prime elimina le cricche da invecchiamento sotto sforzo) e un database di produzione accumulato in oltre 60 anni di attività che offre alle autorità di certificazione aerospaziali un’elevata fiducia nel suo comportamento a lungo termine. Nei moderni motori turbofan, i componenti in 718 includono il disco del ventilatore, i dischi del compressore a bassa pressione, i dischi del compressore ad alta pressione, i telai posteriori della turbina, i dispositivi di fissaggio del rivestimento della camera di combustione e centinaia di elementi di fissaggio strutturali in tutto il motore. Nel settore dei lanci spaziali, SpaceX, Rocket Lab e le principali agenzie spaziali nazionali utilizzano tutti il 718 nei componenti delle turbopompe dei motori a razzo e nelle parti strutturali.
9: L'Inconel si arrugginisce o si corrode?
Le leghe Inconel non si arrugginiscono nel senso convenzionale del termine (ossido di ferro), poiché non presentano vie di corrosione basate sul ferro; tuttavia, possono subire corrosione (perdita di metallo) in specifici ambienti aggressivi, tra cui l’acido fluoridrico concentrato, atmosfere riducenti a base di zolfo a temperature molto elevate e alcune combinazioni di mezzi ossidanti e contenenti cloruri che superano la stabilità del film passivo della lega. La resistenza alla corrosione delle leghe Inconel si basa sullo stesso meccanismo del film passivo dell’acciaio inossidabile: il cromo presente nella lega reagisce con l’ossigeno o l’umidità formando uno strato protettivo di ossido di cromo (Cr₂O₃) in grado di autorigenerarsi. La combinazione di 20 – 23% di cromo con 9% di molibdeno (nella lega 625) o di 17 – 21% di cromo con 3% di molibdeno (nel 718) produce un film passivo significativamente più stabile rispetto a quello dell’acciaio inossidabile nella maggior parte degli ambienti ingegneristici. In pratica, l’Inconel 625 in acqua di mare naturale non mostra praticamente alcuna corrosione misurabile nel corso di decenni di servizio. Negli impianti chimici, si registrano comunemente velocità di corrosione inferiori a 0,025 mm/anno in ambienti che causerebbero all’acciaio inossidabile 316L una corrosione di 1 mm/anno o un rapido cedimento per corrosione puntiforme. Gli ambienti in cui l’Inconel subisce una corrosione significativa includono: l’acido fluoridrico (che attacca tutte le leghe passivate al cromo), acidi riducenti ad altissima concentrazione che superano la soglia di accettabilità del tasso di corrosione della lega e alcuni ambienti con sali fusi a temperature estreme.
10: Quali certificazioni dovrei richiedere al momento dell'acquisto dell'Inconel?
Per la maggior parte delle applicazioni industriali, l’Inconel dovrebbe essere acquistato con un certificato di prova del materiale EN 10204 Tipo 3.1 come requisito minimo, che documenti l’analisi chimica e le proprietà meccaniche relative alla specifica colata di produzione; le applicazioni aerospaziali richiedono la piena conformità alle specifiche AMS con certificazione di Tipo 3.2, compresa la presenza di un rappresentante autorizzato per la qualità nel settore aerospaziale; mentre le applicazioni nucleari richiedono la documentazione di garanzia della qualità NQA-1 con tracciabilità completa dalla fusione al prodotto finito. Il certificato di tipo 3.1 deve includere: un’analisi chimica completa che confermi la conformità ai limiti di composizione previsti dalle norme UNS N06625 o N07718, i risultati delle prove meccaniche relative al lotto e alla fornitura specifici, il numero di fornitura per garantire la completa tracciabilità, la norma applicabile al materiale (ASTM B443/B446/B444 per il 625; AMS 5662/5663/5664 per il 718 aerospaziale) e la marcatura fisica del materiale che confermi il numero di colata. Per le applicazioni relative ai recipienti a pressione secondo il Codice ASME, è necessario fare riferimento alla norma della serie ASME SB (SB443, SB444, SB446 per il 625) anziché alla sola serie ASTM B. Per le applicazioni nel settore petrolifero e del gas in condizioni di servizio “sour”, è richiesta una dichiarazione di conformità alla norma NACE MR0175 / ISO 15156 con verifica della durezza. Per le attrezzature sottomarine offshore, può essere richiesta la certificazione secondo la norma DNVGL-ST-F101 o standard equivalenti per le condotte. MWalloys fornisce di serie il certificato di tipo 3.1 e, previo preavviso, quello di tipo 3.2, con analisi PMI (XRF) su ogni singolo pezzo come prassi standard, indipendentemente dal livello di certificazione specificato.
Conclusione: per scegliere il giusto tipo di Inconel è necessario che le proprietà del materiale corrispondano ai requisiti richiesti
L'Inconel rappresenta la risposta del mondo dell'ingegneria a problemi che nessun'altra famiglia di metalli disponibile in commercio è in grado di risolvere: impiego strutturale a temperature estreme, resistenza a lungo termine alla corrosione in acqua di mare e in presenza di sostanze chimiche aggressive, nonché la combinazione di elevata resistenza alla fatica e alla corrosione nelle strutture marine dinamiche. L'ampiezza della gamma, dalla versatilità del 625, incentrata sulla resistenza alla corrosione, all'ineguagliabile resistenza strutturale del 718, garantisce la disponibilità di un grado di Inconel progettato per quasi tutte le applicazioni più esigenti.
I principi più importanti emersi da questa analisi tecnica:
- L'Inconel 625 e l'Inconel 718 hanno finalità fondamentalmente diverse: resistenza alla corrosione e alla fatica contro massima resistenza strutturale.
- Specificare sempre il numero UNS (N06625 o N07718) oltre alla denominazione del tipo di Inconel.
- L'Inconel 718 deve essere sottoposto a invecchiamento dopo la saldatura per sviluppare appieno le proprie proprietà; saldare solo allo stato di ricottura in soluzione.
- La rimozione della colorazione termica post-saldatura è obbligatoria per il 625 in ambiente corrosivo.
- Utilizzare fluidi da taglio privi di zolfo e utensili specifici non in ferro in tutte le operazioni di lavorazione.
- Specificare le norme AMS per le applicazioni aerospaziali; la serie ASTM B per il settore industriale; la serie ASME SB per i recipienti a pressione.
- Il vantaggio in termini di costi del ciclo di vita dell'Inconel rispetto all'acciaio inossidabile in condizioni di impiego gravose è costantemente tale da giustificare il sovrapprezzo del materiale.
Fornitura di Inconel 625, 718 e tutte le qualità da MWalloys
MWalloys fornisce l'intera gamma di leghe Inconel sotto forma di lastre, lamiere, barre, tubi, raccordi, flange, fili e bobine tagliate di precisione, con materiale a magazzino disponibile per la consegna immediata nelle dimensioni più comuni degli Inconel 625 e 718.
La nostra offerta di prodotti in Inconel comprende:
- Inconel 625 e 718 disponibili a magazzino nella maggior parte delle forme standard.
- Taglio su misura di lamiere e fogli mediante getto d'acqua, sega a nastro o fresatura di precisione.
- Materiale aerospaziale certificato AMS 5596, AMS 5662, AMS 5663, AMS 5664.
- Materiale per recipienti a pressione certificato secondo le norme ASME SB443, SB444 e SB446.
- Norma EN 10204, Tipo 3.1; disponibile anche il Tipo 3.2 con presenza di un testimone indipendente.
- Verifica PMI (XRF) su ogni singolo pezzo come prassi standard.
- Documentazione di conformità alla norma NACE MR0175 per l'impiego in ambienti con gas acidi nel settore petrolifero e del gas.
- Bobina con taglio di precisione per soffietti, nastri per l’industria aerospaziale e applicazioni di formatura di precisione.
- Consulenza tecnica in materia di scelta dei gradi, trattamento termico e procedure di lavorazione.
Contattate MWalloys oggi stesso per discutere delle vostre esigenze relative al materiale Inconel. Inviate una richiesta tecnica tramite il nostro sito web oppure contattate direttamente il nostro team di ingegneri specializzati in superleghe per ricevere consigli specifici per la vostra applicazione e preventivi in giornata sulle dimensioni disponibili a magazzino.
Fonti verificate e autorevoli
- Special Metals Corporation – Bollettino tecnico sulla lega Inconel 625 (SMC-063); Bollettino tecnico sulla lega Inconel 718 (SMC-045); Bollettino tecnico sulla lega Inconel 600.
- ASTM International – ASTM B443: Specifiche standard per lamiere, fogli e nastri in lega di nichel-cromo-molibdeno-columbio.
- ASTM International – ASTM B670: Specifiche standard per barre, pezzi forgiati e semilavorati in lega di nichel indurita per precipitazione, destinati all'impiego ad alta temperatura.
- ASTM International – ASTM B444: Specifiche standard per tubi senza saldatura in leghe di nichel-cromo-molibdeno-columbio.
- SAE Internazionale – AMS 5596: Lega di nichel, lamiere, nastri e piastre (Inconel 625). SAE International, Warrendale, PA.
- SAE Internazionale – AMS 5662: Lega di nichel, barre, tondini e anelli, 52,5Ni-19Cr-3,0Mo-5,1Cb (Inconel 718, ricotto in soluzione). SAE International.
- SAE Internazionale – AMS 5663: Lega di nichel, barre, tondini e anelli, 52,5Ni-19Cr-3,0Mo-5,1Cb (Inconel 718, invecchiato). SAE International.
- Codice ASME per caldaie e recipienti a pressione, Sezione II, Parte B – Specifiche relative ai materiali non ferrosi (SB-443, SB-444, SB-446). American Society of Mechanical Engineers.
- Codice ASME per caldaie e recipienti a pressione, Sezione II, Parte D – Proprietà (sollecitazioni ammissibili per N06625). American Society of Mechanical Engineers.
- AWS A5.14 / ASME SFA-5.14 – Specifiche relative agli elettrodi e alle bacchette di saldatura nudi in nichel e leghe di nichel (ERNiCrMo-3, ERNiFeCr-2). American Welding Society.
- Donachie, M.J., Donachie, S.J. – Superleghe: Guida tecnica, 2ª edizione. ASM International, Materials Park, Ohio. ISBN 978-0-87170-749-9.
- Reed, R.C. – Le superleghe: fondamenti e applicazioni. Cambridge University Press. ISBN 978-0-521-07289-3.
- NACE International (AMPP) – NACE MR0175 / ISO 15156: Settore petrolifero e del gas naturale – Materiali destinati all’uso in ambienti contenenti H₂S. Parti 1, 2 e 3.
- ASM Internazionale – ASM Handbook, Volume 1: Proprietà e selezione: ferri, acciai e leghe ad alte prestazioni. ASM International. ISBN 978-0-87170-377-4.
- Loria, E.A. (a cura di) – Superleghe 718, 625, 706 e vari derivati. Atti del Simposio internazionale. Pubblicazioni TMS. (Diverse edizioni, 1991 – 2005).
- EN 10204:2004 – Prodotti metallici: Tipi di documenti di controllo. Comitato europeo di normalizzazione, Bruxelles.
- SAE Internazionale – AMS 7001: Lega di nichel, polvere per la produzione additiva, 52,5Ni-19Cr-3,0Mo-5,1Cb (Inconel 718). SAE International.
